Воронкообразный компонент и упаковочная емкость, использующая воронкообразный компонент - RU2607311C2
Код документа: RU2607311C2
Чертежи


























Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к воронкообразным компонентам для использования в упаковочных емкостях, в которые упаковывают текучие вещества, такие как порошкообразные, гранулированные и жидкие вещества, и посредством которых содержимое передается из одной емкости в другую емкость и т. п., а также к упаковочным емкостям, в которых используют воронкообразные компоненты.
УРОВЕНЬ ТЕХНИКИ
[0002] В большинстве случаев порошкообразные или гранулированные пищевые продукты, такие как быстрорастворимый кофе, продают в таком состоянии, что пищевые продукты упакованы в высокогерметично закрытой упаковочной емкости, такой как банка с крышкой, так чтобы поддерживать запечатанное состояние во время хранения, и т. п. В качестве такой упаковочной емкости в патентной публикации 1 предлагается упаковочная емкость для повторного наполнения, которая может облегчить передачу содержимого. Когда содержимое передается из упаковочной емкости в емкость для хранения и т. п., упаковочная емкость открывается и вставляется в открытую часть емкости для хранения для постепенной передачи содержимого.
[0003] Упаковочная емкость, раскрытая в патентной публикации 1, содержит цилиндрический корпус емкости, воронкообразный компонент, герметизирующую крышку и закрывающую крышку. Воронкообразный компонент содержит воронкообразную часть и боковую стеночную часть, соединенную с концевой частью на стороне с широким отверстием воронкообразной части. Боковая стеночная часть вставлена в корпус емкости и соединена с внутренней поверхностью корпуса емкости. Воронкообразная часть имеет такую форму, чтобы ее диаметр уменьшался по направлению к внешней стороне участка с отверстием корпуса емкости. Кроме того, край воронкообразной части на стороне с узким отверстием и край открытого конца корпуса емкости являются компланарными друг другу. Корпус емкости заполняется содержимым, и край открытого конца корпуса емкости запечатывается герметизирующей крышкой. В герметизирующей крышке образовано множество линий перфорации так, что они продолжаются радиально из центра герметизирующей крышки. Кроме того, устанавливают закрывающую крышку, защищающую сверху герметизирующую крышку во время хранения, продажи и т. п., чтобы предотвратить нарушение герметизирующей крышки.
[0004] Когда содержимое в упаковочной емкости передается для повторного наполнения, закрывающая крышка удаляется с упаковочной емкости, и герметизирующая крышка прижимается и вдавливается в отверстие емкости, которая будет заново наполнена содержимым. Таким образом, герметизирующая крышка разрывается вдоль линий перфорации, посредством чего содержимое может быть легко передано через воронкообразный компонент.
[0005] В упаковочной емкости, поскольку герметизация между воронкообразным компонентом и мембраной не выполняется, возникает проблема того, что содержимое проходит на внешнюю сторону воронкообразного компонента через зазор между воронкообразным компонентом и мембраной во время транспортировки и т. п. В случае, когда содержимое передается из упаковки для повторного наполнения емкости для хранения и т. п. в состоянии, когда содержимое попало на внешнюю сторону воронкообразного компонента, содержимое, попавшее на внешнюю сторону воронкообразного компонента, не попадает в емкость, такую как повторно заполняемая емкость для хранения, и может рассеяться (снаружи) за пределами повторно заполняемой емкости. Следовательно, содержимое просыпается (проливается) на/вокруг рабочего места повторного наполнения, такого как стол, и требуется уборка, такая как очистка. Поэтому в Патентной публикации 3 предлагается, чтобы концевая часть на стороне с узким отверстием воронкообразного компонента выступала наружу из открытого конца корпуса емкости таким образом, что мембрана и концевая часть на стороне с узким отверстием воронкообразного компонента поддерживались в тесном контакте друг с другом, таким образом, предотвращая перемещение содержимого (см., например, фиг. 9 из Патентной литературы 3).
[0006] Такая упаковочная емкость может оказаться в окружающей среде, где давление воздуха в упаковочной емкости становится отличающимся от давления воздуха вне упаковочной емкости во время распределения в торговой сети. В случае, когда, например, упаковочные емкости, которые заполнены содержимым, летом, когда температура высока, находятся в магазинах в витрине, в которой температура является низкой, давление воздуха в упаковочных емкостях уменьшается относительно давления воздуха вне упаковочных емкостей, и части боковой поверхности упаковочных емкостей вминаются внутрь упаковочных емкостей. Следовательно, может возникнуть проблема ухудшения дизайна упаковочных емкостей. С другой стороны, в случае, когда, например, упаковочные емкости, которые заполнены содержимым в таком месте, как равнина, где высота над уровнем моря относительно невелика, направляют для продажи в такое место, где высота над уровнем моря является значительной, давление воздуха внутри упаковочных емкостей превышает давление воздуха вне упаковочных емкостей, и части боковой поверхности упаковочных емкостей выпучиваются наружу из упаковочных емкостей. Следовательно, могут возникнуть проблемы ухудшения дизайна упаковочных емкостей и выброса содержимого вследствие, например, разрушения, вызванного небольшим воздействием, чтобы решить эти проблемы, предлагается емкость, в которой ламинированный элемент части боковой поверхности емкости образован так, чтобы он был частично отделимым, и, особенно когда внутреннее давление уменьшается, внутренний слой ламинированного элемента отделялся бы и расширялся по направлению к внутренней части емкости, чтобы гасить уменьшение давления в емкости, предотвращая таким образом вминание части боковой поверхности емкости (см., например, Патентную публикацию 4).
СПИСОК ПУБЛИКАЦИЙ УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ПУБЛИКАЦИИ
[0007] Публикация 1: выложенная заявка Японии 2009-262956
Публикация 2: выложенная заявка Японии 2009-262955
Публикация 3: выложенная заявка Японии 2009-280286
Публикация 4: выложенная заявка Японии 2011-93614
Публикация 5: выложенная заявка Японии 2011-230787
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0008] До настоящего времени воронкообразные компоненты формировались путем использования полимера. Однако с точки зрения проблем охраны окружающей среды использование пластмасс, алюминиевой фольги и т. п. предпочтительно должно быть уменьшено для экономии ресурсов, а вместо алюминия в качестве главного материала корпусов емкостей, герметизирующих крышек, воронкообразных компонентов и т. п. должна использоваться бумага.
[0009] Однако когда воронкообразный компонент образован из листового элемента, содержащего бумагу, подвергаемого штамповке, возникает проблема недостаточной прочности. Эффективно, чтобы концевая часть на стороне с узким отверстием воронкообразного компонента выступала, как описано выше, для предотвращения попадания содержимого на внешнюю сторону воронкообразного компонента. Поэтому предполагается, что, когда используется воронкообразный компонент, сделанный из бумаги, концевая часть на стороне с узким отверстием образована так, чтобы она выступала из корпуса емкости. Однако прежде чем содержимое будет упаковано, множество упаковочных емкостей, в которых воронкообразные компоненты установлены в корпусы емкостей, складывается стопкой между плоскими элементами и хранится. Поэтому когда бумажные воронкообразные компоненты выступают из корпусов емкостей, воронкообразные компоненты, вероятно, будут деформированы нагрузкой, передаваемой через плоские элементы. Кроме того, формы, получаемые прессованием, довольно ограниченны, и формирование воронкообразных компонентов является довольно трудным. С другой стороны, когда воронкообразные компоненты формируют способом вакуумного формования пульпы, хотя и достигается требуемая прочность, но возникают проблемы высокой стоимости оборудования и невыгодности массового производства. Кроме того, оптимальная величина выступания для бумажных воронкообразных компонентов точно не известна.
[0010] Кроме того, к упаковочным емкостям часто приклеивают этикетки для указания информации или представления дизайна, на которых, например, указывают товарный знак, способ открывания емкости, объяснение использования содержимого и т. п., а также рекламы для стимулирования сбыта.
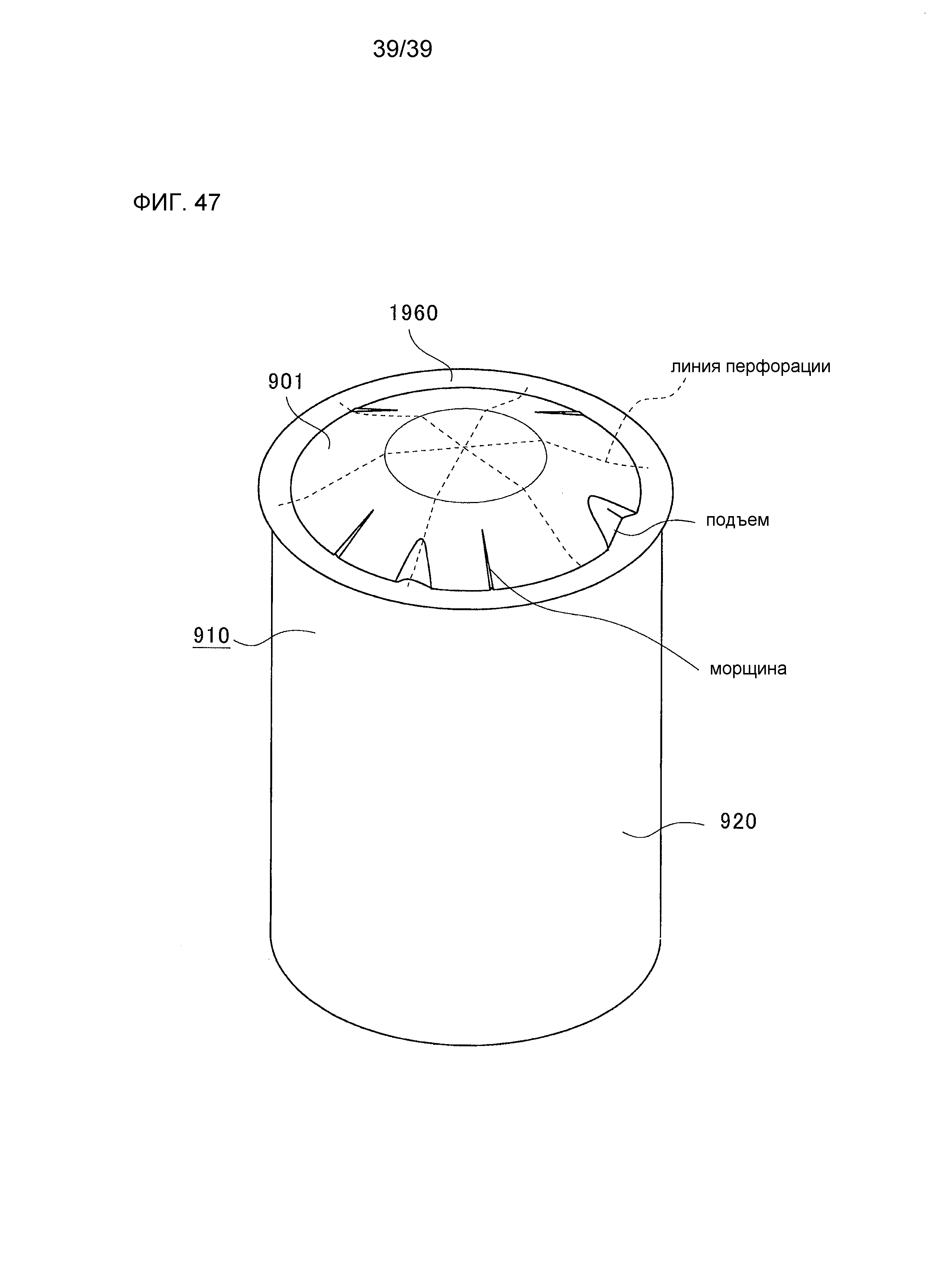
[0011] В упаковочной емкости, раскрытой в Патентной публикации 5, герметизирующая крышка прижимается и расширяется наружу из упаковочной емкости концевой частью воронкообразного компонента. Фиг. 47 представляет вид в перспективе упаковочной емкости 910, к которой приклеена круглая этикетка 901.
[0012] Когда этикетка 901 приклеивается вдоль формы поверхности герметизирующей крышки 1960, которая расширяется, периферический краевой участок этикетки 901 сминается и морщинится, в результате чего портится внешний вид. Периферический краевой участок этикетки 901 приподнимается над герметизирующей крышкой 1960, и между этикеткой 901 и герметизирующей крышкой 1960 образуется зазор, называемый подъемом, из-за которого адгезия может стать недостаточной. Как описано выше, когда этикетка приклеивается на неплоскую поверхность, в частности когда круглая этикетка приклеивается на концентрически расширяющуюся или сужающуюся поверхность, может произойти деформация или недостаточная адгезия этикетки. Поэтому на такую поверхность трудно приклеивать этикетку, чтобы указать на ней информацию и представить дизайн.
[0013] В случае, когда, например, круглое расширение, имеющее высоту, которая больше или равна 1 мм, включено в герметизирующую крышку 1960, имеющую диаметр, который больше или равен 50 мм и не превышает 100 мм, и когда на нее наклеивается этикетка, которая образована с использованием синтетической бумаги в качестве главного компонента и имеет толщину, которая больше или равна 50 мкм и не превышает 100 мкм, очень вероятно образование морщин. Когда приклеивается этикетка, имеющая толщину больше чем 100 мкм, очень вероятно образование подъема. В случае, когда этикетка образована с использованием поддающегося растягиванию материала, когда этикетка наклеивается на плоскую поверхность, вероятность образования морщин или подъема может быть уменьшена. Однако в том случае, когда трудно получить плоское состояние, как в герметизирующей крышке 1960, уменьшение вероятности образования морщин и подъема является затруднительным.
[0014] Задачей настоящего изобретения является предложить дешевый воронкообразный компонент, который образован путем использования бумаги в качестве главного материала, который поддерживает прочность, достаточную, чтобы уменьшить деформацию, такую как смятое состояние, вызванное, например, нагрузкой, приложенной во время хранения, распределения в торговой сети, вторичного наполнения и т. п., и который удовлетворяет требованиям охраны окружающей среды, например, посредством уменьшения использования алюминиевой фольги.
[0015] Другой задачей настоящего изобретения является предложить упаковочную емкость, в которой воронкообразный компонент, образованный путем использования бумаги в качестве главного материала, вставлен в корпус емкости, при этом эффективно предотвращает попадание содержимого на наружную поверхность воронкообразного компонента и обладает свойством сопротивления вздутию во время хранения.
[0016] Еще одной задачей настоящего изобретения является предложить дешевую герметизирующую крышку для использования в упаковочной емкости, которая с меньшей вероятностью будет повреждена во время хранения, распределения в торговой сети и т. п. и которая удовлетворяет требованиям охраны окружающей среды.
[0017] Еще одной задачей настоящего изобретения является предложить герметизирующую крышку, которая препятствовала бы протеканию содержимого через линии перфорации и предотвращала бы чрезмерное увеличение прочности разрыва, при которой герметизирующая крышка рвется вдоль линий перфорации.
[0018] Еще одной задачей настоящего изобретения является предложить такую упаковочную емкость, которая не ухудшает дизайн, такой как внешний вид, даже когда внутреннее давление изменяется относительно внешнего давления.
[0019] Еще одной задачей настоящего изобретения является предложить этикетку, которая с меньшей вероятностью образует морщины или подъем, даже когда такая упаковочная емкость содержит неплоскую поверхность, и этикетка приклеивается на неплоскую поверхность.
РЕШЕНИЕ ПРОБЛЕМ
[0020] Настоящее изобретение направлено на воронкообразный компонент, вставленный в цилиндрический корпус емкости, имеющий открытый конец, нижнюю часть и боковую стенку, и который образует упаковочную емкость. Воронкообразный компонент содержит: воронкообразную часть, имеющую диаметр, который увеличивается от стороны с узким отверстием к стороне с широким отверстием; трубчатую выпускную часть, которая соединена с концевой частью на стороне с узким отверстием; и цилиндрическую боковую стеночную часть, которая окружает участок с отверстием на стороне с широким отверстием воронкообразной части, соединена с воронкообразной частью и вставлена в корпус емкости. Воронкообразная часть, выпускная часть и боковая стеночная часть интегрально образованы путем использования листового элемента, включающего бумагу и герметизирующий слой. Загнутый участок, образованный листовым элементом, согнутым на себя и приваренным по всей периферии, обеспечен возле участка с отверстием выпускной части.
[0021] Настоящее изобретение также направлено на упаковочную емкость, которая содержит: цилиндрический корпус емкости, имеющий открытый конец, нижнюю часть и боковую стенку; воронкообразный компонент, вставленный в корпус емкости таким образом, что часть стороны с узким отверстием направлена к открытой стороне корпуса емкости; и герметизирующую крышку, которая запечатывает открытый конец корпуса емкости и разрывается приложением внешнего усилия.
[0022] Участок с отверстием на стороне с узким отверстием воронкообразного компонента предпочтительно выступает из плоскости корпуса емкости, включающей открытый конец корпуса емкости, на расстояние, которое предпочтительно составляет более 0 мм и менее или равна 2 мм.
[0023] Кроме того, герметизирующая крышка предпочтительно содержит: нижнюю пленку, которая имеет периферический краевой участок, герметично соединенный с частью отверстия корпуса емкости, чтобы запечатать корпус емкости, которая имеет линии перфорации, которые предусмотрены в центральном участке, отличающемся от периферического краевого участка, и продолжаются радиально, и которая разрывается при внешнем нажатии; и верхнюю пленку, которая приклеена к нижней пленке по всей периферии периферического краевого участка нижней пленки и по меньшей мере в одной адгезивной области, которая частично образована в области, которая не содержит линии перфорации центральной части, так что верхняя пленка может быть отделена от нижней пленки.
[0024] Верхняя пленка может быть приклеена к нижней пленке по всей периферии периферического краевого участка нижней пленки и по меньшей мере в одной адгезивной области, которая частично образована в области, которая содержит линии перфорации центральной части, так что верхняя пленка может быть отделена от нижней пленки.
[0025] Кроме того, в корпусе емкости жесткость боковой стенки предпочтительно выше жесткости нижней части, и множество линейных рифлей предпочтительно обеспечиваются на части наружной поверхности нижней части так, что они продолжаются радиально, если смотреть от центральной части нижней части.
[0026] Кроме того, упаковочная емкость может дополнительно включать этикетку, имеющую в периферическом краевом участке множество изогнутых вырезов в форме выколотки, и этикетка может быть приклеена к той поверхности герметизирующей крышки, которая образует внешнюю сторону упаковочной емкости.
ТЕХНИЧЕСКИЙ РЕЗУЛЬТАТ ИЗОБРЕТЕНИЯ
[0027] Согласно изобретению воронкообразный компонент, который образован путем использования бумаги в качестве главного материала и имеет прочность, которая может быть обеспечена с низкими затратами.
[0028] Кроме того, согласно изобретению участок с отверстием на стороне с узким отверстием воронкообразной части выступает из открытого конца корпуса емкости, посредством чего предотвращается попадание содержимого на внешнюю сторону воронкообразного компонента в том состоянии, когда содержимое упаковано, и корпус емкости запечатан герметизирующей крышкой. Кроме того, выступ воронкообразной части оптимизируется для бумажных воронкообразных компонентов, посредством чего можно предотвратить необратимую деформацию воронкообразных компонентов, когда упаковочные емкости штабелируют и хранят, например, перед упаковкой содержимого.
[0029] Кроме того, согласно изобретению может быть обеспечена герметизирующая крышка упаковочной емкости, которая может быть с меньшей вероятностью нарушена во время хранения, распределения в торговой сети и т. п. Кроме того, такая герметизирующая крышка может предотвращать протекание содержимого через линии перфорации, а также чрезмерное увеличение прочности разрыва, при которой герметизирующая крышка рвется вдоль линий перфорации.
[0030] Кроме того, согласно изобретению может быть обеспечена упаковочная емкость, которая не ухудшает свой дизайн даже тогда, когда внутреннее давление изменяется относительно внешнего давления. А именно, жесткость нижней части упаковочной емкости задается такой, чтобы она была ниже жесткости части боковой поверхности, и обеспечивается множество нанесенных на нее линий, которые продолжаются радиально, если смотреть от центральной части нижней части, посредством чего жесткость нижней части дополнительно уменьшается. Поэтому даже когда давление в упаковочной емкости изменяется относительно внешнего давления, нижняя часть выпучивается наружу или втягивается внутрь, чтобы уменьшить изменение в давлении, и дизайн упаковочной емкости, такой как внешний вид, не ухудшается. В частности, центральная часть нижней части заранее изготавливается так, чтобы она выступала наружу из упаковочной емкости. Поэтому даже когда давление в упаковочной емкости, в которой упаковано содержимое, уменьшается относительно внешнего давления, нижняя часть, имеющая относительно низкую жесткость, втягивается внутрь упаковочной емкости, чтобы компенсировать уменьшение давления в емкости, посредством чего часть боковой поверхности упаковочной емкости и т. п. не вминается, и дизайн части боковой поверхности, такой как внешний вид, не ухудшается. Кроме того, на верхнем конце части крепления, которая является внешней частью края нижнего элемента, формирующего нижнюю часть, предусматривается незапечатанная часть, посредством чего предотвращается концентрация напряжения на части около внешнего края нижней части, когда нижняя часть втянута внутрь, и никаких морщин около внешнего края не образуется, и дизайн нижней части не ухудшается.
[0031] Кроме того, согласно изобретению, когда этикетка приклеивается к герметизирующей крышке, ширина вырезов в периферическом краевом участке этикетки уменьшается, посредством чего вероятность образования морщин или подъема может быть уменьшена.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0032] Фиг. 1 - вид спереди и вертикальное сечение воронкообразного компонента в соответствии с первым вариантом выполнения настоящего изобретения.
Фиг. 2 - вид в сечении материала заготовки и воронкообразного компонента в соответствии с первым вариантом выполнения настоящего изобретения.
Фиг. 3 - вид в вертикальном сечении упаковочной емкости в соответствии с первым вариантом выполнения настоящего изобретения.
Фиг. 4 - вид в сечении, показывающий состояние, в котором используется упаковочная емкость по фиг. 8.
