Упаковка для аксессуаров - RU2658253C2
Код документа: RU2658253C2
Чертежи








Описание
Область техники
Электронные сигареты имитируют сигареты из табака, но при этом во время их использования не происходит сгорания табака. Вместо сгорания табака в электронной сигарете распыляется жидкость, имитируя дым, образующийся в сигарете из табака. Жидкость может содержать ароматизирующие вещества, такие как табачный ароматизатор, ментол и т.п.для усиления эффекта «курения» электронной сигареты. Для создания распыленного пара в электронных сигаретах используют электроэнергию. Электроэнергия может поступать от перезаряжаемого источника питания, находящегося внутри каждой электронной сигареты.
Поскольку перезаряжаемый источник питания со временем истощается, его необходимо периодически подзаряжать посредством адаптера питания, подающего питание для подзарядки электронной сигареты. Адаптеры питания могут работать от источника питания, например, от сетевого розеточного преобразователя напряжения или от вспомогательного устройства с функцией преобразователя напряжения. Таким образом, задачей изобретения является создание самозапирающейся упаковочной коробки или презентационную упаковку, с находящимися внутри нее одним или несколькими электрическими адаптерами, в которой не используется или используется минимальное количество клея, адгезивного материала и/или липкой ленты.
Раскрытие изобретения
В соответствии с примерным вариантом выполнения, заготовка для формирования упаковочной коробки содержит: переднюю панель; правую боковую панель, соединенную вдоль вертикальной линии сгиба с передней панелью; заднюю панель, снабженную верхней и нижней клапанными панелями, которые имеют прорези, при этом задняя панель соединена вдоль вертикальной линии сгиба с правой боковой панелью; левую боковую панель, соединенную вдоль вертикальной линии сгиба с задней панелью; и ярусную панель, соединенную вдоль вертикальной линии сгиба с левой боковой панелью и содержащую несколько линий сгиба, образующих лоток с одной или несколькими выемками, верхний ярусный клапан, нижний ярусный клапан, внутреннюю боковую ярусную панель и внешнюю боковую ярусную панель, причем ярусная панель снабжена парой язычков, выступающих наружу от верхнего края и нижнего края ярусной панели, соответственно, и выполнены с возможностью их размещения при сборке коробки внутри соответствующих прорезей в верхней клапанной панели и нижней клапанной панели.
В соответствии с другим примерным вариантом выполнения самозапирающаяся упаковочная коробка выполнена с возможностью размещения в ней одного или нескольких электрических компонентов, при этом коробку формируют из заготовки, имеющей ярусную панель с парой язычков, выполненные с возможностью вставки в соответствующие прорези на задней панели и которые защелкиваются на месте, образуя прямоугольную коробку.
В соответствии с другим примерным вариантом выполнения предлагается способ формирования упаковочной коробки, включающий в себя этапы, на которых: получают заготовку, содержащую переднюю панель; правую боковую панель, соединенную вдоль вертикальной линии сгиба с передней панелью; заднюю панель снабженную верхней и нижней клапанными панелями и соединенную вдоль вертикальной линии сгиба с правой боковой панелью, а левая боковая панель соединена вдоль вертикальной линии сгиба с задней панелью; и ярусную панель, соединенную вдоль вертикальной линии сгиба с левой боковой панелью и содержащую несколько линий сгиба, образующих лоток с одной или несколькими выемками, верхний ярусный клапан, нижний ярусный клапан, внутреннюю ярусную панель и внешнюю ярусную панель, причем ярусная панель снабжена парой язычков, выступающих наружу от верхнего края и нижнего края ярусной панели, соответственно; сгибают ярусную панель к задней панели; сгибают переднюю панель к ярусной панели; и фиксируют на месте две пары язычков в прорезях верхней клапанной панели и нижней клапанной панели задней панели.
Краткое описание чертежей
Изобретение будет рассмотрено ниже со ссылкой на типовые варианты осуществления, изображенные на чертежах, где:
На фиг. 1 показана мелованная сторона (печатной стороны) заготовки упаковочной коробки в расправленном (развернутом) положении в соответствии с вариантом выполнения, вид сверху;
на фиг. 2 показан язычок или запорный край заготовки для упаковочной коробки, представленной фиг. 1 в соответствии с вариантом выполнения, вид сверху;
на фиг. 3 показана заготовка для упаковочной коробки, представленной на фиг. 1 в соответствии с вариантом выполнения, вид в перспективе;
на фиг. 4 показана заготовка для упаковочной коробки, представленная на фиг. 1 и 2, в соответствии с вариантом выполнения, вид в перспективе;
на фиг. 5 показана верхняя вспененная удерживающая панель и нижняя вспененная удерживающая панель упаковочной коробки в соответствии с одним из вариантов выполнения, вид сверху;
на фиг. 6А показана ярусной панели собранной упаковочной коробки по одному из типовых вариантов осуществления, вид в перспективе;
на фиг. 6В показан вид в перспективе ярусной панели собранной упаковочной коробки по одному из типовых вариантов осуществления;
на фиг. 7 показан вид в плане заготовки упаковочной коробки в расправленном (развернутом) положении по одному из типовых вариантов осуществления;
на фиг. 8 показан вид в перспективе заготовки упаковочной коробки по фиг. 6 в частично сложенном положении по одному из типовых вариантов осуществления;
на фиг. 9 показан вид в плане клеевой панели заготовки упаковочной коробки по фиг. 6, по одному из типовых вариантов осуществления;
на фиг. 10 показан вид в плане вспененного удерживающего блока для упаковочной коробки по фиг. 6, по одному из типовых вариантов осуществления;
на фиг. 11 показан вид в плане нижней стороны заготовки упаковочной коробки в расправленном (развернутом) положении по одному из типовых вариантов осуществления;
на фиг. 12 показан вид в плане верхней стороны заготовки по фиг. 11 упаковочной коробки в расправленном (развернутом) положении по одному из типовых вариантов осуществления; и
на фиг. 13 показан вид в перспективе заготовки упаковочной коробки по фиг. 11 в частично сложенном положении по одному из типовых вариантов осуществления.
Описание вариантов осуществления изобретения
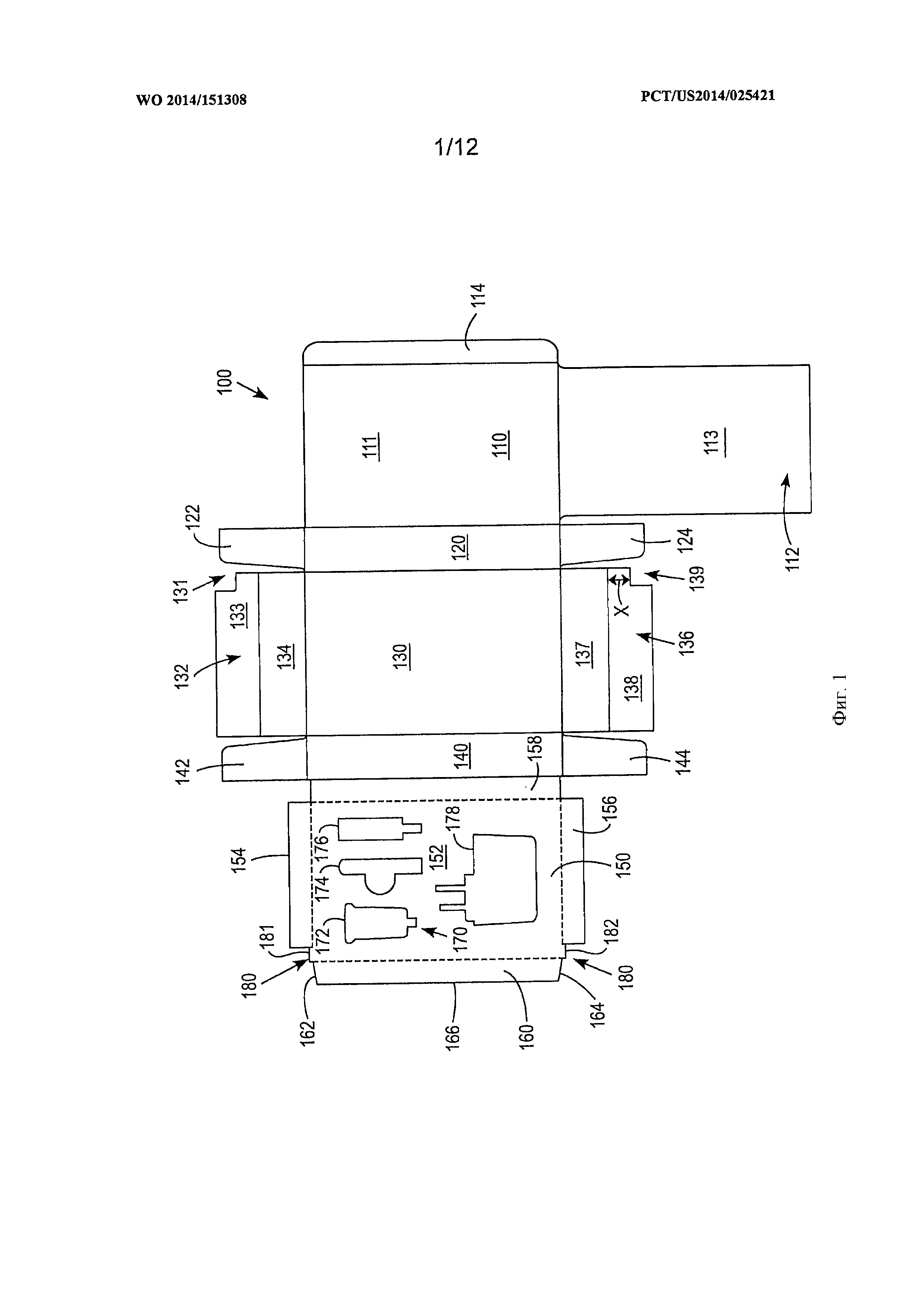
На фиг. 1 показан вид сверху заготовки 100 для упаковочной коробки 200 (фиг. 6А и 6В) в расправленном положении в соответствии с примерным вариантом выполнения. Вид сверху заготовки 100 на фиг. 1 показан с печатной стороны или с мелованной стороны заготовки 100. В соответствии с примерным вариантом выполнения, после сборки заготовки 100 показанной на фиг. 1, упаковочная коробка приобретает форму прямоугольной или по существу прямоугольной коробки, с прямоугольным продольным и прямоугольным поперечным краями. Заготовка 100 включает в себя переднюю панель 110, правую боковую панель 120, заднюю панель 130, левую боковую панель 140 и ярусную панель 150. Правая боковая панель 120 соединена вдоль вертикальной линии сгиба с передней панелью 110. Задняя панель 130 может содержать верхнюю клапанную панель 132 и нижнюю клапанную панель 136, соединенные вдоль вертикальной линии сгиба с правой панелью 120. Левая боковая панель 140 соединена вдоль вертикальной линии сгиба с задней панелью 130. Ярусная панель 150 соединена вдоль вертикальной линии сгиба с левой боковой панелью 140.
