Способ изготовления и наполнения пакетов из полимерного рукавного материала - SU704445A3
Код документа: SU704445A3
Чертежи
Описание
менты для формования первого и второго швов угловых складок; на фиг. 6 - стадия формования первых поперечных швов; НУ фиг. 7 - полимерный рукавный .материал с поперечными и наклонными швами.
Способ осуществляют следующим образом .
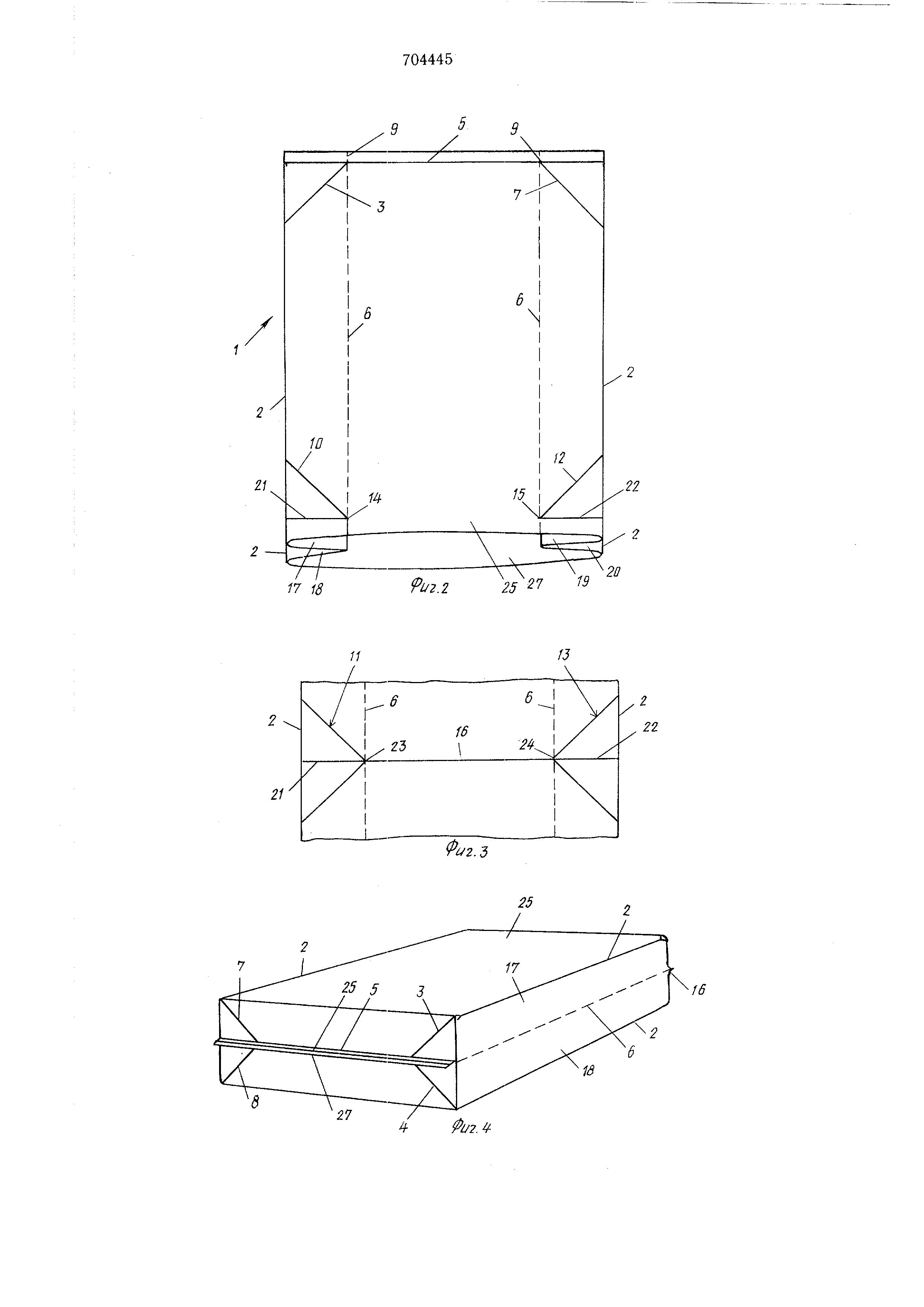