Фиг. 5 - вид в вертикальном сечении воронкообразного компонента в соответствии со вторым вариантом выполнения настоящего изобретения.
Фиг. 6 показывает проблему, которая решается настоящим изобретением.
Фиг. 7 - вид сверху и спереди воронкообразного компонента в соответствии с третьим вариантом выполнения настоящего изобретения.
Фиг. 8 - вид в вертикальном сечении воронкообразного компонента в соответствии с третьим вариантом выполнения настоящего изобретения.
Фиг. 9 - вид в сечении, показывающий искривление боковой стеночной части воронкообразного компонента.
Фиг. 10 - вид в вертикальном сечении корпуса емкости, к которой присоединен воронкообразный компонент.
Фиг. 11 - вид в перспективе воронкообразного компонента в соответствии с четвертым вариантом выполнения.
Фиг. 12 - вид в сечении, показывающий состояние, в котором открытый конец упаковочной емкости по фиг. 10 запечатан.
Фиг. 13 - вид сверху герметизирующей крышки в соответствии с примером четвертого варианта выполнения и пятого варианта выполнения настоящего изобретения.
Фиг. 14 - вид в сечении, показывающий способ, посредством которого упаковочные емкости в соответствии с примером четвертого варианта выполнения настоящего изобретения складываются друг на друга.
Фиг. 15 - график, представляющий соотношение между нагрузкой, прикладываемой к воронкообразному компоненту, и его смещением.
Фиг. 16 - вид в перспективе упаковочной емкости в соответствии с шестым вариантом выполнения настоящего изобретения.
Фиг. 17 - вид в вертикальном сечении упаковочной емкости в соответствии с шестым вариантом выполнения настоящего изобретения.
Фиг. 18 - вид сверху и поперечное сечение герметизирующей крышки в соответствии с шестым вариантом выполнения настоящего изобретения.
Фиг. 19 - увеличенный вид в сечении упаковочной емкости в соответствии с шестым вариантом выполнения настоящего изобретения.
Фиг. 20 показывает способ производства упаковочной емкости в соответствии с шестым вариантом выполнения настоящего изобретения.
Фиг. 21 - вид в перспективе и вертикальное сечение упаковочной емкости в соответствии с шестым вариантом выполнения настоящего изобретения.
Фиг. 22 показывает проблему, которая решается настоящим изобретением.
Фиг. 23 - увеличенное представление язычковой части герметизирующей крышки в соответствии с шестым вариантом выполнения настоящего изобретения.
Фиг. 24 - вид сверху и поперечное сечение герметизирующей крышки в соответствии с седьмым вариантом выполнения настоящего изобретения.
Фиг. 25 - вид сверху герметизирующей крышки в соответствии с седьмым вариантом выполнения настоящего изобретения.
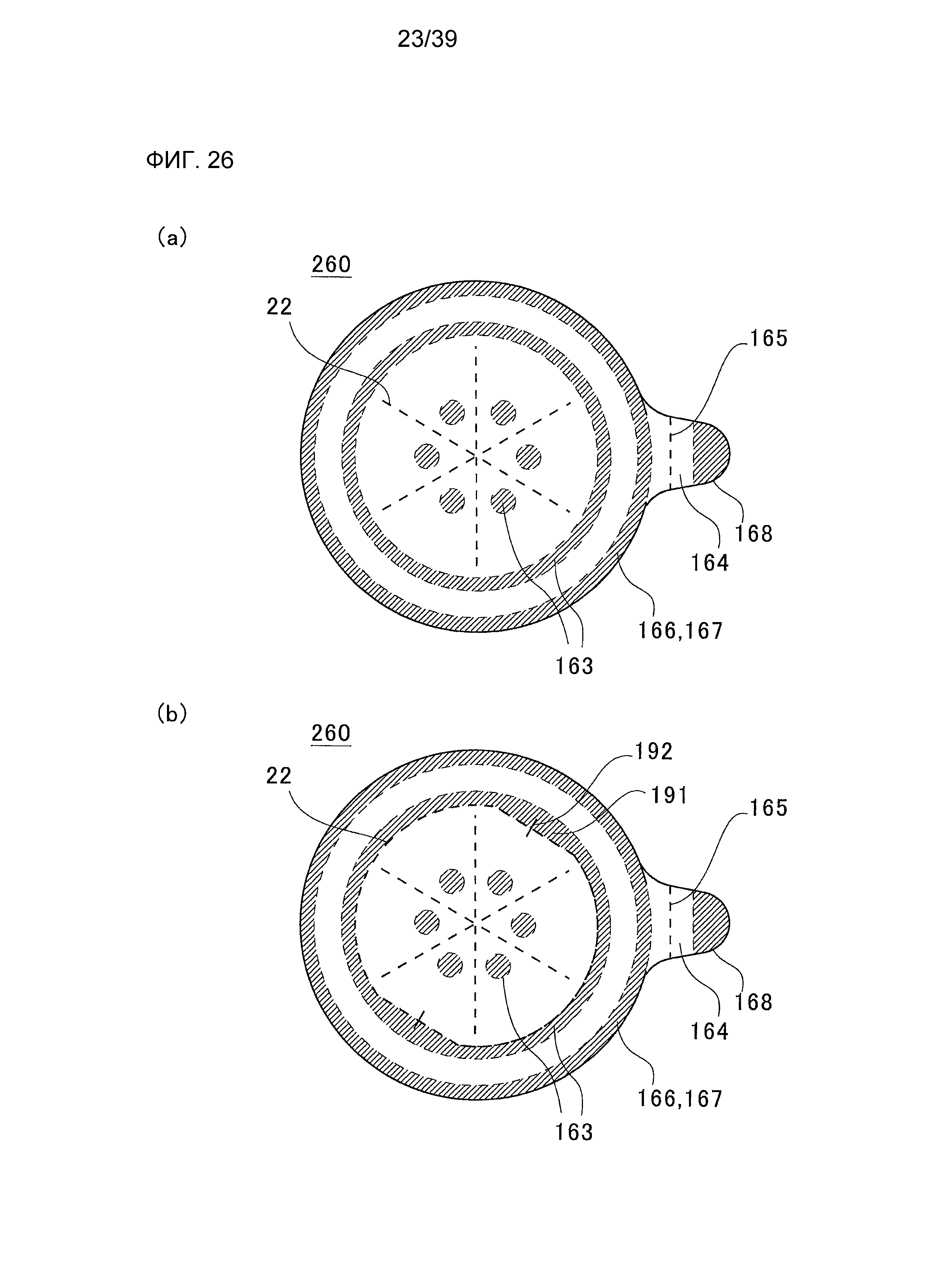
Фиг. 26 - вид сверху герметизирующей крышки в соответствии с модификацией седьмого варианта выполнения настоящего изобретения.
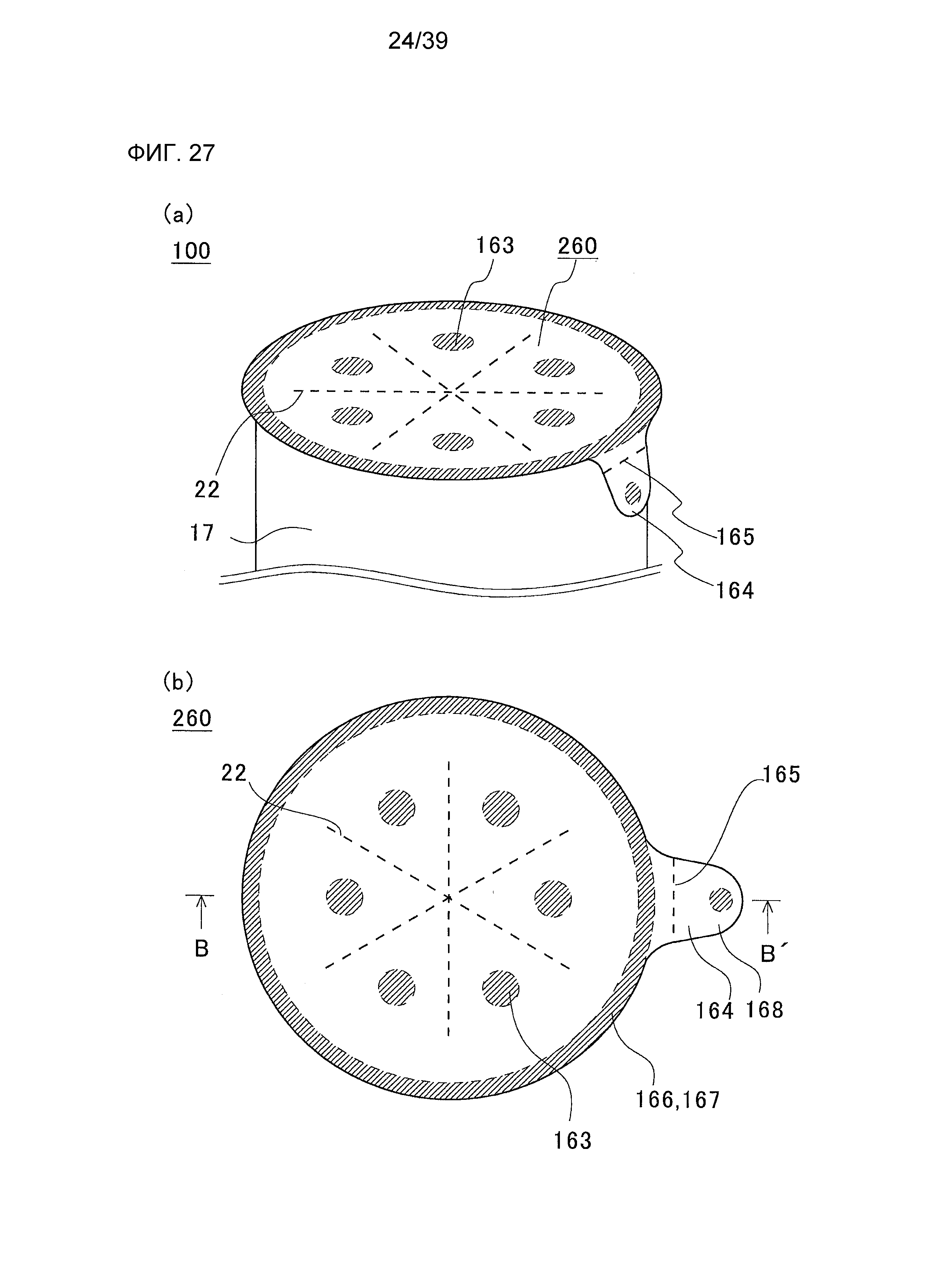
Фиг. 27 - вид в перспективе упаковочной емкости и вид сверху герметизирующей крышки в соответствии с седьмым вариантом выполнения настоящего изобретения.
Фиг. 28 - вид сверху герметизирующей крышки в соответствии с восьмым вариантом выполнения настоящего изобретения.
Фиг. 29 - вид сверху герметизирующей крышки в соответствии с девятым вариантом выполнения настоящего изобретения.
Фиг. 30 - вид сверху герметизирующей крышки в соответствии с десятым вариантом выполнения настоящего изобретения.
Фиг. 31 - вид сверху герметизирующей крышки в соответствии с одиннадцатым вариантом выполнения настоящего изобретения.
Фиг. 32 - вид сверху герметизирующей крышки в соответствии с двенадцатым вариантом выполнения настоящего изобретения.
Фиг. 33 - вид сверху и в сечении герметизирующей крышки в соответствии с тринадцатым вариантом выполнения настоящего изобретения.
Фиг. 34 - вид сверху и в сечении герметизирующей крышки в соответствии с четырнадцатым вариантом выполнения настоящего изобретения.
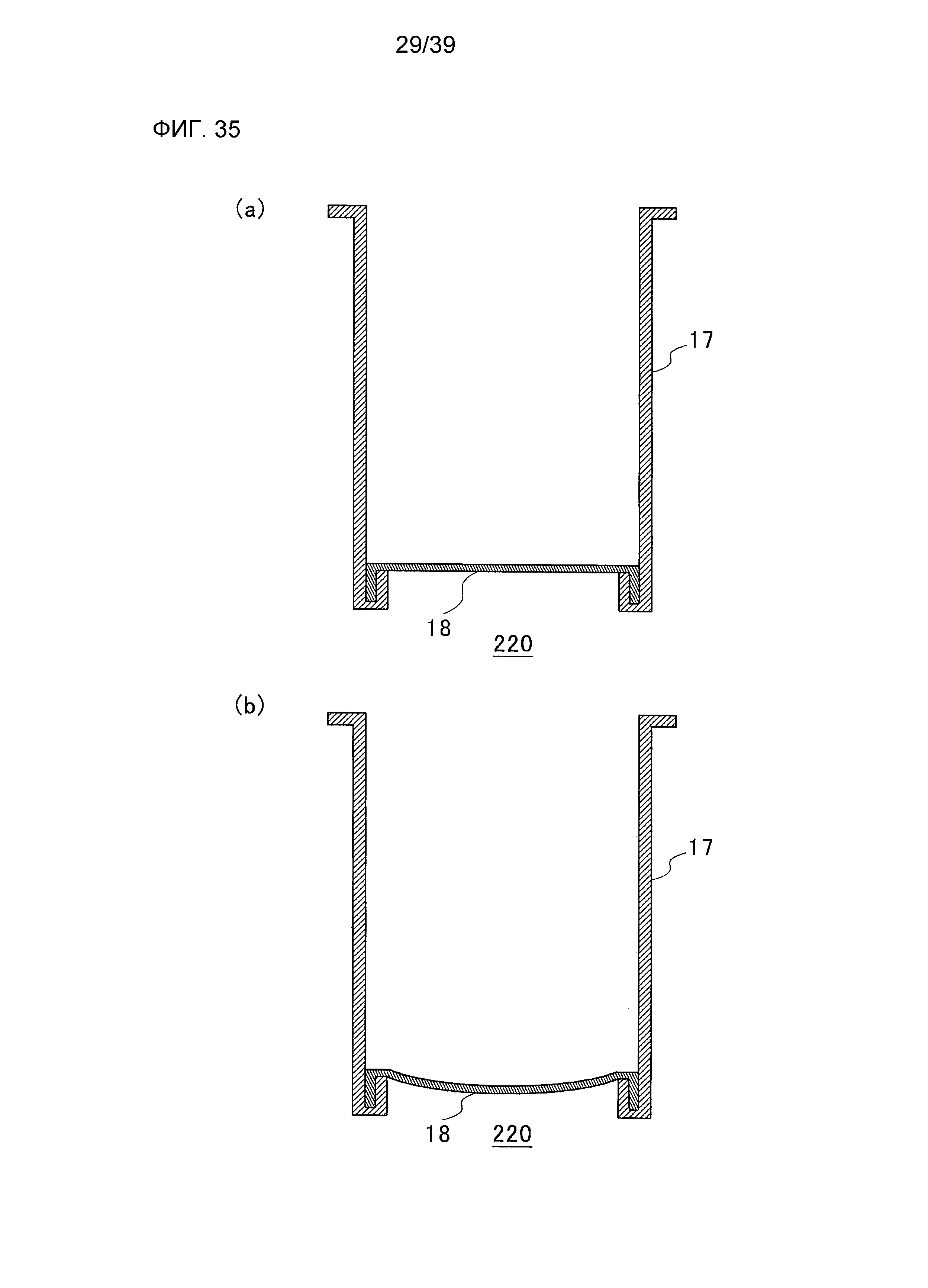
Фиг. 35 - схематичный вид в сечении упаковочной емкости в соответствии с пятнадцатым вариантом выполнения настоящего изобретения.
Фиг. 36 - внешний вид нижней части упаковочной емкости в соответствии с пятнадцатым вариантом выполнения настоящего изобретения, если смотреть снаружи упаковочной емкости.
Фиг. 37 - внешний вид нижних частей упаковочных емкостей в соответствии с первой модификацией и второй модификацией пятнадцатого варианта выполнения настоящего изобретения, если смотреть снаружи упаковочных емкостей.
Фиг. 38 - внешний вид нижней части упаковочной емкости в соответствии с третьей модификацией пятнадцатого варианта выполнения настоящего изобретения, если смотреть снаружи упаковочной емкости.
Фиг. 39 - внешний вид нижней части упаковочной емкости в соответствии с четвертой модификацией пятнадцатого варианта выполнения настоящего изобретения, если смотреть снаружи упаковочной емкости.
Фиг. 40 - схематичный вид в сечении около нижней части упаковочной емкости в соответствии с пятнадцатым вариантом выполнения настоящего изобретения.
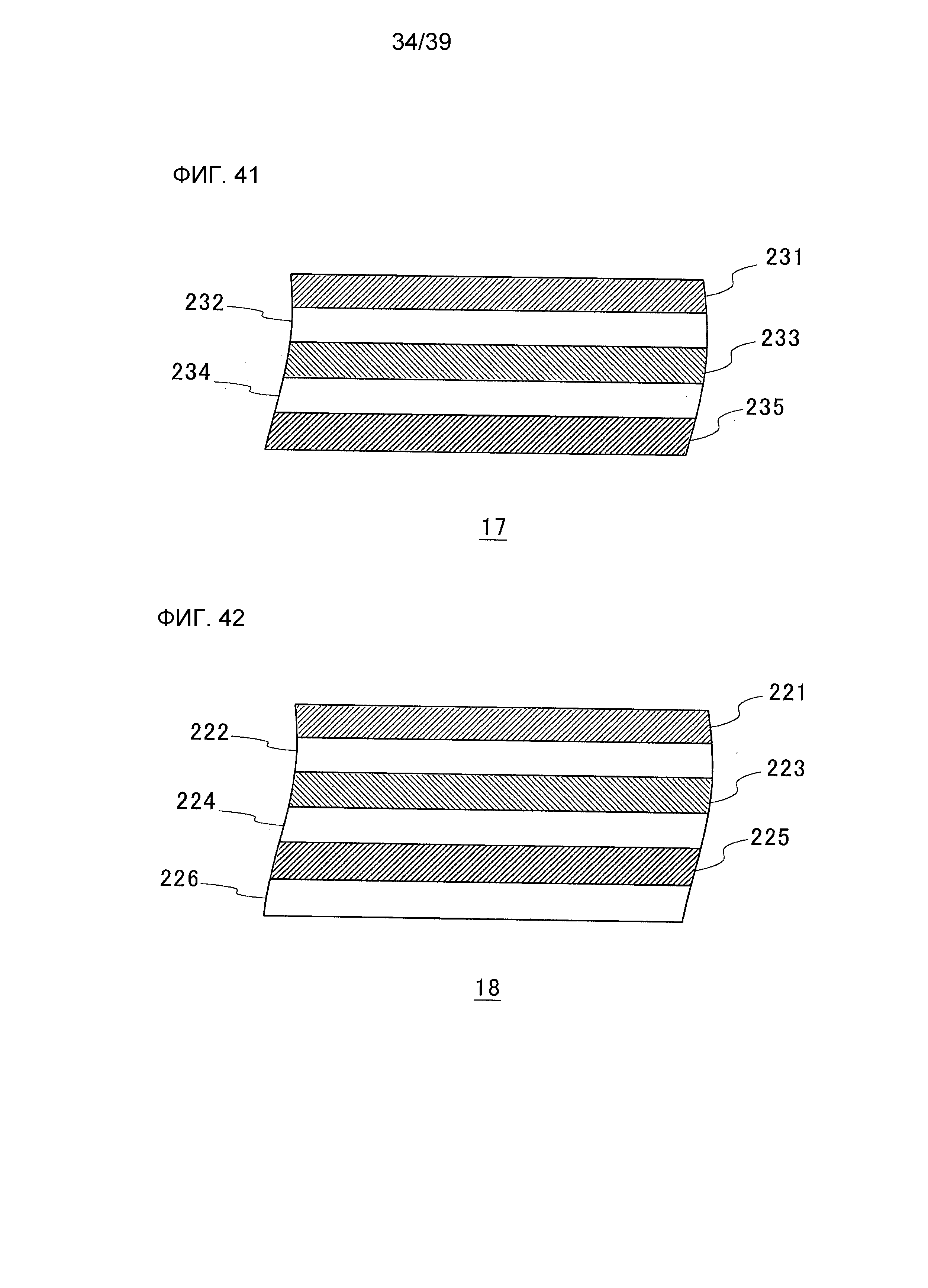
Фиг. 41 показывает структуру слоев части боковой поверхности упаковочной емкости в соответствии с пятнадцатым вариантом выполнения настоящего изобретения.
Фиг. 42 показывает структуру слоев нижней части упаковочной емкости в соответствии с пятнадцатым вариантом выполнения настоящего изобретения.
Фиг. 43 показывает проблему, которая решается настоящим изобретением.
Фиг. 44 - вид сверху и в схематичном сечении этикетки в соответствии с шестнадцатым вариантом выполнения настоящего изобретения.
Фиг. 45 - вид в перспективе упаковочной емкости в соответствии с шестнадцатым вариантом выполнения настоящего изобретения.
Фиг. 46 - вид в вертикальном сечении упаковочной емкости в соответствии с шестнадцатым вариантом выполнения настоящего изобретения.
Фиг. 47 - вид в перспективе упаковочной емкости, к которой приклеена обычная этикетка.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0033] (Первый вариант выполнения)
Ниже описан первый вариант выполнения настоящего изобретения. Фиг. 1 - вид спереди (a) и вертикальное сечение (b) воронкообразного компонента 101 в соответствии с настоящим вариантом выполнения.
[0034] Воронкообразный компонент 101 целиком формуется путем использования листового элемента, включающего бумагу и герметизирующий слой, и содержит воронкообразную часть 102, выпускную часть 103 и боковую стеночную часть 104. Материалом листового элемента является, например, полиэтилен (PE), бумага и полиэтилен, которые формируют ламинированную структуру. Воронкообразная часть 102 имеет форму круглого усеченного конуса, в котором диаметр уменьшается от стороны с широким отверстием к стороне с узким отверстием. Отверстие 105, то есть одно из отверстий воронкообразного компонента 101, образовано на стороне с широким отверстием. Выпускная часть 103 присоединяется на стороне с узким отверстием. Выпускная часть 103 имеет цилиндрическую форму и имеет часть отверстия 106, то есть другое из отверстий воронкообразного компонента 101. Боковая стеночная часть 104 имеет цилиндрическую форму, в которой диаметр почти одинаков, окружает наружную поверхность воронкообразной части 102 и соединена с периферийным краем вокруг отверстия 105.
