Торцовая крышка банки - RU2424166C2
Код документа: RU2424166C2
Чертежи


















































Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к торцовым закрывающим элементам (торцовым крышкам) двухсоставных металлических контейнеров для пива и прохладительных напитков, имеющих неотделяемую рабочую панель. В более частном случае настоящее изобретение относится к способу экономии металла в торцовом закрывающем элементе.
Уровень техники
Обычные легковскрываемые торцовые закрывающие элементы контейнеров для пива и прохладительных напитков включают центральную панель, которая имеет разрывной лепесток (иногда называемый «отрывным лепестком», «открываемым лепестком» или «лепестком для розлива»), задаваемый бороздкой, выполненной на внешней поверхности, «стороне потребления», торцового закрывающего элемента. Популярные «экологичные» крышки банок сконструированы так, чтобы обеспечить способ открывания крышки путем разрывания металла панели с выполненной бороздкой, причем не допускается отделение частей торцовой крышки. Например, наиболее обычная крышка контейнера для напитков имеет отрывной лепесток, прикрепленный к остальной части торцовой крышки областью перегиба, не имеющей разрывной бороздки, причем рычаг с ушком, предназначенный для открывания отрывного лепестка, прикреплен заклепкой. Такой тип торцовой крышки контейнера, обычно называемый крышкой с «неотделяемым ушком», имеет отрывной лепесток, задаваемый бороздкой в металле, имеющей незамкнутую кольцевую форму, причем сегмент без бороздки служит удерживающей металлической частью на линии перегиба при смещении отрывного лепестка.
Контейнер в типичном случае является цельнотянутой металлической банкой, обычно из тонколистового алюминия или стали. Торцовые закрывающие элементы таких контейнеров в типичном случае вырубаются из тонкого листа алюминия или стали, и получаемую в результате вырубку крышки преобразуют в готовую крышку операцией, часто называемой трансформацией крышки. Такие торцовые крышки получают в результате сначала образования из листа тонкого металла, затем формовки вырубки из листа и трансформации вырубки в торцовый закрывающий элемент, который может быть прикатан к контейнеру. Эти контейнеры и/или крышки могут изготавливаться из пластика со сходной конструкцией неотделяемых частей, обеспечивающей возможность открывания, хотя в настоящее время такая альтернатива непопулярна.
Одной из целей изготовителей крышек банок является предоставление торцовой крышки, устойчивой к деформации. Патент США 3525455 (патент '455) описывает крышку, не имеющую неотделяемого ушка, имеющую участок складки, запрессованный к боковой стенке контейнера. Также описан способ, нацеленный на улучшение сопротивляемости деформации крышки банки, имеющей прикрепляющую подвивку, зажимную стенку и углубление (зенковку) вдоль периферийной кромки центральной панели. Способ включает формирование складки вдоль по меньшей мере существенно всей длины зажимной стенки. Складка имеет приблизительно ту же вертикальную длину, что и длина прикрепляющей подвивки, и толщину, приблизительно равную длине остающейся зажимной стенки, когда складка запрессовывается к внутренней боковой стенке контейнера, во время прикрепления торцовой крышки к открытому концу корпуса банки.
Документ WO-A-03016155 описывает торцовую крышку, имеющую участок складки в различных местах. Достижением указанного решения является замена стандартного углубления складкой и описание различных положений складки на торцовой крышке, так же как описание различных способов образования складки в желаемом месте. Однако в WO-A-03016155 нет указаний, которые привели бы специалиста в данной области к выбору предпочтительных параметров для дальнейшего увеличения прочности торцовой крышки. С целью обеспечения дальнейшего увеличения прочности описываются варианты выполнения зажимной стенки и/или размещение ступенчатого участка на внешней периферийной кромке центральной панели.
В публикации US-A-2003/0034346 также описана торцовая крышка, имеющая участок складки. Подобно WO-A-03016155, достижение указанного решения состоит в том, что стандартное углубление заменяется на складку и описываются различные положения складки на торцовой крышке, так же как различные способы образования складки в желаемом месте. В данной публикации, однако, нет указаний, которые привели бы специалиста в данной области к выбору предпочтительных параметров для дальнейшего увеличения прочности торцовой крышки. Вместо этого описываются варианты выполнения зажимной стенки и центральной панели, направленные на увеличение прочности торцовой крышки.
Другой целью изготовителей торцовых крышек банок является уменьшение количества металла в вырубке крышки, используемой для штамповки крышки, в то же время не уменьшая прочность торцовой крышки. Один способ, направленный на достижение этой цели, описан в патенте США 6065634 (патент '634). Патент '634 описывает торцовую крышку банки, имеющую прикрепляющую подвивку, зажимную стенку, проходящую вниз от прикрепляющей подвивки к углублению, присоединенному к центральной панели торцовой крышки банки. Способ согласно патенту '634 уменьшает количество металла путем уменьшения размера кромки вырубки. Это достигается увеличением угла наклона зажимной стенки от примерно 11°-13° до 43°.
Способ согласно патенту '634 может уменьшить диаметр центральной панели. Это может уменьшить площадь центральной панели, необходимую для письменных инструкций, таких как инструкции по открыванию или информация об утилизации. Это также может ограничить размер отрывного лепестка. Более того, поскольку угол наклона зажимной стенки увеличен, расстояние между периметром торцовой крышки и отрывным лепестком увеличивается. Это может вызвать пролив во время наливания и/или питья.
Способ согласно патенту '634 также предусматривает углубление. Патент '455 разделяет такой подход. Углубление выполняется на торцовой крышке для увеличения прочности. Однако, поскольку углубление представляет собой узкую кольцеобразную канавку, в нем часто будет накапливаться грязь. Кроме того, грязь часто трудно смыть из-за геометрии углубления.
Патент США 5950858 (патент '858) также раскрывает способ увеличения прочности торцовой крышки банки. Патент '858 описывает торцовую крышку банки, имеющую углубление и участок складки, расположенный в месте соединения с центральной панелью или внутри углубления в самой нижней его части. Одно из заявленных Сэрджентом (Sergeant) преимуществ заключается в том, что складка обеспечивает эффективное сопротивление выворачиванию профиля углубления.
Раскрытие изобретения
Целью настоящего изобретения является предложение легковскрываемой торцовой крышки банки, имеющей достаточную прочность и улучшенные характеристики для обеспечения чистоты. Легковскрываемая торцовая крышка банки содержит центральную панель, подвивку, кольцевую зажимную стенку и переходную стенку.
Центральная панель отцентрована относительно продольной оси, перпендикулярной диаметру центральной панели. Указанная центральная панель имеет закрывающий элемент для запечатывания торцовой крышки. Часть закрывающего элемента остается прикрепленной к части центральной панели после открытия легковскрываемой торцовой крышки банки. Центральная панель также имеет ступенчатый участок, расположенный радиально с ее внешней стороны относительно продольной оси. Ступенчатый участок имеет кольцеобразный выпуклый участок, присоединенный к кольцеобразному вогнутому участку, и вертикально смещает по меньшей мере часть центральной панели в направлении, параллельном продольной оси.
Внешний периметр торцовой крышки определяется подвивкой. Кольцевая зажимная стенка проходит вниз от подвивки. Переходная стенка соединяет зажимную стенку с периферийной кромкой центральной панели. Переходная стенка содержит участок складки. Участок складки имеет первое плечо, второе плечо и третье плечо. Первое плечо непосредственно соединено с зажимной стенкой и присоединено ко второму плечу посредством кольцеобразного вогнутого участка. Второе плечо присоединено к третьему плечу посредством выпуклого кольцеобразного участка, а третье плечо присоединено к центральной панели. Выпуклый кольцеобразный участок имеет радиус кривизны более чем 0,002 дюйма.
Предпочтительно, второе плечо проходит вверх и наружу относительно продольной оси. Третье плечо может проходить внутрь относительно продольной оси. Первое плечо может проходить вниз и внутрь относительно продольной оси. Также третье плечо может далее проходить вниз. Кольцеобразный участок предпочтительно присоединяет третье плечо к центральной панели.
Предпочтительно, первое окончание второго плеча присоединено к вогнутому кольцеобразному участку, противолежащее второе окончание второго плеча присоединено к выпуклому кольцеобразному участку, первое окончание третьего плеча присоединено к выпуклому кольцеобразному участку, а противолежащее второе окончание третьего плеча соединено с центральной панелью, причем первое окончание второго плеча и второе окончание третьего плеча сходятся.
Закрывающий элемент может являться смещаемым отрывным лепестком.
Также целью настоящего изобретения является предложение легковскрываемой торцовой крышки банки, содержащей центральную панель, отцентрованную относительно продольной оси, перпендикулярной диаметру центральной панели, причем центральная панель имеет закрывающий элемент для запечатывания торцовой крышки, при этом часть закрывающего элемента остается прикрепленной к части центральной панели после открытия легковскрываемой торцовой крышки банки; подвивку, определяющую внешний периметр торцовой крышки; кольцевую зажимную стенку, проходящую вниз от подвивки; и переходную стенку, соединяющую зажимную стенку с периферийной кромкой центральной панели, причем переходная стенка содержит участок складки, который имеет верхнюю вертикальную оконечность, находящуюся по меньшей мере на 0,035 дюйма выше, чем нижняя вертикальная оконечность центральной панели.
Участок складки, предпочтительно, содержит первое плечо, второе плечо и третье плечо, причем первое плечо непосредственно соединено с зажимной стенкой и присоединено ко второму плечу посредством вогнутого кольцеобразного участка, второе плечо присоединено к третьему плечу посредством выпуклого кольцеобразного участка, а третье плечо присоединено к центральной панели, • причем верхняя вертикальная оконечность участка складки содержит часть выпуклого кольцеобразного участка.
Участок складки может проходить вверх над горизонтальной плоскостью, определяемой нижней вертикальной оконечностью центральной панели, под углом, превышающим 1 градус.
Часть выпуклого кольцеобразного участка, предпочтительно, имеет радиус кривизны, превышающий 0,002 дюйма.
Также целью настоящего изобретения является предложение легковскрываемой торцовой крышки банки, содержащей центральную панель, отцентрованную относительно продольной оси, перпендикулярной диаметру центральной панели, причем центральная панель имеет закрывающий элемент для запечатывания торцовой крышки, при этом часть закрывающего элемента остается прикрепленной к части центральной панели после открытия легковскрываемой торцовой крышки банки; подвивку, определяющую внешний периметр торцовой крышки; кольцевую зажимную стенку, проходящую вниз от подвивки; и переходную стенку, соединяющую зажимную стенку с периферийной кромкой центральной панели, причем переходная стенка содержит участок складки, который имеет первое плечо, второе плечо и третье плечо, причем первое плечо соединено с зажимной стенкой и присоединено ко второму плечу посредством вогнутого кольцеобразного участка, второе плечо присоединено к третьему плечу посредством выпуклого кольцеобразного участка, а третье плечо присоединено к центральной панели, причем выпуклый кольцеобразный участок имеет радиус кривизны, превышающий радиус кривизны вогнутого кольцеобразного участка.
Предпочтительно, часть вогнутого кольцеобразного участка имеет радиус кривизны, меньший 0,030 дюйма.
Участок складки может иметь верхнюю вертикальную оконечность, находящуюся по меньшей мере на 0,035 дюйма выше, чем нижняя вертикальная оконечность центральной панели.
Еще одной целью настоящего изобретения является предложение легковскрываемой торцовой крышки банки, содержащей центральную панель, отцентрованную относительно продольной оси, перпендикулярной диаметру центральной панели, причем центральная панель имеет закрывающий элемент для запечатывания торцовой крышки, при этом часть закрывающего элемента остается прикрепленной к части центральной панели после открытия легковскрываемой торцовой крышки банки; подвивку, определяющую внешний периметр торцовой крышки; кольцевую зажимную стенку, проходящую вниз от подвивки; и переходную стенку, соединяющую зажимную стенку с периферийной кромкой центральной панели, причем переходная стенка содержит участок складки, который имеет первое плечо и второе плечо, причем первое окончание первого плеча присоединено к вогнутому кольцеобразному участку, противолежащее второе окончание первого плеча присоединено к выпуклому кольцеобразному участку, первое окончание второго плеча присоединено к выпуклому кольцеобразному участку, а противолежащее второе окончание второго плеча соединено с центральной панелью, причем первое окончание первого плеча и второе окончание второго плеча сходятся.
Краткое описание чертежей
Другие признаки и преимущества изобретения станут очевидны из нижеследующей спецификации, рассматриваемой в совокупности со следующими чертежами.
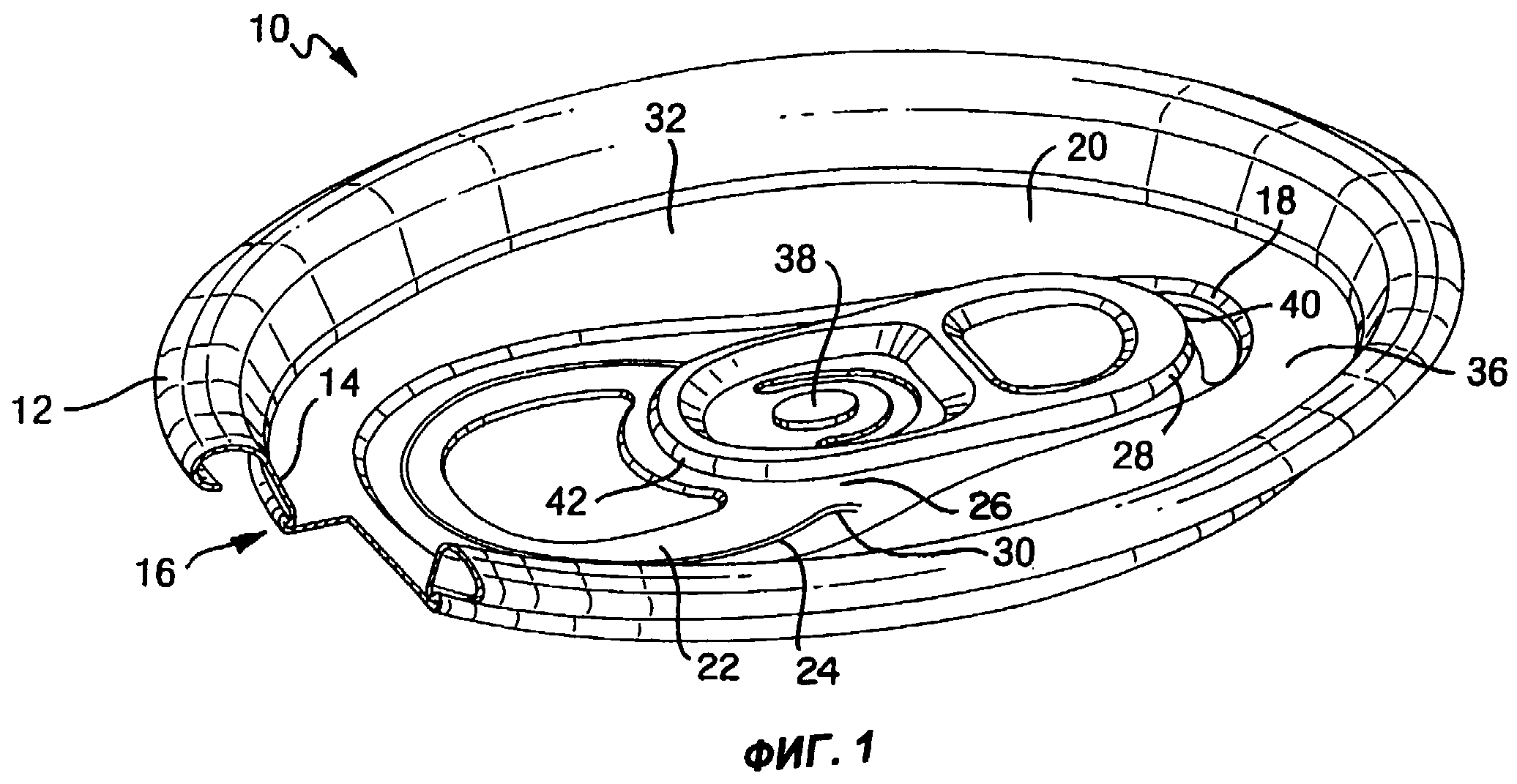
Фиг.1 - общий вид крышки банки согласно настоящему изобретению с разрезом части периметра.
