Крышка банки - RU2270794C2
Код документа: RU2270794C2
Чертежи





































Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к торцевым крышкам для сборных металлических контейнеров с панелью несъемного типа для пива и прохладительных напитков, состоящих из двух частей. Конкретнее, настоящее изобретение касается способа уменьшения объема металла в торцевой крышке.
Уровень техники
Простые, легко открываемые торцевые крышки контейнеров для пива и прохладительных напитков содержат центральную панель, на которой имеется удаляемый лепесток (его иногда называют "отрываемый лепесток", "открываемый лепесток"), образованный бороздкой на наружной поверхности (на стороне пользования) торцевой крышки. В конструкции крышек популярных, "экологичных" банок предусматривают возможность их открывания путем разрыва металла панели по этой бороздке так, чтобы при этом не происходило отделения каких-либо участков крышки. Например, на крышках самых простых контейнеров для прохладительных напитков имеется отрываемый лепесток, который удерживается на крышке за счет участка без бороздки, вокруг которого происходит поворот лепестка и который соединяет отрываемый лепесток с остальной частью крышки. При этом для открывания лепестка предусмотрено прикрепленное при помощи заклепки ушко, играющее роль рычага. На крышке такого типа (так называемой крышке SOT) имеется отрываемый лепесток, образованный незамкнутой круговой бороздкой, причем металл того участка, на котором бороздка отсутствует, служит для удержания отрывного лепестка по линии сгиба, когда происходит его перемещение.
Контейнер обычно представляет собой цельнотянутую банку с тонким корпусом, которую формируют из тонколистового алюминия или тонколистовой стали. Торцевые крышки таких контейнеров обычно также вырубают из тонколистового алюминия или тонколистовой стали, формуют заготовку крышки, которую затем обрабатывают, и при помощи процесса, часто называемого фасонной штамповкой, получают готовую крышку. В процессе изготовления таких крышек сначала вырубают исходные тонколистовые заготовки, из тонколистовых заготовок формуют черновые заготовки крышек и, путем фасонной штамповки черновых заготовок, получают готовые крышки, которые закаточным швом можно прикреплять к контейнерам. Хотя в настоящее время это широко и не используется, но, как вариант, такие контейнеры и/или крышки можно изготавливать и из пластмассы, при этом конструкция неотделяемых деталей, предназначенных для открывания банки, может быть подобна вышеописанной.
Одна из задач, которые стоят перед производителями крышек для банок, заключается в получении крышки, обладающей прочностью в отношении продольного изгиба (вспучивания). В патенте США № 3525455 (в дальнейшем - "патент 455") описан способ, направленный на увеличение прочности крышки для банки, содержащей загиб для соединения швом (загиб под шов, шовный загиб), наклонную стенку и коническую фаску вдоль наружного края центральной панели. Способ включает в себя формирование складки, по существу, вдоль всей длины наклонной стенки. Складка обладает некоторой протяженностью в вертикальном направлении, которая приблизительно равна аналогичной протяженности шовного загиба, и некоторой толщиной, которая приблизительно равна протяженности остальной части наклонной стенки. При этом, когда крышку соединяют швом с открытой стороной контейнера, происходит поджатие складки к внутренней стенке контейнера.
Другая задача производителей крышек для банок заключается в том, чтобы уменьшить количество металла в черновых заготовках крышек, которые заготавливаются для последующего формования готовых крышек, и при этом сохранить прочность крышек. Один из способов, целью которого является решение этой задачи, описан в патенте США № 6065634 (в дальнейшем - "патент 634"). Патент 634 направлен на создание крышки для банки, в которой имеется шовный загиб, наклонная стенка, идущая от шовного загиба вниз к конической фаске, которая примыкает к центральной панели крышки для банки. В способе, описанном в патенте 634, сокращение количества металла происходит благодаря уменьшению плоской исходной заготовки крышки. Это достигается за счет увеличения угла наклонной стенки от приблизительно 11-13° до 43°.
Способ, предлагаемый в патенте 634, может приводить к уменьшению диаметра центральной панели. Это соответственно может привести к уменьшению площади центральной панели, которая требуется для размещения письменных инструкций, таких как инструкции по открыванию или информации по утилизации. Способ также может ограничить размер отрывного лепестка. К тому же, из-за того, что угол наклонной стенки увеличен, увеличивается расстояние между отрывным лепестком и краем крышки для банки. Это может привести к проливу жидкости при ее выливании и/или во время питья.
Способ, описанный в патенте 634, предусматривает получение конической фаски. Патент 455 тоже использует такое решение. Коническую фаску выполняют в крышке банки для увеличения прочности. Однако, из-за того, что коническая фаска представляет собой узкое углубление, следующее вдоль края крышки для банки, в ней может накапливаться грязь. Кроме того, часто такая грязь трудно поддается смыву из-за геометрии конической фаски.
Раскрытие изобретения
Задачей изобретения является создание крышки для банки, имеющей повышенную продольную прочность, для изготовления которой требуется заготовка меньшего диаметра, по сравнению с известными решениями, при сохранении диаметра готовой крышки, в результате чего достигается существенная экономия металла.
Для решения поставленной задачи предложена легко открываемая крышка банки, содержащая центральную панель, расположенную симметрично относительно продольной оси и имеющую наружный край и отрываемый лепесток, который образован бороздкой разрыва и удерживается на центральной панели по линии неразрываемого участка перегиба; загиб под шов, образующий внешнюю границу крышки; кольцеобразную наклонную стенку, проходящую вниз от загиба под шов; и переходную стенку, соединяющую наклонную стенку с наружным краем центральной панели. Переходная стенка включает в себя складчатую часть с первым участком, соединяющим наклонную стенку с первым кольцевым изгибом, причем складчатая часть проходит с наружной стороны по отношению к продольной оси, а первый кольцевой изгиб связан со вторым участком складчатой части, проходящим вверх от первого кольцевого изгиба ко второму кольцевому изгибу, связанному с третьим участком складчатой части, который соединен с наружным краем центральной панели.
В предпочтительном варианте наклонная стенка отходит от загиба под шов вниз под тупым углом, а складчатая часть имеет толщину, которая меньше длины наклонной стенки.
Первый кольцевой изгиб предпочтительно включает в себя гребень, подходящий к наружному краю центральной панели, который предпочтительно соприкасается с наружным краем центральной панели.
В следующем предпочтительном варианте складчатая часть дополнительно содержит третий кольцевой изгиб, связывающий третий участок складчатой части с наружным краем центральной панели. Третий изгиб предпочтительно имеет радиус закругления, который определяется нижним участком первого кольцевого изгиба.
В еще одном предпочтительном варианте первый кольцевой изгиб соприкасается с наружным краем центральной панели.