[0035] В выпускной части 103 загнутый участок 206 образован частью листового элемента, согнутого внутрь. Загнутый участок 206 приварен к другой части листового элемента выпускной части 103. Загнутый участок 206 обеспечивает повышение прочности участка с отверстием 106. Кроме того, множество линейных рифлей 107 предусмотрены на воронкообразной части 102 и выпускной части 103. Линейные рифли 107 продолжаются радиально вдоль линий пересечений между воронкообразным компонентом 101 и плоскостями, включающими центральную ось воронкообразного компонента 101. Каждая из линейных рифлей 107 приваривается в состоянии, когда линейные рифли сжимаются так, чтобы удалить поры в бумаге, как описано ниже. Таким образом, общая прочность воронкообразного компонента 101 увеличивается.
[0036] Как показано на частично увеличенном виде, представленном на фиг. 1(b), выпускная часть 103 может быть сужена так, чтобы она имела вращательно симметрическую форму относительно центральной оси воронкообразного компонента 101. Угол сужения (θ на фиг. 1(b)) выпускной части 103 предпочтительно устанавливается от 0° до 15°. В этих границах угол сужения более предпочтительно устанавливается от 5° до 10°. Чем больше угол сужения, тем легче удалить воронкообразный компонент из матрицы штампа, когда воронкообразный компонент производится, как описано ниже. Однако когда угол сужения составляет более 15°, прочность выпускной части уменьшается. Когда угол сужения составляет 0°, хотя прочность против вздутия воронкообразного компонента 101 является максимальной, эффективность удаления воронкообразного компонента из матрицы штампа уменьшается, как описано выше. Кроме того, размер выпускной части 103 вдоль направления центральной оси воронкообразного компонента предпочтительно устанавливается от 7 мм до 15 мм. Когда высота выпускной части 103 составляет менее 7 мм, не может быть выполнено вставление в резервуар кофеварки, как описано ниже. С другой стороны, когда высота выпускной части 103 составляет более 15 мм, выпускная часть ударяется о компонент резервуара.
[0037] Исходный материал в форме секторов, которые в совокупности образуют воронкообразный компонент 101, образован листовым элементом, включающим слои бумаги и полимеров, при использовании матрицы штампа. Исходный материал прокатывается, чтобы наложить друг на друга и запечатать линейные части боковых краев, таким образом, временно формируя промежуточный продукт в виде круглого усеченного конуса. После этого промежуточный продукт подвергается процессу вытягивания, чтобы образовать каждую часть воронкообразного компонента 101. Исходный материал имеет множество линейных рифлей 107, как показано на фиг. 2(a). Когда промежуточный продукт нагревается во время процесса вытягивания, герметизирующий слой сваривается в таком состоянии, где впадины и выступы частей линейных рифлей 107 сжимаются, как показано на фиг. 2(b). Путем такого сжатия впадин и выступов нанесенной линии 107 жесткость воронкообразной части 102 увеличивается. Кроме того, это поддерживает горизонтальное поперечное сечение так, чтобы оно было круглым. Поэтому вместо обычных воронкообразных компонентов, сделанных из полимеров, может использоваться этот воронкообразный компонент.
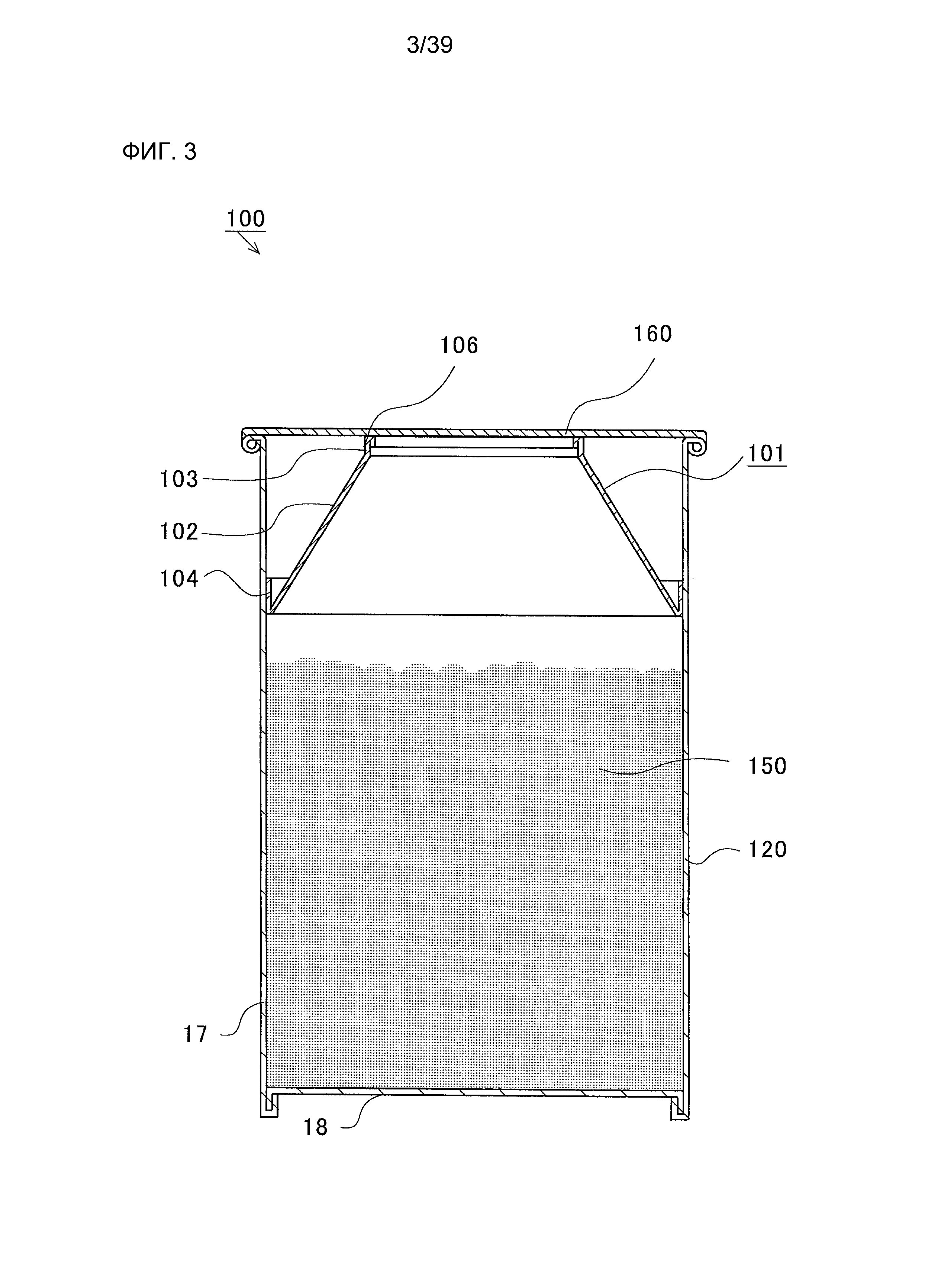
[0038] Фиг. 3 - вид в вертикальном сечении упаковочной емкости 100, которая содержит воронкообразный компонент 101, описанный выше. Упаковочная емкость 100 содержит цилиндрический корпус емкости 120, воронкообразный компонент 101 и герметизирующую крышку 160. Боковая стеночная часть 104 воронкообразного компонента 101 вставлена в корпус емкости 120 и соединена с внутренней поверхностью корпуса емкости 120. Кроме того, край участка с отверстием 106 выпускной части 103 и край открытого конца корпуса емкости 120 являются компланарными друг другу. Край участка с отверстием 106 может быть образован так, чтобы он немного выступал из корпуса емкости 120 наружу из плоскости, включающей край открытого конца корпуса емкости 120. Содержимое 150 упаковывается в корпус емкости 120, и открытый конец корпуса емкости 120 запечатывается герметизирующей крышкой 160. Когда содержимое 150 упаковывается, сопло наполнительной машины вставляется в выпускную часть 103. Когда содержимое 150 является порошкообразным, зазор между соплом и частью отверстия 106 закрывается крышкой сопла, и весь край выпускной части 103 слегка прижимается крышкой сопла, чтобы предотвратить рассыпание содержимого. В настоящем варианте выполнения угол сужения выпускной части 103 меньше или равен 15°, и поэтому прочность выпускной части 103 против прижима гарантированно достигается. Таким образом, даже когда выполняется нажим крышкой сопла, деформация воронкообразного компонента 101 предотвращается.
[0039] Повышение прочности, как описано выше, предотвращает деформацию воронкообразного компонента 101, когда воронкообразный компонент 101 устанавливается в корпус емкости 120, или во время хранения и использования (когда содержимое передается в емкость для хранения) после того, как содержимое 150 упаковано. Например, во время хранения состояние, в котором положение края участка с отверстием 106 выпускной части 103 опускается, образуя зазор в части контакта с герметизирующей крышкой 160, и содержимое 150 перемещается через зазор на внешнюю сторону воронкообразного компонента 101, может быть предотвращен. Кроме того, путем сжатия линейных рифлей 107 предотвращается попадание и застревание содержимого 150 в линейных рифлях 107, когда содержимое 150 передается в емкость для хранения. В качестве материала листового элемента может использоваться герметизирующий слой, в котором термопластичная смола или расплавленный адгезив используется для одного или обоих из внешнего слоя и внутреннего слоя. Кроме того, листовой элемент может и не включать бумагу.
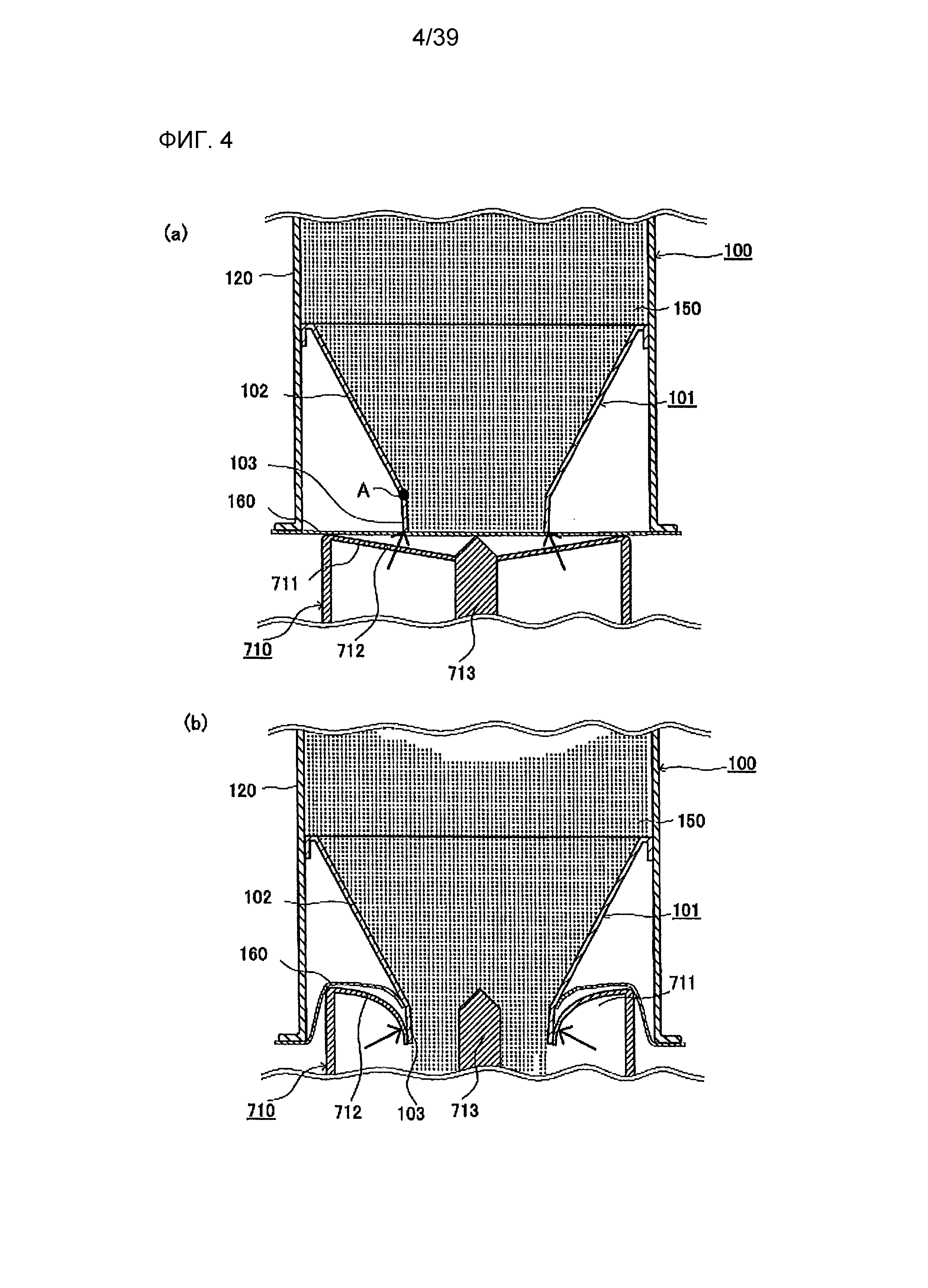
[0040] Фиг. 4 - вид в сечении, показывающий состояние, в котором используется упаковочная емкость по фиг. 3. Резервуар 710, показанный на фиг. 4, представляет примерную емкость, которая должна быть заново наполнена содержимым 150. На фиг. 4 другие части резервуара 710, кроме наливного отверстия, не показаны.
[0041] Как показано на фиг. 4(a), во время операции передачи и повторного заполнения упаковочная емкость 100 прижата к резервуару 710 в таком состоянии, что герметизирующая крышка 160 находится напротив отверстия 711 резервуара 710.
[0042] Когда герметизирующая крышка 160 прорезается открывающим элементом 713 резервуара 710, центральная часть резинового элемента 712, который покрывает резервуар 710, прижимается и расширяется выпускной частью 103 упаковочной емкости 100, как показано на фиг. 4(b), и выпускная часть 103 вставляется через отверстие 711 в резервуар 710. В этом состоянии содержимое 150 входит в резервуар 710 вдоль внутренней поверхности воронкообразного компонента 101.
[0043] Однако, когда упаковочная емкость 100 прижимается и вставляется в состоянии, показанном на фиг. 4(a), упаковочная емкость 100 иногда может быть нажата и вставлена не вертикально вниз, а по диагонали. В случае, когда упаковочная емкость 100 прижимается и вставляется вниз по диагонали, когда выпускная часть 103 контактирует с резиновым элементом 712, сила прижима в диагональном направлении (например, в направлении, показанном стрелками на фиг. 4(a)) прикладывается к выпускной части 103. В настоящем варианте выполнения целостность воронкообразного компонента 101 не нарушается, и только выпускная часть 103 деформируется от границы A благодаря силе давления, прилагаемой к воронкообразному компоненту 101. Следовательно, деформация воронкообразной части 102 эффективно уменьшается.
[0044] (Второй вариант выполнения)
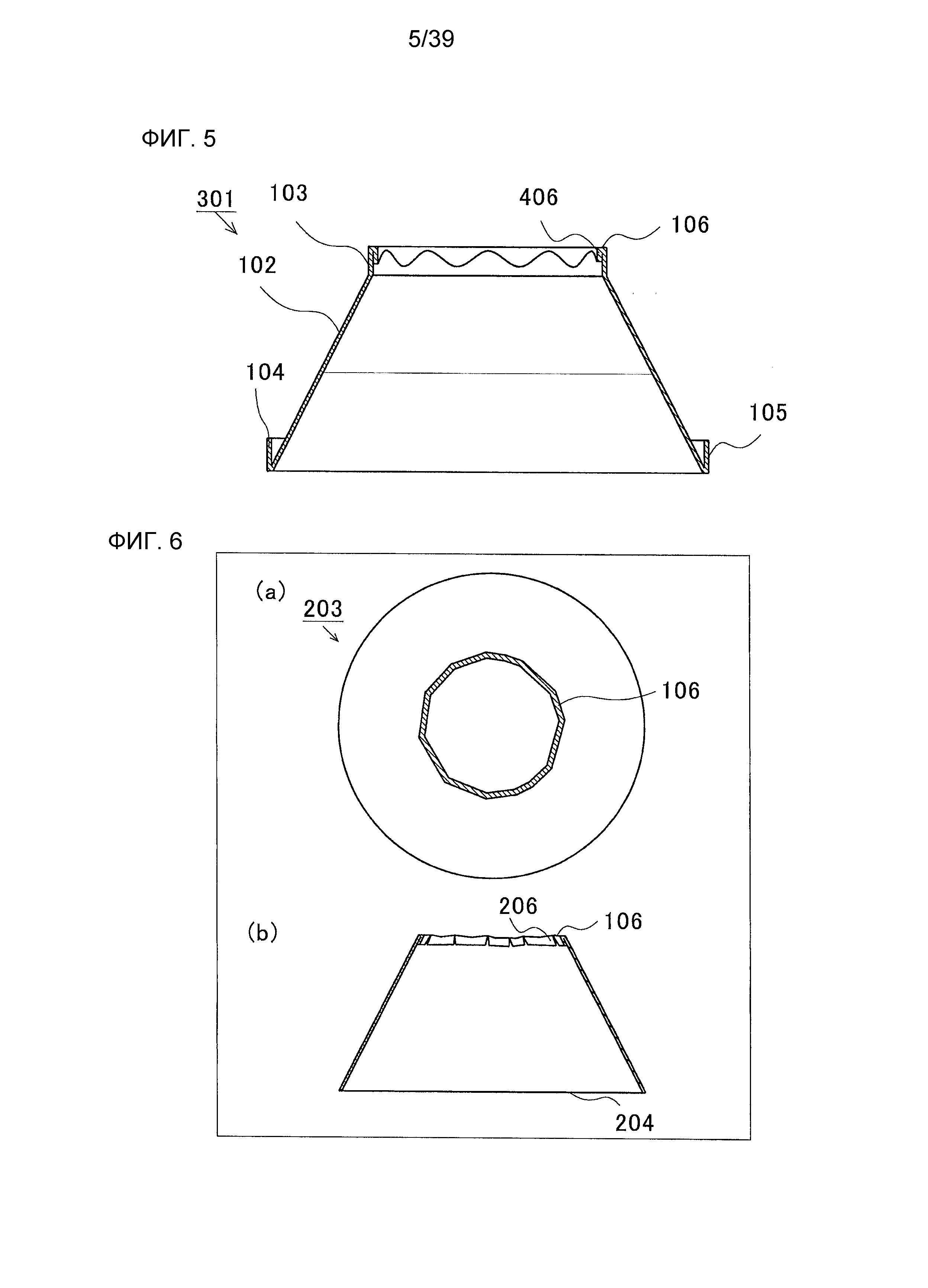
Ниже описан второй вариант выполнения настоящего изобретения. Фиг. 5 - вид в вертикальном сечении воронкообразного компонента 301 в соответствии с настоящим вариантом выполнения. Воронкообразный компонент 301 отличается от воронкообразного компонента 101 первого варианта выполнения тем, что воронкообразный компонент 301 содержит загнутую часть 406, имеющую гофрированный (волнистый) край. Другие части являются одинаковыми для воронкообразных компонентов 301 и 101 и обозначаются теми же позициями. Формы отогнутых частей отличаются из-за формы исходного материала, используемого для производства воронкообразного компонента 301, и формы исходного материала, используемого для производства воронкообразного компонента 101, которые отличаются друг от друга.
[0045] В процессе формования воронкообразного компонента 301, когда часть стороны с узким отверстием промежуточного продукта в форме круглого усеченного конуса отгибается таким образом, что угол сужения становится больше или равным около 10°, разность между периферической длиной линии сгиба и периферической длиной части около края листового элемента увеличивается, и эта разность не может быть поглощена удлинением листового элемента. Поэтому когда выполняется сгибание назад (на себя), край загнутой части может разорваться из-за высокой силы растяжения, прикладываемой по периферическому направлению.
[0046] Фиг. 6 представляет вид сверху (a) и вид спереди (b) промежуточного продукта 203 в случае разрывов, образующихся из-за сгибания упомянутого участка. Как показано на фиг. 6, когда загнутый участок 206 разрывается, часть отверстия 106 не является круглой, но имеет многоугольную форму, в которой концы разрывов являются вершинами многоугольника, и напряжение концентрируется на вершинах, посредством чего вероятность образования разрывов увеличивается. Кроме того, высоты в вершинах неодинаковы, и верхняя поверхность участка с отверстием 106 не является плоской. Следовательно, давление может быть оказано, когда край открытого конца корпуса емкости 120 запечатывается герметизирующей крышкой 160, посредством чего качество может быть ухудшено. Кроме того, когда разрезы заранее образованы в загнутой части 206, хотя это и препятствует образованию разрывов во время сгибания, сами разрезы могут вызвать аналогичное ухудшение качества.
[0047] С другой стороны, в загнутой части 406 настоящего варианта выполнения высокая сила растяжения не прикладывается к выступающим частям (частям, которые находятся далеко от линии сгиба, которая является краем участка с отверстием 106) гофрированной линии во время сгибания. Кроме того, во внутренних частях гофрированной линии напряжение, скорее всего, будет рассеяно по сравнению с тем случаем, в котором обеспечиваются разрезы, имеющие острые углы. Следовательно, вероятность образования разрывов становится меньше, посредством чего описанное выше ухудшение качества может быть предотвращено. Следовательно, в настоящем варианте выполнения сгибание и сварка загнутой части 406 могут быть выполнены перед процессами формирования выпускной части 103 и удаления сужения.