В соответствии с примерным вариантом выполнения клапан 114 внешней передней панели соединен с передней панелью 110 вдоль вертикальной линии сгиба и вдоль нижней боковой части передней панели 110, несмотря на то, что вдоль нижней боковой части передней панели 110 может проходить клапан 112 передней панели. Правый верхний противопылевой клапан 122 и правый нижний противопылевой клапан 124, каждый соединен вдоль соответствующих горизонтальных линий сгиба с правой боковой панелью 120. Левый верхний противопылевой клапан 142 и левый нижний противопылевой клапан 144, каждый соединен вдоль соответствующих горизонтальных линий сгиба с левой боковой панелью 140. Верхняя клапанная панель 132 имеет верхнюю линию сгиба, которая делит ее на первый верхний клапан 133 и второй верхний клапан 134. Нижняя клапанная панель 136 имеет нижнюю линию сгиба, которая делит ее на первый нижний клапан 137 и второй нижний клапан 138.
В соответствии с примерным вариантом выполнения правый верхний противопылевой клапан 122 и правый нижний противопылевой клапан 124 имеют, в целом, прямоугольную форму с парой внешних краев, которые могут быть скошенными и/или прямыми. В соответствии с примерным вариантом выполнения скошенные края верхнего противопылевого клапана 122 и нижнего противопылевого клапана 124, обращенные к задней панели 130, могут иметь слегка закругленные углы, которые образуют основные части, соединенные вдоль горизонтальной линии сгиба с правой боковой панелью 120, длина которых больше длины внешних горизонтальных свободных краев с их внешней стороны.
В соответствии с примерным вариантом выполнения левый верхний противопылевой клапан 142 и левый нижний противопылевой клапан 144 имеют, в целом, прямоугольную форму с парой внешних краев, которые могут быть скошенными и/или прямыми. В соответствии с примерным вариантом выполнения скошенные края левой верхнего противопылевого клапана 142 и левого нижнего противопылевого клапана 144 имеют слегка закругленные углы, образующие основные части, соединенные вдоль горизонтальной линии сгиба с левой боковой панелью 140, длина которых больше длины внешних горизонтальных свободных краев с их внешней стороны.
В соответствии с примерным вариантом выполнения ярусная панель 150 имеет несколько линий сгиба (или линий рилевки), которые делят ее на лоток 152, верхний ярусный клапан 154, нижний ярусный клапан 156, внутреннюю боковую ярусную панель 158 и внешнюю боковую ярусную панель 160. Лоток 152 может включать в себя одну или несколько выемок 170. В соответствии с примерным вариантом выполнения переход от верхнего ярусного клапана 154 и от нижнего ярусного клапана 156 к внешней ярусной панели 160 включает в себя пару язычков 180, которые выступают наружу от верхнего края 181 и нижнего края 182 ярусной панели, соответственно. В соответствии с примерным вариантом выполнения одна или несколько выемок 170 могут иметь форму, например, автомобильного зарядного устройства 172, аккумулятора 174, USB зарядки 176 и/или сетевого зарядного устройства 178.
В соответствии с примерным вариантом выполнения передняя панель 110, клапан 112 передней панели и ярусная панель 150 являются печатными поверхностями. Например, в соответствии с примерным вариантом выполнения лоток 152 ярусной панели может быть печатной поверхностью, на которую наносятся обозначения соответствующих компонентов, помещаемых внутрь одной или нескольких выемок 170. В соответствии с примерным вариантом выполнения второй нижний клапан 138 является печатной поверхностью. Например, печатные поверхности могут включать в себя печатное мелованное покрытие.
В соответствии с вариантом выполнения высота передней панели 110 составляет примерно 170 мм (6,693 дюйма), а ширина - примерно 110 мм (4,331 дюйма). Высота правой боковой панели 120 составляет примерно 170 мм (6,693 дюйма), а ширина - примерно 30 мм (1,181 дюйма). Высота задней панели 130 составляет примерно 170 мм (6,693 дюйма), а ширина - примерно 110 мм (4,331 дюйма). Высота верхнего клапана 132 и нижнего клапана 136 составляет около 59,5 мм (2,343 дюйма), а ширина - примерно 110 мм (4,331 дюйма). Высота левой боковой панели 140 составляет примерно 170 мм (6,693 дюйма), а ширина - примерно 30 мм (1,181 дюйма).
В соответствии с примерным вариантом выполнения высота клапана 114 внешней передней панели, которая соединена вдоль вертикальной линии сгиба с передней панелью 110, составляет примерно от 168 до 170 мм (от 6,614 до 6,693 дюймов), а ширина - примерно 15 мм (0,591 дюйма). Высота клапана 112 передней панели составляет примерно 161 мм (6,457 дюйма), а ширина - примерно 110 мм (4,331 дюйма). Высота правого верхнего противопылевого клапана 122 и правого нижнего противопылевого клапана 124 составляет примерно 54,5 мм (2,146 дюйма), а ширина - примерно 30 мм (1,181 дюйма). В соответствии с другим примерным вариантом выполнения высота каждого левого верхнего противопылевого клапана 142 и левого нижнего противопылевого клапана 144 составляет примерно 54,5 мм (2,146 дюйма), а ширина - примерно 30 мм (1,181 дюйма).
Высота первого верхнего клапана 133 составляет примерно 29,0 мм (1,142 дюйма), а ширина - примерно 110 мм (4,331 дюйма). Высота второго верхнего клапана 134 составляет примерно 30,5 мм (1,201 дюйма), а ширина - примерно 110 мм (4,331 дюйма). Высота первого нижнего клапана 137 составляет около 30,5 мм (1,201 дюйма), а ширина - примерно 110 мм (4,331 дюйма). Высота второго нижнего клапана 138 составляет примерно 29.0 мм (1,142 дюйма), а ширина - примерно 110 мм (4,331 дюйма). В соответствии с примерным вариантом выполнения, на внешних краях внешних углов первого верхнего клапана 133 и второго нижнего клапана 138 имеются прорези (или вырезы) 131, 139, каждая из которых выполнена с возможностью размещения одной пары запорных краев 180, после того как упаковочная коробка 200 собрана. Например, в соответствии с примерным вариантом выполнения высота прорезей 131, 139 на внешних краях составляет примерно 14,0 мм (0,561 дюйма), а ширина - примерно 12,0 мм (0,472 дюйма). Первый параметр (высота) выбирается таким образом, чтобы он соответствовал выбранному, определенному зазору между нижней стороной лотка 152 и задней панелью 130 после формирования упаковочной коробки 200, вне зависимости от размера данного зазора.
