Бигованная заготовка для образования емкости с закругленными или скошенными кромками - RU2711862C2
Код документа: RU2711862C2
Чертежи

Описание
Настоящее изобретение относится к заготовке для образования емкости для потребительских товаров, которая находит конкретное применение для хранения удлиненных потребительских товаров, таких как курительные изделия (например, сигареты). Более конкретно, настоящее изобретение относится к заготовке и к способу образования емкостей в виде параллелепипеда, имеющих неквадратные углы, такие как закругленные или скошенные углы.
Курительные изделия, такие как сигареты и сигары, обычно предоставляются в мягких пачках или в твердых пачках, таких как коробки с откидной крышкой или коробки с шарнирной крышкой. Они обычно содержат коробочный участок, имеющий переднюю стенку коробки, заднюю стенку коробки, боковые стенки коробки и основание коробки. Они также обычно содержат крышечный участок с передней стенкой крышки, задней стенкой крышки, боковыми стенками крышки и верхней стороной крышки. Крышечный участок обычно поворотно соединен с коробочным участком вдоль линии отгиба, проходящей поперек задней стенки емкости. Известно закругление или скашивание определенных углов коробки и крышки в твердых пачках для придания емкости оригинального внешнего вида. Ранее это обычно достигалось путем создания линий биговки или линий рилевки в заготовке в областях, образующих кромки емкости. Эти линии обеспечивают возможность складывания заготовки таким образом, чтобы образующийся при сгибании угол был не резким, а плавно изогнутым между двумя смежными стенками.
Для образования емкости, имеющей скошенные или закругленные кромочные участки и определенные максимальные высоту, ширину и глубину, требуется модификация заготовки, используемой для образования емкости с квадратными кромками, имеющей такие же максимальные высоту, ширину и глубину. В частности, требуется уменьшение ширины панелей заготовки, которые образуют плоские стенки емкости, соединенные со скошенным или закругленным кромочным участком, относительно ширины панелей заготовки, образующих соответствующие смежные плоские стенки в емкости с квадратными кромками. Это обусловлено не только ограничениями из-за формы, но также и тем, что при складывании заготовки для образования емкости, определенные пары панелей заготовки по меньшей мере частично накладываются друг на друга и скрепляются для образования стенок емкости. Это имеет место в случае боковых панелей заготовки, которые предназначены для образования боковых стенок емкости. Таким образом, желательно, чтобы внутренние панели заготовки не взаимодействовали со скошенным или закругленным кромочным участком. В противном случае это взаимодействие может затруднить автоматизированную операцию складывания и в конечном счете изменить форму скошенных или закругленных кромок емкости, потенциально влияя таким образом на окончательный общий вид емкости.
В результате общая ширина заготовки для образования емкости, имеющей скошенные или закругленные кромочные участки и определенные максимальные высоту, ширину и глубину, в целом уменьшается по сравнению с шириной заготовки для образования емкости с квадратными кромками, имеющей такие же максимальные высоту, ширину и глубину. Таким образом, требуется существенная модификация упаковочной машины с целью обеспечения возможности приема и складывания ею одной такой модифицированной заготовки для образования емкости. Это приводит к увеличению времени простоя машины, что, разумеется, нежелательно и обычно влечет за собой дополнительные производственные затраты. Кроме того, каждый раз при внесении даже небольших изменений в форму заготовки или емкости, обычно возникает необходимость в новых регулировках машины.
Обычно линии биговки образуют в заготовке для образования скошенных или закругленных кромочных участков в емкости. Однако в случае таких емкостей требуется включение дополнительного этапа «предварительной гибки» в процесс сборки для обеспечения того, чтобы складывание по всем линиям биговки происходило требуемым образом. Это требует специального оборудования и увеличивает одно или более из следующего: сложность, затраты и время, в производственном процессе.
Следовательно, было бы желательно создать такую заготовку для изготовления емкости для потребительских товаров, имеющей скругленные или скошенные кромочные участки, в которой были бы устранены вышеописанные недостатки. В частности, было бы желательно создать такую заготовку для изготовления указанной емкости для потребительских товаров, которая упростила и сделала бы более гибким процесс разработки, производства и сборки. С производственной точки зрения, было бы особо желательно создать одну такую заготовку, которая обеспечила бы возможность ее складывания с помощью обычной упаковочной машины, без необходимости в значительных структурных модификациях.
Согласно настоящему изобретению, предложены пластинчатая заготовка для образования емкости для потребительских изделий и емкость, образованная путем складывания указанной пластинчатой заготовки. Пластинчатая заготовка содержит панель нижней стенки для образования нижней стенки емкости и панель верхней стенки для образования верхней стенки емкости. Кроме того, пластинчатая заготовка содержит панель задней стенки для образования по меньшей мере части задней стенки емкости и панель передней стенки для образования по меньшей мере части передней стенки емкости. Дополнительно, пластинчатая заготовка содержит две первых боковых панели, проходящих от панели задней стенки, и две вторых боковых панели, проходящих от панели передней стенки, так что при сборке емкости из пластинчатой заготовки первые и вторые боковые панели перекрываются с образованием по меньшей мере части левой и правой боковых стенок емкости. По меньшей мере одна из первых боковых панелей и/или по меньшей мере одна из вторых боковых панелей соединена с соответствующей панелью задней стенки или панелью передней стенки посредством модифицированного кромочного участка. Каждый модифицированный кромочный участок содержит первую зону, содержащую множество линий биговки, проходящих по существу в продольном направлении модифицированного кромочного участка; и вторую зону, которая по существу свободна от линий биговки и расположена между первой свободной кромкой модифицированного кромочного участка и первой зоной модифицированного кромочного участка. Пластинчатая заготовка дополнительно содержит по меньшей мере одну пару пылезащитных клапанов, проходящих от первых боковых панелей и/или от вторых боковых панелей таким образом, что при сборке емкости из пластинчатой заготовки, клапаны пары перекрываются с панелью нижней стенки с образованием нижней стенки или с панелью верхней стенки с образованием верхней стенки. Каждый пылезащитный клапан указанной по меньшей мере одной пары пылезащитных клапанов содержит основной клапанный участок, отходящий вдоль линии сгиба от соответствующей первой или второй боковой панели, и боковой клапанный участок, проходящий в боковом направлении от основного клапанного участка за пределы периферийной кромки соответствующей первой или второй боковой панели.
В отличие от известных заготовок для образования емкостей с неквадратными углами, заготовка согласно настоящему изобретению содержит модифицированный кромочный участок, имеющий первую зону, содержащую множество линий биговки, проходящих по существу в продольном направлении модифицированного кромочного участка; и вторую зону, которая по существу свободна от линий биговки и расположена между первой свободной кромкой модифицированного кромочного участка и первой зоной модифицированного кромочного участка. Это позволяет обеспечить ряд преимуществ. В частности, поскольку вторая зона по существу свободна от линий биговки, эта зона пластинчатой заготовки с меньшей вероятностью будет согнута в какой-либо одной конкретной точке, когда связанная с нею боковая панель подвергается воздействию сгибающего усилия. Следовательно, вторая зона обеспечивает возможность поддержки передачи приложенного сгибающего усилия через множество линий биговки первой зоны и таким образом она обеспечивает возможность реакции на сгибающее усилие всех указанных линий биговки, а не только нескольких выбранных линий биговки, таких как линия или линии биговки, ближайшие к точке, к которой приложено складывающее усилие. Таким образом, обеспечивается возможность складывания по линиям биговки модифицированного кромочного участка требуемым образом, чтобы придать модифицированному кромочному участку его требуемую форму, путем простого приложения единственного сгибающего усилия. Например, в случае емкости, имеющей закругленный кромочный участок, указанная вторая зона обеспечивает возможность того, чтобы по всем линии биговки в первой зоне модифицированного кромочного участка происходило сгибание в ответ на приложенное усилие, и таким образом была образована плавная кривая вокруг модифицированного кромочного участка емкости. Еще в одном примере в случае емкости, содержащей скошенный кромочный участок, имеющий лишь две линии биговки для образования двух требуемых точек перегиба в заготовке, вторая зона обеспечивает возможность сгибания заготовки вокруг обеих линий биговки в ответ на приложенное усилие, и таким образом обеспечивается возможность образования четко выраженного скошенного профиля вокруг модифицированного кромочного участка емкости. Таким образом, обеспечивается возможность образования емкости согласно настоящему изобретению с закругленными или скошенными кромочными участками из бигованной пластинчатой заготовки без необходимости в предварительном осуществлении этапа предварительного сгибания. В результате обеспечивается возможность сборки емкости согласно настоящему изобретению на обычной упаковочной машине без необходимости в ее сколь-нибудь существенной модификации, такой как включение компонента для предварительного сгибания модифицированного кромочного участка, и благодаря этому обеспечивается экономия на одном или более из следующего: сложность, стоимость и время производственного процесса.
