Упаковка для восприимчивого к внешним воздействиям на кромках транспортируемого груза - RU2650477C2
Код документа: RU2650477C2
Чертежи






















Описание
Изобретение относится к упаковке легко повреждаемого на кромках транспортируемого груза. К такому транспортируемому грузу относятся оконные стекла, в частности, плоские стекла, еще более чувствительными являются плиты из натурального камня. Даже прочные на изгиб и на удар оконные стекла из многослойного стекла имеют чувствительные места. Эти места находятся на кромках.
Существуют различные формы плоского стекла, к примеру, в виде однослойного безопасного стекла, в виде многослойного безопасного стекла, в виде многослойного стекла, в виде соединения многослойных стекол, в виде противопожарного остекления, в виде солнцезащитного стекла, в виде термически или химически закаленного стекла, в виде флоат-стекла, в виде теплозащитного стекла, в виде армированного проволокой стекла, в виде оконного стекла, в виде литого стекла, в виде звукоизоляционного стекла, в виде стекла высшего сорта для оранжерей и парников. Различные типы стекол по большей части стандартизованы. К примеру, DIN 12150, DIN EN ISO 12543, DIN 1259, DIN 4102, DIN 1863, DIN 11525, DIN 11526, DIN 52290.
Оконное стекло изготавливается сегодня преобладающим образом посредством способа флоат-стекла и имеет, вследствие этого, высокое качестве поверхности.
Способ изготовления флоат-стекла является непрерывным способом изготовления. При этом очищенный/осветленный стекольный расплав подается на ванну с жидким оловом. Стекло имеет, по сравнению с оловом, в четыре раза меньший специфический вес и плавает на жидком олове. При этом образуется очень ровное стекло с высококачественной поверхностью.
Многослойные оконные стекла состоят обычно, по меньшей мере, из двух прозрачных слоев, из которых, по меньшей мере, один слой является оконным стеклом. Обычно и другой прозрачный слой является оконным стеклом. Оба слоя соединяются друг с другом посредством органического промежуточного слоя. Органический промежуточный слой имеет обычно форму пленки. Такие пленки и соединение слоев оконного стекла описаны, к примеру, в DE 1292811. В качестве пленок в предпочтительном варианте используются высокопрочные, вязкоупругие, термопластичные пленки. Такие пленки состоят, к примеру, из этиленвинилацетата (EVA), полиакрилата (РА), полиметилметакрилата (РММА), полиуретана (PUR) и т.д. Аналогичного полимера из PVB или TPU или подобного ему. Вместо пленки могут быть использованы также и другие клеящие слои из литьевой смолы или нечто подобного. К многослойным стеклам относятся также оконные стекла, соединенные с другими материалами, к примеру, с прозрачным поликарбонатом.
Стекло со свойствами, сопоставимыми с многослойным стеклом, имеет, как правило, значительную толщину. В предпочтительном варианте такое стекло изготавливается также с малым напряжением или после изготовления подвергается термической обработке для достижения состояния малого напряжения. В состоянии малого напряжения стекло, в отличие от другого традиционно изготовленного стекла, становится прочным на изгиб и прочным на удар. Поскольку в дальнейшем речь пойдет о системе защиты кромок для многослойного стекла, то имеется в виду также и однослойное стекло с аналогичными свойствами.
Многослойные оконные стекла нашли разнообразное применение. Особенно известно их использование в строительстве и в автомобильной технике. В автомобильной технике многослойные оконные стекла именуются также безопасным безосколочным стеклом. В строительстве многослойные оконные стекла используются, в частности, для оконных витрин, других стекол с большой поверхностью, стеклянных дверей, больших по площади остеклений дверей, душевых перегородок, парапетов, прозрачных перегородок, потолочных остеклений и для выступающих частей здания (балконов, эркеров и т.д.) или подобных им. Многослойное стекло может выполнять разнообразные задачи. При этом прочность на изгиб и ударная прочность являются лишь одной из возможных задач. Другими возможными задачами являются, к примеру, противопожарная защита и звукоизоляция.
Многослойные оконные стекла, по сравнению с однослойным оконным стеклом, отличаются очень высокой прочностью на изгиб и очень высокой ударной прочностью. При этом прочностью на изгиб и ударной прочностью обозначается не абсолютная прочность, а прочность, которая является достаточной для соответствующей цели применения многослойного стекла.
Существуют также в широком диапазоне однослойное безопасное стекло, изоляционное стекло, зеркальное стекло и прочие виды стекол.
Несмотря на высокую прочность, кромки стекла, как и кромки многослойного стекла, особо восприимчивы к внешним воздействиям. Поэтому, не только для простых стекол, но и для многослойных стекол и других видов стекол, общепринято обеспечивать особую защиту стекол при транспортировке. В частности, в строительстве нельзя ожидать, что манипуляции со стеклом будут производиться с исключительной осторожностью. Жесткое строительное производство не ориентировано на это. До настоящего времени имели место значительные повреждения стекол на строительной площадке. 10% поврежденных стекол не является чем-то особенным. 20% поврежденных на строительной площадке стекол не является чем-то исключительным.
Многослойные оконные стекла для автомобилей обычно складируются в ящик по несколько штук, то есть, упаковываются в защитный ящик. При этом в ящиках предусматривается мягкий податливый подстилочный слой. Ящики предназначены для транспортировки многослойного стекла от изготовителя к автопроизводителю или в мастерскую по ремонту автомобилей.
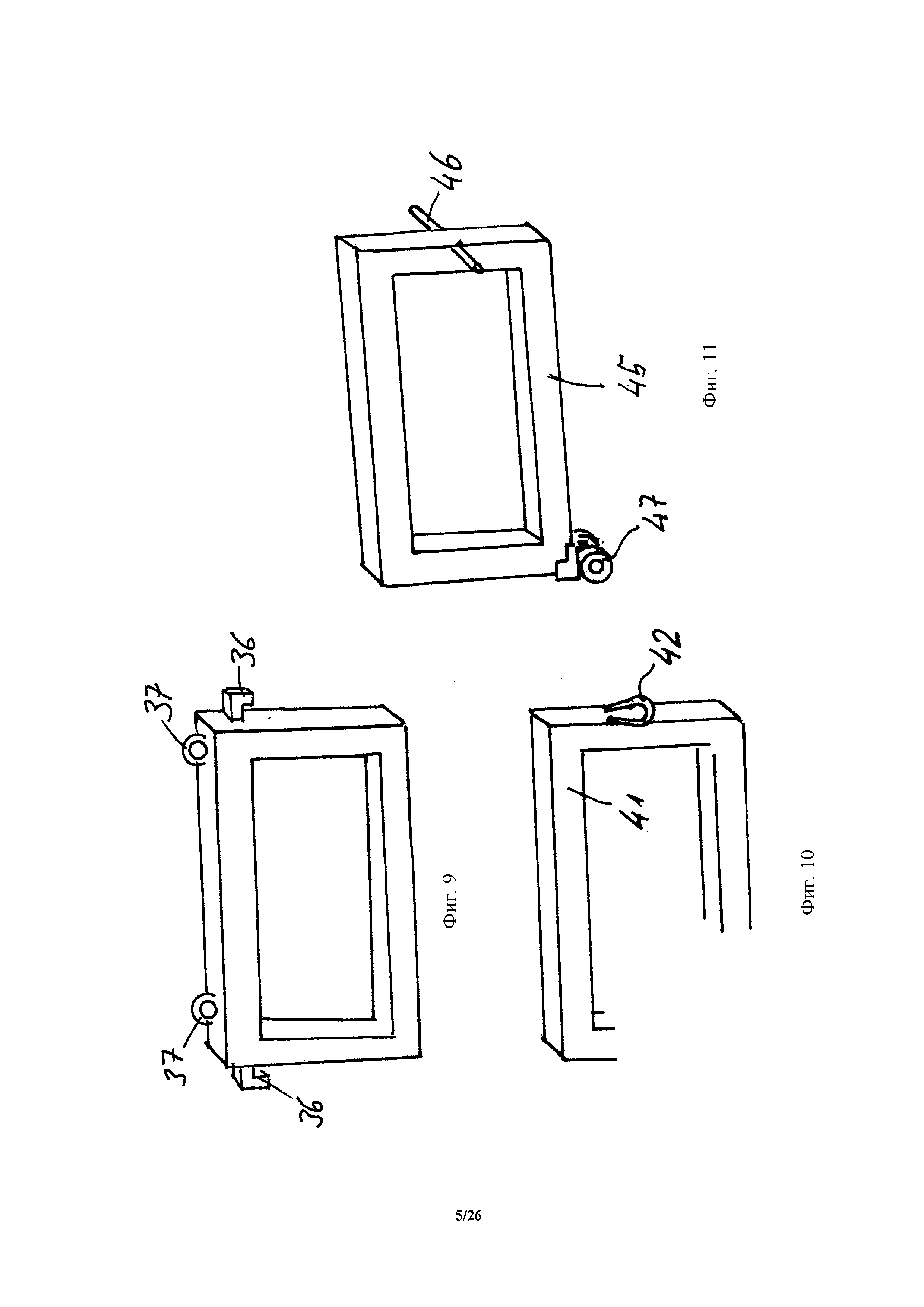
Оконные стекла, предназначенные для строительства, имеют обычно значительно большие габариты, чем оконные стекла для автомобилей. Поэтому обычной практикой является транспортировка предназначенных для строительства оконных стекол до строительной площадки в вертикальном положении на грузозахватном приспособлении. Грузозахватным приспособлением является рама, в которой оконные стекла транспортируются в вертикальном положении. Имеются транспортные средства с жестко смонтированными на них грузозахватными приспособлениями, что очевидно из DE 20204181. Зачастую грузозахватные приспособления со стеклом разгружаются на строительной площадке. Грузозахватное приспособление имеет существенные недостатки. Выполненный в виде грузозахватного приспособления спецавтомобиль не пригоден для других видов транспортировки. Автомобиль должен ожидать на строительной площадке, пока все оконные стекла не будут установлены, или же должно быть оборудовано место для надежного промежуточного складирования оконных стекол.
Грузозахватные приспособления это прочные на изгиб и выполненные с возможностью монтажа на автомобиле и, соответственно, выполненные с возможностью стопорения, стоечные подмостки, в которых стекло фиксируется в вертикальном положении. Транспортные расходы для таких стоечных подмостков несоразмерно высоки. При этом необходимо включить в калькуляцию то, что стоечные подмостки должны транспортироваться не только до строительной площадки, но и должны быть возвращены обратно. Также необходимо включить в калькуляцию то, что используемый обычно для транспортировки стекол грузовой автомобиль со стоечными подмостками и со стеклом обычно не загружается полностью. Нередко имеют место ценовые предложения для транспортировки стекла, при которых стоимость транспортировки стекла равна стоимости самого стекла.
Автомобиль с разгружаемым грузозахватным приспособлением, однако, пригоден для выполнения других задач. Грузозахватное приспособление занимает, однако, очень много погрузочного пространства и очень мешает дополнительным погрузочным работам. На строительной площадке грузозахватное приспособление разгружается. После установки оконных стекол грузозахватное приспособление должно быть возвращено обратно. И та и другая операции увеличивают транспортные расходы. К этому следует добавить, что обычно возникают и другие значительные расходы, если грузозахватные приспособления освобождаются не сразу. Как правило, освобождение задерживается, если происходит задержка монтажа стекол. В этом случае необходимо удерживать стекла на грузозахватных приспособлениях вплоть до их использования, так как любой другой вариант складирования влечет за собой еще большую опасность повреждения стекла.
Для транспортируемого груза, который состоит из стекла частично, имеет место та же проблема, что и для ранее описанных оконных стекол. Это касается, к примеру, фотоэлектрических элементов/элементов солнечных батарей.
Для плит из натурального камня имеет место такая же ситуация, что и для оконных стекол. Правда, плиты из натурального камня при той же толщине еще более восприимчивы к внешним воздействиям, чем оконные стекла, вследствие неоднородности плит из натурального камня. Плиты из натурального камня, имеющие небольшую толщину, разбиваются уже при незначительной изгибающей нагрузке. Плиты из натурального камня транспортируются до заказчика также в вертикальном положении в грузозахватном приспособлении. В строительстве плиты из натурального камня также находят широкое применение в качестве напольных плит и подоконников.
Однако, и другие транспортируемые грузы могут быть легко повреждены. К ним относятся даже столешницы рабочих столов, которые в иных случаях противостоят существенным нагрузкам. Столешницы рабочих столов восприимчивы к внешним воздействиям на своих острых кромках.
Восприимчивость кромок к внешним воздействиям для многих транспортируемых грузов является самой большой проблемой в плане повреждений. Это относится не только к другому, имеющему форму оконного стекла, транспортируемому грузу, но и к транспортируемым грузам квадратной формы.
В основе изобретения лежит задача упрощения транспортировки восприимчивого к внешним воздействиям на кромках транспортируемого груза и/или снижения затрат на транспортировку при одновременном соблюдении достаточной защиты при транспортировке.
Это достигается посредством изобретения, охарактеризованного признаками независимого пункта формулы изобретения. Предпочтительные варианты осуществления изобретения являются предметом последующих зависимых пунктов формулы изобретения.
Важна при этом
a) обхватывающая кромки система защиты кромок,
b) состоящая из упругого материала, в частности, с упругим пенопластом (упругим материалом), и
c) состоящая из армирующего материала,
d) причем упругий материал, по меньшей мере, частично расположен между армирующим материалом и защищаемой кромкой.
Любое давление, которое в отсутствии системы защиты кромок привело бы к повреждению кромки (давление повреждения кромок), воспринимается системой защиты кромок. Поскольку при этом часть давления распространяется в направлении защищаемой кромки, то это давление от армирующего материала системы защиты кромок через упругий материал широко распределяется по кромкам. Благодаря этому, воздействующее на кромки давление снижается до такого значения, что кромки без труда противостоят этому давлению.
Система защиты кромок посредством пенопласта сама по себе известна. При этом транспортируемый груз обычно по всей поверхности окружается пенопластом, а затем картоном. При этом картон имеет существенно меньшую сопротивляемость, чем пенопласт. То есть, в общей конструкции упаковки пенопласт, по сравнению с картоном, является более сильным материалом/армирующим материалом, а картон более упругим материалом/упругим материалом. Выявляется тот факт, что система защиты кромок в соответствии с изобретением существенно лучше, чем традиционная система защиты кромок. Упругий слой в соответствии с изобретением, по сравнению с армирующим слоем, является более упругим, по меньшей мере, на 20%, предпочтительно, по меньшей мере, на 40%, еще более предпочтительно, по меньшей мере, на 60% и максимально предпочтительно, по меньшей мере, на 80%, чем армирующий материал. Упругость понимается при этом как мера сжатия, которое испытывает куб материала с длиной кромки 1 см с ровным основанием, кода на него воздействует падающий вес в 1 кг и в отношении поверхности куба параллельно контактной поверхности с высоты падения 10 см.
Предпочтительным является многослойный вариант осуществления, по меньшей мере, с двумя слоями армирующего материала, причем не только между армирующим материалом и кромкой транспортируемого груза предусмотрен слой упругого материала, но и между обоими слоями из армирующего материала предусмотрен слой упругого материала. Это оказывает благоприятное воздействие на деформируемость системы защиты кромок.
Упругий материал в предпочтительном варианте выступает сбоку за пределы наружных поверхностей транспортируемого груза, в еще более предпочтительном варианте система защиты кромок обхватывает транспортируемый груз по его кромкам. В максимально предпочтительном варианте армирующий материал также сбоку выступает за пределы соответствующей наружной поверхности транспортируемого груза, и/или армирующий материал выступает до обхватывающей транспортируемый груз части упругого материала.
Армирующий материал может быть металлического типа или же может состоять из полимерного материала. В качестве металлов используются в предпочтительном варианте алюминий и другие металлы с небольшим специфическим весом.
В качестве упругих материалов в предпочтительном варианте используются вспененные полимерные материалы. В сфере упаковочных материалов использование вспененных полиэтиленовых полимерных материалов и полистирольных полимерных материалов является обычной практикой. Это можно приписать небольшим расходам на такого рода пеноматериалы. Традиционные упаковочные пеноматериалы имеют небольшой объемный вес (вес на единицу объема). В предпочтительном варианте подобные пеноматериалы с более высоким объемным весом могут служить в качестве армирующего материала. Объемный вес регулируется посредством добавления вспенивающего агента. Чем больше объем подачи вспенивающего агента, тем меньше объемный вес и тем больше упругость пеноматериала. Чем меньше объем подачи вспенивающего агента, тем больше объемный вес и тем меньше упругость.
Армирующий материал может быть также органического или неорганического типа. Органическим армирующим материалом может являться дерево. Экономически благоприятными являются деревянные профили, в частности, прямой формы. При этом уже простые профили с прямоугольным поперченным сечением могут выполнять необходимую функцию армирования. Для прямых армирующих профилей очень экономичным решением могут являться деревянные бруски и даже обрешетины. Неорганический армирующий материал может состоять, к примеру, из стекловолокна. Стекловолокно может в виде сетчатого полотна окружать упругий материал и при этом образовывать описанный выше армирующий материал. Обрешетины стандартизованы в соответствии с DIN 4047-1. Стандарт гарантирует определенные габариты 30×50 мм или 40×60 мм. Правда, большая часть имеющихся на рынке обрешетин не соответствует нормативу. У таких обрешетин следует учитывать, как правило, превышение габарита от 1 до 2 мм. Высокая точность в соответствии с DIN является преимуществом, так как армирующий профиль в этом случае с гораздо меньшим зазором может быть помещен в упругий материал или, наоборот, упругий материал может быть смещен на армирующий материал. Обрешетины является максимально рентабельным армирующим материалом. Опыты показали, что, при наличии обрешетин в качестве армирующего материала и окружающего обрешетину упругого материала из экструдированного пенополистирола, флоат-стекло можно было бы уронить, не повреждая его. Флоат-стекло имело толщину 6 мм и поверхность 1 м2. Пенополистиролом была обычная монтажная пена с закрытыми ячейками для внешней изоляции зданий с объемным весом 30 кг/м3. Такая пена, по меньшей мере, на 90% является закрытоячеистой. На основании объемного веса могут быть выведены свойства, в частности, упругость. Пенополистирол имел толщину 100 мм. Армированный в соответствии с изобретением пенополистирол удерживался на кромке стекла посредством обвязки лентой шириной 10 мм и толщиной 0,5 мм. Высота падения 2,5 м была не реалистично высока. Тем более удивительным был результат экспериментов. После шестой попытки необходимо было прекратить эксперимент, так как обвязка ослабилась. Стекло, однако, до этого момента еще не получило никаких повреждений.
Эксперименты с песчаными пластиной толщиной 20 мм при использовании аналогичной системы защиты кромок и многослойной обвязки при уменьшенной высоте падения 1 м также были успешными, и также в условиях повторения попыток. Обвязка осуществляется предпочтительно на продольных сторонах. Еще больших результатов можно добиться при использовании вместо обрешетин стальных профилей или алюминиевых профилей. Преимуществом алюминиевых профилей, по сравнению со стальными профилями, является меньший вес. Однако, использование таких металлических профилей влечет за собой явное удорожание расходов на упаковку, так что рекомендуется возврат упаковки поставщику для ее повторного использования. При использовании упаковки с системой защиты кромок из гранулированного пеноматериала или обрешетин расходы на упаковку столь невелики, что вместо возврата рассматривается также вопрос утилизации.
При наличии изогнутой формы и/или более сложного поперечного сечения изготовление армирующего материала из полимерного материала, в частности, из не вспененного полимерного материала, является более благоприятным. Для снижения расходов предлагается снабжать полимерный материал наполнителями и/или применять материал вторичного использования в качестве полимерного материала. Наполнителем может также являться древесина. Для этого древесина уменьшается до размера, который может быть использован в предусмотренной для переработки полимерных материалов установке. В смеси с полимерным материалом наполнитель имеет, по меньшей мере, долю 50% по весу, более предпочтительно, по меньшей мере, 60% по весу и максимально предпочтительно, по меньшей мере, 70% по весу. В качестве полимерного материала используется в предпочтительном варианте полиолефин, а также полиэтилен или полистирол.
Для обработки полимерных материалов наполнителем особенно подходят экструзионные установки, в которых полимерный материал смешивается с наполнителем и другими присадками. Полимерный материал расплавляется, так что другие части смеси могут быть легко замешаны в полимерный материал. Затем смесь охлаждается в экструдере до температуры выхода и выдавливается через форсунку, которая придает выходящему материалу желаемую форму. Выходящий материал охлаждается и сохраняет полученную форму. По выбору расплав может быть распылен в форму. После охлаждения расплава в форме расплав сохраняет форму полого пространства данной формы. Речь идет о фасонных изделиях или об изготовлении посредством формования экструзией.
Упругий материал состоит в предпочтительном варианте из вспененного полимерного материала, предпочтительно из пенополиолефина и пенополистирола. Пеноматериал может быть гранулированным пеноматериалом или экструдированным пеноматериалом.
Гранулированный пеноматериал состоит из большого количества гранул пеноматериала. Гранулы пеноматериала могут быть получены в автоклавах. При этом гранулы полимерного материала получаются посредством полимеризации мономеров и затем насыщаются вспенивающим агентом, так что гранулы полимерного материала вспениваются, если они после нагревания в находящемся под давлением резервуаре освобождаются. Вспененные гранулы загружаются в полое пространство формы, которое имеет желаемую форму предусмотренного для системы защиты кромок упругого материала. На гранулы в полом пространстве формы обычно подается острый пар, так что гранулы на наружной поверхности оплавляются и склеиваются или свариваются с соседними гранулами. При этом склеенные или сваренные гранулы принимают форму полого пространства формы. После этого формованные изделия могут извлекаться из полого пространства формы.
Упругий материал может быть изготовлен в виде пеноматериала также посредством экструзии. При этом полимерный материал под существенным давлением посредством нагревания переводится в расплавленную форму и смешивается с присадками, а также со вспенивающим агентом и, как пояснено ранее, охлаждается до температуры выхода для последующего выдавливания через форсунки. В процессе выхода из экструдера расплав попадает из зоны высокого давления в зону с преобладающим давлением окружающей среды. На снижение давления реагирует вспенивающий агент. Он расширяется и образует в условиях одновременного охлаждения расплава большое количество ячеек в расплаве. Расширение ограничивается калибратором, который имитирует желаемую форму поперечного сечения прутка из пеноматериала.
Смешанный со вспенивающим агентом расплав может быть также распылен в форму, которая придает образующемуся пеноматериалу желаемую форму.
Для изготовления формованных деталей для упругого материала также может быть использован гранулированный пеноматериал. Гранулированный пеноматериал состоит из гранул пеноматериала. Гранулы пеноматериала под определенным давлением загружаются в форму, которая, как и форма для литья под давлением, соответствует желаемой форме деталей из полимерного материала. В форме гранулы пеноматериала пропариваются острым паром, так что гранулы пеноматериала на поверхности оплавляются и под давлением свариваются друг с другом.
