Способ изготовления легкооткрывающейся крышки банки и легкооткрывающаяся крышка банки - RU2179489C2
Код документа: RU2179489C2
Чертежи
Описание
Изобретение относится к способу изготовления легкооткрывающейся крышки банки из листовой металлической заготовки с покрытием и к легкооткрывающейся крышке банки, выполненной из металлического листа.
Такого рода крышки банок, которые составляют предмет изобретения, состоят из кольца крышки, изготовленного путем глубокой вытяжки и вырубки из листовой металлической заготовки с покрытием, например, из белой жести, хромированной жести или алюминия. По внешнему краю кольца крышки предусмотрена внешняя отбортовка для выполнения в последующем двойного фальца, а внутренний край кольца имеет образованный спиралеобразно свернутым и сплющенным загибом кольцевой фланец, который окружает отверстие крышки. При этом на кольцевом фланце термосваркой закреплена отрывная деталь, закрывающая отверстие крышки. У таких крышек отверстие занимает всю поверхность, заключенную внутри сравнительно узкого кольца крышки. Таким образом после удаления (отслаивания) выполненной большей частью из алюминиевой фольги отрывной детали в емкости образуется, аналогично тому, как это имеет место у полностью отрывных крышек, относительно большое отверстие, обеспечивая свободный доступ к содержимому банки. Свертывание внутреннего края кольца крышки должно устранить для потребителя опасность пораниться и, кроме того, способствовать повышению жесткости крышки. Благодаря внешней отбортовке такие крышки банок посредством двойного фальца могут быть очень надежно соединены с корпусом банки, а отрывная фольга обеспечивает легкое открывание крышки путем удаления отрывной детали, соединенной с кольцом крышки термосваркой. Такого типа легкооткрывающаяся крышка банки, а также способ ее изготовления описаны в патенте Германии DE 2838505.
Согласно этому известному способу изготовления легкооткрывающейся крышки банки из листовой металлической заготовки с лаковым покрытием сначала на первой стадии глубокой вытяжкой в заготовке формуют соответствующую кольцевому контуру кольца крышки канавку, состоящую из дна и двух стенок, при этом образуются, с одной стороны, внешняя отбортовка по краю заготовки для образования в последующем двойного фальца, а с другой стороны, окруженный внешней отбортовкой неглубокий стакан. Этот неглубокий стакан состоит из стенки, а именно из внутренней стенки канавки, и окружаемой ею донной части. Стенка расположена в основном вертикально к донной части. В этой донной части затем вырубают отверстие, причем таким образом, что кромка среза, образующая это отверстие, проходит на некотором расстоянии от стенки, соответственно от внутренней стенки канавки. Благодаря этому образуется выступающий от стенки канавки скруглено изогнутый участок, проходящий от стенки канавки до кромки среза. При вырубке отверстия образуются отходы в виде круглых жестяных дисков. Скругленный участок затем выпрямляют, т.е. отгибают вверх в плоскость внутренней стенки канавки, и с помощью глубокой вытяжки на ней выполняют профиль в виде паза. Затем эту часть, образованную внутренней стенкой канавки и скругленным участком, последующей раздачей отгибают наружу до дна канавки и прижимают к этому дну.
В результате внутри кольца крышки образуется окруженное полым краевым выступом внутреннее отверстие, диаметр которого приблизительно соответствует диаметру ранее образованной внутренней стенки. Круглый диск из листового металла, образующийся при вырубке первоначального отверстия из донной части, имеет диаметр, который существенно меньше диаметра окончательного отверстия. Так как эти образовавшиеся при вырубке диски не могут быть использованы в существующих крышках банок, то единственной возможностью является их использование в качестве металлолома. Так как площадь образовавшегося при вырубке диска, как правило, составляет больше половины площади первоначальной листовой металлической заготовки, то потери материала очень высоки. Помимо этого необходимо учитывать, что для закрывания окончательного отверстия крышки требуется отдельная алюминиевая фольга, которая должна быть покрыта слоем термосвариваемого материала. Для экономии материала эту фольгу выбирают обычно очень тонкой, так что существует опасность случайного ее пробивания.
Способ изготовления легкооткрывающейся крышки банки из листовой металлической заготовки с покрытием и легкооткрывающаяся крышка банки, которые по технической сущности наиболее близки к настоящему изобретению, раскрыты в US N 5328313 А. Способ включает операции формирования неглубокого стакана с расположенной по его краю внешней отбортовкой для образования двойного фальца, состоящего из донной части и стенки, соединяющей донную часть с внешней отбортовкой и расположенной вертикально по отношению к донной части, а также образование загиба и его сплющивания. Изготовленная в соответствии с этим способом крышка банки содержит кольцо, полученное путем формоизменения листовой металлической заготовки с покрытием и выполненное с расположением по его наружному и внутреннему краям, соответственно, внешней отбортовкой для образования двойного фальца и кольцевым фланцем в виде сформованного и сплющенного загиба, и закрепленную на кольцевом фланце отрывную деталь, закрывающую отверстие крышки.
Однако этому способу присущ тот же недостаток, что и ранее упомянутому способу, когда при вырубке отверстия образуются отходы металла в виде круглых жестяных дисков.
Поэтому в основу изобретения была положена задача разработать способ изготовления легкооткрывающейся крышки банки из листовой металлической заготовки с покрытием, позволяющий повторно использовать образующуюся при вырубке отверстия часть листа деталь и тем самым снижающий до минимума потери материала, а также создать легкооткрывающуюся крышку банки описанного выше типа с той же целью обеспечить возможность повторного использования вырубленной части металлического листа и снизить потери материала.
Первая поставленная задача решается с помощью предложенного способа изготовления легкооткрывающейся крышки банки из листовой металлической заготовки с покрытием, включающего формирование неглубокого стакана с расположенной по его краю и предназначенной для образования двойного фальца внешней отбортовкой, состоящего из донной части и стенки, соединяющей донную часть с внешней отбортовкой и расположенной вертикально по отношению к донной части, образование загиба и сплющивание его.
Согласно изобретению используют заготовку с термосвариваемым покрытием, которое размещают на одной ее стороне, формирование стакана осуществляют путем глубокой вытяжки заготовки, после чего производят вырубку всей донной части стакана в зоне, прилегающей к ее переходу в стенку, с получением кольца крышки, полученного в результате вырубки, внутренняя кромка среза которого ограничивает отверстие, загиб образуют спиралеобразной формы путем частичного свертывания стенки кольца в направлении внешней стороны крышки с получением обращенной внутрь кольца части, которая ограничивает отверстие, аналогичное по форме отверстию, полученному при вырубке, и имеющее меньший размер для обеспечения перекрытия краевой зоны вырубленной донной части и загиба спиралеобразной формы, кромка среза которого обращена к внешней стороне кольца крышки, сплющивание загиба спиралеобразной формы осуществляют в плоскости кольца крышки или в параллельной ей плоскости с образованием прилегающего к внешней стороне кольца крышки кольцевого фланца для термосварки и увеличения площади зоны перекрытия вырубленной донной части и загиба спиралеобразной формы, а во время сплющивания загиба или после его окончания производят термосварку вырубленной донной части с поверхностью упомянутого кольцевого фланца.
Целесообразно донную часть стакана перед свертыванием стенки сместить относительно кромки полученного в процессе вырубки среза в направлении к внешней стороне крышки.
Желательно смещение донной части стакана осуществить при вырубке с помощью штампа для листовой штамповки.
Предпочтительно при глубокой вытяжке стакана деформирующее усилие к листовой металлической заготовке прикладывать с наружной стороны крышки и формовать примыкающий к внешней отбортовке желобок U-образного поперечного сечения, имеющий наружную стенку, сопряженную с внешней отбортовкой, и внутреннюю стенку, сопряженную с донной частью стакана, а свертыванию подвергнуть упомянутую внутреннюю стенку желоба.
При этом предпочтительно свертывание стенки кольца осуществлять с образованием примыкающего к кромке полученного в результате вырубки среза и открытого к отверстию фиксирующего паза для удерживания края вырубленной донной части стакана.
В соответствии с изобретением предпочтительно также вырубку донной части стакана производить с образованием нескольких узких соединительных перемычек для удерживания донной части в заданном положении на кольце крышки при перемещении на другие технологические позиции формообразования.
В соответствии с изобретением не менее предпочтительно в краевой зоне донной части стакана на ее внешней поверхности термосваркой или приклеиванием закреплять крепежную лапку, соединенную с кольцом или язычком для открывания.
Причем перед вырубкой донной части стакана на ее наружной поверхности в зоне закрепления крепежной лапки целесообразно выполнить насечку, которая по форме соответствует контуру лапки и доходит до зоны перекрытия и термосварки донной части.