Второй кольцевой изгиб может включать в себя гребень, который определяет вертикальную протяженность складчатой части.
Для увеличения прочности наклонная стенка предпочтительно включает в себя ступеньку, которая отогнута наружу, причем внешняя часть ступеньки соприкасается с вертикальным выступом складчатой части.
В дальнейшем варианте центральная панель содержит выступающее вверх ребро или направленную вверх ступеньку, расположенную вдоль наружного края. Эта ступенька предпочтительно содержит направленный вверх выпуклый кольцевой участок, составляющий единое целое с направленным вверх кольцевым вогнутым участком, который связан со складчатой частью.
Остальные отличительные признаки и преимущества изобретения будут видны из последующего подробного описания со ссылками на прилагаемые чертежи.
Краткое описание чертежей
Фиг.1 представляет собой перспективную проекцию крышки для банки, соответствующей настоящему изобретению, с местным разрезом в наружной части.
Фиг.2 представляет собой частичный разрез крышки для банки, соответствующей настоящему изобретению.
Фиг.3-8 представляют собой частичные разрезы крышки для банки, соответствующей настоящему изобретению, на разных этапах формования крышки.
Фиг.9-13 представляют собой частичные разрезы крышки для банки и инструмента, соответствующих настоящему изобретению, на разных этапах формования крышки.
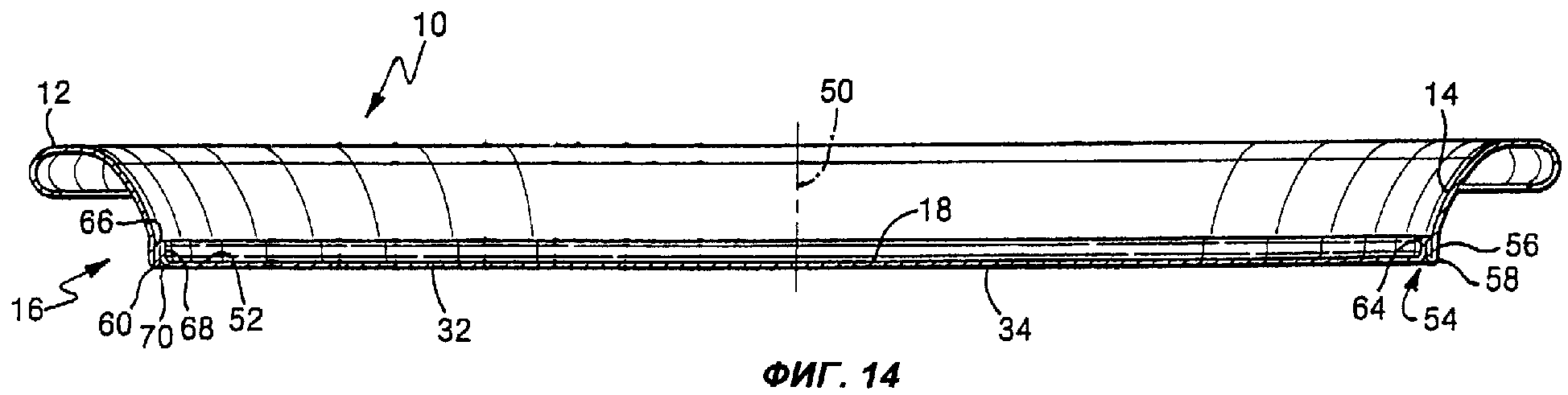
Фиг.14 представляет собой частичный разрез крышки для банки, соответствующей настоящему изобретению.
Фиг.15 представляет собой частичный разрез крышки для банки, соответствующей настоящему изобретению.
Фиг.16 представляет собой частичный разрез крышки для банки, соответствующей настоящему изобретению.
Фиг.17 представляет собой частичный разрез крышки для банки, соответствующей настоящему изобретению.
Фиг.18 представляет собой частичный разрез крышки для банки, соответствующей настоящему изобретению.
Фиг.19 представляет собой частичный разрез крышки для банки, соответствующей настоящему изобретению.
Фиг.20 представляет собой частичный разрез крышки для банки, соответствующей настоящему изобретению.
Фиг.21 представляет собой частичный разрез крышки для банки, соответствующей настоящему изобретению.
Фиг.22 представляет собой перспективную проекцию варианта осуществления крышки для банки, которая включает в себя наклеиваемый отрываемый укупоривающий элемент.
Фиг.23 представляет собой частичный разрез варианта осуществления крышки для банки, соответствующей настоящему изобретению, которая включает в себя наклеиваемый отрываемый укупоривающий элемент.
Фиг.24 представляет собой частичный разрез варианта осуществления крышки для банки, соответствующей настоящему изобретению, которая включает в себя наклеиваемый отрываемый укупоривающий элемент.
Фиг.25 представляет собой частичный разрез варианта осуществления крышки для банки, соответствующей настоящему изобретению, которая включает в себя наклеиваемый отрываемый укупоривающий элемент.
Фиг.26 представляет собой вид сверху наклеиваемого отрываемого укупоривающего элемента.
Фиг.27 представляет собой частичный разрез варианта осуществления крышки для банки, соответствующей настоящему изобретению, которая включает в себя наклеиваемый отрываемый укупоривающий элемент.
Фиг.28 представляет собой частичный разрез варианта осуществления крышки для банки, соответствующей настоящему изобретению, которая включает в себя наклеиваемый отрываемый укупоривающий элемент.
Фиг.29 представляет собой вид сверху контейнера, содержащего наклеиваемый отрываемый укупоривающий элемент.
Фиг.30 представляет собой частичный разрез варианта осуществления крышки для банки, соответствующей настоящему изобретению, которая включает в себя наклеиваемый отрываемый укупоривающий элемент и резервуар для ароматического вещества.
Фиг.31 представляет собой частичный разрез варианта осуществления крышки для банки, соответствующей настоящему изобретению, которая включает в себя наклеиваемый отрываемый укупоривающий элемент и резервуар для ароматического вещества.
Фиг.32 представляет собой частичный разрез варианта осуществления крышки для банки, соответствующей настоящему изобретению, которая включает в себя наклеиваемый отрываемый укупоривающий элемент и резервуар для ароматического вещества.
Фиг.33 представляет собой вид сверху контейнера, содержащего отрываемый укупоривающий элемент, и резервуара для ароматического вещества.
Фиг.34 представляет собой вид сверху контейнера, содержащего отрываемый укупоривающий элемент, и резервуара для ароматического вещества.
Фиг.35-37 представляют собой частичные разрезы крышки банки и другого варианта инструмента, соответствующих настоящему изобретению, на разных этапах формования крышки.
Фиг.38 представляет собой частичный разрез крышки для банки, соответствующей настоящему изобретению.