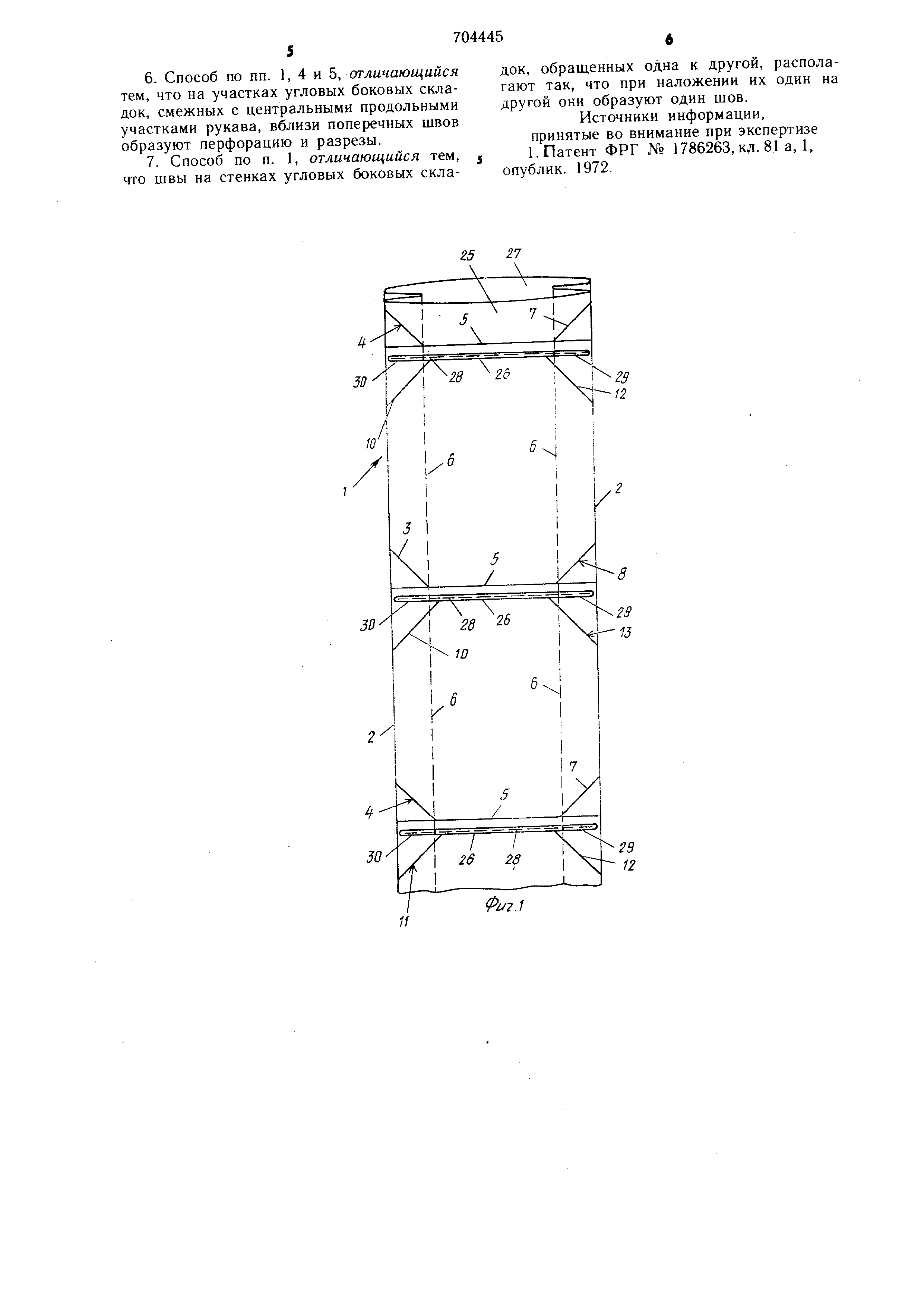
На плоскосложенном рукаве 1 с каждой стороны угловых боковых складок 2 образуют два наклонных шва 3 и 4, зате.м образуют поперечные щвы 5 с центральными кромками продольных угловых складок 6 по линиям перегиба.
Наклонные щвы 3 и 4 одним концом соединены с поперечным швом 5, а другим - с линией перегиба угловой складки 6.