[0048] Кроме того, высокая сила сопротивления не прилагается к завальцовывающей внутрь головке, используемой, чтобы образовать загнутую часть 406, со стороны края загнутой части 406, посредством чего процесс ее сгибания может быть выполнен с низким давлением. Следовательно, частота производственных сбоев, когда загибаются и другие части кроме линий сгиба, деформируя при этом воронкообразный компонент 301, может быть уменьшена, даже когда небольшое количество жидких парафинов применяется, чтобы улучшить относительное скольжение матрицы штампа и листового элемента.
[0049] (Третий вариант выполнения)
Фиг. 7 представляет вид сверху и вид спереди воронкообразного компонента в соответствии с третьим вариантом выполнения настоящего изобретения. Фиг. 8 представляет поперечное сечение, сделанное по линии A-A’, представленной на фиг. 7(a).
[0050] Воронкообразный компонент 501 третьего варианта выполнения отличается от воронкообразных компонентов первого и второго вариантов выполнения формами воронкообразной части и боковой стеночной части. В последующем описании компоненты, аналогичные компонентам первого или второго варианта выполнения, не описываются.
[0051] Воронкообразная часть 502 сужается так, чтобы иметь вращательно симметричную форму относительно центральной оси, и содержит первую сужающуюся часть 512 на стороне с широким отверстием и вторую сужающуюся часть 522, находящуюся ближе к узкому отверстию, чем первая сужающаяся часть 512. Угол сужения θ2 второй сужающейся части 522 больше, чем угол сужения θ1 первой сужающейся части 512. Кроме того, выпускная часть 503 сужается так, чтобы иметь вращательно симметричную форму относительно центральной оси, и имеет угол сужения θ3. Как и в первом варианте выполнения, угол сужения θ3 предпочтительно задается от 0° до 15°. Кроме того, как показано на фиг. 8, загнутый участок 606 выпускной части 503 имеет гофрированный (волнистый) край. Кроме того, в наружной поверхности воронкообразного компонента 501 на первой сужающейся части 512 по направлению к выпускной части 503 с помощью процесса тиснения формируются углубления 508. Углубления 508 продолжаются радиально вдоль линий пересечения между воронкообразным компонентом 501 и плоскостями, включающими центральную ось воронкообразного компонента 501. Кроме того, боковая стеночная часть 504 образована так, чтобы она была гофрированной таким образом, что расстояния от центральной оси воронкообразной части 502 увеличиваются или уменьшаются на горизонтальном сечении, ортогональном центральной оси воронкообразного компонента 501, как показано на фиг. 7(a). Боковая стеночная часть 504 может быть гофрирована таким образом, что гофрируется по меньшей мере верхний край боковой стеночной части 504.
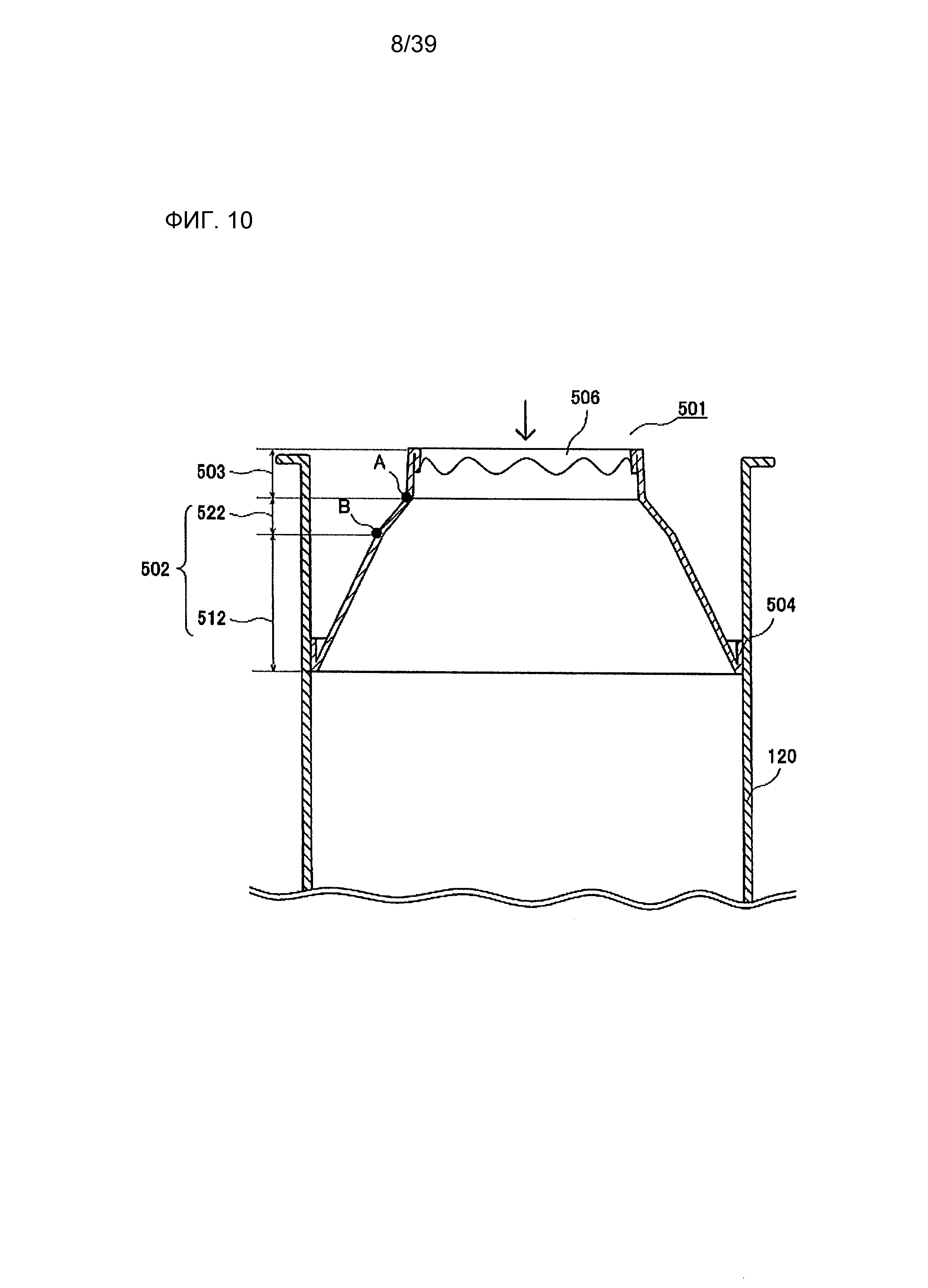
[0052] Воронкообразный компонент 501, образованный, как описано выше, устанавливается в корпусе емкости 120, как показано на фиг. 10. Воронкообразный компонент 501 устанавливается таким образом, что боковая стеночная часть 504 нагревается горячим воздухом, чтобы расплавить герметизирующий материал, после этого воронкообразный компонент 501 вставляют в корпус емкости 120, и боковую стеночную часть 504 воронкообразного компонента 501 прижимают и расширяют, чтобы припрессовать воронкообразный компонент 501 к внутренней поверхности корпуса емкости 120.
[0053] В процессе формирования воронкообразного компонента 501 в случае, когда часть края на стороне с широким отверстием промежуточного продукта в форме круглого усеченного конуса просто сгибается, чтобы образовать боковую стеночную часть, на верхнем краю боковой стеночной части происходит деформирование из-за разности между периферическими длинами загибаемой части (а именно соединительной части между боковой стеночной частью и воронкообразной частью) и верхним концом боковой стеночной части, как показано на фиг. 9. Из-за этого деформирования, когда воронкообразный компонент, нагретый горячим воздухом, вставляется в корпус емкости, может образовываться трение между наружной поверхностью боковой стеночной части и открытым концом или внутренней поверхностью корпуса емкости, в результате чего может образовываться полимерная пыль или может уменьшиться прочность адгезии между боковой стеночной частью и корпусом емкости.
[0054] С другой стороны, в воронкообразном компоненте 501 третьего варианта выполнения боковая стеночная часть 504 имеет в горизонтальном сечении гофрированную форму, и таким образом разница в периферической длине боковой стеночной части 504 может быть поглощена, как описано выше, и деформирование верхнего края боковой стеночной части 504 может быть уменьшено. Кроме того, поскольку боковая стеночная часть 504, имеющая гофрированную форму, является растягиваемой, внешний диаметр боковой стеночной части 504 проектируется так, чтобы он был немного меньше, чем внутренний диаметр корпуса емкости 120, и боковая стеночная часть 504 прижимается и расширяется при соединении, предотвращая таким образом появление трения, когда воронкообразный компонент 501 вставляется в корпус емкости 120.
[0055] Как показано на фиг. 10, воронкообразный компонент 501 настоящего варианта выполнения содержит первую сужающуюся часть 512 и вторую сужающуюся часть 522, которые соответственно имеют различные углы сужения. В этой структуре на границе между выпускной частью 503 и второй сужающейся частью 522 и на границе B между второй сужающейся частью 522 и первой сужающейся частью 512 возможна деформация воронкообразного компонента 501, и эта деформация обеспечивает поглощение силы нажатия, прикладываемой к выпускной части 503. Например, корпусы емкостей, показанные на фиг. 10, складываются стопкой вертикально один на другой и транспортируются или хранятся. Кроме того, на выпускную часть 503 может быть оказано давление герметизирующей крышкой наполнительного сопла при упаковке содержимого. В этих случаях сила давления, прикладываемая к выпускной части 503, поглощается деформирующимся воронкообразным компонентом 501, эффективно уменьшая, таким образом, смятие воронкообразного компонента 501. В третьем варианте выполнения амортизирующее свойство, демонстрируемое воронкообразным компонентом 501, может предотвратить смятие, даже когда применяется более значительная внешняя сила.
[0056] В качестве примера рассмотрим случай, в котором воронкообразный компонент 501 с высотой 45 мм и внешним диаметром 94 мм на стороне с широким отверстием и внешним диаметром 64 мм на стороне с узким отверстием был образован с использованием листа, в котором слои полиэтилена, имеющие толщину 30 мкм, были расположены с обеих сторон листа бумаги, имеющего удельный вес 300 г/м2(толщина 350 мкм). В этом случае даже когда воронкообразный компонент 501 был деформирован так, чтобы изменить высоту на 3 мм (нагрузка 120 Н была приложена к концу выпускной части воронкообразного компонента), никакого смятия не произошло.
[0057] Воронкообразный компонент 501 соединяется с внутренней частью корпуса емкости 120 таким образом, что открытый конец выпускной части 503 немного выступает из корпуса емкости 120 в направлении наружу из плоскости, которая содержит край открытого конца корпуса емкости 120, как показано на фиг. 10. Таким образом, после того, как часть отверстия 506 запечатывается герметизирующей крышкой (не показана), герметизирующая крышка постоянно прижата краем выпускной части 503, и поэтому попадание содержимого (не показано) на внешнюю сторону воронкообразного компонента 501 маловероятно.
[0058] (Модификация третьего варианта выполнения)
Воронкообразный компонент третьего варианта выполнения может включать боковую стеночную часть, имеющую гофрированное горизонтальное поперечное сечение, которое образуется с помощью процесса тиснения.
[0059] (Четвертый вариант выполнения)
Фиг. 11 представляет вид в перспективе воронкообразного компонента в соответствии с четвертым вариантом выполнения.
[0060] Воронкообразный компонент 701 четвертого варианта выполнения содержит те же самые воронкообразную часть и выпускную часть, которые описаны для воронкообразного компонента 501 третьего варианта выполнения, и включают боковую стеночную часть 704, которая отличается от боковой стеночной части третьего варианта выполнения. Боковая стеночная часть 704, на стороне с широким отверстием, образована загнутым наружу концевым участком, при этом боковая стеночная часть 704 имеет множество линейных рифлей 707, которые продолжаются параллельно центральной оси воронкообразной части.
[0061] На стадии процесса формирования боковой стеночной части 704 загнутый участок на стороне с широким отверстием вытягивается с использованием матрицы штампа, посредством чего загнутый участок сжимается в направлении окружности. Внешний диаметр боковой стеночной части 704 проектируется так, чтобы он стал меньше, чем внутренний диаметр корпуса емкости, в результате процесса вытягивания, прежде чем воронкообразный компонент 701 будет установлен в корпус емкости. После того как воронкообразный компонент 701 вставлен в корпус емкости, боковая стеночная часть 704 прижимается и расширяется с использованием матрицы штампа и приваривается к внутренней поверхности корпуса емкости. В случае, когда линейные рифли 707 обеспечиваются, расширяются и сжимаются на боковой стеночной части 704, как описано выше, когда герметизирующий материал на наружной поверхности боковой стеночной части 704 плавится и выполняется вставление в корпус емкости, образование полимерной пыли из-за трения между герметизирующим материалом и внутренней поверхностью корпуса емкости или уменьшение прочности адгезии может быть предотвращено, как и в третьем варианте выполнения.
[0062] Как описано выше, листовой элемент, содержащий бумагу, перфорируется и после этого подвергается штамповке (выпрессовке), посредством которой воронкообразный компонент, в котором поддерживается прочность, может быть обеспечен с низкими затратами. Кроме того, может быть достигнута экономия ресурсов по сравнению с тем случаем, когда используется обычный воронкообразный компонент, изготовленный из полимеров. Такой способ производства воронкообразного компонента может быть применен различным образом к другим продуктам, таким как бумажные стаканчики, которые формуются таким образом. Кроме того, данный способ может быть применен к продуктам, которые формируются таким образом и имеют многоугольные горизонтальные поперечные сечения, а также к продуктам, которые формируются таким образом и имеют круглые горизонтальные поперечные сечения.
[0063] Ниже описан пример четвертого варианта выполнения настоящего изобретения.
[0064] В настоящем примере корпус емкости 120 содержит боковую стенку 17, сформованную в цилиндрическую форму с использованием прямоугольного листового элемента, и нижнюю часть 18, сформованную с использованием круглого нижнего элемента. Кроме того, фланцевый участок 12 на открытом конце корпуса емкости 120 образован согнутым наружу участком боковой стеночной части 17. Фланцевый участок 12 может быть завернутым (закатанным) участком, образованным концевым участком боковой стенки 17, согнутым наружу по всей периферии так, чтобы он имел изогнутую поверхность. Альтернативно фланцевый участок 12 может быть образован изогнутым участком, сжимаемым и уплощаемым.
[0065] Корпус емкости 120 изготавливается из материала, включающего в качестве основного компонента бумагу, с учетом уменьшения веса емкости, облегчения утилизации и экономии ресурсов. Например, может использоваться ламинированная пленка, образованная бумагой и полимером. Когда требуется газобарьерное свойство, в ламинированной структуре содержится газобарьерный слой, такой как напыленная прозрачная пленка, алюминиевая фольга и т. п.
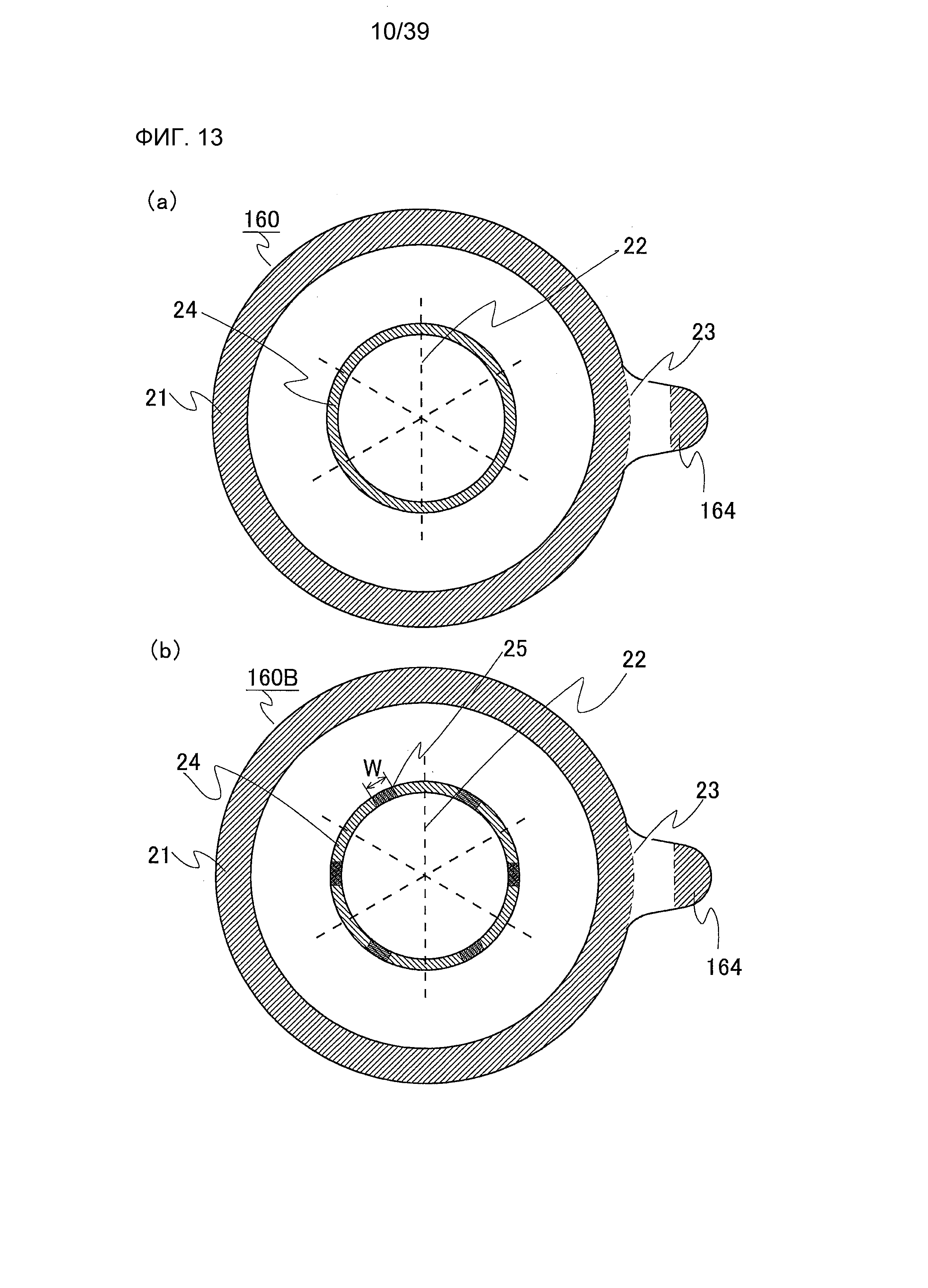
[0066] Фиг. 12 - вид в сечении, показывающий состояние, в котором открытый конец упаковочной емкости 100 настоящего примера запечатывается герметизирующей крышкой 160. Фиг. 13(a) представляет вид сверху герметизирующей крышки 160 в соответствии с существующим примером. Периферийная часть 21 герметизирующей крышки 160 термически приваривается к фланцевому участку 12 корпуса емкости 120. Кроме того, множество радиальных линий перфорации 22 образовано в центральной части герметизирующей крышки 160, и линии перфорации 22 разрываются силой нажатия, прикладываемой к герметизирующей крышке 160 со стороны повторно заполняемой емкости во время использования.
[0067] Как описано выше, поскольку участок с отверстием на стороне с узким отверстием воронкообразного компонента 701 выступает из открытого конца корпуса емкости, участок с отверстием на стороне с узким отверстием воронкообразного компонента 701 и герметизирующая крышка 160 поддерживаются в плотном контакте друг с другом в части контакта 24 в том состоянии, когда упаковывается содержимое 150 и выполняется запечатывание герметизирующей крышкой 160. В результате, даже когда упаковочная емкость 100 падает набок или переворачивается вверх дном при использовании, попадание содержимого 150 на внешнюю сторону воронкообразного компонента 701 предотвращается.
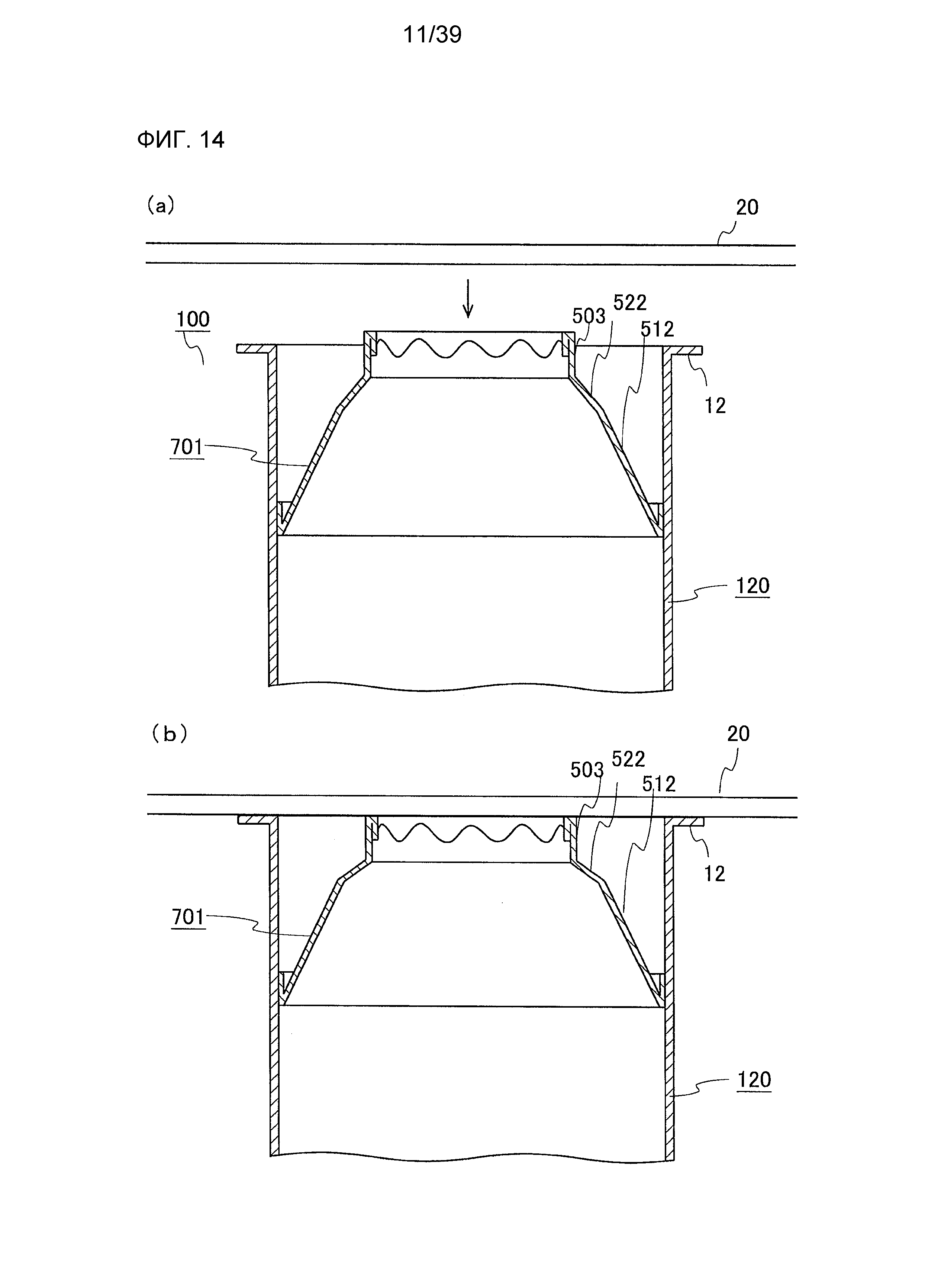
[0068] Фиг. 14 - вид в сечении, показывающий способ складывания упаковочных емкостей перед упаковкой содержимого в соответствии с настоящим примером.