Фиг.2 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
Фиг.3 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
Фиг.4 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
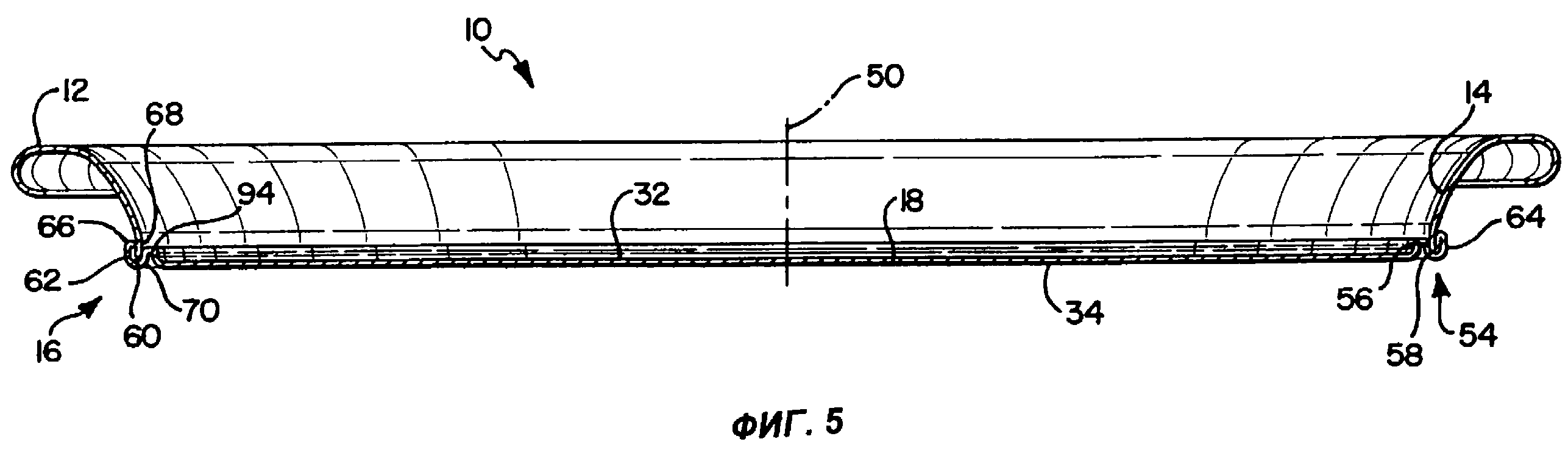
Фиг.5 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
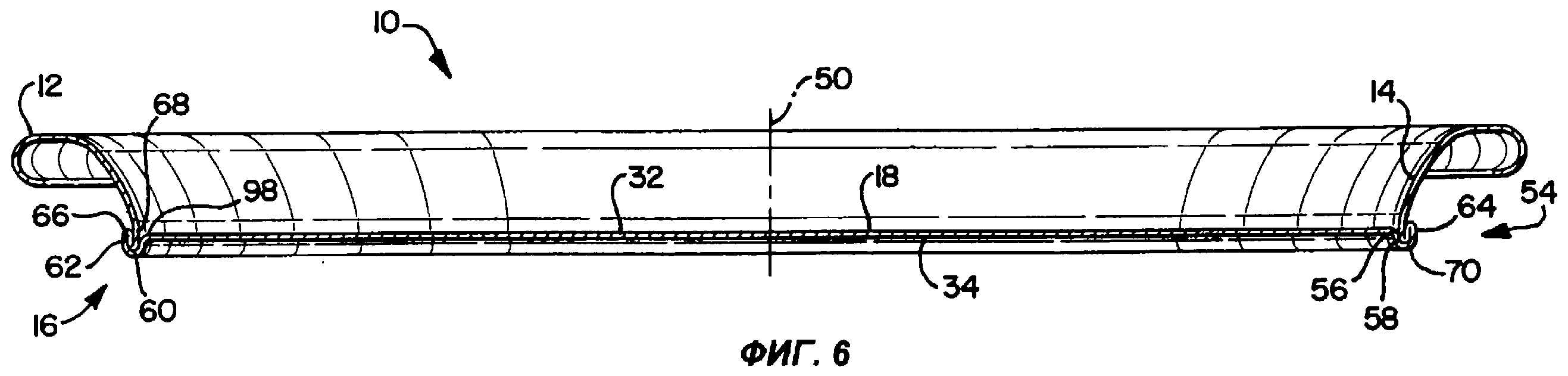
Фиг.6 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
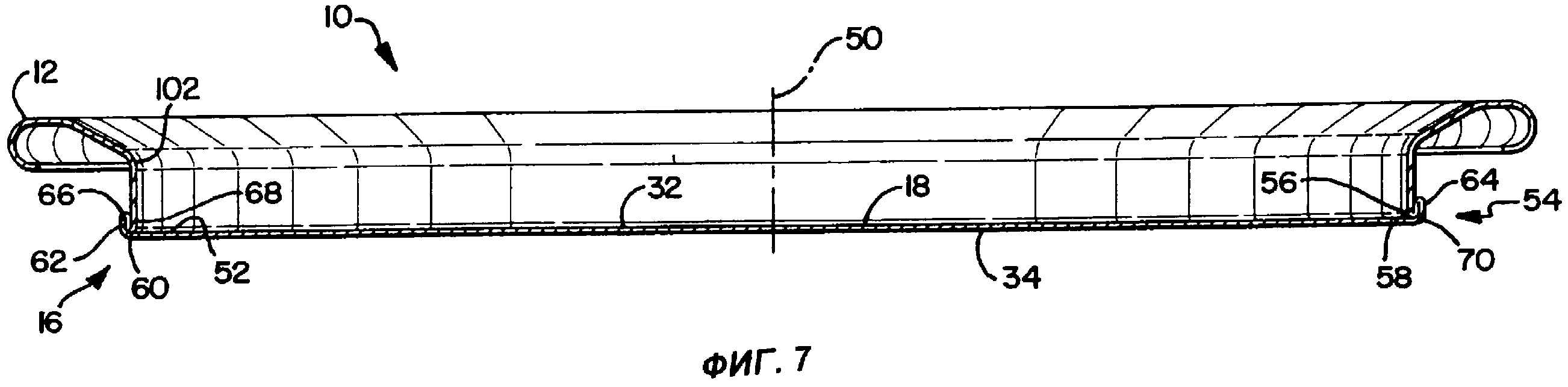
Фиг.7 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
Фиг.8 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
Фиг.9 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
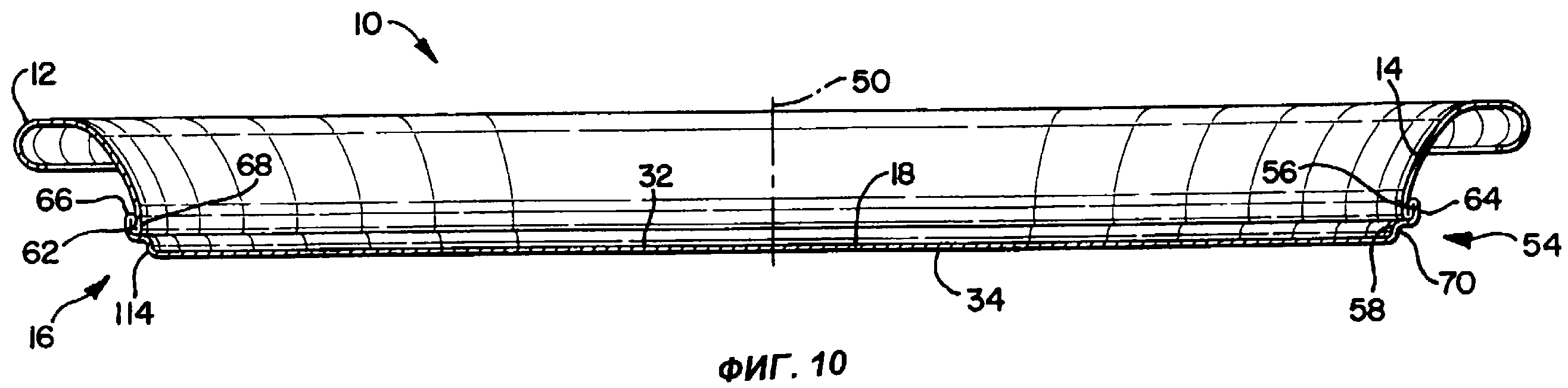
Фиг.10 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
Фиг.11 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
Фиг.12 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
Фиг.13 - поперечное сечение части торцовой крышки банки согласно настоящему изобретению.
Фиг.14 - общий вид примера осуществления торцовой крышки банки согласно настоящему изобретению с закрывающим элементом отслаиваемого типа.
Фиг.15 - поперечное сечение части примера осуществления торцовой крышки банки согласно настоящему изобретению с закрывающим элементом отслаиваемого типа.
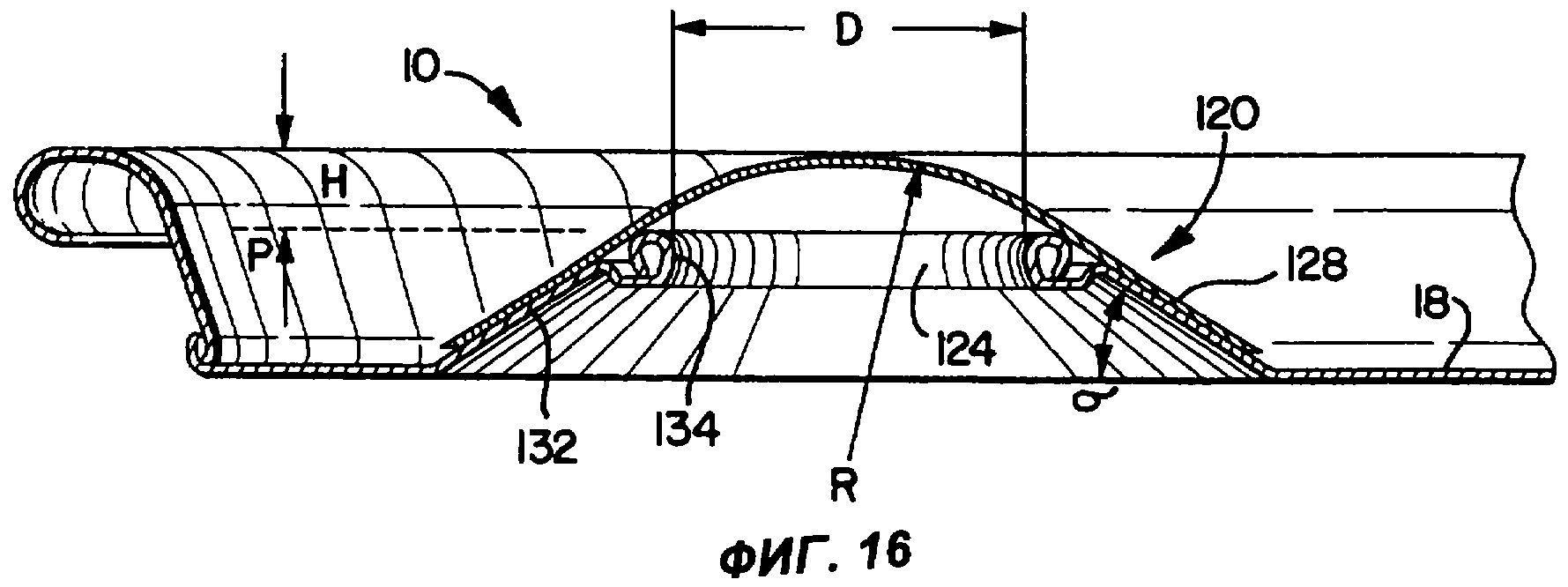
Фиг.16 - поперечное сечение части примера осуществления торцовой крышки банки согласно настоящему изобретению с закрывающим элементом отслаиваемого типа.
Фиг.17 - поперечное сечение части примера осуществления торцовой крышки банки согласно настоящему изобретению с закрывающим элементом отслаиваемого типа.
Фиг.18 - вид сверху закрывающего элемента отслаиваемого типа.
Фиг.19 - поперечное сечение части примера осуществления торцовой крышки банки согласно настоящему изобретению с закрывающим элементом отслаиваемого типа.
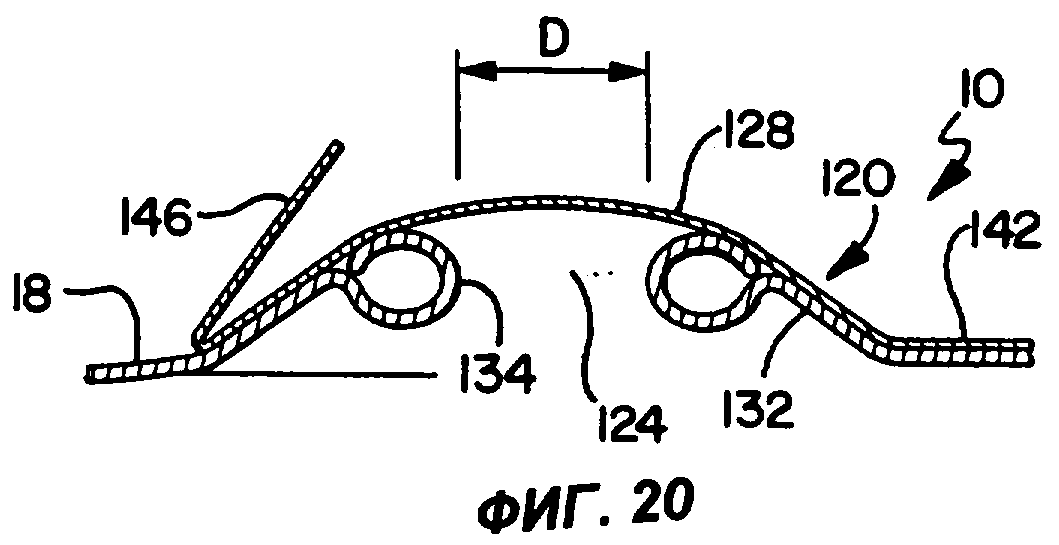
Фиг.20 - поперечное сечение части примера осуществления торцовой крышки банки согласно настоящему изобретению с закрывающим элементом отслаиваемого типа.
Фиг.21 - вид сверху контейнера с закрывающим элементом отслаиваемого типа.
Фиг.22 - поперечное сечение части примера осуществления торцовой крышки банки согласно настоящему изобретению с закрывающим элементом отслаиваемого типа и резервуаром ароматизатора.
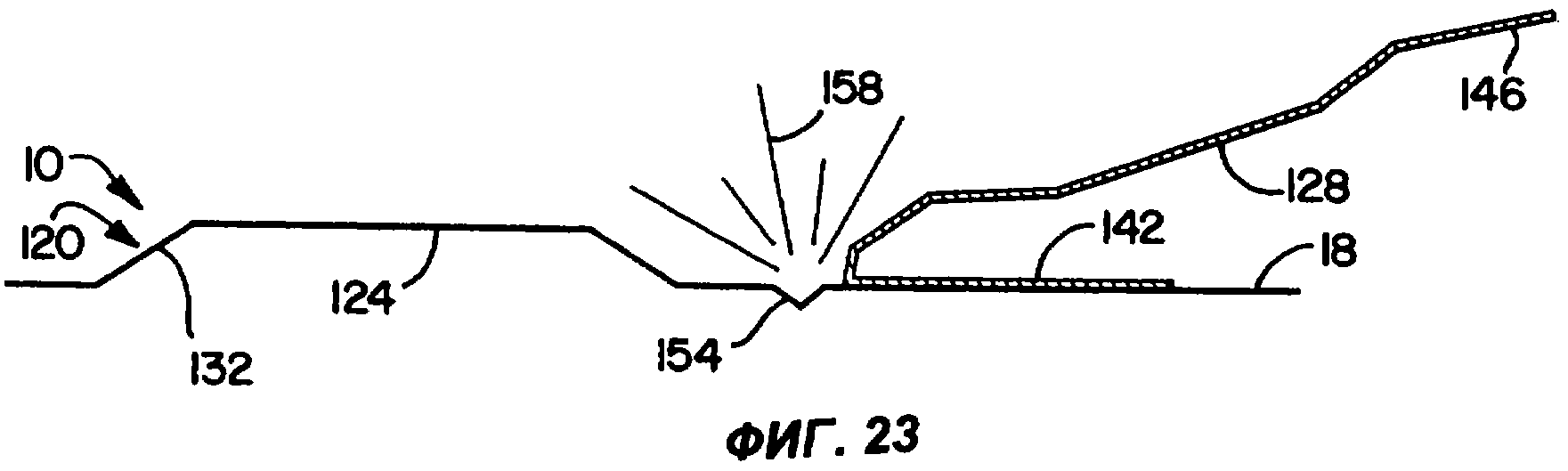
Фиг.23 - поперечное сечение примера осуществления торцовой крышки банки согласно настоящему изобретению с закрывающим элементом отслаиваемого типа и резервуаром ароматизатора.
Фиг.24 - поперечное сечение части примера осуществления торцовой крышки банки согласно настоящему изобретению с закрывающим элементом отслаиваемого типа и резервуаром ароматизатора.
Фиг.25 - вид сверху контейнера с закрывающим элементом отслаиваемого типа и резервуаром ароматизатора.
Фиг.26 - вид сверху контейнера с закрывающим элементом отслаиваемого типа и резервуаром ароматизатора.