Фиг.39 и 40 представляют собой частичные разрезы крышки для банки фиг.38 и иной вариант инструмента, соответствующие настоящему изобретению, на разных этапах формования крышки.
Осуществление изобретения
Следует понимать, что хотя для настоящего изобретения имеется множество различных вариантов осуществления, на прилагаемых чертежах показаны и подробно описаны лишь предпочтительные варианты, которые следует рассматривать, как примеры реализации принципов изобретения. При этом широкий объем изобретения не ограничивается представленными вариантами.
Крышка контейнера (т.е. банки), соответствующая настоящему изобретению, представляет собой крышку 10 с улучшенными физическими свойствами, в том числе прочностью, у которой укупоривающий отрывной лепесток после открывания остается на ушке. По существу, в настоящем изобретении предлагается легкая крышка 10, реализующая физические характеристики и свойства, которые требуются на рынке контейнеров для прохладительных напитков и объяснение которых приведено ниже.
Как показано на фиг.1, крышка 10 для контейнера (не показан) содержит загиб 12 под шов, наклонную стенку 14, переходную стенку 16 и стенку центральной панели 18. Контейнер обычно представляет собой цельнотянутую металлическую банку, такую как стандартные контейнеры для пива или прохладительных напитков, которые обычно делают из тонкого листа алюминия или стали, подаваемого из большого рулона, который называется рулонным прокатом. Торцевые крышки для таких контейнеров обычно также делают из исходных заготовок, вырубаемых из тонкого листа алюминия или стали, подаваемого из рулона. Из исходных заготовок далее формуют черновые заготовки крышек, из которых при помощи процесса, часто называемого фасонной штамповкой крышек, получают готовые крышки.
В варианте осуществления, показанном на чертежах, крышку 10 соединяют с контейнером посредством загиба 12 под шов, который связывается с ответным загибом контейнера. Загиб 12 под шов торцевой крышки 10 представляет собой единое целое с наклонной стенкой 14, которая посредством переходной стенки 16 соединяется с участком 20 наружного края центральной панели 18. Такой способ присоединения крышки 10 к контейнеру в настоящее время является типичным способом соединения, используемым в промышленности. При этом вышеописанная конфигурация образуется в процессе формования черновой заготовки крышки из исходной, вырубленной металлической листовой заготовки до осуществления процесса фасонной штамповки крышек. Однако согласно настоящему изобретению для присоединения крышки 10 к контейнеру могут быть использованы и другие средства.
Центральная панель 18 содержит удаляемый укупоривающий элемент или, как показано на фиг.1, отрывной лепесток 22, образованный криволинейной бороздкой 24, по которой происходит разрыв металла (бороздка разрыва), и неразрываемым участком 26, вокруг которого происходит поворот лепестка (участок перегиба). Участок 26 перегиба определяется в общем случае отрезком прямой между первым концом 28 и вторым концом 30 бороздки 24 разрыва. Отрывной лепесток 22 центральной панели 18 можно открыть, то есть произвести разрыв по бороздке 24, и отвести отрывной лепесток 22 на некоторый угол относительно остальной части центральной панели 18. При этом отрывной лепесток 22 окажется отогнутым и будет оставаться соединенным с центральной панелью 18 посредством участка 26 перегиба. Во время такой операции открывания, когда отрывной лепесток 22 отводят от плоскости панели 18, он отклоняется на некоторый угол.
Желательно, чтобы бороздка 24 разрыва в общем случае представляла собой V-образную канавку, сформированную на стороне 32 пользования центральной панели 18. Между V-образной канавкой и стороной 34 продукта крышки 10 образуется остаточный материал.
На крышке 10 имеется ушко 36, прикрепленное к центральной панели 18 рядом с отрывным лепестком 22 посредством заклепки 38. Заклепку 38 формируют обычным способом.
Когда потребитель открывает крышку 10, он поднимает конец 40 ушка 36, чтобы сместить переднюю часть 42 вниз до контакта с отрывным лепестком 22. Усилие со стороны передней части 42, приложенное к отрывному лепестку 22, приводит к разрыву бороздки 24. По мере того как продолжается подъем ушка 36, разрыв бороздки 24 распространяется вокруг отрывного лепестка 22; желательно, чтобы это происходило постепенно от первого конца 28 бороздки 24 ко второму концу 30 бороздки 24.
Согласно фиг.2 центральная панель 18 расположена симметрично по отношению к продольной оси 50. Загиб 12 под шов образует наружную внешнюю границу крышки 10 и составляет единое целое с наклонной стенкой 14. Наклонная стенка 14 проходит от загиба 12 под шов под тупым углом вниз. Угол α наклонной стенки, измеряемый от плоской или, по существу, плоской части наружного края 52 центральной панели 18 в общем случае составляет 10°-70°. При этом более предпочтительно, чтобы он составлял 15°-45°, а наиболее желательно 19°-27°. Однако этот угол может находиться в любом диапазоне или сочетании указанных пределов. На наклонной стенке может быть предусмотрен некоторый радиус закругления, как показано на чертежах, чтобы улучшить режим работы формообразующего инструмента, используемого для получения крышки 10. Этот радиус закругления предотвращает продольную деформацию крышки, когда к заготовке крышки 10 прикладывается усилие со стороны инструмента.
Переходная стенка 16 представляет собой одно целое с наклонной стенкой 14 и соединяет наклонную стенку 14 с частью наружного края 52 центральной панели 18. Торцевая крышка 10 отличается от современных крышек для банок с прохладительными напитками, которые обычно содержат коническую фаску, сформированную на наружном краю центральной панели. Плоская часть наружного края 52 дает возможность расположить отрывной лепесток 22 ближе к внешней границе крышки 10. Это также обеспечивает на центральной панели 18 дополнительную площадь для впечатывания информации и/или для увеличения размера отрывного лепестка.
Переходная стенка 16 включает в себя складку 54, которая проходит с наружной стороны по отношению к продольной оси 50. На чертежах показана складка 54, сформированная вдоль наружной части наклонной стенки 14; однако следует понимать, что складка 54 может располагаться и в других местах, например, вдоль стороны 34 продукта центральной панели 18.
Складка 54 содержит первый участок 56, соединяющий наклонную стенку 14 с кольцевым вогнутым изгибом (участком) 58. Кольцевой вогнутый участок 58 включает в себя гребень 60, который в предпочтительном варианте должен касаться наружного края 52 центральной панели 18. Такой контакт между гребнем 60 и наружным краем 52 препятствует накоплению грязи вдоль наружного края 52 центральной панели 18. Это также дает возможность легко очищать центральную панель 18, когда грязь или иной налет присутствует на центральной панели 18.