Вторая поставленная задача решается с помощью предложенной легкооткрывающейся крышки банки, содержащей кольцо, полученное путем формоизменения листовой металлической заготовки с покрытием и выполненное с расположенными по его наружному и внутреннему краям, соответственно, внешней отбортовкой для образования двойного фальца и кольцевым фланцем в виде сформованного сплющенного загиба, и закрепленную на кольцевом фланце отрывную деталь, закрывающую отверстие крышки.
Согласно изобретению покрытие выполнено термосвариваемым и расположено на одной стороне листовой металлической заготовки, отрывная деталь выполнена в виде вырубленной окруженной кольцом донной части листовой металлической заготовки и закреплена на кольцевом фланце термосваркой, загиб выполнен спиралеобразно свернутым для образования кольцевого фланца, обеспечивающего размер отверстия банки, меньший размера вырубленной донной части листовой заготовки, которая расположена с перекрытием ее краевой зоны кольцевым фланцем.
В предпочтительном варианте выполнения крышка по изобретению снабжена кольцом или язычком для открывания, выполненными с крепежной лапкой, расположенной с внешней стороны вырубленной части листовой металлической заготовки и соединенной с ее краевой зоной термосваркой или склеиванием.
При этом вырубленная часть листовой металлической заготовки выполнена с расположенной на ее внешней поверхности насечкой, соответствующей контуру крепежной лапки и размещенной у зоны перекрытия кольцевым фланцем листовой металлической заготовки и ее термосварки. Крепежная лапка предпочтительно может быть выполнена отогнутой относительно кромки сгиба на 180o с образованием отогнутого свободного участка, соединенного с внешней стороной краевой зоны вырубленной части листовой металлической заготовки, а кромка сгиба расположена у внешнего края упомянутой вырубленной части параллельно ему.
Основная идея изобретения состоит, таким образом, в дальнейшем использовании части металлического листа, образующейся при вырубке отверстия из заготовки, в качестве отрывной детали и крепления ее на кольцевом фланце кольца крышки посредством термосварки.
Для достижения этого необходимо, с одной стороны, в качестве исходного материала применять листовую металлическую заготовку, снабженную термосвариваемым покрытием на одной стороне, а с другой стороны, путем соответствующего формоизменения кольца крышки уменьшить первоначально вырубленное отверстие, чтобы обеспечить перекрытие указанной части листа, вырубленной для образования отверстия, с кольцевым фланцем. Для этой цели часть стенки стакана свертывают наружу и за счет соответствующего выполнения деформирующих инструментов добиваются того, что спиралеобразный загиб уже перед сплющиванием, а также и после него ограничивает отверстие, которое меньше первоначально вырубленного отверстия.
Изобретение обеспечивает дальнейшее использование донной части, вырубленной из заготовки с образованием отверстия, для закрывания отверстия. Благодаря этому потери материала сводятся к минимуму и, кроме того, имеет место дополнительная экономия алюминиевой фольги, снабженной термосвариваемым покрытием. При соответствующем конструктивном оформлении стадий вырубки и формоизменения, а также при необходимости многопозиционных инструментов можно достичь того, что при изготовлении крышки банки вырубленная донная часть постоянно будет оставаться соединенной с соответствующим кольцом крышки и удерживаться по отношению к нему в точном положении, так что донная часть в конце процесса изготовления крышки снова может быть соединена термосваркой с верхом кольца крышки. При этом важно, чтобы металлическая заготовка, соответственно лист, из которого вырублена металлическая заготовка, имела по меньшей мере с одной стороны термосвариваемое покрытие. Это покрытие может представлять собой, например, пленку из полипропилена или полиэтилентерефталата или же термосвариваемый органический лак. Это покрытие в начале процесса изготовления крышки находится на внутренней стороне заготовки, соответственно будущей крышки, т. е. на той стороне, которая у готовой крышки обращена внутрь банки. В процессе формоизменения термосвариваемое покрытие наносится в зоне спиралеобразного загиба, а в процессе сплющивания загиба наносится в зоне кольцевого фланца на наружную сторону крышки. Так как у вырубленной донной части термосвариваемое покрытие находится на будущей внутренней стороне крышки, соответственно донной части, то при термосварке два термосвариваемых покрытия накладываются одно на другое, что обеспечивает плотное, герметичное термосварное соединение.
Ниже изобретение подробно
поясняется описанием примеров его выполнения со ссылкой на прилагаемые чертежи, на которых показано:
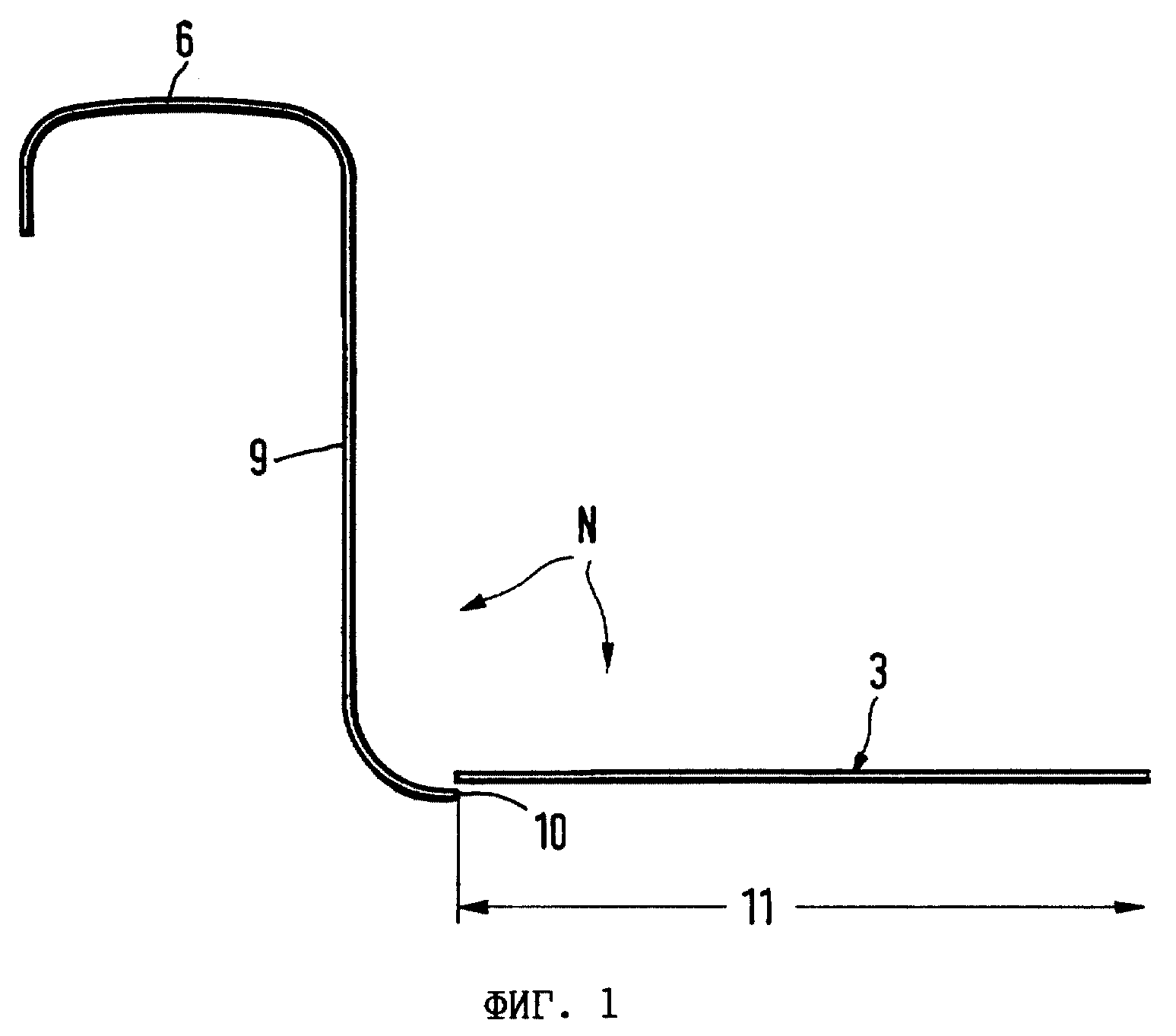
на фиг. 1-3 - отдельные стадии
первого варианта способа изготовления легкооткрывающейся
крышки банки с частичным разрезом крышки,
на фиг.4-6 - второй вариант способа изготовления,
на фиг.7 - частичный поперечный
разрез соединенной с банкой крышки согласно изобретению,
на фиг.8 - обозначенная на фиг.7 позицией VIII зона в увеличенном масштабе,
на фиг. 9 - вид сверху банки с выполненным по
первому варианту кольцом для открывания,
на фиг.