Кроме того, каждый пылезащитный клапан пары пылезащитных клапанов, проходящих от боковых панелей заготовки, содержит основной клапанный участок, отходящий вдоль линии сгиба от соответствующей боковой панели, и боковой клапанный участок, проходящий в боковом направлении от основного клапанного участка за пределы периферийной кромки соответствующей первой или второй боковой панели.
Таким образом, общая ширина заготовки увеличивается на величину, соответствующую удвоенной ширине одного такого бокового клапанного участка. Это по меньшей мере частично компенсирует уменьшение ширины панелей заготовки, образующих переднюю/заднюю и боковые стенки емкости, по сравнению с заготовкой для образования емкости с квадратными углами, имеющей по существу такие же максимальные ширину и глубину, что обусловлено требуемой формой емкости.
Соответственно, обеспечивается возможность удобного образования емкости из одной такой заготовки с помощью обычной упаковочной машины для сборки емкости с квадратными углами. С другой стороны, скорректированная общая ширина заготовки обеспечивает преимущество, состоящее в возможности размещения и складывания заготовки в обычной упаковочной машине без необходимости в выполнении ее сколь-нибудь существенной модификации. Кроме того, если общий размер (применительно к максимальным ширине и глубине) емкости существенно не изменяется, заявителем было обнаружено преимущество, состоящее в простоте адаптации заготовки согласно настоящему изобретению для образования емкостей с различными формами, так что не требуются существенные модификации упаковочной машины.
Соответственно, создание пластинчатой заготовки, имеющей вышеописанные компоновку с пылезащитными клапанами и компоновку с модифицированным кромочным участком, обеспечивает также преимущество, состоящее в возможности образования ассортимента емкостей с закругленными или скошенными кромками на обычном упаковочном оборудовании без необходимости и существенной модификации указанного оборудования.
Термин «модифицированный кромочный участок» используется в настоящем документе для обозначения кромочного участка емкости, имеющего неквадратную форму на виде в поперечном сечении. Например, это может относиться к «криволинейному кромочному участку», т.е. к кромочному участку емкости, имеющему дугообразную форму на виде в поперечном сечении. Термином «дугообразный» обозначена любая непрямая линия, в том числе дуга окружности, дуга параболы, дуга гиперболы, дуга эллипса и т.п. Кроме того, это может относиться, например, к «скошенному кромочному участку», т.е. кромочному участку емкости, имеющему на виде в поперечном сечении по существу прямолинейную форму, образующую угол от 0 до 90 градусов со смежными стенками емкости.
Термин «линия биговки» используется в данном документе для обозначения линии, вдоль которой пластинчатая заготовка была механически деформирована, например, путем механического прессования или вальцовки, с образованием в заготовке линии ослабления, вокруг которой обеспечивается возможность складывания заготовки. В частности, линия ослабления образована без удаления материала.
Термин «свободная кромка» используется в данном документе для обозначения кромки пластинчатой заготовки. Свободная кромка не является сгибом в пластинчатой заготовке. Таким образом, свободная кромка не связывает два смежных участка пластинчатой заготовки согласно настоящему изобретению.
Выражение «проходящий по существу в продольном направлении модифицированного кромочного участка» используется в данном документе в том смысле, что линия биговки проходит от первой точки модифицированного кромочного участка до второй точки модифицированного кромочного участка, причем обе эти точки лежат на воображаемой прямой линии, которая образует угол менее чем 20 градусов с продольным направлением модифицированного кромочного участка.
В контексте данного описания термины «передний», «задний», «верхний», «нижний», «верх», «низ» и «боковая сторона» относятся к относительным положениям участков емкостей согласно настоящему изобретению и их компонентов. При описании емкости согласно настоящему изобретению, эти термины используются независимо от ориентации описываемой емкости. В случае емкости с откидной крышкой, задняя стенка емкости представляет собой стенку, содержащую линию отгиба, вокруг которой может поворачиваться крышка.
Термин «внутренняя поверхность» используется в настоящем описании для обозначения стороны участка заготовки, которая в собранной емкости обращена внутрь емкости, например, в направлении потребительских товаров, когда емкость находится в закрытом положении. Аналогичным образом, термин «внешняя поверхность» используется в настоящем описании для обозначения стороны участка заготовки, которая в собранной емкости обращена наружу от емкости.
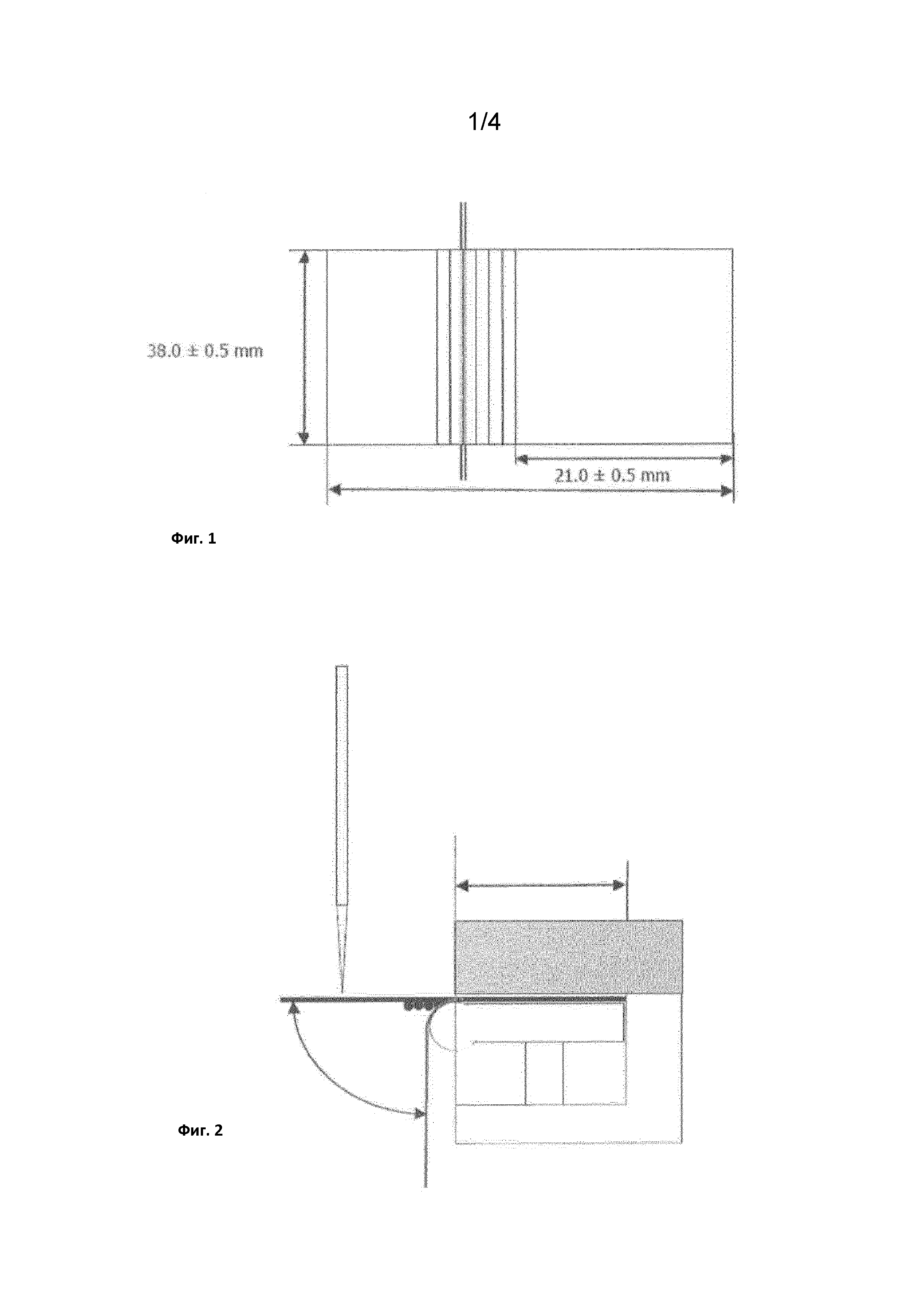
Термин «упругое возвратное усилие» представляет собой известный термин из данной области техники для обозначения конкретного свойства пластинчатой заготовки. Оно иногда именуется «несминаемостью» и обозначает усилие (Н), требующееся для удержания сложенного под углом 90 градусов бигованного образца в течение 15-секундного периода. Измерение осуществляют в момент истечения 15-секундного периода. Упругое возвратное усилие участка пластинчатой заготовки может быть измерено с помощью известного прибора PIRA для испытания на жесткость сгибов и панелей (поставляется на рынок, например, компанией Messmer and Buchel, Великобритания). Как известно из уровня техники, для измерения упругого возвратного усилия криволинейного участка кромки емкости сначала необходимо взять из листовой заготовки испытуемый образец указанного участка. Для пачек с закругленными углами, в целях настоящего изобретения упругое возвратное усилие пачки оценивают с использованием образца с размерами 38±1 миллиметр на 38±0,5 миллиметра, в котором образующий угол участок расположен на расстоянии 21±0,5 миллиметра от одной стороны заготовки. Перед началом испытаний заготовка должна быть подвергнута кондиционированию при 22 градусах по Цельсию и относительной влажности 60 процентов в течение по меньшей мере 24 часов.