Второй участок 62 складки проходит вверх от вогнутого кольцевого участка 58 в сторону выпуклого кольцевого изгиба (участка) 64. Второй участок 62 складки может подниматься, по существу, вертикально или под углом до ±25° к продольной оси 50 и может быть прижат к наружной стороне первого участка 56.
Выпуклый кольцевой участок 64 включает в себя гребень 66, который определяет вертикальную протяженность складки 54. Протяженность складки 54 существенно меньше, нежели длина загиба 12 под шов. В сочетании с наклонной стенкой 14 такая конфигурация и протяженность складки 54 придают крышке 10 потребную продольную прочность, одновременно позволяя уменьшить размер исходной вырубаемой заготовки, сохранив при этом диаметр готовой крышки. Другими словами, для изготовления торцевых крышек с таким же диаметральным размером можно предусматривать исходные вырубаемые заготовки меньшего размера, нежели размер заготовок, формуемых традиционным способом, с конической фаской.
Третий участок 68 складки идет от выпуклого кольцевого участка 64 вниз, в направлении третьего изгиба 70, который соединяет переходную стенку 16 с наружным краем 52 центральной панели 18. Третий изгиб 70 имеет некоторый радиус закругления, который является подходящим для сопряжения третьего участка 68 складки с плоской частью наружного края центральной панели 18.
Третий участок 68 может быть прижат к наружной стороне второго участка 62 складки. Это придает складке 54 некоторую толщину в поперечном направлении, которая, по существу, в три раза больше толщины наклонной стенки 14. При этом толщина складки 54 в поперечном направлении существенно меньше длины наклонной стенки 14. Такая конструкция также приводит к экономии металла, позволяя использовать исходные вырубаемые заготовки меньшего размера, нежели заготовки, традиционно используемые для изготовления крышек такого же диаметра. Например, средний диаметр исходной заготовки, используемой для получения крышки для банки типоразмера 202, составляет приблизительно 72,1 мм. В то же время средний диаметр исходной заготовки, используемой для формования крышки для банки типоразмера 202 по способу, соответствующему настоящему изобретению, составляет приблизительно 68,6 мм.
Формование крышки 10 можно осуществлять на прессах для объемной штамповки оболочек, прессах для фасонной штамповки или сочетая оба вида прессов. Например, крышку 10 можно частично формовать на прессе для объемной штамповки оболочек, а затем завершить формование на прессе для фасонной штамповки. Завершить формование крышки 10 можно также и на машине другого типа, например на роликогибочной машине. Как вариант, можно полностью или частично выполнить роликовое профилирование крышки 10 до или после ее обработки на прессе для фасонной штамповки.
На фиг.3-8 и 9-13 показан один возможный способ формования крышки 10, соответствующей настоящему изобретению. Фиг.3-8 изображают постепенное изменение формы крышки 10 от гильзы черновой заготовки до готовой крышки 10; инструмент при этом не показан. Фиг.9-13 изображают инструмент, который можно использовать для формования крышки 10. Показана складка 54, образованная из нижнего участка наклонной стенки 14, который в настоящем описании именуется переходной стенкой 16. Однако следует понимать, что в рамках идеи изобретения переходную стенку 16 можно формировать и из части наружного края 52 центральной панели 18.
Как следует из фиг.3 и 9, описываемый способ включает в себя изготовление черновой гильзы 80 крышки. Гильза 80 крышки содержит линию 82 перегиба, образованную в месте сопряжения наклонной стенки 14 и переходной стенки 16. На фиг.4 линия 82 перегиба представляет собой участок в виде штампованной канавки на внутренней стороне гильзы 80. На фиг.9 линия 82 перегиба представляет собой штампованную канавку на наружной стороне гильзы 80. Линию 82 перегиба можно также подготовить и вдоль наружного края 52 центральной панели. Линию 82 перегиба предусматривают для того, чтобы изгиб начался в заданном месте вдоль наклонной стенки 14/переходной стенки 16. В приведенном примере линия 82 перегиба определяет границу между наклонной стенкой 14 и переходной стенкой 16.
Гильза 80 крышки также содержит наклонный участок 84, идущий вдоль наружного края 52 центральной панели 18. Этот наклонный участок сформирован для того, чтобы облегчить укладку гильз 80 в стопу при их транспортировании от пресса для объемной штамповки оболочек к прессу для фасонной штамповки. Наклонный участок 84 также способствует течению металла в наружном направлении относительно продольной оси 50 с целью облегчения формирования складки 54 в прессе для фасонной штамповки.
На фиг.4-8 и 10-13 показан процесс превращения гильзы 80 крышки в готовую крышку 10 во время операции, выполняемой за четыре приема на прессе для фасонной штамповки. В иллюстрируемом процессе используется операция объемной штамповки; однако крышка 10, соответствующая настоящему изобретению, может быть сформована при помощи любой другой технологии формообразования, например, посредством роликового профилирования.
На первом этапе (фиг.4, 5 и 10) движение элементов инструментальной оснастки друг относительно друга приводит к образованию в переходной стенке 16 направленной наружу выпуклости (начало выпуклого кольцевого участка 64). Изгиб переходной стенки 16 начинается по линии 82 перегиба (начало вогнутого кольцевого участка 58). Одновременно производится уплощение наклонного участка 84 наружного края 52 с целью получения плоской формы наружного края 52. Взаимное относительное перемещение инструмента также заставляет линию 82 перегиба переместиться в направлении уплощенного наружного края 52 центральной панели 18.
На фиг.6 и 11 показан второй этап операции на прессе для фасонной штамповки. На втором этапе взаимное относительное перемещение инструмента заставляет линию 82 перегиба подойти к участку наружного края 52. Выпуклый кольцевой участок 64 уже полностью сформирован и направлен в наружную сторону, по существу, перпендикулярно продольной оси 50. Участок линии 82 перегиба касается или почти касается наружного края 52 центральной панели.
На фиг.7 и 12 показан третий этап операции на прессе для фасонной штамповки. На третьем этапе взаимное относительное перемещение инструмента отгибает складку 54 вверх, а затем вовнутрь по отношению к центральной панели 18. Этим формируется третий изгиб 70 и уменьшается радиус закругления вогнутого кольцевого участка 58.
На фиг.8 и 13 показан четвертый этап операции на прессе для фасонной штамповки. На четвертом этапе взаимное относительное перемещение инструмента отгибает складку 54 еще дальше вверх и внутрь по отношению к центральной панели 18, пока складка 54 не расположится, по существу, вертикально, т.е. параллельно продольной оси 50. Кольцевой вогнутый участок 58 полностью сформирован и касается или почти касается участка наружного края 52.