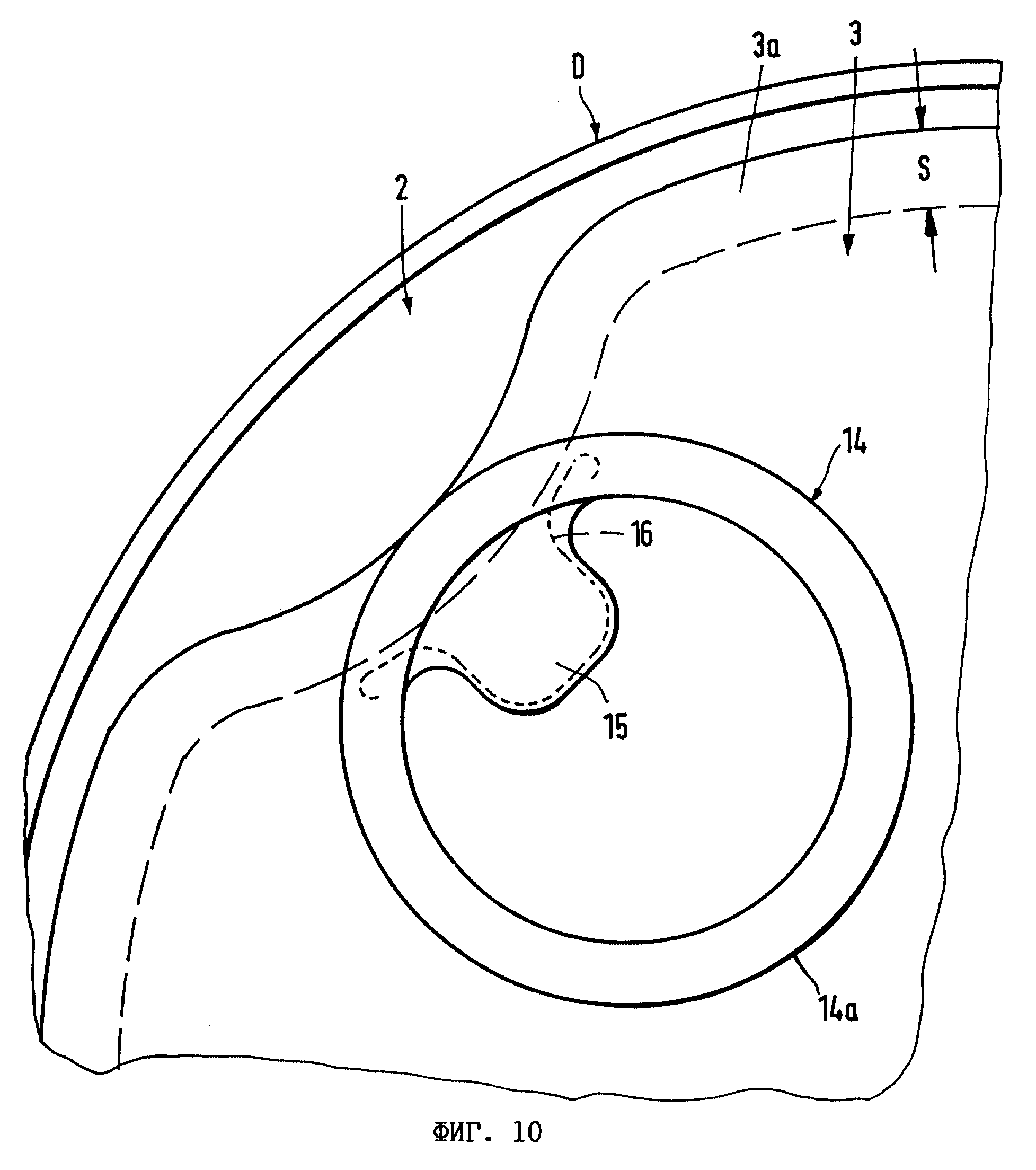
10 - обозначенная на фиг.9 позицией Х зона в увеличенном масштабе,
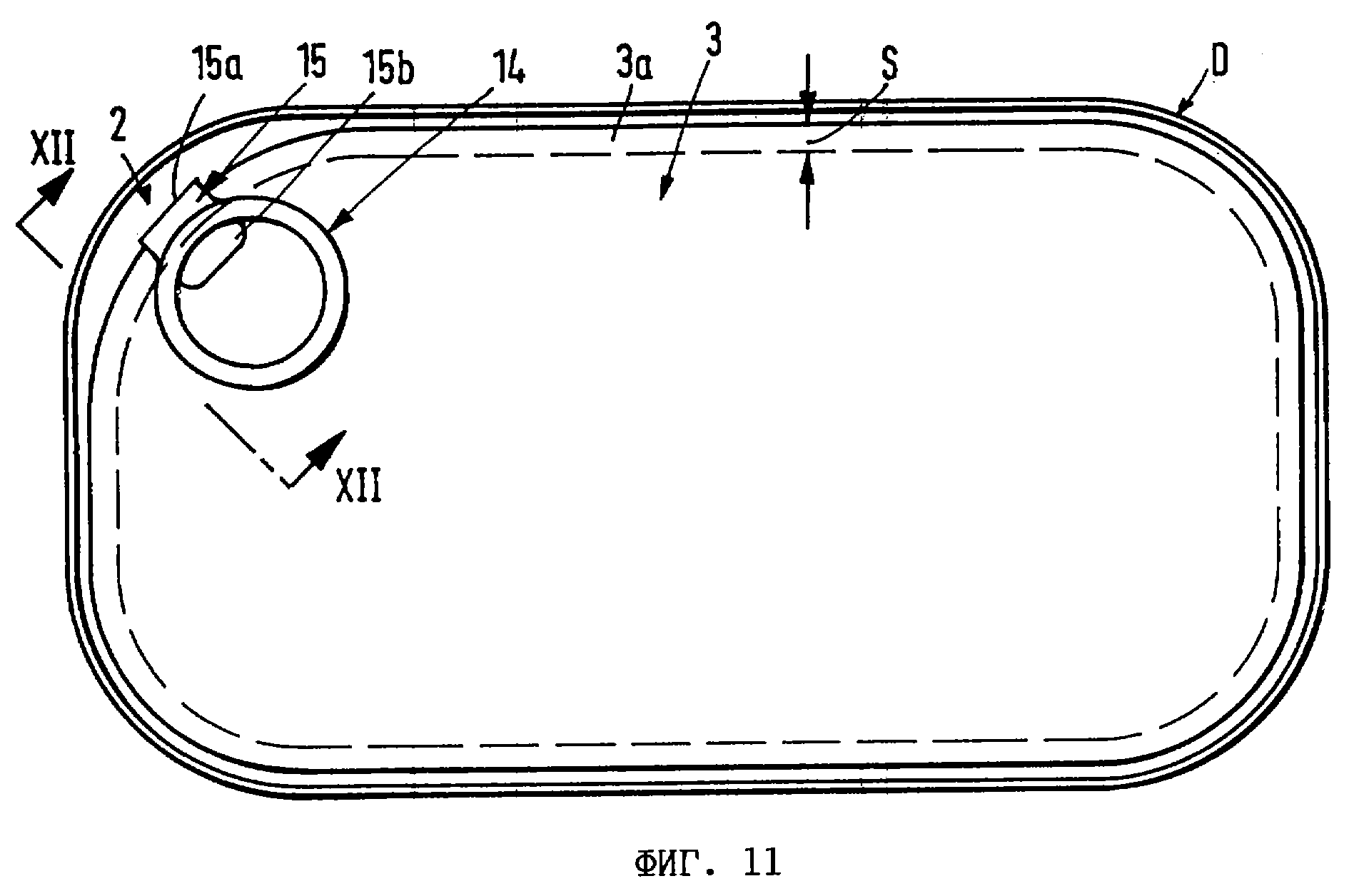
на фиг. 11 - вид сверху банки с выполненным по второму варианту
кольцом для открывания,
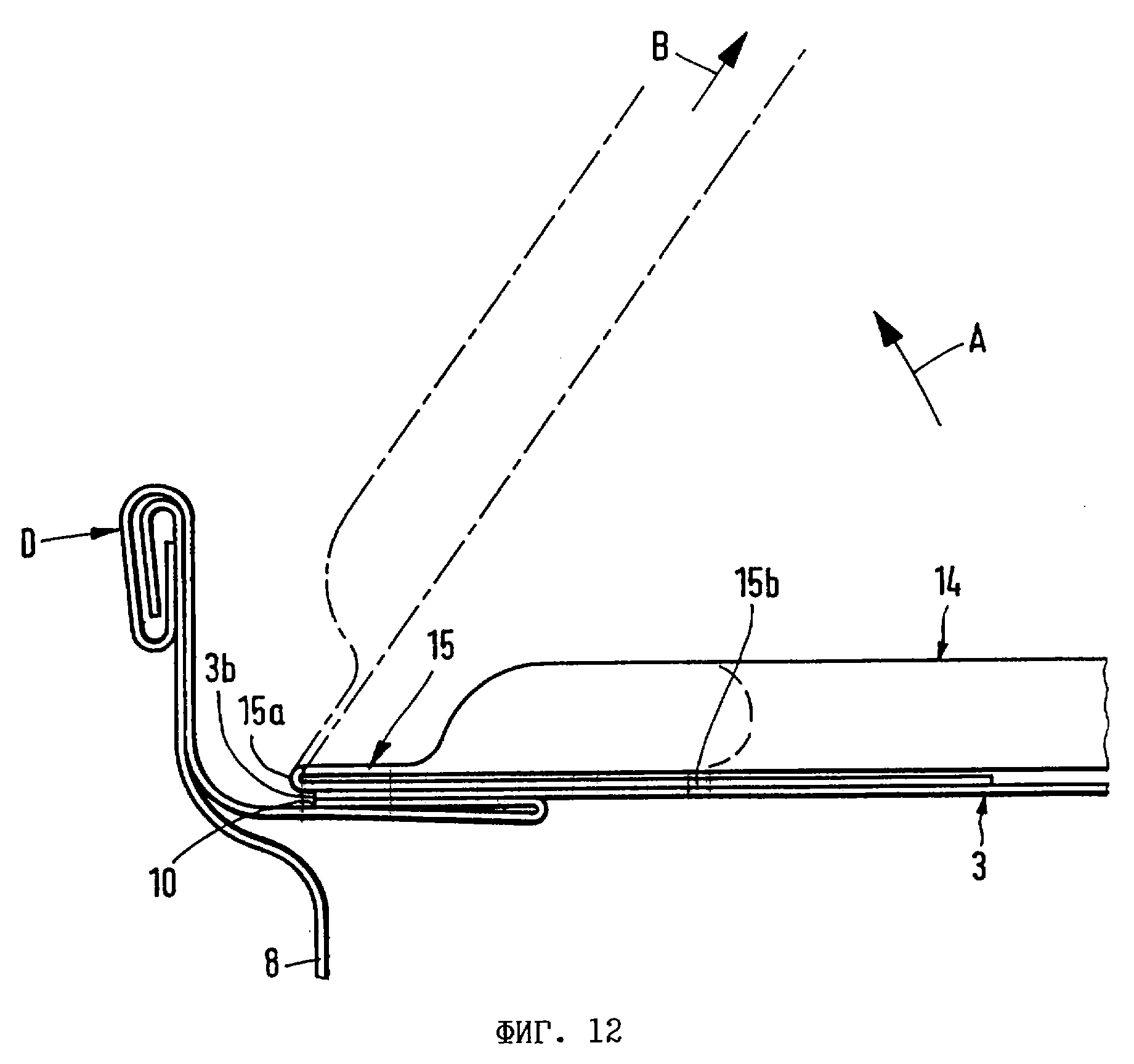
на фиг.12 - разрез по линии
XII-XII по фиг.11.
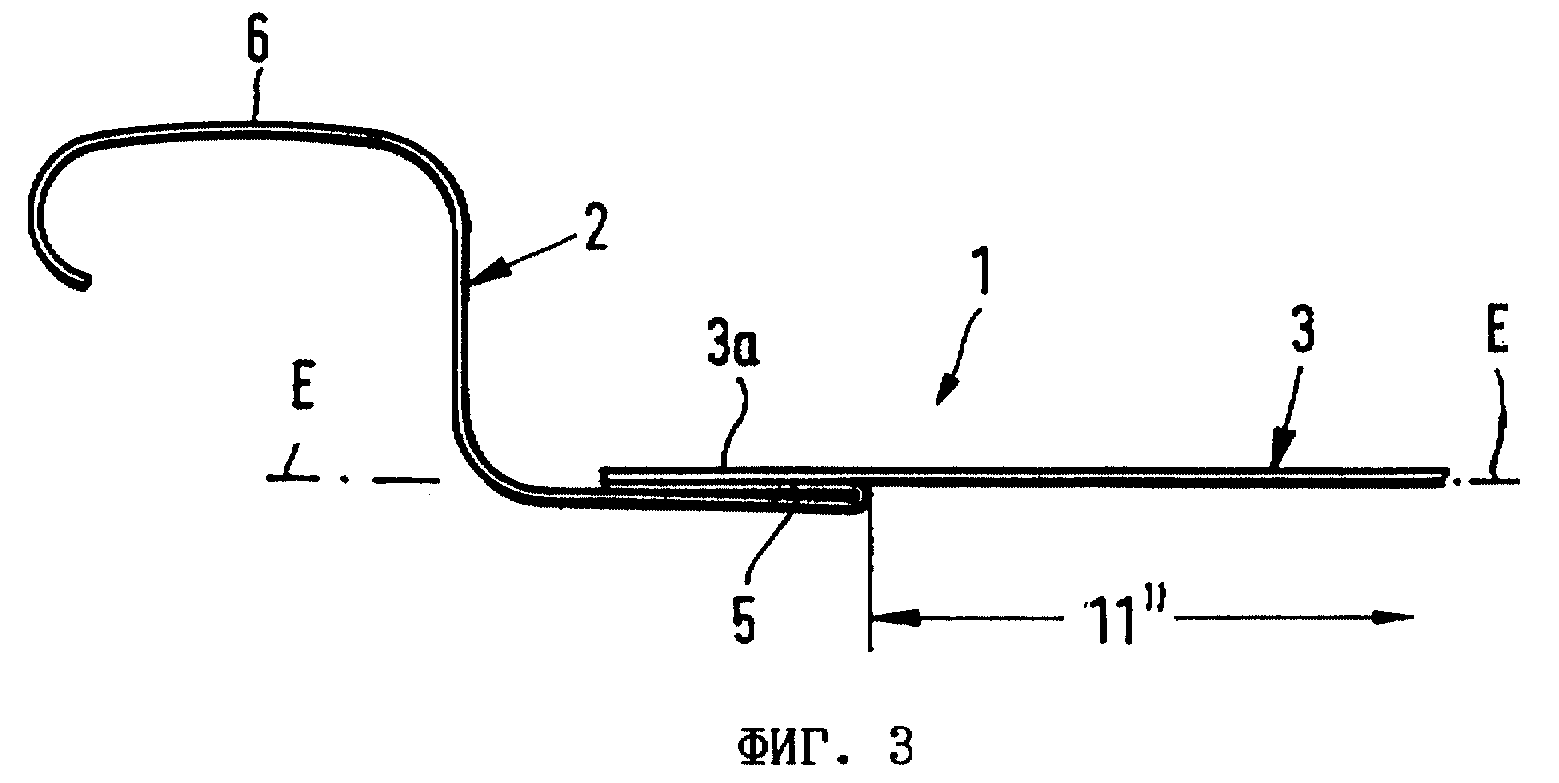
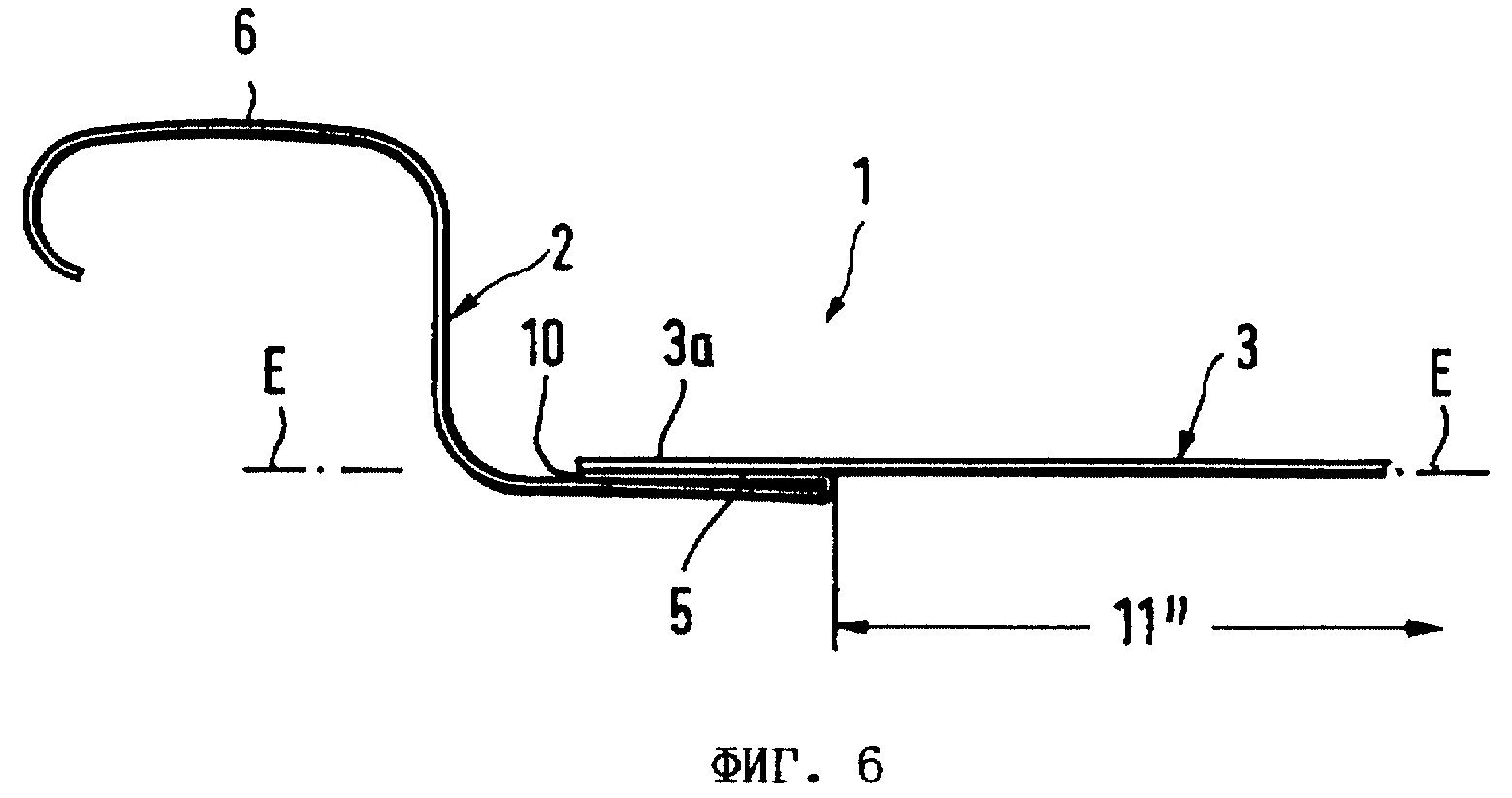
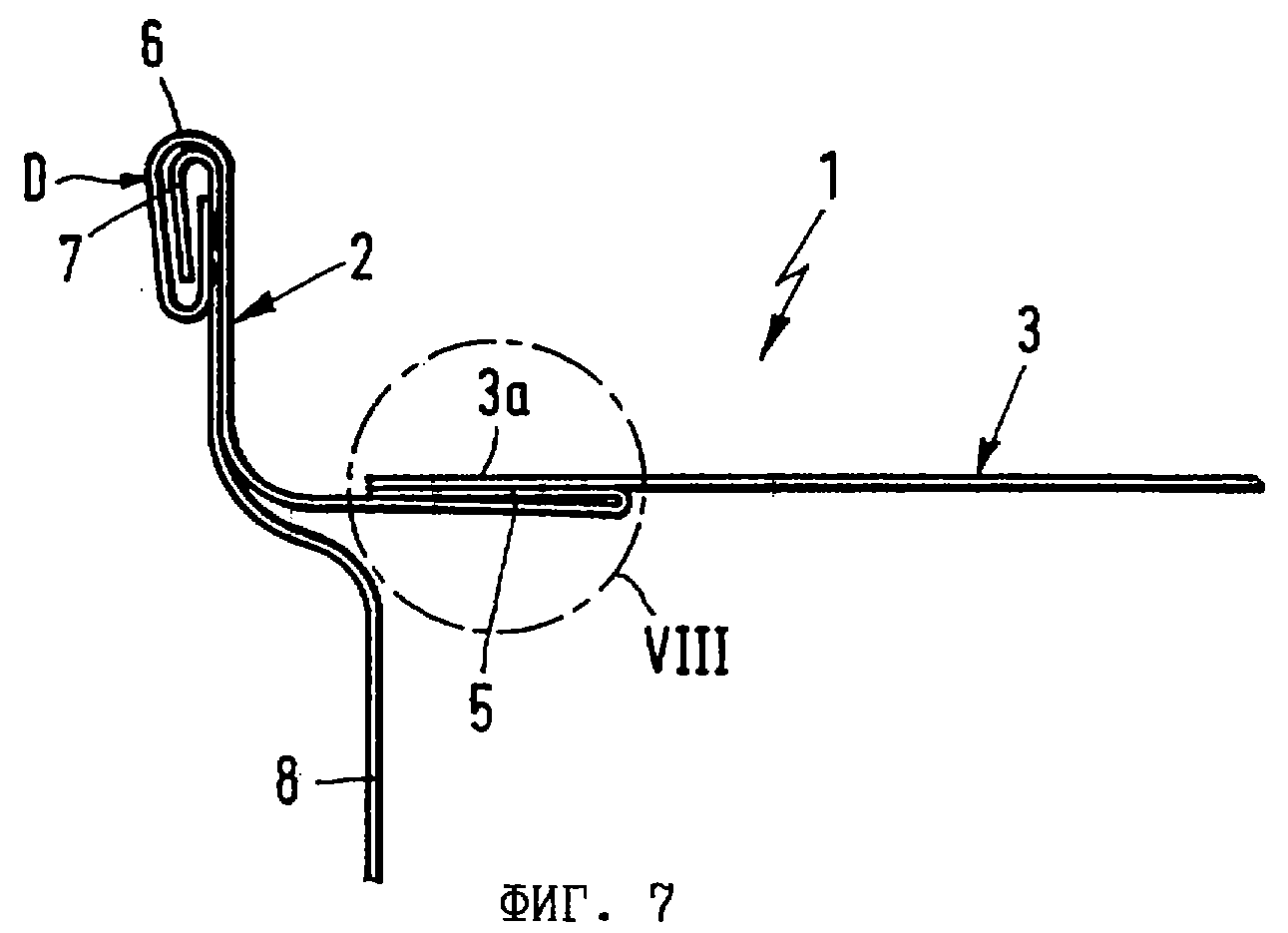
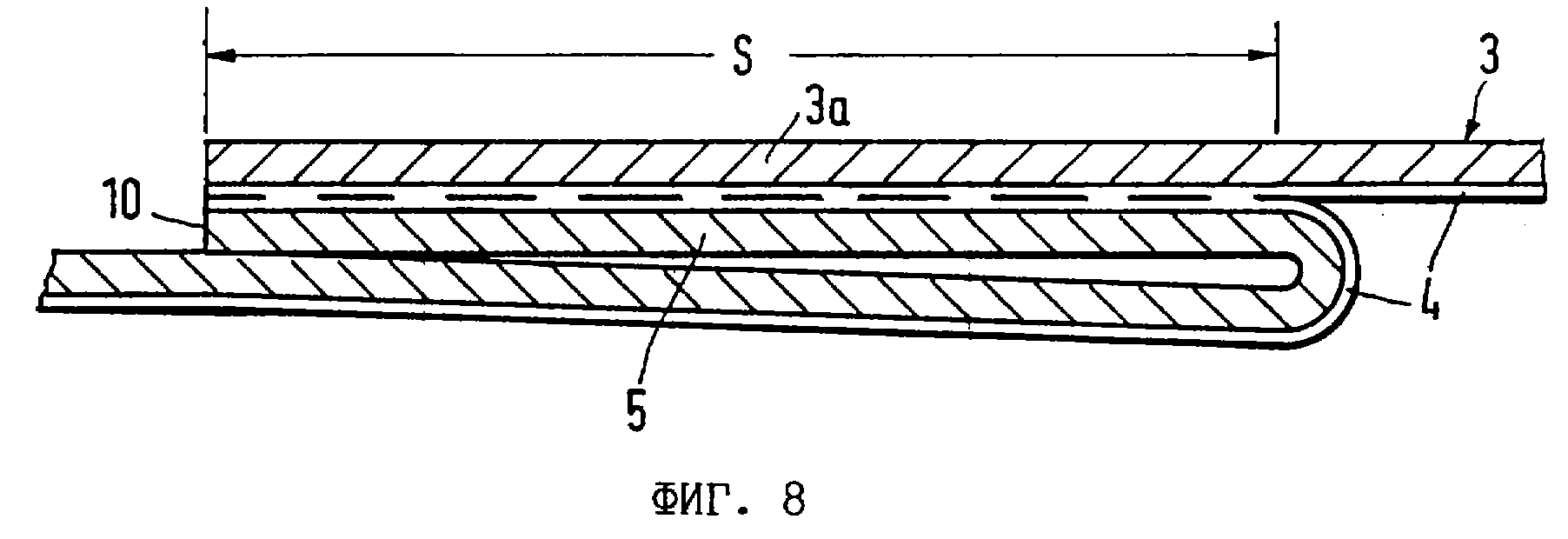
Готовая легкооткрывающаяся крышка банки изображена на фиг.3 и 6 в частичном разрезе, причем этот частичный разрез показывает краевую зону крышки 1. Эта крышка 1 состоит из кольца 2 и отрывной детали 3. Эта отрывная деталь 3, как подробно описано ниже, у предлагаемой крышки 1 образована донной частью, которая остается после изготовления кольца 2. Кольцо 2, равно как и донная часть 3, которые изготовлены из одной и той же листовой металлической заготовки, имеют на их внутренней стороне (у готовой банки это сторона, обращенная к корпусу банки, а на чертежах это нижняя сторона) термосвариваемое покрытие 4, которое показано только на фиг.8. В качестве такого покрытия можно использовать нанесенную кашированием пленку из полипропилена либо полиэтилентерефталата, термосвариваемый лак или т.п. Донная часть 3 термически наварена на кольцевой фланец 5 кольца 2 крышки. Далее кольцо 2 имеет внешнюю отбортовку 6, которая совместно с соответствующей внешней отбортовкой 7 корпуса 8 банки служит для образования двойного фальца D, как это показано на фиг.7.