Выражение «расстояние между линиями биговки в паре линий биговки» используется для описания ширины той области модифицированного кромочного участка, которая находится между двумя линиями биговки в одной паре линий биговки. Такое расстояние понимается как измеренное вдоль ширины модифицированного кромочного участка между соответствующими осями симметрии линий биговки. На практике, поскольку линии биговки проходят вдоль длины модифицированного кромочного участка, расстояние между смежными линиями биговки в одной паре измеряют в направлении, по существу перпендикулярном самим этим линиям.
Выражение «расстояние между смежными парами линий биговки» используется для описания ширины участка той области модифицированного кромочного участка, которая разделяет две смежных пары линий биговки. Такое расстояние понимается как измеренное вдоль ширины модифицированного кромочного участка. На практике, поскольку линии биговки проходят вдоль длины модифицированного кромочного участка, расстояние между смежными парами линий биговки измеряют в направлении, по существу перпендикулярном главной оси линий биговки.
Термин «близкий к» используется в настоящем описании для обозначения пары линий биговки, находящихся в непосредственной близости к другому элементу емкости, такому как ее плоская стенка. На практике, в некоторых вариантах осуществления одна из линий биговки первой пары, смежной с первой плоской стенкой емкости, проходит по существу по границе между указанной плоской стенкой емкости и модифицированным кромочным участком, соединяющим указанную плоскую стенку с другой плоской стенкой емкости.
Предпочтительно, вторая зона каждой модифицированной кромки проходит от первой зоны модифицированного кромочного участка до первой свободной кромки модифицированного кромочного участка, в продольном направлении модифицированного кромочного участка. Это позволяет улучшить передачу приложенного сгибающего усилия через множество линий биговки на первую зону.
Предпочтительно, длина (L1) первой зоны составляет по меньшей мере примерно 80 процентов от длины (L) соответствующего модифицированного кромочного участка, более предпочтительно ― по меньшей мере примерно 90 процентов от длины (L) соответствующего модифицированного кромочного участка, еще более предпочтительно ― по меньшей мере примерно 95 процентов от длины (L) соответствующего модифицированного кромочного участка.
Предпочтительно, вторая зона имеет длину (L2), составляющую 3 миллиметра или менее в продольном направлении модифицированного кромочного участка, более предпочтительно ― длину (L2), составляющую 1 миллиметр или менее в продольном направлении модифицированного кромочного участка. В качестве альтернативы или дополнительно, вторая зона предпочтительно имеет длину (L2), составляющую 0,1 миллиметра или более в продольном направлении модифицированного кромочного участка, более предпочтительно ― длину (L2), составляющую 0,5 миллиметра или более в продольном направлении модифицированного кромочного участка. Такие сравнительно малые длины второй зоны обеспечивают возможность содействия тому, чтобы основная область модифицированного кромочного участка определялась первой зоной и связанными с нею линиями биговки и таким образом придавалась требуемая форма или профиль модифицированному кромочному участку при нахождении емкости в собранном состоянии.
Предпочтительно, каждый модифицированный кромочный участок дополнительно содержит третью зону, расположенную между второй свободной кромкой модифицированного кромочного участка и первой зоной модифицированного кромочного участка. Это позволяет улучшить передачу приложенного сгибающего усилия через множество линий биговки. В таких вариантах осуществления третья зона предпочтительно проходит от первой зоны до второй свободной кромки модифицированного кромочного участка в продольном направлении модифицированного кромочного участка. Это позволяет улучшить передачу приложенного сгибающего усилия через множество линий биговки.
В случае, если каждый модифицированный кромочный участок содержит третью зону, эта третья зона предпочтительно имеет длину (L3), составляющую 3 миллиметра или менее в продольном направлении модифицированного кромочного участка, более предпочтительно ― длину (L3), составляющую 1 миллиметр или менее в продольном направлении модифицированного кромочного участка. В качестве альтернативы или дополнительно, третья зона предпочтительно имеет длину (L3), составляющую 0,1 миллиметра или более в продольном направлении модифицированного кромочного участка, более предпочтительно ― длину (L3), составляющую 0,5 миллиметра или более в продольном направлении модифицированного кромочного участка. Такие сравнительно малые длины третьей зоны обеспечивают возможность содействия тому, чтобы основная область модифицированного кромочного участка определялась первой зоной и связанными с нею линиями биговки и таким образом придавалась требуемая форма или профиль модифицированному кромочному участку при нахождении емкости в собранном состоянии.
Каждый модифицированный кромочный участок имеет длину (L) в продольном направлении модифицированного кромочного участка и ширину (w), которая проходит поперечно длине (L) через модифицированный кромочный участок. Предпочтительно, в каждом пылезащитном клапане указанной по меньшей мере одной пары пылезащитных клапанов боковой клапанный участок проходит за пределы периферийной кромки соответствующей первой или второй боковой панели на расстояние, составляющее по меньшей мере примерно 25 процентов от ширины (w) модифицированного кромочного участка. Более предпочтительно, в каждом пылезащитном клапане по меньшей мере одной пары пылезащитных клапанов боковой клапанный участок проходит за пределы периферийной кромки соответствующей первой или второй боковой панели на расстояние, составляющее по меньшей мере примерно 35 процентов от ширины (w) модифицированного кромочного участка.
Дополнительно или в качестве альтернативы, в каждом пылезащитном клапане указанной по меньшей мере одной пары пылезащитных клапанов боковой клапанный участок предпочтительно проходит за пределы периферийной кромки соответствующей первой или второй боковой панели на расстояние, составляющее менее чем примерно 75 процентов от ширины (w) модифицированного кромочного участка. Более предпочтительно, в каждом пылезащитном клапане указанной по меньшей мере одной пары пылезащитных клапанов боковой клапанный участок предпочтительно проходит за пределы периферийной кромки соответствующей первой или второй боковой панели на расстояние, составляющее примерно 65 процентов от ширины (w) модифицированного кромочного участка. Наиболее предпочтительно, в каждом пылезащитном клапане указанной по меньшей мере одной пары пылезащитных клапанов боковой клапанный участок предпочтительно проходит за пределы периферийной кромки соответствующей первой или второй боковой панели на расстояние, составляющее менее чем примерно 55 процентов от ширины (W) модифицированного кромочного участка.