Фиг.27-32 - поперечные сечения части торцовой крышки банки согласно настоящему изобретению, показанной в стадиях штамповки.
Фиг.33-37 - поперечные сечения части торцовой крышки банки и штамповочного инструмента согласно настоящему изобретению, показано в стадиях штамповки.
Фиг.38-40 - поперечные сечения торцовой части крышки банки и альтернативного штамповочного инструмента согласно настоящему изобретению, показано в стадиях штамповки.
Фиг.41 и 42 - поперечные сечения части торцовой крышки банки, изображенной на фиг.11, и альтернативного штамповочного инструмента согласно настоящему изобретению, показано в стадиях штамповки.
Фиг.43-46 - поперечные сечения части торцовой крышки банки и альтернативного штамповочного инструмента согласно настоящему изобретению, показано в стадиях штамповки.
Фиг.47-52 - поперечные сечения части формы торцовой крышки банки и штамповочного инструмента заготовочного пресса согласно настоящему изобретению, показано в стадиях штамповки.
Фиг.53-57 - поперечные сечения части торцовой крышки банки и штамповочного инструмента трансформационного пресса согласно настоящему изобретению, показано в стадиях штамповки.
Фиг.58 - поперечное сечение части торцовой крышки банки, имеющей центральную панель со ступенчатым участком, и штамповочного инструмента для операции чеканки.
Фиг.59 - поперечное сечение торцовой крышки банки, имеющей центральную панель со ступенчатым участком, и штамповочного инструмента для операции чеканки.
Фиг.60 - поперечное сечение торцовой крышки банки, имеющей центральную панель со ступенчатым участком, и штамповочного инструмента для операции чеканки.
Фиг.61 - поперечное сечение части торцовой крышки банки, имеющей ступенчатый участок, и штамповочного инструмента для изготовления ступенчатого участка.
Фиг.62 - поперечное сечение части торцовой крышки банки, имеющей ступенчатый участок, и штамповочного инструмента для изготовления ступенчатого участка.
Фиг.63 - поперечное сечение торцовой крышки банки, имеющей центральную панель со ступенчатым участком, и штамповочного инструмента для изготовления ступенчатого участка.
Фиг.64 - поперечное сечение торцовой крышки банки, имеющей центральную панель со ступенчатым участком, и штамповочного инструмента для изготовления ступенчатого участка.
Фиг.65 - поперечное сечение части торцовой крышки банки, имеющей складку.
Фиг.66 - поперечное сечение части альтернативной торцовой крышки банки, имеющей складку.
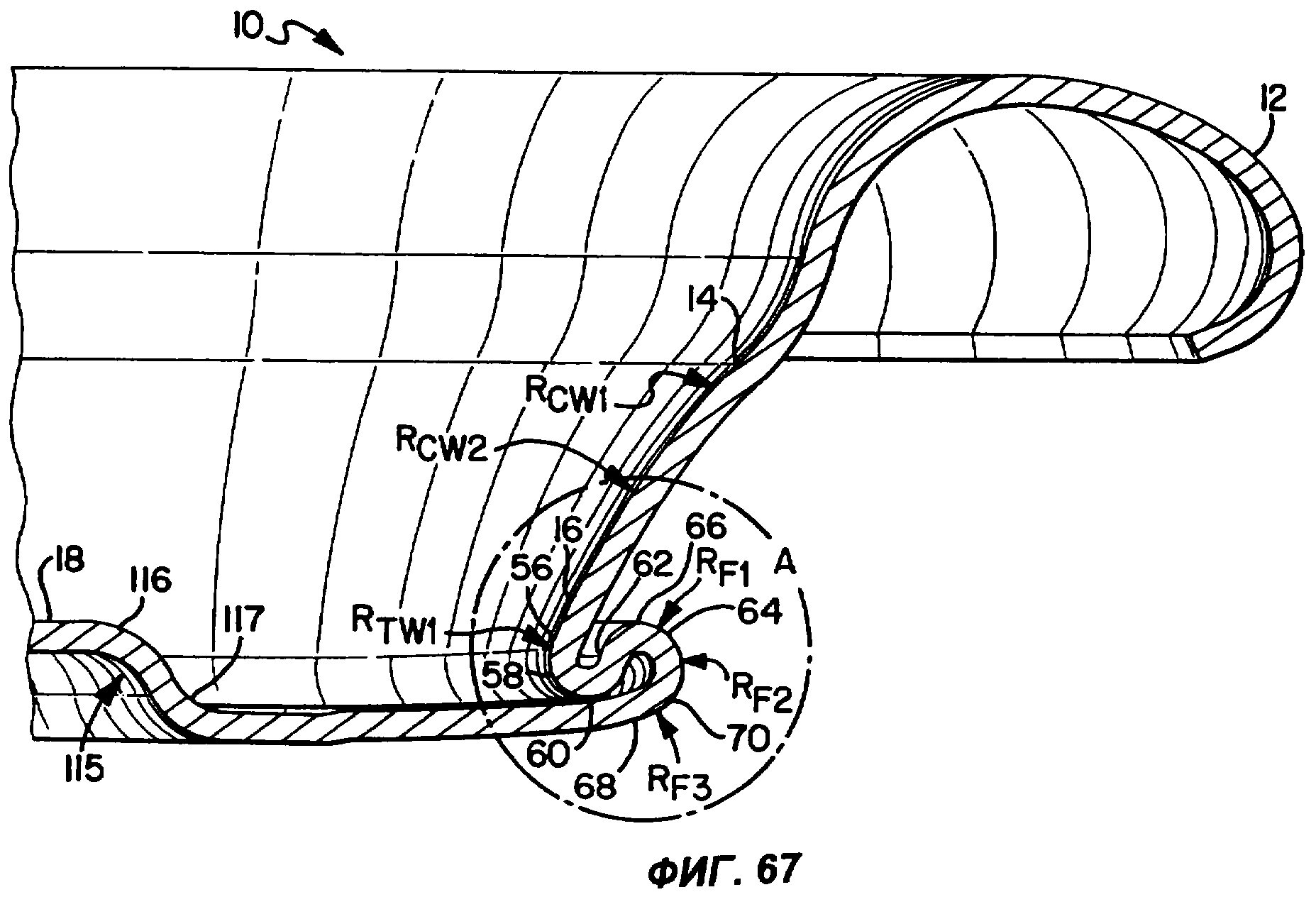
Фиг.67 - поперечное сечение части крышки банки, имеющей складку, с указанием различных радиусов кривизны вдоль складки и зажимной стенки.
Фиг.67А - частичный увеличенный вид торцовой крышки банки, показанной на фиг.67.
Осуществление изобретения
Хотя данное изобретение доступно для реализации во многих различных формах, на чертежах показаны и далее описаны в деталях предпочтительные варианты осуществления изобретения с учетом того, что настоящее описание должно считаться примером принципов изобретения и не предполагает ограничения обширных разновидностей изобретения приводимыми примерами осуществления.
Торцовая крышка контейнера согласно настоящему изобретению является торцовой крышкой 10 с неотделяемым ушком с улучшенными физическими свойствами, включая прочность. По существу, настоящее изобретение предлагает торцовую крышку 10 легкого веса, которая обладает физическими характеристиками и качествами, требуемыми на рынке контейнеров для напитков, как объяснено ниже.
Как показано на фиг.1, торцовая крышка 10 для контейнера (не показан) имеет прикрепляющую подвивку 12, зажимную стенку 14, переходную стенку 16 и стенку центральной панели 18. Контейнер в типичном случае является цельнотянутой металлической банкой, такой как обычные контейнеры для пива и прохладительных напитков, обычно изготовляемой из тонких листов алюминия или стали, поставляемых большими рулонами, которые называются рулонным прокатом. Торцовые крышки таких контейнеров в типичном случае также изготавливаются из тонкого листа алюминия или стали, поставляемого в форме рулонного проката, формуются в вырубку крышки и преобразуются в готовую торцовую крышку операцией, часто называемой трансформацией крышки. В варианте осуществления, показанном на чертежах, торцовая крышка 10 присоединена к контейнеру прикрепляющей подвивкой 12, соединяемой с соответствующей подвивкой контейнера. Прикрепляющая подвивка 12 торцовой крышки 10 является одним целым с зажимной стенкой 14, присоединенной к внешнему периферийному кромочному участку 20 центральной панели 18 посредством переходной стенки 16. Этот тип средства для присоединения торцовой крышки 10 к контейнеру в настоящее время является типичным средством присоединения, используемым в отрасли, и вышеописанная структура формируется в процессе формовки вырубки крышки из металлического листа, что предшествует процессу трансформации торцовой крышки. Однако в настоящем изобретении могут быть использованы и другие средства присоединения торцовой крышки 10 к контейнеру.
Центральная панель 18 имеет смещаемый закрывающий элемент. На фиг.1 смещаемый закрывающий элемент является обычным отрывным лепестком 22. Отрывной лепесток 22 задан криволинейной разрывной бороздкой 24 и неразрываемым участком 26 перегиба. Участок 26 перегиба задан, как правило, прямой линией между первым окончанием и вторым окончанием 30 разрывной бороздки 24. Отрывной лепесток 22 центральной панели 18 может быть открыт, т.е. разрывная бороздка 24 может быть порвана и отрывной лепесток 22 смещен под углом относительно остальной части центральной панели 18, в то время как отрывной лепесток 22 остается поворотно соединенным с центральной панелью 18 посредством участка 26 перегиба. В этой открывающей операции отрывной лепесток 22 смещается угловым отгибом, по мере того как его открывают путем смещения от плоскости панели 18.
Разрывная бороздка 24 предпочтительно представляет собой в общем V-образную канавку, сформированную на стороне 32 потребления центральной панели 18. Остаточный слой формируется между V-образной канавкой и стороной 34 продукта торцовой крышки 10.
Торцовая крышка 10 имеет ушко 28, прикрепленное к центральной панели 18 рядом с отрывным лепестком 22 посредством заклепки 38. Заклепка 38 выполняется типичным образом.
Во время открытия крышки 10 пользователем пользователь поднимает поднимаемый кончик 40 ушка 28 для того, чтобы сместить носик 42 вниз к отрывному лепестку 22. Давление носика 42 на отрывной лепесток 22 заставляет бороздку 24 разорваться. По мере того, как смещение ушка 28 продолжается, разрыв бороздки 24 распространяется вокруг отрывного лепестка 22, предпочтительно в направлении от первого окончания бороздки 24 ко второму окончанию 30 бороздки 24.
Как показано на фиг.2, центральная панель 18 отцентрована по продольной оси 50, перпендикулярной диаметру центральной панели 18. Прикрепляющая подвивка 12 определяет внешний периметр торцовой крышки 10 и является одним целым с зажимной стенкой 14. Зажимная стенка 14 проходит вниз от прикрепляющей подвивки 12 под тупым углом. Угол α зажимной стенки, измеряемый плоским или по существу плоским периферийным кромочным участком 52 центральной панели 18, чаще всего находится между 10° и 70°, более предпочтительно между 15° и 45°, и наиболее предпочтительно между 19° и 27°, или находится в любом промежутке или комбинации промежутков в указанном диапазоне. Зажимная стенка 14 может быть изготовлена с радиусом кривизны, как показано на чертежах, для улучшения ее характеристик во время штамповки с помощью штамповочного инструмента, используемого для изготовления торцовой крышки 10. Радиус кривизны помогает предотвратить деформацию под действием штамповочного инструмента в то время, как к необработанной крышке 10 прилагается сила.
Переходная стенка 16 является одним целым с зажимной стенкой 14 и соединяет зажимную стенку 14 с периферийным кромочным участком 52 центральной панели 18. Торцовая крышка 10 отличается от современных крышек банок для напитков, которые в типичном случае имеют углубление, сформованное на внешней периферийной кромке центральной панели 18. Плоский периферийный кромочный участок 52 позволяет поместить отрывной лепесток 24 ближе к внешнему периметру торцовой крышки 10. Он также добавляет дополнительную площадь центральной панели 18 для печатной информации и/или для увеличения отверстия отрывного лепестка.
Переходная стенка 16 имеет складку 54, выходящую во внешнюю сторону относительно продольной оси 50. Чертежи показывают складку 54, сформованную с внешней стороны зажимной стенки 14; однако, следует понимать, что складка 54 может быть расположена в других местах, например со стороны 34 продукта центральной панели 18. Однако складка 54 предпочтительно идет вверх под углом λ, составляющим примерно 8° над горизонтальной плоскостью (см. фиг.65 и 66).
Складка 54 имеет первое плечо 56, соединяющее зажимную стенку 14 с кольцеобразным вогнутым сгибом или участком 58. Кольцеобразный вогнутый участок 58 включает вершину 60, которая приближается так, чтобы предпочтительно войти в контакт с внешней периферийной кромкой 52 центральной панели 18. Этот контакт между вершиной 60 и внешней периферийной кромкой 52 помогает предотвратить накопление грязи по периферийной кромке 52 центральной панели 18. Он также позволяет легко очищать центральную панель 18, когда на центральной панели 18 присутствует грязь или другие вещества.
Второе плечо 62 идет вверх от кольцеобразного вогнутого участка 58 по направлению к кольцеобразному выпуклому сгибу или участку 64. Второе плечо 62 может быть вертикальным, по существу вертикальным или находиться в пределах±25° к продольной оси 50 и может быть запрессовано с внешним участком первого плеча 56.
Кольцеобразный выпуклый участок 64 включает вершину 66, которая определяет верхнюю оконечность складки 54. Длина складки 54 существенно меньше длины прикрепляющей подвивки 12. В комбинации с, помимо прочего, наклоненной зажимной стенкой 14 такая структура и длина складки 54 обеспечивают сопротивляемость деформации торцовой крышки 10, отвечающую требованиям потребителей, в то же время позволяя уменьшить размер вырубки и сохранить диаметр готовой крышки. Другими словами, для изготовления торцовой крышки того же диаметра может быть использована вырубка меньших размеров, по сравнению с традиционной торцовой крышки с углублением, изготовленной из вырубки больших размеров.
Третье плечо 68 проходит вниз от кольцеобразного выпуклого участка 64 к третьему сгибу 70, который присоединяет переходную стенку 16 к внешней периферийной кромке 52 центральной панели 18. Третий сгиб 70 имеет радиус кривизны, подходящий для соединения третьего плеча 68 с плоской внешней периферийной кромкой центральной панели 18.
Третье плечо 68 может быть запрессовано с внешним участком второго плеча 62. Это придает складке 54 поперечную толщину, которая по существу в три раза превышает толщину зажимной стенки 14, а поперечная толщина складки 54 существенно меньше, чем длина зажимной стенки 14. Такая структура также приводит к экономии металла за счет того, что вырубка может быть меньше, чем обычные вырубки, используемые для изготовления торцовых крышек того же диаметра. Например, средний диаметр вырубки, используемой для формовки стандартной торцовой крышки размера 202, приблизительно равняется 2,84 дюйма (72,14 мм), в то время как средний диаметр вырубки, используемой для формовки крышки банки размера 202 согласно настоящему изобретению, приблизительно равняется 2,70 дюйма (68,58 мм).
Торцовая крышка 10 может быть сформована с помощью заготовочного пресса, трансформационного пресса или сочетания обоих. Например, торцовая крышка 10 может быть частично сформована заготовочным прессом, а затем закончена трансформационным прессом. Торцовая крышка 10 также может быть закончена иным формовочным устройством, таким как прокатная машина. Альтернативно торцовая крышка 10 может быть полностью или частично подвергнута профилированию до или после трансформационного пресса.
Фиг.3-13 иллюстрируют многочисленные варианты осуществления торцовой крышки 10 согласно настоящему изобретению. Эти варианты осуществления включают несколько вариантов конструкции, нацеленных на улучшение прочности, укладки в стопку, характеристик и/или чистоту торцовых крышек 10.
Фиг.3 показывает альтернативный вариант осуществления крышки 10 согласно настоящему изобретению. В такой реализации складка 54 выходит внутрь относительно продольной оси 50. Кольцеобразный вогнутый участок 58 не касается периферийной кромки 52.
Фиг.4 показывает другой вариант осуществления торцовой крышки 10 согласно настоящему изобретению. В этом варианте зажимная стенка 14 включает выдающуюся наружу ступеньку 90 для увеличения прочности. Ступенька 90 выгибается наружу относительно кольцеобразного выпуклого участка 64. В этом варианте внешний участок ступеньки входит в контакт с верхней оконечностью кольцеобразного выпуклого участка 64.
Фиг.5 показывает другой вариант осуществления торцовой крышки 10 согласно настоящему изобретению. В этом варианте центральная панель 18 включает выступающее вверх ребро 94. Ребро 94 размещено вдоль периферийной кромки центральной панели 18.
Фиг.6 показывает другой вариант осуществления торцовой крышки 10 согласно настоящему изобретению. В этом варианте центральная панель 18 увеличена по высоте. Соответственно центральная панель 18 включает направленную вверх ступеньку 98 на своей периферийной кромке.