Ниже описывается первый вариант изготовления крышки 1 банки, представленный на фиг.1-3.
Для изготовления крышки банки применяют листовой металл, например белую жесть, хромированную сверхтонкую жесть или алюминиевый лист, толщиной от 0,05 до 0,3 мм. Этот листовой металл имеет на стороне, которая ниже обозначена как внутренняя сторона и которая у готовой банки обращена внутрь банки, термосвариваемое покрытие 4 из органического материала. На противоположной внешней стороне листовой металл может иметь лаковое покрытие. Из этого листового металла сначала вырубают не показанную на чертежах заготовку. Глубокой вытяжкой этой листовой металлической заготовки предварительно формуют согласно фиг.1 внешнюю отбортовку 6, а также окруженный внешней отбортовкой неглубокий стакан N, который состоит из донной части 3 и стенки 9. В стакане N донная часть 3 стенкой 9 соединена с внешней отбортовкой 6. Стенка 9 расположена в основном вертикально по отношению к донной части 3 или же вертикально к плоскости Е-Е будущей крышки. Покрытие 4 (не показано) нанесено согласно фиг.1 на обращенную книзу сторону внешней отбортовки 6, на обращенную влево сторону стенки 9 и на обращенную книзу сторону донной части 3. После собственно процесса глубокой вытяжки донную часть 3 в непосредственной близости ее перехода в стенку 9 вырубают из стакана, что также показано на фиг.1, причем вырубку целесообразно производить вверх согласно фиг.1. Благодаря этому предварительно формуется кольцо 2 крышки, причем на кольце 2 образуется внутренняя кромка 10 среза, которая охватывает отверстие 11, образованное в результате вырубки донной части 3.
Так как вырубленная донная часть 3 после дальнейших стадий формоизменения снова должна быть соединена с кольцом 2 крышки, то важно, чтобы обе детали при последующих перемещениях в многопозиционных деформирующих инструментах не смещались относительно друг друга. По этой причине вырубка донной части 3 должна происходить не вдоль всей кромки 10 среза, а при вырубке между донной частью 3 и стенкой 9 должны быть оставлены несколько узких соединительных перемычек, например, от двух до четырех. Эти соединительные перемычки, однако, на чертеже не показаны.
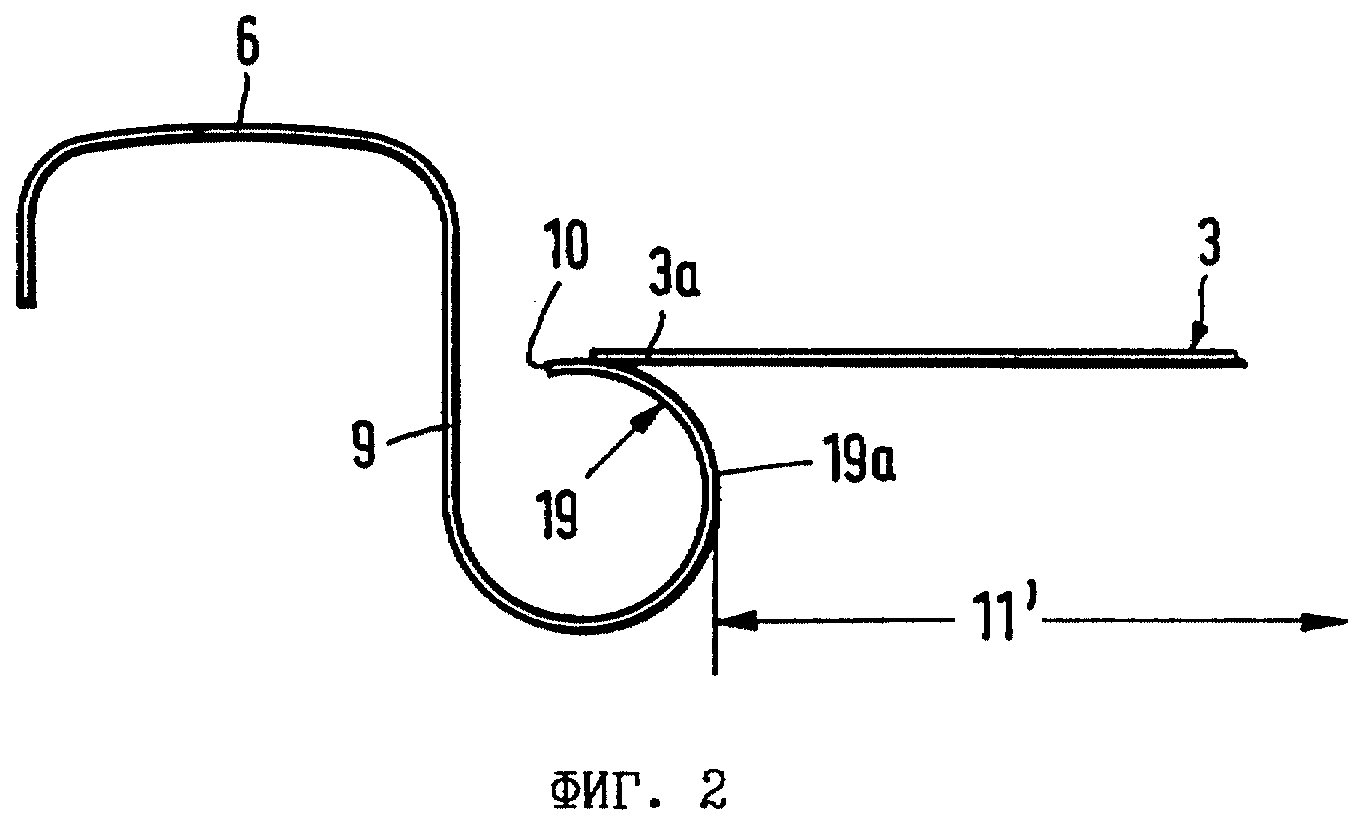
После вырубки донной части 3 стенку 9 частично свертывают наружу, т.е. на некоторую часть ее общей высоты, а именно в направлении будущей внешней стороны крышки или кверху согласно фиг.2. Благодаря этому образуется спиралеобразной формы загиб 19. При образовании этого загиба 19 необходимо обеспечить уменьшение первоначального отверстия 11, т.е. чтобы обращенная внутрь кольца часть 19а загиба ограничивала отверстие 11', аналогичное по форме первоначально вырубленному отверстию 11, но меньшего размера. Такое формование спиралеобразного загиба 19 с целью уменьшения первоначального отверстия 11 до меньшего отверстия 11' достигается соответствующим конструктивным выполнением деформирующих инструментов.
В результате уменьшения первоначального отверстия 11 до аналогичного, но меньшего отверстия 11', обеспечивается взаимное перекрытие краевой зоны 3а донной части 3 с загибом 19. Как можно далее видеть на фиг.2, благодаря свертыванию части стенки 9 кромка 10 среза перемещается к внешней стороне кольца 2 крышки. Под внешней стороной подразумевается внешняя сторона готовой крышки банки.
Спиралеобразной формы загиб 19 затем сплющивают в плоскости Е-Е кольца крышки или при необходимости в параллельной ей плоскости. Благодаря этому образуется пригодный для термосварки кольцевой фланец 5, а также обеспечивается максимальное взаимное перекрытие краевой зоны 3а донной части 3 с кольцевым фланцем 5. При сплющивании загиба 19 размер отверстия 11' еще раз уменьшается с образованием в результате окончательного отверстия 11''.
В завершение краевую зону 3а донной части 3 герметично соединяют термосваркой с прилегающей к наружной стороне кольца крышки поверхностью кольцевого фланца 5. Как можно видеть на фиг.8, в результате свертывания стенки 9 наружу и сплющивания спиралеобразного загиба 19 первоначальное термосвариваемое покрытие на нижней стороне листовой металлической заготовки, соответственно на внутренней стороне кольца 2 крышки оказывается снаружи в зоне кольцевого фланца 5. На эту наружную часть покрытия 4 затем термически наваривают термосвариваемое покрытие 4 донной части 3. Этим обеспечивается особенно хорошее и герметичное термосварное соединение между кольцом 2 крышки и донной частью 3.