В соответствии с примерным вариантом выполнения расстояние (х), показанное фиг. 1, является расстоянием от линий сгиба между клапанами 137 и 138 и прорезью, определяет зазор (или высоту), на который упаковочная панель 152 удалена от задней панели 130. Предпочтительно высоту выбирают таким образом, чтобы упаковочная панель 152 соприкасалась со вспененными вставками, предпочтительно упаковочная панель 152 опирается на вспененные вставки 500 (фиг. 5).
В соответствии с примерным вариантом выполнения высота лотка 152с составляет около 194 мм (7,638 дюйма), а ширина - примерно 137 мм (5,394 дюйма). Высота верхнего и нижнего ярусных клапанов 154, 156 составляет примерно 14,0 мм (0,561 дюйма), а ширина - примерно 108 мм (4,252 дюйма). Высота внутренней боковой ярусной панели 158 составляет примерно 166 мм (6,535 дюйма), а ширина - примерно 15 мм (0,591 дюйма). Высота внешней боковой ярусной панели 160 составляет примерно 166 мм (6,535 дюйма), а ширина - примерно 14 мм (0,561 дюйма). В соответствии с примерным вариантом выполнения нижний край 162 и верхний край 164 внешней боковой ярусной панели 160 скошены под углом примерно от 15 до 60° относительно свободного, поперечного вертикального внешнего края 166 внешней боковой ярусной панели 160.
На фиг. 2 показан вид сверху язычка или запорного края 180 заготовки 100 для упаковочной коробки, показанной на фиг. 1, в соответствии с примерным вариантом выполнения. Как показано на фиг. 1, ярусная панель 150 содержит лоток 152 содержащий пару язычков или запорных краев или язычков 180, каждый из которых проходит поперечно наружу от правого края 181 и левого края 182 ярусной панели, соответственно. Предпочтительно язычки 180 имеют закругленные углы для минимизации вероятности их износа и истрепывания. Предпочтительно, в целях обеспечения прочности и жесткости, язычки 180 расположены вблизи от линий сгиба панелей 156 и 154.
На фиг. 3 показан вид в перспективе заготовки 100 для упаковочной коробки 200, показанной на фиг. 1, в соответствии с примерным вариантом выполнения, на котором клапан 112 передней панели отогнут на 180° к передней панели 110. На фиг. 3 показана печатная мелованная сторона передней панели 112. В соответствии с примерным вариантом выполнения сборка упаковочной коробки 200 осуществляется посредством нанесения адгезивного материала на внутреннюю или заднюю (немелованную) поверхность 111 (фиг. 1) передней панели 110 и внутреннюю немелованную поверхность 113 клапана 112 передней панели и отгибания клапана 112 передней панели вдоль линии сгиба (или линии рилевки) к передней панели 110. В качестве адгезивного материала можно использовать клей, наносимый в виде точек, линий, определенного шаблона, двустороннюю липкую ленту или иной соответствующий адгезивный материал для сборки коробки 100, как это было рассмотрено выше.
На фиг. 4 показан вид в перспективе заготовки 100 для упаковочной коробки, показанной на фиг. 1 и 2 в частично сложенном положении, в соответствии с примерным вариантом выполнения. Как показано на фиг. 4, в соответствии с примерным вариантом выполнения, посредством отгибания клапана 112 передней панели к передней панели 110 упаковочная коробка 200 получает усиленную крышку, толщина которой примерно в два раза больше, чем у других панелей упаковочной коробки 200. Затем ярусную панель 150 и левую боковую панель 140 сгибают под 180 градусов по линиям сгиба (или предварительно выбитым линиям рилевки). Затем, в соответствии с примерным вариантом выполнения, задняя сторона панели 158 приклеивается к задней стороне левой боковой панели 140. Затем правую боковую панель 120 и переднюю панель 110 сгибают под 180 градусов друг к другу. Затем левая боковая панель 140 и задняя панель 130, а также правая боковая панель 120 и задняя панель 130 могут быть согнуты примерно под 90°.
Верхний ярусный клапан 154 и нижний ярусный клапан 156 сгибают под 90° таким образом, чтобы лоток 152 поднялся вверх (или в сторону) относительно задней панели 130 на высоту, соответствующую высоте верхнего ярусного клапана 154 и нижнего ярусного клапана 156 и ширину внутренней боковой ярусной панели 158 и внешней боковой ярусной панели 160. Первый верхний клапан 133 и второй нижний клапан 138 сгибаются под 180 градусов внутрь, образуя пару внутренних стенок упаковочной коробки 200, и выполнены с возможностью размещения в них пары выступающих наружу язычков 180, которые защелкиваются и/или фиксируются на месте внутри прорезей 131, 139 в первом верхнем клапане 133 и во втором нижнем клапане 138, соответственно. Затем правый верхний противопылевой клапан 122, правый нижний противопылевой клапан 124, левый верхний противопылевой клапан 142 и левый нижний противопылевой клапан 144 сгибают внутрь под 90°. Верхнюю клапанную панель 132 и второй нижний клапан 138 отгибают под 180° к соответствующему правому верхнему противопылевому клапану 122, правому нижнему противопылевому клапану 124, левому верхнему противопылевому клапану 142 и левому нижнему противопылевому клапану 144, после чего верхнюю клапанную панель 132 и нижнюю клапанную панель 136 сгибают под 90°, в результате чего пара выступающих наружу язычков 180 защелкивается по месту в прорезях 131, 139 в первом верхнем клапане 133 и во втором нижнем клапане 138, придавая заготовке 100 форму прямоугольной коробки. В соответствии с примерным вариантом выполнения по меньшей мере одна первый верхний клапан 133 и/или второй нижний клапан 138 содержат печатную надпись «НАЖАТЬ ЗДЕСЬ», представляющую собой инструкции или руководство по разборке упаковки для вторичной переработки.
В соответствии с примерным вариантом выполнения, после сборки упаковочной коробки 200, между задней панелью 130 и лотком 152 помещают вспененный материал 500 (фиг. 5), например, полиэтилен. Во вспененном материале могут быть сделаны один или несколько вырезов, идентичных или схожих по форме одной или нескольким выемкам 170 в ярусной панели 150, например, в виде автомобильного зарядного устройства 172, аккумулятора 174, USB зарядки 176 и/или сетевого зарядного устройства 178. По одному из типовых вариантов осуществления аккумулятор и/или аксессуары (фиг. 6В) предпочтительно плотно вставлены внутрь вспененного материала, но могут быть относительно легко вынуты для их использования с электронной сигаретой (не показана).
В соответствии с примерным вариантом выполнения при формировании упаковочной коробки 200 из заготовки, показанной на фиг. 1-4 клей и/или адгезивный материал используют только для приклеивания переднего клапана 112 к внутренней или к задней поверхности 111 передней панели 110.
На фиг. 5 показан вид сверху верхней вспененной удерживающей панели 510 и нижней вспененной удерживающей панели упаковочной коробки в соответствии с примерным вариантом выполнения. Как показано на фиг. 5, вспененный удерживающий блок 500 включает в себя две отдельные панели 510, 520: первую (или верхнюю) панель 510 и вторую (или нижнюю) панель 520. В первой панели 510 имеется одна или несколько выемок 570, которые могут иметь, например, форму автомобильного зарядного устройства 572, аккумулятора 574, USB зарядки 576 и/или сетевого зарядного устройства 578. Во второй панели 520 также имеется одна или несколько выемок 570, форма которых предпочтительно полностью и/или частично соответствует автомобильному зарядному устройству 572 и сетевому зарядному устройству 578.
В соответствии с примерным вариантом выполнения вспененный удерживающий блок 500 изготовлен из пенополиуретана 540 толщиной, например, примерно от 8 до 9 мм (от 5/16 до 11/32 дюйма). Общая ширина удерживающего блока может составлять примерно 216 мм (8,504 дюйма), а высота - примерно 164 мм (6,457 дюйма). Ширина каждой из панелей 510, 520 составляет примерно 108 мм (4,252 дюйма), а высота - примерно 164 мм (6,457 дюйма).
В соответствии с примерным вариантом выполнения, после сборки упаковочной коробки 200, между задней панелью 130, 330 и лотком 152 помещают вспененный удерживающий блок 500. Во вспененном материале или во вспененном удерживающем блоке 500 могут быть выполнена одна или несколько выемок, идентичных или схожих по форме с одной или несколькими выемками 170 в ярусной панели 150, например, в виде автомобильного зарядного устройства 172, аккумулятора 174, USB зарядки 176, и/или сетевого зарядного устройства 178. В соответствии с примерным вариантом выполнения аккумулятор и/или аксессуары (не показаны) предпочтительно плотно вставлены внутрь вспененного материала, но могут быть относительно легко вынуты для их использования с электронной сигаретой (не показана).