При одинаковом объемном весе экструдированный пеноматериал имеет улучшенные прочностные свойства, по сравнению с гранулированным пеноматериалом.
Обычный экструдированный пеноматериал из полистирола имеет закрытость ячеек 95% и более по отношению ко всему количеству ячеек. Для придания упругости преимуществом может являться, кроме того, использование пеноматериала, который на 5% является более открытоячеистым, чем традиционная монтажная пена. В предпочтительном варианте открытость ячеек составляет в этом случае, по меньшей мере, 10%, еще более предпочтительно, по меньшей мере, 20% и максимально предпочтительно, по меньшей мере, 30%. То есть, из общего количества ячеек в пеноматериале соответствующее заданному проценту количество являются не закрытыми, а открытыми, так что из этих ячеек запертый газ под нагрузкой может удаляться. Для образования ячеек используется вспенивающий газ. Вспенивающий газ расширяется в расплавленном/ размягченном полистироле, когда давление окружающей среды, соответственно, снижается. Это происходит при экструзии, когда насыщенный вспененным газом расплав из экструдера, в котором по сравнению с давлением окружающей среды преобладает многократно более высокое давление, выходит в окружающую атмосферу. Это происходит при изготовлении гранулированного пеноматериала, когда насыщенные вспенивающим агентом не вспененные или лишь незначительно предварительно вспененные гранулы полистирола в автоклаве под действием давления и температуры размягчаются и затем быстро удаляются из автоклава. Доза вспенивающего агента является решающей для получения обычной полностью закрытоячеистой монтажной пены или для получения пены с открытыми ячейками. У традиционных сегодня, содержащих диоксид углерода вспенивающих агентов, доля вспенивающего агента в смеси для обычной монтажной пены составляет от 5 до 8% по весу. Посредством постепенного увеличения доли вспенивающего агента можно добиться желаемой степени открытости ячеек. Заключенный в закрытых ячейках пены обычный вспенивающий агент там не остается. Он диффундирует через стенки ячеек наружу, а окружающий воздух диффундирует через закрытые стенки ячеек. Процессы диффузии длятся некоторое время. Обычно с использование таких вспененных продуктов ждут до тех пор, пока диффузионные процессы полностью не завершились. Открытые ячейки имеют отверстия в стенках ячеек. Первоначально имеющийся там вспенивающий агент очень быстро замещается окружающим воздухом. Разумеется, соответственно, и запертый воздух, посредством механической деформации используемого в качестве упругого слоя пеноматериала, выталкивается из ячеек. Это облегчает процесс деформации в сравнении с закрытоячеистой пеной. Там воздух остается запертым и стенки ячеек должны растягиваться, чтобы уступить напору давления. В предпочтительном варианте открытость ячеек ограничена максимально 50%, еще более предпочтительно 60%. В этом случае в пеноматериале имеется еще так много закрытых ячеек, что пеноматериал после снятия нагрузки снова быстро возвращается в первоначальную форму.
Упругий материала и армирующий материал могут также располагаться в несколько пластов (слоями) друг над другом. При этом упругий материал и/или армирующий материал от пласта к пласту или от слоя к слою могут отличаться друг от друга или быть одинаковыми. Изменение упругого материала может иметь место, к примеру, тогда, когда пласт/слой упругого материала осуществлен одновременно и как демпфирующий слой. Демпфирующий слой отличается от обычного пеноматериала тем, что при деформации слоя и при последующем снятии нагрузки не происходит моментальной возвратной деформации/моментального возвращения в первоначальное положение, а возвратная деформация/возвращение в первоначальное положение происходят лишь со значительной задержкой. Посредством такого демпфирующего свойства предотвращаются колебательные движения упаковки вместе с упакованным грузом, к примеру, после падения. Колебания могут способствовать подпрыгиванию, так что на восприимчивое к внешним воздействиям флоат-стекло оказывается воздействие не только вследствие падения, но и вследствие последующего подпрыгивания и ударов об пол. Необходимыми демпфирующими свойствами обладает, к примеру, слой пеноматериала с открытыми ячейками, описанный выше.
По выбору армирующий материал может обхватывать упругий материал или наоборот. По выбору армирующий материал может также проникать в упругий материал или наоборот.
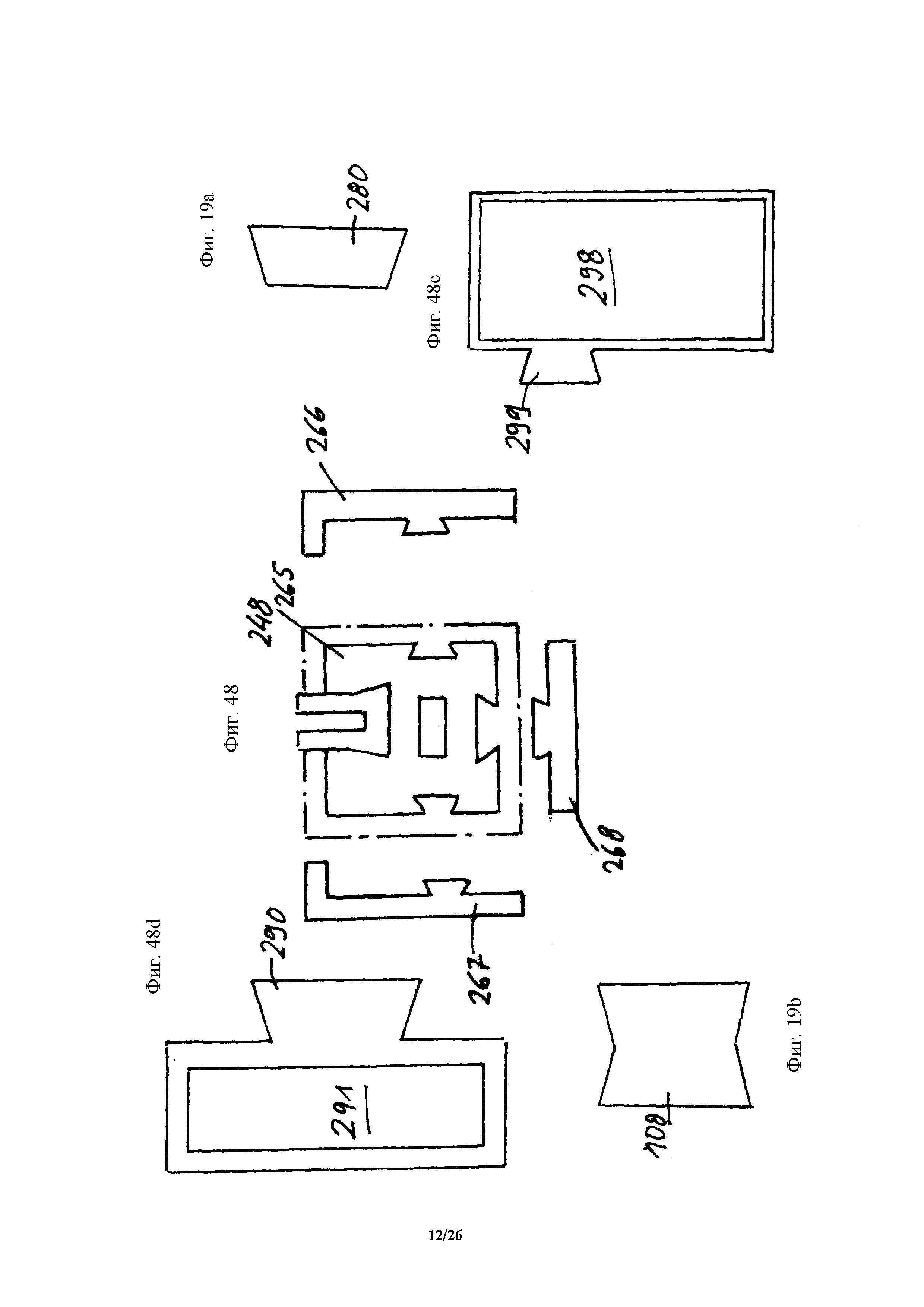
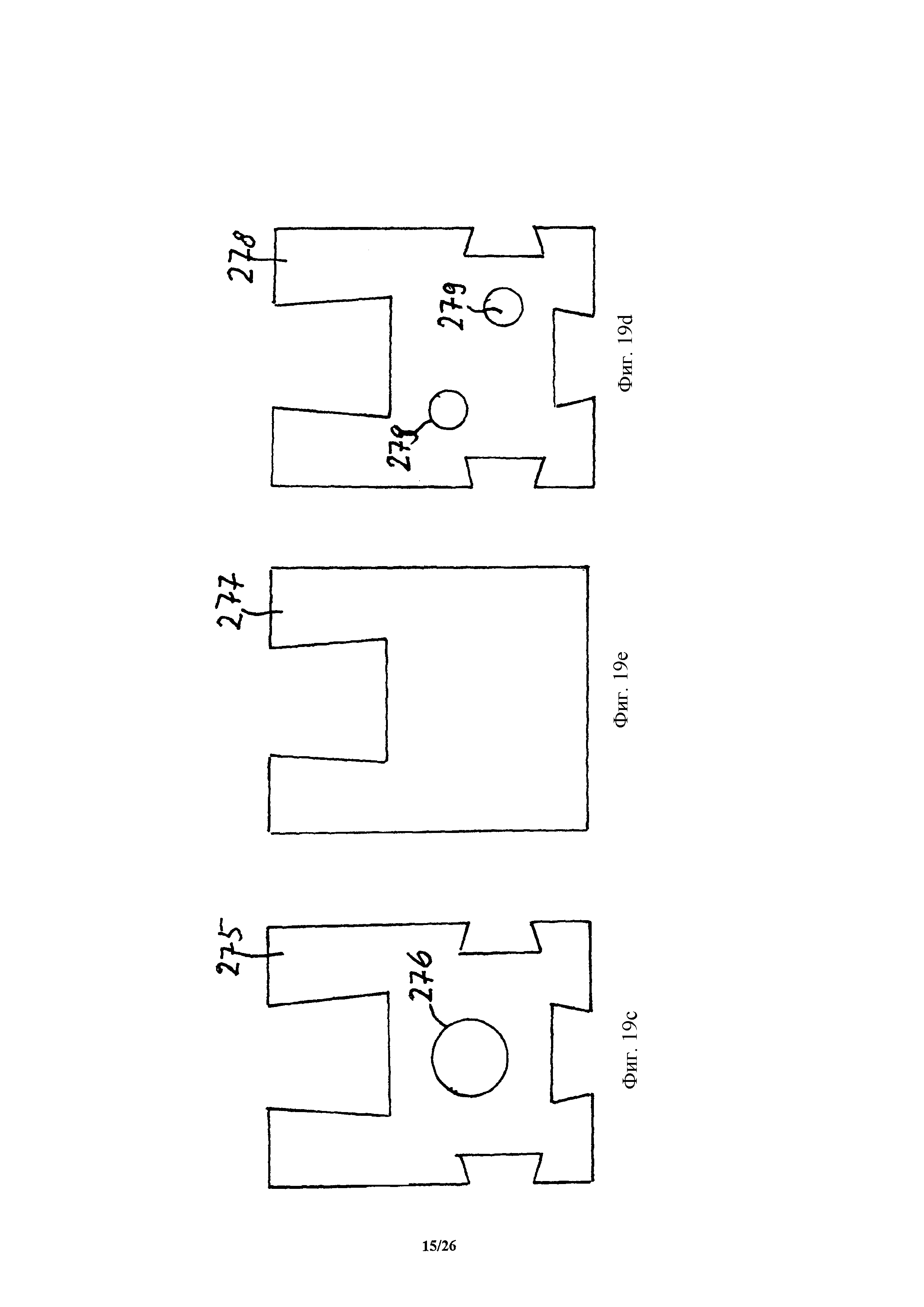
При изготовлении упаковки из нескольких частей предпочтительным может являться, когда их двух смежных участков один участок входит в зацепление в другой. Это может быть использовано для соединения участков упаковки друг с другом в продольном направлении. Это может быть использовано также для соединения упаковок, расположенных рядом друг с другом. Соединение может быть постоянным или с возможностью разъема. Для соединения могут использоваться цапфы или штифты, эти цапфы или штифты могут быть сформированы на одном участке упаковки и могут входить в зацепление в соответствующие отверстия соединяемых смежных участков упаковки. Также могут быть использованы отдельные цапфы и штифты, которые входят в зацепление в противолежащие отверстия двух смежных участков упаковки. Большое количество штифтов одновременно предотвращает наклон участков упаковки относительно друг друга. Эксцентричные цапфы также предотвращают поворот участков упаковки относительно друг друга. Кроме того, посредством цапф, поперечные сечения которых (к примеру, имеющие форму многогранника) отличаются от круглого поперечного сечения, также предотвращается поворот участков упаковки относительно друг друга. За счет соединения с фиксацией от поворота свойства соединенных друг с другом участков упаковки приближаются к свойствам монолитной упаковки той же длины, что и соединенные друг с другом участки упаковки. Дальнейшее сближение может быть достигнуто тогда, когда цапфы и штифты прочно удерживаются в соответствующих друг другу участках упаковки. Этого можно добиться посредством утолщения на цапфах или штифтах, которое приводит к прессовой посадке в соответствующих участках упаковки. По выбору цапфы или штифты могут входить своими утолщениями и в поднутрения углублений в соответствующих участках упаковки.
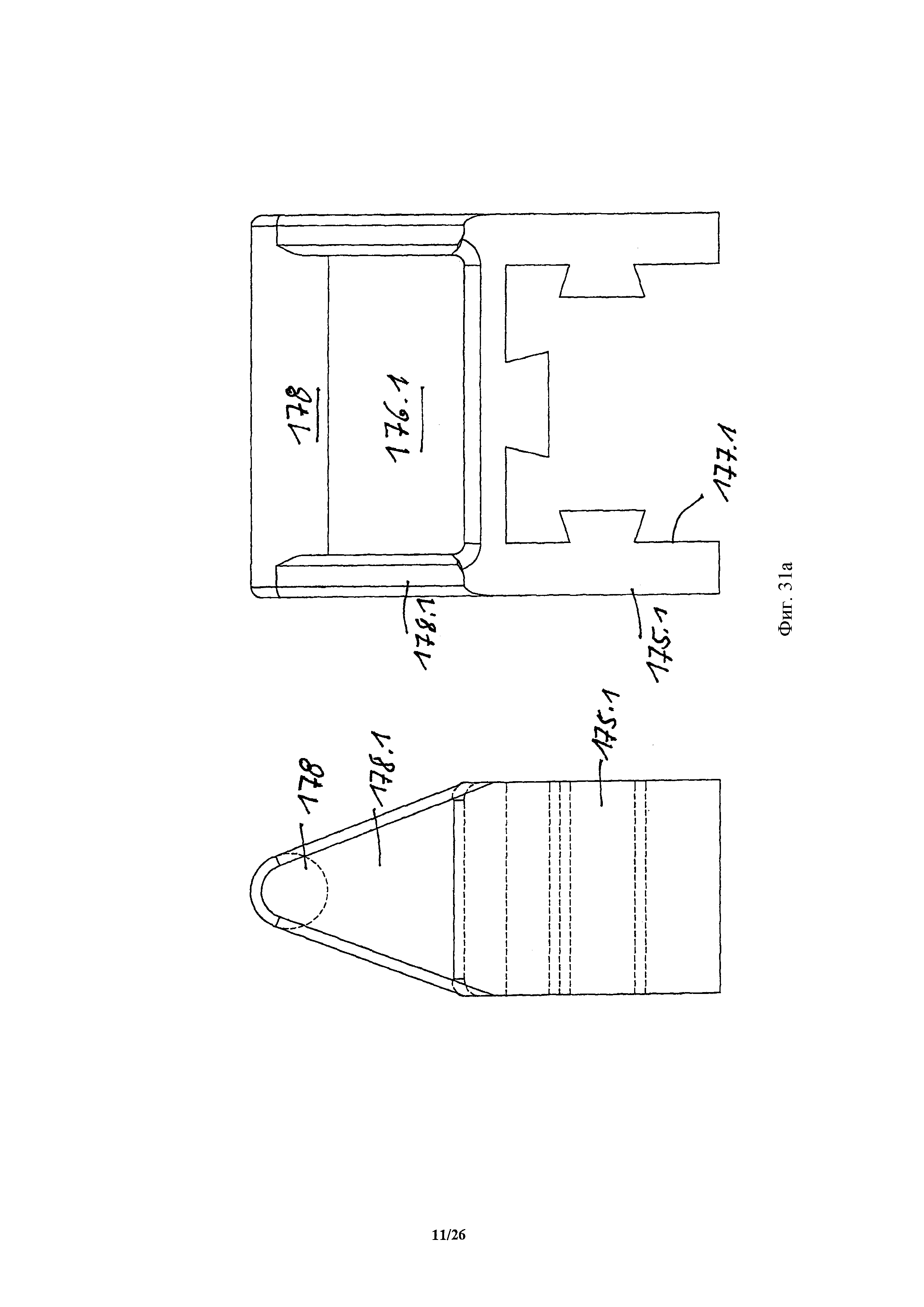
Как заявлено ранее, благоприятным является, если защищаемая кромка упаковываемого груза сначала оборачивается упругим материалом и на расстоянии от защищаемой кромки комбинируется с армирующим материалом. Упаковываемый груз может быть, однако, одновременно обернут как армирующим материалом, так и упругим материалом, или же эти два материала одновременного проникают друг в друга. В предпочтительном варианте упругий материал осуществлен в поперечном сечении как симметричный корпус профиля, и этот корпус профиля принимает в отверстие, соответственно, по меньшей пере, один армирующий профиль. По выбору два армирующих профиля предусмотрены в двух расположенных на расстоянии друг от друга отверстиях системы защиты кромок. В предпочтительном варианте на образующие армирующий материал корпусы профиля можно смещать (нанизывать) участки профиля из упругого материала и, таким образом, соединять их друг с другом. По выбору участки упаковки также уже могут быть расположены друг за другом, а затем образующий армирующий материал корпус профиля может быть смещен через соответствующее отверстие в участках упаковки.
Также возможно использование пеноматериала для армирующих профилей. Необходимой прочности образующий армирующие профили пеноматериал достигает вследствие соответствующего высокого объемного веса и/или посредством нанесения пленки на наружные поверхности профилей. Пленка образуется тогда, когда наружные поверхности нагреваются до такой степени, что пена в этой зоне спадает. Для этого предпочтителен быстрый нагрев. Для такой техники благоприятно то, что пена из полимерного материала имеет очень небольшую теплопроводность. Нанесение пленки после охлаждения способствует значительному упрочнению наружной поверхности. Охлаждение может быть ускорено посредством применения вспомогательных средств.
По выбору, вместо нанесения пленки или дополнительно к нему, упрочнение может быть достигнуто также посредством покрытия армирующих профилей из пенопласта. В качестве покрытия подходят не вспененные пленки или текстильные материалы. Благоприятными являются пленки и текстильные материалы, которые также состоят из полимерного материала и кашируются на армирующие профили. К кэшированию в соответствии с изобретением относится сварка, а также приклеивание. Однако, и металлические пленки можно каптировать на профили из пенопласта. При этом соединение между металлом и пенопластом может быть осуществлено посредством клея. Ввиду особенностей техники каширования, ссылаются на следующие документы: DE 602004013008, DE 202010008929, DE 202010008532, DE 20200900339, DE 20200900692, DE 202008017621, DE 2020080016r847, DE 202008013755, DE 202008012066, DE 202008004965, DE 20200701806r4, DE 202006017392, DE 1020111199668, DE 102011100025, DE 102010053740, DE 102020050874, DE 102010030310, DE 102009046413, DE 1020090141574.
За счет прочного наружного слоя пенопласт с такой же упругостью, что и упругий материал, также может стать армирующим материалом.
Предусмотренным для упругого материала пенопластом является, к примеру, пенополистирол с объемным весом от 25 до 40 кг/м3. Пенополистиролом может быть обычная пена с закрытостью ячеек, по меньшей мере, 95% относительно количества ячеек. Для повышения характеристики демпфирования пена может иметь увеличенную открытость ячеек 10%, предпочтительно, по меньшей мере, 20%, еще более предпочтительно 30%, относительно количества ячеек.
В предпочтительном варианте упаковка обхватывает защищаемую кромку транспортируемого груза U-образно, так что система защиты кромок в соответствии с изобретением может воспринимать не только усилия, которые имеют место в плоскости имеющего форму оконного стекла транспортируемого груза (к примеру, стекла), но и усилия, которые воздействуют перпендикулярно.
Армирующий материал может иметь подобную или аналогичную форму, что и упаковка, чтобы противостоять усилиям, направленным перпендикулярно плоскости имеющего форму оконного стекла транспортируемого груза. Изобретение выявило, что необходимая степень защиты достигается уже тогда, когда армирующий материал перпендикулярно плоскости имеющего форму оконного стекла транспортируемого груза выступает за пределы транспортируемого груза и, кроме того, через упругий материал обеспечивает силовое замыкание с транспортируемым грузом. В этом плане описанные ранее деревянные профили с прямоугольным поперченным сечением (обрешетины с поперченным сечением 30×50 мм или 40×60 мм) могут быть достаточны для системы защиты кромок в соответствии с изобретением. Необходимое, наряду с этим, силовое замыкание между упругим материалом/пенопластом и армирующим материалом/деревом достигается в предпочтительном варианте посредством заделки деревянных профилей или армирующего материала в упругий материал. При этом упругий материал может образовывать деталь, посредством которой упаковка обхватывает защищаемую кромку.
Армирующий материал может быть прочно соединен с упругим материалом. Однако, как и в случае с описанными выше деревянными профилями, армирование может быть достигнуто посредством отдельных (свободно расположенных в упаковке) профилей из органического материала или неорганического материала, или из металла, или из полимерного материала.
В рамках изобретения предусмотрено также, что вместо описанных армирующих профилей или в дополнение к описанным армирующим профилям может быть осуществлен другой вариант усиления упругого материала. В предпочтительном варианте другой вариант усиления достигается посредством уж описанного нанесения пленки и/или посредством каширования пленкой и/или текстильным материалом. Также в рамках изобретения предусмотрен вариант усиления посредством оборачивания упругого материала пленкой или текстильным материалом.
По выбору упругий материал и/или армирующий материал может быть составлен из различных частей. У армирующего материала это уже было представлено на примере использования различных материалов. Но и упругий материал может быть составлен из отдельных частей.