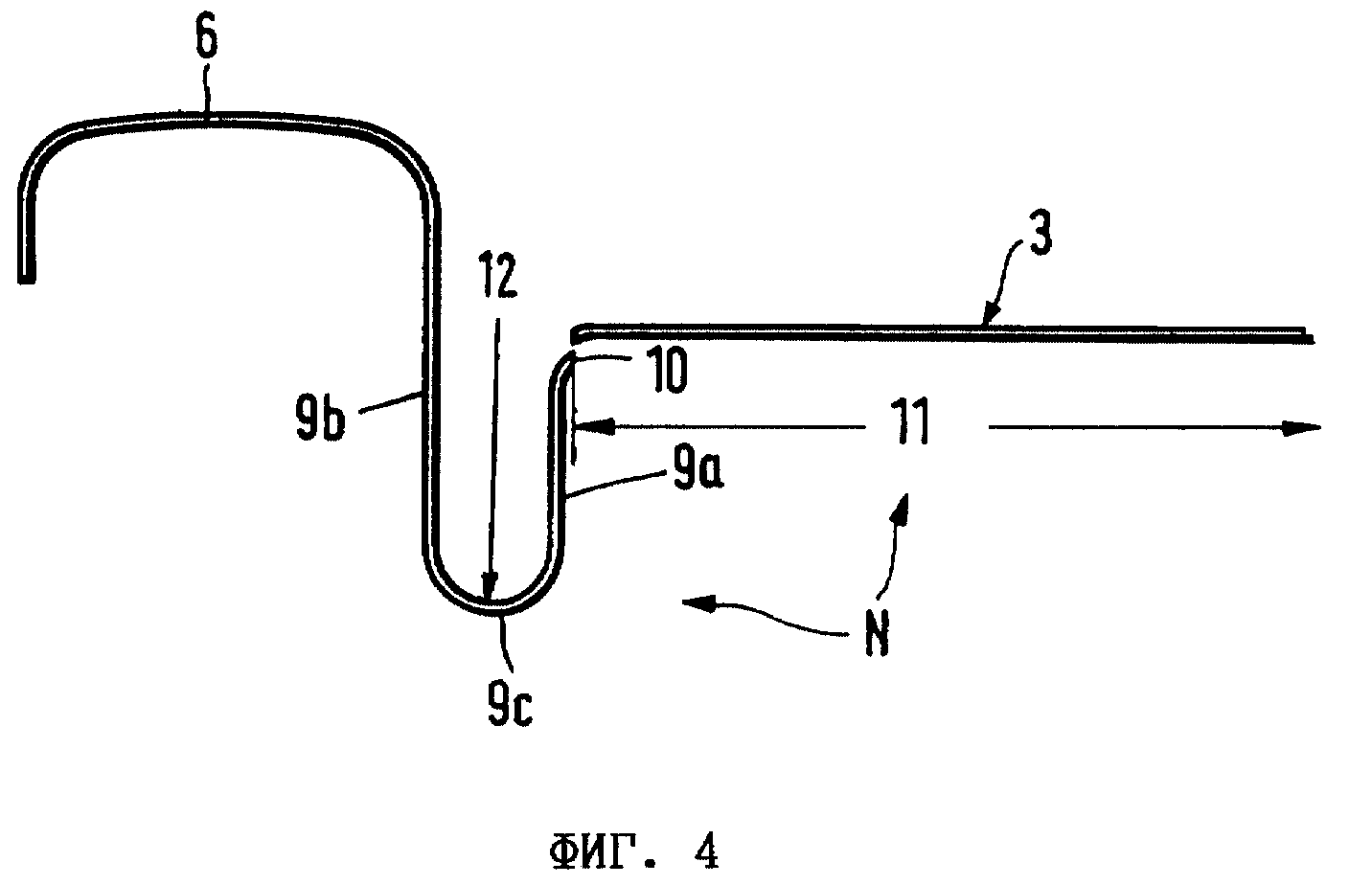
Другой вариант осуществления процессов глубокой вытяжки и вырубки листовой металлической заготовки для изготовления крышки банки изображен на фиг. 4-6. Во избежание повторов детали, имеющие ту же функцию, обозначены теми же позициями, что и на фиг.1-3. Приведенное выше описание относится также к показанному на фиг.4-6 варианту изготовления крышки банки.
Однако согласно фиг. 4 для образования открытого в данном случае вниз неглубокого стакана в листовой металлической заготовке глубокой вытяжкой, прикладывая деформирующее усилие к наружной стороне будущей крышки, формуют примыкающий к внешней отбортовке 6 желобок 12 в основном U-образного поперечного сечения. Этот желобок 12 имеет наружную стенку 9b, сопряженную непосредственно с внешней отбортовкой 6, и внутреннюю стенку 9а, сопряженную с донной частью 3. Обе эти стенки 9а и 9b по завершении процесса глубокой вытяжки располагаются в основном вертикально к плоскости Е-Е будущей крышки. Они соединены друг с другом дугообразным соединительным участком 9с.
По окончании процесса глубокой вытяжки донную часть 3 вырубают кверху в непосредственной близости от ее перехода во внутреннюю стенку 9а, как показано на фиг. 4. Однако и в этом случае при вырубке должно быть оставлено несколько узких перемычек, соединяющих донную часть 3 и стенку 9а, чтобы при последующих перемещениях в инструменте донная часть 3 не смещалась относительно кольца 2 крышки.
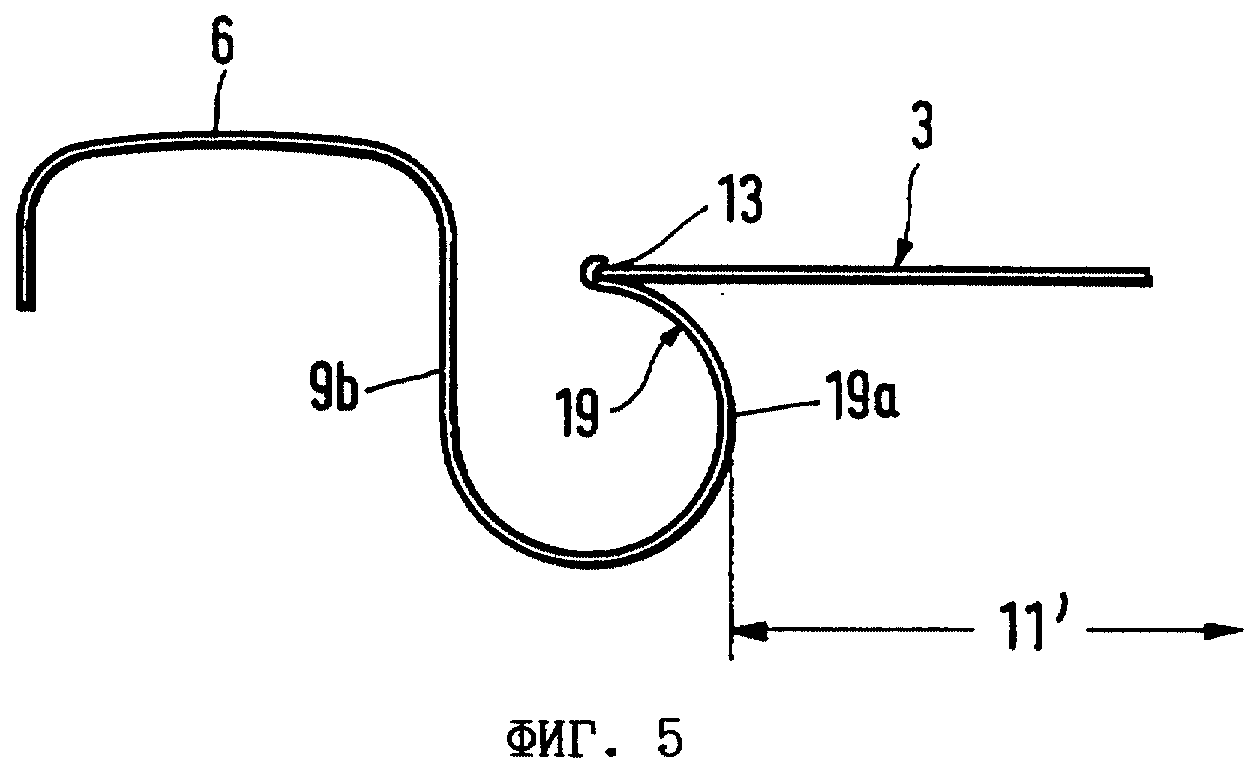
Затем производится свертывание внутренней стенки 9а с образованием спиралеобразной формы загиба 19 и с одновременным уменьшением первоначального отверстия 11 до аналогичного ему по форме отверстия 11', но меньшего размера. При этом загиб может быть модифицирован таким образом, что на границе с кромкой 10 среза предусматривают небольшой, открытый к отверстию 11' фиксирующий паз 13. Этот паз 13 служит, как и узкие перемычки, для удержания вырубленной донной части 3 при последующих перемещениях в многопозиционных деформирующих инструментах, предотвращая тем самым смещение донной части 3 относительно кольца 2 крышки.