Предпочтительно, пластинчатая заготовка предназначена для образования емкости, имеющей максимальную ширину (W) и максимальную глубину (D), причем ширина (w) модифицированного кромочного участка составляет по меньшей мере примерно 0,025 × (W+2D), где W ― максимальная ширина емкости и D ― максимальная глубина емкости. Дополнительно или в качестве альтернативы, пластинчатая заготовка предназначена для образования емкости, имеющей максимальную ширину (W) и максимальную глубину (D), причем ширина (w) модифицированного кромочного участка предпочтительно составляет менее чем примерно 0,07 × (W+2D), где W ― максимальная ширина емкости и D ― максимальная глубина емкости. Более предпочтительно, ширина (w) модифицированного кромочного участка составляет менее чем примерно 0,06 × (W+2D).
На практике, максимальная ширина (W) и максимальная глубина (D) емкости будут по существу соответствовать максимальному расстоянию между боковыми стенками емкости и максимальному расстоянию между передней и задней стенками емкости, соответственно. Во многих вариантах осуществления, имеющих по существу четырехугольное или прямоугольное поперечное сечение, максимальная ширина (W) и максимальная глубина (D) емкости будут по существу соответствовать максимальным размерам верхней или нижней стенки емкости.
Предпочтительно, в каждом пылезащитном клапане указанной по меньшей мере одной пары пылезащитных клапанов, боковой клапанный участок проходит за пределы периферийной кромки соответствующей первой или второй боковой панели на длину (E), так что эффективная общая максимальная ширина пластинчатой заготовки по существу равна (W+2D), где W ― максимальная ширина емкости, и D ― максимальная глубина емкости.
Специалисту должно быть понятно, что в случае, если заготовка спроектирована с учетом изготовления емкости с максимальными размерами W и D, эталонная емкость, как правило, представляет собой обычную емкость в виде полностью прямоугольного параллелепипеда. Эта геометрическая форма соответствует заготовке с эффективной общей шириной W+2D. Таким образом, взаимодействующие направляющие в обычной упаковочной машине должны быть установлены по существу на расстоянии, соответствующем этой эффективной общей ширине. В тех емкостях согласно настоящему изобретению, в которых боковой клапанный участок проходит за пределы периферийной кромки соответствующей первой или второй боковой панели, на длину (E), как описано выше, боковые клапаны особенно хорошо приспособлены для компенсации уменьшения ширины передней/задней и боковых панелей с целью вмещения закругленных/скошенных соединительных кромочных участков, что необходимо для вмещения закругленных/скошенных соединительных кромочных участков. На практике, это приближенно выражено условием, согласно которому сумма W*+2D*+2A+2E, где:
(W*+2D*) ― ширина задней/передней панели в заготовке для образования емкости с неквадратными кромками, меньшая максимальной ширины W;
2А ― общая ширина модифицированных кромочных участков; и
2E ― общая ширина боковых клапанных участков;
по существу равна (W+ 2D).
Предпочтительно, первая зона каждого модифицированного кромочного участка содержит по меньшей мере три линии биговки, проходящих параллельно в продольном направлении модифицированного кромочного участка.
Предпочтительно, каждый модифицированный кромочный участок содержит множество пар линий биговки, все из которых проходят параллельно в продольном направлении криволинейного кромочного участка, причем расстояние (Х) между двумя линиями биговки каждой пары, измеренное вдоль ширины (W) модифицированного кромочного участка, составляет меньше, чем расстояние (Y) между двумя смежными парами линий биговки, измеренное вдоль ширины (W) модифицированного кромочного участка. Неожиданно было обнаружено, что такая компоновка линий биговки в случае образования закругленных углов емкости является более простой и приводит к образованию внешней поверхности емкости, которая при ее визуальном и тактильном обследовании потребителем ощущается как более гладкая. Кроме того, закругленная кромка емкости эффективно аппроксимируется теоретической эталонной закругленной формой при сравнительно малом количестве линий биговки. Таким образом, одновременно обеспечиваться возможность лучшего сохранения прочности емкости в местах закругленных кромок.
Соответственно, согласно еще одному аспекту настоящего изобретения, предложена пластинчатая заготовка для образования емкости для потребительских изделий, содержащая: панель нижней стенки для образования нижней стенки емкости и панель верхней стенки для образования верхней стенки емкости; панель задней стенки для образования задней стенки емкости и панель передней стенки для образования передней стенки емкости; две первых боковых панели, проходящих от панели задней стенки и две вторых боковых панели, проходящих от панели передней стенки, так что при сборке емкости из пластинчатой заготовки первая и вторая боковые панели перекрываются с образованием по меньшей мере части левой и правой боковых стенок емкости; причем по меньшей мере одна из первых боковых панелей и/или по меньшей мере одна из вторых боковых панелей соединены соответственно с панелью задней стенки или с панелью передней стенки посредством модифицированного кромочного участка; каждый модифицированный кромочный участок содержит: первую зону, содержащую множество линий биговки, проходящих по существу в продольном направлении модифицированного кромочного участка; и вторую зону, которая по существу свободна от линий биговки и расположена между первой свободной кромкой модифицированного кромочного участка и первой зоной модифицированного кромочного участка; пластинчатая заготовка дополнительно содержит по меньшей мере одну пару пылезащитных клапанов, проходящих от первых боковых панелей и/или от вторых боковых панелей, так что при сборке емкости из пластинчатой заготовки клапаны пары перекрываются с панелью нижней стенки с образованием нижней стенки или с панелью передней стенки с образованием передней стенки; каждый пылезащитный клапан указанной по меньшей мере одной пары пылезащитных клапанов содержит основной клапанный участок, отходящий вдоль линии сгиба соответственно от первой или второй боковой панели, и боковой клапанный участок, проходящий в боковом направлении от основного клапанного участка за пределы периферийной кромки соответственно первой или второй боковой панели; и первая зона каждого модифицированного кромочного участка содержит множество пар линий биговки, все из которых походят параллельно в продольном направлении криволинейного кромочного участка, причем расстояние (Х) между двумя линиями биговки каждой пары, измеренное вдоль ширины (W) модифицированного кромочного участка, составляет меньше, чем расстояние (Y) между двумя смежными парами линий биговки, измеренное вдоль ширины (W) модифицированного кромочного участка.
Предпочтительно, расстояние (Х) между двумя линиями биговки каждой пары составляет менее чем примерно 1 миллиметр. Более предпочтительно, расстояние (Х) между двумя линиями биговки каждой пары составляет менее чем примерно 0,8 миллиметра. В дополнение, расстояние (Х) между двумя линиями биговки каждой пары предпочтительно составляет по меньшей мере примерно 0,4 миллиметра. Более предпочтительно, расстояние (Х) между двумя линиями биговки каждой пары составляет по меньшей мере примерно 0,6 миллиметра.
Предпочтительно, расстояние (Y) между двумя смежными парами линий биговки составляет менее чем примерно 1,2 миллиметра. Более предпочтительно, расстояние (Y) между двумя смежными парами линий биговки составляет менее чем примерно 1 миллиметр. Дополнительно или в качестве альтернативы, расстояние (Y) между двумя смежными парами линий биговки составляет по меньшей мере примерно 0,6 миллиметра. Более предпочтительно, расстояние (Y) между двумя смежными парами линий биговки составляет по меньшей мере примерно 0,8 миллиметра.
Без ссылок на теорию отметим обнаружение того факта, что конкретное соотношение расстояния (Х) между двумя линиями биговки каждой пары к расстоянию (Y) между двумя смежными парами линий биговки обеспечивает возможность получения особо гладких на вид закругленных угловых участков при сравнительно малом количестве линий биговки. В частности, расстояние (Х) между двумя линиями биговки каждой пары предпочтительно составляет от примерно 70 процентов до примерно 85 процентов от расстояния (Y) между двумя смежными парами линий биговки, более предпочтительно ― от примерно 75 процентов до примерно 80 процентов от расстояния (Y) между двумя смежными парами линий биговки.