Вариант конструкции, состоящей из нескольких частей, может быть использован вне зависимости от типа материала. Сборная конструкция может быть использована для того, чтобы соединять материалы с различными свойствами или для достижения преимуществ рационализации. При работе с большими партиями прибыль от рационализации достигается посредством изготовления монолитной системы защиты кромок. При работе с небольшими партиями преимущество от рационализации достигается тогда, когда, к примеру, для различных ширин/толщин/высот при изготовлении системы защиты кромок соединяются друг с другом различные профили. В предпочтительном варианте при этом используются, по возможности, одинаковые профили и применяются переходные элементы, с помощью которых могут быть получены другие ширины/толщины/высоты. В предпочтительном варианте система применима к различным поперечным сечениям, к примеру, к круглым поперечным сечениям и к многогранным поперечным сечениям, прямоугольным поперечным сечениям, квадратным поперченным сечениям, а также к другим треугольным, четырехугольным и многоугольным поперченным сечениям. По выбору данная система может применяться и к отдельным поперечным сечениям профилей. Каждое поперченное сечение профиля может быть составлено из нескольких профилей. При этом профили, которые образуют концы поперченного сечения профиля, могут быть обозначены как боковые профили, а профили, которые образуют переходные элементы между боковыми профилями, могут быть обозначены как центральные профили. Профили могут быть одинаковыми или различными.
В раме могут быть использованы одинаковые или различные боковые профили (профили, которые образуют на упаковке, по меньшей мере, одну внешнюю сторону) и одинаковые или различные центральные профили. Центральные профили также могут быть одинаковыми и посредством различных боковых профилей могут быть дополнены до общего профиля.
То же самое относится к профилям, расположенным внутри, к профилям, распложенным снаружи, и к другим центральным профилям.
По выбору различные профили соединяются друг с другом постоянно или разъемным образом. В предпочтительном варианте постоянное соединение осуществляется посредством сварки или склейки. В предпочтительном варианте разъемное соединение осуществляется посредством введения профилей друг с друга. В случае применения данного решения на профилях из пенопласта это означает, что исходные профили из пенопласта могут быть посредством сварки или склейки соединены в образующий систему защиты кромок общий профиль. При сварке свариваемые поверхности должны быть оплавлены. При оплавлении поверхностей из пенопласта следует учитывать то, что в зависимости от продолжительности процесса большее или меньшее количество ячеек на свариваемой поверхности опадает и, поэтому, следует считаться с уменьшением толщины. Уменьшение толщины учитывается посредством использования исходного профиля большей толщины, так что образующиеся общие профили сохраняют желаемые габариты. Правильный исходный габарит можно определить в процессе небольшого количества экспериментов. Необходимого нагрева свариваемых поверхностей можно добиться посредством соприкосновения с нагретыми сварными инструментами, однако, также посредством теплового излучения или посредством горячего газа. В ходе сварки горячим газом можно легко добраться до сложно доступных свариваемых поверхностей.
При склейке исходных профилей могут быть использованы различные клея. За счет использования клеев, а также горячих клеев, предотвращается оплавление склеиваемых поверхностей/соединительных поверхностей на исходных профилях, пока значение температуры нанесения клея остается ниже температуры оплавления упругого материала. Особенно большой адгезии можно добиться при использовании двухкомпонентных отверждающих клеев. Однако, двухкомпонентные отверждающие клея, как правило, дороже, чем другие клея. Горячие клея являются более экономичными и многократно себя зарекомендовали. Кроме того, склейка имеет преимущество в том, что могут быть соединены различные, не свариваемые или плохо свариваемые материалы. Это относится, к примеру, к соединению полимерного материала с металлом. Это дает другие конструктивные возможности.
Следующий пример относится к вопросу согласования системы защиты кромок с различными толщинами имеющего форму оконного стекла транспортируемого груза (к примеру, стекла). По выбору в системе защиты кромок имеется согласованное с максимальной толщиной защищаемого транспортируемого груза углубление для установки транспортируемого груза на его защищаемой кромке. Для меньших толщин по выбору в углублении для защищаемой кромки (к примеру, кромки стекла) предусмотрена вставка. Вставка заполняет углубление настолько, чтобы система защиты кромок, в конце концов, могла быть посажена на кромку или, наоборот, имеющий форму оконного стекла транспортируемый груз, в конце концов, мог быть вставлен в углубление системы защиты кромок. По выбору углубление в системе защиты кромок для установки кромки осуществлено также ступенчатым. В этом случае отверстие в системе защиты кромок сужается, по меньшей мере, на одну ступень, так что углубление с самой большой шириной отверстия может принимать, к примеру, оконные стекла толщиной 8 мм, а в расположенном ниже сужении оконное стекло толщиной 6 мм.
Армирующий материал также может состоять из пенопласта. В этом случае речь идет предпочтительно о пеноматериале с объемным весом, который больше, чем у пеноматериала, используемого для упругого материала, предпочтительно больше, по меньшей мере, на 20%, еще более предпочтительно больше, по меньшей мере, на 40%.
По выбору армирующий материал образуется посредством описанного ранее нанесения пленки на состоящий из пеноматериала упругий материал. При этом образующий упругий материал пеноматериал, по меньшей мере, на одной кромке оплавляется, так что пена опадает. Возникающая пленка не является вспененной и придает системе защиты кромок желаемую прочность. При использовании экструдированных профилей из пенопласта для системы защиты кромок в соответствии с изобретением предпочтительным является использование экструзионных форсунок с подсоединенным к ним калибратором, причем калибратор повторяет форму желаемого профиля, по меньшей мере, настолько, что часть наружных поверхностей образующих упругий материал прутков профиля может оставаться необработанной. Это, по меньшей мере, те поверхности, которые в готовой упаковке для имеющего форму оконного стекла упакованного груза образуют боковые поверхности и расположенные по периметру наружные поверхности. На необработанных сторонах после процесса экструзии остается так называемая экструзионная пленка, которой может быть достаточно для армирования упругого материала. Экструзионная пленка образуется потому, что выходящий из экструзионной форсунки экструдера, насыщенный вспенивающим агентом расплав вспенивается и образует при этом пенопласт. Связанное с процессом вспенивания увеличение объема заканчивается, как только расплав соприкасается с темперированными поверхностями подсоединенного калибратора. Там процесс вспенивания заканчивается, в то время как процесс вспенивания внутри вышедшего прутка расплава, с воздействием на распределение ячеек, а также на их форму и величину, еще может немного продолжаться. В зависимости от темперирования (температурного режима в калибраторе) образуется экструзионная пленка с гораздо большим объемным весом, чем внутри готового прутка профиля, и/или образуется не вспененный слой пленки. Что касается особенностей возможной экструзионной пленки, то следует сослаться на следующие документы: DE 19849149, DE 19726959, DE 19726415, DE 19539511, DE 10315090, DE 10251505, DE 10245470, DE 10151334, DE 10124061, DE 10106341, DE 10003808, DE 2032243.
Тип и толщину экструзионной пленки посредством небольшого количества экспериментов можно согласовать, соответственно, с желаемой степенью армирования упругого слоя. Во время изготовления пенопласта не обязательно принимать во внимание тот факт, что обращенная к кромке транспортируемого груза сторона образующего упругий слой профиля из пенопласта обладает лучшей упругостью и, поэтому, не имеет экструзионной пленки. Экструзионная пленка может быть затем легко удалена. Это является обычной практикой при работе с продукцией из пенопласта. Экструзионная пленка, как правило, сфрезеровывается и образующиеся при этом отходы подвергаются повторной переработке. Изобретение использует возникающий в процессе экструзии и обычно, в противном случае, удаляемый слой материала по выбору в качестве армирования.
Когда еще не достигнут необходимый объем продукции для экструзии профилей в соответствии с изобретением, целесообразным может являться формирование профилей из стандартной продукции, к примеру, из пластин пенопласта без экструзионной пленки. В этом случае желаемое армирование может быть осуществлено посредством нанесения пленки на соответствующие поверхности. При этом армируемые поверхности оплавляются посредством соответствующего нагрева. Вследствие этого на соответствующих поверхностях образуется армирующая пленка. Нагрев может осуществляться посредством горячего воздуха или горячего газа. Нагрев снабжаемых пленой поверхностей возможен также посредством соприкосновения с нагретым предметом. К предметам, пригодным для теплопередачи, относятся, к примеру, нагретые вальцы.
Поскольку образующийся пруток пенопласта в тех местах, в которых предусмотрен описанный ниже паз, имеет экструзионную пленку или позднее сформированную пленку, то экструзионная пленка может быть сфрезерована там также как и в зоне места, на которое должен быть установлен упакованный груз. Вместо фрезерования рассматриваются также и другие виды механической обработки, к примеру, отпиливание. Альтернативно механической обработке калибратором там может быть сформирован паз, так что экструзионная пленка может там остаться и может способствовать армированию. Это обуславливает, разумеется, в силу изготовления, значительно закругление на углах поперечного сечения паза. Это может быть использовано даже как преимущество, так как закругления в пазу благоприятны с точки зрения прочности на разрыв прутка пенопласта. Если, все же, необходимы углы с острыми кромками, то углы по выбору могут быть обработаны механическим способом. Если осуществление механической обработки в углах ограничивается, то имеющаяся между углами экструзионная пленка может сохраниться и в предпочтительном варианте способствовать армированию.
Вместо описанных выше экструдированных прутков из пенопласта или наряду с ними, прутки/профили из пенопласта могут состоять также из гранулированного пеноматериала. Гранулированный пеноматериал образуется из соединения гранул пеноматериала обычно с габаритами 0,5-12 мм, предпочтительно 2-5 мм, в автомате для производства формованных изделий. Гранулы пеноматериала изготавливаются обычно в автоклавах с большим рабочим объемом посредством полимеризации полимерных мономеров в суспензии при использовании давления и нагрева. При этом гранулы агломерируются. Одновременно или позднее гранулы насыщаются вспенивающим агентом, так что гранулы после выхода и автоклава вспениваются в гранулы пенопласта. Эти гранулы пенопласта имеются в большом количестве. Одним из крупных производителей является компания «BASF», которая предлагает гранулы пенопласта, среди прочего, под известной маркой «стиропол» в различном качестве и габаритах. Готовые гранулы пенопласта в одном варианте соединяются друг с другом в блоки в автоклавах с большим рабочим объемом. Это осуществляется посредством продувки острым паром. Острый пар способствует оплавлению гранул пенопласта на их поверхности. При одновременной подаче давления гранулы пенопласта свариваются по форме в блоки. Если давление/или температура для сварки слишком мала, то, как правило, происходит еще и склеивание гранул пенопласта. Возникающие блоки обычно разрезаются на пластины, которые используются для изоляции в строительстве. Традиционным образом блоки при помощи пилы распиливаются на пластины.
Пока не будет обеспечен необходимый объем продукции для специального изготовления, необходимые прутки/профили из пенопласта могут быть вырезаны из стандартных пластин гранулированного пенопласта. При больших объемах продукции рассматривается вопрос приобретения форм с полым пространством, которое повторяет желаемую форму профилей. В таких формах по выбору может быть инициировано нанесение пленки посредством нагревания стенок формы на соответствующих поверхностях. Нагревание происходит в этом случае в предпочтительном варианте после подачи на гранулы острого пара для сваривания частиц. Обычно дополнительное нанесение пленки может быть осуществлено таким же образом, что и у профилей, состоящих из экструдированного материала. То есть, на профили, как и на упомянутые ранее профили, на соответствующих поверхностях посредством оплавления пенопласта может быть нанесена пленка.
В предпочтительном варианте имеет место, по меньшей мере, разделение пластин из экструдированного пенопласта, а также разделение пластин их гранулированного пенопласта, еще более предпочтительно разделение блоков из пенопласта, методом разрезания нагретой проволокой. Нагретая проволока в предпочтительном варианте электрически нагревается настолько, что пенопласт при соприкосновении с ней оплавляется. Это может быть использовано для разрезания пенопласта. Касательно деталей ссылаются на следующие документы: DE 102004050867, DE 19803915, DE 19607897, DE 19607896, DE 9110930, DE 6903524, DE 2741725, DE 1162064.
Техника резания может быть использована также для предусмотренного выше разрезания блоков на пластины и/или для разрезания пластин на прутки. Разумеется, такая техника резания является более медленной, по сравнению с разрезанием при помощи пилы. В соответствии с изобретением такая техника резания используется для нанесения пленки посредством увеличения нагрева проволоки и/или использования нагреваемой проволоки большей толщины. При большем нагреве или при большей толщине нагреваемой проволоки может быть оплавлено намного больше материала, чем при традиционном разрезании нагретой проволокой, так что небольшими усилиями можно сформировать пленку, которая соответствует описанной ниже прочности или прочности пленки-эталона.
По выбору прутки из гранулированного пенопласта, которые должны служить в качестве упругого материала в соответствии с изобретением, могут быть получены также непосредственно в автоматах по производству формованных изделий, и также с нанесением пленки. Для прутков из пенопласта достаточны сравнительно простые формы. То есть, в автоматах по производству формованных изделий производятся формованные детали, которые сразу же приобретают форму прутков из пенопласта, которые образуются после описанного выше разрезании блоков. Автомат по производству формованных изделий имеет для этого другое полое пространство формы, чем у автоматов по производству формованных изделий для описанных выше блоков из гранулированного пенопласта. Полое пространство в этом случае значительно меньше и согласовано с объемом соответствующего прутка из пенопласта. Для нанесения пленки на поверхность формованной детали стенки формы в заданном месте нанесении пленки снабжены термостатированием. Для термостатирования соответствующие стенки автомата по производству формованных изделий осуществляются, к примеру, в виде полых камер, через которые проходит средство термостатирования, так что стенки, по потребности, могут нагреваться или охлаждаться, чтобы нагревать гранулы пеноматериала в нужных местах до такой степени, чтобы внутри формы на поверхности формованной детали происходило оплавление и формирование пленки. Чтобы ускорить охлаждение формованной детали до температуры выхода, целесообразно охлаждать стенки автомата по производству формованных изделий после формирования пленки. Для этого можно направлять охлаждающее средство в стенки автомата по производству формованных изделий. Касательно других деталей процесса нанесения пленки на формованные изделия из гранулированного пеноматериала в автомате по производству формованных изделий ссылаются на следующие документы: DE 10247190, DE 10226202, DE 3022017.
В предпочтительном варианте во всех описанных выше способах предусмотрено нанесение пленки, которая обеспечивает, по меньшей мере, такое же армирование, что и при использовании вспененной пленки толщиной 0,3 мм (толщина пленки-эталона), которая состоит из такого же полимерного материал, что и упругий материал. Еще более предпочтительно толщина пленки-эталона предусмотрена, по меньшей мере, 0,6 мм и максимально предпочтительно, по меньшей мере, 0,9 мм.
Посредством комбинации со следующим слоем пенопласта образованная в процессе нанесения армирующая пленка располагается внутри системы защиты кромок. Необходимое соединение может быть осуществлено при этом опять же посредством сварки или склейки. При этом для стабильности системы защиты кромок может быть полезным, когда нанесение пленки происходит, по меньшей мере, на двух противоположных поверхностях слоя пенопласта. Чем больше расстояние между двумя противолежащими армирующими пленками, тем более благоприятна характеристика сопротивления на изгиб.
Предусмотренный для внутреннего расположения слоя пленки следующий слой пенопласта может, однако, также свободно прилегать к пленке. Этот случай имеет место, к примеру, тогда, когда описанный выше вкладыш (для установки различных защищаемых кромок) одновременно используется в качестве такого слоя пенопласта. При этом благоприятным является, если вкладыш U-образно обхватывается слоем пенопласта.
По выбору к пенопласту также посредством кашированной пленки или текстильного материала может быть добавлен соответствующий упрочняющий слой. Для кэширования пленки или текстильного материала действительны выше упомянутые предложения по нанесению пленки. То есть, благоприятным является покрытие пленкой или текстильным материалом, предпочтительно на двух противоположных поверхностях. При этом также может быть сформирован внутренний слой пленки или текстильного материала, при помощи следующего слоя пенопласта. Внутренний слой возникает тогда, когда пленка или текстильный материал заключаются между двумя слоями пенопласта. К пленкам могут относиться не вспененные пленки и вспененные пленки. Вспененные пленки, и при одинаковых прочих свойствах, по сравнению с профилями из пенопласта, могут иметь повышенную прочность, если они имеют больший объемный вес.
К используемым текстильным материалам относятся все флисовые материалы, ткани, трикотажные изделия, плетеные изделия и вязаные изделия. В предпочтительном варианте применяются текстильные материалы, которые, по меньшей мере, в одном направлении, предпочтительно в двух направлениях, имеют небольшое удлинение. Особенно предпочтительными являются сетчатые ткани с нитями, которые проходят в ткани перпендикулярно друг другу и, по возможности, прямо. Другие преимущества выявляются тогда, когда сетчатая ткань наносится на упаковку таким образом, что нити проходят в направлениях основного напряжения. В качестве направлений основного напряжения у имеющего форму пластины транспортируемого груза, который окружен рамообразной упаковкой, рассматриваются проходящие вдоль кромки части упаковки. Соответственно этому, сетчатый текстильный материал наносится на упаковку таким образом или таким образом проводится вокруг упаковки, что одни нити в текстильном материале проходят параллельно продольной оси одной кромки, а другие нити параллельно смежной, перпендикулярной кромке. Каждый удар по упаковке вызывает изменение формы упаковки. Сетчатая ткань берет на себя при этом существенную часть нагрузки и распределяет нагрузку по длине нитей на большую площадь упаковки, так что энергия удара распределяется на большой площади и нагрузка, фокусированная на защищаемые кромки, предотвращается. Даже если распределение энергии удара на упаковку при наличии каптированного текстильного материала с проходящими не по прямой нитями лучше, чем на упаковках без каптированных текстильных материалов, распределение энергии удара при наличии прямых нитей сетчатого текстильного материала существенно лучше, чем у текстильных материалов с нитями, проходящими не по прямой.
Система защиты кромок в соответствии с изобретением устанавливается в виде рамы вокруг защищаемого, имеющего форму оконного стекла транспортируемого груза, к примеру, оконного стекла. При этом возможно составлять круговую систему защиты кромок из отдельных участков. Для прямых кромок в качестве системы защиты кромок могут быть использованы стандартные профили, которые в случае необходимости отрезаются от исходного профиля. Необходимость выявляется на основании длин прямых кромок на транспортируемом грузе, к примеру, на стекле. При необходимости участки системы защиты кромок для прямых кромок могут быть скомбинированы с участками системы защиты кромок для изогнутых кромок. Изогнутые участки системы защиты кромок, в случае их небольшого количества, могут иметь специальное исполнение, при большом количестве имеет смысл изготавливать систему защиты кромок в соответствии с изобретением сразу же с соответствующим искривлением. Длина участков системы защиты кромок зависит от того:
а) прилегают ли участки в углах системы защиты кромок для транспортируемого груза, к примеру, для оконного стекла, непосредственно друг к другу и перегружают ли защищаемую кромку в качестве одиночного профиля от угла к углу, причем еще следует отличать, идет ли речь в углах о встык прилегающих друг к другу участках системы защиты кромок или об участках, которые в месте стыка срезаны под углом 45°, или
b) прилегают ли участки в углах системы защиты кромок для транспортируемого груза к угловому элементу и перегружают ли защищаемую кромку между углами по всей длине от углового элемента до углового элемента в качестве одиночного профиля, или
c) разделены ли участки в соответствии с а) и b) еще и на другие участки.
Это может быть обозначено как концепция модульного исполнения, при которой модули могут быть произвольным образом скомбинированы друг с другом и, соответственно, с переходными элементами.
Длина участков оказывает существенное влияние на тип и размер конструкции. Чем больше требуется изделий единичного производства, тем дороже становится конструкция. В соответствии с изобретением различают углы и, соответственно, зоны между углами. В случае модульного исполнения упаковки в соответствии с выше упомянутым вариантом с) целью является сборка упаковки между двумя углами/угловыми элементами из максимально большого количества одинаковых участков. Могут быть использованы одинаковые и различные угловые элементы. Угловые элементы могут образовывать между собой прямой или иной угол. Угловые элементы могут иметь также различные длины плеч. Угловые элементы могут также формировать соединение для имеющих различную форму элементов упаковки, к примеру, для изогнутых и для прямых элементов/участков упаковки. Что касается одной упаковки для оконного стекла прямоугольной формы, то выявляются две одинаковые боковые стороны, а две одинаковые по длине продольные стороны могут быть собраны из боковых сторон и дополняющего переходного элемента. Переходный элемент имеет в этом случае длину согласования между размером боковой стороны и длиной продольной стороны. Эти переходные элементы являются другими переходными элементами, чем описанные ранее и обозначенные как центральные профили поперечного сечения профиля упаковки переходные элементы. Что касается одной единственной упаковки, то различие описанного ранее модульного исполнения от специального исполнения монолитных частей упаковки для продольных сторон может быть незначительным. Что касается нескольких, различных по боковым сторонам и по продольным сторонам упаковок, то преимущества модульной конструкции, однако, очевидны и, притом, преимущества тем значительнее, чем больше количество упаковок, имеющих различия по боковым и продольным сторонам. Кроме того, степень преимущества использования одинаковых участков зависит от типа изготовления участков и от конструкции участков. Система в соответствии с изобретением может применяться также на упаковках с различными сторонами. В соответствии с изобретением продольные стороны, также как и боковые стороны, на упаковке с прилегающими встык участками собираются из участков таким образом, что (вплоть до экстремального случая) для нескольких упаковок, боковые стороны и продольные стороны которых различны, на каждой стороне упаковки может быть помещен, по меньшей мере, один одинаковый модуль участка. При этом в зависимости от длины боковой стороны и длины продольной стороны на каждой стороне может быть использовано также несколько модулей участков. Если при этом на одной стороне остается открытым элемент, для которого следующий такой же модуль участка слишком велик, то вместо следующего модуля участка применяется переходной элемент. При очень небольших требуемых переходных элементах целесообразным может являться использование переходного элемента, который имеет длину модуля участка плюс длина обычно требуемого очень небольшого переходного элемента. Такие очень небольшие переходные элементы имеют в предпочтительном варианте длину, которая меньше 0,5 части толщины (средняя толщина при наличии различных толщин) модуля участка, еще более предпочтительно длину, которая меньше 0,25 части (средней) толщины модуля участка.
Упомянутый выше экстремальный случай для ряда модулей участков и переходных элементов имеет место тогда, когда модуль участка имеет такую же длину, что и боковая стороны упаковки. В случае использования образующих углы участков, которые в месте стыка должны быть обрезаны под углом 45°, представленные ранее соображения для модулей и переходных элементов действительны для длин между образующими углы участками на каждой стороне упаковки. При этом возможно также использовать образующие углы участки одновременно в качестве переходных элементов. Ввиду особой ситуации при динамической нагрузке в углу предусмотрены, однако, в предпочтительном варианте дополнительные переходные элементы, так что образующие углы переходные элементы могут оставаться нетронутыми. То же самое относится и к тому случаю, когда в углах предусмотрены особые угловые элементы, и участки примыкают к угловым элементам встык.