Затем производят сплющивание спиралеобразной формы загиба 19 вышеописанным образом и с вышеописанной целью. В завершение термически наваривают донную часть 3 на фланцевое кольцо 5.
Оба варианта изготовления крышки, а именно, первый согласно фиг.1-3 и второй согласно фиг.4-6, позволяют проводить процесс таким образом, что исходя из показанных на фиг.2, соответственно фиг.5, стадий изготовления термосварочный инструмент одновременно может служить также и для сплющивания спиралеобразной формы загиба 19 с последующим осуществлением термосварки на завершающей стадии согласно фиг.3, соответственно фиг.6.
Как можно видеть на фиг.1 и 4, донная часть 3 перед свертыванием смещается относительно кромки 10 среза наружу, т.е. к внешней стороне крышки. Это смещение целесообразно осуществлять с помощью штампа для листовой штамповки. Смещение необходимо, так как при свертывании отверстие 11 уменьшается, и донная часть 3 в этом случае не может пройти наружу сквозь отверстие 11.
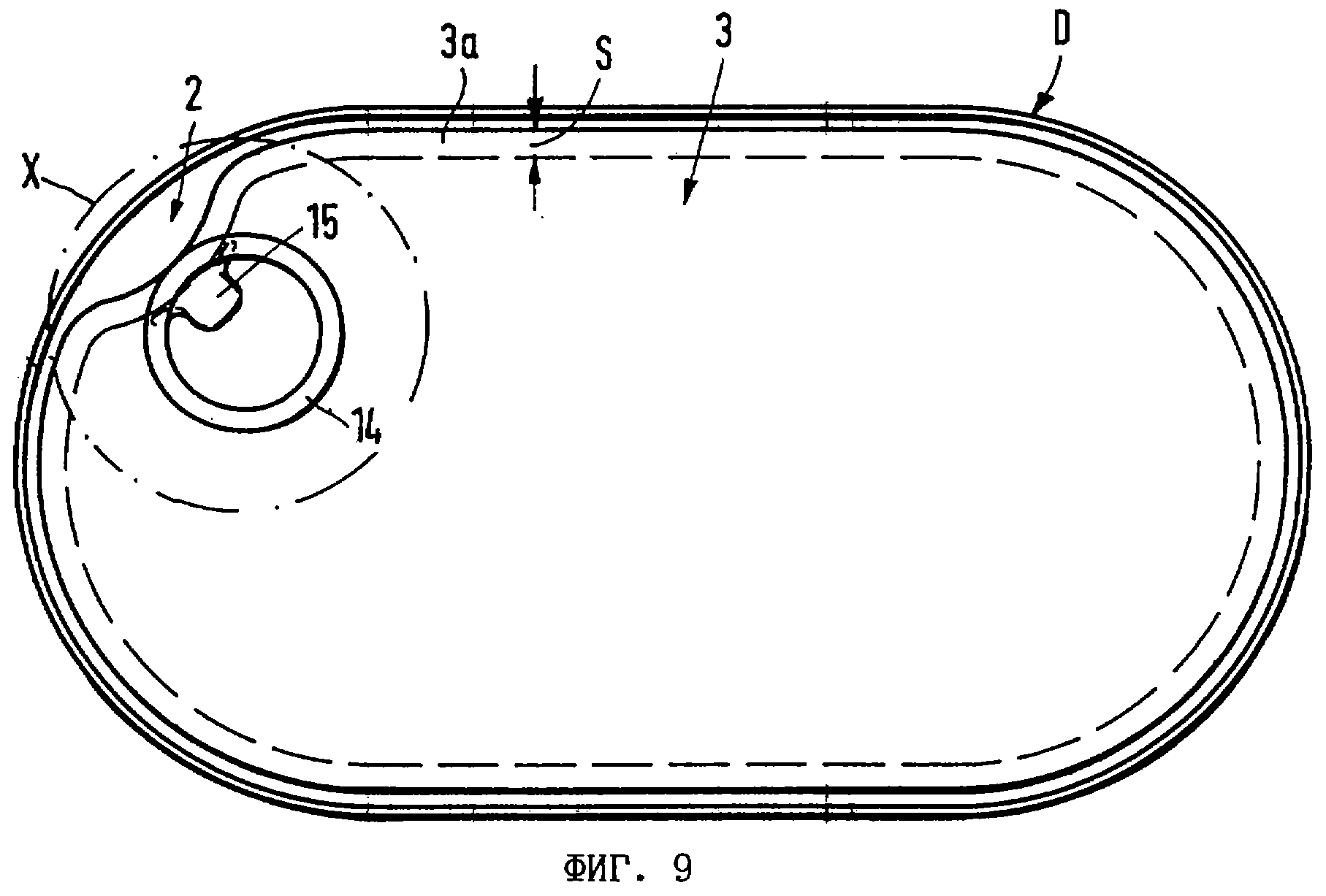
Благодаря взаимному перекрытию краевой зоны 3а донной части 3 и кольцевого фланца 5 образуется достаточно широкая круговая термосварная поверхность шириной S, которая на практике имеет ширину приблизительно 3 мм. Для открывания банки необходимо оторвать донную часть 3 по этой термосварной поверхности от кольцевого фланца 5 кольца 2 крышки. Поэтому для отрывания термосварной поверхности донная часть должна быть снабжена приспособлением, которое позволяет ухватить его пальцами и приложить отрывное усилие. Это приспособление для открывания может быть выполнено в виде язычка или предпочтительно в виде кольца, как показано на фиг.9-12. Такое кольцо 14 имеет крепежную лапку 15, которая крепится в краевой зоне 3а донной части 3 к ее внешней стороне термосваркой, склеиванием или т.п.
При сравнении фиг.9 и 10 с фиг.11 и 12 очевидно, что крепежная лапка 15 может быть выполнена и закреплена для этой цели различным образом. В примере выполнения, показанном на фиг.9 и 10, в зоне, в которой лапка 15 крепится к донной части, в наружной поверхности этой донной части имеется насечка 16, соответствующая в основном контуру лапки 15. Эту насечку наносят перед вырубкой донной части благодаря соответствующей форме инструмента. Насечка 16 почти доходит до отмеченной на фиг.10 штриховой линией зоны перекрытия и термосварки на донной части. Если для открывания банки потянуть вверх за кольцо 14 в зоне 14а, противолежащей крепежной лапке 15, то лапка 15 разорвет донную часть 3 вдоль насечки 16. Так как эта насечка почти доходит до термосварной зоны, то происходит также разрыв почти до термосварной зоны, а усилие открывания целенаправленно прикладывается к этой термосварной зоне. При дальнейшем прикладывании тянущего усилия к кольцу 14 вся донная часть 3 отделяется от кольцевого фланца 5 вдоль термосварной зоны.
В показанном на фиг.11 и 12 примере выполнения крепежная лапка 15 отстоит от кольца 14 и отогнута вдоль кромки 15а сгиба на 180o . Его отогнутый свободный участок 15b соединен в краевой зоне 3а донной части 3 с ее внешней стороной таким образом, что кромка 15а сгиба расположена вблизи внешнего края 3b донной части 3 и проходит в основном параллельно ей. Для открывания банки сначала отводят крепежную лапку по стрелке А вверх вокруг кромки 15а сгиба, а затем тянут в направлении В за кольцо 14. Благодаря этому открывающее усилие вначале прилагается к внешнему краю 3b донной части, а при дальнейшем приложении тянущего усилия к кольцу 14 происходит окончательное отделение всей донной части 3 от кольца 2 крышки вдоль термосварной зоны.
Реферат
Изобретения относятся к обработке металлов давлением и могут быть использованы при изготовлении из листовой металлической заготовки легкооткрывающейся крышки банки с покрытием. Из листовой заготовки с термосвариваемым покрытием на одной ее стороне методом глубокой вытяжки формируют стакан с внешней отбортовкой. В зоне, прилегающей к переходу донной части стакана в стенку, производят вырубку всей донной части с получением кольца крышки. Затем на кольце образуют загиб спиралеобразной формы путем частичного свертывания его стенки в направлении внешней стороны крышки с получением обращенной внутрь кольца части, которая ограничивает отверстие, аналогичное по форме отверстию, полученному при вырубке. Загиб сплющивают в плоскости кольца крышки или в параллельной ей плоскости с образованием кольцевого фланца для термосварки. Во время сплющивания загиба или после его окончания производят термосварку вырубленной донной части с поверхностью кольцевого фланца. Полученная описанным выше способом легкооткрываемая крышка содержит кольцо с внешней отбортовкой для образования двойного фальца и кольцевым фланцем, на котором закреплена отрывная деталь. В результате обеспечивается снижение потерь металла для изготовления крышки. 2 с. и 10 з.п. ф-лы, 12 ил.
Комментарии