Иной вариант инструментальной оснастки показан на фиг.35-37. Инструмент, представленный на фиг.35-37, образует складку 54, заставляя металл течь внутрь, в направлении продольной оси, в то время как инструмент, описанный ранее, формировал складку 54, посылая металл наружу. На фиг.35-37 складку 54 получают, фиксируя наклонную стенку 14 между верхним инструментом 85 и нижним инструментом 86. У верхнего инструмента 85 имеется выступ 87. Выступ 87 не дает складке 54 расширяться внутрь относительно продольной оси. Таким образом, верхний и нижний инструменты 85 и 86 поддерживают складку 54 в сжатом состоянии. Цель использования такого типа оснастки в том, чтобы поддерживать приблизительно одинаковый уровень напряжения на вогнутом и выпуклом кольцевых участках 58 и 64 и исключить преждевременный излом материала во время формования. Третий инструмент или часть 88 инструмента отгибает складку 54 вверх и внутрь.
На фиг.14-21 показаны различные варианты осуществления крышки 10 в соответствии с настоящим изобретением. Эти варианты включают несколько различных конструкций, целью которых является обеспечение увеличенной прочности, удобства складывания в стопу, эксплуатационных качеств и/или чистоты крышек 10.
На фиг.14 представлен вариант осуществления крышки 10, соответствующей настоящему изобретению. В этом варианте складка 54 выступает внутрь относительно продольной оси 50. Кольцевой вогнутый участок 58 не касается наружного края 52.
На фиг.15 показан другой вариант осуществления крышки 10, соответствующей настоящему изобретению. В этом варианте наклонная стенка 14 включает в себя выступающую в наружном направлении ступеньку 90, способствующую увеличению прочности. Ступенька 90 отогнута наружу, к выпуклому кольцевому участку 64. В данном варианте внешняя часть ступеньки соприкасается с вертикальным выступом, образованным выпуклым кольцевым участком 64.
На фиг.16 показан еще один вариант осуществления крышки 10, соответствующей настоящему изобретению. В этом варианте центральная панель 18 включает в себя выступающее вверх ребро 94. Ребро 94 располагается вдоль наружного края центральной панели 18.
На фиг.17 представлен другой вариант осуществления крышки 10, соответствующей настоящему изобретению. В этом варианте увеличена высота расположения центральной панели 18. В соответствии с этим у центральной панели 18 имеется направленная вверх ступенька 98, расположенная вдоль наружного края.
Фиг.18 изображает еще один вариант осуществления крышки 10, соответствующей настоящему изобретению. В этом варианте наклонная стенка 14 содержит излом или загиб 102. Загиб 102 направлен наружу относительно продольной оси 50.
На фиг.19 показан другой вариант осуществления крышки 10, соответствующей настоящему изобретению. В этом варианте наклонная стенка 14 содержит ступенчатый профиль 106. На ступенчатом профиле 106 имеется направленный вверх и наружу выпуклый кольцевой участок, составляющий единое целое с направленным вверх кольцевым вогнутым участком, который связан с загибом 12 под шов.
На фиг.20 показан еще один вариант осуществления крышки 10, соответствующей настоящему изобретению. В этом варианте складка 54 располагается в плоскости, которая приблизительно перпендикулярна продольной оси 50. Кроме того, увеличена высота расположения центральной панели 18. Благодаря этому увеличению высоты центральная панель 18 и часть первого участка 56 складки 54 оказываются, по меньшей мере приблизительно, лежащими в одной плоскости, перпендикулярной продольной оси. Путем такого увеличения высоты расположения центральной панели 18 можно вывести центральную панель 18 в горизонтальную плоскость, лежащую чуть выше или чуть ниже части первого участка 56.
На фиг.21 показан другой вариант осуществления крышки 10, соответствующей настоящему изобретению. В этом варианте на центральной панели 18 вдоль ее наружной границы имеется ступенчатый профиль 114. На ступенчатом профиле 114 имеется направленный вверх кольцевой вогнутый участок, составляющий единое целое с направленным вверх выпуклым кольцевым участком, который связан со складкой 54.
На фиг.22-34 показан еще ряд вариантов осуществления настоящего изобретения. В этих вариантах осуществления крышка 10 для банки содержит наклеиваемый отрываемый укупоривающий элемент. Укупоривающие элементы такого типа описаны в международной заявке WO 02/00512 А1. Для специалистов в данной области техники будет понятно, что любой из укупоривающих элементов, показанных на фиг.2-21, может быть использован и в сочетании с вариантами осуществления, представленными на фиг.22-34.
Крышки 10 для банок, соответствующие вариантам осуществления изобретения по фиг.22-34, в общем случае включают в себя загиб 12 под шов, наклонную стенку 14, переходную стенку 16 и центральную панель 18. Центральная панель 18 содержит область отбортовки 120, определяющую отверстие 124. Укупоривающий элемент 128, например гибкая металлическая фольга, охватывает и покрывает собой отверстие 124. При этом посредством термосклеивания он прикрепляется к части отбортовки 120 так, что впоследствии может быть сорван. Для крышек, соответствующих этим вариантам осуществления, не требуется формирования заклепок.
Отбортовка 120 обычно представляет собой сформированную на центральной панели 18 выступающую вверх кольцевую поверхность 132 в форме усеченного конуса. Предполагается, что такая форма обеспечивает достаточное сопротивление разрыву и не требует излишних усилий для отрыва укупоривающего элемента 128.
Кольцевая поверхность 132 в виде усеченного конуса определяет форму отверстия 124. Желательно, чтобы отверстие 124 имело форму круга, но следует понимать, что техническая сущность изобретения допускает использование отверстия 124 любой формы.
Наружный край кольцевой поверхности 132, имеющей форму усеченного конуса, обычно выполняют в виде закругления 134. Закругление 134 предохраняет губы от соприкосновения с металлом острой наружной кромки кольцевой поверхности 132 и пореза, а также предохраняет укупоривающий элемент 128 от контакта с острой металлической кромкой. Закругление 134 может быть в виде обратного завитка, как показано, например, на фиг.23, или прямого завитка, как показано на фиг.32. В любом случае горизонтальная плоскость Р является касательной к вершине закругления 134.
Предпочтительным способом формирования закругления 134 является обратный завиток. После того как укупоривающий элемент 128 термически приклеен к поверхности отбортовки 120, металлический срез (обычно алюминиевого сплава) наружной кромки кольцевой поверхности 132 не должен входить в контакт с напитком, содержащимся в контейнере, ибо металлический срез кромки (в отличие от главных поверхностей крышки 10) не имеет защитного покрытия, и он мог бы попасть под воздействие кислот и солей, содержащихся в напитке. Как вариант, металлический срез можно защитить путем нанесения лака на наружную кромку кольцевой поверхности 132.