[0069] Когда упаковочные емкости 100 транспортируются или хранятся, плоский элемент 20, такой как ламинированная доска или ламинированная бумага, помещается со стороны открытой части корпуса емкости 120 на множество упаковочных емкостей 100, выровненных и стоящих на поддоне, и на этот плоский элемент 20. Кроме того, поочередно складывается множество упаковочных емкостей 100 и следующий плоский элемент 20. Когда плоский элемент 20 помещается на упаковочную емкость 100, как показано на фиг. 14(a), соединительная часть между первой сужающейся частью 512 и второй сужающейся частью 522 и соединительная часть между второй сужающейся частью 522 и выпускной частью 503 сгибаются и деформируются, как показано на фиг. 14(b), посредством чего воронкообразная часть 502 сжимается. Когда, как в воронкообразном компоненте 701 настоящего примера, от стороны с широким отверстием к стороне с узким отверстием предусматриваются первая сужающаяся часть 512 и вторая сужающаяся часть 522, имеющая угол сужения больший, чем у первой сужающейся части 512, вторая сужающаяся часть 522 может быть упруго деформирована. Поэтому даже когда со стороны плоского элемента 20 прикладывается сила давления, необратимая деформация воронкообразной части 502 и выпускной части 503 может быть предотвращена.
[0070] Ниже описано расстояние, на которое выступает воронкообразный компонент 701, когда воронкообразный компонент 701 образован из материала, включающего в качестве основного компонента бумагу.
[0071] Фиг. 15 показывает график, представляющий соотношение между нагрузкой, приложенной к воронкообразному компоненту, и смещением. На фиг. 15 сплошная линия и пунктирная линия представляют результаты испытаний двух образцов соответственно.
[0072] Более конкретно фиг. 15 показывает результат, полученный, когда образцы, в каждом из которых воронкообразный компонент 701 был установлен в корпус емкости 120 в состоянии, в котором участок с отверстием на стороне с узким отверстием воронкообразного компонента 701 выступает из плоскости, включающей открытый конец корпуса емкости 120, на несколько миллиметров (однако не менее чем на 2 мм), были подготовлены, и нагрузка была приложена к каждому участку с отверстием на стороне с узким отверстием, чтобы измерить соотношение между смещением участка с отверстием на стороне с узким отверстием и силой отталкивания от участка с отверстием на стороне с узким отверстием. В соответствии с результатом, показанным на фиг. 15, когда смещение участка с отверстием на стороне с узким отверстием изменяется от 0 мм до около 2,2 мм (в диапазоне от начала координат до вершины графика), сила отталкивания от участка с отверстием на стороне с узким отверстием увеличивается, а когда смещение становится больше 2 мм, сила отталкивания от участка с отверстием на стороне с узким отверстием уменьшается. Этот результат показывает, что когда смещение участка с отверстием на стороне с узким отверстием изменяется от 0 мм до 2,2 мм, воронкообразная часть 502 и выпускная часть 503 упруго деформируются, а когда смещение становится больше чем около 2,2 мм, воронкообразная часть 502 и выпускная часть 503 деформируются необратимо.
[0073] В соответствии с результатом, показанным на фиг. 15, в случае, когда расстояние, на которое выступает участок с отверстием на стороне с узким отверстием воронкообразного компонента 701, составляет больше чем 0 мм и меньше или равно 2 мм, воронкообразная часть 502 и выпускная часть 503 не сминаются, даже когда упаковочные емкости 100 складываются в состоянии, показанном на фиг. 14(b), и воронкообразная часть 502 и выпускная часть 503 восстанавливают свое исходное положение, когда снимается нагрузка с участка с отверстием на стороне с узким отверстием воронкообразного компонента 701. На практике было подтверждено, что в случае, когда нагрузка прикладывается к участку с отверстием на стороне с узким отверстием воронкообразного компонента 701 в состоянии, показанном на фиг. 14(b), в течение двух недель, и после этого нагрузка снимается, воронкообразные части 502 и выпускные части 503 для 70% или больше упаковочных емкостей 100 быстро восстанавливали свою форму. Поскольку нагрузка от плоского элемента 20 воспринимается на фланцевом участке 12 в состоянии, показанном на фиг. 14(b), воронкообразная часть 502 и выпускная часть 503 не деформируются так, чтобы превысить первоначально определенное расстояние, на которое выступает участок с отверстием на стороне с узким отверстием.
[0074] Как описано выше, выгодно, чтобы воронкообразный компонент 701 вставлялся в корпус емкости 120 таким образом, чтобы участок с отверстием на стороне с узким отверстием выступал из плоскости, включающей открытый конец корпуса емкости 120, и расстояние d, на которое участок с отверстием на стороне с узким отверстием воронкообразного компонента 701 выступает из плоскости, включающей открытый конец корпуса емкости 120, составляло более 0 мм и было меньше или равно 2 мм. В частности, когда расстояние d, на которое выступает участок с отверстием на стороне с узким отверстием, больше или равно 0,5 мм и не превышает 1,5 мм, позиционирование воронкообразного компонента 701 относительно корпуса емкости 120 облегчается, посредством чего упаковочная емкость 100 может быть легко изготовлена.
[0075] Как описано выше, в настоящем примере, поскольку участок с отверстием на стороне с узким отверстием воронкообразного компонента 701 выступает из открытого конца корпуса емкости 120, можно предотвратить попадание содержимого 150 на внешнюю сторону воронкообразного компонента 701 в состоянии, когда корпус емкости 120 заполнен содержимым 150 и запечатан герметизирующей крышкой 160. Кроме того, поскольку расстояние, на которое выступает участок с отверстием на стороне с узким отверстием воронкообразного компонента 701, оптимизировано для воронкообразного компонента 701, изготовленного из бумаги, воронкообразный компонент 701 может предотвратить необратимую деформацию, когда упаковочные емкости 100 складываются друг на друга и хранятся.
[0076] Поскольку воронкообразный компонент 701 настоящего примера может быть упруго деформирован благодаря первой сужающейся части 512 и второй сужающейся части 522, даже когда сила, прилагаемая со стороны герметизирующей крышки 160 к воронкообразному компоненту 701, изменяется из-за того, что внутреннее давление изменяется после того, как открытый конец корпуса емкости 120 запечатывается герметизирующей крышкой 160, как показано на фиг. 12, герметизирующая крышка 160 и участок с отверстием на стороне с узким отверстием воронкообразного компонента 701 могут быть поддержаны так, чтобы они оставались в тесном контакте друг с другом.
[0077] В настоящем примере герметизирующая крышка 160 имеет язычок 164, который продолжается из периферийной части герметизирующей крышки 160. Однако герметизирующая крышка 160 может и не иметь язычка 164.
[0078] (Пятый вариант выполнения)
Ниже описан пятый вариант выполнения настоящего изобретения. Части описания, аналогичные описанию примера четвертого варианта выполнения, опускаются для краткости.
[0079] Фиг. 13(b) представляет вид сверху герметизирующей крышки 160B в соответствии с настоящим вариантом выполнения. В герметизирующей крышке 160B участок с отверстием на стороне с узким отверстием воронкообразного компонента 701 и контактная часть 24, которая приклеивается к участку с отверстием на стороне с узким отверстием воронкообразного компонента 701, как описано в примере четвертого варианта выполнения, частично приклеены друг к другу в адгезивных участках 25 в областях, которые не включают линий перфорации 22, причем каждая из этих областей находится между линиями перфорации. Адгезивные участки 25 могут быть образованы термосваркой, выполняемой одновременно с термосваркой периферийной части 21 герметизирующей крышки 160B и фланцевого участка 12. Когда количество адгезивных участков 25 является чрезмерно малым, или когда ширина W каждого адгезивного участка 25 является чрезмерно малой, происходит нарушение адгезии и разделение. Когда количество адгезивных участков является чрезмерно большим, или когда ширина W каждого адгезивного участка 25 является чрезмерно большой, открытие герметизирующей крышки 160B становится затруднительным. Следовательно, когда диаметр герметизирующей крышки 160B находится в диапазоне от 60 мм до 120 мм, количество адгезивных участков 25 находится предпочтительно в диапазоне от 3 до 18, а ширина W каждого адгезивного участка 25 находится предпочтительно в диапазоне от 1 мм до 7 мм. Когда количество адгезивных участков 25 и ширина W каждого адгезивного участка 25 соответственно выбираются так, чтобы они находились в пределах вышеупомянутых диапазонов в соответствии с диаметром герметизирующей крышки 160B, адгезивные участки 25 достаточно адгезируются, и открытие может быть выполнено без проблем.
[0080] Таблица 1 показывает результаты сравнения герметизирующих крышек 160B по своему запечатывающему (адгезивному) свойству, силе нажатия, требуемой для операции открытия, открываемости и открытому состоянию для упаковочных емкостей в соответствии с настоящим вариантом выполнения, которые имели адгезивные участки 25 с шириной W, равной 2 мм, 3 мм, 4 мм и 5 мм, а также адгезивные участки 25, в которых участок с отверстием на стороне с узким отверстием воронкообразного компонента 701 приклеивался по всей периферии контактной части 24. В этом случае диаметр каждой герметизирующей крышки 160B составлял 85 мм. Для адгезивных участков 25, имеющих ширину W, равную 2 мм, 3 мм, 4 мм и 5 мм, количество адгезивных участков 25 между линиями перфорации 22 было равно одному, а общее количество адгезивных участков 25 было равно шести в каждой упаковочной емкости. В этом случае, когда ширина W изменяется от 2 мм до 5 мм, подтверждается, что, хотя имеются незначительные различия в свойстве герметизации (адгезивности) и открываемости, операция открытия успешно выполняется в каждой упаковочной емкости.
[0082] Когда обеспечиваются адгезивные участки 25, как описано выше, может быть предотвращено образование зазора между частью отверстия на стороне с узким отверстием воронкообразного компонента 701 и герметизирующей крышкой 160B из-за расширения герметизирующей крышки 160B в соответствии с изменением давления воздуха или температуры. Таким образом, попадание содержимого 150 на внешнюю сторону воронкообразного компонента 701 в случае, например, транспортировки содержимого предотвращается более надежно, и может быть получено сопротивление вздутию во время хранения.
[0083] В настоящем варианте выполнения у герметизирующей крышки 160B есть язычок 164, который продолжается из части внешней периферии герметизирующей крышки 160B. Однако герметизирующая крышка 160B может и не иметь язычка 164.
[0084] (Шестой вариант выполнения)
Ниже описан шестой вариант выполнения настоящего изобретения. Части описания, аналогичные описанию примера четвертого варианта выполнения, опускаются для краткости. Фиг. 16 представляет вид в перспективе упаковочной емкости 100 в соответствии с настоящим вариантом выполнения. Фиг. 17 представляет поперечное сечение по линии B-B’, показанной на фиг. 16.
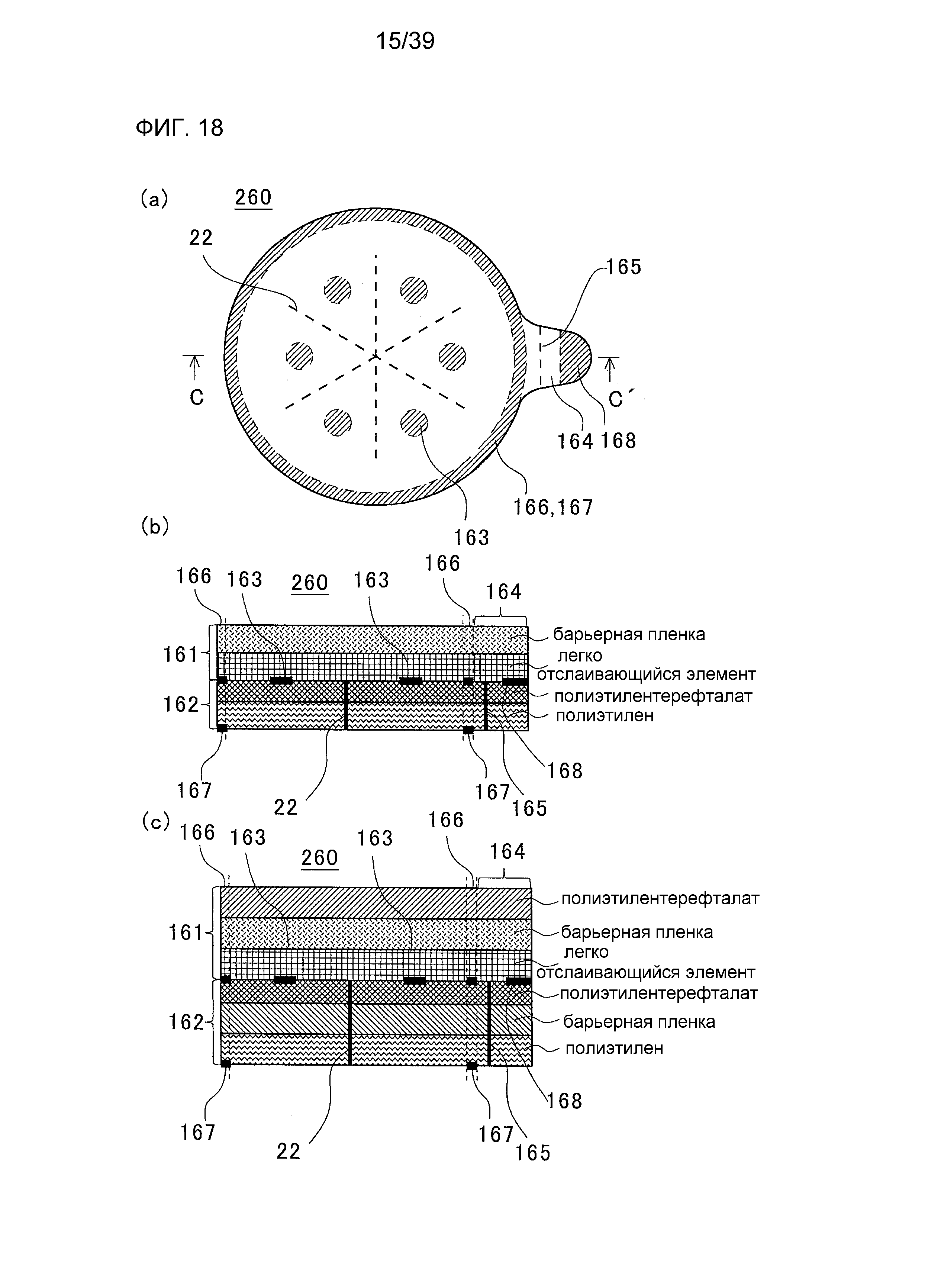
[0085] Фиг. 18(a) представляет вид сверху герметизирующей крышки 260 в соответствии с настоящим вариантом выполнения. Фиг. 18(b) схематично показывает поперечное сечение по линии C-C´, показанной на фиг. 18(a). Герметизирующая крышка 260 содержит верхнюю пленку 161, расположенную на внешней стороне, и нижнюю пленку 162, расположенную на внутренней стороне, причем верхняя пленка 161 и нижняя пленка 162 являются ламинированными. Верхняя пленка 161 имеет ламинированную структуру, включающую барьерную пленку (имеющую толщину от 12 мкм до 100 мкм) и легко отслаивающийся элемент (имеющий толщину от 1 мкм до 150 мкм), которые расположены в указанном порядке, соответственно в направлении от внешней стороны упаковочной емкости 100. Нижняя пленка 162 имеет ламинированную структуру, включающую слой полиэтилентерефталата (PET) (имеющий толщину 12 мкм) и слой полиэтилена (имеющий толщину от 30 мкм до 200 мкм), которые расположены в указанном порядке, соответственно в направлении от внешней стороны упаковочной емкости 100. В качестве барьерной пленки может использоваться пленка, имеющая пароосажденный слой неорганической окиси или напыленный металлический слой, или пленка, образованная сополимером этилена и винилового спирта (EVOH), поливиниловым спиртом (PVA) и т. п.
[0086] Альтернативно, как показано поперечным сечением, представленным на фиг. 18(c), верхняя пленка 161 может дополнительно включать слой полиэтилентерефталата (имеющий толщину 12 мкм) с внешней стороны упаковочной емкости 100. Нижняя пленка 162 может дополнительно включать барьерную пленку (имеющую толщину от 12 мкм до 100 мкм) между слоем полиэтилентерефталата и слоем полиэтилена. В частности, когда хранимое содержимое представляет собой пищевые продукты, слой полиэтилентерефталата, на котором выполняется печать чернилами, располагается поверх слоя барьерной пленки в верхней пленке 161 и в нижней пленке 162, посредством чего печать может быть выполнена с улучшенной безопасностью с точки зрения гигиены пищевого продукта.
[0087] В нижней пленке 162 образованы линии перфорации 22 так, что они продолжаются радиально из центра на заданную длину. А именно, линии перфорации 22 образованы так, чтобы они не достигали части, находящейся вблизи концевого участка внешнего периферического края герметизирующей крышки 260. Кроме того, верхняя пленка 161 и нижняя пленка 162 частично приклеены друг к другу в областях, каждая из которых находится между линиями перфорации 22, и образовано множество круглых адгезивных областей 163. Верхняя пленка 161 защищает нижнюю пленку 162, которая легко разрывается по линиям перфорации 22.
[0088] Когда корпус емкости 120 запечатывается герметизирующей крышкой 260, периферический краевой участок 167 нижней пленки 162 и фланцевый участок 12 корпуса емкости 120 прикрепляются термосваркой друг к другу, и одновременно верхняя пленка 161 и нижняя пленка 162 прикрепляются термосваркой друг к другу в периферическом краевом участке 166. Запечатывание термосваркой выполняется не только на верхней поверхности фланцевого участка 12, но также и в области, направленной наружу от верхней поверхности фланцевого участка 12, как показано стрелкой на фиг. 17. А именно, внешний периферический участок 167 нижней пленки 162 прижимается и запечатывается термосваркой вдоль области, направленной наружу от верхней поверхности фланцевого участка 12. Запечатанные термосваркой части и адгезивные области 163 показаны штриховкой на фиг. 16 и фиг. 18(a) и показаны толстыми линиями на фиг. 18(b).
[0089] Кроме того, язычок 164 образован так, чтобы он соединялся с краевой частью верхней пленки 161 и нижней пленки 162. На язычке 164 верхняя пленка 161 и нижняя пленка 162 приклеены друг к другу в области 168, которая является частью язычка 164, включающей кончик язычка 164. Другая область, в которой приклеивание не осуществляется, обеспечивается так, чтобы она проходила через весь язычок 164. Нижняя пленка 162 в той области, где приклеивание не осуществляется, содержит надрез 165, который проходит поперек язычка 164. А именно, нижняя пленка 162 разделяется надрезом 165, и язычок 164 соединяется только верхней пленкой 161.
[0090] В настоящем варианте выполнения описывается примерный случай, в котором диаметр герметизирующей крышки 260 составляет 88 мм, а линии перфорации 22 образованы как шесть линейных рифлей, которые продолжаются радиально из центра герметизирующей крышки 260. Длина каждой перфорации составляет 1,5 мм, а длина промежутков между смежными перфорациями составляет 2 мм. Количество адгезивных областей 163 равно шести, и каждая адгезивная область 163 образована между линиями перфорации 22.