В случае более длинных боковых сторон упаковки на каждой боковой стороне может быть использовано несколько модулей участков. В этом случае все различные участки, вплоть до переходного элемента, имеют одинаковую длину. В случае более длинных продольных сторон, которые при прямоугольной форме упаковываемого оконного стекла всегда больше боковых сторон, варианты осуществления для ряда модулей участков при более длинных боковых сторонах тем более действительны.
В предпочтительном варианте армирующие профили/армирующий материал служат для ориентации и закрепления различных модулей участков и переходных элементов на стороне упаковки. В этом случае образующие армирующий материал армирующие профили проходят от одного угла имеющего форму оконного стекла транспортируемого груза (к примеру, стекла) до другого угла имеющего форму оконного стекла транспортируемого груза, по выбору отдельные армирующие профили могут выходить и за его пределы. Это относится в предпочтительном варианте к армирующему профилю на нижнем конце упаковки. Различные участки могут быть предпочтительным образом смещены на армирующий профиль и, вследствие этого, соответствующим образом ориентируются и закрепляются.
Для изготовления небольших серий это имеет исключительное экономическое преимущество, так как таким образом может быть уменьшено количество обрезков. Участки, предусмотренные для упругого материала, для малых серий могут быть предварительно обрезаны под размер от имеющегося в продаже исходного материала. Исходным материалом могут быть имеющиеся в продаже пластины из экструдированного пенопласта или пластины из гранулированного пенопласта, которые нарезаны в прутки. От прутков могут быть отрезаны необходимые участки или модули участков. Тогда в большинстве случае возникают остатки, которые, однако, в соответствии с изобретением не должны быть утилизированы, а могут быть использованы с другими остатками и/или с другими участками в качестве упругого материала, без существенного снижения функциональности. Затем эти остатки вместе с другими остатками и/или другими участками насаживаются на профили, которые образуют армирующий материал. В альтернативном варианте профили могут быть вставлены в участки. Под вышеупомянутыми остатками можно понимать также пригодные для использования части возвращенной упаковки. В зависимости от варианта осуществления и стоимости упаковки, речь может идти об упаковке одноразового использования или об упаковке многоразового использования. У упаковок многоразового использования необходимо, разумеется, принимать во внимание некоторый износ или некоторые повреждения. Изношенные и поврежденные части упаковки затем в предпочтительном варианте отсортировываются и оставшиеся части в вышеупомянутом значении подвергаются обработке как остатки. То же самое актуально, если имеются затруднения с поставками. Тогда отсутствующие детали для новых упаковок могут быть дополнены деталями возвращенных упаковок. Поскольку транспортируемый груз всегда имеет одинаковые габариты, возвращенная обратно не поврежденная упаковка может быть сразу же отправлена с новым грузом. Изобретение, однако, выявило тот факт, что большая часть транспортируемого груза, такого как плоское стекло, должна быть сформирована под заданные габариты. При возврате таких упаковок отсутствует возможность простого повторного использования. Упаковка в соответствии с изобретением, состоящая из участков упаковки, предлагает предпочтительное решение для повторного использования посредством того, что эта упаковка позволяет произвести разборку возвращенной упаковки. Затем полученные участки и угловые элементы могут быть собраны в новые упаковки для транспортируемого груза другого формата или с использованием новых участков могут быть собраны в новую упаковку для транспортируемого груза другого формата.
Для упаковок одноразового использования важное значение имеет беспроблемная утилизация. Утилизация сильно зависит от используемого полимерного материала. Так, к примеру, полиэтилен (РЕ) может быть без проблем подвергнут сжиганию. То же самое относится к полистиролу (PS). В то время как для полиуретана (PU) и поливинилхлорида (PVC) требуется либо дорогостоящее специальное сжигание, либо дорогостоящая очистка дымовым газом, либо дорогая утилизация в качестве специальных отходов. Одновременно, из-за издержек, внимание уделяется лишь экономически выгодным полимерным материалам массового производства. У упаковок многоразового использования ситуация опять же иная. Здесь можно также прибегнуть к лучшему полимерному материалу, к примеру, к полипропилену (РР), который обладает лучшими механическими свойствами, чем полиэтилен и полистирол. Рассматриваются также такие полимерные материала массового производства как PU и PVC, так как расходы на них распределяются на большое количество процессов упаковки. Разумеется, использование дорогостоящих полимерных материалов для упаковки многократного использования на транспортируемых грузах предполагает то, что упаковка после транспортировки может быть удалена с транспортируемого груза в состоянии, пригодном для поворотного использования. Удаление пенопласта с транспортируемого груза может быть облегчено посредством наличия промежуточного разделительного средства, к примеру, слоя силиконовой бумаги.
Возвращаемся назад к упаковке одноразового использования с облицовкой транспортируемого груза гранулированным пенопластом из РЕ и PS. Оба вида пенопласта не только оптимальны по цене. Они могут также подвергаться обработки при более низких температурах, чем гранулированный пенопласт и экструдированный пенопласт, и для такого транспортируемого груза, как оконные стекла, являются надежными в обращении. В случае изготовления упаковки из гранулированного пенопласта требует, однако, особого внимания вопрос пароснабжения. Острый пар служит для сваривания находящихся в форме гранул друг с другом. В обычных формах острый пар подается на одной стороне и отводится на другой стороне. Если конструктивное исполнение формы и/или вставка в форме мешают потоку пара, то это может оказать негативное воздействие на соединение между гранулами пенопласта. По выбору, однако, обеспечивается достаточное пропаривание. Пар через стенки формы вводится в форму. Чтобы пар не скапливался на транспортируемом грузе таким образом, что это помешало бы пароснабжению, на стенку пар может подаваться частями и, наряду с каждым участком поверхности для подачи острого пара может использоваться участок поверхности для отведения пара. Отведенный пар отдал свое тепло гранулированному пенопласту. Пропаривание осуществляется в виде парового удара в течение заранее установленного времени. Затем пропаривание регулируется и на участке поверхности, который служил до этого для подачи пара, происходит отведение пара. Одновременно регулируется осуществляемое до этого времени отведение пара со смежного участка поверхности и, вместо этого, через этот участок поверхности подается острый пар. Для этого каждый участок поверхности в предпочтительном варианте оснащается как паровыми соплами, так и впускными отверстиями. К паровым соплам ведут другие, в предпочтительном варианте изолированные трубопроводы, чем к впускным отверстиям. Благодаря этому, предотвращается то обстоятельство, что паровые сопла и подающие трубопроводы для пара после регулировки парового удара охлаждаются слишком сильно, и пар к началу следующего парового удара имеет слишком низкую температуру. Перемежающиеся на смежных участках поверхности паровые удары и процессы отведения пара, в случае необходимости, повторяются многократно, так что гарантируется, что находящиеся в форме гранулы пенопласта вступают в необходимое соединение друг с другом. Длительность паровых ударов, а также температура пара, давление пара, тяга пара, габариты участков поверхности формы и количество участков поверхности, а также величина и объемный вес гранул пенопласта и количество чередований парового удара оптимизируются посредством нескольких экспериментов. Для дозирования паровых ударов и процессов отведения пара в трубопроводах для пара и в трубопроводах для отведения пара для различных участков поверхности формы предусмотрены клапана, выполненные с возможностью регулировки/управления.
В предпочтительном варианте частичное использование стенок формы для подачи острого пара и/или отведения острого пара позволяет осуществлять непосредственное покрытие упаковываемого груза гранулированным пенопластом. При этом упаковываемый груз помещается в форму и оставшееся полое пространство заполняется гранулами пенопласта, а затем гранулы пенопласта за счет подачи острого пара свариваются друг с другом. Стекло в качестве упаковываемого груза имеет при этом такую высокую теплостойкость, что не повреждается острым паром. Описанные ранее способы покрытия/обертывания предметов гранулированным пенопластом могут использоваться вне зависимости от упаковки такого типа и при работе с другими предметами.
В соответствии с описанной выше концепцией транспортируемый груз может быть полностью или частично обернут упругим материалом.
После выемки из формы обернутого пенопластом транспортируемого груза может быть произведено армирование слоя пенопласта описанным выше способом:
a) посредством нанесения пленки,
b) посредством полного или частичного кэширования других слоев,
c) посредством частично сваренной с пенопластом или приклеенной пленки или текстильного материала с натяжением,
d) посредством полного или частичного обертывания незакрепленным текстильным материалом или пленкой и их затягивания с помощью обвязки, натяжной ленты или натяжного ремня.
В отношении деталей нанесения пленки ссылаются на описанные выше варианты осуществления. То же самое относится к полностью или частично кашированным слоям. Пояснено также, каким образом посредством приваренной или приклеенной пленки или текстильных материалов и их затягивания можно добиться армирования слоя пенопласта, в частности, соединения участков упаковки. Обертывание упаковки с упакованным грузом/транспортируемым грузом в незакрепленную пленку или незакрепленный текстильный материал происходит в соответствии с изобретением при соединении перекрывающих друг друга концов пленки или концов текстильного материала. Перекрывающие друг друга концы пленки в предпочтительном варианте свариваются или склеиваются. Перекрывающие друг друга концы текстильного материала, в зависимости от их структуры, также могут быть сварены. Текстильные материала из стекловолокна на практике не свариваются. Текстильные материала из органических волокон на практике также не свариваются. Однако, возможно склеивание текстильных материалов всех типов. Если текстильные материалы для склеивания имеют слишком большие петли, то предпочтительным является поместить между ними соединительные фрагменты с частым плетением. При наличии определенной структуры текстильные материалы могут быть пришиты друг к другу. Вместо стачивания соединение может быть осуществлено также посредством сшивания, связывания, вышивания и посредством других известных техник текстильной обработки. При невозможности непосредственного соединения текстильных концов опять же на помощь должны прийти промежуточные элементы. При этом речь может идти о текстильных материалах с частым плетением, которые в качестве промежуточного элемента могут быть соединены с обоими концами текстильного материала.
За счет обвязки в соответствии с изобретением или упаковки с помощью натяжной ленты или натяжного ремня и предусмотренного, в случае необходимости, обертывания усадочной пленкой, другими пленками и текстильными материалами, составленная из участков и остатков система защиты кромок ведет себя в отношении упругого материала как и система защиты кромок, которая монолитно проходит от одного угла упаковки к другому углу упаковки. Соединение участка, относящегося к защищающей кромку системе защиты кромок в соответствии с изобретением, с участком, относящимся к смежной защищающей кромку системе защиты кромок в соответствии с изобретением, может быть осуществлено на тех концах, которыми соприкасаются участки, относящиеся к одной защищаемой кромке, и участки, относящиеся к другой защищаемой кромке.
Соединение может быть осуществлено на армирующих профилях. При этом армирующие профили могут быть закреплены друг на друге посредством обычных винтов и гвоздей. Армирующие профили в углах защищаемых кромок могут также входить друг в друга, так что для соединения винты и гвозди или другие аналогичные средства могут оказаться частично или полностью излишними. При этом одни армирующие профили на концах при помощи цапф или крюков могут входить в отверстия или ушки на концах смежного армирующего профиля. Благоприятным является, если ушки и отверстия находятся на вертикальных армирующих профилях, а цапфы на горизонтальных армирующих профилях. В случае использования крюков, они могут располагаться как на вертикальных, так и на горизонтальных армирующих профилях, и взаимодействовать с отверстиями и ушками в смежных армирующих профилях, не создавая опасности непредвиденного ослабления соединения.
При достаточной обвязке любое дополнительное соединения системы защиты кромок на концах армирующих профилей становится излишним. То же самое относится к случаю, когда упаковка удерживается посредством натяжной ленты или натяжного ремня. То же самое относится и к случаю, когда работающее таким же образом обертывание упаковки осуществляется с использованием пленки или текстильного материала. Отдельные участки системы защиты кромок в углах защищаемых кромок могут в этом случае свободно прилегать друг к другу. При этом концы одних участков могут прилегать к концам других участков встык. Концы могут быть также скошены под углом 45° и, таким образом, свободно прилегать друг к другу. Обвязка или обхват посредством натяжной ленты или натяжного ремня образует в этом случае достаточное соединение всей системы защиты кромок в целом. Соединение встык, как правило, является самым простым и экономичным соединением. При соединении под углом 45° могут образовываться многочисленные остатки, которые не могут быть использованы далее.
В случае описанного выше, особо экономичного деревянного профиля в качестве армирующего материала может также использоваться способ, который при небольших партиях без поддержки вспомогательных устройств способствует надежному определению длины армирующих профилей и расположенного на них упругого материала. При этом сначала в одном углу защищаемой кромки участок системы защиты кромок своим концом встык прикладывается к смежному концу граничащего участка системы защиты кромок. При двух перпендикулярно расположенных относительно друг друга участках системы защиты кромок это происходит в предпочтительном варианте таким образом, что участок системы защиты кромок, к стороне которого прилегает другой участок системы защиты кромок, на своей торцевой поверхности заканчивается заподлицо с внешней стороной прилегающего участка системы защиты кромок. Затем этот заподлицо заканчивающийся участок системы защиты кромок на противоположном конце, который соответствует смежному углу транспортируемого груза, обрезается таким образом, что этот конец встык примыкает к выступающему на этом смежном углу за пределы этого угла концу следующего участка системы защиты кромок. Снова повторяется примыкание, которое выполнено до этого. Этот процесс продолжается до тех пор, пока транспортируемый груз (к примеру, оконное стекло) по защищаемой кромке не будет обхвачен рамой системы защиты кромок.
При использовании других, отличных от деревянных, профилей в качестве армирующего материала может быть использован такой же способ. Другие профили, как описано в другом месте, могут быть выполнены, к примеру, из металла, пластмассы, из другого органического или не огранического материала. Металл находит применение в предпочтительном варианте для каменных плит и аналогичного упаковываемого груза/ транспортируемого груза с большим весом и сравнительно небольшой прочностью.
Соединение участков системы защиты кромок может быть в углах транспортируемого груза/упаковываемого груза (к примеру, стекла) улучшено посредством особых уголков/угловых элементов упаковки, которые обхватывают армирующие профили. Уголки/угловые элементы обхватывают одной частью фрагмент одной защищаемой кромки (к примеру, кромки стекла), а другой частью фрагмент смежной другой защищаемой кромки.
Уголки/угловые элементы могут иметь такую же структуру, что и остальной упругий материал участков системы защиты кромок. Уголки/угловые элементы могут иметь также повышенную прочность, чтобы отвечать дополнительным задачам при соединении участков системы защиты кромок в углах защищаемых кромок. Дополнительная нагрузка выявляется при обвязке и, соответственно, при использовании натяжной ленты или натяжного ремня. Обвязка и, соответственно, натяжная лента или натяжной ремень при соответствующей деформации должны быть проведены через углы. Это способствует возникновению дополнительной нагрузки на уголки/угловые элементы. Вследствие этого, уголки могут быть повреждены или деформированы таким образом, что более не гарантируется такая же степень упругости, как и в других местах системы защиты кромок. Для предотвращения этого у системы защиты кромок из пенопласта, в случае необходимости, может быть предусмотрен больший объемный вес и/или может быть предусмотрено нанесение пленки, и/или кашированная пленка, и/или каптированный текстильный материал. По выбору на уголках/угловых элементах из упругого материала с внешней стороны может быть предусмотрена также прочная угловая защита. Угловая защита может быть выполнена из металла или из пластмассы. Угловая защита может быть наклеена или каширована. Угловая защита может также свободно прилегать к уголкам/угловым элементам и посредством обвязки, посредством натяжной ленты или натяжного ремня, или посредством обертывания пленкой или текстильным материалом удерживаться в положении защиты. Угловая защита имеет преимущества и тогда, когда система защиты кромок в соответствии с изобретением используется без описанных ранее особых уголков/угловых элементов. Уголки/угловые элементы у транспортируемых грузов, имеющих форму оконного стекла, к примеру, стекла, имеют две присоединительные поверхности для участков системы защиты кромок и, соответственно, для армирующих профилей.
В предпочтительном варианте система защиты кромок в соответствии с изобретением может использоваться также на транспортируемых грузах/упаковываемых грузах, которые имеют отличную от оконных стекол, большую трехмерную протяженность. В этом случае в уголках/угловых элементах предусмотрено большее количество присоединительных поверхностей для участков системы защиты кромок, к примеру, соответственно, три присоединительные поверхности для участков системы защиты кромок и, соответственно, для армирующих профилей. При наличии двух присоединительных поверхностей входящие в соприкосновение с уголком/угловым элементом участки системы защиты кромок лежат в одной плоскости. У уголков/угловых элементов с тремя присоединительными поверхностями третья присоединительная поверхность установлена таким образом, что соответствующий участок системы защиты кромок располагается перпендикулярно плоскости двух других участков системы защиты кромок. Таким образом, тогда способом в соответствии с изобретением могут упаковываться, к примеру, транспортируемые грузы квадратной формы, толщина которых велика настолько, что речь более не может идти об оконном стекле. У имеющего форму оконного стекла, прямоугольного транспортируемого груза применительно к уголкам/ угловым элементам выявляются четыре уголка/угловых элемента. У транспортируемого груза, имеющего форму квадрата, который более не может обозначаться как оконное стекло, выявляются восемь уголков/угловых элементов.
Уголки/угловые элементы в предпочтительном варианте, по меньшей мере, частично снабжаются сквозными углублениями для образующих армирующий материал армирующих профилей. Сквозные углубления имеют преимущество простого изготовления. Кроме того, согласование обрешетин и аналогичных армирующих профилей с необходимой длиной может быть облегчено за счет наличия сквозных углублений посредством того, что обрешетины на одном конце описанным ранее способом примыкают встык, а на другом конце, который выступает за пределы уголков/угловых элементов, отрезаются, к примеру, отпиливаются.
Для армирующих профилей в уголках/угловых элементах могут быть предусмотрены также глухие отверстия. Используемые в соответствии с такими уголками/ угловыми элементами и глухими отверстиями армирующие профили имеют в предпочтительном варианте заранее определенную длину.
Как изложено выше, армирующие профили на концах могут быть соединены друг с другом или же свободно прилегать друг к другу. В случае «свободного прилегания друг к другу» участки системы защиты кромок в предпочтительном варианте удерживаются в рабочем состоянии посредством обвязки и, соответственно, натяжной ленты или натяжного ремня. У участков системы защиты кромок, армирующие профили которых соединяются друг с другом посредством винтов, гвоздей или посредством крюков, цапф, ушек и углублений, дополнительно могут быть использованы обвязка, натяжная лента или натяжной ремень. В упаковках с уголками/угловыми элементами, которые в описанной выше форме снабжены тремя присоединительными поверхностями, действительно то же самое. Армирующие профили могут свободно располагаться своими концами в уголках/угловых элементах или удерживаться вместе посредством обвязки, натяжной ленты или натяжного ремня. Армирующие профили могут быть также в уголках/угловых элементах прикреплены друг к другу или прочно соединены с уголками/угловыми элементами. Тогда дополнительная обвязка, дополнительная натяжная лента или дополнительный натяжной ремень все еще могут быть предпочтительными. Неожиданны образом в процессе экспериментов выявило себя то обстоятельство, что при средних нагрузках на систему защиты кромок уже при свободном прилегании друг к другу участков системы защиты кромок за счет использования обвязки, натяжной ленты и натяжного ремня гарантируется достаточное соединение участков системы защиты кромок с транспортируемым грузом. В предпочтительном варианте все участки системы защиты кромок при помощи обвязки, натяжной ленты или натяжного ремня прижимаются к защищаемым кромкам транспортируемого груза. По выбору предусмотрено еще больше обвязок, натяжных лент или натяжных ремней. Обвязки, натяжные ленты и натяжные ремни в случае транспортируемого груза, имеющего форму оконного стекла, расположены рядом друг с другом/параллельно. Частое расположение используется в предпочтительном варианте в случае очень широкой системы защиты кромок. Кроме того, в частности, при очень большом упаковываемом грузе и, соответственно, большой упаковке, для целей армирования целесообразным может являться также наличие центрально расположенных, дополнительных обвязок, натяжных лент или натяжных ремней. Это действительно особенно при использовании расположенных по центру элементов жесткости упаковки в форме рамы. Другие обвязки, натяжные ленты, натяжные ремни предусмотрены в этом случае на элементах жесткости и располагаются перпендикулярно другим обвязкам, натяжным лентам или натяжным ремням. В случае транспортируемого груза квадратной формы, который не может более обозначаться как транспортируемый груз, имеющий форму оконного стекла, и - как описано выше - имеет уголки/угловые элементы с тремя присоединительными элементами, из которых один предназначен для перпендикулярно проходящего участка системы защиты кромок, различные обвязки, натяжные ленты и натяжные ремни могут проходить также перпендикулярно друг другу. Вне зависимости от этого, и у имеющих большие габариты транспортируемых грузов квадратной формы целесообразным может быть использование элементов жесткости и дополнительных обвязок, натяжных лен и натяжных ремней.
Для обвязки, натяжной ленты или натяжного ремня предпочтительно предусмотреть на той стороне системы защиты кромок, которая обращена к соответствующей защищаемой кромке (к примеру, кромке стекла) углубление в упаковке, предпочтительно на упругом профиле. Углубление способствует проведению/центрированию предусмотренной для обвязки ленты или ремня. Если, по иным основаниям, на системе защиты кромок желательны углубления снаружи, то эти углубления в предпочтительном варианте комбинируются с углублениями для лент и ремней.
Что касается техники обвязки, то специалист может прибегнуть к стандартной технике. Сюда относятся обвязочный материал, натяжные устройства, средства для соединения натянутых концов обвязочного материала, ножницы для разделения выступающих концов обвязочного материала и, соответственно, для отделения обвязочного материала от рабочего рулона. Выбор многообразен. Предложения включают в себя дорогостоящие автоматические установки серийного производства для монтажа на улице, вплоть до простых и недорогих, небольших ручных приборов, рассчитанных на небольшое количество обвязок.
Обвязочным материалом является обычно лента, которая после проведения ее вокруг упаковки натягивается. Поэтому, используемая для обвязки лента может также обозначаться как натяжная лента и, соответственно, имеет место сходство с другими натяжными лентами. Другие натяжные ленты можно, однако, в отличие от обвязки, дополнительно подтягивать или отпускать, и снова натягивать. Для этого на натяжных лентах предусмотрены постоянные натяжные устройства/стяжные замки. Натяжные ленты могут быть, таким образом, использованы повторно. Натяжные ремни отличаются от натяжных лент использование ремней вместо лент. То есть, и натяжные ремни имеют постоянное натяжное устройство и могут быть дополнительно подтянуты, отпущены и снова натянуты. Они могут использоваться повторно.