Фиг.7 показывает другой вариант осуществления торцовой крышки 10 согласно настоящему изобретению. В этом варианте зажимная стенка 14 имеет сгиб или перегиб 102. Перегиб 102 направлен вовне относительно продольной оси 50.
Фиг.8 показывает другой вариант осуществления торцовой крышки 10 согласно настоящему изобретению. В этом варианте зажимная стенка 14 имеет ступенчатый профиль 106. Ступенчатый профиль 106 имеет выпуклый кольцеобразный участок, направленный вверх и вовне, являющийся одним целым с кольцеобразным вогнутым участком, направленным вверх и соединенным с прикрепляющей подвивкой 12.
Фиг.9 показывает другой вариант осуществления крышки 10 согласно настоящему изобретению. В этом варианте складка 54 расположена в плоскости, приблизительно перпендикулярной продольной оси 50. Далее, центральная панель 18 увеличена по высоте посредством ступеньки 110. Увеличение высоты центральной панели 18 помещает центральную панель 18 по меньшей мере приблизительно на горизонтальную плоскость, перпендикулярную продольной оси, общую с участком первого плеча 56 складки 54. Увеличение высоты центральной панели 18 может также поместить центральную панель 18 на горизонтальную плоскость, лежащую чуть выше или ниже участка первого плеча 56.
Фиг.10 показывает другой вариант осуществления торцовой крышки 10 согласно настоящему изобретению. В этом варианте центральная панель 18 имеет ступенчатый профиль 114 вдоль ее периферийной кромки. Ступенчатый профиль 114 имеет кольцеобразный вогнутый элемент, направленный вверх, являющийся одним целым с кольцеобразным выпуклым элементом, направленным вверх и соединенным со складкой 54.
На фиг.11 показан дригой вариант осуществления торцовой крышки 10 согласно настоящему изобретению. В этом варианте зажимная стенка 14 включает ступенчатый профиль 106, сходный с показанным на фиг.8. Ступенчатый профиль 106 также в данном случае имеет кольцеобразный выпуклый участок, направленный вверх и наружу, являющийся одним целым с кольцеобразным вогнутым участком, направленным вверх и соединенным с прикрепляющей подвивкой 12. Нижняя часть зажимной стенки 14 или соединительная стенка имеет радиус кривизны RCW и выгнута наружу под углом ψ от линии, параллельной продольной оси 50. Эта нижняя часть зажимной стенки имеет угол примерно 35° с верхней частью, начинающейся от сгиба к переходной стенке 16. Радиус кривизны RCW выбран в комбинации с глубиной центральной панели LCP, т.е. с расстоянием от верхней оконечности прикрепляющей подвивки до центральной панели 18, с радиусом центральной панели RCP (измеряемым как расстояние от продольной оси до зажимной стенки) и с высотой подвивки Hcurl, т.е. расстоянием от верхней оконечности прикрепляющей подвивки 12 до пересечения выпуклого кольцеобразного участка и кольцеобразного вогнутого участка, направленного вверх, так что получается надлежащая крышка размера 202, имеющая диаметр от 2,33 до 2,35 дюйма (от 59,18 до 59,69 мм).
Глубина панели зажимной стенки 14 может быть выражена с помощью следующих зависимостей:
XCW=RCP+RCWcosψ;
YCW=RCWsinψ;
LCP=Hcurl+RCW(cosθ+sinψ);
RCW2=YCW2+(XCW-RCP)2; и
LCP=Hcurl+{[YCW2+(XCW-RCP)2]½*( cosθ+sinψ)};
при этом XCW - центр кривизны нижней части зажимной стенки 14, измеренный как горизонтальное расстояние от продольной оси 50; YCW - центр кривизны нижней части зажимной стенки 14, измеренный как вертикальное расстояние вверх или вниз от центральной панели 18; и угол θ есть угол между линией, перпендикулярной продольной оси 50, и верхним сегментом нижней части зажимной стенки 14.
Глубина центральной панели LCP варьируется от 0,160 до 0,250 дюйма (от 4,064 до 6,350 мм), более предпочтительно от 0,180 до 0,240 дюйма (от 4,572 до 6,096 мм), или находится в любом промежутке или комбинации промежутков в указанном диапазоне. Диаметр центральной панели, вдвое превышающий значение RCP, варьируется от 1,380 до 1,938 дюйма (от 35,052 до 49,225 мм), более предпочтительно от 1,830 до 1,880 дюйма (от 46,482 до 47,752 мм), или находится в любом промежутке или комбинации промежутков в указанном диапазоне. Радиус кривизны RCW варьируется так, чтобы в итоге получилась торцовая крышка 10 размера 202, но в типичном случае составляет от 0,070 до 0,205 дюйма (от 1,778 до 5,207 мм), однако он может равняться любой величине меньше чем бесконечность. Другими словами, если высота центральной панели фиксирована, то чем больше диаметр центральной панели, тем больше радиус кривизны RCW. Следующая таблица иллюстрирует это соотношение.
Фиг.12 и 13 показывают альтернативные варианты осуществления торцовой крышки 10, показанной на фиг.11. Эти варианты имеют кольцевой ступенчатый участок, частично кольцевой ступенчатый участок или некоторое количество частично кольцевых ступенчатых участков 115, расположенных радиально наружу от продольной оси 50. Ступенчатый участок 115 имеет кольцеобразный выпуклый участок 116, присоединенный к кольцеобразному вогнутому участку 117, и смещает по меньшей мере часть центральной панели 18 вертикально в направлении, параллельном продольной оси 50. Части кольцеобразного выпуклого участка 116 и кольцеобразного вогнутого участка 117 могут быть подвергнуты чеканке во время формовки для придания прочности и для отжима металла в сторону складки 54 для противодействия силе, вытягивающей складку 54, которая могла бы привести к разглаживанию или распрямлению складки 54. Чеканка является процессом упрочнения металла между зажимами. Металл обычно сжимается между парным инструментом, обычно между верхним и нижним зажимом.
Торцовая крышка 10 может также иметь множественные ступеньки, как направленные вверх, так и направленные вниз.
Обращаясь к фиг.12, торцовая крышка 10 показана без закрывающего элемента и/или ушка для целей наглядности. В этом варианте торцовая крышка 10 далее включает центральную панель 18, где ступенька 115 направлена вверх и имеет высоту НU, примерно равную 0,02 дюйма (0,51 мм). Направленная вверх ступенька 115 увеличивает сопротивляемость деформации торцовой крышки 10. Сопротивляемость деформации увеличивается, поскольку ступенька 115 расположена радиально внутрь по отношению к складке 54. Однако по мере того, как увеличивается радиальное расстояние между складкой 54 и ступенькой 115, уменьшается площадь центральной панели 18, пригодная для информативных надписей. Данные соотношения поэтому должны быть оптимизированы, чтобы обеспечить достаточную площадь для печатной информации, в то же время поддерживая достаточную сопротивляемость деформации.
Направленная вверх ступенька 115 имеет кольцеобразный выпуклый радиально самый внутренний участок 116, присоединенный к кольцеобразному вогнутому радиально самому внешнему участку 117. Самый внутренний участок 116 имеет радиус кривизны около 0,015 дюйма (0,381 мм). Самый внешний участок 117 имеет радиус кривизны около 0,020 дюйма (0,51 мм). Радиально самый внутренний участок 116 ступеньки 115 расположен на расстоянии R1, составляющем около 0,804 дюйма (20,422 мм) от центра торцовой крышки 10. Радиально самый внешний участок ступеньки 115 расположен на расстоянии R2, составляющем примерно от 0,8377 до 0,843 дюйма (от 21,2776 до 21,4122 мм) от центра торцовой крышки 10. Складка 54 данного осуществления имеет радиально самый внутренний участок, расположенный на расстоянии R3, составляющем примерно от 0,9338 до 0,94 дюйма (от 23,7185 до 23,876 мм) от центра торцовой крышки 10, и радиально самый внешний участок, расположенный на расстоянии R4, составляющем примерно от 0,9726 до 0,98 дюйма (от 24,7040 до 24,892 мм) от центра торцовой крышки 10. Торцовая крышка 10 имеет радиус Rend, составляющий примерно от 1,167 до 1,17 дюйма (от 26,642 до 29,78 мм).
Вышеуказанные размеры относятся к торцовой крышке размером 202. Специалист в данной отрасли поймет, что данные принципы могут быть применены к торцовой крышке любого диаметра. Например, в торцовой крышке размера 200 R1 составит примерно 0,7725 дюйма (19,6215 мм); R3 составит около 0,906 дюйма (23,0124 мм); R4 составит около 0,951 дюйма (24,1554 мм); и другие размеры также уменьшатся, предпочтительно пропорционально. Далее в торцовой крышке размера 209 R1 составит около 0,8275 дюйма (21,0185 мм); R3 составит около 0,972 дюйма (24,6888 мм); R4 составит около 1,0220 дюйма (25,9588 мм); и другие размеры также увеличатся, предпочтительно пропорционально.
На фиг.13 представлен другой вариант осуществления торцовой крышки 10 банки, показанной на фиг.11. Здесь также крышка 10 показана без закрывающего элемента и/или ушка для целей наглядности. В данном варианте торцовая крышка 10 далее содержит центральную панель 18, в которой ступенька 115 направлена вниз и имеет глубину НD примерно 0,02 дюйма (0,51 мм). Направленная вниз ступенька 115 увеличивает сопротивляемость деформации торцовой крышки 10. Сопротивляемость деформации увеличивается, поскольку ступенька 115 расположена радиально внутрь по отношению к складке 54. Однако по мере того, как увеличивается радиальное расстояние между складкой 54 и ступенькой 115, уменьшается площадь центральной панели 18, пригодная для надписей. Данные соотношения поэтому должны быть оптимизированы, чтобы обеспечить достаточную площадь для печатной информации, в то же время поддерживая достаточную сопротивляемость деформации.
Понижающая ступенька 115 имеет кольцеобразный вогнутый радиально самый внутренний участок 117, присоединенный к кольцеобразному выпуклому радиально самому внешнему участку 116. Эти кольцеобразные участки имеют радиусы кривизны около 0,015 дюйма (0,381 мм) и могут быть во время формовки подвергнуты чеканке для предотвращения нежелательной деформации складки 54. Радиально самый внутренний участок ступеньки 115 расположен на расстоянии R5, составляющем около 0,804 дюйма (20,422 мм) от центра торцовой крышки 10. Радиально самый внешний элемент ступеньки 115 расположен на расстоянии R6, составляющем около 0,8377 дюйма (21,2776 мм) от центра торцовой крышки 10. Складка 54 данного осуществления имеет радиально самый внутренний участок, расположенный на расстоянии R3, составляющем примерно 0,9338 дюйма (23,7185 мм) от центра торцовой крышки 10, и радиально самый внешний участок, расположенный на расстоянии R4, составляющем примерно 0,9726 дюйма (24,7040 мм) от центра торцовой крышки 10. Торцовая крышка 10 имеет радиус Rend, составляющий примерно 1,167 дюйма (29,642 мм).
Вышеуказанные размеры также относятся к торцовой крышке размером 202. Специалист в данной отрасли поймет, что данные принципы могут быть применены к торцовой крышке любого диаметра. Размеры увеличатся или уменьшатся в зависимости от относительного размера торцовой крышки, предпочтительно пропорционально.
На фиг.14-26 показаны дальнейшие варианты осуществления настоящего изобретения. В этих вариантах торцовая крышка 10 имеет закрывающий элемент отслаиваемого типа. Закрывающие элементы такого типа описаны в международной публикации РСТ WO 02/00512 А1. Специалист в данной отрасли поймет, что любой из закрывающих элементов, показанных на фиг.2-13, может использоваться в сочетании с вариантами осуществления, показанными на фиг.14-26.
Торцовые крышки 10 вариантов осуществления, показанных на фиг.14-26, обычно имеют прикрепляющую подвивку 12, зажимную стенку 14, переходную стенку 16 и центральную панель 18. Центральная панель 18 имеет фланцевую часть 120, задающую отверстие 124. Закрывающий элемент 128, такой как закрывающий элемент из гибкой металлической фольги, покрывает отверстие 124 и прикреплен термосваркой в качестве отслаиваемого закрытия к части фланца 120. Торцовые крышки банок данного варианта осуществления не требуют образования заклепки.
Фланец 120 в типичном случае является выступающей вверх усеченно-конической кольцеобразной поверхностью 132, выполненной на центральной панели 18. Предполагается, что данная конфигурация достигает адекватной сопротивляемости разрыву, в то же время не требуя чрезмерного усилия для открывания путем отслаивания закрывающего элемента 128.
Усеченно-коническая кольцеобразная поверхность 132 определяет форму отверстия 124. Отверстие 124 предпочтительно имеет круглую форму, однако следует понимать, что отверстие 124 может иметь любую форму без отклонения от духа настоящего изобретения.
Периферийная кромка усеченно-конической кольцеобразной поверхности 132 обычно формируется в виде буртика 134. Пьющему напиток буртик 134 предохраняет губы от прикосновения и повреждения обрубленным металлом периферийной кромки усеченно-конической кольцеобразной поверхности 132, а также не позволяет повредить закрывающий элемент 128 контактом с обрубленным металлом. Буртик 134 может иметь обратную подвивку, как показано, например, на фиг.15, и подвивку вперед, как показано на фиг.24. В любом случае горизонтальная плоскость Р является касательной к верхней оконечности буртика 134.
Обратная подвивка является предпочтительным способом формирования буртика 134. После того, как закрывающий элемент 128 прикреплен термосваркой к поверхности фланца 120, обрубленный металл (в типичном случае - алюминиевый сплав) периферийной кромки усеченно-конической кольцеобразной поверхности 132 не должен контактировать с напитком контейнера, так как обрубленный металл кромки (в отличие от главных поверхностей торцовой крышки 10) не имеет защитного покрытия и подвержен агрессивному воздействию кислото- или солесодержащих напитков. Альтернативно, обрубленная кромка может быть защищена нанесением лака на периферийную кромку усеченно-конической кольцеобразной поверхности 132.
Гибкий закрывающий элемент 128 изготавливается из листового материала, содержащего металлическую фольгу, например алюминиевую фольгу, предпочтительно из листа алюминиевой фольги, покрытого подходящим лаком, или из листа фольги, ламинированной полимером. Говоря шире, материалы, которые могут быть использованы для закрывающего элемента 128, включают, без ограничений, покрытую лаком фольгу (где лака пригоден для термосварки); фольгу с покрытием, нанесенным под давлением (где полимер наносится стандартным или иным методом нанесения покрытия под давлением); вышеупомянутую фольгу, ламинированную полимером, в которой фольга ламинируется с полимерной пленкой с использованием слоя связывающего клея; и комбинацию фольги - бумаги - лака, такую как используемая в некоторых экономичных упаковках.
Закрывающий элемент 128 покрывает целиком все отверстие 124 и прикрепляется к усеченно-конической кольцеобразной поверхности 132 термосваркой, распространяющейся по меньшей мере на площадь кольца, полностью окружающего отверстие 124. Поскольку буртик 134 с обратной подвивкой не выступает за линию внешней поверхности фланца 120, закрывающий элемент 128 гладко облегает этот буртик 134, так же как и внешнюю поверхность фланца 120, обеспечивая хороший запечатывающий контакт между закрывающим элементом 128 и фланцем 120. Закрывающий элемент 128 прикрепляется термосваркой к фланцу 120, покрывая и закрывая отверстие 124, до того, как торцовая крышка 10 присоединяется к корпусу банки, наполненному газированным напитком.
После того, как торцовая крышка 10 присоединена к корпусу банки, сила, вызванная давлением напитка, заставляет гибкий элемент 128 выпятиться наружу. Угол σ наклона внешней поверхности фланца 120 относительно плоскости Р периферийной кромки усеченно-конической кольцеобразной поверхности 132 (см. фиг.15) выбирается таким образом, чтобы касательная к поверхности кривизны выпятившегося закрывающего элемента 128 у внутренней кромки фланца 120 имела бы угол наклона к плоскости Р, не существенно больший, чем угол σ наклона внешней поверхности фланца 120. Поскольку сторона 32 потребления торцовой крышки 10 по существу плоская (и таким образом параллельна плоскости Р), угол σ может быть альтернативно определен, как угол наклона внешней поверхности фланца 120 к поверхности стороны 32 потребления (по крайней мере в области, окружающей фланец 120).
На фиг.15 и 16 закрывающий элемент 128 показан округлившимся до такой степени, что усеченно-коническая кольцеобразная поверхность 132 является касательной к поверхности кривизны округлившегося закрывающего элемента 128. Другими словами, линия наклона усеченно-конической кольцеобразной поверхности 132, как она видится в вертикальном разрезе, является касательной к дуге кривизны закрывающего элемента 128 (как она видится в том же вертикальном разрезе) на периферийной кромке отверстия 124.