Гибкий укупоривающий элемент 128 выполняют из листового материала, содержащего металлическую фольгу, например алюминиевую, причем, желательно, чтобы это был лист алюминиевой фольги, покрытой подходящим лаком, либо лист алюминиевой фольги, ламинированной полимером. В более широком аспекте в число материалов, которые могут быть использованы для укупоривающего элемента 128, среди других, входят: лакированная фольга (состав лака должен быть пригоден для термосклеивания); фольга с экструзионным покрытием (полимер должен наноситься стандартным или иным экструзионным методом); уже упоминавшийся ламинат "фольга-полимер", у которого фольга ламинирована пленкой полимера с использованием связывающего слоя клея; сочетания "фольга-бумага-лак", которые уже используются в недорогих упаковках.
Укупоривающий элемент 128 полностью покрывает отверстие 124 и прикрепляется к кольцевой поверхности 132, имеющей форму усеченного конуса, путем термосклеивания, охватывая, по меньшей мере, область кольца, целиком окружающего отверстие 124. Благодаря тому, что обратный завиток 134 не выступает за наружную поверхность склона отбортовки 120, укупоривающий элемент 128 плавно облегает завиток 134 заодно с наружной поверхностью отбортовки 120, позволяя создать надежный, герметичный контакт между укупоривающим элементом 128 и отбортовкой 120. Укупоривающий элемент 128 прикрепляют к отбортовке 120 методом термосклеивания, закрывая и герметизируя при этом отверстие 124 до того, как крышка 10 будет прикреплена к корпусу банки, заполненному газированным прохладительным напитком.
Как только крышка 10 будет прикреплена к корпусу банки, произойдет выгибание гибкого укупоривающего элемента 128 в наружном направлении за счет давления, приложенного со стороны газированного напитка. Угол σ наружной поверхности склона отбортовки 120 относительно плоскости Р, касательной кольцевой поверхности 132 у ее верхнего края (см. фиг.23), выбран таким, чтобы линия, касательная к дуге закругления выгнутого укупоривающего элемента 128 в месте внутренней кромки отбортовки 120, лежала под некоторым углом к плоскости Р. Данный угол не должен быть существенно больше угла σ наружной поверхности склона отбортовки 120. Ввиду того, что сторона 32 пользования крышки 10, по существу, плоская (и, следовательно, параллельна плоскости Р), угол σ можно иначе определить, как угол наружной поверхности склона отбортовки 120 относительно поверхности стороны 32 пользования (по крайней мере, в области, окружающей отбортовку 120).
На фиг.23 и 24 показано, что укупоривающий элемент 128 имеет куполообразную форму до той точки, в которой кольцевая поверхность 132, имеющая форму усеченного конуса, становится касательной к дуге куполообразного укупоривающего элемента 128. Другими словами, если смотреть в вертикальной плоскости, то линия склона кольцевой поверхности 132 является касательной к дуге закругления укупоривающего элемента 128 (если на него смотреть также в вертикальной плоскости) на внешней границе отверстия 124.
Для таких укупоривающих элементов силы FT, действующие в области термосклеивания отбортовки 120 в результате внутренних напряжений в фольге, преимущественно являются сдвиговыми силами, а какие-либо существенные компоненты отрывающей силы, действующие в направлении Т под 90° к кольцевой поверхности 132, при этом отсутствуют. Таким образом, сопротивление разрыву будет зависеть от сопротивления сдвигу соединения, полученного термосклеиванием, или от сопротивления расширению самой фольги или ламината на основе фольги. Это обеспечивает большее сопротивление разрыву по сравнению со стандартными контейнерами, укупоренными термосклеиванием, которые обычно являются плоскими.
Кольцевая поверхность 132 в форме усеченного конуса обеспечивает угол σ склона, достаточный для согласования с формой укупоривающего элемента 128, имеющего определенную степень выгибания под действием повышенного внутреннего давления, на которое рассчитана банка. Тем самым обеспечивается возможность значительно повысить сопротивление разрыву укупоривающего элемента 128 при приемлемом для потребителя усилии его отрыва. Значение угла σ лежит в пределах от приблизительно 12,5° до приблизительно 30° к плоскости Р. Однако желательно, чтобы этот угол был равен, по меньшей мере, 15°, а наиболее желательно, чтобы он был в пределах от приблизительно 18° до приблизительно 25° или находился в любых приведенных границах или их сочетании. Усилие отрыва зависит как от собственных свойств лаковой системы, выбранной для термосклеивания, так и от геометрических эффектов, связанных со сложным изгибом и деформацией, которым подвергается укупоривающий элемент во время его отрывания.
Круглое отверстие 124 обычно имеет диаметр D, равный 20 мм. Отверстие 124 определяется кольцевой поверхностью 132 отбортовки 120, имеющей форму усеченного конуса, которая обычно имеет максимальный диаметр (в плоскости центральной панели 18), равный 30 мм. Согласно фиг.26 укупоривающий элемент 128 имеет круглую центральную часть 138, которая имеет достаточный размер, чтобы полностью покрыть наружную поверхность по склону отбортовки 120, т.е. ее диаметр составляет около 32 мм. Укупоривающий элемент 128 на одной стороне имеет короткий выступ 142, который должен накладываться на часть центральной панели 18, а на противоположной стороне - составляющий с ним единое целое язычок 146, который не прикрепляется термосклеиванием, а, наоборот, свободен, так что его можно отгибать и за него тянуть.
Заготовкой для укупоривающих элементов может служить любой подходящий деформируемый материал, такой как алюминиевая фольга (например, изготовленная из сплава АА3104 или из стандартного сплава для фольги, такого как АА3003, 8011, 8111, 1100, 1200) толщиной приблизительно 50-100 мкм, на которой имеется одностороннее лаковое покрытие, подходящее для термосклеивания, или одностороннее ламинирование подходящей для термосклеивания полимерной пленкой (например, из полиэтилена, полипропилена и т.п.) толщиной приблизительно 25-50 мкм. На стороне пользования должно быть подходящее защитное лаковое покрытие. Может оказаться желательным выполнять печать на фольге, пользуясь известными методами печати. Может также потребоваться наносить на ламинат выпуклый рельеф, чтобы было легче захватывать укупоривающий элемент.
Укупоривающий элемент 128 и термосклейка должны быть рассчитаны так, чтобы противостоять усилиям, создаваемым содержимым контейнера, находящимся под давлением. Поэтому укупоривающий элемент 128 следует приклеивать с учетом того, что сопротивление разрывному/сдвиговому усилию лежит в диапазоне от 4,5 до 13,4 кг/см или в любом другом диапазоне, укладывающемся в указанные пределы.
Когда укупоривающий элемент 128 накладывают на крышку 10, его участок, перекрывающий отверстие 124, может быть, по существу, плоским, как показано на фиг.27. Когда крышку 10 устанавливают на контейнер, наполненный газированным напитком, давление, создаваемое газами, приводит к выгибанию укупоривающего элемента 128 вверх, при этом укупоривающий элемент приобретает некоторый радиус закругления R и высоту Н над плоскостью Р.