В соответствии с примерным вариантом выполнения упаковочная коробка 200 выполнена из материала, подлежащего вторичной переработке. Например, упаковочная коробка 200 может быть изготовлена из картонной заготовки 100, 300, показанной на фиг. 1-5 и 7-13, включающей в себя различные панели и клапана, которые могут быть согнуты по соответствующим линиям сгиба для получения упаковочной коробки 200. В соответствии с примерным вариантом выполнения вспененная вставка может быть вынута перед вторичной переработкой заготовки 100, 300 и/или коробки 200, вспененного материала или вспененного удерживающего блока 500.
На фиг. 6А и 6В показаны виды в перспективе ярусной панели 150 собранной упаковочной коробки 200 в соответствии с примерным вариантов выполнения. Как показано на фиг. 6А и 6В, собранная упаковочная коробка 200 включает в себя ярусную панель 150, которая содержит лоток 152 с одной или несколькими выемками 170, которые могут иметь форму автомобильного зарядного устройства 172, аккумулятора 174, USB зарядки 176 и/или сетевого зарядного устройства 178. Лоток 152 расположен спереди от задней панели 130, таким образом, чтобы в одну или несколько выемок 170 можно было вставить один или несколько компонентов (не показаны). Левый верхний противопылевой клапан 142, левый нижний противопылевой клапан 144, правый верхний противопылевой клапан 122 и правый нижний противопылевой клапан 124 согнуты под 90 градусов. Верхняя клапанная панель 132 (первая и вторая верхние клапаны 133, 134) согнута и охватывает правый верхний противопылевой клапан 122 и левый верхний противопылевой клапан 142 таким образом, чтобы прорезь 131 в верхнем клапане 133 находилась рядом с правой боковой панелью 120. Аналогичным образом нижняя клапанная панель 136 (первая и вторая нижние клапаны 137, 138) согнуты и охватывают правый нижний противопылевой клапан 124 и левый нижний противопылевой клапан 144 таким образом, чтобы прорезь 139 во втором нижней клапане 138 находилась рядом с правой боковой панелью 120.
Лоток 152 размещают над задней панелью 130 посредством сгибания внутренней ярусной панели 158 под 90° (из положения по фиг. 1) таким образом, чтобы она находилась над нижней панелью 140, и за счет сгибания лотка 152 под 90° в противоположном направлении. Предварительно перед этим нижняя и верхняя ярусные панели 156 и 154, а также внешняя боковая ярусная панель 160 сгибаются под 90° (из положения по фиг. 1) таким образом, чтобы когда лоток 152 устанавливается на место, как это показано на фигурах 6А и 6В, края панелей и лоток соприкасались с частями задней панели 130, выравнивая и удерживая положение лотка 152 относительно задней панели 130. По мере того как лоток 152 устанавливается на место, пара выступающих наружу язычков 180 защелкивается на месте в прорезях 131, 139 первого верхнего клапана 133 и второго нижнего клапана 138, придавая заготовке 100 форму прямоугольной коробки. В соответствии с примерным вариантов выполнения упаковочная коробка 200 представляет собой презентационную упаковку, содержащую аккумулятор и аксессуары, используемые с электронной сигаретой. В соответствии с примерным вариантом выполнения толщина вспененного материала определяет высоту лотка 152. Предпочтительно нижние края ярусных панелей 154, 156, 160 имеют небольшой зазор с задней панелью 130 для того, чтобы упаковочная панель 152 находилась рядом со вспененной вставкой.
На фиг. 7 показан вид сверху заготовки 300 упаковочной коробки в расправленном (развернутом) положении в соответствии с другим вариантом выполнения. На виде сверху заготовки 300 на фиг. 7 показана нижняя или мелованная сторона заготовки 300. Предпочтительно обе стороны имеют мелованные поверхности, за исключением участков, которые могут соприкасаться с клеем или с адгезивным материалом. В соответствии с примерным вариантом выполнения, после сборки заготовки 300 по фиг. 7 упаковочная коробка принимает вид прямоугольной или по существу прямоугольной коробки параллепипедной формы с прямоугольными продольными и поперечными краями.
В соответствии с примерным вариантом выполнения заготовка 300 включает в себя переднюю панель 310, правую боковую панель 320, заднюю панель 330, левую боковую панель 340 и ярусную панель 150. Правая боковая панель 320 соединена вдоль вертикальной линии сгиба с передней панелью 310. Верхний передний клапан (или панель) 311 и нижний передний клапан (или панель) 312 соединены вдоль горизонтальной линии сгиба с передней панелью 310. Внешняя передняя панель 314 соединена вдоль вертикальной линии сгиба с передней панелью 310. Клеевая панель 318 соединена с внешней передней панелью 314 вдоль вертикальной линии сгиба. Пара верхних и нижних передних противопылевых клапанов 315, 316 соединена с верхним передним клапаном 311 и с нижним передним клапаном 312 таким образом, чтобы их можно было заправить между панелями 314 и 318 после того как панели 311, 314 и 312 согнуты под 90° (из положения на фиг. 7), а панель 318 загнута к панели 314. У задней панели 330, вдоль горизонтальной линии сгиба, может иметься верхняя клапанная панель 332 и нижняя клапанная панель 336. Задняя панель 330 соединена вдоль вертикальной линии сгиба с правой панелью 320. Левая боковая панель 340 соединена вдоль вертикальной линии сгиба с задней панелью 330. Ярусная панель 150 соединена вдоль вертикальной линии сгиба с левой боковой панелью 340.
В соответствии с примерным вариантом выполнения верхняя клапанная панель 332 имеет верхнюю линию сгиба, которая делит ее на первый верхний клапан 333 и второй верхний клапан 334. Нижняя клапанная панель 336 имеет нижнюю линию сгиба, которая делит ее на первый нижний клапан 337 и второй нижний клапан 338.
В соответствии с примерным вариантом выполнения правый верхний противопылевой клапан 322 и правый нижний противопылевой клапан 324 соединены вдоль соответствующих горизонтальных линий сгиба с правой боковой панелью 320. Помимо этого, левый верхний противопылевой клапан 342 и левый нижний противопылевой клапан 344 соединены вдоль соответствующих горизонтальных линий сгиба с левой боковой панелью 340. Правый верхний противопылевой клапан 322 и правый нижний противопылевой клапан 324 имеют, в целом, прямоугольную форму и проходят от правой боковой панели 320 до соответствующих поперечных запорных язычков 326, 328 на их дальних концах. Поперечные запорные язычки 326, 338 на правых верхнем и нижнем клапанах 322, 324, соответственно, обращены к задней панели 330. Правый верхний противопылевой клапан 322 и правый нижний противопылевой клапан 324 соединены вдоль горизонтальной линии сгиба с правой боковой панелью 320, длина которой больше внешнего горизонтального свободного края на ее внешнем участке. Левый верхний противопылевой клапан 342 и левый нижний противопылевой клапан 344 также имеют, в целом, прямоугольную форму и проходят от левой боковой панели 340 до соответствующего поперечного запорного язычка 346, 348 на ее дальнем конце. Поперечные запорные язычки 326, 338 на левом верхнем противопылевом клапане 342 и левом нижнем противопылевом клапане 344, соответственно, обращены в сторону от задней панели 330. Скошенный край левого верхнего вротивопылевого клапана 342 и левого нижнего противопылевого клапана 344 соединены вдоль горизонтальной линии сгиба с левой боковой панелью 340, длина которой больше внешнего горизонтального свободного края на ее внешней части.
В соответствии с примерным вариантом выполнения, после получения из заготовки 200 коробчатой конструкции, соответствующие поперечные запорные язычки 326, 346 верхних клапанов 322, 342 и соответствующие поперечные запорные язычки 328, 348 нижних клапанов 324, 344 блокируются между собой, образуя фрикционную посадку, способствующую поддержанию прямоугольной или по существу прямоугольной параллелепипедной формы заготовки 300.
В соответствии с примерным вариантом выполнения ярусная панель 150 имеет несколько линий сгиба (или линий рилевки), которые делят ярусную панель на лоток панель 152, верхний ярусный клапан 154, нижний ярусный клапан 156, внутреннюю ярусную панель 158 и внешнюю ярусную панель 160. В соответствии с примерным вариантом выполнения одна или несколько линий сгиба (или линий рилевки), которые делят ярусную панель на лоток 152, верхний ярусный клапан 154, нижний ярусный клапан 156, внутреннюю ярусную панель 158 и внешнюю ярусную панель 160 могут быть перфорированы отверстиями, например, перфорированы отверстиями 2,5 на 2,5. Лоток 152 может включать в себя одну или несколько выемок 170. В соответствии с примерным вариантом выполнения переход от верхнего ярусного клапана 154 и нижнего ярусного клапана 156 к внешней боковой ярусной панели 160 включает в себя пару язычков 180, которые проходят наружу от верхнего края 381 и нижнего края 182 ярусной панели, соответственно. В соответствии с примерным вариантом выполнения одна или несколько выемок 170 могут иметь форму, например, автомобильного зарядного устройства 172, аккумулятора 174, USB зарядки 176 и/или сетевого зарядного устройства 178.