Для таких закрывающих элементов силы FT, воздействующие на термосваренную область фланца 120, благодаря напряжению фольги являются главным образом силами сдвига, и не возникает значительного компонента отслаивающей силы, действующей в направлении Т под углом 90° к плоскости усеченно-конической кольцеобразной поверхности 132. Таким образом прочность на разрыв будет зависеть от прочности на сдвиг термосваренного соединения или от прочности на выпячивание самой фольги или ламинированной фольги. Это обеспечивает более высокую прочность на разрыв по сравнению со стандартными контейнерами, закрытыми термосваркой, которые обычно являются плоскими.
Усеченно-коническая кольцеобразная поверхность 132 имеет угол наклона σ, достаточный для того, чтобы не быть превышенным выпячиванием или округлением закрывающего элемента 128 в результате повышенного внутреннего давления, на которое рассчитана банка, и, таким образом, дает возможность значительно увеличить прочность на разрыв для закрывающего элемента 128 при отслаивающем усилии, приемлемом для потребителя. Угол σ находится между примерно 12,5° и 30° и более предпочтительно составляет по меньшей мере 15°, и наиболее предпочтительно примерно от 18° до 25°, или находится в любом промежутке или комбинации промежутков в указанном диапазоне. Отслаивающее усилие зависит как от внутренних свойств выбранного термолака, так и от геометрических эффектов, связанных со сложной деформацией и искривлением, происходящими в закрывающем элементе 128 во время отслаивающего открывания.
Круглое отверстие 124 обычно имеет диаметр D 0,787 дюйма (20,0 мм). Отверстие 124 задается усеченно-конической кольцеобразной поверхностью 132 фланца 120, которая обычно имеет максимальный диаметр (в плоскости центральной панели 18) 1,181 дюйма (30,0 мм). На фиг.18 показано, что закрывающий элемент 128 имеет круглую центральную часть 138, достаточно большую, чтобы полностью накрыть наклонную внешнюю поверхность фланца 120, т.е. около 1,260 дюйма (32,0 мм). Закрывающий элемент 128 имеет короткий выступ 142 с одной стороны для накрытия части центральной панели 18, а на противоположной стороне имеет являющееся одним целым с ним ушко 146, которое не прикреплено термосваркой, но свободно для отгибания и тяги.
Материал для закрывающего элемента может быть соответствующим деформируемым материалом, таким как алюминиевая фольга (например, изготовленная из сплава АА3104 или из обычного сплава для фольги, такого как АА3003, 8011, 8111, 1100, 1200) с толщиной от 0,002 до 0,004 дюйма (от 50,8 до 101,6 мкм), которая либо покрыта с одной стороны подходящим термолаком, либо с одной стороны ламинирована подходящей термосвариваемой полимерной пленкой (например, полиэтиленом, полипропиленом и т.д.) толщиной от 0,001 до 0,002 дюйма (от 25,4 до 50,8 мкм). Сторона потребления должна иметь надлежащее защитное лаковое покрытие. Может быть желательно печатание на фольге с использованием известных способов печати. Могут также оказаться желаемыми насечки на ламинате, чтобы закрывающий элемент легче было удержать.
Закрывающий элемент 120 и термосваренное соединение должны быть выполнены так, чтобы выдерживать силу, вызываемую содержимым под давлением, которым заполнен контейнер. Поэтому закрывающий элемент 120 должен быть скреплен так, чтобы выдержать силы разрыва/сдвига величиной от 25 фунтов/дюйм (0,45 кг/мм) до 75 фунтов/дюйм (1,34 кг/мм) или в любом промежутке или комбинации промежутков в указанном диапазоне.
Во время присоединения к торцовой крышке 10 часть закрывающего элемента 120, которая находится над отверстием 124, может быть по существу плоской, как показано на фиг.19. Когда торцовая крышка 10 прикрепляется к контейнеру, заполненному газированным напитком, давление, создаваемое газированием, заставляет закрывающий элемент 120 выпятиться вверх, так что закрывающий элемент будет иметь радиус кривизны R и высоту Н над плоскостью Р.
На фиг.21 показан неотделяемый или остающийся на банке закрывающий элемент 128. Закрывающий элемент 128 имеет кольцеобразный центральный участок 138, который прикреплен к усеченно-конической кольцеобразной поверхности 142 фланца 120. Со стороны отверстия 124, ближней к периферийной кромке центральной панели 18, закрывающий элемент 128 имеет являющееся с ним одним целым открывающее ушко 146. Закрывающий элемент 128 также имеет являющийся с ним одним целым «неотделяемый» выступ 142 напротив ушка 146, накрывающий часть центральной панели 18. Выступ 142 прикреплен к торцовой крышке 10 дополнительным термосваренным участком, выполненным с такими размерами, что он требует значительно большего отслаивающего усилия (чтобы отделить выступ 142 от торцовой крышки 10), чем усилие, требуемое для кольцеобразного центрального участка 138 (для отделения закрывающего элемента 128 от наклонного фланца 120 вокруг отверстия 124).
Выступ 142 прикреплен к торцовой крышке 10 термосваренным участком, имеющим размер и форму, которые требуют существенно большую отслаивающую силу (имеют более высокую сопротивляемость отслаиванию), чем кольцеобразный центральный участок 138, окружающий отверстие 124. Это препятствует потребителю полностью отделить фольгу закрывающего элемента 128. В результате такой конструкции, когда потребитель открывает закрывающий элемент 128, отслаивающее усилие вначале будет находиться в предусмотренном для открывания диапазоне, т.е. примерно 1,8-4,5 фунтов (8-20 Н). Затем, когда отверстие 124 полностью открыто, отслаивающее усилие падает до очень низкой величины, так что потребитель чувствует, что открывание закончено. Если потребитель продолжает тянуть закрывающий элемент, требуемое отслаивающее усилие резко возрастает до величины, выходящей за рамки обыкновенно приемлемого диапазона для легкого отслаивания, т.е. до более чем 5,5 фунтов (24,5 Н).
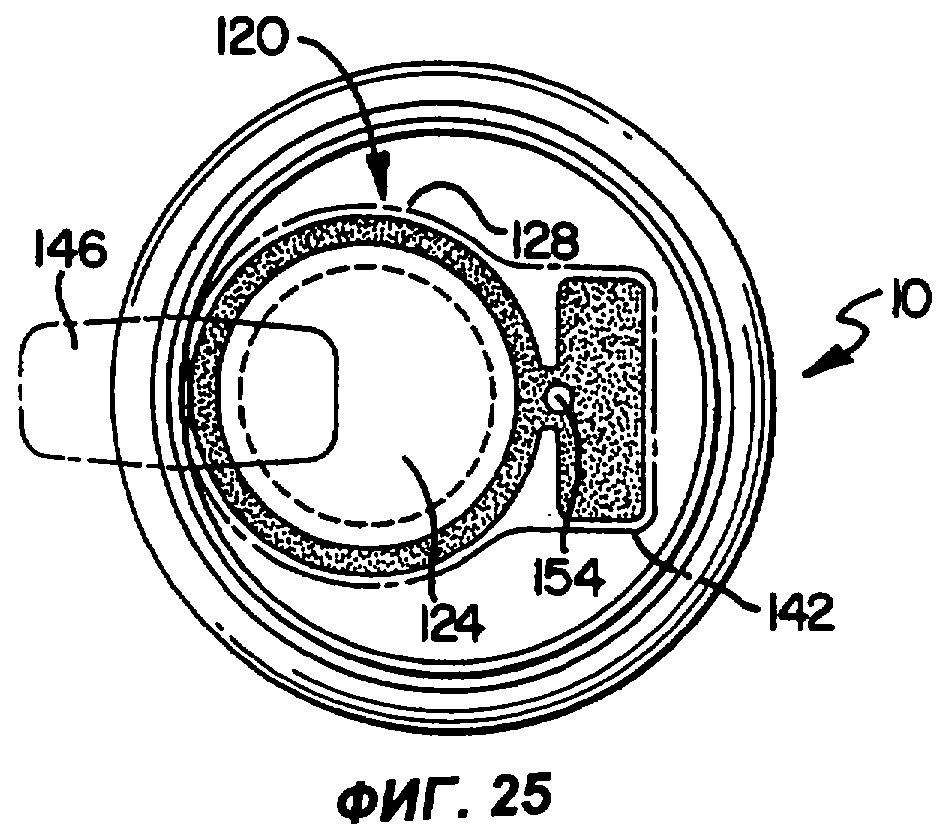
Другой вариант осуществления настоящего изобретения показан на фиг.22-26. Данный вариант имеет резервуар 154 ароматизатора или приятного запаха, который содержит ароматизирующий концентрат 158 на масляной или восковой основе. Концентрат 158 высвобождается, когда отслаивается закрывающий элемент 128. Аромат подбирается с целью улучшить или дополнить вкус напитка.
Резервуар 154, а следовательно, порция ароматизатора 158 расположены на стороне отверстия 124, противоположной периферийной кромке центральной панели 18, так чтобы быть ближе к носу потребителя. Данное положение находится между отверстием 124 и неотделяемым термосваренным участком и, таким образом, покрывается выступом 142 закрывающего элемента, когда закрывающий элемент 128 запечатывается на крышке торцовой банки.
В таком варианте закрывающий элемент 128 выполнен так, чтобы полностью окружать резервуар 154, содержащий концентрат 158. Две специфичные конструкции термосваренного прикрепления показаны соответственно на фиг.25 и 26. На фиг.25 область термосварки вокруг отверстия 124 прилегает к области термосварки вокруг резервуара 154 ароматизатора и к участку термосварки, прикрепляющему выступ 142 к торцовой крышке 10. Когда закрывающий элемент 128 отслаивается, резервуар 154 ароматизатора частично или полностью открывается и концентрат 158 высвобождается. На фиг.26 область термосварки, окружающая резервуар 154, изолирована от областей термосварки вокруг отверстия 124 и на выступе 142. Такой способ уменьшает вероятность того, что концентрат 158 испарится в результате воздействия высокой температуры термосварочных инструментов.
Фиг.27-32 и 33-37 показывают один из способов формовки торцовой крышки 10 согласно настоящему изобретению. Фиг.27-32 показывают ход преобразования торцовой крышки 10 от заготовки до законченной торцовой крышки 10 без показа штамповочного инструмента. Фиг.33-37 показывают штамповочный инструмент, предусматриваемый для формовки крышки 10. Способ показывает, как складка 54 образуется из нижнего сегмента зажимной стенки 14, называемого здесь переходной стенкой 16. Однако следует понимать, что переходная стенка 16 может формироваться из участка периферийной кромки 52 центральной панели 18 без отклонения от духа изобретения.
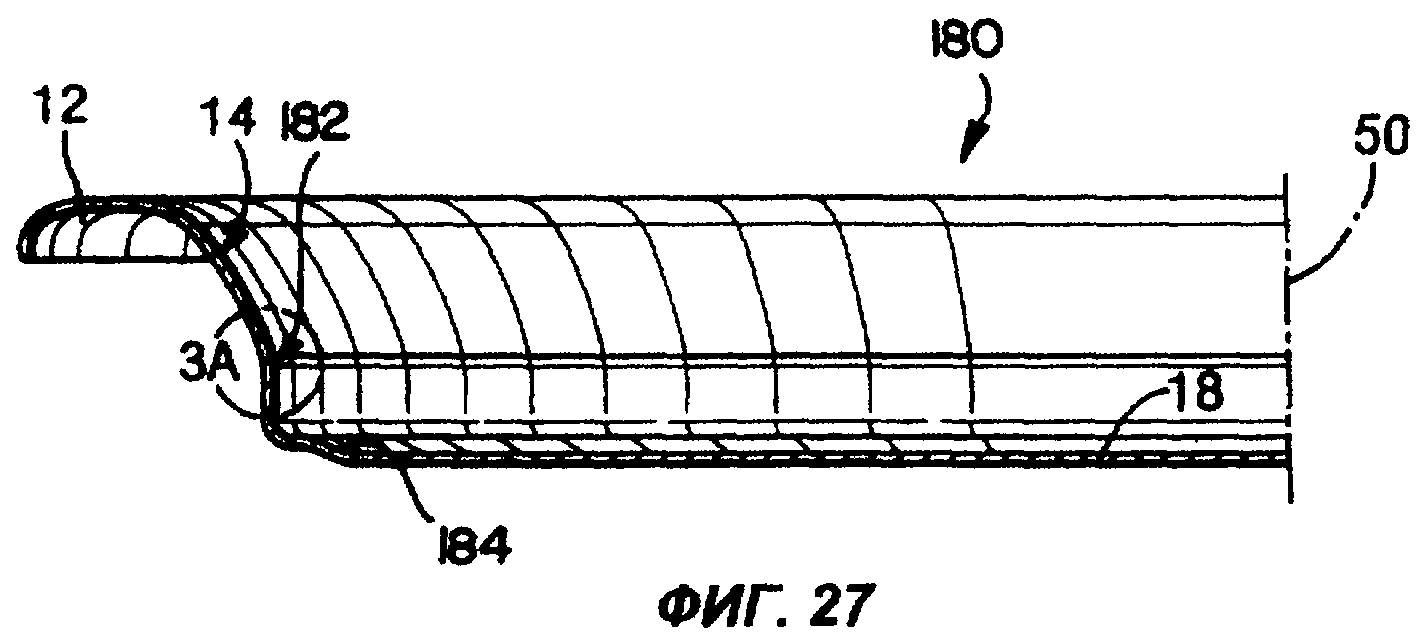
Как показано на фиг.27 и 33, способ использует заготовку 180 крышки. Заготовка 180 крышки имеет точку 182 перегиба, образованную на соединении зажимной стенки 14 и переходной стенки 16. На фиг.28 точка 182 перегиба является вычеканенным участком на внутренней стороне заготовки 180 крышки. На фиг.33 точка 182 перегиба является чеканом с внешней стороны заготовки 180 крышки. Точка 182 перегиба может также выполняться на периферийной кромке 52 центральной панели 18. Точка 182 перегиба выполняется для того, чтобы начало сгиба произошло в заранее установленной точке зажимной стенки 14/переходной стенки 16. В данном примере точка 182 перегиба задает границу между зажимной стенкой 14 и переходной стенкой 16.
Заготовка 180 крышки также имеет наклонный участок 184 вдоль периферийной кромки 52 центральной панели 18. Этот наклонный участок выполняется для облегчения укладки в стопку заготовок 180 крышки, когда те подаются с заготовочного пресса на трансформационный пресс. Наклонный участок 184 также обеспечивает движение металла наружу относительно продольной оси 50, что позволяет обеспечить формирование складки 54 трансформационным прессом.
Фиг.28-32 и 34-37 показывают процесс трансформации заготовки 180 крышки в законченную торцовую крышку 10 путем четырехэтапной операции, выполняемой трансформационным прессом. Изображенный процесс является операцией матричной штамповки; однако крышка 10 согласно настоящему изобретению также может формоваться иной формовкой, например роликовым профилированием.
На первом этапе (фиг.28, 29 и 34) взаимное перемещение штамповочных инструментов ведет к образованию в переходной стенке 16 выпячивания во внешнем направлении (начало кольцеобразного выпуклого элемента 64). Сгибание переходной стенки 16 начинается в точке 182 перегиба (начало кольцеобразного вогнутого элемента 58). В то же время наклонный участок 184 периферийной кромки 52 распрямляется, чтобы преобразовать периферийную кромку 52 в плоскую структуру. Взаимное перемещение инструментов также сдвигает точку 182 перегиба по направлению к распрямленной периферийной кромке 52 центральной панели 18.
Фиг.30 и 35 показывают второй этап трансформационной штамповки. На втором этапе взаимное перемещение штамповочных инструментов прижимает точку 182 перегиба к периферийному кромочному элементу 52. Кольцеобразный выпуклый элемент полностью сформирован и выходит в наружном направлении по существу перпендикулярно продольной оси 50. Точка 182 перегиба находится в контакте или почти касается периферийной кромки 52 центральной панели 18.
Фиг.31 и 36 показывают третий этап трансформационной штамповки. На третьем этапе взаимное перемещение штамповочных инструментов сдвигает складку 54 вверх и, следовательно, вовнутрь относительно центральной панели 18. Это формирует третий сгиб и уменьшает радиус кривизны кольцеобразного вогнутого элемента.
Фиг.32 и 37 показывают четвертый этап трансформационной штамповки. На четвертом этапе взаимное перемещение штамповочных инструментов сдвигает складку 54 далее вверх и внутрь относительно центральной панели 18, до тех пор, пока складка 54 не станет по существу вертикальной, параллельной продольной оси 50. Кольцеобразный вогнутый элемент 58 полностью сформирован и находится в контакте или почти касается периферийного кромочного участка.