Однократно осуществленная обвязка может быть только лишь нарушена и заменена на новую обвязку. По сравнению с натяжной лентой или натяжным ремнем обвязка в качестве одноразовой упаковки требует, как правило, значительно меньших затрат, чем натяжные ленты и натяжные ремни. Правда, существуют некоторые пограничные зоны для натяжных лен, при которых затраты примерно равны минимальным затратам на обвязку. При этом речь идет о металлических натяжных лентах, которые зажимаются посредством простого замка. Простой замок состоит из уплощенного зажима, который укладывается под перекрывающие друг друга концы ленты и удерживает над перекрещивающимися концами ленты выполненный с возможностью вращения шлицевой вал, в шлиц которого вставляется лежащий сверху конец ленты, так что вращение вала способствует натяжению ленты. Ввиду необходимых затрат рабочей силы, такая натяжная лента подходит для малых серий грузов. Разумеется, для подтягивания металлическая лента должна быть сначала снова разогнута. То же самое относится и к повторному использованию данной натяжной ленты. Для натяжных ремней при работе со стандартной продукцией характерна аналогичная ситуация. А именно, имеются простые натяжные устройства с двумя подвижными частями, из которых одна часть удерживается в другой. Как правило, при этом используются пластиковые ремни или ленты. Такие ремни и ленты имеются на рынке по очень невысокой цене. Как правило, один конец ремня прочно соединен с натяжным устройством. Другой конец ремня проводится через зазор отверстия натяжного устройства. При этом подвижная часть натяжного устройства не создает никаких препятствий для движения зажима. Однако, как только этот конец ремня будет освобожден, он зажимается в зазоре отверстия натяжного устройства. Вручную передать на ремень большое зажимное усилие проблематично. Кроме того, эффективность зажима зависит от трения, а относительное трение может существенно меняться от внешних воздействий. Для больших зажимных усилий и обеспечения постоянного, не зависящего от внешних воздействий зажима необходимы более дорогие натяжные устройства.
Несколько иная ситуация может быть выявлена при использовании натяжного устройства, которое состоит из прочного материала с несколькими расположенными друг за другом отверстиями. Один конец ремня закрепляется на материале. Другой конец ремня посредством возвратно-поступательных движений проводится через отверстия в материале. После зажима вставленный конец ремня, под действием своей силы трения или под действием сопротивления, остается в материале, который противодействует расцеплению. По выбору части натяжного устройства соединены с участком упаковки, предпочтительно с угловым элементом. По выбору стяжной замок закрепляется на участке или на угловом элементе. Это облегчает затяжку, так как, вследствие этого, одна рука, которая иначе должна была быть использована, чтобы удерживать замок при зажиме, оказывается свободной. У сложных замков постоянное соединение замка с участком упаковки является трудоемким мероприятием. Иным образом дела обстоят у более простых замков, у таких как поясненный выше материал с различными отверстиями, через которые в направлении туда и обратно проводятся натяжной ремень или натяжная лента. Такой материал может быть изготовлен, к примеру, из недорогого металлического листа, которому посредством глубокой вытяжки и штамповки придается нужная форма и который может быть снабжен углублениями. Еще более благоприятным является использование для такого материала полимерного материала, предпочтительно не вспененного полимерного материала, когда работают с большими сериями, что оправдывает использование литьевых форм при изготовлении. Соединение замка с участком/угловым элементом осуществляется посредством склеивания. Пригодными являются известные в строительстве клея, к примеру, полиуретановые клея.
Вышеупомянутые варианты осуществления обвязки, натяжной ленты и натяжного ремня относятся как к участками упаковки, которые в углах встык примыкают друг к другу, так и к участкам упаковки, которые примыкают к угловому элементу, так и к участкам упаковки, которые в углах примыкают друг к другу под углом 45°. Поскольку концы участков системы защиты кромок срезаны под углом 45°, то угол скоса для перпендикулярно расположенных относительно друг друга участков системы защиты кромок составляет в предпочтительном варианте 45°. При ином расположении концов участком системы защиты кромок относительно друг друга угол скоса в предпочтительном варианте равен половине угла, который образуют между собой иным образом расположенные относительно друг друга участки системы защиты кромок. Как представлено выше, воздействующие при обвязке на систему защиты кромок усилия в углах системы защиты кромок максимальны и, по выбору, следует принимать в расчет вариант дополнительного армирования углов. Вне зависимости от нагрузки на углы, армирование углов может иметь и другие обоснования: к примеру, дополнительную функцию, такую как вспомогательное средство транспортировки. Вспомогательные средства транспортировки могут дополнить систему защиты кромок в соответствии с изобретением весьма предпочтительным образом. Они улучшают обслуживание и уменьшают, вследствие этого, риск повреждений для упаковки и для упакованного груза/транспортируемого груза. Вспомогательные средства транспортировки являются, однако, и в не зависимости от системы защиты кромок в соответствии с изобретением, предпочтительными для других упаковок.
Вспомогательным средством транспортировки может быть захват, петля, ушко, крюк. Ушки могут служить различным целям. Ушки подходят для строповки натяжных средств для крепления грузов в процессе транспортировки. Ушки пригодны также для насадки захватов. В предпочтительном варианте ушки совместно с простым дополнительным элементом могут даже формировать захват. Это может быть осуществлено посредством двух расположенных на расстоянии друг от друга ушек и штанги, к примеру, деревянной штанги. Расположенные на расстоянии друг от друга ушки могут быть посредством штанги соединены друг с другом таким образом, что упаковка с помещенным в нее транспортируемым грузом может переноситься на штанге. Благоприятным является, если ушки имеют такую ширину отверстия, что штанга может быть вставлена через оба ушка. В этом случае штанга вместе с ушками образует захват. То же самое относится к ролику в качестве вспомогательного средства транспортировки. То же самое относится к ножкам под автопогрузчик, контейнерам, соединительным средствам или присоединительным средствам для транспортировочного крепления. Контейнеры имеют важное значение для различных вариантов применения упаковки. Это относится, в частности, к тому случаю, когда, к примеру, вместе с одним или несколькими оконными стеклами должны транспортироваться крепежные средства/вспомогательные средства монтажа/инструкции по монтажу/сопроводительные документы. Это, в частности, имеет место в том случае, когда должны транспортироваться стеклянные детали/блоки для душевых кабин. Для различных вариантов применения в распоряжение могут предоставляться контейнеры различных габаритов.
Вспомогательные средства транспортировки могут быть выполнены также из пенопласта. Вспомогательным средством транспортировки могут быть выполнены также и из других материалов, а также из комбинации пенопласта с другими материалами. В предпочтительном варианте выбираются контейнеры из не вспененного/незначительно вспененного полимерного материала, если речь не идет о гашении ударных нагрузок. Предпочтительным является изготовление таких контейнеров из такого же полимерного материала, что и пенопласт для упаковки, и соединение их с деталями из пенопласта, посредством которых контейнеры входят в пазы упаковки. Детали из пенопласта повторяют в этом случае форму поперечного сечения пазов. Пенопласт может хорошо соединяться с контейнерами посредством склеивания. Пригодными для такого склеивания являются, среди прочего, известные горячие клея. Соединение может быть осуществлено также посредством сваривания, если контейнеры и их входящие в пазы детали для осуществления процесса сварки соответствующим образом согласованы по структуре.
При малых сериях предпочтительным является вариант осуществления контейнеров из нескольких частей, так как в этом случае могут предусматриваться общие детали для всех типоразмеров. Этими общими деталями являются, по меньшей мере, формованные детали, посредством которых контейнеры входят в пазы упаковки. Кроме того, предпочтительным может являться осуществление различных объемов контейнеров в виде трубообразных контейнеров, которые с обоих концов закрываются крышками и за счет выбора длины могут согласовываться с необходимым объемом. Трубообразные контейнеры имеют в предпочтительном варианте прямоугольное или квадратное поперечное сечение для облегчения соединения с формованными деталями, посредством которых контейнеры входят в пазы упаковки. При этом вспомогательное средство транспортировки не должно быть закреплено непосредственно на упаковке, а достаточно того, чтобы упаковка имела присоединительный элемент для вспомогательного средства транспортировки и, соответственно, позволяла бы осуществлять монтаж вспомогательных средств транспортировки. При этом возможна установка на упругом материале, и/или на армирующем материале, и/или на обвязке, на натяжной ленте или на натяжном ремне. Вспомогательные средства транспортировки могут быть установлены постоянно или могут быть смонтированы разъемным образом. Такой вариант присоединения может быть образован, к примеру, посредством расположенной снаружи и/или внутри контактной поверхности и одного или нескольких отверстий для предохранительных/стопорных болтов. Благоприятным является, если вспомогательное средство транспортировки надевается на присоединительный элемент и затем фиксируется посредством болта. Различные вспомогательные средства транспортировки могут быть, кроме того, интегрированы в участок упаковки. Это относится, в особенности, к ножкам под автопогрузчик и к роликам.
У крюков предпочтительным может являться, если крюки осуществлены раздвоенными, чтобы иметь возможность войти в упаковку с обеих сторон обвязки, натяжной ленты или натяжного ремня. В предпочтительном варианте в упаковке, в частности, в упругом материале, предусмотрены пазы, в которые вспомогательное средство транспортировки может быть введено посредством соответствующей шпонки или может быть вдавлено. Для шпоночного соединения благоприятна форма ласточкиного хвоста или форма, приближенная к форме ласточкиного хвоста. Такие соединения особенно стабильны, однако, при небольшом зазоре могут быть сложны в обращении. Проще в обращении шпоночные соединения, у которых шпонка имеет закругленную форму, так что шпонка может быть введена в паз перпендикулярно продольному направлению и обратным образом может быть снова извлечена. При этом паз может обхватывать шпонку с замыканием. Ширина отверстия паза должна быть меньше диаметра шпонки, чтобы шпонка была обхвачена пазом. Чем меньше ширина отверстия, тем большее усилие необходимо для того, чтобы усилием ввести шпонку в продольном направлении в паз. Посредством небольшого количества экспериментов можно определить оптимальный размер отверстия, при котором шпонка с еще приемлемым усилием вручную может быть с усилием введена в паз и в достаточной степени зафиксирована там.
Пазы могут быть образованы в пенопласте посредством обработки резанием. Подходящими способами являются, к примеру, фрезерование и/или распиловка. Однако, пазы могут быть и сформированы в пенопласте. Это происходит в данном случае предпочтительно при изготовлении пенопласта. К примеру, в описанной выше форме при помощи соответствующим образом сформированной экструзионной форсунки и соответствующим образом сформированного калибратора. При этом формируются в предпочтительном варианте округлые углы (как внутренние углы, так и внешние углы) в пазу и согласованные соответствующие округлые углы на входящем в зацепление в паз вспомогательном средстве транспортировки. Пазы могут быть сформированы также при формовании участков упаковки в автомате для производства формованных изделий или в литьевой форме. Кроме того, способы формования без снятия стружки и со снятием стружки могут быть скомбинированы друг с другом таким образом, что пазы частично формируются в ходе формования без стружки, а последующая обработка осуществляется посредством фрезерования или распиловки. Пазы в соответствии с изобретением проходят в предпочтительном варианте по сторонам (по передней стороне и по задней стороне) участков упаковки и по внешним поверхностям (включая верхнюю сторону и нижнюю сторону) участков упаковки, вокруг упаковки. При этом вспомогательные средства транспортировки могут быть по усмотрению/по мере надобности введены в пазы. Ролики вводятся на нижней стороне, соответствующие захваты на стороне упаковки, на высоте, удобной для обслуживающего транспортное средство персонала. Ножки под автопогрузчик или другие ножки также вводятся на нижней стороне. Крюки и цапфы могут быть введены на сторонах, крюки и ушки не только на сторонах, но и на верхней стороне. То же самое относится к присоединительным элементам для транспортировочного крепления. При этом ушки, крюки и цапфы также могут быть использованы для транспортировочного крепления. Обычно дополнительное транспортировочное крепление осуществляется посредством натяжных ремней, которые закрепляются на ушках, крюках или цапфах. Контейнеры служат для транспортировки комплектующего оборудования для транспортируемого груза. К примеру, как правило, для монтажа оконных стекол необходимы специальные уголки, рейки, уплотнения, винты, дюбели и т.д. Эти детали должны поставляться вместе с основным грузом, по меньшей мере, при транспортировке конечному получателю или уполномоченному конечным получателем специалисту. Контейнеры могут быть позиционированы на упаковке в любом месте. Соединительные средства служат, к примеру, для того, чтобы соединять между собой несколько упаковок. В предпочтительном варианте соединение происходит при этом по всем частям упаковки, которым противолежат пазы. Различные упаковки могут быть расположены таким образом, что, по меньшей мере, всегда происходит соединение по нижним участкам упаковки и, соответственно, по перпендикулярному им участку упаковки.
При обвязке лента располагается вокруг снабженного системой защиты кромок транспортируемого груза, к примеру, оконного стекла. Затем лента затягивается посредством натяжного устройства. За счет натяжения участки системы защиты кромок прижимаются к защищаемым кромкам. После зажима лента фиксируется в натянутом положении. Это может быть осуществлено с помощью зажимов, муфт, пломб или посредством сварки. В процессе натяжения лента снимается с ролика. После фиксации использованная для обвязки лента отделяется от остальной ленты на ролике.
Лента может быть выполнена их полимерного материала или из стали. Известны полимерные ленты из различных материалов, к примеру, из полиэстера, полипропилена, полиэтилена, которые могут быть использованы для обвязки. В любом случае лента должна удерживать имеющиеся силы натяжения. Для этого пригодны, прежде всего, текстильные ленты из полимерного материала, такие как ленты из нитевидной структуры, узкие тканевые изделия и композитные ленты.
Прибор для обвязки имеет в большинстве случае рифленые натяжные ролики, посредством которых стягиваемые концы лент захватываются и притягиваются друг к другу до достижения желаемого натяжения. Чтобы удерживать натяжение ленты в процессе транспортировки, в расчет принимаются лишь те полимерные материала, которые изначально демонстрируют лишь тот эффект ползучести, которым можно пренебречь, и/или вследствие дополнительной обработки, к примеру, продолжительной растяжки, демонстрируют лишь тот эффект ползучести, которым можно пренебречь. Стальные ленты изначально не демонстрируют значительного эффекта ползучести. Эффект ползучести описывает деформацию полимерного материала при высокой длительной нагрузке.
Посредством муфт, зажимов и пломб концы ленты прочно прижимаются друг к другу. Этого уже может быть достаточно для фиксации концов ленты. Кроме того, известен способ дополнительно удерживать, к примеру, стальные ленты посредством того, что стальные ленты перед или после зажимов, муфт или пломб разрезаются и в местах разреза отгибаются. В альтернативном варианте муфты и зажимы с концами ленты могут быть сгофрированы, причем волнистость проходит перпендикулярно продольному направлению ленты. Волнистость усиливает фиксацию прижатых вокруг концов ленты муфт и зажимов.
Сварка является соединительной техникой, которая используется в предпочтительном варианте для лент из полимерного материала.
По выбору вспомогательные средства транспортировки (и при использовании роликов) осуществлены, по меньшей мере, двухсекционными, причем одна часть удерживается обвязочной лентой и образует описанный выше присоединительный элемент для другой части вспомогательного средства транспортировки. При этом образующая присоединительный элемент часть может быть муфтой или пломбой, или может быть соединена с муфтой или пломбой, которая насаживается на обвязочную ленту. Для позиционирования данной муфты или пломбы благоприятным является, если муфта или пломба имеет боковые шлицы и после позиционирования обвязочной ленты перед ее заключительным зажимом сбоку может смещаться на обвязочную ленту. Муфта или пломба в предпочтительном варианте опрессовывается на обвязочной ленте и таким образом фиксируется на ней. Кроме того, благоприятным является, если на шлицах муфты или пломбы предусмотрена воронкообразная направляющая, и если муфта после смещения обвязочной ленты сразу же захватывает ее сзади. Воронкообразная форма облегчает смещение. Поднутрение предотвращает выпадение. Если муфта, кроме того, зажимается на обвязочной ленте, то она остается в выбранном положении и сползание, соответственно, исключено.
Предусмотренные для вспомогательных средств транспортировки на обвязочной ленте муфты или пломбы, по выбору, также могут быть установлены на соответствующее место обвязочной ленты при изготовлении обвязки. Это делает излишней транспортировку инструментов для последующей установки муфт и пломб. Фиксация муфт и пломб на обвязочной ленте зависит от давления сжатия и коэффициентов трения контактных поверхностей. Предпочтительными являются, поэтому, шероховатые контактные поверхности. При необходимости, на муфтах и пломбах могут быть предусмотрены также зацепы.
Также предпочтительными могут являться захваты и накладки, которые предусмотрены на боковой системе защиты кромок на расстоянии от ее верхнего конца.
По выбору захват или ушко могут также зажиматься на обвязочной ленте, и этот зажим с увеличением веса защищаемого транспортируемого груза, к примеру, оконного стекла, и упаковки, становится все сильнее. Такой зажим образуется, к примеру, посредством захватов/ушек, которые одновременно образуют плечо двуплечего рычага, причем другое плечо прижимается к обвязочной ленте. Эти рычаги, вследствие поясненной механики, являются самоблокирующимися. Эта механика может быть использована также, когда захваты и ушки в описанной выше форме смещаются в паз. Трение между пазом и шпонкой из пенопласта велико настолько, что происходит заклинивание шпонки в пазу.
В другом варианте присоединительные элементы или муфты приклеиваются или привариваются к обвязочной ленте, или аналогичным образом, как при соединении концов ленты, соединяются с обвязочной лентой. Захваты/ушки могут также без описанных выше муфт и присоединительных элементов образовывать вспомогательные средства транспортировки, когда они обхватывают обвязочную ленту в нужном месте, к примеру, двумя пальцами/щечками так, что поворотное движение захвата/муфты вверх приводит к обвиванию обвязочной лентой и к зажиму захвата/ушка на обвязочной ленте.
Поскольку на упаковке предусмотрены дополнительные армирующие уголки, которые устанавливаются над углами упаковки, предпочтительным может являться осуществление этих дополнительных армирующих уголков как описанных выше муфт и пломб, и позиционирование их на обвязочной ленте.
Система защиты кромок в соответствии с изобретением может быть осуществлена также таким образом, что одновременно рядом друг с другом могут транспортироваться несколько грузов, имеющих форму оконных стекол (к примеру, стекол). По выбору система защиты кромок снабжена для этого несколькими углублениями, которые проходят параллельно друг другу, как описано, к примеру, в DE 1953181.
В предпочтительном варианте предусмотрено, что отдельные упаковки могут быть соединены с другими упаковками, так что возможна компактная транспортировка. Соединение может быть осуществлено - как описано ранее - к примеру, с применением пазов и шпонок. Благоприятными являются при этом углубления с поперченным сечением в форме ласточкиного хвоста. В предпочтительном варианте углубления предусмотрены в каждой упаковке, так что соединение может быть осуществлено посредством соответствующих шпонок, которые одной стороной входят в одно углубление, а другой стороной в другое углубление. В предпочтительном варианте углубления могут быть использованы и для других задач, к примеру, для соединения с другими профилями, с целью утолщения упругого материала.
Предпочтительным является, если система защиты кромок в соответствии с изобретением одна образует упаковку для стекла и другого упаковываемого груза. В непростых условиях упомянутого выше строительного производства необходимым может являться также дополнение системы защиты кромок элементами защиты упакованного груза в пространстве, окруженном системой защиты кромок. Это относится, к примеру, к легко повреждаемым грузам. Для предотвращения появления царапин на внешней поверхности транспортируемого груза, к примеру, стекла, пространство транспортируемого груза, которое окружено представленной системой защиты кромок, к примеру, полностью или частично заполняется картонажем или картоном. В частности, предлагаемый на рынке гофрированный картон имеет значительную толщину, так что пространство может быть легко заполнено однослойным или многослойным гофрированным картоном. Если пространство большое или картон/картонная прослойка должна выступать за пределы системы защиты кромок, в предпочтительном варианте используется ячеистая вставка из картона или гофрированный картон. Ячеистый картон/картонная конструкция имеет, по сравнению с другими картонами/картонными конструкциями, во всех направлениях очень предпочтительный защитный эффект. К свойствам защитного эффекта относится хорошая защита от царапин. Картон является очень рентабельной защитой для стекла и аналогичных транспортируемых грузов.
Если картона оказывается недостаточно для выполнения требований по защиты транспортируемого груза, то между слоем картона и транспортируемым грузом сначала может помещаться слой упругого материала из пенопласта. При этом пенопласт может иметь ту же структуру, что и пенопласт, используемый для системы защиты кромок. Картон может в одиночку или в сочетании с другими элементами защиты заполнять окруженное системой защиты кромок в соответствии с изобретением пространство на стекле. К другим элементам защиты могут относиться также воздушные подушки. Воздушные подушки могут также в одиночку и/или вместе с картоном, или вместе с другими элементами защиты для упакованного груза, заполнять пространство, окруженное системой защиты кромок в соответствии с изобретением. По выбору заполненное картоном или другими материалами пространство с обеих сторон упакованного груза закрывается защитными пластинами. Защитные пластины могут перекрывать упаковку или могут быть вставлены в окруженное упаковкой пространство. Защитные пластины образуют элемент жесткости, который может заменить предложенные в другом месте, придающие жесткость раскосы или же может использоваться в дополнение к придающим жесткость раскосам. Закрепление защитных пластин может быть осуществлено любым способом. В предпочтительном варианте предусмотрено закрепление с возможностью разъема, которое не препятствует повторному использованию упаковки. По выбору защитные пластины удерживаются на упаковке посредством захватов или крюков. Эти захваты или крюки, как описанные выше вспомогательные средства транспортировки могут входить в зацепление в пазы упаковки. Если все участки упаковки снабжены таким пазами, то захваты или крюки могут обхватывать защитную пластину со всех четырех сторон, так что защитные пластины и при обычной транспортной нагрузке не отделяются от упаковки. Для закрепления защитных пластин захваты или крюки смещаются в пазы и одновременно смещаются над защитными пластинами. Для освобождения защитных пластин захваты или крюки выводятся из пазов.
По выбору весь транспортируемый груз целиком оборачивается в пенопласт. Для небольших партий груза оболочка составляется из отдельных частей, чтобы, прежде всего, избежать расходов на приобретение форм, с использованием которых оболочку можно получить на один рабочий этап. Как только предвидятся большие партии груза, может быть рассмотрен вопрос «формирования оболочки за один рабочий этап». В предпочтительном варианте при этом начинают с оболочки из гранулированного пенопласта. Для упаковки груза в гранулированный пенопласт должна быть заготовлена соответствующая большая форма. Эта форма обозначается также как пресс-форма. Транспортируемый груз позиционируется в открытой форме, так что после закрытия формы проникающие при заполнении в полое пространство формы гранулы пенопласта со всех сторон окружают транспортируемый груз. Затем в форму подается острый пар, так что гранулы пенопласта на наружных поверхностях размягчаются, становятся, по меньшей мере, пастообразными и свариваются друг с другом. После достаточного охлаждения форма открывается, и упакованный в оболочку транспортируемый груз извлекается из нее. В предпочтительном варианте пенопласт затем в зоне кромок транспортируемого груза, к примеру, стекла, в соответствии с вышеописанной формой подвергается армированию.