В некоторых предпочтительных вариантах осуществления модифицированный кромочный участок содержит по меньшей мере первую пару линий биговки, близкую к первой плоской стенке, и вторую пару линий биговки, близкую к второй плоской стенке.
В некоторых альтернативных вариантах осуществления модифицированный кромочный участок содержит первую одиночную линию биговки и вторую одиночную линию биговки, примыкающие к первой плоской стенке и к второй плоской стенке соответственно. Кроме того, модифицированный кромочный участок содержит по меньшей мере первую пару линий биговки и вторую пару линий биговки, проходящие между первой и второй одиночными линиями биговки. Расстояние (Z1) между первой парой линий биговки и первой одиночной линией биговки и/или расстояние (Z2) между второй парой линий биговки и второй одиночной линией биговки составляет больше, чем расстояние (Х) между двумя линиями биговки каждой пары, измеренное вдоль ширины (W) модифицированного кромочного участка. Предпочтительно, расстояние (Z1) между первой парой линий биговки и первой одиночной линией биговки по существу равно расстоянию (Z2) между второй парой линий биговки и второй одиночной линией биговки.
Расстояние (Z1) между первой парой линий биговки и первой одиночной линией биговки предпочтительно составляет по меньшей мере примерно 0,6 миллиметра, более предпочтительно ― 0,8 миллиметра. Предпочтительно, расстояние (Z1) между первой парой линий биговки и первой одиночной линией биговки составляет менее чем примерно 1,2 миллиметра.
Предпочтительно, каждая линия биговки имеет ширину (CW), составляющую по меньшей мере примерно 0,05 миллиметра, более предпочтительно ― по меньшей мере примерно 0,1 миллиметра, еще более предпочтительно ― по меньшей мере примерно 0,2 миллиметра. Дополнительно или в качестве альтернативы, каждая линия биговки имеет ширину (CW), составляющую менее чем примерно 0,6 миллиметра, предпочтительно ― менее чем примерно 0,5 миллиметра, предпочтительно ― менее чем примерно 0,4 миллиметра, предпочтительно ― менее чем примерно 0,3 миллиметра, еще более предпочтительно ― мене чем примерно 0,2 миллиметра. В некоторых предпочтительных вариантах осуществления каждая линия биговки имеет ширину (CW), составляющую от примерно 0,05 миллиметра до примерно 0,4 миллиметра, более предпочтительно ― от примерно 0,1 до примерно 0,3 миллиметра.
Предпочтительно, упругое возвратное усилие заготовки составляет менее чем примерно 10 миллиньютон-метров между двумя панелями, которые соединены посредством модифицированного кромочного участка, более предпочтительно ― менее чем примерно 9 миллиньютон-метров, еще более предпочтительно ― менее чем примерно 7 миллиньютон-метров; предпочтительно, упругое возвратное усилие заготовки составляет по меньшей мере примерно 3 миллиньютон-метра между двумя панелями, которые соединены посредством модифицированного кромочного участка, более предпочтительно ― по меньшей мере примерно 4 миллиньютон-метра.
Заготовки согласно настоящему изобретению находят применение в изготовлении емкостей для потребительских товаров, в частности ― удлиненных потребительских товаров, таких как курительные изделия. Тем не менее, они также могут использоваться для ряда других типов потребительских товаров, таких как кондитерские изделия. В частности, емкость может быть образована из заготовки согласно настоящему изобретению, причем пластинчатая заготовка образует по меньшей мере часть емкости, содержащую коробочный участок, имеющий переднюю стенку коробки, заднюю стенку коробки и боковые стенки коробки, проходящие между передней стенкой коробки и задней стенкой коробки, причем модифицированные кромочные участки соединяют переднюю стенку коробки и/или заднюю стенку коробки с боковыми стенками коробки. В качестве альтернативы, емкость может быть образована из заготовки согласно настоящему изобретению, причем пластинчатая заготовка образует по меньшей мере часть емкости, содержащую крышечный участок, имеющий переднюю стенку крышки, заднюю стенку крышки и боковые стенки крышки, проходящие между передней стенкой крышки и задней стенкой крышки, причем модифицированные кромочные участки соединяют переднюю стенку крышки и/или заднюю стенку крышки с боковыми стенками крышки.
Заготовки согласно настоящему изобретению могут быть образованы из любого подходящего материала или сочетания материалов, включая, но без ограничения, плотную бумагу, картон, пластмассу, металл или их комбинации. Предпочтительно, заготовка представляет собой пластинчатую картонную заготовку, имеющую граммаж от примерно 100 грамм на квадратный метр до примерно 350 грамм на квадратный метр. В предпочтительных вариантах осуществления заготовка имеет толщину от примерно 200 до примерно 400 микрометров, более предпочтительно ― от 250 микрометров до 350 микрометров.
Емкость, образованная из заготовки согласно настоящему изобретению, может при необходимости содержать внешнюю обертку, которая предпочтительно представляет собой прозрачную полимерную пленку, например, из высокоплотного или низкоплотного полиэтилена, полипропилена, ориентированного полипропилена, поливинилиденхлорида, целлюлозной пленки или их комбинаций, и эту внешнюю обертку наносят обычным способом. Внешняя обертка может содержать отрывную ленту. В дополнение, на внешней обертке могут быть напечатаны изображения, информация для потребителя или иные данные.
Кроме того, потребительские изделия могут быть размещены внутри одной такой емкости в виде пакета, обернутого во внутреннюю упаковку, образованную из металлической фольги или металлизированной бумаги. Материал внутренней упаковки может быть образован в виде слоистой структуры из металлизированной полиэтиленовой пленки и облицовочного материала. Облицовочный материал может представлять собой суперкаландрированную глассиновую бумагу. В дополнение, материал внутренней упаковки может быть оснащен верхним покрытием, на котором возможна печать. Внутренняя упаковка имеет отверстие для доступа, через которое обеспечивается возможность извлечения потребительских товаров, когда крышка емкости находится в соответствующем открытом положении.
Заготовка предпочтительно предназначена для образования емкости в виде прямоугольного параллелепипеда, содержащей две более широких стенки, разделенных двумя более узкими стенками. Емкость с откидной крышкой, образуемая из заготовки, соответствующей этой емкости, обычно будет содержать две продольных закругленных или скошенных кромки на передней стенке и/или две продольных закругленных или скошенных кромки на задней стенке. При необходимости, они могут сочетаться с одной или более закругленными или скошенными поперечными кромками.
В случае, если емкость содержит скошенные кромки, эти скошенные кромки предпочтительно имеют ширину в диапазоне от примерно 1 мм до примерно 10 мм, предпочтительно ― от примерно 2 до примерно 6 мм.
Емкости согласно настоящему изобретению находят конкретное применение в качестве пачек для удлиненных курительных изделий, например таких, как сигареты, сигары или сигариллы. Следует иметь в виду, что путем надлежащего выбора размеров емкости согласно настоящему изобретению обеспечивается возможность ее изготовления для различных количеств сигарет обычного формата и форматов king size, super-king size, slim или super-slim. В качестве альтернативы, внутри емкости могут быть размещены другие потребительские товары.
Путем надлежащего выбора размеров обеспечивается возможность изготовления емкости согласно настоящему изобретению для хранения различного общего количества курительных изделий или различных компоновок курительных изделий. Например, путем надлежащего выбора размеров обеспечивается возможность изготовления емкости согласно настоящему изобретению для хранения в общей сложности от десяти до тридцати курительных изделий. Курительные изделия могут быть расположены в различных компоновках, в зависимости от общего количества курительных изделий. Емкости, образованные из заготовок согласно настоящему изобретению, обеспечивают возможность хранения курительных изделий одного типа или бренда или различных типов или брендов. Кроме того, обеспечивается возможность хранения, как курительных изделий без фильтра, так и курительных изделий с различными фильтрами, а также курительных изделий различной длины (например, от примерно 40 мм до примерно 180 мм) и диаметра (например, от примерно 4 мм до примерно 9 мм). Предпочтительно, размеры емкости адаптированы к длине курительных изделий и к компоновке курительных изделий. Обычно внешние размеры емкости превышают размеры пакета или пакетов курительных изделий, помещаемых внутрь емкости, на величину, составляющую от примерно 0,5 мм до примерно 5 мм. Длина, ширина и глубина емкостей согласно настоящему изобретению могут быть такими, чтобы результирующие габаритные размеры емкости были аналогичны размерам типовой одноразовой пачки на двадцать сигарет.