На фиг.29 показан неотделяемый укупоривающий элемент 128. Укупоривающий элемент 128 включает в себя кольцевую центральную часть 138, которая приклеивается к кольцевой поверхности 132 отбортовки 120. На стороне отверстия 124, ближе к наружной границе центральной панели 18, на укупоривающем элементе 128 имеется составляющий с ним одно целое язычок 146, предназначенный для отрывания укупоривающего элемента. На укупоривающем элементе 128, на стороне, противоположной язычку 146, имеется также составляющий с ним единое целое, "неотделяемый" выступ 142, покрывающий часть центральной панели 18. Выступ 142 прикрепляется к крышке 10 путем термосклеивания на еще одном участке, размер которого выбирается таким, что он требует существенно большего отрывающего усилия (для отделения выступа 142 от крышки), чем усилие, которое требует кольцевая центральная часть 138 (для отделения укупоривающего элемента 128 от наклонной отбортовки 120 вокруг отверстия 124).
Выступ 142 скрепляется с крышкой 10 посредством участка термосклеивания, имеющего такие размеры и форму, которые требуют существенно большего отрывающего усилия (т.е. он обладает более высоким сопротивлением отрыву), чем кольцевая центральная часть 138, окружающая отверстие 124. Это создает для потребителя трудности в попытке полностью отрывать фольгу укупоривающего элемента 128. В результате при такой конструкции, когда потребитель открывает укупоривающий элемент 128, при каждом открывании отрывающее усилие вначале будет находиться в заданных пределах, например, от 8 до 20 Н. Затем, когда отверстие 124 будет полностью открыто, отрывающее усилие упадет до очень небольшой величины, так что потребитель почувствует, что открывание закончилось. Если потребитель продолжает тянуть укупоривающий элемент, отрывающее усилие резко возрастает до величины, которая превосходит обычно приемлемое усилие легкого отрыва, составляющее около 25 Н.
Другой вариант осуществления настоящего изобретения показан на фиг.30-34. Данный вариант включает в себя резервуар 154 для ароматического вещества, который содержит ароматический концентрат 158 на основе масла или воска. Концентрат 158 высвобождается, когда производится отрыв укупоривающего элемента 128. Ароматическое вещество выбирают с целью подчеркнуть или дополнить вкус напитка.
Резервуар 154 и, следовательно, источник ароматического вещества 158 расположены на стороне отверстия 124, противоположной наружной границе центральной панели 18, так чтобы находиться ближе к носу потребителя. Это место находится между отверстием 124 и неотделяемым участком термосклеивания, и, таким образом, оно покрыто выступом 142, когда укупоривающий элемент 128 прикреплен к крышке.
В этом варианте осуществления изобретения укупоривающему элементу 128 придана такая форма, что он полностью окружает резервуар 154, содержащий концентрат 158. Две конкретные конструкции термосклейки, предназначенные для этой цели, показаны соответственно на фиг.33 и 34. На фиг.33 область термосклеивания вокруг отверстия 124 является непрерывным продолжением области термосклеивания, окружающей резервуар 154 для ароматического вещества, и участка термосклеивания, который прикрепляет выступ 142 к крышке 10. Когда укупоривающий элемент 128 отрывают, резервуар 154, содержащий ароматическое вещество, оказывается частично или полностью открытым и концентрат 158 высвобождается. На фиг.34 область термосклеивания, окружающая резервуар 154, изолирована от участков термосклеивания вокруг отверстия 124 и выступа 142. Такое исполнение снижает вероятность того, что произойдет испарение концентрата 158 в результате подвода тепла со стороны инструмента, осуществляющего термосклеивание.
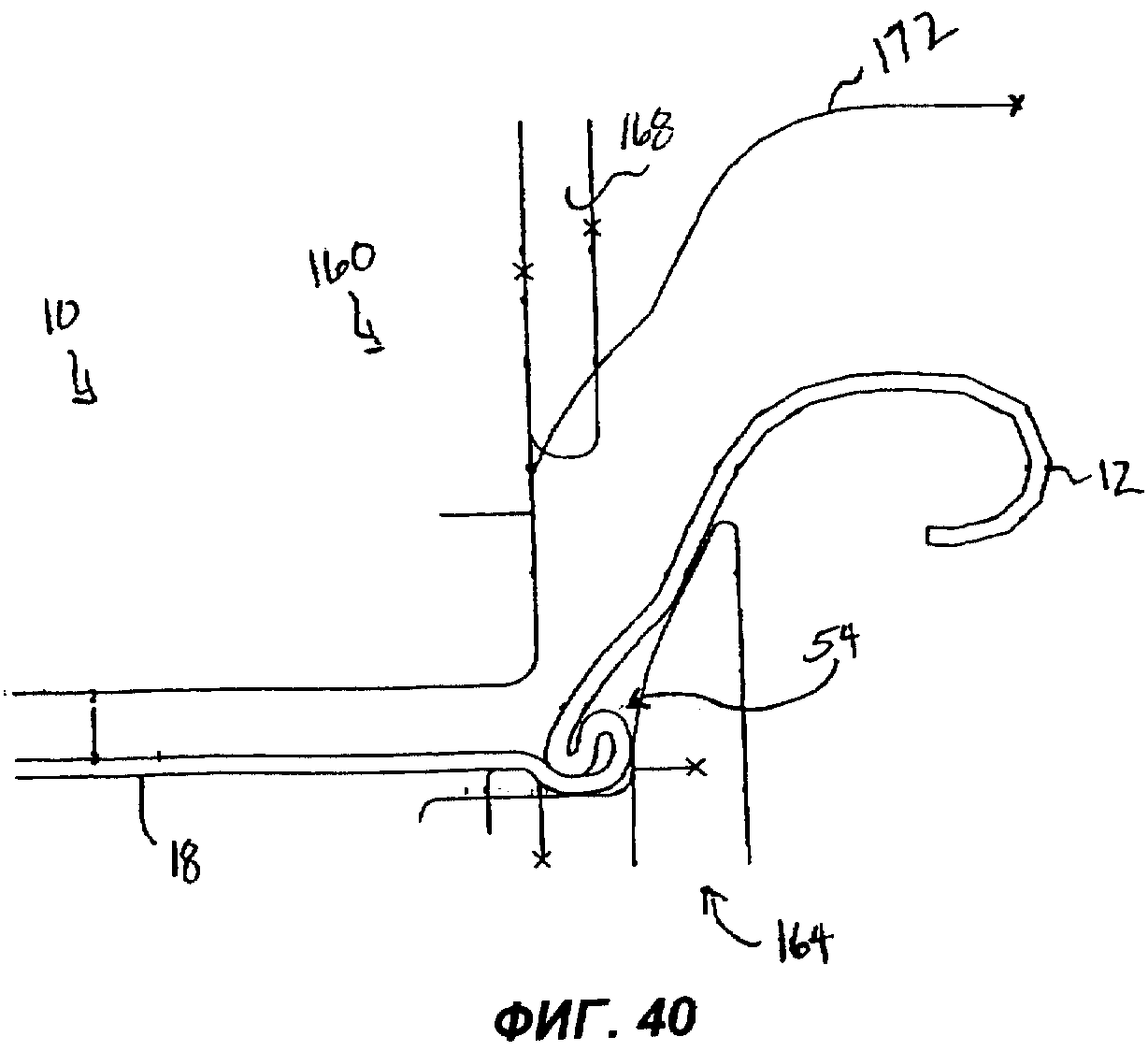
На фиг.38-40 показан еще один вариант осуществления крышки 10, соответствующей настоящему изобретению. В этом варианте наклонная стенка 14 содержит ступенчатый профиль 106, подобный показанному на фиг.19. Здесь также ступенчатый профиль 106 содержит направленную вверх и наружу выпуклую кольцевую часть, составляющую одно целое с направленной вверх кольцевой вогнутой частью, которая соединяется с загибом 12 под шов. Нижняя часть наклонной стенки 14 или соединительной стенки имеет радиус RCW закругления и отогнута наружу под углом ψ от линии, параллельной продольной оси 50. Радиус RCW закругления выбран совместно с глубиной LCP центральной панели, т.е. с расстоянием от верхней точки выступа загиба 12 под шов до центральной панели 18. При этом радиус RCP центральной панели (измеренный от точки центра на продольной оси до наклонной стенки) и высота Hcurl загиба под шов, т.е. расстояние от верхней точки выступа загиба 12 под шов до точки пересечения выпуклой кольцевой части и направленной вверх кольцевой вогнутой части, выбраны такими, чтобы получить крышку, подходящую для банок размера 202 (диаметр от 5,92 до 5,97 см).