Альтернативные штамповочные инструменты показаны на фиг.38-40. Штамповочные инструменты на фиг.38-40 формируют складку 54 путем отжимания металла вовнутрь, в то время как штамповочные инструменты, описанные ранее, формировали складку 54 путем отжимания металла наружу. На фиг.38-40 складка 54 образуется с помощью зажима зажимной стенки 14 между верхней матрицей 185 и нижней матрицей 186. Верхняя матрица 185 имеет выступ 187. Выступ 187 не позволяет складке 54 распространиться во внутреннем направлении относительно продольной оси. Таким образом верхняя и нижняя матрицы 185 и 186 сохраняют складку 54 в сжатом состоянии. Такой тип штамповочных инструментов нацелен на поддержание приблизительно равного напряжения в кольцеобразных вогнутом и выпуклом элементах 58 и 64 для исключения нежелательных разрывов во время формовки. Третья матрица или матричный элемент 188 отжимает складку 54 вверх и внутрь.
Торцовая крышка 10, показанная на фиг.11, может быть сформована с использованием штамповочных инструментов, показанных на фиг.41 и 42. Штамповочные инструменты на этих фигурах предназначены для операции в два этапа. Штамповочные инструменты включают верхнюю матрицу 200 и нижнюю матрицу 204. Верхняя матрица 200 имеет промежуточный элемент 208. Взаимное перемещение верхней матрицы 200 и нижней матрицы 204 заставляет промежуточный элемент 208 войти в контакт с периферийной кромкой заготовки 180 крышки, сдвигая периферийную кромку вниз и образуя в ней канавку. Промежуточный элемент 208 возвращается в исходное положение, и внешний элемент 212 вступает в контакт с зажимной стенкой 14 на втором этапе операции. По мере того, как зажимная стенка 14 под давлением сдвигается вниз, формируется складка 54 между нижней матрицей 204 и внешним элементом 212.
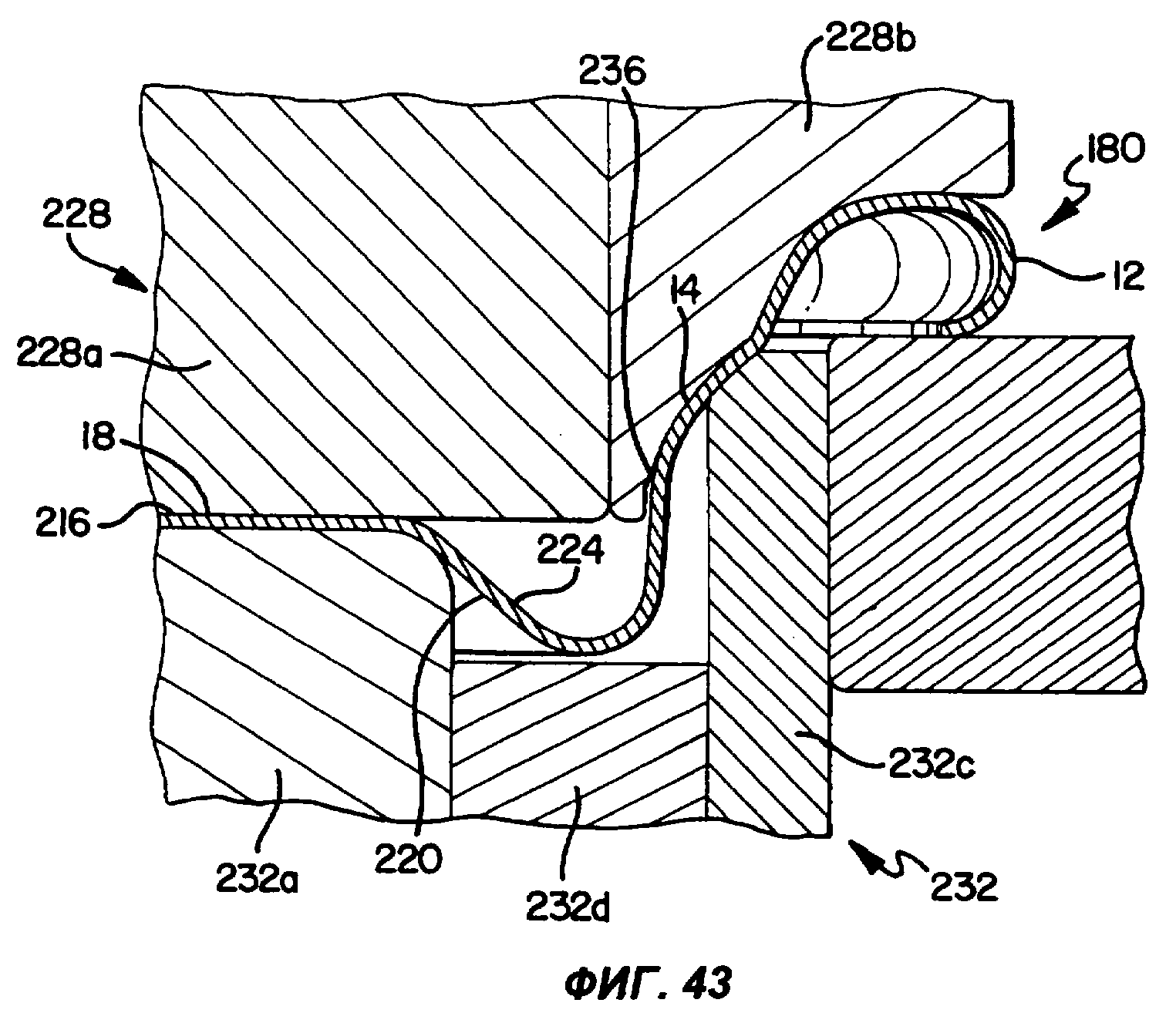
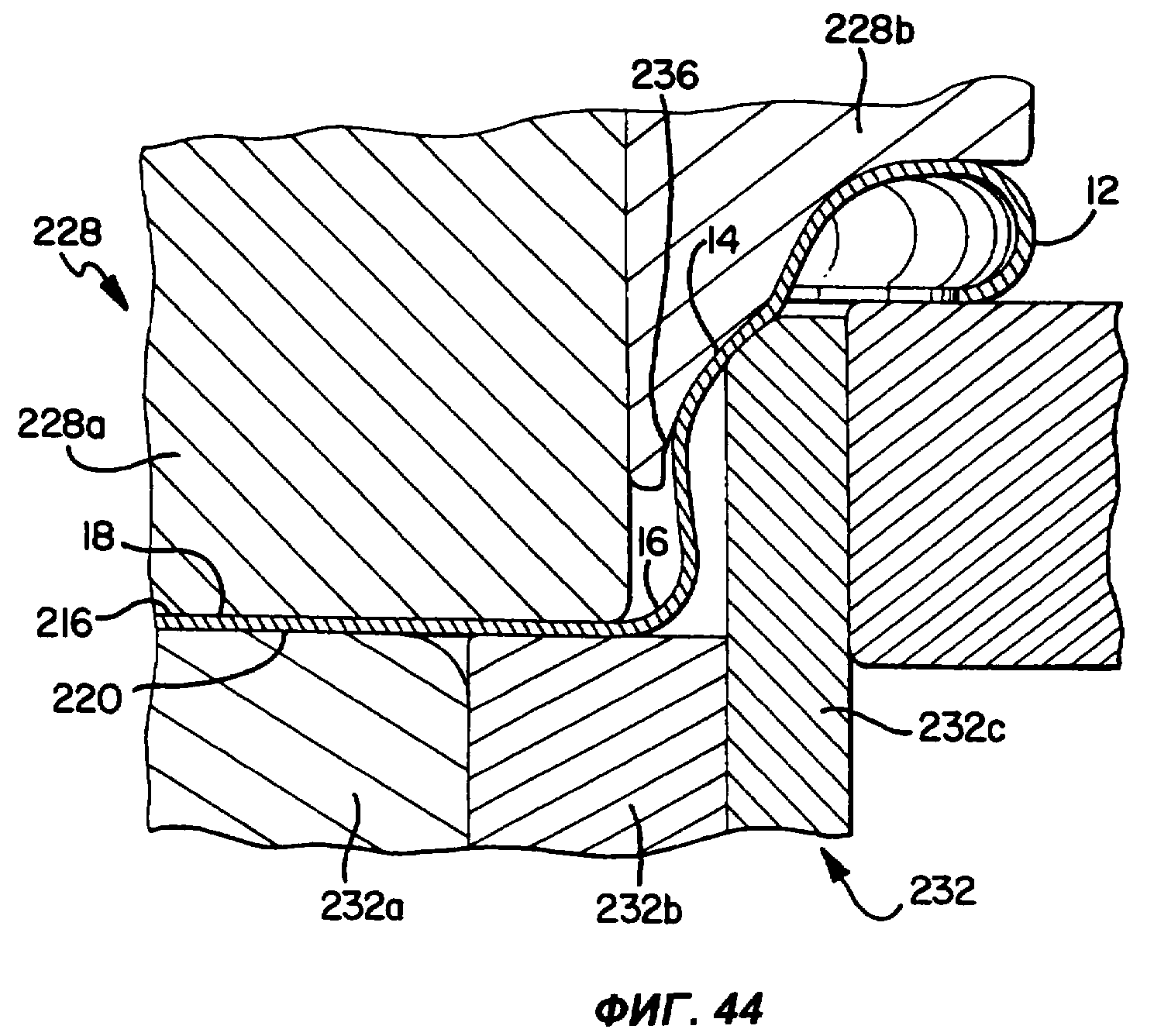
На фиг.43-46 показан альтернативный способ изготовления легковскрываемой торцовой крышки банки 10 согласно настоящему изобретению. При таком способе заготовка 180 крышки банки трансформируется так, чтобы образовалась складка 54 и дуговидная зажимная стенка 14.
Способ использует заготовку 180 крышки. Заготовка 180 крышки имеет сторону 216 потребления и противоположную сторону 220 продукта. Заготовка 180 имеет центральную панель 18, отцентрованную относительно продольной оси 50, обычно U-образное углубление 224, кольцеобразную дуговидную зажимную стенку 14 и подвивку 12, определяющую внешний периметр заготовки 180 крышки. Обычно U-образное углубление 224 соединяет зажимную стенку 14 с центральной панелью 18.
Используются также верхняя и нижняя матрицы 228, 232. Верхняя матрица 228 включает первый и второй штамповочные элементы 228а, 228b. Первый штамповочный элемент 228а размещен радиально с внутренней стороны от второго штамповочного элемента 228b. Второй штамповочный элемент 228b имеет кольцеобразный дуговидный участок 236 для взаимодействия с кольцеобразным дуговидным элементом зажимной стенки 14.
Нижняя матрица 232 содержит внутренний, промежуточный и внешний штамповочные элементы 232а, 232b, 232с. Внутренний штамповочный элемент 232а расположен радиально с внутренней стороны от промежуточного штамповочного элемента 232b, а промежуточный штамповочный элемент 232b расположен радиально с внутренней стороны от внешнего штамповочного элемента 232с. Внешний штамповочный элемент 232с имеет участок, выполненный с возможностью взаимодействия со стороной 220 продукта кольцеобразной дуговидной зажимной стенки 14.
Заготовка 180 крышки зажата между верхней и нижней матрицами 228, 232. Взаимное перемещение заготовки 180 крышки и верхней и нижней матриц 228, 232 трансформирует заготовку 180 крышки. Предпочтительно, первый штамповочный элемент 228а верхней матрицы 228 взаимодействует со стороной 216 потребления центральной панели 18; второй штамповочный элемент 228b взаимодействует с кольцеобразной дуговидной зажимной стенкой 14. Внутренний штамповочный элемент 232а нижней матрицы 232 взаимодействует со стороной 220 продукта центральной панели 18. Промежуточный штамповочный элемент 232b взаимодействует с U-образным углублением 224, а со стороной 220 продукта кольцеобразной дуговидной зажимной стенки 14 взаимодействует внешний штамповочный элемент 232с.
Затем первый штамповочный элемент 228а верхней матрицы 228 смещает вниз центральную панель 18. Это увеличивает радиус кривизны U-образного углубления 224. По мере того, как трансформация продолжается, U-образное углубление 224 выправляется, и площадь центральной панели 18 увеличивается радиально в наружном направлении.
После этой трансформации центральной панели 18 второй штамповочный элемент 228b верхней матрицы 228 сдвигается вниз. Внешний штамповочный элемент 232с нижней матрицы также сдвигается вниз. Промежуточный штамповочный элемент 232b нижней матрицы 232 поддерживает расширившуюся площадь центральной панели 18. Такое взаимное перемещение приводит к трансформации кольцеобразной дуговидной зажимной стенки 14.
Когда кольцеобразная дуговидная зажимная стенка 14 смещается вниз, формируется переходная стенка 16. Часть зажимной стенки 14, которая раньше была внешней стенкой U-образного углубления 224, сдвигается радиально наружу до тех пор, пока не упрется во внешний штамповочный элемент 232с нижней матрицы 232. Это останавливает дальнейшее движение во внешнем направлении зажимной стенки 14, и металл переходной стенки 16 свободно образует участок 54 складки. Остающаяся нижняя часть зажимной стенки 14 сдвигается радиально внутрь в сторону участка второго штамповочного элемента 228b верхней матрицы 228.
Фиг.47-52 показывают двухсоставную операцию формовки заготовки крышки согласно настоящему изобретению. Пресс включает внутренний и внешний пуансон или пресс-штемпель, имеющие две разные длины хода. Длина хода внешнего пуансона составляет приблизительно 2,5 дюйма (63,5 мм). Длина хода внутреннего пуансона составляет приблизительно 4 дюйма (101,6 мм). Фазовый угол примерно равен 25°. Ход и фазовый угол могут варьироваться в зависимости от требований к формовке и других производственных составляющих. В данной операции металлическая вырубка из листа формуется в заготовку крышки, имеющую участок складки. Заготовка далее поступает на трансформационный пресс для дальнейшей формовки.
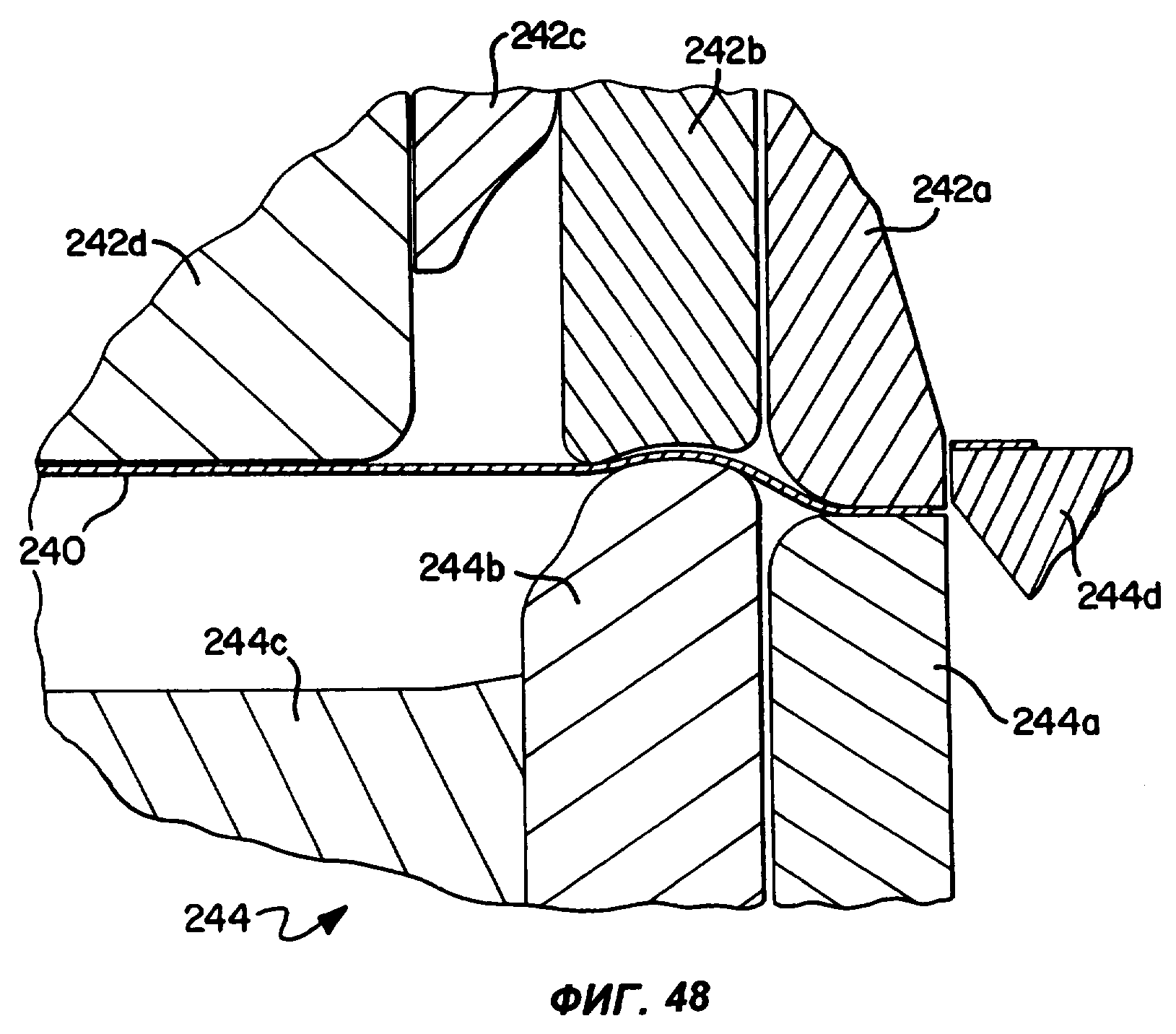
Фиг.47 показывает начальный этап в процессе формовки заготовки. На данном этапе используется металлическая вырубка 240. Опять применяется верхняя и нижняя матрицы 242, 244 для образования заготовки из вырубки 240. Верхняя матрица 242 включает радиально самую внешнюю верхнюю матрицу 242а, первую промежуточную верхнюю матрицу 242b, расположенную радиально с внутренней стороны от самой внешней верхней матрицы 242а, вторую промежуточную верхнюю матрицу 242с (см. фиг.48-52), расположенную радиально с внутренней стороны от первой промежуточной верхней матрицы 242b, и радиально самую внутреннюю верхнюю матрицу 242d, расположенную радиально с внутренней стороны от второй промежуточной верхней матрицы 242с. Нижняя матрица 244 включает радиально самую внешнюю нижнюю матрицу 244а, промежуточную нижнюю матрицу 244b, расположенную радиально с внутренней стороны от самой внешней нижней матрицы 244а, и радиально самую внутреннюю нижнюю матрицу 244с, расположенную радиально с внутренней стороны от промежуточной нижней матрицы 244b. Вырубной инструмент 244d расположен с внешней стороны от самой внешней нижней матрицы 244а.