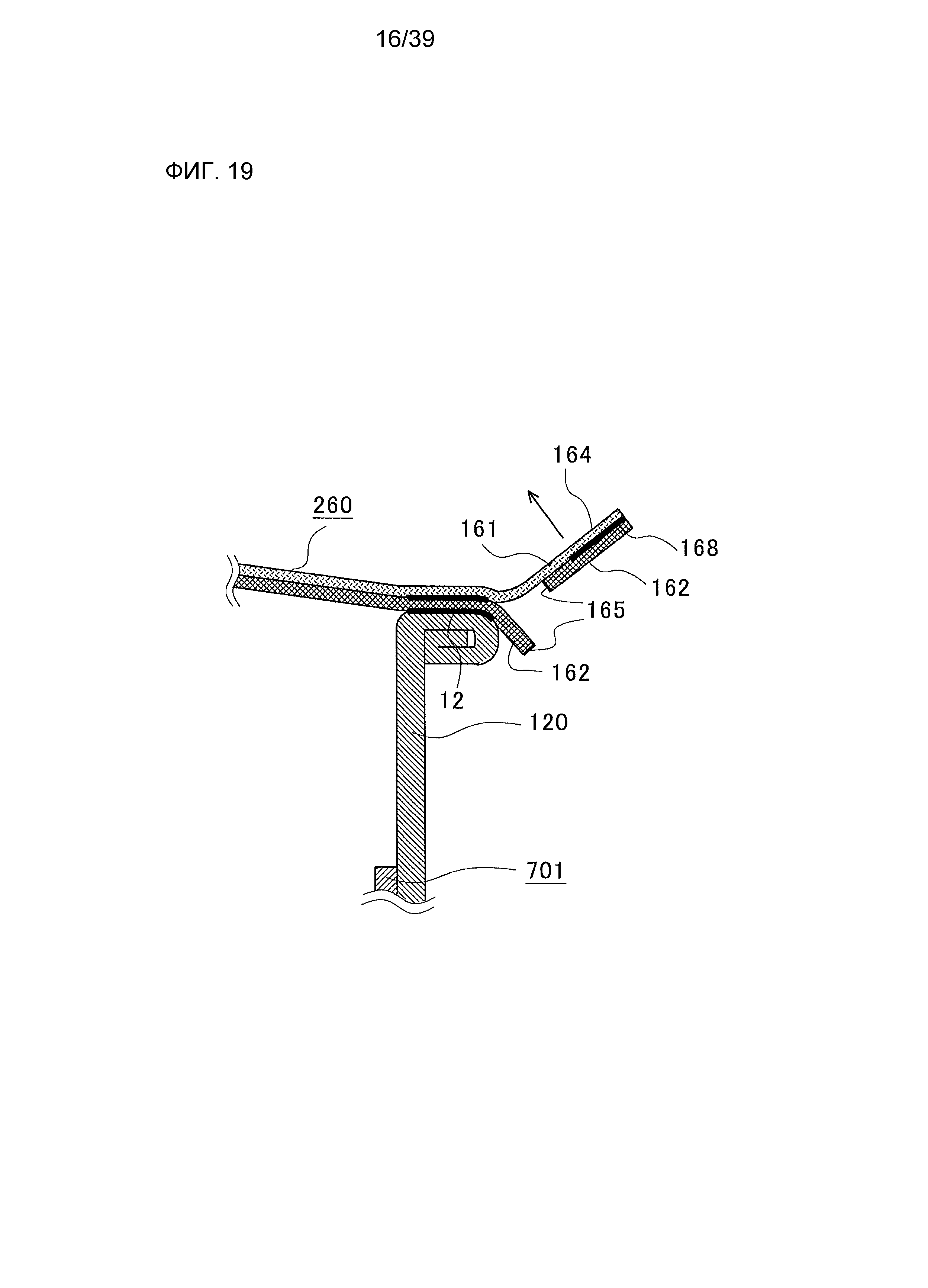
[0091] Ниже описана процедура повторного заполнения. Сначала язычок 164 берется так, чтобы потянуть герметизирующую крышку 260, чтобы удалить ее с корпуса емкости 120. Фиг. 19 представляет увеличенный вид в сечении емкости и язычка 164 в этом состоянии. Нижняя пленка 162 содержит надрез 165. Кроме того, поскольку в герметизирующей крышке 260 верхняя пленка 161 ламинирована на нижнюю пленку 162 через легкоотслаиваемый слой верхней пленки 161, область между фланцевым участком 12 и надрезом 165 содержит область, в которой фланцевый участок 12 и нижняя пленка 162 приклеены друг к другу, но верхняя пленка 161 и нижняя пленка 162 не приклеены друг к другу. Поэтому сила натяжения передается только через верхнюю пленку 161 и непосредственно не передается к той части, в которой нижняя пленка 162 и фланцевый участок 12 корпуса емкости 120 прикреплены термосваркой друг к другу. А именно, сила натяжения концентрируется на той части, где верхняя пленка 161 и нижняя пленка 162 приклеены друг к другу на фланцевом участке 12. Адгезия между легкоотслаиваемым верхним пленочным элементом 161 и полиэтилентерефталатной нижней пленкой 162 ниже, чем адгезия в результате термосварки между слоем полиэтилена нижней пленки 162 и фланцевым участком 12 корпуса емкости 120. Поэтому верхняя пленка 161 отделяется от нижней пленки 162 силой натяжения. Затем, как и в обычной технологии, нижняя пленка 162 помещается и вдавливается в отверстие емкости, которая будет повторно наполняться, чтобы разорвать герметизирующую крышку 260 вдоль линий перфорации 22, посредством чего содержимое передается через воронкообразный компонент 701 для повторного заполнения.
[0092] Герметизирующая крышка 260 нужна, чтобы поддерживать корпус емкости 120 в запечатанном состоянии, даже когда фланцевый участок 12 деформируется силой, приложенной извне к корпусу емкости 120. Верхняя пленка 161 и нижняя пленка 162 приклеены друг к другу не только в краевых частях 166 и 167, но также и в адгезивных областях 163. Поэтому даже когда фланцевый участок 12 деформируется в радиальном направлении из-за падения и т. п., и сила натяжения создается на поверхности герметизирующей крышки 260 в направлении, параллельном поверхности герметизирующей крышки 260, верхняя пленка 161 не отделяется от нижней пленки 162, и концентрация силы натяжения на линиях перфорации 22 нижней пленки 162 предотвращается, предотвращая тем самым разрыв пленки 162. В большинстве случаев, когда оценивается прочность адгезии, выполняется тест на разделение путем создания силы растяжения в направлении, перпендикулярном к поверхности адгезии. Однако адгезивные области 163 нужны, чтобы предотвратить разделение из-за силы растяжения в направлении, параллельном поверхности герметизирующей крышки 260. Поэтому, прочность адгезии в адгезивных областях 163 более адекватно оценивается в тесте на разделение путем создания силы растяжения в направлении, параллельном поверхности герметизирующей крышки 260. Прочность адгезии адгезивных областей 163 предпочтительно является такой прочностью, которая предотвращает разделение даже тогда, когда в направлении, параллельном поверхности герметизирующей крышки 260, прикладывается растягивающая сила от 30 Н до 70 Н. Подтверждено, что в случае, когда прочность адгезии больше или равна 30 Н, даже когда деформация фланцевого участка 12 корпуса емкости 120 достигает 25 мм, отделение верхней пленки 161 от нижней пленки 162 может быть предотвращено, и соответственно может быть предотвращен разрыв нижней пленки 162. С другой стороны, когда прочность адгезии больше или равна 70 Н, становится трудно отделить верхнюю пленку 161 от нижней пленки 162 для повторного заполнения.
[0093] Кроме того, поскольку периферический краевой участок 166 приварен термосваркой, свойство воздухонепроницаемости герметизирующей крышки 260 может быть надежно получено за счет слоя барьерной пленки верхней пленки 161.
[0094] Кроме того, со ссылкой на фиг. 20 будет описан способ производства герметизирующей крышки 260 и упаковочной емкости 100. Сначала, как показано на фиг. 20(a), линии перфорации 22 и надрез 165 образованы в листоподобном нижнем пленочном элементе 172, который должен быть образован в нижнюю пленку 162. После этого листоподобный верхний пленочный элемент 171, который должен быть образован в верхнюю пленку 161, ламинируется на нижний пленочный элемент 172. После этого адгезивные области 163 между верхним пленочным элементом 171 и нижним пленочным элементом 172 и область 168, включающая часть язычка 164, образующую часть кончика, свариваются при помощи процесса термосварки. Затем, как показано на фиг. 20(b), часть отверстия корпуса емкости 120 покрывается верхним пленочным элементом 171 и нижним пленочным элементом 172, которые были ламинированы друг к другу, и верхний пленочный элемент 171, нижний пленочный элемент 172 и фланцевый участок 12 корпуса емкости 120 подвергаются процессу запечатывания термосваркой. Таким образом, процесс запечатывания термосваркой периферического краевого участка 167 нижней пленки 162 и фланцевого участка 12 корпуса емкости 120 и процесс запечатывания термосваркой периферического краевого участка 166 верхней пленки 161 и периферического краевого участка 167 и нижней пленки 162 выполняются одновременно. Выравнивание в процессе запечатывания термосваркой может быть выполнено таким образом, чтобы линии перфорации 22, образованные в нижнем пленочном элементе 172, помещались практически в центре участка с отверстием корпуса емкости 120, а надрез 165 помещался снаружи фланцевого участка 12 корпуса емкости 120, и выравнивание не должно выполняться с более высокой точностью, чем вышеописанное выравнивание. Тот же самый вышеописанный процесс выполняется для верхнего пленочного элемента 171 и нижнего пленочного элемента 172, которые подаются непрерывно, и герметизирующая крышка 160 прокатывается. После этого они временно хранятся. После этого, как показано на фиг. 20(c), верхний пленочный элемент 171 и нижний пленочный элемент 172 вырубаются так, чтобы они приняли форму герметизирующей крышки 260, завершая таким образом запечатывание упаковочной емкости 100 с корпусом емкости 120 герметизирующей крышкой 260. Кроме того, внешняя часть периферического краевого участка 167 нижней пленки 162 предпочтительно приварена термосваркой к фланцевому участку 12 в таком состоянии, когда внешняя периферийная часть прижимается вдоль области, направленной наружу от верхней поверхности фланцевого участка 12. Способы для производства герметизирующей крышки 260 и упаковочной емкости 100 не ограничиваются вышеупомянутыми способами. Способы могут быть изменены различным образом. Например, может быть полностью изменен порядок, в котором выполняются процесс запечатывания термосваркой и процесс вырубки.
[0095] Как показано в перспективном виде, представленном на фиг. 21(a), в случае, когда внешний периферический участок 167 нижней пленки 162 запечатывается термосваркой и сминается в том состоянии, в котором внешний периферический участок сжимается вдоль внешнего края фланцевого участка 12, форма упаковочной емкости 100 становится компактной, его внешний вид улучшается, и отделение герметизирующей крышки 260 из-за, например, контакта между краями герметизирующих крышек 260 во время хранения, распределения в торговой сети и т. п. маловероятно. В этом случае для легкоотслаиваемого верхнего пленочного элемента 161 предпочтительно используется материал на основе полиэстера. Таким образом, температура нагрева для процесса запечатывания термосваркой может быть установлена соответствующим образом, посредством чего в смятой части может быть образована область, в которой нижняя пленка 162 приклеивается к части, направленной наружу от главной поверхности фланцевого участка 12 корпуса емкости 120, но верхняя пленка 161 и нижняя пленка 162 не приклеены друг к другу. Таким образом можно предотвратить затруднение разделения, когда верхняя пленка 161 отделяется от нижней пленки 162.
[0096] Кроме того, в случае, когда выполняют закатку фланца, как показано на виде в сечении, представленном на фиг. 21(b), радиус герметизирующей крышки 260 может быть выполнен таким, чтобы он был больше суммы внешнего радиуса фланцевого участка 12 и высоты закатанной верхней части фланцевого участка 12. Таким образом, даже если верхняя пленка 161 и нижняя пленка 162 плохо приклеены друг к другу на внешнем крае фланцевого участка 12, область, в которой приклеивание не выполняется, может быть обеспечена вне герметизирующей крышки 260. Таким образом можно предотвратить разрыв герметизирующей крышки 260 от внешней периферийной части при открытии. Радиус герметизирующей крышки 260 предпочтительно устанавливается так, чтобы она проходила за нижний конец закатанной верхней части фланцевого участка 12 на расстояние от около 1 мм до около 3 мм. Кроме того, радиус герметизирующей крышки 260 можно увеличить не по всей периферии герметизирующей крышки 260. Радиус может быть увеличен по меньшей мере на половине окружности герметизирующей крышки 260, включающей в центре язычок 164, так что разрыва можно избежать в том диапазоне, в котором наиболее вероятен разрыв герметизирующей крышки 260 благодаря силе растяжения от язычка 164.
[0097] С помощью вышеописанного способа производства положение, в котором периферический краевой участок 167 нижней пленки 162 и фланцевый участок 12 корпуса емкости 120 соединяются термосваркой друг с другом, и положение, в котором верхняя пленка 161 и нижняя пленка 162 соединяются термосваркой друг с другом, становятся почти одинаковыми, если смотреть в направлении, ортогональном к поверхности герметизирующей крышки 260, даже когда выравнивание выполняется с невысокой точностью. Таким образом, когда герметизирующая крышка 260 берется за язычок 164 и тянется вверх для отделения от корпуса емкости, движение той части нижней пленки 162, которая находится ближе к центру герметизирующей крышки 160, чем надрез 165, вверх вместе с верхней пленкой 161 предотвращается, как показано на фиг. 19, и сила натяжения, переданная от язычка 164, с большой вероятностью будет сконцентрирована на концевой части того положения, в котором верхняя пленка 161 и нижняя пленка 162 соединены термосваркой друг с другом. Кроме того, прочность адгезии, с которой легкоотслаивающийся верхний пленочный элемент 161 и нижняя пленка 162 приклеены друг к другу, ниже, чем прочность адгезии, с которой нижняя пленка 162 и фланцевый участок 12 корпуса емкости 120 приклеены друг к другу, и поэтому верхняя пленка 161 отделяется от нижней пленки 162, а нижняя пленка 162 не отделяется от фланцевого участка 12 корпуса емкости 120. В этом случае прочность адгезии является нормальной прочностью адгезии, которая оценивается путем создания растягивающей силы в направлении, перпендикулярном адгезивной поверхности.
[0098] С другой стороны, в случае, когда верхняя пленка 161 и нижняя пленка 162 предварительно приклеены друг к другу в периферическом краевом участке 166, и после этого периферический краевой участок 167 нижней пленки 162 и фланцевый участок 12 корпуса емкости 120 прикрепляются термосваркой друг к другу, выравнивание должно быть выполнено с повышенной точностью, чтобы выровнять положение запечатывания термосваркой, в котором нижняя пленка 162 и фланцевый участок 12 прикрепляются термосваркой друг к другу, с положением, в котором верхняя пленка 161 и нижняя пленка 162 приклеены друг к другу, если смотреть в направлении, ортогональном к поверхности герметизирующей крышки 260. Когда точность выравнивания низка, положение приклеивания может быть смещено наружу от положения запечатывания термосваркой, как показано на фиг. 22(a). В этом случае, когда зажимается язычок 164, нижняя пленка 162 перемещается вверх вместе с верхней пленкой 161, и сила натяжения, передаваемая от язычка 164, с меньшей вероятностью будет сконцентрирована на концевой части, в качестве стартовой позиции разделения, адгезивного участка, на котором верхняя пленка 161 и нижняя пленка 162 приклеены друг к другу, и отделение верхней пленки 161 от нижней пленки 162 становится трудным.
[0099] В большинстве случаев та же самая проблема возникает в обычной упаковочной емкости, в которой используется герметизирующая крышка, имеющая верхнюю пленку и нижнюю пленку, которые ламинированы друг к другу, и только верхняя пленка отделяется при использовании. Фиг. 22(b) показывает сечение примерной упаковочной емкости, в которой корпус емкости 1120 запечатан герметизирующей крышкой 1160, в которой верхняя пленка 1161 и нижняя пленка 1162 являются ламинированными. В этом примере между верхней пленкой 1161 и нижней пленкой 1162 обеспечивается разделительный слой 1169. Кроме того, надрез 1165 образован на язычке 1164 на нижней стороне пленки 1162. В таком примерном случае в случае, когда нижняя пленка 1162 приклеивается к фланцевому участку 1012 в состоянии, в котором надрез 1165 отстоит от внешнего края фланцевого участка 1012 в направлении наружу на заданное расстояние или дальше, поскольку верхняя пленка 1161 и нижняя пленка 1162 приклеены друг к другу по всей их поверхности, нижняя пленка 1162 перемещается вверх вместе с верхней пленкой 1161 при захвате язычка 1164. Поэтому сила натяжения с меньшей вероятностью будет концентрироваться на надрезе 1165, соответствуя стартовой позиции разделения, и отделение верхней пленки 1161 от нижней пленки 1162 становится трудным. Кроме того, в случае, когда нижняя пленка 1162 приклеивается к фланцевому участку 1012 в состоянии, в котором надрез 1165 перекрывает верхнюю часть фланцевого участка 1012, стартовая позиция разделения теряется. Поэтому даже когда язычок 1164 тянется, верхняя пленка 1161 не может быть отделена от нижней пленки 1162. По этим причинам надрез 1165 необходимо позиционировать с повышенной точностью так, чтобы он отстоял от внешнего края фланцевого участка 1012 корпуса емкости 1120 в направлении наружу в пределах заданного диапазона.
[0100] В настоящем варианте выполнения отделение верхней пленки 161 облегчается без выполнения выравнивания между герметизирующей крышкой 260 и фланцевым участком 12 с повышенной точностью, и верхняя пленка 161 может защитить нижнюю пленку 162, имеющую линии перфорации 22. Следовательно, прочность самой герметизирующей крышки 260 увеличивается, что позволяет сократить количество компонентов и, таким образом, позволяет сократить издержки производства. Как показано на фиг. 23, углубления 170 могут быть образованы на язычке 164 с помощью процесса тиснения после того, как верхняя пленка 161 и нижняя пленка 162 будут приклеены друг к другу, посредством чего язычок 164 может иметь такую форму, которая препятствует скольжению и облегчает захват язычка. Кроме того, форма язычка 164 не ограничивается этим и может быть изменена по мере необходимости.
[0101] (Седьмой вариант выполнения)
Ниже описан седьмой вариант выполнения настоящего изобретения. Фиг. 24 представляет вид сверху герметизирующей крышки 360 в соответствии с настоящим вариантом выполнения и схематично показывает поперечное сечение по линии D-D’. Герметизирующая крышка 360 образована с адгезивной областью 163 герметизирующей крышки 260 шестого варианта выполнения, имеющей кольцевую форму, вместо адгезивных областей 163, образованных как множество круглых областей. Центр кольцевой формы соответствует центру герметизирующей крышки 360. Кроме того, часть кончика язычка 164 частично приклеивается во множестве круглых адгезивных областей 169. Части описания, аналогичные описанию шестого варианта выполнения, опускаются для краткости.
[0102] В настоящем варианте выполнения описывается примерный случай, в котором диаметр герметизирующей крышки 360 составляет 86,8 мм, а длина каждой линии перфорации 22 составляет 55 мм. Кроме того, внутренний диаметр кольцевой адгезивной области 163 составляет 60 мм, а ее внешний диаметр составляет 66 мм. Диаметр каждой адгезивной области 169 в части кончика язычка 164 составляет 2 мм, и адгезивные области расположены с промежутками в 6 мм.
[0103] Прочность адгезии адгезивной области 163 предпочтительно находится в диапазоне от 30 Н до 70 Н в направлении, параллельном поверхности герметизирующей крышки 360. Так как адгезивная область 163 обеспечивается по всей периферии кольцевой части, окружающей линии перфорации 22, прочность адгезии может быть увеличена в направлении, параллельном поверхности герметизирующей крышки 360. В частности, в случае, когда прочность адгезии составляет от 50 Н до 70 Н, было подтверждено, что даже в случае изменения атмосферного давления или давления в упаковочной емкости 100, отделения верхней пленки 161 от нижней пленки 162 не происходит, разрыва нижней пленки 162 также не происходит, и возможна транспортировка воздушным путем в течение около 10 часов при давлении 0,8 атм.
[0104] Поскольку чернила, лак и т. п. не используются для приклеивания в герметизирующих крышках 260 и 360 вышеупомянутых вариантов выполнения, никакого запаха не образуется. Кроме того, поскольку используется прозрачная пленка, печать может быть выполнена с превосходным внешним видом, а также печать может быть выполнена на верхней пленке 161 или на нижней пленке 162, чтобы получить прозрачную видимость.
[0105] В герметизирующей крышке 260, как показано на фиг. 25(a), длина каждой линии перфорации 22 предпочтительно варьируется от 50% диаметра герметизирующей крышки 260 до 75% диаметра герметизирующей крышки 260. Когда линии перфорации 22 удалены от периферического краевого участка герметизирующей крышки 260, устойчивость к падению может быть увеличена. Кроме того, также в герметизирующей крышке 360, как показано на фиг. 25(b), при условии, что линии перфорации 22 удалены от внутреннего края круглой адгезивной области 163, длина каждой линии перфорации 22 предпочтительно варьируется от 50% диаметра герметизирующей крышки 360 до 75% диаметра герметизирующей крышки 360. Таким образом, даже когда во время хранения, распределения в торговой сети и т. п. происходит падение, разрыв герметизирующих крышек 260 и 360 может быть предотвращен. Например, когда диаметр герметизирующей крышки составлял 100 мм, а длина каждой линии перфорации 22 составляла 78 мм, количество разрывов герметизирующей крышки составило около 10% в тесте на падение, в котором высота составляла 60 см, а угол составлял 45°. Однако, когда длина каждой линии перфорации 22 составляла 68 мм, разрыв герметизирующей крышки не был подтвержден в тесте на падение.
[0106] Кроме того, может быть осуществлена герметизирующая крышка 260 в соответствии с первой модификацией настоящего варианта выполнения, в которой, как показано на виде сверху, представленном на фиг. 26(a), адгезивные области 163 включают кольцевую область в дополнение к множеству круглых областей, чтобы увеличить адгезионную способность. Кроме того, как показано на виде сверху, представленном на фиг. 26(b), часть кольцевой адгезивной области 163 может быть образована как часть 191 с увеличивающейся шириной, имеющая увеличивающуюся ширину, и щель 192 для воздуха может быть образована в верхней пленке 161 так, чтобы он проходил из внутренней области, окруженной кольцевой адгезивной областью 163, через внутренний край части 191 с увеличивающейся шириной к внутренней части адгезивной области 163. Часть 191 с увеличивающейся шириной и щель 192 для воздуха образованы ближе к началу и концу процесса запечатывания термосваркой для адгезивной области 163. Таким образом, когда выполняется скручивание в рулонную и т. п. форму после процесса запечатывания термосваркой, воздух, оставшийся в адгезивной области 163 (в промежутке между верхней пленкой 161 и нижней пленкой 162), может выйти через щель 192 для воздуха, чтобы избежать разрыва уплотнения. Кроме того, с помощью щели 192 для воздуха, образованной в части 191 с увеличивающейся шириной, даже когда точность позиционирования низка, можно предотвратить прохождение щели 192 для воздуха через адгезивную область 163, чтобы предотвратить ухудшение качества запечатывания.