Таким образом, следует иметь в виду, что общее количество и компоновка курительных изделий внутри емкости будут, как правило, непосредственно влиять на максимальную ширину и глубину емкости и, соответственно, на геометрические характеристики конкретных заготовок согласно настоящему изобретению, как описано выше. В частности, в определенных предпочтительных вариантах осуществления, размер боковых частей пылезащитных клапанов может быть выбран таким образом, чтобы обеспечить возможность размещения в емкости заданного количества курительных изделий в заданной компоновке. Соответственно, специалистам должно быть понятно, что настоящее изобретение предоставляет ценный и гибкий инструмент для разработки и изготовления емкостей, подходящих для размещения в них по существу любого количества курительных изделий в любой заданной компоновке.
Предпочтительно, емкость согласно настоящему изобретению имеет высоту от примерно 60 мм до примерно 150 мм, более предпочтительно ― высоту от примерно 70 мм до примерно 125 мм, при этом высоту измеряют от нижней стенки до верхней стенки емкости.
Предпочтительно, емкость согласно настоящему изобретению имеет ширину от примерно 12 мм до примерно 150 мм, более предпочтительно ― ширину от примерно 70 мм до примерно 125 мм, при этом ширину измеряют от одной боковой стенки до другой боковой стенки емкости.
Предпочтительно, емкость согласно настоящему изобретению имеет глубину от примерно 6 мм до примерно 150 мм, более предпочтительно ― глубину от примерно 12 мм до примерно 25 мм, причем глубину измеряют от передней стенки до задней стенки емкости.
Предпочтительно, соотношение высоты емкости к глубине емкости составляет от примерно 0,3 к 1 до примерно 10 к 1, более предпочтительно ― от примерно 2 к 1 до примерно 8 к 1, наиболее предпочтительно ― от примерно 3 к 1 до 5 к 1.
Предпочтительно, соотношение ширины емкости к глубине емкости составляет от примерно 0,3 к 1 до примерно 10 к 1, более предпочтительно ― от примерно 2 к 1 до примерно 8 к 1, наиболее предпочтительно ― от примерно 2 к 1 до 3 к 1.
Предпочтительно, соотношение высоты задней стенки крышки к высоте задней стенки коробки внешнего корпуса составляет от примерно 0 к 1 (крышка расположена на верхней кромке емкости) до примерно 1 к 1, более предпочтительно ― от примерно 1 к 5 до примерно 1 к 10, наиболее предпочтительно ― от примерно 1 к 6 до примерно 1 к 8.
Предпочтительно, соотношение высоты передней стенки крышки внешнего корпуса к высоте передней стенки коробки внешнего корпуса составляет от примерно 1 к 0 (крышка покрывает всю переднюю стенку) до примерно 1 к 10, более предпочтительно ― от примерно 1 к 1 до примерно 1 к 5, наиболее предпочтительно ― от примерно 1 к 2 до примерно 1 к 3.
Поверхности заготовок согласно настоящему изобретению, которые соответствуют внешним поверхностям емкости, могут быть подвергнуты печати, конгревному тиснению, обратному конгреву или иным образом украшены логотипами изготовителя или бренда, товарными знаками, слоганами и иной потребительской информацией и знаками.
Емкости согласно настоящему изобретению могут хранить курительные изделия одного типа или бренда или различных типов или брендов. Кроме того, обеспечивается возможность хранения как курительных изделий без фильтра, так и курительных изделий с различными фильтрами, а также курительных изделий различной длины (например, от примерно 40 мм до примерно 180 мм) и диаметра (например, от примерно 4 мм до примерно 9 мм). Предпочтительно, размеры емкости адаптированы к длине курительных изделий и компоновке курительных изделий. Обычно внешние размеры емкости превышают размеры пакета или пакетов курительных изделий, помещаемых внутрь емкости, на величину, составляющую от примерно 0,5 мм до примерно 5 мм.
Длина, ширина и глубина емкостей согласно настоящему изобретению могут быть такими, чтобы результирующие габаритные размеры емкости были аналогичны размерам типовой одноразовой пачки на двадцать сигарет.
Предпочтительно, емкость согласно настоящему изобретению имеет высоту от примерно 60 мм до примерно 150 мм, более предпочтительно ― высоту от примерно 70 мм до примерно 125 мм, при этом высоту измеряют от нижней стенки до верхней стенки емкости.
Предпочтительно, емкость согласно настоящему изобретению имеет ширину от примерно 12 мм до примерно 150 мм, более предпочтительно ― ширину от примерно 70 мм до примерно 125 мм, при этом ширину измеряют от одной боковой стенки до другой боковой стенки емкости.
Предпочтительно, емкость согласно настоящему изобретению имеет глубину от примерно 6 мм до примерно 150 мм, более предпочтительно ― глубину от примерно 12 мм до примерно 25 мм, при этом глубину измеряют от передней стенки до задней стенки емкости.
Предпочтительно, соотношение высоты емкости к глубине емкости составляет от примерно 0,3 к 1 до примерно 10 к 1, более предпочтительно ― от примерно 2 к 1 до примерно 8 к 1, наиболее предпочтительно ― от примерно 3 к 1 до 5 к 1.
Предпочтительно, соотношение ширины емкости к глубине емкости составляет от примерно 0,3 к 1 до примерно 10 к 1, более предпочтительно ― от примерно 2 к 1 до примерно 8 к 1, наиболее предпочтительно ― от примерно 2 к 1 до 3 к 1.
Предпочтительно, соотношение высоты задней стенки крышки к высоте задней стенки коробки внешнего корпуса составляет от примерно 0 к 1 (крышка расположена на верхней кромке емкости) до примерно 1 к 1, более предпочтительно ― от примерно 1 к 5 до примерно 1 к 10, наиболее предпочтительно ― от примерно 1 к 6 до примерно 1 к 8.
Предпочтительно, соотношение высоты передней стенки крышки внешнего корпуса к высоте передней стенки коробки внешнего корпуса составляет от примерно 1 к 0 (крышка покрывает всю переднюю стенку) до примерно 1 к 10, более предпочтительно ― от примерно 1 к 1 до примерно 1 к 5, наиболее предпочтительно ― от примерно 1 к 2 до примерно 1 к 3.
Внешние поверхности емкости согласно настоящему изобретению могут быть подвергнуты печати, конгревному тиснению, блинтовому тиснению или иным образом украшены логотипами изготовителя или бренда, товарными знаками, слоганами и иной потребительской информацией и знаками.