Глубина наклонной стенки может быть выражена посредством следующих соотношений:
XCW=RCP+RCWcosψ;
YCW=RCWsinψ;
LCP=Hcurl+RCW(cosθ+sinψ);
RCW2=YCW2+(XCW-RCP)2; и
LCP=Hcurl+{[YCW2+(XCW-RCP)2]1/2×(cosθ+sinψ)};
где XCW - координата центра закругления нижней части наклонной стенки 14, измеренная как расстояние по горизонтали от продольной оси 50; YCW - координата центра закругления нижней части наклонной стенки 14, измеренная как расстояние по вертикали, взятое вверх или вниз от центральной панели 18; угол θ - угол между линией, перпендикулярной продольной оси 50, и самым верхним участком нижней части наклонной стенки 14.
Глубина LCP центральной панели должна быть в пределах от 0,41 до 0,64 см, а наиболее предпочтительно - в пределах от 0,46 до 0,61 см или в любых пределах, попадающих в указанный диапазон. Диаметр центральной панели, соответствующий удвоенному значению Rcp, должен быть в пределах от 3,50 до 4,92 см, а наиболее предпочтительно в пределах от 4,65 до 4,78 см или в любых пределах, попадающих в указанный диапазон. Радиус Rcw закругления варьирует, так чтобы соответствовать крышке 10 для банки типоразмера 202, но в типичном случае он должен быть от 0,23 до 0,52 см, хотя может принимать любое значение, меньшее бесконечности. Другими словами, если высоту центральной панели принять постоянной, то с увеличением ее диаметра радиус RCW закругления возрастает. Это соотношение отражено в следующей таблице.
Крышка 10, показанная на фиг.38, может быть отформована при помощи инструментальной оснастки, показанной на фиг.39, 40. Инструментальная оснастка включает в себя верхний инструмент 160 и нижний инструмент 164. У верхнего инструмента 160 имеется промежуточный элемент 168. Относительное взаимное перемещение верхнего инструмента 160 и нижнего инструмента 164 заставляет промежуточный инструмент 168 войти в контакт с наружным краем гильзы 80 и отогнуть наружный край вниз, чтобы образовалась впадина. Промежуточный элемент 168 убирается, а наружный элемент 172 входит в соприкосновение с наклонной стенкой 14. Когда происходит отгиб наклонной стенки 14 вниз, между нижним инструментом 164 и наружным элементом 172 формируется складка 54.
На чертежах описаны и проиллюстрированы несколько различных вариантов осуществления изобретения. Специалистам в данной области будет понятно, что отличительные признаки отдельных вариантов осуществления, например неотделяемые укупоривающие элементы или изменение формы центральной панели и наклонной стенки, могут быть применимы к любым описанным вариантам осуществления изобретения. Специалистам в данной области будет также понятно, что любые из приведенных вариантов осуществления складчатой переходной стенки могут быть использованы в любом сочетании с описанными вариантами осуществления изобретения. Кроме того, термины "первый", "второй" и т.д. использованы только с целью иллюстрации, а не с целью наложения каких-либо ограничений на приведенные варианты осуществления изобретения.
Хотя изобретение было описано на примерах предпочтительных вариантов, для специалистов в данной области будет понятно, что могут быть внесены изменения в форму и детали осуществления изобретения и сделаны эквивалентные замены элементов, не выходящие за границы идеи и объема изобретения. Также предполагается, что не следует пункты формулы изобретения, допускающие широкое толкование, в которых не указаны детали конкретного варианта осуществления, раскрытого здесь в качестве наилучшего способа осуществления изобретения, считать ограниченными такими деталями.
Реферат
Изобретение относится к таре для напитков. Легко открываемая крышка банки, содержащая центральную панель, расположенную симметрично относительно продольной оси и имеющую наружный край и открываемый лепесток, который образован бороздкой разрыва и удерживается на центральной панели по линии неразрываемого участка перегиба; загиб под шов, образующий внешнюю границу крышки; кольцеобразную наклонную стенку, проходящую вниз от загиба под шов; и переходную стенку, соединяющую наклонную стенку с наружным краем центральной панели и включающую в себя складчатую часть с первым участком, соединяющим наклонную стенку с первым кольцевым изгибом, причем складчатая часть проходит с наружной стороны по отношению к продольной оси, а первый кольцевой изгиб связан со вторым участком складчатой части, проходящим вверх от первого кольцевого изгиба ко второму кольцевому изгибу, связанному с третьим участком складчатой части, который соединен с наружным краем центральной панели. Крышка имеет повышенную продольную прочность, требует для изготовления заготовки меньшего диаметра, что экономит металл. 11 з.п. ф-лы, 40 ил., 1 табл.

Комментарии