На другой стороне пакета образуют такие же наклонные швы 7 и 8, при этом наIvTOiiibif гавы производят до пересечения 9 lioFicpCMMoro uiea с центральными кромками Уловых С1 ладок 6.
Наклонные швы 3, 4, 7 и 8 располагают yr;toM 45° к поперечному шву 5 и iipoд ),пьнон линии перегиба угловой складки 6.
Н другом конце пакета образуют на ьлоскосложенном рукаве 1 с каждой стороны у боковых складок 2 наклонные швы 10--13, за центральные кромки угловых складок 6. Эти наклонные швы располагают пол уг.лом 45° относительно продолжения viHHHH, соединяющей концевые отрезки 14 и .;3 ТНК. чго когда пакет находится в плосhuf .i ссстоянки, оп принимает форму блока.
.. -юлучетля пакета высокой прочности щаы 16 выполняют вдоль кромочных зон. гдс имеются вторые швы 7--20 угловой складки.
111н;,1 21 и 22 на стенках угловых боковых складок 2, обращенных одна к другой, располагают так, что при наложении их один на другой они образуют один шов, примыкающий 13 носледуюолем к отрезкам 23 и 24, расположенным в зоне, где должны соединиться два слоя пленки, или вблизи от пересечений щвов с центральными кромками продольных угловых складок 6 на рукаве вблизи поперечных швов 5 образуют разрезы.
Между двумя последовательными пакетами на рукаве вблизи поперечных швов 5 в слое 25 полимерного материала образуют разрезы 26 для обеспечения возможности .наполнения пакета.
Под разрезом в другом слое 27 также вблизи поперечных швов рукав перфорируют по его окружности с образованием перфорации 28 для облегчения отрыва пакета от рукава после завершения операции наполнения пакета (фиг. 4).
Для облегчения наполнения пакетов на частках угловых боковых складок, смежных с центральными продольными участками рукава, вблизи поперечных швов также образуют разрезы 29 и 30 с перфорацией (фиг. i).
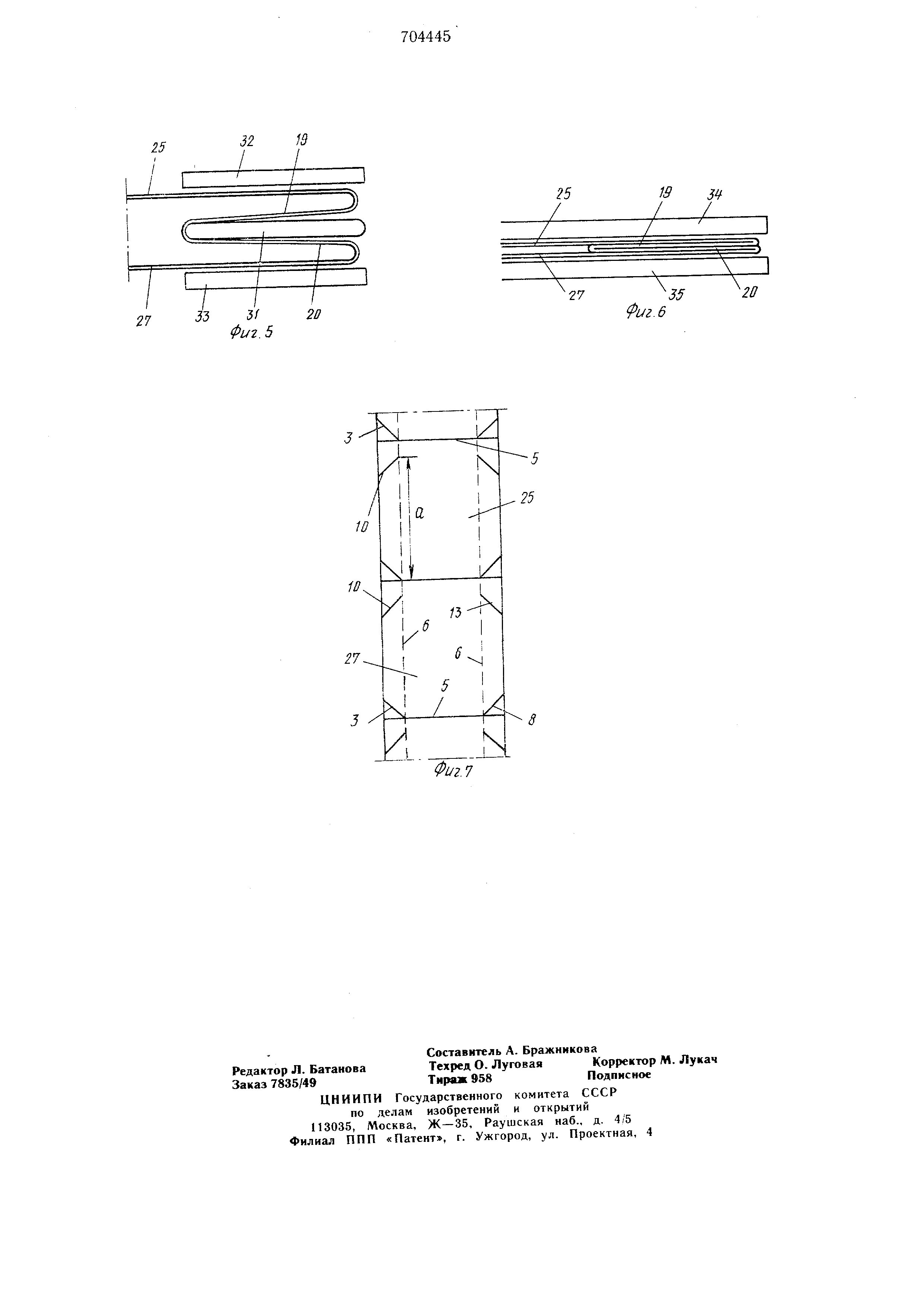
Для предотврашения горячего приваривания , например, шва 19 угловой складки к 1ИБу 20 угловой складки между ними помещают разделительную пластину 31, выполненную , предпочтительно, из пертинакса, и элементы 32 и 33 горячей сварки для формования швов (фиг. 5), при это.м время формования составляет примерно 1,5 с.