Настоящее изобретение будет дополнительно описано исключительно на примерах, со ссылками на сопроводительные графические материалы, на которых:
на фиг. 1 показан взятый в качестве образца участок пластинчатой заготовки для использования при определении упругого возвратного усилия заготовки;
на фиг. 2 показано устройство для определения упругого возвратного усилия заготовки;
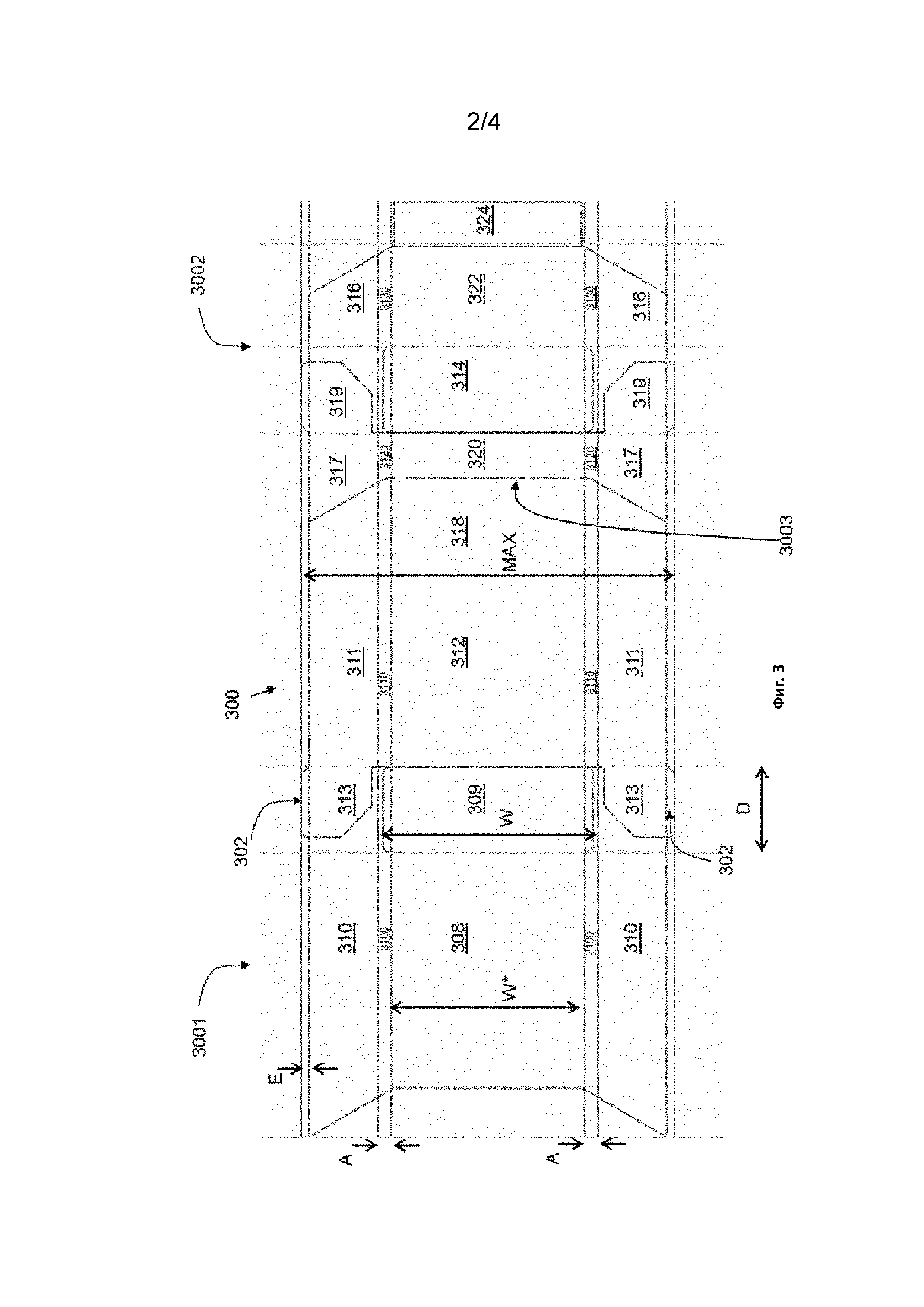
на фиг. 3 показан схематичный вид сверху варианта осуществления заготовки согласно настоящему изобретению;
на фиг. 4А показан схематичный вид сверху заготовки по фиг. 3, иллюстрирующий модифицированные кромочные участки более подробно;
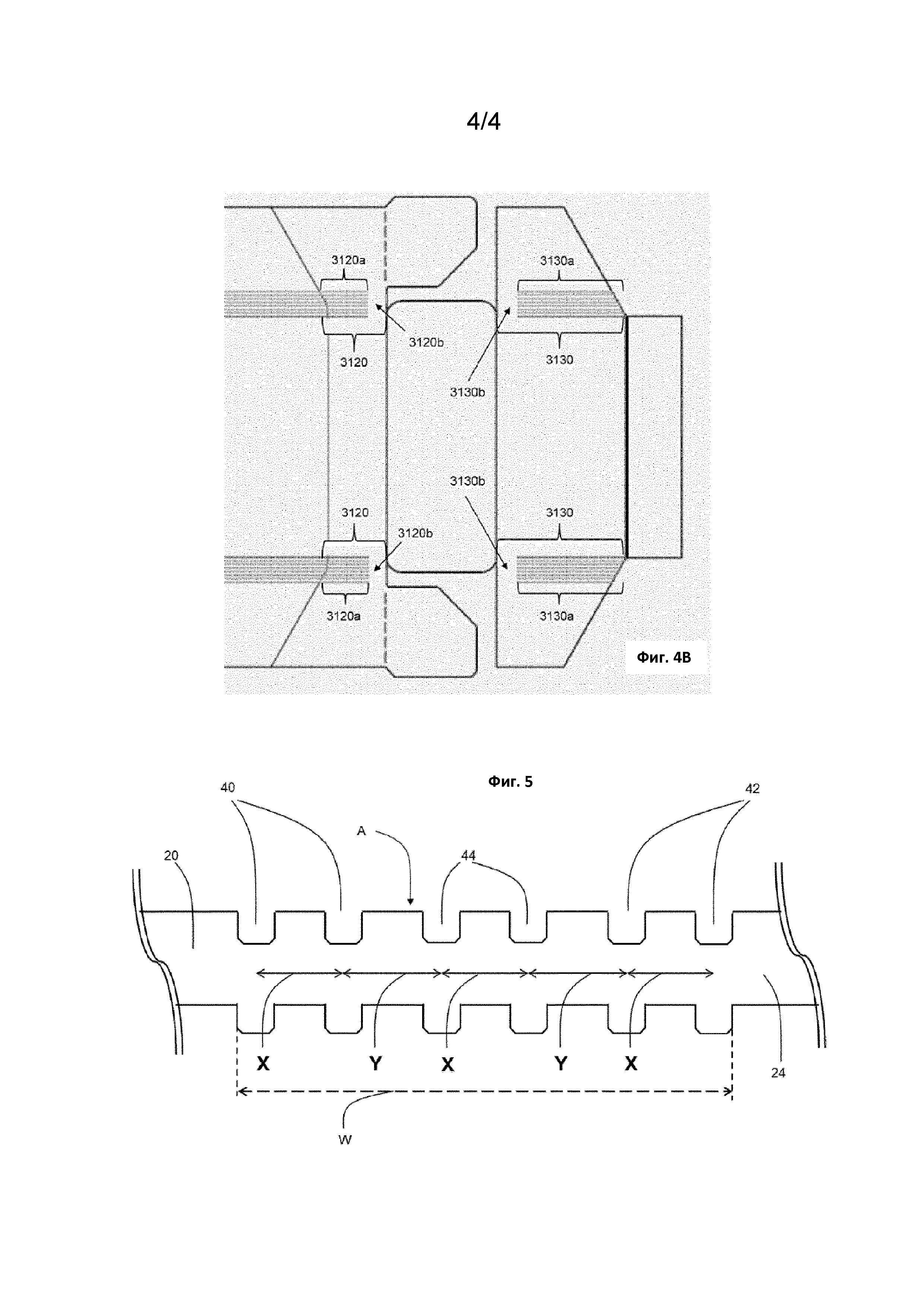
на фиг. 4В показан увеличенный вид участка заготовки по фиг. 3 и фиг. 4ВА; и
на фиг. 5 показан схематичный вид в поперечном сечении первой зоны каждого модифицированного кромочного участка заготовки по фиг. 3, 4А и 4В.
На фиг. 3 показан вид картонной пластинчатой заготовки 300 для образования емкости для потребительских товаров согласно изобретению. На фиг. 4A также показана картонная пластинчатая заготовка 300 по фиг. 3 с хорошо заметными линиями биговки на модифицированных кромочных участках 3100, 3110, 3120 и 3130. На фиг. 4В показан увеличенный вид по фиг. 4А.