В предпочтительном варианте транспортируемый груз вместе с упаковкой закрывается термоусадочной пленкой. При этом речь идет о пленке, которая при тепловом воздействии дает сильную усадку. Термоусадочные пленки состоят обычно из смеси полиэтилена и полипропилена. Пленки, как правило, обматываются вокруг упаковываемого груза. Пленки могут также иметь форму рукавов или мешков и могут быть надеты на упаковываемый груз. Для запуска процесса усадки тепло на термоусадочную пленку может быть подано при помощи горячего воздуха или горячего газа. Изделия -серийного производства в предпочтительном варианте подаются в туннельные печи и по пути нагреваются.
Рассмотренные ранее вспомогательные средства транспортировки или их присоединительные элементы в предпочтительном варианте оставляют свободными от термоусадочной пленки. Это может происходить уже при наматывании пленки. Также заранее могут быть предусмотрены углубления для вспомогательных средств транспортировки или для их присоединительных элементов в пленочных рукавах или в пленочных мешках. Также возможно формировать выемки в пленке лишь тогда, когда должен быть обеспечен доступ к присоединительным элементам вспомогательных средств транспортировки.
Упакованный в соответствии с изобретением транспортируемый груз, к примеру, предназначенное для строительной площадки оконное стекло должно перемещаться по строительной площадке. При этом следует различать оконные стекла небольших габаритов и, соответственно, небольшой массы, которые могут разгружаться и перемещаться с места на место вручную одним или несколькими строительными рабочими, и оконными стеклами особых габаритов и соответствующей массы, которые должна перемещаться механически. В любом случае обслуживание оконных стекол при использовании вспомогательных средств транспортировки, таких как захваты, и/или петли, и/или ушки, и/или крюки, и/или соединительные средства, и/или ножки на системе защиты кромок может быть облегчено. Вспомогательные средства транспортировки могут быть предусмотрены на системе защиты кромок постоянно или на время транспортировки. При постоянном расположении может быть осуществлено соответствующее закрепление вспомогательного средства транспортировки на системе защиты кромок. В случае временного закрепления предусмотрены разъемные крепежные средства.
Предпочтительно, если система защиты кромок нагружается посредством вспомогательных средств транспортировки, по возможности, лишь на растяжение и, по возможности, немного на изгиб. Это достигается посредством того, что вспомогательные средства транспортировки воздействуют на боковую систему защиты кромок.
Кроме того, предпочтительным является снабжение нижней системы защиты кромок ножками под автопогрузчик. Ножки под автопогрузчик применяются на паллетах. Паллеты имеют на нижней стороне деревянные ножки под автопогрузчик в форме брусков. Ножки под автопогрузчик направляют вилочный автопогрузчик, который своей вилой захватывает паллеты снизу для того, чтобы приподнять их, переместить в другое место и там снова разгрузить их. То же самое относится к тележкам с грузоподъемным устройством, которые, как и вилочные автопогрузчики, оснащены вилкой и предназначены для перемещения паллет. Однако, тележки с грузоподъемным устройством служат лишь для транспортировки на короткие расстояния и не пригодны для укладки в штабеля. Высота подъема тележки с грузоподъемным устройством служит лишь для создания необходимого дорожного просвета для упакованного груза. Тележки с грузоподъемным устройством в большинстве случаев перемещаются вручную. Поскольку далее речь пойдет о вилочных автопогрузчиках, то это предусматривает и тележки с грузоподъемным устройством. Ножки под автопогрузчик обеспечивают центральный захват вилочным автопогрузчиком/тележкой с грузоподъемным устройством транспортируемого груза и предотвращают боковое сползание паллеты по время движения автопогрузчика. Это особенно важно при движении автопогрузчика/тележки с грузоподъемным устройством на повороте.
Ножки под автопогрузчик, в сравнении с нормальными паллетами, в случае необходимости, могут быть меньше. Уменьшение ножек под автопогрузчик не производится тогда, когда следует опасаться того, что вила автопогрузчика/тележки с грузоподъемным устройством не пройдет между ножками под автопогрузчик. Кроме того, ножки под автопогрузчик имеют такую толщину, чтобы автопогрузчик мог подвести свою вилу под систему защиты кромок и приподнять транспортируемый груз вместе с упаковкой. Ножки под автопогрузчик могут одновременно рассматриваться в качестве вспомогательного средства транспортировки. При этом возможно также закрепление ножек под автопогрузчик на обвязочной ленте при помощи муфт и пломб, как это предусмотрено у поясненных выше вспомогательных средств транспортировки. По выбору ножки под автопогрузчик интегрированы в систему защиты упаковки, еще более предпочтительно в участок упаковки.
Другими вспомогательными средствами транспортировки являются захваты, петли, крюки, цапфы, ушки, ролики, соединительные средства, контейнеры, присоединительные элементы для транспортировочного крепления. Захваты и петли должны облегчать перемещение транспортируемого груза с упаковкой вручную, к примеру, перенос или смещение/волочение при помощи роликов. Крюки, цапфы, ушки должны облегчать строповку подъемных средств или средств для транспортировочного крепления (цепей, тросов, ремней). Соединительные средства должны обеспечивать/облегчать соединение различных упаковок. Контейнеры облегчают перевозку комплектующих изделий для транспортируемого груза и документов вместе с транспортируемым грузом. Вспомогательные средства транспортировки могут быть постоянно или разъемным образом предусмотрены в различных местах упаковки. При постоянном расположении отдельные участки упаковки частично одновременно могут быть осуществлены как необходимые вспомогательные средства транспортировки и могут быть прочно соединены со вспомогательными средствами транспортировки. Так, нижние участки упаковки одновременно могут иметь формованные элементы, которые служат в качестве ножек или ножек под автопогрузчик. Захваты, крюки, цапфы, ушки, соединительные средства, присоединительные элементы для транспортировочного крепления могут быть выполнены методом формования, или приварены, или приклеены. Петли и контейнеры также могут быть приварены или приклеены. Ролики удерживаются в корпусе для роликов. Корпус может быть осуществлен посредством участка упаковки, или может быть приварен или приклеен на упаковку. В предпочтительном варианте вспомогательные средства транспортировки монтируются с возможностью разъема, для уменьшения количества необходимых для всех упаковок вспомогательных средств транспортировки. Для этого вспомогательные средства транспортировки могут быть закреплены на присоединительных элементах, которыми снабжена упаковка. Присоединительные элементы могут быть осуществлены, к примеру, посредством выступов и углублений на упаковке. Вспомогательные средства транспортировки могут захватывать выступы или входить в зацепление в углубления. В предпочтительном варианте в упаковке предусмотрены пазы, и вспомогательные средства транспортировки посредством так называемых шпонок входят в зацепление в пазы. К пазам не предъявляется никаких особых требований, если пазы расположены на противолежащих друг другу сторонах. В качестве пазов в этом случае достаточно уже небольших углублений, а в качестве шпонок небольших выступов. В принципе, углубления (пазы) могут быть предусмотрены и во вспомогательных средствах транспортировки, а выступы (шпонки) на упаковке. Необходимые для этого затраты, однако, выше, чем в обратном случае. Кроме того, упаковка в этом случае может быть легче повреждена на выступах, чем на углублениях.
Больше внимания нужно уделять вопросу «пазов/шпонок», если вспомогательные средства транспортировки должны, соответственно, войти лишь в один паз. В этом случае вспомогательные средства транспортировки должны быть защищены от выпадения, опрокидывания и от непредвиденного проскальзывания в пазах. Это может быть в значительной степени достигнуто посредством формы поперечного сечения паза и шпонки. Благоприятным является форма поперечного сечения по типу ласточкиного хвоста. Такие формы поперченного сечения отличаются наличием поднутрений в пазах и поднутрений в шпонках, так что шпонки выступающими частями поперченного сечения входят в зацепление в поднутрения пазов. За счет наличия таких пазов и шпонок предотвращается выпадение, а также опрокидывание.
Стабильность пазов и шпонок зависит от пенопласта. Если нужно, то стабильность может быть усилена посредством армирования пазов/шпонок и/или окружающей зоны. Армирование посредством выбора другого полимерного материала для упаковки возможно лишь в рамках заданной для упаковки упругости. Однако, уже простые меры, такие как скругление углов/кромок в пазах и на шпонках, приводят к существенному армированию. Кроме того, армирование может быть получено посредством описанного выше нанесения пленки и покрытия. На вспомогательных средствах транспортировки может быть без затруднений выбран материал, который сам по себе выдерживает все типы нагрузок. Благоприятными являются вспомогательные средства транспортировки с небольшим весом, к примеру, из алюминия. Проскальзывание вспомогательных средств транспортировки в пазах предотвращается посредством зажима. Для этого могут быть предусмотрены зажимные устройства. Простыми зажимными устройствами являются, к примеру, клинья. Могут быть использованы и более дорогие зажимные устройства. Вспомогательные средства транспортировки могут быть также одновременно использованы как зажимные устройства.
Для осуществления зажима крайне важны соотношения сил трения в пазу и на шпонках, кинематический зазор между пазом и шпонками и соотношение плеч рычага, которое выявляются за счет воздействующих на вспомогательные средства транспортировки усилий и расстояния от них до шпоночного соединения вспомогательных средств транспортировки и до упаковки. Экономически предпочтительной является самоблокировка вспомогательных средств транспортировки в пазах и, соответственно, на шпонках. В зависимости от обстоятельств, вспомогательные средства транспортировки осуществляют самоблокировку в пазу или на шпонках. Это, к примеру, имеет место тогда, когда в шпоночном соединении срезанные поверхности пенопласта скользят друг к другу.
Такие вспомогательные средства транспортировки заклиниваются под нагрузкой, которая действует не точно по центру относительно центральной оси пазов. Этого можно без проблем добиться посредством выбора соответствующего расстояния, на котором нагрузки вводятся во вспомогательные средства транспортировки.
Для зажима вспомогательных средств транспортировки могут также использоваться клинья. Описанные выше вспомогательные средства транспортировки являются предпочтительными. Зачастую на строительных площадках в распоряжении имеется кран или автопогрузчик. Краном может быть строительный кран или кран, перевозимый на грузовом автомобиле. Эти устройства могут облегчить процесс разгрузки транспортируемого груза. Иногда строительный кран может брать на себя также транспортировку на соответствующий этаж возводимого здания. Как правило, затем, однако, транспортируемый груз, по меньшей мере, на этаже возводимого здания, перемещается вручную. Зачастую упакованный груз, кроме того, также вручную должен быть и разгружен, и перенесен на соответствующий этаж. В частности, транспортировка вручную сопряжена на строительной площадке с опасностью повреждений. Груз постоянно ударяют об углы или слишком жестко опускают на место. Напротив, при использовании упаковки в соответствии с изобретением речь не идет более о существенной опасности повреждений. Это обстоятельство выявило себя в ходе описанных ранее динамических испытаний. Если транспортируемый груз переносит эти испытания без повреждений, то упакованный в соответствии с изобретением транспортируемый груз переносит обычные удары об углы и жесткие опускания также без повреждений. В предпочтительном варианте оконное стекло в качестве транспортируемого груза при этом может быть еще и дополнительно защищено посредством легкой шлифовки по краю. При этом достаточно уже небольшой шлифовки по периметру и на глубину микротрещин на кромках стекла.
Такая безопасность при транспортировке ускоряет процесс транспортировки. Однако, она может повысить также и небрежность при транспортировке. Чтобы противодействовать этому, можно оснащать транспортируемые грузы еще и датчиком ударов, который срабатывает, если сила удара превосходит заданное значение. Стандартный датчик использует наполненные жидкостью стеклянные трубки, которые снабжены окрашенной жидкостью и этикеткой. При превышении определенного значения ударной силы жидкость вытекает и окрашивает датчик.
На чертежах представлены различные примеры осуществления изобретения. Фиг. 1 и 2 - многослойное оконное стекло 1,
Фиг. 3 - поперечное сечение профиля,
Фиг. 4 и 5 - различные конструкции из гофрированного картона,
фиг. 6 - погрузочные опоры,
фиг. 7 и 8 - состоящая из отдельных профилей система защиты кромок,
фиг. 9 - состоящая из отдельных профилей система защиты кромок с боковыми крюками,
фиг. 10 - состоящая из отдельных профилей система защиты кромок с боковыми петлями,
фиг. 11 - состоящая из отдельных профилей система защиты кромок с роликом,
фиг. 12 - следующий вариант осуществления системы защиты кромок в поперечном сечении,
фиг. 13 - поперечное сечение системы защиты кромок,
фиг. 14, фиг. 14а-14f - различные варианты выполнения изобретения со вставкой,
фиг. 15 - поперечное сечение системы защиты кромок,
фиг. 16 - поперечное сечение следующей системы защиты кромок,
фиг. 17 - другое поперечное сечение системы защиты кромок,
фиг. 18 - пример осуществления изобретения с поперечным сечением, которое имеет углубление,
фиг. 19 - система защиты кромок,
фиг. 19а - шпонка,
фиг. 19b - другая шпонка,
фиг. 19 с-19f - варианты осуществления относящегося к системе защиты кромок профиля из упругого материала,
фиг. 20 демонстрирует другой пример осуществления ролика,
фиг. 21 и 22 - другой пример осуществления упаковки с захватом,
фиг. 23 - система защиты кромок со вставкой,
фиг. 24 - следующий пример осуществления изобретения, в котором предусмотрена крестовина из пенопласта,
фиг. 25 - различные участки по фиг. 24, детально,
фиг. 26, фиг. 26а - монолитные угловые элементы,
фиг. 27 - следующая система защиты кромок,
фиг. 28 - вариант применения поперечных сечений профилей в упаковке для оконного стекла,
фиг. 29 - следующий вариант применения представленных на фиг. 27 профилей для системы защиты кромок в соответствии с изобретением,
фиг. 30 - одна из комплектующих деталей,
фиг. 31, фиг. 31а, фиг. 32, фиг. 32а - следующие примеры осуществления захватов,
фиг. 33 - специальная деталь в качестве комплектующей детали/вспомогательного средства транспортировки,
фиг. 34 - особый вариант осуществления ножки в качестве комплектующей детали,
фиг. 35 демонстрирует следующую комплектующую деталь для упаковки в соответствии с изобретением,
фиг. 36 - комплектующая деталь/вспомогательное средство транспортировки для соединения двух оконных стекол и их упаковки,
фиг. 37 - вспомогательное средство транспортировки Н-образной формы,
фиг. 38 - профиль с двумя углублениями,
фиг. 39 - другой профиль для системы зашиты кромок в соответствии с изобретением,
фиг. 40-47 - различные варианты упаковки для оконных стекол,
фиг. 48 - утолщенный профиль по фиг. 19,
фиг. 48а и 48b - варианты утолщенных профилей по фиг. 48,
фиг. 48с и 48d - два других вспомогательных средства транспортировки для упаковки в соответствии с изобретением в форме контейнеров,
фиг. 48е - ушко в качестве следующего вспомогательного средства транспортировки для упаковки,
фиг. 48f - вспомогательное средство транспортировки с цапфой,
фиг. 49 - колпачки,
фиг. 50 - полосы для обвязки,
фиг. 51 - две половинки профиля,
фиг. 52 - другой вариант выполнения половинок профилей в качестве системы защиты кромок,
фиг. 53 - профиль с центральным профилем, расположенным между двумя боковыми профилями,
фиг. 54 - профиль с двумя центральными профилями, расположенными между боковыми профилями.
Фиг. 1 и 2 демонстрируют многослойное оконное стекло 1, которое по краю обхватывается четырьмя профилями 2, 3, 4, 5 системы защиты углов. Все профили 2, 3, 4, 5 состоят в примере осуществления изобретения из XPS-пеноматериала (экструдированного пенополистирола), а в других примерах осуществления из другого пеноматериала, с объемным весом 25 кг/м3. Все профили 2, 3, 4, 5 имеют одинаковое поперечное сечение. Кроме того, профили 2 и 4 имеют одинаковую длину. То же самое относится к профилям 3 и 5. Поперечное сечение профилей 2, 3, 4, 5 можно видеть на фиг. 1 и 3. Профили 2, 3, 4, 5 на концах скошены под углом 45°.
Поперечное сечение профиля представлено на фиг. 3. Поперечное сечение профиля имеет, как правило, прямоугольную форму размером 130 мм × 200 мм. На одной боковой стороне предусмотрено углубление 6 шириной 23 мм и глубиной 50 мм, в которое устанавливается многослойное стекло 1. На противоположной боковой стороне предусмотрено углубление 7 шириной 60 мм и глубиной 5 мм, которое предназначено для обвязочной ленты. Внутри профиля предусмотрено два углубления 8 и 9 с поперечным сечением 25 мм × 50 мм, которые предназначены для установки деревянных брусков 10.
В примере осуществления изобретения XPS-пеноматериал профиля образует упругий материал. Деревянные бруски образуют армирующий материал для упругого материала. За счет использования нескольких деревянных брусков с помещенным между ними пеноматериалом добиваются особой прочности системы защиты кромок в отношении особо опасных при транспортировке стекла ударных нагрузок.
В примере осуществления изобретения профиль составлен из не изображенных трех частей. В положении, когда эти три части не соединены друг с другом, две места стыка частей проходят через углубления 8 и 9, и притом параллельно боковым сторонам. Три части вырезаются из стандартных пластин XPS-пеноматериала и комплектуются под поверхность, так что образуются углубления 6 и 7 и другие углубления, которые после соединения всех частей образуют углубления 8 и 9. Процесс резания осуществляется путем распиливания. Углубления в данном примере осуществления изобретения фрезеруются. При соединении детали подвергаются горячему склеиванию. Горячий клей наносится при помощи соответствующих пистолетов для нанесения клея. В других примерах осуществления изобретения части свариваются. При сваривании свариваемые поверхности нагреваются, а затем части прижимаются друг к другу. Необходимое тепло может подаваться с помощью нагнетателя горячего воздуха (в других примерах осуществления изобретения посредством соприкосновения с нагретым клинообразным элементом или посредством другого предмета, имеющего соответствующую нагретую поверхность, посредством которого свариваемые поверхности приводятся в соприкосновение).
После выведения на рынок системы защиты кромок в соответствии с изобретением желаемый (в отношении поперечного сечения) объем продукции можно получить посредством монолитной экструзии профиля, или посредством формования методом литься под давлением, или посредством формованных деталей из гранулированного пенопласта. Для процесса экструдирования необходимы экструдеры с экструзионными форсунками, которые воспроизводят поперечное сечение профиля и подают пеноматериал в формообразующий калибратор. С экструзией профиля, который обнаруживает все габариты поперечного сечения требуемого профиля, описанные ранее этапы обработки становятся, по меньшей мере, частично излишними.
Представленные профили 2, 3, 4, 5 посредством не изображенной обвязочной ленты (в других примерах осуществления изобретения посредством натяжной ленты или натяжного ремня) прижимаются к кромке оконного стекла 1. Обвязочная лента в данном примере осуществления изобретения представляет собой пластиковую ленту. Обвязочная лента с помощью устройства для обвязывания снимается с рулона и снаружи проводится вокруг профилей 2, 3, 4, 5. В настоящее время этот процесс осуществляется вручную. При работе с большими партиями устройство для обвязывания снабжено автоматической системой прокладки ленты или автоматической системой прокладки упаковочной ленты вокруг профилей 2, 3, 4, 5. Устройство для обвязывания существует в различных вариантах осуществления. Прежде всего, может быть использован простой прибор ручного управления для закрепления обвязочной ленты. При соответствующем объеме продукции, вместо устройства ручного управления, может быть использовано электрическое устройство для обвязывания с автоматическим управлением. После закрепления в данном примере осуществления изобретения производится сваривание обоих концов пластиковой обвязочной ленты. При этом кратковременно между обоими концами обвязочной ленты проводится нагретый клинообразный элемент. Этот нагретый клинообразный элемент кратковременно вызывает оплавление поверхностей соприкосновения на обоих концах обвязочной ленты, так что при соответствующем нажиме сразу же происходит сваривание, без существенного ослабления обвязочной ленты. Посредством немедленного охлаждения места сварки сварному шву сразу же придается достаточная прочность. За счет обвязки профили 2, 3, 4, 5 удерживаются в представленной на чертеже форме, без необходимости использования дополнительных средств.
В другом примере осуществления изобретения в углах предусмотрена система армирования/угловой защиты. Система армирования/угловой защиты образуется посредством колпачков, которые устанавливаются над углами, прежде чем будет осуществлена обвязка. Эти колпачки являются стандартными. Такие колпачки предлагаются в виде пластмассовых или металлических уголков. Автоматические установки насаживают колпачки в автоматическом режиме, функционирование таких установок зависит от того, что используются колпачки, на которые рассчитана данная установка. Если работают не на производственных сериях, которые оправдывают использование автоматических устройств для обвязывания, рекомендуется ручная обвязка. При ручной обвязке позиционирование колпачков является проблематичным до тех пор, пока колпачки не будут зафиксированы в своем положении посредством обвязки. При этом рекомендуется устанавливать колпачки в нужное положение или фиксировать их в нужном положении посредством двухсторонних самоклеящихся лент до тех пор, пока они не будут зафиксированы посредством обвязки. В соответствии с фиг. 49 колпачки 321 могут быть позиционированы, однако, и на обвязке 320. Для этого колпачки могут быть снабжены шлицами, через которые проводится обвязка в представленной форме.
Для обвязки вручную в распоряжении имеются различные стандартные устройства, от самых простых устройств до устройств повышенной сложности. Совсем простой вариант осуществления предлагается на фиг. 50. При этом речь идет о полосах 325 материала с рядом расположенных друг за другом углублений 326, ширина которых и расстояние между которыми согласованы с размерами обвязочной ленты. Под материалом в данном примере осуществления понимается листовой металл. В других примерах осуществления изобретения используется другой жесткий материал. Обвязочная лента одним своим концом закрепляется на конце полосы 325. Затем лента проводится вокруг упаковки, а ее другой конец проводится через отверстия 326 в направлении туда и обратно. После закрепления эта лента, вследствие сопротивления трению, остается закрепленной в полосе из листового металла.
Профили 2, 3, 4, 5 образуют систему защиты кромок, которая перпендикулярно плоскости стекла выступает примерно на 53,5 мм. В сформированном таким образом пространстве с каждой стороны предусмотрен слой картона 11 толщиной 50 мм. Кроме того, между картоном 11 и стеклом 1 располагается не изображенный слой мягкого пенопласта из полиэтилена толщиной 1,5 мм.