В соответствии с примерным вариантом выполнения передняя панель 310 и ярусная панель 150 являются печатными поверхностями. Например, в соответствии с примерным вариантом выполнения лоток 152 ярусной панели может быть печатной поверхностью, на которую наносятся обозначения компонентов, помещаемых внутрь одной или нескольких выемок 170. В соответствии с примерным вариантом выполнения второй нижний капан 338 является печатной поверхностью. Например, печатные поверхности могут включать в себя печатное мелованное покрытие.
В соответствии с примерным вариантом выполнения высота передней панели 310 составляет примерно 167 мм (6,575 дюйма), а ширина - примерно 109 мм (4,92 дюйма). Высота правой боковой панели 320 составляет примерно 167 мм (6,575 дюйма), а ширина - примерно 30 мм (1,181 дюйма). Высота задней панели 330 составляет примерно 167 мм (6,575 дюйма), а ширина - примерно 110 мм (4,331 дюйма). Высота левой боковой панели 340 составляет примерно 167 мм (6,575 дюйма), а ширина - примерно 30 мм (1,181 дюйма).
В соответствии с примерным вариантом выполнения высота внешней передней панели 314, которая соединена вдоль вертикальной линии сгиба с передней панелью 310, составляет примерно 167 мм (6,575 дюйма), а ширина - примерно 15 мм (0,591 дюйма). Высота правого верхнего противопылевого клапана 322 и правого нижнего противопылевого клапана 324 составляет примерно 66,5 мм (2,618 дюйма), а ширина - примерно 30 мм (1,181 дюйма). В соответствии с примерным вариантом выполнения высота верхней клапана 342 и нижнего клапана 344 составляет примерно 66,5 мм (2,618 дюйма), а ширина - примерно 30 мм (1,181 дюйма). В соответствии с примерным вариантом выполнения высота клеевой панели 318 составляет примерно 163 мм (6,417 дюйма), а ширина - примерно 14 мм (0,551 дюйма). Высота верхнего клапана 311 и нижнего клапана 312 составляет примерно 14 мм (0,551 дюйма), а ширина - примерно 109 мм (4,291 дюйма). Высота клапанов 315, 316 внешней передней панели составляет примерно 14 мм (0,551 дюйма), а ширина - примерно 29 мм (1,142 дюйма).
В соответствии с примерным вариантом выполнения высота верхней и нижней клапанных панелей 332, 336 составляет примерно 60,5 мм (2,182 дюйма), а ширина - примерно 110 мм (4,333 дюйма). Высота первого верхнего клапана 333 составляет примерно 29,0 мм (3,342 дюйма), а ширина - примерно 110 мм (4,333 дюйма). Высота второго верхнего клапана 334 составляет примерно 30,5 мм (1,181 дюйма), а ширина -примерно 110 мм (4,331 дюйма). Высота первого нижнего клапана 337 составляет примерно 30,5 мм (1,181 дюйма), а ширина - примерно 110 мм (4,331 дюйма). Высота второго нижнего клапана 338 составляет примерно 29,0 мм (1,14 дюйма), а ширина - примерно 110 мм (4,331 дюйма). В соответствии с примерным вариантом выполнения на внешних краях внешних углов первого верхнего клапана 333 и второго нижнего клапана 338 имеются прорези (или вырезы) 331, 339, каждая из которых выполнена с возможностью размещения в ней пары запорных краев 180, после того как упаковочная коробка 200 собрана. Например, в соответствии с примерным вариантом выполнения высота прорезей 331, 339 на внешних краях составляет около 14,0 мм (0,551 дюйма), а ширина - примерно 12,0 мм (0,472 дюйма).
В соответствии с примерным вариантом выполнения высота лотка 152 составляет примерно 194 мм (7,638 дюйма), а ширина - примерно 109 мм (4,291 дюйма). Высота верхнего ярусного клапана 154 составляет примерно от 14,0 мм (0,551 дюйма) до 17,0 мм (0,669 дюйма), а ширина - примерно 109 мм (4,291 дюйма). Высота нижнего ярусного клапана 156 составляет примерно от 14,0 мм (0,551 дюйма) до 17,0 мм (0,669 дюйма), а ширина - примерно 109 мм (4,291 дюйма). Высота внутренней ярусной панели 158 составляет примерно 163 мм (6,417 дюйма), а ширина - примерно от 12 мм (0,472 дюйма) до 15 мм (0,591 дюйма). Высота внешней боковой ярусной панели 160 составляет примерно 163 мм (6,417 дюйма), а ширина - примерно от 14 мм (0,551 дюйма) до 17,0 мм (0,669 дюйма). В соответствии с примерным вариантом выполнения нижний край 162 и верхний край 164 внешней ярусной панели 160 скошены под углом примерно от 35 до 60° относительно свободного вертикального внешнего края 166.
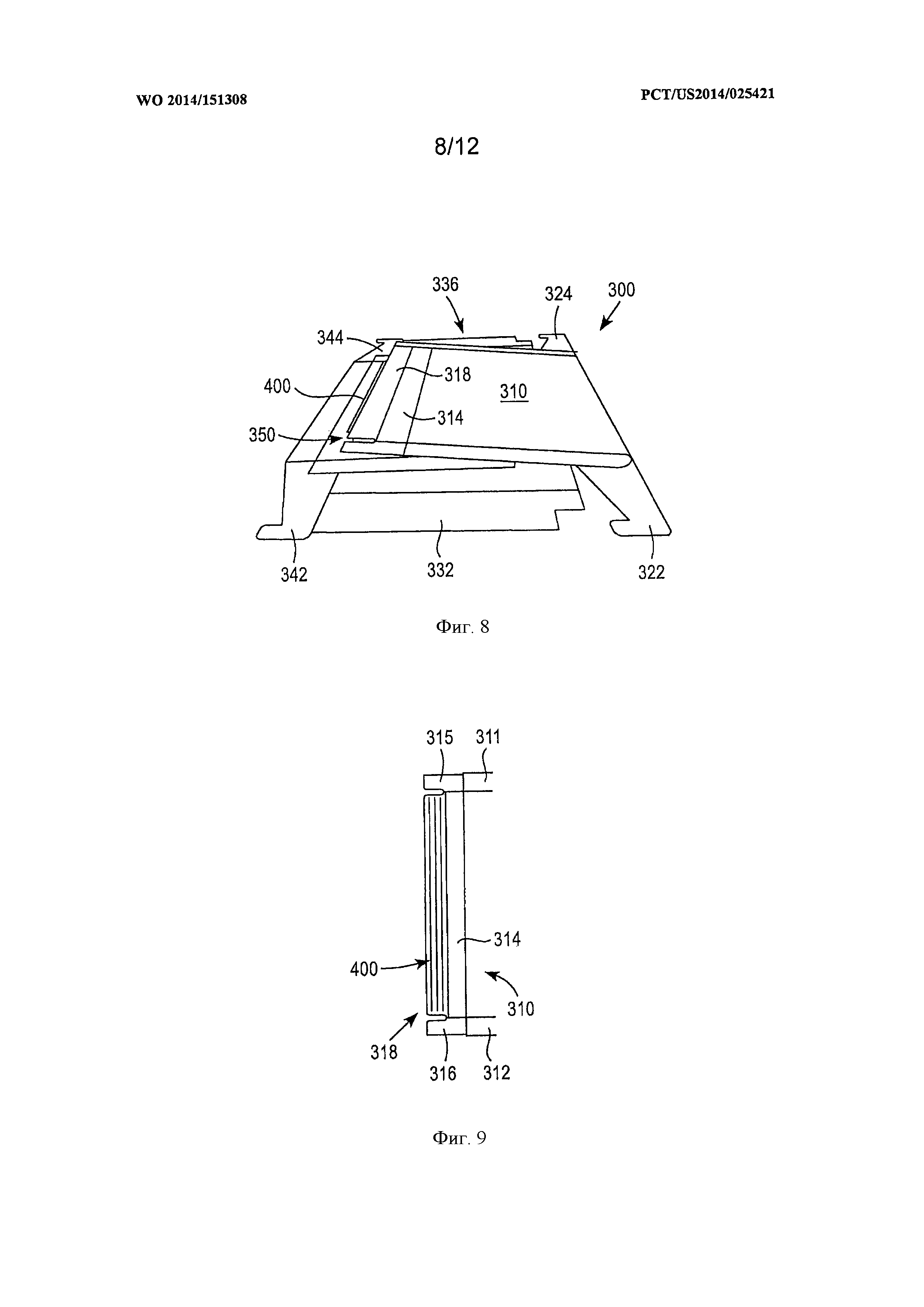
На фиг. 8 показан вид сверху заготовки 300 для упаковочной коробки из фиг. 7 в частично сложенном положении, по одному из примерных вариантов выполнения. Как показано на фиг. 8, в соответствии с примерным вариантом выполнения на заднюю сторону клеевой панели 318 наносится лента 400, реагирующая на нажатие. Затем ярусную панель 150 сгибают под 180° по линии сгиба (или предварительно пробитой линии рилевки) между ярусной панелью 150 и левой боковой панелью 340. Затем, в соответствии с примерным вариантом выполнения, заднюю сторону панели 158 приклеивают к задней стороне левой боковой панели 340. Затем переднюю панель 310 отгибают под 180° к задней стороне ярусной панели 150. В соответствии с примерным вариантом выполнения производитель предпочтительно поставляет частично собранные заготовки 300 с наклеенной на заднюю сторону клеевой панели 318 лентой, реагирующей на нажатие. Заготовки 300 можно укладывать ярусом в транспортные коробки (не показаны) для отгрузки. В соответствии с примерным вариантом выполнения заготовки 300 уложены неплотно для того, чтобы их можно было полностью сплющить внутри транспортной коробки.