Заготовка 300 содержит коробочный участок 3001 заготовки для образования коробочного участка емкости и крышечный участок 3002 заготовки для образования крышечного участка емкости. Коробочный участок 3001 заготовки проходит от крышечного участка 3002 заготовки вдоль линии 3003 отгиба.
Коробочный участок 3001 заготовки содержит панель 308 передней стенки, панель 312 задней стенки и панель 309 нижней стенки. Две панели 310 боковых стенок проходят от панели 308 передней стенки, две панели 311 боковых стенок проходят от панели 312 задней стенки, и два пылезащитных клапана 313 коробки проходят от панелей 311 боковых стенок. При сборке коробочного участка емкости из коробочного участка 3001 заготовки, панель 308 передней стенки образует переднюю стенку емкости, панель 312 задней стенки образует заднюю стенку емкости, панели 310, 311 боковых стенок перекрываются с образованием левой и правой боковых стенок емкости, и пылезащитные клапаны 313 коробки перекрываются с панелью 309 нижней стенки с образованием нижней стенки емкости. Панели 310, 311 боковых стенок имеют по существу одинаковые друг с другом размеры и форму. В образованной емкости панели 310, 311 боковых стенок непосредственно лежат друг на друге, причем три их свободных кромки по существу выровнены, так что внутренняя панель боковой стенки является малозаметной. Пылезащитные клапаны 313 коробки меньше по размеру, чем панель 309 нижней стенки. При образовании емкости пылезащитные клапаны 313 коробки размещаются с внутренней стороны панели 309 нижней стенки. Они обеспечивают дополнительную структурную поддержку для нижней стенки емкости, однако не видны снаружи емкости.
Крышечный участок 3002 заготовки содержит панель 322 передней стенки, панель 320 задней стенки и панель 314 верхней стенки. Две панели 316 боковых стенок проходят от панели 322 передней стенки, две панели 317 боковых стенок проходят от панели 320 задней стенки, и пылезащитные клапаны 319 крышки проходят от панелей 317 боковых стенок. При сборке крышечного участка емкости из крышечного участка 3002 заготовки, панель 322 передней стенки образует переднюю стенку емкости, панель 320 задней стенки образует заднюю стенку емкости, панели 316, 317 боковых стенок перекрываются с образованием правой и левой боковых стенок емкости, и пылезащитные клапаны 319 крышки перекрываются с панелью 314 верхней стенки с образованием верхней стенки крышки. Панели 316, 317 боковых стенок имеют по существу одинаковые друг с другом размеры и форму. При образовании емкости панели 316, 317 размещаются непосредственно друг на друге, причем три их свободные кромки по существу выровнены, так что внутренняя панель боковой стенки является малозаметной. Пылезащитные клапаны 319 крышки меньше по размеру, чем панель 314 верхней стенки. При образовании емкости пылезащитные клапаны 319 крышки размещаются с внутренней стороны панели 314 верхней стенки. Они обеспечивают дополнительную структурную поддержку для верхней стенки емкости (крышки), однако не видны снаружи емкости.
Как показано на фиг. 3, фиг. 4А или фиг. 4В, каждый пылезащитный клапан 313 и 319 содержит основной клапанный участок, проходящий вдоль линии сгиба от соответствующей боковой панели 311, 317, и боковой клапанный участок, проходящий в боковом направлении от основного клапанного участка за пределы периферийной кромки соответствующей боковой панели 311, 317. Более конкретно, в каждом пылезащитном клапане 313, 319 любой пары пылезащитных клапанов боковой клапанный участок проходит за пределы периферийной кромки соответствующей боковой панели 311, 317 на длину Е (стрелка E), так что общая максимальная ширина заготовки (стрелка MAX) по существу равна (W+2D), где W ― максимальная ширина емкости (стрелка W) и D ― максимальная глубина емкости (стрелка D).
Боковые панели 310, 311, 317 и 316 соединены посредством модифицированных кромочных участков 3100, 3110, 3120 и 3130 с панелью 308 передней стенки, панелью 312 задней стенки, панелью 320 задней стенки и панелью 322 передней стенки соответственно. Каждый из модифицированных кромочных участков 3100, 3110, 3120 и 3130 имеет внутреннюю и внешнюю поверхность. Каждый из модифицированных кромочных участков 3100, 3110, 3120 и 3130 содержит соответствующую первую зону 3100а, 3110а, 3120а и 3130а, каждая из которых содержит восемь линий биговки, проходящих параллельно в продольном направлении соответствующего модифицированного кромочного участка 3100, 3110, 3120 и 3130.
Каждый из модифицированных кромочных участков 3100, 3110, 3120 и 3130 содержит соответствующую вторую зону 3100b, 3110b, 3120b и 3130b, которая по существу свободна от линий биговки. Каждая из вторых зон 3100b, 3110b, 3120b и 3130b расположена между соответствующей первой зоной 3100а, 3110а, 3120а и 3130а и первой свободной кромкой соответствующего модифицированного кромочного участка 3100, 3110, 3120 и 3130.
Каждая линия биговки имеет ширину примерно 0,1 миллиметра. Для ясности, линии биговки не показаны на фиг. 3, однако они хорошо видны на фиг. 4А и 4В. Увеличенный вид крышечного участка 3002 заготовки показан на фиг. 4В, чтобы лучше проиллюстрировать детали модифицированных кромочных участков 3120 и 3130.
На фиг. 5 показан схематичный вид в поперечном сечении первой зоны каждого модифицированного кромочного участка заготовки по фиг. 3, 4А и 4В.
Как показано на фиг. 5, первая зона А содержит первую пару 40 линий биговки, близкую к первой панели 20, такой как панель 308 передней стенки коробки, и вторую пару 42 линий биговки, близкую к второй панели 24, такой как панель 310 боковой стенки коробки. Расстояние Х между двумя линиями биговки в каждой из пар 40, 42, измеренное вдоль ширины W модифицированного кромочного участка, составляет примерно 0,8 миллиметра. Кроме того, первая зона содержит еще одну пару 44 линий биговки. Расстояние Y между двумя смежными парами линий биговки, например, расстояние между парой 40 и парой 44, измеренное вдоль ширины W модифицированного кромочного участка, составляет примерно 1 миллиметр.
При подаче заготовки 300 в обычную упаковочную машину для образования емкости в виде параллелепипеда, содержащей откидную крышку и имеющей максимальную ширину W и максимальную глубину D, упаковочная машина легко складывает эту заготовку с образованием емкости с закругленными кромками, которая имеет такие же максимальные ширину и глубину.
В альтернативном варианте осуществления (не показан) каждый модифицированный кромочный участок может состоять лишь из первой и второй линий биговки, проходящих параллельно в продольном направлении кромочного участка. При подаче заготовки согласно альтернативному варианту осуществления в обычную упаковочную машину для образования емкости в виде параллелепипеда, содержащей откидную крышку и имеющей максимальную ширину W и максимальную глубину D, упаковочная машина легко складывает эту заготовку для образования емкости со скошенными кромками, которая имеет такие же максимальные ширину и глубину.
Реферат
Изобретение относится к упаковке, более подробно – к заготовкам для формирования сигаретных пачек. Предлагается заготовка (300) для образования емкости для потребительских изделий, которая содержит панели (308, 309, 312, 314) для образования соответствующих стенок емкости. Первые боковые панели (311) проходят от панели (312) задней стенки, а вторые боковые панели (310) проходят от панели (308) передней стенки. При сборке емкости первые и вторые боковые панели перекрываются с образованием по меньшей мере части левой и правой боковых стенок. Первые боковые панели и/или вторые боковые панели соединены с соответствующей одной из панелей – панелью задней стенки или панелью передней стенки – посредством модифицированных кромочных участков (3100, 3110, 3120, 3130). Заготовка содержит пару клапанов, проходящих от первых боковых панелей и/или от вторых боковых панелей. Технический результат – упрощение и оптимизация процесса разработки, производства и сборки упаковки, а также обеспечение возможности складывания упаковки с помощью обычной упаковочной машины, без необходимости в значительных структурных модификациях. 3 н. и 11 з.п. ф-лы, 6 ил.
Комментарии