[0107] Кроме того, в герметизирующей крышке 260 в соответствии со второй модификаций настоящего варианта выполнения, как показано на фиг. 27(a), язычок 164 может быть приварен к боковой стенке 17 корпуса емкости 120. В этом случае на язычке 164 одновременно с тем, как нижняя пленка 162 и боковая стенка 17 привариваются друг к другу, верхняя пленка 161 и нижняя пленка 162 также свариваются друг с другом. Приваренной областью язычка 164 является только центральная часть со стороны кончика, как показано на виде сверху, представленном на фиг. 27(b). В случае, в котором язычок 164 приварен к боковой стенке 17 корпуса емкости 120, когда язычок 164 удаляется из боковой стенки 17 при попытке открытия с использованием язычка 164, например, полимер с поверхности боковой стенки 17 также удаляется, и остается след операции открытия, чтобы предотвратить преследование в магазинах и т. п.
[0108] Кроме того, на основе шестого и седьмого вариантов выполнения будет рассмотрена следующая область настоящего изобретения.
Упаковочная емкость, в которой длина линии перфорации варьируется от 50% диаметра герметизирующей крышки до 75% диаметра герметизирующей крышки.
[0109] (Восьмой вариант выполнения)
Ниже будет описан восьмой вариант выполнения настоящего изобретения. Настоящий вариант выполнения отличается от седьмого варианта выполнения герметизирующей крышкой. Части описания герметизирующей крышки, совпадающие с описанием, сделанным для седьмого варианта выполнения, опускаются для краткости. Фиг. 28 представляет вид сверху герметизирующей крышки 460 в соответствии с настоящим вариантом выполнения. Герметизирующая крышка 460 образована верхней пленкой 161 и нижней пленкой 162, которые являются ламинированными, так же как и в герметизирующей крышке 360. Эта ламинированная структура пленок является той же самой, что и структура, описанная для седьмого варианта выполнения.
[0110] В нижней пленке 162 линии перфорации 22 продолжаются радиально из центра на заданную длину. А именно, линии перфорации 22 образованы так, чтобы они не достигали участка возле концевого участка внешнего периферического края герметизирующей крышки 460. Кроме того, верхняя пленка 161 и нижняя пленка 162 запечатываются так, чтобы покрыть линии перфорации 22 в круглой области, чтобы образовать круглую адгезивную область 163. Когда обеспечивается адгезивная область 163, имеющая такую структуру, предотвращается вытекание содержимого через линии перфорации 22, что улучшает внешний вид и гигиену емкости.
[0111] Ниже рассмотрен следующий вариант настоящего изобретения.
Упаковочная емкость, в которой адгезивная область герметизирующей крышки содержит круглую область, которая покрывает линии перфорации.
[0112] (Девятый вариант выполнения)
Ниже описан девятый вариант выполнения настоящего изобретения. Настоящий вариант выполнения отличается от седьмого варианта выполнения герметизирующей крышкой. Части описания герметизирующей крышки, совпадающие с описанием, сделанным для седьмого варианта выполнения, опускаются для краткости. Фиг. 29 представляет вид сверху герметизирующей крышки 560 в соответствии с настоящим вариантом выполнения. Герметизирующая крышка 560 образована таким образом, что герметизирующая крышка 360 из седьмого варианта выполнения содержит: часть 191 с увеличивающейся шириной, образуемую частью кольцевой адгезивной области 163, имеющей увеличенную ширину; и верхнюю пленку 161, имеющую щель 192 для воздуха, которая продолжается из внутренней области, окруженной адгезивной областью 163, через внутренний периферийный край части 191 с увеличивающейся шириной к внутренней части адгезивной области 163. Часть 191 с увеличивающейся шириной и щель 192 для воздуха образованы ближе к началу и концу процесса запечатывания термосваркой для адгезивной области 163. Кроме того, с помощью щели 192 для воздуха, образованной в части 191 с увеличивающейся шириной, даже когда точность позиционирования низка, можно предотвратить прохождение щели 192 для воздуха через адгезивную область 163, чтобы предотвратить ухудшение качества запечатывания. Кроме того, адгезивная область 1163 обеспечивается таким образом, чтобы она проходила вдоль линий перфорации 22 от некоторых частей адгезивной области 163. Центр кольцевой части соответствует центру герметизирующей крышки 560. Когда обеспечиваются адгезивные области 163 и 1163, имеющие такую структуру, предотвращается вытекание содержимого через линии перфорации 22, что улучшает внешний вид и гигиену емкости, а также может быть уменьшено образование скоплений воздуха в области, окруженной адгезивными областями 163 и 1163. Кроме того, когда, например, выполняется скручивание в рулонную и т. п. форму после процесса запечатывания термосваркой, воздух, оставшийся в промежуточной области между верхней пленкой 161 и нижней пленкой 162 в адгезивной области 163, может выйти через щель 192 для воздуха, чтобы избежать разрыва уплотнения. Часть кончика язычка 164 частично приклеивается во множестве круглых адгезивных областей 169.
[0113] В настоящем варианте выполнения описывается примерный случай, в котором диаметр герметизирующей крышки 560 составляет 86,8 мм, а длина каждой линии перфорации 22 составляет 55 мм. Кроме того, внутренний диаметр кольцевой адгезивной области 163 составляет 60 мм, а ее внешний диаметр составляет 66 мм. Диаметр каждой адгезивной области адгезивных областей 169 в части кончика язычка 164 составляет 2 мм, и адгезивные области расположены с промежутками в 6 мм.
[0114] Прочность адгезии адгезивных областей 163 и 1163 предпочтительно составляет от 30 Н до 70 Н в направлении, параллельном поверхности герметизирующей крышки 560. Адгезивная область 163 обеспечивается по всей периферии кольцевой части, окружающей линии перфорации 22, а адгезивная область 1163 обеспечивается по всей области линий перфорации 22. Следовательно, прочность адгезии может быть увеличена в направлении, параллельном поверхности герметизирующей крышки 560.
[0115] Ниже рассмотрен следующий вариант настоящего изобретения.
Упаковочная емкость, в которой адгезивная область герметизирующей крышки дополнительно содержит область, образованную так, чтобы она покрывала линии перфорации и продолжалась до кольцевой области.
[0116] (Десятый вариант выполнения)
Ниже описан десятый вариант выполнения настоящего изобретения. Настоящий вариант выполнения отличается от седьмого варианта выполнения герметизирующей крышкой. Части описания герметизирующей крышки, совпадающие с описанием, сделанным для седьмого варианта выполнения, опускаются для краткости. Фиг. 30 представляет вид сверху герметизирующей крышки 660 в соответствии с настоящим вариантом выполнения. Герметизирующая крышка 660 образована таким образом, что в герметизирующей крышке 360 седьмого варианта выполнения адгезивная область 1163 вдоль линий перфорации 22 не связана с кольцевой адгезивной областью 163. Кроме того, образованы часть с увеличивающейся шириной 191 и щель 192 для воздуха. Когда обеспечиваются адгезивные области 1163, имеющие такую структуру, предотвращается вытекание содержимого через линии перфорации 22, что улучшает внешний вид и гигиену емкости, а также воздух, скопившийся в адгезивной области 1163, может быть более надежно выпущен, посредством чего сворачивание может быть выполнено без проблем, когда герметизирующая крышка 660 сворачивается и хранится. Кроме того, часть кончика язычка 164 частично приклеивается во множестве круглых адгезивных областей 169.
[0117] Прочность адгезии адгезивных областей 163 и 1163 предпочтительно составляет от 30 Н до 70 Н в направлении, параллельном поверхности герметизирующей крышки 660. Адгезивная область 163 обеспечивается по всей периферии кольцевой части, окружающей линии перфорации 22, а адгезивная область 1163 обеспечивается в части области линий перфорации 22. Следовательно, прочность адгезии может быть увеличена в направлении, параллельном поверхности герметизирующей крышки 660.
[0118] Ниже рассмотрен следующий вариант настоящего изобретения.
Упаковочная емкость, в которой адгезивная область герметизирующей крышки дополнительно содержит область, образованную так, чтобы она покрывала линии перфорации и не была связана с кольцевой областью.
[0119] (Одиннадцатый вариант выполнения)
Ниже описан одиннадцатый вариант выполнения настоящего изобретения. Настоящий вариант выполнения отличается от седьмого варианта выполнения герметизирующей крышкой. Части описания герметизирующей крышки, совпадающие с описанием, сделанным для седьмого варианта выполнения, опускаются для краткости. Фиг. 31 представляет вид сверху герметизирующей крышки 760 в соответствии с настоящим вариантом выполнения. Герметизирующая крышка 760 образована таким образом, что в герметизирующей крышке 360 седьмого варианта выполнения адгезивная область 1163 образована как множественные круглые области, которые симметричны относительно точки пересечения линий перфорации 22, и множественные круглые области обеспечиваются в круглой области, включающей в качестве ее центра точку пересечения линий перфорации 22, так, чтобы они находились на линиях перфорации 22 внутри внутреннего диаметра 133 воронкообразного элемента. Кроме того, образованы часть с увеличивающейся шириной 191 и щель 192 для воздуха. Когда обеспечиваются адгезивные области 1163, имеющие такую структуру, предотвращается вытекание содержимого через линии перфорации 22, что улучшает внешний вид и гигиену емкости, а также воздух, скопившийся в адгезивной области 1163, может быть более надежно выпущен. Поэтому когда герметизирующая крышка 760 сворачивается и хранится, нарушение уплотнения из-за скопившегося воздуха может быть предотвращено. Кроме того, часть кончика язычка 164 частично приклеивается во множестве круглых адгезивных областей 169.
[0120] Прочность адгезии адгезивных областей 163 и 1163 предпочтительно составляет от 30 Н до 70 Н в направлении, параллельном поверхности герметизирующей крышки 760. Так как адгезивная область 163 обеспечивается по всей периферии кольцевой части, окружающей линии перфорации 22, и адгезивная область 1163 обеспечивается по линиям перфорации 22 как множество круглых областей, прочность адгезии может быть увеличена в направлении, параллельном поверхности герметизирующей крышки 760.
[0121] (Двенадцатый вариант выполнения)
Ниже описан двенадцатый вариант выполнения настоящего изобретения. Настоящий вариант выполнения отличается от седьмого варианта выполнения герметизирующей крышкой. Части описания герметизирующей крышки, совпадающие с описанием, сделанным для седьмого варианта выполнения, опускаются для краткости. Фиг. 32 представляет вид сверху герметизирующей крышки 860 в соответствии с настоящим вариантом выполнения. Герметизирующая крышка 860 образована таким образом, что в герметизирующей крышке 360 седьмого варианта выполнения адгезивная область 1163 образована так, чтобы она включала: круглую область, включающую в качестве ее центра точку пересечения линий перфорации 22, а также области, которые покрывают линии перфорации 22 и продолжаются в направлении наружу от частей, находящихся внутри внутреннего диаметра воронкообразного компонента так, чтобы они не контактировали с кольцевой областью. Кроме того, образованы часть с увеличивающейся шириной 191 и щель 192 для воздуха. Когда обеспечиваются адгезивные области 1163, имеющие такую структуру, предотвращается вытекание содержимого через линии перфорации 22, что улучшает внешний вид и гигиену емкости, и скопление воздуха может быть предотвращено, облегчая таким образом сворачивание и хранение герметизирующей крышки 860. Кроме того, в настоящем варианте выполнения на язычке 164 верхняя пленка 161 и нижняя пленка 162 приклеены друг к другу в области 168, которая является частью язычка 164, включающей часть его кончика. Однако предусматривается и другая область, в которой не выполняется никакое приклеивание, так, чтобы она проходила поперек язычка 164. Часть кончика язычка 164 может быть частично приклеена во множестве круглых адгезивных областей. Форма части кончика язычка 164 не ограничивается формой, показанной на фиг. 32. Может использоваться та же самая форма, которая описана для вариантов выполнения с восьмого по одиннадцатый.
[0122] В настоящем варианте выполнения описывается примерный случай, в котором диаметр герметизирующей крышки 860 составляет 92 мм, а длина каждой линии перфорации 22 составляет 67 мм. Кроме того, точка пересечения линий перфорации 22 соответствует центру герметизирующей крышки 860. Угол, образуемый смежными линиями перфорации 22, которые продолжаются радиально из центра герметизирующей крышки 860, составляет 60°. Линии перфорации 22 образованы как три линейные рифли. Длины перфораций составляют 2 мм, 6 мм, 7 мм, 7 мм, 7 мм, 7 мм, 7 мм, 7 мм, 6 мм и 2 мм в порядке соответственно от внешней стороны. Длина соединительной части между смежными перфорациями составляет 1 мм. Внутренний диаметр кольцевой адгезивной области 163 составляет 65 мм, а ее внешний диаметр составляет 71 мм. Кроме того, длина щели 192 для воздуха составляет 4 мм. Адгезивная область 1163 образована так, чтобы она включала: одну круглую область, которая содержит в качестве ее центра точку пересечения линий перфорации 22 и имеет диаметр 15 мм; и две адгезивные области, которые находятся на каждой линии перфорации 22 и каждая из которых имеет длину 16 мм в направлении вдоль линии перфорации 22 и ширину 9 мм в направлении, ортогональном к линии перфорации 22, так что общее количество адгезивных областей в адгезивной области 1163 составляет семь.
[0123] Прочность адгезии адгезивных областей 163 и 1163 предпочтительно составляет от 30 Н до 70 Н в направлении, параллельном поверхности герметизирующей крышки 860. Адгезивная область 163 обеспечивается по всей периферии кольцевой части, окружающей линии перфорации 22, и адгезивная область 1163 обеспечивается в областях, которые покрывают линии перфорации 22 и продолжаются от частей внутри внутреннего диаметра воронкообразного компонента так, чтобы они не контактировали с кольцевой областью. Следовательно, прочность адгезии может быть увеличена в направлении, параллельном поверхности герметизирующей крышки 860.
[0124] Ниже рассмотрен следующий вариант настоящего изобретения.
Упаковочная емкость, в которой адгезивная область герметизирующей крышки дополнительно содержит: круглую область, включающую в качестве ее центра точку пересечения линий перфорации, а также области, которые покрывают линии перфорации и продолжаются в направлении наружу от частей, находящихся внутри внутреннего диаметра воронкообразного компонента так, чтобы они не контактировали с кольцевой областью.
[0125] (Тринадцатый вариант выполнения)
Ниже описан тринадцатый вариант выполнения настоящего изобретения. Настоящий вариант выполнения отличается от двенадцатого варианта выполнения герметизирующей крышкой. Части описания герметизирующей крышки, совпадающие с описанием, сделанным для двенадцатого варианта выполнения, опускаются для краткости. Фиг. 33(a) представляет вид сверху герметизирующей крышки 960 в соответствии с настоящим вариантом выполнения, а фиг. 33(b) схематично показывает поперечное сечение, сделанное по линии E-E’, представленной на фиг. 33(a). Герметизирующая крышка 960 образована таким образом, что в герметизирующей крышке 860 двенадцатого варианта выполнения одна адгезивная область 1163 обеспечивается по каждой линии перфорации 22 во внутреннем диаметре воронкообразного компонента, и одна адгезивная область 1163 обеспечивается по каждой линии перфорации 22 вне внутреннего диаметра воронкообразного компонента, вместо областей, обеспечиваемых в герметизирующей крышке 860 двенадцатого варианта выполнения, так чтобы они покрывали линии перфорации 22 адгезивной области 1163 и продолжались от части, находящейся внутри внутреннего диаметра воронкообразного компонента так, чтобы они не контактировали с кольцевой областью, и, кроме того, адгезивные области 1163 настоящего варианта выполнения являются центрально симметричными относительно центра герметизирующей крышки 960. Когда обеспечивается адгезивная область, имеющая такую структуру, предотвращается вытекание содержимого через линии перфорации 22, что улучшает внешний вид и гигиену емкости, а также предотвращается чрезмерное увеличение усилия открывания в линиях перфорации 22. В настоящем варианте выполнения на язычке 164 верхняя пленка 161 и нижняя пленка 162 приклеены друг к другу в области 168, которая является частью язычка 164, включающей часть его кончика. Однако предусматривается и другая область, в которой не выполняется никакое приклеивание, так, чтобы она проходила поперек язычка 164. Часть кончика язычка 164 может быть частично приклеена во множестве круглых адгезивных областей. Форма части кончика язычка 164 не ограничивается формой, показанной на фиг. 33, и может использоваться та же самая форма, которая описана для вариантов выполнения с восьмого по одиннадцатый.
[0126] В настоящем варианте выполнения описывается примерный случай, в котором диаметр герметизирующей крышки 960 составляет 92 мм, а длина каждой линии перфорации 22 составляет 67 мм. Точка пересечения линий перфорации 22 соответствует центру герметизирующей крышки 960. Угол, образуемый смежными линиями перфорации 22, которые продолжаются радиально из центра герметизирующей крышки 960, составляет 60°. Линии перфорации 22 образованы как три линейные рифли. Длины перфораций составляют 2 мм, 6 мм, 7 мм, 7 мм, 7 мм, 7 мм, 7 мм, 7 мм, 6 мм и 2 мм в порядке соответственно от внешней стороны. Длина соединительной части между смежными перфорациями составляет 1 мм. Внутренний диаметр кольцевой адгезивной области 163 составляет 65 мм, а ее внешний диаметр составляет 71 мм. Внутренний диаметр 133 воронкообразного компонента составляет 35,4 мм. Длина щели 192 для воздуха составляет 4 мм. Адгезивная область 1163 образована так, чтобы она включала: одну круглую область, которая содержит в качестве ее центра точку пересечения линий перфорации 22 и имеет диаметр 15 мм; и две адгезивные области, которые находятся на каждой линии перфорации 22 внутри внутреннего диаметра воронкообразного компонента, и две области, которые находятся на каждой линии перфорации 22 с внешней стороны внутреннего диаметра воронкообразного компонента, так что общее количество областей в адгезивной области 1163 составляет тринадцать.
[0127] Прочность адгезии адгезивных областей 163 и 1163 предпочтительно составляет от 30 Н до 70 Н в направлении, параллельном поверхности герметизирующей крышки 960. Адгезивная область 163 обеспечивается по всей периферии кольцевой части, окружающей линии перфорации 22, и адгезивная область 1163 обеспечивается по линиям перфорации 22 внутри и снаружи внутреннего диаметра воронкообразного компонента. Следовательно, прочность адгезии может быть увеличена в направлении, параллельном поверхности герметизирующей крышки 660.
[0128] (Четырнадцатый вариант выполнения)
Ниже описан четырнадцатый вариант выполнения настоящего изобретения. Настоящий вариант выполнения отличается от тринадцатого варианта выполнения герметизирующей крышкой. Части описания герметизирующей крышки, совпадающие с описанием, сделанным для тринадцатого варианта выполнения, опускаются для краткости. Фиг. 34(a) представляет вид сверху герметизирующей крышки 1060 в соответствии с настоящим вариантом выполнения. Фиг. 38(b) схематично показывает поперечное сечение, сделанное по линии F-F’, представленной на фиг. 38(a). Герметизирующая крышка 1060 образована таким образом, что в герметизирующей крышке 960 тринадцатого варианта выполнения обеспечивается еще одна адгезивная область 1163 по каждой линии перфорации 22 внутри внутреннего диаметра воронкообразного компонента. В случае, когда обеспечивается адгезивная область, имеющая такую структуру, даже когда диаметр герметизирующей крышки увеличивается, вытекание содержимого через линии перфорации 22 предотвращается, что улучшает внешний вид и гигиену емкости, а также предотвращается чрезмерное увеличение усилия открывания в линиях перфорации 22. В настоящем варианте выполнения на язычке 164 верхняя пленка 161 и нижняя пленка 162 приклеены друг к другу в области 168, которая является частью язычка 164, включающей часть его кончика. Однако предусматривается и другая область, в которой не выполняется никакое приклеивание, так, что она продолжается поперек язычка 164. Часть кончика язычка 164 может быть частично приклеена во множестве круглых адгезивных областей. Кроме того, форма части кончика язычка 164 не ограничивается формой, показанной на фиг. 34, и может иметь ту же самую форму, которая описана для вариантов выполнения с восьмого по одиннадцатый.
[0129] В настоящем варианте выполнения описывается примерный случай, в котором диаметр герметизирующей крышки 1060 составляет 108 мм, а длина каждой линии перфорации 22 составляет 84 мм. Точка пересечения линий перфорации 22 соответствует центру герметизирующей крышки 1060. Угол, образуемый смежными линиями перфорации 22, которые продолжаются радиально из центра герметизирующей крышки 1060, составляет 60°. Линии перфорации 22 образованы как три линейные рифли. Длины перфораций составляют 5 мм, 5 мм, 9 мм, 9 мм, 9 мм, 9 мм, 9 мм, 9 мм, 5 мм и 5 мм в порядке соответственно от внешней стороны. Длины соединительных частей между смежными перфорациями составляют 1 мм, 1 мм, 1 мм, 1 мм, 2 мм, 1 мм, 1 мм, 1 мм и 1 мм в порядке соответственно от внешней стороны. Внутренний диаметр кольцевой адгезивной области 163 составляет 83 мм, а ее внешний диаметр составляет 89 мм. Длина щели 192 для воздуха составляет 5 мм. Адгезивная область 1163 образована так, чтобы она включала: одну круглую область, которая содержит в качестве ее центра точку пересечения линий перфорации 22 и имеет диаметр 20 мм; и четыре адгезивные области, которые находятся на каждой линии перфорации 22 внутри внутреннего диаметра воронкообразного компонента, и две адгезивные области, которые находятся на каждой линии перфорации 22 с внешней стороны внутреннего диаметра воронкообразного компонента, так что общее количество областей в адгезивной области 1163 составляет 19. Кроме того, каждая из адгезивных областей, предусмотренных внутри и снаружи внутреннего диаметра воронкообразного компонента, имеет длину 2 мм в направлении вдоль соответствующей линии перфорации 22, 6 мм в направлении, ортогональном к соответствующей линии перфорации 22, и закругление всех углов с радиусом 0,5 мм. Адгезивные области, предусмотренные по каждой линии перфорации 22 внутри и снаружи внутреннего диаметра воронкообразного компонента, удалены от центра герметизирующей крышки 1060 на 14,5 мм, 24,5 мм и 32,5 мм так, чтобы они были симметричны относительно центра герметизирующей крышки 1060.