Фиг. 4 и 5 демонстрируют различные конструкции из гофрированного картона. В соответствии с фиг. 4 каждый слой картона имеет ячеистое ядро 16, которое с обеих сторон соединено со слоем 15 или 17 картона. Ячейки образуются посредством полосок картона, которые согнуты таким образом и таким образом склеены друг с другом, что формируется «сотовая» структура. В соответствии с фиг. 5 предусмотрено ядро, структурированное иным образом. Ядро образуется также посредством полосок картона, однако, полоски вставлены друг в друга таким образом, что формируется структура, которая отличается от 6-угольной «сотовой» структуры своей 4-угольной формой.
После обвязки оконное стекло вместе с системой защиты кромок и боковыми слоями картона запаковывается в усадочную пленку. Усадочная пленка оставляет нижнюю сторону частично свободной, так что туда могут быть помещены ножки 20 под автопогрузчик. Ножки под автопогрузчик служат в качестве вспомогательного средства транспортировки для позиционирования вил вилочного автопогрузчика, который используется для погрузки и/или разгрузки.
Фиг. 6 демонстрирует погрузочные опоры в качестве вспомогательных средств транспортировки для оконных стекол 26 с системой защиты кромок и усадочной пленкой. Погрузочные опоры состоят из стойки 29 с основанием 25. Основания 25 имеют на верхней стороне различные, расположенные на расстоянии друг от друга, отверстия 27. В отверстия 27 устанавливаются штанги 28, которые вместе с перевозимым грузом могут прижиматься к стойке 29. При использовании погрузочных опор перевозимый груз можно очень хорошо складировать и транспортировать посредством автомобилей.
Фиг. 7 и 8 демонстрируют состоящую из отдельных профилей систему 30 защиты кромок с отверстием 31. Отверстие 31 служит для закрепления крюков 33 в качестве вспомогательных средств транспортировки. С помощью крюков можно осуществить выгрузку/погрузку каждого оконного стекла вместе с системой защиты кромок и другой упаковкой.
Фиг. 9 демонстрирует состоящую из отдельных профилей систему 35 защиты кромок с боковыми крюками 36 в качестве вспомогательных средств транспортировки, а также с ушками 37 в качестве вспомогательных средств при транспортировке.
Фиг. 21 и 22 демонстрируют другой пример осуществления упаковки с захватом 121. Захват 121 вырезан из пластины 120 и заложен в складку. Кроме того, на пластине 120 сформированы зацепы, с помощью которых пластина 120 может быть вдавлена в гибкий материал. Это происходит по необходимости. Тогда закрепленная вокруг упаковки/системы 124 защиты кромок обвязочная лента 125 слегка приподнимается, чтобы сместить пластину с захватом 121 в нужное место под обвязочную ленту 125 и посредством зацепов вдавить ее в гибкий материал. Обвязочная лента 125 удерживает пластину 120 в нужном положении.
Фиг. 10 демонстрирует состоящую из отдельных профилей систему 41 защиты кромок с боковыми петлями 42 в качестве вспомогательных средств транспортировки.
Фиг. 11 демонстрирует состоящую из отдельных профилей следующую систему 45 защиты кромок с роликом 47 в нижнем углу в качестве вспомогательного средства транспортировки. С помощью ролика оконное стекло вместе с упаковкой можно легко перекатывать. При этом одновременно наличие захвата 46 является преимуществом.
Фиг. 20 демонстрирует другой пример осуществления ролика 111 в качестве вспомогательного средства транспортировки. Ролик 111 располагается в корпусе 112, который одновременно осуществлен в качестве крышки/колпачка для закрывания угла системы защиты кромок. Крышка/колпачок 112 выполнен в данном примере осуществления изобретения из листового металла, а в других примерах осуществления изобретения из пластика. На крышке/колпачке 112 сформированы различные зубья 113, с помощью которых крышка вдавливается в гибкий материал. Крышка/колпачок при необходимости может быть насажена после завершения процесса упаковки. Крышка/колпачок после завершения процесса транспортировки стекла может быть использована многократно. Крышка/колпачок 112 может быть насажена и в процессе обвязки. Тогда с целью прочной установки крышки/колпачка 112 обвязочная лента проводится в предпочтительном варианте между роликом и крышкой/колпачком. При этом крышка/колпачок работает в предпочтительном варианте аналогично системе армирования углов/системе защиты углов упаковки. Пример осуществления изобретения демонстрирует ролик, который с обоих концов располагается в крышке/колпачке с возможностью осуществления вращательного движения. Для облегчения введения обвязочной ленты между роликом и крышкой/колпачком в другом примере осуществления изобретения ролик может быть установлен в крышке/колпачке с одной стороны (консольно).
Фиг. 12 демонстрирует следующий вариант осуществления системы 50 защиты кромок в поперечном сечении. Поперечное сечение 50 отличается от поперечного сечения в соответствии с фиг. 3 наличием трех углублений 51, 52 для армирующих профилей. Также предусмотрено углубление 54 для вставок 60.
Из углублений для армирующих профилей углубление 51 предусмотрено на расстоянии и соосно под углублением/пазом 54 для вставок. Углубления 52 располагаются с обеих сторон углубления/паза 54 для вставок 60. Такое расположение должно способствовать усилению сопротивления при ударах, воздействующих перпендикулярно плоскости стекла на систему защиты кромок. Углубления 51, 52 изготавливаются аналогичным образом, что и углубления/отверстия системы защиты кромок в соответствии с фиг. 3.
Углубление/паз 54 имеет форму «ласточкиного хвоста». За счет формы «ласточкиного хвоста» соответствующая вставка 60 прочно удерживается в системе защиты кромок. Соответственно, вставка 60 имеет согласованное с углублением/пазом поперечное сечение.
В примере осуществления изобретения в соответствии с фиг. 14 вставка 60 имеет отверстие 61, в котором должно быть установлено соответствующее оконное стекло. В данном примере осуществления изобретения вставка 60 выполнена из эластомера. Имеются натуральные и искусственные эластомеры. Натуральный каучук/резина относится к натуральным эластомерам. Эластомеры в состоянии принимать стекла, различные по толщине в определенных пределах. В примере осуществления изобретения вставка 60 предусмотрена для стекол толщиной от 5 до 10 мм. Для диапазона ширины от 10 до 20 мм и от 20 до 35 мм предусмотрены другие вставки.
Фиг. 14а демонстрирует другой пример осуществления изобретения со вставкой 60.1. Во вставке предусмотрено ступенчатое углубление. На одной ступени 61.1 углубление имеет ширину отверстия для стекол толщиной 12 мм. На другой ступени 61.2 углубление имеет ширину отверстия для стекол толщиной 8 мм.
Фиг. 14b демонстрирует конически сужающееся в направлении самого глубокого места углубление 61.3. В данном случае конусность в пределах от 12 мм до 8 мм толщины стекла позволяет бесступенчатым образом согласовать углубление со стеклом любой толщины.
Фиг. 14 с соответствует представленному на фиг. 14b принципу бесступенчатого согласования. Правда, на вставке 60.3 имеется три зоны 61.4, 61.5, 61.6, в которых предусмотрено бесступенчатое согласование со стеклом любой толщины, при условии, что толщина стекла соответствуют одной из зон.
Фиг. 14d соответствует представленному на фиг. 14а принципу. В данном примере осуществления изобретения, однако, на вставке 60.4 предусмотрено три ступени 61.7, 61.8 и 61.9 для стекол трех различных толщин.
Пример осуществления изобретения в соответствии с фиг.14f отличается от примера осуществления изобретения в соответствии с фиг. 14а тем, что вместо одного оконного стекла рядом друг с другом могут быть установлены два оконных стекла.
Пример осуществления изобретения в соответствии фиг. 14е отличается от примера осуществления изобретения в соответствии с фиг. 14а тем, что вместо одного оконного стекла рядом друг с другом могут быть установлены три оконных стекла.
Фиг. 23 демонстрирует систему 130 защиты кромок со вставкой 131, которая отличается от вставки 60 с фиг. 14 тем, что принимает оконное стекло 133 с вкладышем 132 на кромке. Вкладыш 132 состоит в данном примере осуществления изобретения из картона и имеет своей задачей предотвращение повреждения вставки острыми комками стекла.
В примере осуществления изобретения в соответствии с фиг. 13 на поперечном сечении для системы 55 защиты кромок, в отличие от системы 50 защиты кромок в соответствии с фиг. 12, предусмотрено лишь центральное углубление 57 под углублением 56 для вставок 60.
Система 107 защиты кромок в соответствии с фиг. 19 состоит из пенополистирола с объемным весом 30 кг/м и отличается от системы защиты кромок в соответствии с фиг. 13 иными габаритами. Ширина поперечного сечения равна 130 мм, высота 160 мм. По центру предусмотрено отверстие 100 размером 24 мм × 48 мм. Отверстие предназначено для установки обрешетины в качестве армирующего профиля. Далее по периметру предусмотрено четыре паза 101, 102, 103 и 104. Четыре паза имеют поперечные сечения в форме «ласточкиного хвоста». Паз 101 отличается от паза 56 с фиг. 13 другими габаритами, а именно, шириной 60 мм на днище, глубиной 60 мм и шириной отверстия 50 мм вверху. Паз 101 служит для размещения вставки, аналогичной той, что представлена и описана на фиг. 14. На противоположной стороне, как и у системы защиты кромок в соответствии с фиг. 13, предусмотрено углубление 102. У системы защиты кромок в соответствии с фиг. 13 паз/углубление служит лишь для проведения и предохранения обвязочной ленты. В примере осуществления изобретения паз/углубление 102 имеют глубину 20 мм, в самом глубоком месте ширину 50 мм и в отверстии ширину 40 мм. В соответствии с фиг. 19 паз/углубление 102 имеет дополнительные задачи. В паз может вводиться корпус, в котором с возможностью осуществления вращательного движения установлен ролик. Дополнительно или в альтернативном варианте в паз 102 могут вводиться две ножки под автопогрузчик, которые, находясь на расстоянии от вил автопогрузчика, располагаются по центру под оконным стеклом под упаковкой, для облегчения транспортировки оконного стекла автопогрузчиком, к примеру, для загрузки или разгрузки автомобиля. Кроме того, паз/углубление 102 может быть использовано для того, чтобы закрепить на профиле изображенный пунктирной линией плоский профиль 105 из такого же пенопласта. Аналогичный плоский профиль может быть закреплен также на обеих других сторонах посредством пазов/углублений 103 и 104. За счет установки плоских профилей формируется большее количество упругого материала с соответствующей измененной/усиленной демпфирующей характеристикой, которая учитывает нагрузку от тяжелых оконных стекол. Пазы/углубления 103 и 104 имеют глубину 15 мм, в самом глубоком месте ширину 40 мм, а в отверстии ширину 30 мм.
Следующей важной задачей пазов/углублений 103 и 104 является соединение с другими упаковками/системами защиты кромок, из которых фрагмент одной упаковки 106 изображен штрихпунктирной линией. Упаковка/система защиты кромок 106 имеет такой же паз/углубление, что и упаковка/система защиты кромок/упругий профиль 107. Соединение может быть осуществлено при помощи так называемой шпонки 108. Шпонка 108 образуется посредством фасонного бруска, который в поперечном сечении имеет две стороны/два конца, которые согласованы с пазами/углублениями в упаковках/системах защиты кромок 106 и 107, так что формируется прочное соединение. Посредством образованной шпонкой 108 техники соединения большое количество упаковок с упакованным грузом может быть соединено в блок, обеспечивающий сохранность при транспортировке. Сформированный таким образом блок может иметь любую ширину в широком диапазоне, так что транспортировочные поверхности могут быть оптимально использованы по ширине. Кроме того, блоки могут иметь любую высоту в широком диапазоне, так что транспортировочные объемы могут быть оптимально использованы по высоте. При этом вместо плоского профиля 105 насаживается другая упаковка и соединяется посредством шпонки 108. Наконец, блок может иметь и любую длину в широком диапазоне. При этом расположенные друг за другом упаковки с упакованным транспортируемым грузом соединяются друг с другом посредством шпонок 108. Это открывает существенные преимущества для контейнерной транспортировки или транспортировки грузовыми автомобилями, а также для аналогичных видов транспортировки, за счет использования объема транспортного средства.
При этом друг с другом могут соединяться и упаковки различной величины. Это может быть осуществлено непосредственно через шпонки 108, когда соответствующие пазы в различных упаковках точно противолежат друг другу. Если пазы не противолежат друг другу, соединение посредством пазов 108, все же, может быть осуществлено. Тогда для этого предусмотрена проставка. В проставке для этого на определенной высоте или на определенном расстоянии выбраны пазы, так что шпонки 108 могут соединять с проставкой одну упаковку с одной стороны и другую упаковку с другой стороны.
В альтернативном варианте могут быть предусмотрены проставки, которые согласованы с различными габаритами соединяемых упаковок. То есть, эти проставки соответствуют описанным ранее проставкам с предусмотренными с обеих сторон шпонками 108, однако, осуществлены монолитно со шпонками.
Шпонка 108 представлена на фиг. 19b в поперченном сечении на одиночном виде. Фиг. 19а демонстрирует другую шпонку 280, посредством которой не нужные пазы на упаковке в соответствии с изобретением могут быть закрыты.
Фиг. 19с-19d демонстрируют варианты осуществления относящегося к системе защиты кромок в соответствии с изобретением профиля из упругого материала. В отличие от профиля в соответствии с фиг. 19, в соответствии с фиг. 19с предусмотрен армирующий материал с круглым поперечным сечением и, к тому же, в профиле 275 круглое отверстие 276 для армирующего профиля. Круглое отверстие легче в изготовлении при обработке резанием, чем многогранное отверстие.
Фиг. 19d отличается от варианта осуществления в соответствии с фиг. 19 с двумя круглыми отверстиями 279 вместо одного круглого отверстия 276 для круглого в поперечном сечении армирующего материала.
Фиг. 19е демонстрирует вместо образующих упругий материал профилей на фиг. 19-19 с профиль 277, который вплоть до углубления для вставки не имеет никаких углублений.
Фиг. 19f связана с вариантом осуществления в соответствии с фиг. 19 и с представленной там возможностью для соединения двух расположенных рядом друг с другом упаковок. В соответствии с фиг. 19 этот процесс осуществляется посредством отдельной шпонки. В примере осуществления изобретения в соответствии с фиг. 19 представлено лишь соединение на нижней стороне упаковки, в которую упаковано оконное стекло. Как правило, этого достаточно, так как упаковками после выгрузки с автомобиля манипулируют по отдельности. Поэтому, особые преимущества соединения выявляются при транспортировке посредством автомобиля нескольких расположенных рядом друг с другом упаковок. В этом случае крепление грузов намного упрощается. Крепление грузов может, к примеру, ограничиваться тем, что упаковки совместно закрепляются вверху. В других примерах осуществления изобретения при необходимости повышенная безопасность создается за счет того, что расположенные рядом друг с другом упаковки, по меньшей мере, и на верхней стороне упаковки соединены друг с другом посредством такого соединения. Это соединение уже создает очень стабильную/устойчивую общую упаковку. Такая необходимость возникает тогда, когда транспортировка осуществляется не грузовыми автомобилями, а автомобилями малой грузоподъемности с допустимой общей массой менее 7,5 т. Такими автомобилями малой грузоподъемности транспортируются обычно все упаковки, которые обслуживаются вручную (без использования подъемных средств), так как автомобили малой грузоподъемности обладают, по сравнению с грузовыми автомобилями, повышенными скоростными характеристиками. На практике известно, что крепление грузов в таких автомобилях малой грузоподъемности, несмотря на соответствующие регламентирующие предписания, крайне неудовлетворительно. Для таких автомобилей малой грузоподъемности предпочтительно дополнительное соединение расположенных рядом друг с другом упаковок на их верхней стороне.
Если имеет место еще большая необходимость в соединении расположенных рядом друг с другом упаковок, то и на обеих сторонах, которые соединяют верхнюю сторону и нижнюю сторону упаковки, предусмотрено такое соединение.
Фиг. 19f демонстрирует вариант осуществления профиля, образующего упругий материал в соответствии с фиг. 19. В данном варианте осуществления сформированы профили 280 и 281, которые на одной стороне, как и на фиг. 19, демонстрируют паз 282, однако, на противоположной стороне, вместо паза 282, демонстрируют шпонку 283. Таким образом, для соединения двух расположенных рядом друг с другом упаковок отдельные шпонки 108 не нужны. Такой вариант осуществления может найти применение для соединения верхней и нижней сторон упаковки, когда одновременное соединение расположенных рядом друг с другом упаковок по бокам излишне.
Фиг. 27 демонстрирует следующую систему 161 защиты кромок с поперечным сечением профиля, который отличается от представленного на фиг. 19 тем, что на внешней стороне 160 системы защиты кромок не предусмотрено никакого углубления/паза для обвязочной ленты, так как обвязочная лента и в отсутствии углубления/паза, вследствие небольшого затягивания упругого материала, сохраняет свое предписанное положение.
Фиг. 28 схематично демонстрирует вариант применения поперечных сечений 161 профилей в упаковке для оконного стекла 162. В примере осуществления изобретения упаковка с обеих сторон покрыта слоем 163 пеноматериала, который состоит при этом также из полистирола, однако, имеет объемный вес на 30% меньше. Это равносильно увеличению упругости. В примере осуществления изобретения слои 163 пеноматериала сформированы, вместе с тем, таким образом, что заполняют окруженное с обеих сторон стекла системой защиты кромок пространство.
Фиг. 15 демонстрирует поперечное сечение системы 60 защиты кромок, которое отличается от системы защиты кромок в соответствии с фиг. 3 тем, что углубление 63, которое предназначено для установки оконного стекла, снабжено вкладышем 62, который может быть заменен другими вкладышами, когда должны быть установлены другие стекла. Кроме того, предусмотренное по центру ниже углубления 63 углубление 64 для нескольких армирующих профилей 61, предназначено не только для армирующего профиля.
Фиг. 16 отличается от монолитного поперечного сечения в соответствии с фиг. 3 наличием двух половинок 65 и 66, которые объединяются в поперечное сечение, которое представлено на фиг. 3. Контактные поверхности 67 и 68 обеих половинок в данном примере осуществления изобретения находятся в положении собранного поперечного сечения на осевой линии. Половинки выполнены из того же пенопласта, что и в примере осуществления изобретения в соответствии с фиг. 3. Для соединения обеих половинок 65 и 66 контактные поверхности оплавляются, и половинки 65 и 66 прижимаются друг к другу, так что происходит сваривание.
Фиг. 17 демонстрирует поперечное сечение следующей системы защиты кромок. Эта система защиты кромок имеет такое же углубление для оконного стекла, что и в соответствии с фиг. 3, и такое же углубление для обвязочной ленты, что и в соответствии с фиг. 3. В отличие от примера осуществления изобретения в соответствии с фиг. 3, поперечное сечение в соответствии с фиг. 17 составляется из трех частей 70, 71 и 72. Части 70 и 71 выполнены и такого же пенопласта, который предусмотрен на фиг. 3. Части 70 и 71 формируют, таким образом, упругий материал. Наряду с этим, часть 70 образует углубление, в которое должно помещаться оконное стекло, в то время как часть 71 образует углубление для обвязочной ленты. Между обеими частями предусмотрен армирующий слой 72 из не вспененного полимера. Этот полимер также состоит из полистирола, как и обе части 70 и 71, так что все части могут быть сварены друг с другом. В других примерах осуществления изобретения предусмотрены другие материала. Если речь идет о материалах, которые не могут быть сварены друг с другом, то может быть произведено склеивание.
Фиг. 18 демонстрирует пример осуществления изобретения с поперечным сечением 75, которое имеет такое же углубление 76, что и поперечное сечение в соответствии с фиг. 3, а также такое же углубление для обвязочной ленты. В отличие от фиг. 3, однако, предусмотрены два углубления 77 и 78 для установки двух расположенных параллельно друг другу и на расстоянии друг от друга оконных стекол.
Фиг. 24 демонстрирует следующий пример осуществления изобретения, отличающийся от других примеров осуществления изобретения тем, что в полом пространстве с обеих сторон стекла, которое обхвачено системой 140 защиты кромок, для обеспечения безопасности стекла предусмотрена крестовина 141 из пенопласта. Крестовина образует распорку. Крестовина в данном примере осуществления изобретения выполнена из такого же пеноматериала, что и упругий материал. В других примерах осуществления изобретения вместо крестовины в качестве распорки предусмотрены один или несколько раскосов.
Кроме того, фиг. 24 демонстрирует систему защиты кромок, которая составляется из верхнего профиля/верхней стороны, нижнего профиля/нижней стороны и двух однотипных боковых профилей. При этом система защиты кромок формирует в соответствии с упаковываемым прямоугольным оконным стеклом прямоугольную раму. Различные профили проходят между двумя смежными углами рамы.
В соответствии с фиг. 25 представленные на фиг. 24 профили разделены на различные участки. Участки обозначены позициями 140, 141, 142, 143, 144, 145. Все участки 140, 141, 142, 143, 144, 145 имеют профиль с поперечным сечением, которое соответствует представленному на фиг. 13 поперечному сечению профиля. Участки 140, 141, 142, 143, 144, 145 образованы посредством отрезания от длинных брусков профиля/реек. Кроме того, участки 145 срезаны под углом 45°. Участки 143 снабжены, кроме того, ножками под автопогрузчик. Каждый участок 140, 141, 144, 142, 143 сидит, соответственно, двумя срезанными под углом 45° участками 145 на деревянных профилях, поперечные сечения которых представлены, и которые изображены далее частично заштрихованными и со штрихпунктирными осевыми линиями 153. В данной ситуации монтируются вставки 146 и 147, то есть устанавливаются в соответствующие пазы. Попутно образуются детали, которые соответствуют описанным в связи с фиг. 24 профилям/сторонам/боковым профилям. Деревянные профили уже придают собранным из отдельных участков профилям/сторонам/боковым профилям достаточную прочность, так что вокруг упаковываемого оконного стекла может быть смонтирована система защиты кромок. Необходимое дополнительное соединение с оконным стеклом в данном примере осуществления изобретения обеспечивает обвязка. Для деревянных профилей на участках 140, 141, 144, 141, 143, 145 имеются соответствующие углубления. Ввиду упругости обвязки нет необходимости в соединении концов деревянных профилей друг с другом. Это облегчает крепление упаковки.
В других примерах осуществления изобретения все участки 140, 141, 144, 142, 143, вплоть до, соответственно, одного участка каждого профиля/стороны/бокового профиля имеют одинаковую длину. Этот один участок имеет согласованную длину и, поэтому, может быть обозначен как переходный элемент. Одинаковая длина для других участков рационализирует процесс изготовления. В частности, в случае большой партии открывается возможность изготовления участков в виде деталей из гранулированного пенопласта. Условием для изготовления деталей из гранулированного пенопласта является приобретение дорогостоящей формы, что оправдывает себя лишь в случае соответствующей партии, даже тогда, когда гранулированный пенопласт более выгоден по цене, чем экструдированный.