В соответствии с примерным вариантом выполнения, при необходимости, из заготовки 300 может быть собрана коробчатая конструкция. В соответствии с примерным вариантом выполнения верхний передний клапан (или панель) 311 и нижний передний клапан (или панель) 312, соединенные вдоль горизонтальной линии сгиба с передней панелью 310, и внешняя передняя панель 314, соединенная вдоль вертикальной линии сгиба с передней панелью 310, согнуты внутрь под 90°. Пара верхних и нижних передних противопылевых клапанов 315, 316 соединена с верхним передним клапаном 311 и с нижним передним клапаном 312 таким образом, чтобы их можно было заправить между панелями 314 и 318, после того как панели 311, 314 и 312 согнуты примерно под 90 градусов (из положения, показанного фиг. 7), а панель 318 загнута к панели 314. Клеевая панель 318 согнута вокруг пары из верхнего и нижнего противопылевых клапанов 315, 316, а лента 400, реагирующая на нажатие, приклеена к внешней передней панели 314, образуя узел передней панели.
Затем левая боковая панель 340 и задняя панель 330, а также правая боковая панель 320 и задняя панель 330 могут быть согнуты примерно под 90°. Затем верхний ярусный клапан 154 и нижний ярусный клапан 156 сгибаются под 90 градусов таким образом, чтобы лоток 152 приподнялся вверх (или в сторону) от задней панели 330 на высоту, соответствующую высоте верхнего ярусного клапана 154 и нижнего ярусного клапана 156 и ширину внутренней боковой ярусной панели 158 и внешней боковой ярусной панели 160. Первый верхний клапан 333 и второй нижний клапан 338 сгибаются под 180° внутрь, образуя пару внутренних стенок упаковочной коробки и выполнены с возможностью размещения в них пары выступающих наружу язычков 180, которые защелкиваются и/или фиксируются на месте внутри прорезей 331, 339 в первом верхнем клапане 333 и во втором нижнем клапане 338, соответственно. Затем правый верхний противопылевой клапан 322, правый нижний противопылевой клапан 324, левый верхний противопылевой клапан 342 и левый нижний противопылевой клапан 344 сгибаются внутрь под 90°, фиксируя соответствующие запорные язычки 326, 346, 328, 348. Верхняя клапанная панель 332 и второй нижний клапан 338 сгибаются под 180 градусов поверх соответствующих правого верхнего противопылевого клапана 322, правого нижнего противопылевого клапана 324, левого верхнего противопылевого клапана 342 и левого нижнего противопылевого клапана 344, после чего верхняя клапанная панель 332 и нижняя клапанная панель 336 сгибаются под 90°, в результате чего пара выступающих наружу язычков 180 защелкивается на месте в прорезях 331, 339 первого верхнего клапана 333 и второго нижнего клапана 338, придавая заготовке 300 форму прямоугольной коробки.
В соответствии с примерным вариантом выполнения по меньшей мере первый верхний клапан 333 и/или второй нижний клапан 338 включает в себя печатную надпись «НАЖАТЬ ЗДЕСЬ», представляющую собой инструкции или руководство по разборке упаковки для вторичной переработки.
На фиг. 9 показан вид сверху клеевой панели 318 заготовки 300 для упаковочной коробки, показанной на фиг. 7, в соответствии с примерным вариантом выполнения. На фиг. 9 показана задняя или немелованная сторона заготовки 300. Клеевая панель 318 соединена с внешней передней панелью 314 вдоль вертикальной линии сгиба. В соответствии с примерным вариантом выполнения клеевая панель 318 включает в себя ленту 400, реагирующую на нажатие, в виде продольной линии. Лента 400, реагирующая на нажатие, предпочтительно проходит по длине и по ширине клеевой панели 318. В соответствии с примерным вариантом выполнения лента 400, реагирующая на нажатие, является лентой 3М® Extended Liner Таре 476XL, ширина подложки которой составляет ½ дюйма (12,7 мм), а ширина клеевой части - ¼ дюйма (6,3 мм). Как вариант, вместо ленты 400, реагирующей на нажатие, можно использовать адгезивный материал, например, клей, наносимый в виде точек, линий, определенного шаблона, двустороннюю липкую ленту или иной соответствующий адгезивный материал для сбора коробки, как это было рассмотрено выше.
На фиг. 10 показан вид сверху вспененного удерживающего блока 500 для упаковочной коробки в соответствии с примерным вариантом выполнения. Как показано на фиг. 10, вспененный удерживающий блок 500 включает в себя первую (или верхнюю) панель 510 и вторую (или нижнюю) панель 520. В первой панели 510 имеется одна или несколько выемок 570, которые могут иметь, например, форму автомобильного зарядного устройства 572, аккумулятора 574, USB зарядки 576 и/или сетевого зарядного устройства 578. Во второй панели 520 также имеется одна или несколько выемок 570, форма которых предпочтительно полностью и/или частично соответствует автомобильному зарядному устройству 572 и сетевому зарядному устройству 578. Частичная линия 530 реза отделяет первую панель 510 от второй панели 520. В соответствии с примерным вариантом выполнения частичная линия 530 реза пересекает примерно +/-95% поверхности вспененного удерживающего блока 500, образуя шарнир 532.