Как показано на фиг.47, на первом этапе периферийная кромка вырубки 240 зажата внешним кольцом, образованным из верхней и нижней радиально самых внешних матриц 242а, 244а.
Как показано на фиг.48, взаимное перемещение верхней и нижней матрицы 242, 244 приводит к обрубанию вырубки 240 вырубным инструментом 244d. Часть вырубки 240 сгибается вокруг выпуклой дуговидной секции промежуточной нижней матрицы 244b. Первая промежуточная верхняя матрица 242b имеет вогнутый участок для прижатия вырубки 240 к выпуклому дуговидному участку промежуточной нижней матрицы 244b.
Как показано на фиг.49, взаимное перемещение радиально самых внутренних верхней и нижней матриц 242d, 244с формирует в вырубке 240 чашевидный элемент, в то время как внешняя периферийная кромка вырубки 240 зажата между первой промежуточной верхней матрицей 242b и промежуточной нижней матрицей 244b. Радиально самая внутренняя нижняя матрица 244с подвергается постоянному давлению для сдвига ее вверх. Это давление, сдвигающее внутреннюю нижнюю матрицу 244с, держит ее плотно прижатой к стороне продукта заготовки для того, чтобы предотвратить распрямление участка складки во время процесса штамповки. Далее, взаимное перемещение второй промежуточной верхней матрицы 242с и нижней оснастки 244 начинает формировать зажимную стенку радиально с внутренней стороны от внешней периферийной кромки вырубки 240.
Формовка продолжается, как показано на фиг.50, взаимным перемещением верхней и нижней матриц 242, 244. Кольцевой участок вырубки свободно формуется между второй промежуточной верхней матрицей 242с и промежуточной нижней матрицей 244b. Далее начинает формироваться участок складки.
Фиг.51 показывает верхнюю и нижнюю матрицы 242, 244 в их окончательной рабочей позиции. Складка 54 полностью сформирована между зажимной стенкой 14 и центральной панелью 18, а прикрепляющая подвивка 12 сформирована частично.
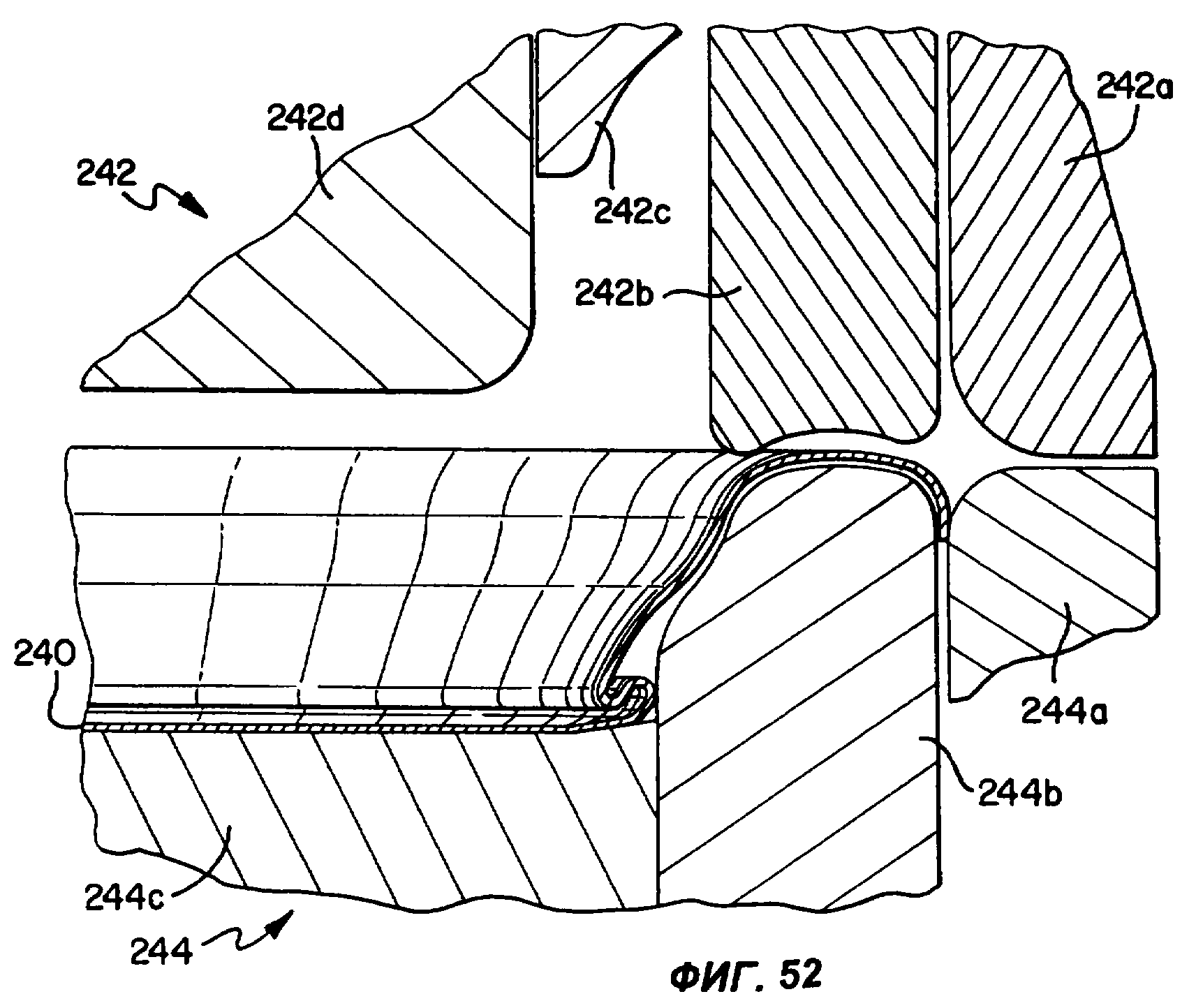
На фиг.52 верхняя и нижняя матрицы возвращены в исходное положение. Заготовка 246 крышки полностью сформована.
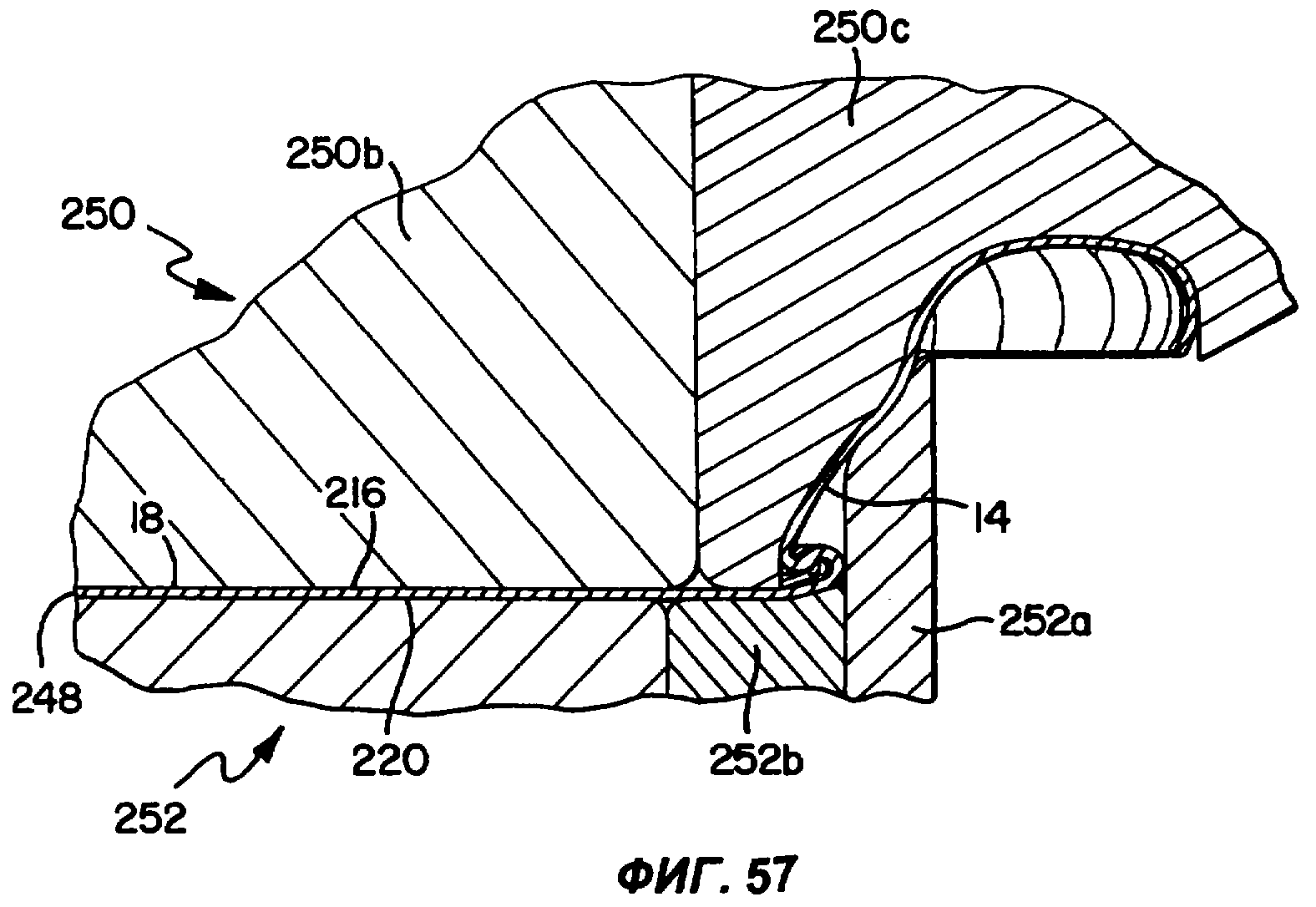
Фиг.53-57 показывают состоящий из двух операций процесс формирования учаска складки с помощью трансформационного пресса. В данном процессе заготовка 248 крышки банки трансформируется в торцовую крышку банки, имеющую участок складки. В этой операции также применяются верхняя и нижняя матрицы 250, 252. Верхняя матрица 250 содержит радиально самую внешнюю матрицу 250а, радиально самую внутреннюю матрицу 250b и матрицу 250с второго этапа (см. фиг.55-57). Нижняя матрица 252 включает радиально самую внешнюю нижнюю матрицу 252а, промежуточную нижнюю матрицу 252b и радиально самую внутреннюю нижнюю матрицу 252с.
В первой операции, показанной на фиг.53 и 54, взаимное перемещение верхней и нижней матриц 250, 252 заставляет радиально самую внешнюю верхнюю матрицу 250а войти в контакт со стороной 216 потребления заготовки 248 крышки, в то время как радиально самая внутренняя нижняя матрица 252с и промежуточная нижняя матрица 252b входят в контакт со стороной 220 продукта заготовки 248. Продолжающееся взаимное перемещение заставляет радиально самую внутреннюю верхнюю матрицу 250b войти в контакт со стороной 216 потребления заготовки 248 крышки. Радиально самая внешняя нижняя матрица 252а поддерживает верхнюю часть зажимной стенки 14 заготовки 248.
Это продолжающееся взаимное перемещение изменяет форму центральной панели 18 и зажимной стенки 14. Центральная панель 18 расширяется радиально во внешнем направлении. Нижняя часть зажимной стенки 14 свободно формуется между верхней и нижней матрицами 250, 252, образуя S-образный в сечении профиль.
По завершении данной формовки радиально самая внешняя верхняя матрица 250а возвращается в исходное положение и заменяется матрицей 250с второго этапа (см. фиг.55-57). Матрица 250с второго этапа контактирует со стороной 216 потребления зажимной стенки 14, сдвигая самую нижнюю часть зажимной стенки 14 наружу, в то же время удерживая радиально наиболее внутреннюю часть зажимной стенки 14. Продолжающееся взаимное перемещение верхней и нижней матриц 250, 252 приводит к формированию участка складки между матрицей 250с второго этапа, промежуточной нижней матрицей 250b и радиально самой внешней нижней матрицей 252а.
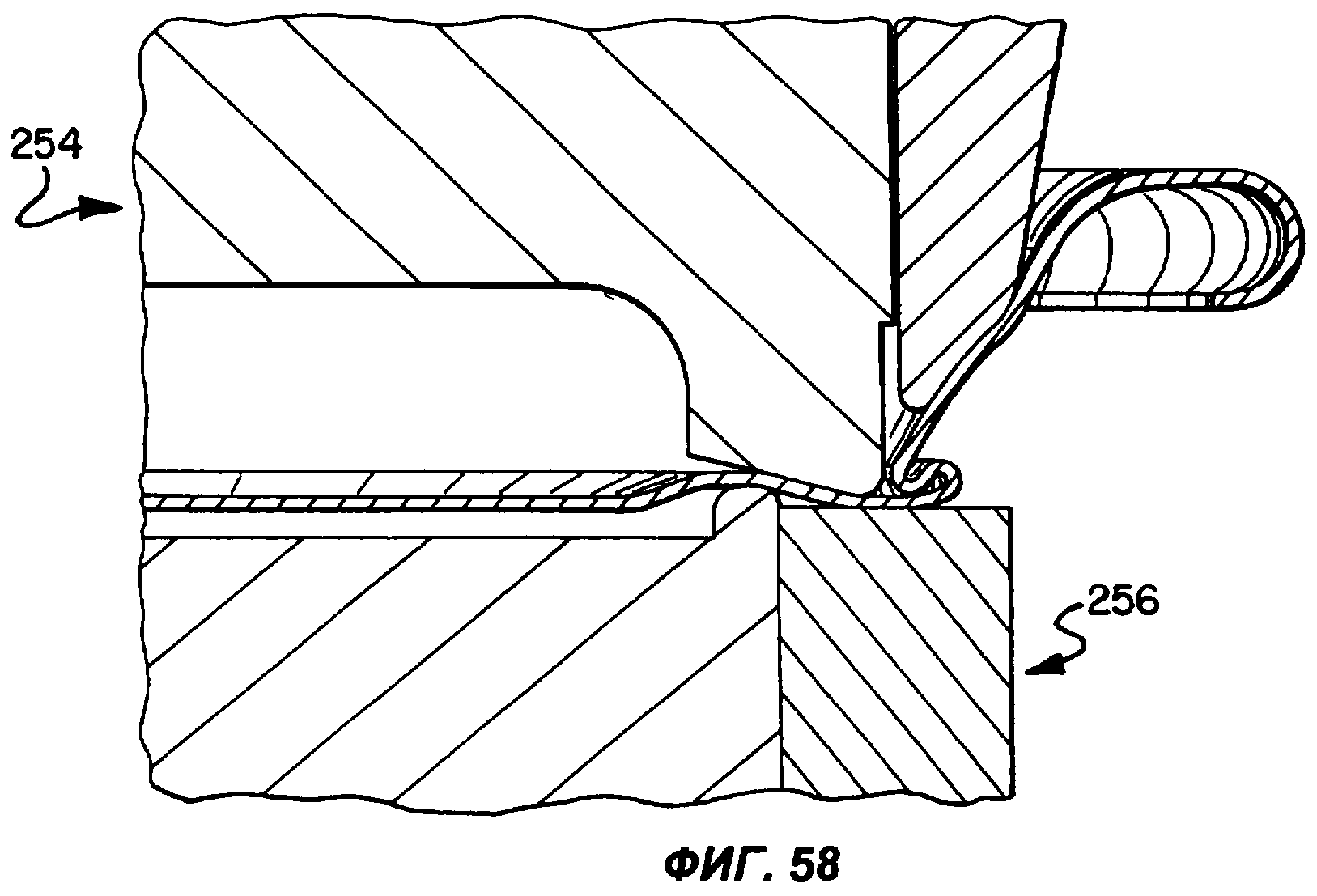
Фиг.58-64 показывают варианты способа производства ступенчатого участка центральной панели. В операции чеканки, показанной на фиг.58-60, вначале между верхней и нижней матрицами 254, 256 сжимается область центральной панели рядом с участком скалдки. Данная операция чеканки выдавливает металл, образуя резерв, из которого можно сформировать ступеньку 215. Операция чеканки помогает предотвратить разглаживание участка складки во время изготовления ступеньки.