Ноперечные швы 5 на стадии формования (фиг. 6) путем закрытия рукавной пленки посредством поперечно1о стержня 34 горячей сварки и опоры 35 формуют примерно в течение с.
Нри этом каждый поперечный шов образуют после образования каждой пары нарслонных 1ИВОВ, например 3 и 4, 10 и И, 7 и 8, 12 и 13, и после пере.мещения части рукавной пленки из положения слоя 27 в положение слоя 25 на расстояние, равное, по .меньщей мере, расстоянию а (фиг. 7), которое равно наибольшему расстоянию между первыми ii вторыми швами угловых складок с одной стороны материала рукава.
Предлагаемый способ по сравнению с известным техническим решением той же задачи позволяет исключить деформацию граней пакетов noc;ie йормования.
Формула изобретения
1.Способ изготовления и наполнения пакетов из полимерного рукавного материа .la, предусматривающий образование поперечных швов на рукаве, продолъны.х и угловых боковы:; складок на плоскосложенном рукаве по линиям перегиба, отличающийся re.vi, что, с целью предотвращения дефор .маций граней пакетов после формования, на плоскосложенном рукаве с каждой стороны у боковых складок образуют два нак„1онн .ых шва, одним концом соединенных с поперечным швом, а другим - с крайней периферийной линией перегиба угловой складки, при .этом каждый поперечный шов образуют после образования каждой пары наклонных швов.
2.Способ по п. 1, отличающийся тем, что наклонные швы располагают под углом 45° к поперечному шву и продольной линии перегиба угловой складки.
3.Способ по п. 1, отличающийся тем, что наклонные швы производят до или за центральные кромки угловых складок.
4.Способ по п. 1, отличающийся тем, что рукав перфорируют вблизи поперечных швов по окружности рукава.
5.Способ по п. 1, отличающийся тем, что на рукаве вблизи поперечных швов образуют разрезы.
6.Способ по пп. 1, 4 и Ь, отличающийся тем, что на участках угловых боковых складок , смежных с центральными продольными участками рукава, вблизи поперечных швов образуют перфорацию и разрезы.
7.Способ по п. 1, отличающийся тем, что швы на стенках угловых боковых складок , обраш,енных одна к другой, располагают так, что при наложении их один на другой они образуют один шов.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 1786263,кл. 81 а. 1, опублик. 1972.
Реферат
Формула
Комментарии