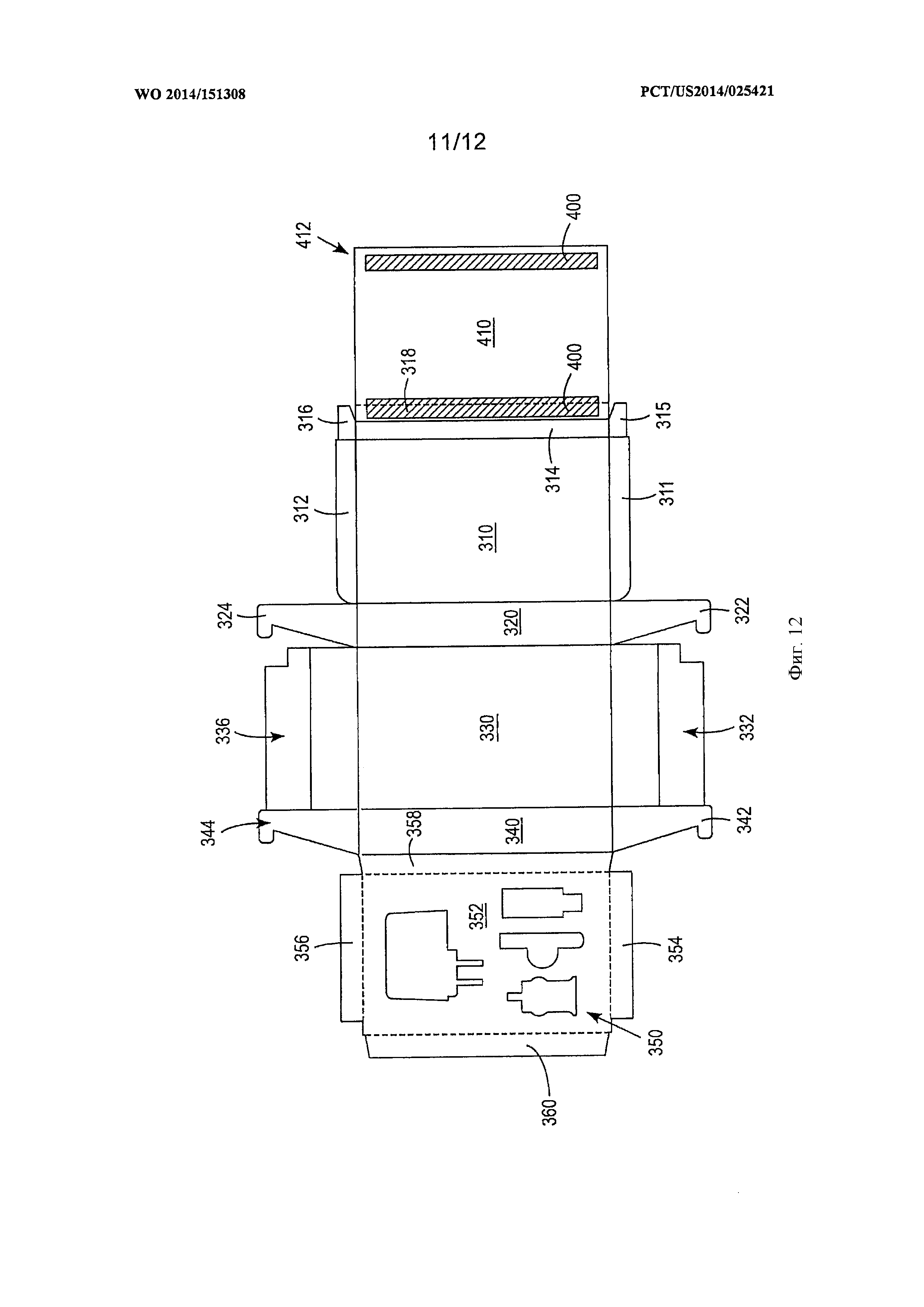
На фиг. 11 показан вид сверху заготовки 300 для упаковочной коробки в расправленном положении в соответствии с примерным вариантом выполнения. На виде сверху заготовки 300 из фиг. 11 показана нижняя или печатная сторона (т.е. мелованная сторона), которая соответствует наружной стороне коробки 200. Заготовка 300 из фиг. 11 аналогична заготовке 300, показанной на фиг. 6, но дополнительно включает в себя внутреннюю переднюю панель 410, соединенную вдоль вертикальной линии 420 сгиба с клеевой панелью 318. В соответствии с примерным вариантом выполнения вертикальная линия 420 сгиба представляет собой серию перфорированных отверстий, например, отверстий 2,5 на 2,5. После сборки заготовки 300 из фиг. 11, упаковочная коробка 200 принимает вид прямоугольной или по существу прямоугольной коробки параллепипедной формы с прямоугольными продольными и поперечными краями. В соответствии с примерным вариантом выполнения внутренняя передняя панель 410 является, в целом, прямоугольной панелью, высота и ширина которой примерно такие же или чуть меньше, чем высота и ширина лицевой панели 310.
На фиг. 12 показан вид сверху верхней стороны заготовки из фиг. 11 для упаковочной коробки в расправленном положении в соответствии с примерным вариантом выполнения. В соответствии с примерным вариантом выполнения, показанному на фиг. 12, клеевая панель 318 и крайняя внешняя кромка 412 внутренней передней панели 410 включают в себя ленту 400, реагирующую на нажатие, в виде продольной лини. Лента 400, реагирующая на нажатие, предпочтительно проходит по длине и по ширине клеевой панели 318, на клеевой панели 318 и на крайней внешней кромке 412 передней панели 410. В соответствии с примерным вариантом выполнения лента 400, реагирующая на нажатие, является, например, лентой 3М® Extended Liner Таре 476XL, ширина подложки которой составляет ½ дюйма (12,7 мм), а ширина клеевой части - ¼ дюйма (6,3 мм) Как вариант, вместо ленты 400, реагирующей на нажатие, можно использовать адгезивный материал, например, клей, наносимый в виде точек, линий, определенного шаблона, двустороннюю липкую ленту или иной соответствующий адгезивный материал для сборки коробки, как это было рассмотрено выше.
В примерном варианте выполнения по фиг. 12 внутренняя боковая ярусная панель 158, левая боковая панель 340, передняя панель 310, внешняя передняя панель 314, клеевая панель 318 и внутренняя передняя панель 410 с верхней стороны заготовки 300 не имеют печатных поверхностей и/или лакового покрытия.
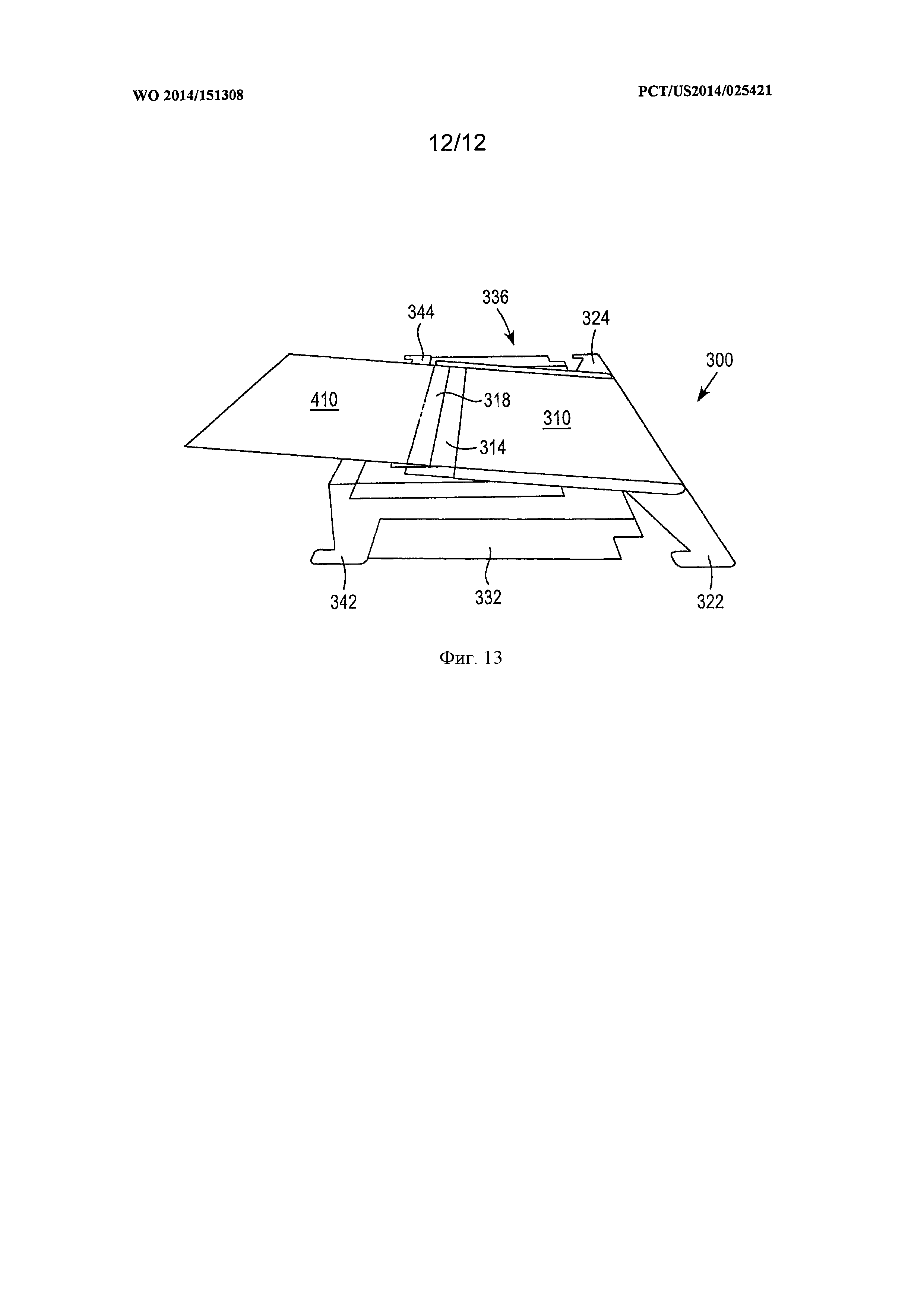
На фиг. 13 показан вид в плане заготовки для упаковочной коробки по фиг. 11 и 12 в частично сложенном положении, в соответствии с примерным вариантом выполнения. Как показано на фиг. 13, в соответствии с примерным вариантом выполнения на заднюю сторону клеевой панели 318 и крайнюю внешнюю кромку 412 внутренней передней панели 410 помещена лента 400 (фиг. 12), реагирующая на нажатие. Затем переднюю панель 150 сгибают под 180° по линии сгиба (или предварительно пробитой линии рилевки) между ярусной панелью 150 и левой боковой панелью 340. Затем заднюю сторону панели 158 приклеивают к задней стороне левой боковой панели 340. Затем переднюю панель 310 сгибают под 180° к задней стороне ярусной панели 150. В соответствии с примерным вариантом выполнения производитель предпочтительно поставляет частично собранные заготовки 300 с лентой 400, реагирующей на нажатие, нанесенной на заднюю сторону клеевой панели 318 и на крайнюю внешнюю кромку 412 внутренней передней панели 410. Заготовки 300 можно укладывать ярусом в транспортные коробки (не показаны) для отгрузки. В соответствии с примерным вариантом выполнения заготовки 300 уложены неплотно для того, чтобы их можно было полностью сплющить внутри транспортной коробки.