В соответствии с фиг. 26, вместо образующих углы участков 145 в соответствии с фиг. 25, предусмотрены монолитные угловые элементы 152, вместо необходимых, в противном случае, для каждого угла двух образующих углы участков 145. Наличие угловых элементов 152 может способствовать процессу рационального изготовления. При наличии угловых элементов 152 отпадает необходимость в использовании участков, срезанных под углом 45°, изготовление которые способствуют увеличению количества отходов/обрезков.
Деревянные профили в угловых элементах могут, по усмотрению, встык прилегать друг к другу, или могут прилегать друг к другу под углом 45°, или даже могут иметь небольшой зазор относительно друг друга. Фиг. 26а демонстрирует ситуацию встык прилегающих друг к другу деревянных профилей 152.1 и 152.2. Угловой элемент 152 с фиг. 26 изображен при этом штрихпунктирной линией. Вместо свободного прилегания друг к другу в других примерах осуществления изобретения предусмотрено соединение деревянных профилей. Соединение может само по себе служить в качестве дополнительного инструмента монтажа или же, в случае необходимости, само по себе или совместно с обвязкой, придавать упаковке необходимую прочность. В качестве соединения при этом предусмотрен винт 152.3. Винт может быть легко проведен через угловой элемент 152, так как угловой элемент 152.1 (примечание переводчика: нужно 152) для деревянного профиля 152.1 имеет отверстие, которое проходит от одного конца до другого конца. То же самое относится к отверстию, предназначенному для деревянного профиля 152.2. Оба отверстия пересекаются. В итоге через принадлежащее деревянному профилю 152.1 отверстие винт 152.3 сначала ввинчивается через профиль 152.2, а затем в профиль 152.1.
В примере осуществления изобретения в соответствии с фиг. 25, наряду с ножками под автопогрузчик, предусмотрены еще и другие дополнительные средства транспортировки. Речь идет о крюках 149 и захватах 150. В примере осуществления изобретения крючки 149 взаимодействуют с отверстиями 148 в боковых профилях 144. Крюки 149 могут зацепляться в отверстиях 148, так что стекла с упаковкой могут транспортироваться в подвешенном состоянии. Это обстоятельство имеет существенные преимущества при строительстве, так как там зачастую могут использоваться крановые установки или подъемные механизмы. При использовании таких устройств транспортировка стекол вручную временами становится излишней.
Если, однако, еще необходима транспортировка стекол вручную, то захват 150 на упаковке может оказаться весьма полезен. Захват 150 отличается от примера осуществления в соответствии с фиг. 21, 22 наличием S-образно изогнутого или изогнутого по форме меандра металлического листа или же выполнен из формованной пластмассы. Захват 150 устанавливается внизу в углах упаковки и должен зацепами входить в упаковку. В это же время захват 150 может обхватывать углы упаковки и, таким образом, обеспечивать их защиту и улучшать посадку захвата 150 на углу упаковки.
Фиг. 29 демонстрирует следующий вариант применения представленных на фиг. 27 профилей для системы защиты кромок в соответствии с изобретением. При этом система защиты кромок составлена из участков 165 и угловых элементов 166. Как уже изображено на фиг. 27, на сторонах участков 165 предусмотрены пазы/углубления с поперечным сечением в форме «ласточкиного хвоста». Эти пазы продолжаются в угловых элементах 166 и, притом вплоть до соответствующего конца угловых элементов 166, так что на угловые элементы могут быть насажены различные комплектующие детали. Комплектующие детали при этом своими имеющими в поперечном сечении форму «ласточкиного хвоста» шпонками/формообразованиями соответствующих габаритов входят в зацепление в пазы/углубления.
Одна из комплектующих деталей представлена на фиг. 30. При этом речь идет об U-образной муфте 170, которая снаружи может устанавливаться на представленную на фиг. 29. систему защиты кромок. Для этого внутреннее пространство муфты 170 согласовано с внешней формой системы защиты кромок. То есть, ширина внутреннего пространства равна ширине системы защиты кромок плюс необходимый кинематический зазор для перемещения муфты 170. Кроме того, как и у других комплектующих деталей, шпонки/формообразования предусмотрены с поперечным сечением в форме «ласточкиного хвоста» и с достаточным кинематическим зазором входят в зацепление в пазы/углубления системы защиты кромок. Таким образом, формируется соответствующий зазор между шпонками/формообразованиями и самым глубоким местом муфты 170.
Муфта 170 имеет захват 172. После блокирования муфты 170 в нужном месте оконное стекло с упаковкой может быть вручную перемещено за захват 172. В примере осуществления изобретения блокировка предусмотрена посредством не изображенного узкого клина, который вводится между муфтой и системой зашиты кромок. В примере осуществления изобретения это происходит сверху, когда транспортируемый груз/упакованный груз вместе с упаковкой переносится на муфтах. Преимущество состоит в том, что клинья не могут выпасть из зазора между муфтой и упаковкой. Чем короче муфта 170, в частности, если длина муфты укорочена до такого размера, что можно говорить о зажиме, то имеет место самоблокировка муфты на упаковке. В этом случае воздействующие на захват усилия способствуют смещению муфты 170 на упаковке. Достаточно небольшого смещения, если упаковка и муфта выполнены из пенопласта, который на поверхности соприкосновения разрезан. Самоблокировка не препятствует смещению муфты 170 на упаковку, если муфта 170 для смещения в зоне имеющих форму «ласточкиного хвоста» пазов/углублений и шпонок/формообразований захватывается так, что там работают усилия смещения.
Захват 172 может использоваться также как крюк для подвесной транспортировки оконного стекла и его упаковки.
Фиг. 31 и 32 демонстрируют следующие примеры осуществления захватов. При этом оба примера осуществления имеют форму скобы, которая формируется в результате описанного в соответствии с фиг. 30 уменьшения длины муфты, для образования самоблокирующейся комплектующей детали/вспомогательной детали для транспортировки.
Фиг. 31 демонстрирует форму скобы 175, которая имеет отверстие 177 с поперечным сечением, как и у муфты 170. Вследствие этого, скоба 175, как и муфта 170, может смещаться на систему защиты кромок. В предпочтительном варианте скоба блокируется в углублениях/пазах посредством смещения, когда на скобу воздействует соответствующее тяговое усилие. Для этого в скобе предусмотрено отверстие 176 для захвата. И этот захват можно использовать для подвесной транспортировки посредством того, что в отверстие захвата зацепляется крюк или через отверстие 176 захвата проводится и фиксируется средство создания тяги.
Фиг. 31а связана с примером осуществления изобретения в соответствии с фиг. 31 посредством надеваемого на упаковку захвата. В соответствии с фиг. 31а предусмотрено такое же углубление, что и на фиг. 31, однако, обозначено оно ссылочной позицией 177.1. Обхватывающий упаковку материал аналогичен материалу с фиг. 31 и обозначен ссылочной позицией 175.1. На обращенной от углубления 175.1 стороне выбрана, однако, лучшая с точки зрения эргономики форма. Захват 178 более не имеет кромок, а является круглым и, поэтому, более приятным для захвата. Стержень захвата 178 удерживается между двумя боковыми стенками, которые в направлении от обхватывающего материала 175.1 к стержню захвата 178 сужаются. Данное вспомогательное средство транспортировки также, как и другие вспомогательные средства транспортировки, выполнено из пластмассы, однако, предусмотрено армирование посредством нанесения пленки или покрытия, которые описаны в другом месте в связи с вопросом армирования пенопласта.
Фиг. 32 также демонстрирует имеющую форму скобы комплектующую деталь/вспомогательное средство 180 транспортировки, которое отличается от комплектующей детали в соответствии с фиг. 31 тем, что в форме крюка расположено под углом на обращенном от углубления 181 конце. Имеющий форму крюка конец 182 может использоваться в качестве захвата или для подвешивания соответствующих средств создания тяги.
Фиг. 32а демонстрирует следующий захват в качестве вспомогательного средства транспортировки, который отличается от захвата в соответствии с фиг. 32 эргономически улучшенной формой 182.1 образующего захват угла. В случае применения данного вспомогательного средства транспортировки в качестве крюка этот вариант осуществления обеспечивает большую гарантию несползания тросов или других подъемных средств.
Представленные на фиг. 31 и 32 комплектующие детали/вспомогательные средства транспортировки могут использоваться также как ножки под автопогрузчик за счет того, что они на нижней системе защиты кромок снаружи смещаются на систему защиты кромок. В соответствии с фиг. 33 для этого на выбор предусмотрена также специальная деталь 190 в качестве комплектующей детали/вспомогательного средства транспортировки, которая отличается от комплектующих деталей в соответствии с фиг. 31 и 32 тем, что не имеет ни отверстия в захвате, ни конца в форме крюка. В предпочтительном варианте представленные на фиг. 31-33 комплектующие детали при использовании в качестве ножек под автопогрузчик частично способствуют устойчивости стекла и упаковки, так как формируют более широкую опорную поверхность.
Фиг. 34 демонстрирует особый вариант осуществления ножки 191 в качестве комплектующей детали, которая создает еще большую опорную поверхность, чем при использовании комплектующих 31-33. Ножка 191 насаживается на нижние углы упаковки.
Фиг. 35 демонстрирует следующую комплектующую деталь 193 для упаковки в соответствии с изобретением. Комплектующая деталь 193 имеет два отверстия 194 и 195, из которых каждое предназначено для смещения через упаковку/систему защиты кромок в соответствии с изобретением. Благодаря этому два оконных стекла на их упаковке могут быть соединены друг с другом. В предпочтительном варианте оконные стекла и упаковки в этом случае взаимно поддерживают друг друга.
Фиг. 36 также демонстрирует комплектующую деталь/вспомогательное средство транспортировки для соединения двух оконных стекол и их упаковки. Разумеется, соединительный профиль 197 предусмотрен в этом случае для соединения оконных стекол и их упаковок, расположенных друг за другом. Для этого соединительный профиль имеет Н-образную форму с расположенными друг за другом отверстиями 198 и 199, посредством которых соединительный профиль может смещаться по упаковке/системе защиты кромок в соответствии с изобретением.
Фиг. 37 также демонстрирует вспомогательное средство 205 транспортировки Н-образной формы, причем верхнее отверстие 206 предназначено для того, чтобы обхватить упаковку/систему защиты кромок в соответствии с изобретением посредством ориентированного вверх отверстия на нижней стороне, в то время как в нижнем отверстии расположен ролик 207, так что оконное стекло со своей упаковкой с помощью вспомогательного средства транспортировки может перемещаться.
Фиг. 38 связана с представленным на фиг. 19 профилем для системы защиты кромок, который образует упругий материал для системы зашиты кромок в соответствии с изобретением. Профиль, представленный на фиг. 19, демонстрирует единственное углубление 101 для вставки, предназначенной для установки оконного стекла. Вставка может быть заменена и посредством замены может быть согласована с соответствующей толщиной оконного стекла. При этом вставки могут быть согласованы с большим количеством стекол разной толщины, в зависимости от размеров вставок речь может идти, к примеру, о пяти, или о десяти, или даже о большем количестве различных оконных стекол. Профиль 215 в соответствии с фиг. 38 отличается от данного варианта осуществления тем, что там предусмотрено два углубления, расположенных рядом друг с другом. Оба углубления в примере осуществления изобретения предназначены для того, чтобы непосредственно принимать оконные стекла (без изображенной на фиг.14-14f вставки).
Другие примеры осуществления изобретения также предназначены для того, чтобы устанавливать оконные стекла без вставки, и демонстрируют для этого такие же углубления, как и вставки с фиг.14-14f. Углубления в примере осуществления изобретения в соответствии с фиг. 38 осуществлены ступенчатыми. Вверху углубления для установки стекол имеют толщину 8 мм. В самом глубоком месте каждого углубления 216 предусмотрено сужение 217 для установки оконных стекол толщиной 6 мм. В соответствии с этим количество толщин стекол, для которых пригоден профиль в соответствии с фиг. 38, равно двум.
Фиг. 39 и 40 демонстрируют другие профили для системы защиты кромок в соответствии с изобретением, то есть также предназначены для того, чтобы непосредственно принимать оконные стекла. Профили 220 в соответствии с фиг. 39 имеют четыре углубления 221 с сужениями 222 в самом глубоком месте. В данном примере осуществления изобретения углубления 221 и 222 предназначены для других толщин оконных стекол, чем в профиле в соответствии с фиг. 38.
Фиг. 40 демонстрирует профиль 225 с углублениями 226 и сужениями 228 в самой глубокой части. Профиль 225 предназначен для стекол с другой толщиной.
Фиг. 40-47 демонстрируют различные варианты упаковки для оконных стекол в сравнении. Все упаковки обхватывают стекла по форме рамы. При этом фиг. 41 демонстрирует упаковку 230 с постоянно предусмотренными ножками 231 под автопогрузчик. Фиг. 42 демонстрирует раму 235 с постоянно предусмотренными крюками 241 под ремень транспортера. Это крюки, на которых рама может транспортироваться в подвешенном на ремнях положении. Фиг. 43 демонстрирует раму 240 с постоянно предусмотренными захватами 241 для возможности перемещения рамы на захватах.
Фиг. 44 демонстрирует раму 245 с насаженными ножками 246. Ножки предназначены для рамы 245 с оконным стеклом. Фиг. 44а демонстрирует одиночный вид ножек. Согласно этому виду, ножки состоят из имеющей форму треугольника пластины 247 и шпонки 248. Шпонка 248 предназначена для того, чтобы смещаться в описанные выше пазы, которые располагаются снаружи на упаковке. Пластина, как и шпонка, может быть выполнена из пенопласта, так что обе части могут быть изготовлены монолитно. Форма пластины является компактной. С другой стороны, тонкая пластина может быть легко повреждена. Для уменьшения опасности повреждения предпочтительным является повышенная прочность выполненной из пенопласта пластины. Для этого на пластину может быть нанесена пленка или она может быть аналогичным образом усилена, как это описано в другом месте в отношении профилей, образующих упаковку для оконных стекол. В других примерах осуществления изобретения пластины и шпонки составляются из различных материалов. Соединение может осуществляться посредством склеивания или традиционно механическим способом. Ножки могут заканчиваться заподлицо с упаковкой. Однако, ножи могут удерживать упаковку и на некотором расстоянии от пола. В этом случае предпочтительной является установка на ножках небольшого цоколя, в помощью которого упаковка будет захватываться снизу. Наличие цоколя обеспечивает соответствующий зазор между упаковкой и опорной поверхностью.
Фиг. 45 демонстрирует раму 250 со встроенным раскосом 251 для усиления рамы. Фиг. 46 демонстрирует раму 255 с несколькими соединенными в крест 256 раскосами для усиления рамы. Фиг. 47 демонстрирует раму 260 с захватом 261 на верхнем конце рамы на одной стороне и с роликом 262 под рамой на противоположной стороне рамы.
Фиг. 48 связана с фиг. 19 и демонстрирует профиль 265 с другими профилями 266, 267 и 268. Другие профили 266, 267 и 268 выполнены их такого же пенопласта, что и профиль 265, и служат для утолщения профиля 265. При этом дополнительные профили 266, 267 и 268 входят в зацепление в пазы профиля 265. Детально пазы описаны на фиг. 19. Этим пазам соответствуют шпонки на профилях 266, 267 и 268. Шпонки входят в состав так называемого шпоночного соединения. При этом шпонки формируются на профилях 266, 267 и 268 посредством выступов/выпуклостей, которые в поперечном сечении согласованы с пазами, так что профили посредством этих шпонок могут быть введены в пазы.
В другом примере осуществления изобретения профили 266, 267 и 268 выполнены из открытоячеистого пенопласта с 30% открытостью ячеек. Открытость ячеек в процентном отношении соотносится с общим количеством ячеек. Открытость ячеек определяется посредством подсчета количества ячеек на прямой линии на единицу длины. Открытость ячеек оказывает воздействие на демпфирующую способность профилей 266, 267 и 267, так как в процессе пластической деформации воздух может выходить из открытых ячеек, так что при снятии нагрузки происходит лишь медленный процесс возврата в исходное положение/обратной деформации профилей. Это предотвращает колебания транспортируемого груза после удара/столкновения транспортируемого груза. Для легко повреждаемого стекла, такого как флоат-стекло, это имеет существенные преимущества. Профили 266, 267 и 268 в других примерах осуществления изобретения могут иметь также другую форму поперечного сечения, к примеру, с закруглениями или утолщениями на поверхности.
Фиг. 48а и 48b демонстрируют варианты утолщенных профилей 266, 267 и 268 с фиг. 48. Речь идет об утолщенных профилях 270 и 271, шпонки 271 и, соответственно, 272 которых расположены в другом месте. То есть, в отличие от варианта осуществления в соответствии с фиг. 48, длины, толщины и расположение шпонок на утолщенных профилях 266-268 с фиг. 48 могут изменяться в широких пределах.
Фиг. 48 с и 48d демонстрируют два других вспомогательных средства транспортировки для упаковки в соответствии с изобретением в форме контейнеров, посредством которых могут пересылаться комплектующие детали, и/или сопроводительные документы, или, к примеру, инструкции по монтажу. Контейнер в соответствии с фиг.48d имеет небольшие размеры, контейнер в соответствии с фиг. 48с, по сравнению с ним, больше. Оба контейнера имеют шпонки 290 и, соответственно, 299, посредством которых они могут вводиться в имеющиеся пазы упаковки. На обеих фигурах от контейнеров 291 и 298 изображен трубообразный корпус. После заполнения контейнеры закрываются не изображенными крышками.
Фиг. 48е демонстрирует ушко в качестве следующего вспомогательного средства транспортировки для упаковки в соответствии с изобретением. Это следующее вспомогательное средство транспортировки состоит из детали 300, которая идентична обхватывающей упаковку детали 175.1 с фиг. 31а, однако, имеет сформированное поперечно ребро 301. Ушко, как и другие вспомогательные средства транспортировки, выполнено из пенопласта. Пенопласт, однако, таким же образом усилен посредством нанесения пленки или покрытия, как описано в другом месте в отношении армирования пенопласта. Ушки подходят как для строповки подъемных средств, к примеру, крюков и тросов, так и для транспортировочного крепления. Для использования ушек для строповки в качестве подъемного средства ушки могут быть смещены на стороны, которые соединяют друг с другом верхнюю сторону и нижнюю сторону обхватывающей оконное стекло по форме рамы упаковки. То же самое относится к верхней стороне упаковки. Здесь следует принимать во внимание самую небольшую нагрузкой на упаковку. При использовании ушек для закрепления груза действительны те же условия, что и при использовании их для строповки подъемных средств.
Фиг. 48f демонстрирует вспомогательное средство транспортировки с цапфой. Вспомогательное средство транспортировки служит для строповки подъемных средств, таких как тросы и крюки. Однако, оно может использоваться и для переноски вручную. Это следующее вспомогательное средство транспортировки состоит из детали 310, которая идентична обхватывающей упаковку детали 175.1 с фиг. 31а, однако, имеет сформированную цапфу 311. Вспомогательное средство транспортировки, как и другие вспомогательные средства транспортировки, выполнено из пенопласта. Пенопласт, однако, таким же образом усилен посредством нанесения пленки или покрытия, как описано в другом месте в отношении армирования пенопласта. Цапфы смещаются на стороны, которые соединяют друг с другом верхнюю сторону и нижнюю сторону упаковки.
Фиг. 51 демонстрирует две половинки 340 и 341 профиля, которые в центре имеют полое пространство 342 для введения деревянного бруска в качестве армирующего профиля. Обе половинки 340 и 341 профиля сварены друг с другом. Вверху представленный профиль имеет углубление 343 для вставки, посредством которой в данном примере осуществления изобретения удерживается оконное стекло, и кромки стекла оказываются защищены. Кроме того, половинка 341 профиля имеет паз для шпонки под шпоночное соединение. Половинка 340 профиля имеет шпонку 345 для паза шпоночного соединения. Шпоночное соединение имеет форму ласточкиного хвоста. Использование двух половинок профиля и их сваривание имеет преимущество при изготовлении в случае небольших объемов партий. Тогда более рентабельным является вырезание половинок профилей из пластин пенопласта.
Профиль в соответствии с фиг. 52 отличается от профиля в соответствии с фиг. 51 посредством других половинок 351 и 352 профилей в качестве системы защиты кромок. Обе половинки профилей иным образом, чем половинки профилей в соответствии с фиг. 51, посредством шпоночного соединения разъемным образом удерживаются друг с другом. Разъемный вариант при многократном использовании упаковки является предпочтительным, так как в случае повреждения половинок профиля поврежденные половинки профиля могут быть легко заменены на не поврежденные половинки профиля. Кроме того, при разъемном варианте осуществления выявляется существенное преимущество при складском хранении профилей с различными поперечными сечениями. Когда несколько оконных стекол должны бы упакованы одновременно и рядом друг с другом, и для каждого типа стекла имеется лишь небольшая партия, предпочтительным может являться использование половинок 350 и 352 профилей в качестве боковых профилей и создание зазоров между боковыми профилями посредством центральных профилей 353 и 354, для увеличения пространства для установки оконных стекол. Фиг. 53 демонстрирует профиль с центральным профилем 353 между двумя боковыми профилями 350 и 351. Оба боковых профиля и центральный профиль могут быть соединены друг с другом посредством приемного элемента 360 для трех стекол. Фиг. 54 демонстрирует профиль с двумя центральными профилями 353 и 354 между боковыми профилями 350 и 351. Эти центральные профили могут быть соединены с боковыми профилями и с приемным элементом 361 для шести стекол.
Реферат
Изобретение относится к системе защиты кромок транспортируемого груза и состоит по меньшей мере из одного упругого слоя и по меньшей мере из одного армирующего слоя. Защитная упаковка для защиты оконных стекол или иных предметов плоской формы от повреждений во время транспортировки, погрузки-разгрузки или складского хранения содержит: защиту кромок, выполненную с возможностью закрытия кромок по периметру оконного стекла или иного предмета плоской формы; указанная защита кромок содержит упругий материал и армирующий материал, расположенный внутри указанного упругого материала; указанный упругий материал содержит пенопласт; указанный армирующий материал содержит удлиненные элементы из дерева; указанный упругий материал разделен на отдельные участки; на каждом из указанных участков упругого материала выполнено отверстие для надевания указанных участков упругого материала на один из указанных удлиненных элементов из дерева либо для введения одного из указанных удлиненных элементов из дерева в указанные участки упругого материала после монтажа указанной защиты кромок на оконном стекле или ином предмете плоской формы; на каждом из указанных участков упругого материала выполнено углубление для размещения в нем краевого участка оконного стекла или иного предмета плоской формы, после монтажа указанной защиты кромок на оконном стекле или ином предмете плоской формы; и на указанных участках упругого материала расположены боковые элементы, предназначенные для закрывания боковых кромок оконного стекла или иного предмета плоской формы, и угловые элементы, предназначенные для закрывания угловых кромок оконного стекла или иного предмета плоской формы. 3 н. и 10 з.п. ф-лы, 76 ил.
Комментарии