Фиг.61-64 показывают другие способы выполнения ступенчатой панели 215. В операциях применяется верхняя и нижняя матрицы 258, 260. Ступенька 215 возникает, когда относительно поперечное движение верхней и нижней матриц 258, 260 заставляет выпуклый кольцеобразный дуговидный участок 262 нижней матрицы взаимодействовать с вогнутым кольцеобразным участком 264 верхней матрицы 258.
В этих вариантах осуществления выпуклый кольцеобразный дуговидный участок 262 может иметь радиус кривизны RS от 0,010 до 0,050 дюйма (от 0,25 до 1,27 мм), более предпочтительно от 0,020 до 0,030 дюйма (от 0,51 до 0,76 мм), или находиться в любом промежутке или комбинации промежутков в указанном диапазоне. Длина LS сечения вогнутого кольцеобразного участка 262 является достаточно большой для того, чтобы в нее вошла часть центральной панели 18, причем взаимное перемещение верхней и нижней матриц 258, 260 запрессовывает металл в вогнутый кольцеобразный участок 264. Предпочтительно, длина LS составляет от 0,01 до 0,10 дюйма (от 0,25 до 2,54 мм), более предпочтительно 0,070 дюйма (1,78 мм), или находится в любом промежутке или комбинации промежутков в указанном диапазоне. Глубина HS вогнутого кольцеобразного элемента 264 составляет предпочтительно от 0,010 до 0,020 дюйма (от 0,25 до 0,51 мм); более предпочтительно от 0,015 до 0,017 дюйма (от 0,381 до 0,432 мм), или находится в любом промежутке или комбинации промежутков в указанном диапазоне. Радиус кривизны RO проема вогнутого кольцеобразного элемента 264 составляет предпочтительно от 0,01 до 0,10 дюймов (от 0,25 до 2,54 мм) и более предпочтительно 0,010 дюйма (0,25 мм), или находится в любом промежутке или комбинации промежутков в указанном диапазоне.
В вариантах, показанных на фиг.65 и 66, складка 54 может не касаться центральной панели 18. Когда контейнер заполнен под давлением, расстояние между вершиной 60 и центральной панелью 18 уменьшается или устраняется, что обеспечивает чистоту крышки. Поскольку складка 54 имеет кольцевую форму, части вершины 60 могут касаться центральной панели 18; вершина 60 может касаться центральной панели 18 по всей окружности, или ни одна часть вершины 60 не касается центральной панели 18.
Складка 54 имеет внутренний радиус кривизны Rinner, присоединяющий или сочленяющий второе плечо 62 с третьим плечом 68. Радиус кривизны Rinner предпочтительно составляет от 0 до 0,030 дюйма (от 0 до 0,76 мм); более предпочтительно от 0,002 до 0,020 дюйма (от 0,051 до 0,51 мм); еще более предпочтительно от 0,0035 до 0,010 дюйма (от 0,089 до 0,25 мм); и наиболее предпочтительно 0,006 дюйма (0,15 мм); или находится в любом промежутке или комбинации промежутков в указанном диапазоне.
Складка 54 имеет внешний радиус кривизны Router, соединяющий или сочленяющий первое плечо 56 со вторым плечом 62. Радиус кривизны Router предпочтительно меньше, чем радиус кривизны Rinner. Радиус кривизны Router предпочтительно составляет от 0 до 0,030 дюйма (от 0 до 0,76 мм); более предпочтительно от 0,002 до 0,020 дюйма (от 0,051 до 0,51 мм); еще более предпочтительно от 0,0035 до 0,010 дюйма (от 0,089 до 0,254 мм); или находится в любом промежутке или комбинации промежутков в указанном диапазоне.
Второе плечо 62 и третье плечо 68 каждое имеют противоположные первое и второе окончание. Первое окончание второго плеча 62 присоединено к вогнутому кольцеобразному участку 58; противоположная второе окончание второго плеча 62 присоединено к выпуклому кольцеобразному участку 64; первое окончание третьего плеча 68 присоединено к выпуклому кольцеобразному участку 64; и противоположное второе окончание третьего плеча 68 соединено с центральной панелью 18. Первое окончание второго плеча 62 и вторая оконечность третьего плеча 68 сходятся так, что расстояние между вершиной 60 и центральной панелью 18 уменьшено или устранено, а расстояние между вторым окончанием второго плеча 62 и первым окончанием третьего плеча 68 больше, чем расстояние между первым окончанием второго плеча 68 и вторым окончанием третьего плеча 68. Относительные величины радиусов Rinner и Router помогают создать это пространственное соотношение, которое, как считается, значительно увеличивает прочность торцовой крышки 10 банки. Далее, считается, что прочность торцовой крышки 10 банки может быть резко увеличена путем формирования плеч криволинейной формы, например, с таким радиусом кривизны, например, второго плеча 62, что выпуклый кольцеобразный элемент 64 расположен рядом или входит в контакт с внешней поверхностью зажимной стенки 14 (см., например, фиг.40).
Увеличение сопротивляемости деформации является результатом того, что радиус Rinner больше 0,0020 дюйма (0,051 мм). Сопротивляемость деформации существенно увеличивается, когда Rinner увеличивается от 0,002 до 0,006 дюйма (от 0,051 до 0,15 мм) и далее. Фиг.66 показывает увеличение Rinner по сравнению с Rinner на фиг.65. Складка 54 фиг.66 была сформована заготовочным прессом, в то время как складка 54 фиг.65 была сформована трансформационным прессом.
Также желательно, чтобы Rinner был больше или равен Router. Однако считается, что Router может быть больше, чем Rinner без отрицательного влияния на сопротивляемость деформации, и в некоторых случаях сопротивляемость деформации может быть улучшена таким соотношением. Такое соотношение может возникать, когда выпуклый кольцеобразный участок 64 расположен рядом или входит в контакт с внешней поверхностью зажимной стенки 14.
Высота Hfold складки 54 над горизонтальной плоскостью, определенной самой нижней по вертикали оконечностью центральной панели 18, предпочтительно как минимум равна 0,035 дюйма (0,89 мм). Высота Hfold может быть увеличена путем увеличения Rinner и/или увеличения угла λ складки 54. Угол λ есть угол, на который самая нижняя по вертикали оконечность складки 54 поднята над горизонтальной плоскостью, заданной самой нижней по вертикали оконечностью центральной панели 18 и/или периферийной кромкой 52 центральной панели. Предпочтительно, самая нижняя по вертикали оконечность центральной панели 18 должна совпадать с периферийной кромкой 52 центральной панели 18. Угол λ находится в пределах 0°-90°, предпочтительно составляет менее чем 60°; более предпочтительно менее 30°; и наиболее предпочтительно 8°; или находится в любом промежутке или комбинации промежутков в указанном диапазоне. Считается, что прочность торцовой крышки 10 также значительно зависит от величины Нfold и угла λ.
Еще одно важное соотношение показано на фиг.65 и 66. Металлический материал, используемый для формования крышки 10, подвергается сжатию в районе складки 54 при формировании складки 54. Это утолщение является результатом сжимающих сил, приложенных к металлу. Сжимающие силы прикладываются, чтобы предотвратить разрыв складки 54 во время процесса формовки. Толщина вдоль вогнутого кольцеобразного участка 58 и выпуклого кольцеобразного участка 64 предпочтительно на 1-20% превосходит толщину металла центральной панели 18. Более предпочтительно, толщина вдоль вогнутого кольцеобразного участка 58 и выпуклого кольцеобразного участка 64 на 10-20% превышает толщину металла центральной панели 18.
Фиг.67 и 67А показывают различные радиусы кривизны по зажимной стенке 14 и переходной стенке 16. Зажимная стенка 14 в данной реализации имеет сложный радиус. Верхняя часть зажимной стенки 14 имеет радиус кривизны RCW1, составляющий приблизительно от 0,100 до 0,700 дюйма (от 2,54 до 17,78 мм), предпочтительно около 0,300 дюйма (7,62 мм), или находится в любом промежутке или комбинации промежутков в указанном диапазоне. Нижняя часть зажимной стенки 14 имеет радиус кривизны RCW2 приблизительно от 0,100 до 0,600 дюйма (от 2,54 до 15,24 мм), предпочтительно он немного меньше, чем RCW1 или составляет около 0,200 дюйма (5,08 мм), или находится в любом промежутке или комбинации промежутков в указанном диапазоне. Первое плечо 56 переходной стенки 16 имеет радиус кривизны RTW1, составляющий приблизительно от 0,010 до 0,150 дюймов (от 0,254 до 3,81 мм), предпочтительно он меньше RCW2 или составляет около 0,040 дюйма (1,02 мм), или находится в любом промежутке или комбинации промежутков в указанном диапазоне.
Второе плечо 62, кольцеобразный выпуклый участок 64 и третье плечо 68 в этом варианте осуществления обычно имеют увеличивающиеся радиусы кривизны по данному сегменту складки 54. Соответственно первый радиус кривизны RF1 составляет примерно от 0,006 до 0,040 дюйма (от 0,15 до 1,02 мм), предпочтительно около 0,0132 дюйма (0,34 мм); второй радиус кривизны RF2 также составляет от 0,006 до 0,040 дюйма (от 0,15 до 1,02 мм), но предпочтительно он немного больше, чем RF1 и составляет около 0,0144 дюйма (0,37 мм); третий радиус кривизны RF3 составляет примерно от 0,010 до 0,100 дюйма (от 0,25 до 2,54 мм), предпочтительно он больше, чем RF2 или составляет примерно 0,0434 дюйма (1,10 мм).
Были описаны и проиллюстрированы несколько альтернативных вариантов осуществления. Специалист в данной отрасли поймет, что признаки отдельных осуществлений, например неотделяемые закрывающие элементы, формовка центральной панели и зажимной стенки, могут быть применены в любом осуществлении. Специалист в данной отрасли далее поймет, что любое из осуществлений складчатой переходной стенки может быть выполнено в любой комбинации с осуществлениями, описанными в данной заявке. Далее, термины «первый», «второй», «верхний», «нижний» и т.д. используются только для иллюстративных целей и не предназначены для любого ограничения осуществлений изобретения. Термин «совокупность», как он здесь используется, должен пониматься как любое число, большее чем единица, либо отдельно, либо как сумма, согласно необходимости, до бесконечности. В том смысле, как они используется здесь, слова «присоединять» или «соединять» означают помещать или сдвигать вместе два элемента, так чтобы они образовали единство, и между присоединенными или соединенными элементами может находиться любое количество элементов, приспособлений, крепежных деталей и т.д., если иное не оговорено путем использования слова «непосредственно» и не подтверждено чертежами.
Данная заявка содержит многочисленные пространственные соотношения, относящиеся к крышке банки размера 202, а именно размеры, относящиеся к радиальному размещению складки и/или ступеньки, диаметру или радиусу прикрепляющей подвивки и/или центральной панели и т.д. Специалист в данной отрасли поймет, что эти размеры изменятся, если аспекты изобретения, изложенные в данной заявке, будут применены к крышкам большего или меньшего размера, включая, но не ограничиваясь, крышки размеров 200, 206, 209.
Хотя изобретение описано со ссылкой на предпочтительные варианты осуществления, специалист поймет, что могут быть сделаны различные изменения и различные элементы заменены их эквивалентами без отклонения от обширной разновидности изобретения. Также предполагается, что формула изобретения в общем виде, не уточняющая деталей конкретных воплощений, как они раскрыты в настоящей заявке в качестве наилучшего предусмотренного осуществления изобретения, не должна быть ограничена вышеуказанными деталями.
Реферат
Изобретение относится к таре с жесткими соединениями между стенками. Легковскрываемая крышка банки, например, для пива содержит центральную панель (18) с закрывающим элементом для запечатывания крышки, например, в виде отрывного лепестка, образованного разрывной бороздкой. Внешний периметр крышки определяется подвивкой, от которой проходит вниз кольцевая зажимная стенка (14), которую переходная стенка (16) соединяет с периферийной кромкой (52) центральной панели (18). Переходная стенка (16) содержит участок складки, который имеет первое плечо (56), второе плечо (62) и третье плечо (68). Толщина металла вдоль вогнутого кольцеобразного участка (58) и выпуклого кольцеобразного участка (64) на 1-20% превышает толщину металла центральной панели (18). В одном варианте внутренний радиус (Rinner) кривизны превышает 0,051 мм. В другом варианте верхняя вертикальная оконечность складки имеет высоту (Hfold) по меньшей мере на 0,89 мм выше, чем нижняя вертикальная оконечность центральной панели (18), а участок складки проходит вверх над горизонтальной плоскостью, определяемой нижней вертикальной оконечностью центральной панели (18), под углом (λ), превышающим 1 градус. Решение направлено на облегчение торцовой крышки без уменьшения прочности. 2 н. и 9 з.п. ф-лы, 70 ил.
Формула
центральную панель (18), отцентрованную относительно продольной оси (50), перпендикулярной диаметру центральной панели (18), причем центральная панель (18) имеет закрывающий элемент (128) для запечатывания торцовой крышки, при этом часть закрывающего элемента (128) остается прикрепленной к части центральной панели (18) после открытия легковскрываемой торцовой крышки (10) банки;
подвивку (12), определяющую внешний периметр торцовой крышки;
кольцевую зажимную стенку (14), проходящую вниз от подвивки (12);
переходную стенку (16), соединяющую зажимную стенку (14) с периферийной кромкой (52) центральной панели (18), причем переходная стенка (16) содержит участок складки (54), который имеет первое плечо (56), второе плечо (62) и третье плечо (68), при этом первое плечо (56) соединено с зажимной стенкой (14) и присоединено ко второму плечу (62) посредством вогнутого кольцеобразного участка (58), второе плечо (62) присоединено к третьему плечу (68) посредством выпуклого кольцеобразного участка (64), а третье плечо (68) присоединено к центральной панели (18), выпуклый кольцеобразный участок (64) имеет внутренний радиус кривизны, сочленяющий второе плечо (62) с третьим плечом (68) и превышающий 0,051 мм, а толщина металла вдоль вогнутого кольцеобразного участка (58) и выпуклого кольцеобразного участка (64) предпочтительно на 1-20% превышает толщину металла центральной панели (18).
центральную панель (18), отцентрованную относительно продольной оси (50), перпендикулярной диаметру центральной панели (18), причем центральная панель (18) имеет закрывающий элемент (128) для запечатывания торцовой крышки (10), при этом часть закрывающего элемента (128) остается прикрепленной к части центральной панели (18) после открытия легковскрываемой торцовой крышки (10) банки;
подвивку (12), определяющую внешний периметр торцовой крышки;
кольцевую зажимную стенку (14), проходящую вниз от подвивки (12); и
переходную стенку (16), соединяющую зажимную стенку (14) с периферийной кромкой (52) центральной панели (18), причем переходная стенка (16) содержит участок складки (54), который имеет верхнюю вертикальную оконечность, находящуюся, по меньшей мере, на 0,89 мм выше, чем нижняя вертикальная оконечность центральной панели (18), а участок складки проходит вверх над горизонтальной плоскостью, определяемой нижней вертикальной оконечностью центральной панели (18), под углом, превышающим 1°, и имеет первое плечо (56), второе плечо (62) и третье плечо (68), при этом первое плечо (56) непосредственно соединено с зажимной стенкой (14) и присоединено ко второму плечу (62) посредством вогнутого кольцеобразного участка (58), второе плечо (62) присоединено к третьему плечу (68) посредством выпуклого кольцеобразного участка (64), а третье плечо (68) присоединено к центральной панели (18), верхняя вертикальная оконечность участка складки содержит часть выпуклого кольцеобразного участка (58) и выпуклого кольцеобразного участка (64), а толщина металла вдоль вогнутого кольцеобразного участка (58) и выпуклого кольцеобразного участка (64) предпочтительно на 1-20% превышает толщину металла центральной панели (18).
Комментарии