В соответствии с примерным вариантом выполнения, при необходимости, из заготовки 300 может быть собрана коробчатая конструкция. В соответствии с одним из примерных вариантов выполнения внутренняя передняя панель 410 крепится или фиксируется к лицевой панели 310 посредством ленты 400, реагирующей на нажатие, или адгезивного материала и отгибается под 180° к передней панели 310. В соответствии с примерным вариантом выполнения внутренняя передняя панель 410 обеспечивает дополнительную жесткость для передней панели 310, а печатные поверхности имеются как на внутренней лицевой панели 410, так и на лицевой панели 310. Верхний передний клапан (или панель) 311 и нижний передний клапан (или панель) 312, соединенные вдоль горизонтальной линии сгиба с передней панелью 310, и внешняя передняя панель 314, соединенная вдоль вертикальной линии сгиба с передней панелью 310, загнуты внутрь под 90°. Пара клапанов 315, 316 внешней передней панели, соединенных с внешней передней панелью 314 вдоль горизонтальной линии сгиба, согнуты внутрь под 90°, клеевая панель 318 согнута вокруг пары клапанов 315, 316 внешней передней панели, а лента 400, реагирующая на нажатие, приклеена к внешней передней панели 314, образуя узел передней панели.
Затем левая боковая панель 340 и задняя панель 330, а также правая боковая панель 320 и задняя панель 330 могут быть согнуты примерно под 90°. Затем верхний ярусный клапан 154 и нижний ярусный клапан 156 сгибают под 90° таким образом, чтобы лоток 152 приподнялся вверх (или в сторону) от задней панели 330 на высоту, соответствующую высоте верхнего ярусного клапана 154 и нижнего ярусного клапана 156 и ширину внутренней боковой ярусной панели 158 и внешней боковой ярусной панели 160. Первый верхний клапан 333 и второй нижний клапан 338 сгибаются под 180° внутрь, образуя пару внутренних стенок упаковочной коробки и выполнены с возможностью размещения в них пары выступающих наружу язычков 180, которые защелкиваются и/или фиксируются на месте внутри прорезей 331, 339 в первом верхнем клапане 333 и во втором нижнем клапане 338, соответственно. Затем правый верхний противопылевой клапан 322, правый нижний противопылевой клапан 324, левый верхний противопылевой клапан 342 и левый нижний противопылевой клапан 344 сгибаются внутрь под 90°, фиксируя соответствующие запорные язычки 326, 346, 328, 348. Верхняя клапанная панель 332 и второй нижний клапан 338 сгибаются под 180° поверх соответствующих правого верхнего противопылевого клапана 322, правого нижнего противопылевого клапана 324, левого верхнего противопылевого клапана 342 и левого нижнего противопылевого клапана 344, после чего верхняя клапанную панель 332 и нижняя клапанная панель 336 сгибаются под 90°, в результате чего пара выступающих наружу язычков 180 защелкивается на месте в прорезях 331, 339 первого верхнего клапана 333 и второй нижней затворной панели 338, придавая заготовке 300 форму прямоугольной коробки.
Следует отметить, что в варианте выполнения на фиг. 1 передняя панель 110 усилена посредством помещения на нее ламинирующей панели 113. В коробочную конструкцию заправляется лишь единственная внешняя панель 114 передней панели 110. В варианте выполнения на фиг. 7 жесткость верхней панели (или крышки) 310 обеспечивается посредством сгибания боковых панелей 311, 312 и крепления противопылевых клапанов 314, 316 между панелями 314, 318. Данные конструктивные панели 311, 312, 314 и 318 заправляются в коробчатые конструкции. В варианте выполнения на фиг. 11 усиление верхней панели (или крышки) обеспечивается также как и по предыдущим вариантам выполнения, но с использованием дополнительной верхней ламинирующей панели 410.
Упаковочная коробка 200 может быть выполнена из стандартных материалов для производства сигаретных коробок, например, бумаги, картона, пластика, пластиковой пленки или слоеного пластика или из перечисленных материалов с дополнительным металлизированным или металлооксидным покрытием. Предпочтительно используют бумагу или картон, мелкозернистая бумага или мелкозернистый картон наиболее предпочтительны в качествен сгибаемого материала для изготовления крышки и коробки, а также внутреннего каркаса. При производстве бумаги или картона материал, используемый для изготовления продукции, помещается на быстродвижущуюся транспортерную ленту. В соответствии с примерным вариантом выполнения коробка 200 может быть изготовлена из пластика, такого как полиэтилен.
В качестве варианта, упаковочная коробка 200 может иметь один или несколько, в целом, закругленных продольных краев, в целом, закругленных поперечных краев, в целом, скошенных продольных краев или, в целом, скошенных поперечных краев, либо в них комбинации. Например, за счет рилевки известным образом ламинированной заготовки 100, 300, из которой формируется коробка 200, можно получить коробку 200 с четырьмя, в целом, закругленными продольными углами, так называемую «закругленную» коробку.
Коробка 200 может быть изготовлена из любого подходящего материала, включая, но не ограничиваясь, тонкий картон, картон, пластик, металл или комбинации из них. Предпочтительно упаковочная коробка 200 изготавливается из сгибаемой ламинированной картонной заготовки 100, 300. Предпочтительно плотность тонкого картона составляет примерно от 100 грамм на квадратный метр до примерно 150 грамм на квадратный метр.
Все традиционные материалы, используемые для производства заготовки 100, 300, в частности бумага и тонкий картон, обычно используемые для изготовления сигаретных коробок, с покрытием или без покрытия, а также пластиковые материалы, могут сгибаться. Заготовка 100, 300 может иметь тиснение, печать на заготовке специальным цветом или нанесенное покрытие из лака, металлизированное покрытие, голограммы, люминесцентное покрытие или покрытие из других материалов, изменяющих тактильное восприятие, запах или визуальный вид заготовки. Помимо этого, заготовка 100, 300 и соответствующая упаковочная коробка 200 могут быть изготовлены из прозрачного материала.
В соответствии с примерным вариантом выполнения внешние поверхности упаковочной коробки 200 могут иметь печать, тиснение, штампы или иную маркировку производителя или логотип, торговый знак, слоган или иную информацию для потребителя или обозначения.
Используемые здесь понятия «передний», «задний», «верхний», «нижний», «сторона», «верх», «низ» и другие означают соответствующие положения компонентов заготовки 100, 300 и/или коробки 200 в соответствии с изобретением в вертикальном положении. Понтия «левый» и «правый» используются применительно к боковым стенкам коробки 200 при виде спереди, в вертикальном положении.
Используемое здесь понятие «вертикальный» или «продольный» относятся к направлению снизу вверх или наоборот. Понятие «горизонтальный» или «поперечный» относятся к направлению, перпендикулярному вертикальному или продольному направлению.
В настоящем раскрытии изобретения понятие «примерно» иногда используется с цифровыми значениями для указания на то, что математическая точность не требуется. Поэтому, в случае использования с цифровым значением термина «примерно», следует считать, что подобное цифровое значение имеет допуск ±10% от указанного цифрового значения.
Хотя способы, установки и упаковка были рассмотрены на примере предпочтительных вариантов их осуществления, специалисту в данной области техники будет понятно, что, не выходя за объем и сущность, определяемые в прилагаемой формуле изобретения, варианты выполнения допускают добавление, удаление, изменение и замены, которые не были указаны явно.
Реферат
Изобретение относится самозапирающейся упаковочной коробке, которая выполнена с возможностью размещения в ней одного или нескольких электрических компонентов. Коробка выполнена с возможностью формирования из заготовки, имеющей ярусную панель с парой язычков, выполненных с возможностью вставки в соответствующие прорези на задней панели и которые защелкиваются на месте, образуя прямоугольную коробку. Задняя панель снабжена верхней и нижней клапанными панелями, которые имеют прорези. Ярусная панель снабжена парой язычков, которые выступают вперед от верхнего края и нижнего края ярусной панели, соответственно, и при сборке коробки могут быть вставлены в соответствующие прорези в верхней клапанной панели и в нижней клапанной панели. 6 н. и 14 з.п. ф-лы, 13 ил.
Комментарии