[0130] Прочность адгезии адгезивных областей 163 и 1163 предпочтительно составляет от 30 Н до 70 Н в направлении, параллельном поверхности герметизирующей крышки 760. Адгезивная область 163 обеспечивается по всей периферии кольцевой части, окружающей линии перфорации 22, и адгезивная область 1163 обеспечивается по линиям перфорации 22 внутри и снаружи внутреннего диаметра воронкообразного компонента. Следовательно, прочность адгезии может быть увеличена в направлении, параллельном поверхности герметизирующей крышки 1060.
[0131] В герметизирующих крышках 460-1060 в соответствии с вышеописанными вариантами выполнения, поскольку чернила, лак и т. п. не используются для приклеивания, никакого запаха не образуется. Кроме того, поскольку используется прозрачная пленка, печать может быть выполнена с превосходным внешним видом, а также печать может быть выполнена на верхней пленке 161 или на нижней пленке 162, чтобы получить прозрачную видимость. В герметизирующих крышках 360-1060 в соответствии с вышеописанными вариантами выполнения верхняя пленка 161 может дополнительно включать слой полиэтилентерефталата (имеющий толщину 12 мкм) с внешней стороны упаковочной емкости 100. Кроме того, нижняя пленка 162 может дополнительно включать барьерную пленку (имеющую толщину от 12 мкм до 100 мкм) между слоем полиэтилентерефталата и слоем полиэтилена. В частности, когда хранимое содержимое представляет собой пищевые продукты, слой полиэтилентерефталата, на котором выполняется печать чернилами, располагается поверх слоя барьерной пленки в верхней пленке 161 и в нижней пленке 162, посредством чего печать может быть выполнена с улучшенной безопасностью с точки зрения гигиены пищевого продукта.
[0132] В вариантах выполнения с шестого по четырнадцатый, когда верхняя пленка 161 отделяется от нижней пленки 162, линии перфорации 22 постепенно становятся открытыми по мере открывания. Когда герметизирующая крышка защищается обычной растягивающейся пленкой или закрывающей крышкой, линии перфорации становятся открытыми сразу же после удаления растягивающейся пленки или закрывающей крышки. В высокогорных районах или при высокой температуре давление в упаковочной емкости выше, чем внешнее давление. Поэтому при использовании обычных технологий линии перфорации могут быть разорваны одновременно, как только линии перфорации становятся открытыми, и герметизирующая крышка может быть разорвана, и содержимое емкости может быть рассыпано или пролито. С другой стороны, в настоящем варианте выполнения разделение происходит постепенно, причем нижняя пленка 162 защищена верхней пленкой 161. Поэтому воздух проходит через линии перфорации 22 без их разрыва, и различие между давлением воздуха в упаковочной емкости 100 и давлением воздуха вне упаковочной емкости 100 устраняется. Таким образом можно предотвратить разрыв нижней пленки 162.
[0133] Кроме того, размер каждой из герметизирующих крышек 260-1060, количество линий перфорации 22 нижней пленки 162, длина каждой линии перфорации 22 нижней пленки 162, положение адгезивных областей 163, их количество и т. п. не ограничиваются примерными значениями, описанными в каждом варианте выполнения, и могут быть изменены по мере необходимости.
[0134] Может быть осуществлена примерная модификация каждого варианта выполнения, в котором язычок 164 герметизирующей крышки может быть приварен к боковой стенке 17 корпуса емкости 120, аналогично второй модификации седьмого варианта выполнения. Кроме того, в каждом варианте выполнения язычок 164 может быть подвергнут процессу тиснения. Форма язычка 164 не ограничивается никакой конкретной формой.
[0135] Ниже на основе вариантов выполнения с шестого по четырнадцатый рассматриваются следующие варианты настоящего изобретения.
1. Упаковочная емкость, в которой язычок имеет выступ, образованный верхней пленкой и нижней пленкой, которые подвергаются процессу тиснения.
2. Упаковочная емкость, в которой легко отслаивающийся верхний пленочный элемент образован из полимера на основе полиэстера.
3. Упаковочная емкость, в которой барьерная пленка верхней пленки является пленкой, имеющей пароосажденный слой неорганической окиси или напыленный металлический слой, или пленкой, образованной сополимером этилена и винилового спирта (EVOH) или поливиниловым спиртом (PVA).
[0136] (Пятнадцатый вариант выполнения)
Ниже описывается упаковочная емкость 200 в соответствии с настоящим вариантом выполнения. Фиг. 35 представляет схематичный вид в сечении корпуса 220 упаковочной емкости 200. Схема упаковочной емкости 200 настоящего варианта выполнения будет описана со ссылкой на фиг. 35. Упаковочная емкость 200 является упаковочной емкостью, в которой описанный ниже корпус емкости 220 используется в качестве корпуса емкости 120 в соответствии с каждым из вариантов выполнения с первого по четырнадцатый.
[0137] Боковая стенка 17 образует цилиндрическую форму. Высота боковой стенки 17 составляет, например, 180 мм, а внешний диаметр боковой стенки 17 составляет, например, 95 мм. Нижняя часть 18 обеспечивается на части нижнего конца боковой стенки 17. Например, нижняя часть 18 обеспечивается так, чтобы она имела высоту, которая соответствует определенному расстоянию от нижнего края боковой стенки 17 в направлении к верхнему концу. Более конкретно нижняя часть 18 обеспечивается так, чтобы она была выше, чем более низкий край боковой стенки 17, на 8 мм в направлении к верхнему концу. Внешний край нижней части 18 соединен с внутренней боковой поверхностью боковой стенки 17. На фиг. 35 отверстие образовано в верхней части корпуса емкости 220. Как и в обычных упаковочных емкостях, когда содержимое упаковывается в упаковочную емкость 200, отверстие запечатывается, посредством чего внутренняя часть упаковочной емкости 200 герметично запечатывается. В примере, показанном на фиг. 35(a), нижняя часть 18 образует плоскую поверхность. В примере, показанном на фиг. 35(b), центральная часть нижней части 18 выступает наружу из корпуса емкости 220.
[0138] Фиг. 36 представляет внешний вид нижней части 18, представленной на фиг. 35, если смотреть снаружи корпуса емкости 220. В примере, показанном на фиг. 36, 24 линейные рифли 1201 равномерно обеспечиваются на наружной поверхности нижней части 18 так, что они продолжаются радиально, если смотреть от центра нижней части 18. В этом примере длина каждой из линейных рифлей 1201 составляет 12 мм. На фиг. 36 сплошные линии в круге представляют собой линейные рифли. Количество линейных рифлей вычисляется таким образом, что каждая из линейных рифлей, которые продолжаются радиально, если смотреть от центра нижней части 18, является одной рифлей. А именно, ряд линейных рифлей, которые симметричны относительно центра нижней части 18, считаются как две линейные рифли.
[0139] Количество линейных рифлей 1201 и длина каждой линейной рифли 1201 не ограничивается примером, показанным на фиг. 36. В качестве других примеров на фиг. 37 и фиг. 38 показаны первая, вторая и третья модификации настоящего варианта выполнения. В примере, показанном на фиг. 37(a), 12 линейных рифлей 1201 равномерно обеспечиваются на наружной поверхности нижней части 18 так, что они продолжаются радиально, если смотреть от центра нижней части 18. В этом примере длина каждой из линейных рифлей 1201 составляет 22 мм. Кроме того, в примере, показанном на фиг. 37(b), 12 линейных рифлей 1201, каждая из которых имеет длину 30 мм, равномерно расположены на наружной поверхности нижней части 18. В примере, показанном на фиг. 38, 8 линейных рифлей 1201, каждая из которых имеет длину 12 мм, и 8 линейных рифлей 1201, каждая из которых имеет длину 22 мм, равномерно расположены на наружной поверхности нижней части 18 таким образом, что линейные рифли 1201, имеющие длину 12 мм, и линейные рифли 1201, имеющие длину 22 мм, следуют друг за другом поочередно с одинаковым интервалом. Линейные рифли могут быть обеспечены и с нерегулярным интервалом.
[0140] Длина каждой линейной рифли 1201 может быть больше или равна 5 мм и меньше чем 100 мм. Количество линейных рифлей 1201 может быть больше или равно 6 и меньше чем 30. Когда длина каждой линейной рифли 1201 меньше вышеупомянутой длины, или когда количество линейных рифлей 1201 меньше вышеупомянутого количества, повышается вероятность деформации. С другой стороны, когда длина каждой линейной рифли 1201 больше вышеупомянутой длины, или когда количество линейных рифлей 1201 больше вышеупомянутого количества, жесткость нижней части 18 чрезмерно уменьшается, и соответственно уменьшается прочность упаковочной емкости. Особенно предпочтительное количество линейных рифлей 1201 больше или равно 6 и меньше чем 25.
[0141] Кроме того, может быть осуществлена четвертая модификация настоящего варианта выполнения, в которой в дополнение к 12 линейным рифлям 1201 на наружной поверхности нижней части 18 вокруг центральной части нижней части 18 могут быть предусмотрены круглые линии 1202, которые пересекают 12 линейных рифлей 1201 и центры которых соответствуют центру нижней части 18, как показано на фиг. 39.
[0142] В каждом из вышеописанных примеров линейные рифли 1201 не образованы в центральной части нижней части 18. Однако линейные рифли 1201 могут проходить через центральную часть нижней части 18.
[0143] Кроме того, в каждом из вышеописанных примеров нижняя часть 18 является круглой. Однако нижняя часть 18 может быть образована таким образом, что верхняя и нижняя плоскости имеют многоугольную форму, такую как квадрат или правильный шестиугольник. Таким образом, форма нижней части 18 не ограничивается никакой конкретной формой. Боковая стенка 17 может быть соединена частью своей внутренней стороны с внешним краем нижней части 18.
[0144] Фиг. 40(a) представляет схематичный вид в сечении, показывающий нижнюю часть 18 упаковочной емкости 200 по фиг. 35(a). В примере, показанном на фиг. 35(a) и фиг. 40(a), нижняя часть 18 образует плоскую поверхность без выступов, и линейные рифли 1201 (и/или линии 1202) образованы просто. Фиг. 40(b) представляет схематичный вид в сечении, показывающий нижнюю часть 18 из упаковочной емкости 200 по фиг. 35(b). В примере, показанном на фиг. 35(b) и фиг. 40(b), центральная часть нижней части 18 выступает наружу из упаковочной емкости 200 на 5 мм по сравнению с высотой внешнего края нижней части 18. Как показано на фиг. 35 и фиг. 40, часть нижнего конца боковой стенки 17 загнута внутрь, и плоская часть крепления, которая может быть загнута, предусматривается снаружи по существу внешнего края нижней части 18. Часть крепления вставляется в зазор, образованный загнутой боковой стенкой 17, и часть крепления и боковая стенка 17 после этого приклеены друг к другу так, чтобы прикрепить нижнюю часть 18 к боковой стенке 17.
[0145] Фиг. 40(c) представляет схематичный вид в сечении, показывающий модификацию нижней части 18 упаковочной емкости 200. В примере, показанном на фиг. 40(c), часть крепления на внешнем краю нижней части 18 и боковая стенка 17, которая охватывает часть крепления, приклеены друг к другу так, чтобы достичь заданной высоты от загнутой боковой стеночной части 17, которая образует нижний уровень упаковочной емкости 200, тем самым надежно запечатывая упаковочную емкость 200, и над ней образована незапечатанная часть 230, в которой приклеивание не выполняется. В этом примере, чем больше центральная часть нижней части 18 выступает наружу из упаковочной емкости 200, тем больше незапечатанная часть 230 части крепления на внешнем краю нижней части 18 деформируется внутрь. Следовательно, нижняя часть 18 легко выпучивается, и величина выступания может увеличиться, в то время как деформация, которая ухудшает внешний вид, как описано ниже, может быть эффективно уменьшена. В той области, где часть крепления на внешнем краю нижней части 18 и боковая стенка 17 перекрывают друг на друга, длина области, в которой выполняется приклеивание, предпочтительно составляет от 1 мм до 15 мм и особенно предпочтительно от 2 мм до 5 мм. Кроме того, длина незапечатанной части 230 предпочтительно составляет от 1 мм до 8 мм. Когда длина незапечатанной части 230 меньше или равна 1 мм, эффект уменьшения деформации, вызывающей ухудшение внешнего вида, уменьшается. Когда длина больше или равна 8 мм, материальные затраты повышаются, и экономическая эффективность производства упаковочной емкости 200 становится ниже.
[0146] Фиг. 41 показывает структуру слоев боковой стенки 17. Как показано на фиг. 41, боковая стенка 17 содержит слой полиэтилена 231, полученную способом осаждения пленку 232, слой полиэтилентерефталата 233, бумагу 234 и слой полиэтилена 235, которые перечислены в порядке соответственно от внутренней стороны к внешней стороне упаковочной емкости 200. Боковая стенка 17 образована слоями полимера, пленки и бумаги, как описано выше. Следовательно, боковая стенка 17 обладает жесткостью и является до некоторой степени деформируемой в направлении толщины и т. п.
[0147] Фиг. 42 показывает структуру слоев нижней части 18. Как показано на фиг. 42, нижняя часть 18 содержит слой полиэтилена 221, полученную способом осаждения пленку 222, газонепроницаемый функциональный слой полимера 223, слой полиэтилена 224, бумагу 225 и слой полиэтилена 226, которые перечислены в порядке соответственно от внутренней стороны к внешней стороне упаковочной емкости 200. Газонепроницаемый функциональный слой полимера является, например, слоем полимера, образованного сополимером этилена и винилового спирта. Нижняя часть 18 образуется слоями полимера, пленкой и бумагой, как описано выше. Следовательно, нижняя часть 18 обладает жесткостью и является до некоторой степени деформируемой в направлении толщины и т. п.
[0148] В примерах, показанных на фиг. 35(b), фиг. 40(b) и фиг. 40(c), когда нижняя часть 18 выпучивается, напряжение, образующееся около внешнего края нижней части 18, уменьшается линейными рифлями 1201, сжимающимися и уменьшающими свою ширину, и напряжение рассеивается по всей нижней части 18. Кроме того, когда предусмотрены линейные рифли 1201, например, деформация происходит вдоль линейных рифлей 1201, посредством чего морщины поглощаются и становятся незаметными. Таким образом, поскольку образование морщин в нижней части 18 уменьшается, предотвращается ухудшение дизайна упаковочной емкости 200, и нижняя часть 18 может быть выпучена в достаточной степени. С другой стороны, когда линейные рифли 1201 не предусмотрены, поскольку напряжение концентрируется на части около внешнего края нижней части, морщины 1001 образуются, как в нижней части 1000, показанной на фиг. 43, за счет чего дизайн ухудшается, и выпучивание становится недостаточным, чтобы более надежно уменьшить образование морщин, может быть предусмотрена незапечатанная часть 230, как показано на фиг. 40(c). Кроме того, в нижней части 18, показанной на фиг. 39, круглые линии 1202 точно так же, как и линейные рифли 1201, обеспечивают уменьшение напряжения и дополнительно обеспечивают поглощение морщин.
[0149] Кроме того, даже в окружающей среде, в которой давление воздуха вне упаковочной емкости 200 выше, чем давление воздуха внутри упаковочной емкости 200, поскольку жесткость нижней части 18 ниже, чем жесткость боковой стенки 17, выпучивание нижней части 18 уменьшается, или нижняя часть 18 втягивается внутрь упаковочной емкости 200, поглощая таким образом различие в давлении воздуха. С другой стороны, боковая стенка 17, имеющая отличимый внешний вид, не деформируется. Следовательно, дизайн упаковочной емкости 200 не ухудшается. Например, упаковочная емкость 200 была заполнена порошкообразным быстрорастворимым кофе при температуре 30°C, и после этого отверстие было запечатано, и упаковочная емкость 200 была оставлена в окружающей среде, в которой температура составляла 0°C. А именно, упаковочная емкость 200 с содержимым была оставлена в окружающей среде, в которой давление воздуха снаружи упаковочной емкости 200 было выше, чем давление воздуха внутри упаковочной емкости 200. В этом случае выпучивание нижней части 18 было уменьшено, а боковая стенка 17, имеющая отличимый внешний вид, не была деформирована. А именно, дизайн упаковочной емкости 200 в целом не был ухудшен.
[0150] Таким образом, в примерах, показанных на фиг. 35(b), фиг. 40(b) и фиг. 40(c), в случае, когда давление воздуха внутри упаковочной емкости 200 ниже, чем давление воздуха снаружи упаковочной емкости 200, различие в давлении воздуха поглощается. Следовательно, нижняя часть 18 выпучивается наружу из упаковочной емкости заранее, например, путем подачи воздуха. Однако в случае, в котором, как показано на фиг. 35(a) и фиг. 40(a), нижняя часть 18 не выпучивается заранее, когда, например, упаковочные емкости, упакованные содержимым в месте, находящемся на малой высоте, транспортируют для продажи в местность, находящуюся на большой высоте (над уровнем моря), и давление воздуха внутри упаковочной емкости становится выше, чем давление воздуха снаружи упаковочной емкости, нижняя часть 18 выпучивается наружу из упаковочной емкости, не образуя морщин, чтобы поглотить различие в давлении воздуха, и выпучивание боковой стенки 17 предотвращается. Следовательно, различие в давлении воздуха может быть поглощено без ухудшения дизайна упаковочной емкости.
[0151] Ниже описаны примеры настоящего варианта выполнения. В случае, когда были подготовлены нижняя часть 18 корпуса емкости 220, не имеющая линейных рифлей, а также нижние части 18 корпусов емкостей 220, имеющие линейные рифли, показанные на фиг. 36-39, когда давление воздуха внутри упаковочных емкостей 200 стало ниже, чем давление воздуха снаружи упаковочных емкостей 200, и нижние части втянулись внутрь, было определено, образовались ли морщины около внешних краев нижних частей. Результаты определения показаны в таблице 2 в колонке «Морщины, ухудшающие внешний вид». В этой колонке знак «+» означает состояние, в котором морщины не образовывались, тогда как знак «-» означает состояние, в котором морщины образовались. В таблице 2 расстояние выступа центральной части нижней части 18 относительно ее внешнего края обозначается как «глубина выпучивания». Кроме того, выпучивание нижней части 18 было образовано путем подачи воздуха под давлением 1 МПа в течение 0,2 секунд.
[0153] Как показано в таблице 2, в нижней части, не имеющей линейных рифлей, морщины образовались около внешнего края нижней части. С другой стороны, в нижних частях, имеющих линейные рифли, показанные на фиг. 36-39, около внешних краев нижних частей никаких морщин не образовалось. Таким образом, было подтверждено, что, когда на части наружной поверхности нижней части 18 были предусмотрены линейные рифли, даже когда давление воздуха внутри упаковочной емкости 200 стало ниже, чем давление воздуха снаружи упаковочной емкости 200, и нижняя часть 18 была втянута внутрь, около внешнего края нижней части 18 не произошло образования морщин, которые ухудшают дизайн.
[0154] Ниже рассмотрены следующие варианты настоящего изобретения.
1. Упаковочная емкость, в которой длина каждой линейной рифли больше или равна 5 мм и меньше чем 100 мм.
2. Упаковочная емкость, в которой количество линейных рифлей больше или равно 6 и меньше чем 30.
3. Упаковочная емкость, в которой нижняя часть образована материалом, в котором слой полиэтилена, полученная способом осаждения пленка, газонепроницаемый функциональный слой полимера, слой полиэтилена, бумага и еще один слой полиэтилена являются ламинированными в порядке соответственно от внутренней стороны к внешней стороне упаковочной емкости.
4. Упаковочная емкость, в которой часть боковой поверхности образуется материалом, в котором слой полиэтилена, полученная способом осаждения пленка, слой полиэтилентерефталата, бумага и слой полиэтилена являются ламинированными в порядке соответственно от внутренней стороны к внешней стороне упаковочной емкости.
[0155] (Шестнадцатый вариант выполнения)
Ниже описан шестнадцатый вариант выполнения настоящего изобретения. Фиг. 44(a) представляет вид сверху этикетки 51 в соответствии с настоящим вариантом выполнения. Кроме того, фиг. 44(b) представляет схематичный вид в сечении, показывающий структуру слоев этикетки 51. Этикетка 51 содержит множество вырезов 52, образованных кривыми линиями в плоской форме, во множестве частей на краю этикетки. Упаковочная емкость 300 в соответствии с настоящим вариантом выполнения получается приклеиванием этикетки 51 на поверхность герметизирующей крышки, которая образует внешнюю сторону упаковочной емкости, в каждом из упаковочных емкостей 100 и 200.
[0156] В примере, показанном на фиг. 44, плоская форма этикетки 51 такова, что край круглого элемента, имеющего диаметр 68 мм, имеет 18 равномерно расположенных круглых вырезов 52, имеющих радиус 1,5 мм каждый. Каждый из вырезов 52 углублен на 1,5 мм от края круглого элемента к центру круглого элемента.
[0157] Как показано на фиг. 44(b), этикетка 51 образована с использованием синтетической бумаги в качестве основного материала. Этикетка 51 имеет, например, слой, на котором выполняется печать чернилами, и надпечатный (OP) слой лака, таким образом, что на синтетической бумаге слой надпечатного лака располагается над слоем, на котором выполняется печать чернилами. Кроме того, ниже синтетической бумаги образован адгезивный слой. Адгезивный слой во время хранения защищается прокладочной бумагой.
[0158] Фиг. 45 представляет вид в перспективе упаковочной емкости 300 в примерном случае, когда этикетка 51 приклеивается к упаковочной емкости 100 в соответствии с шестым вариантом выполнения. Фиг. 46 - вид в вертикальном сечении упаковочной емкости 300 по линии G-G’, представленной на фиг. 45.
[0159] В настоящем варианте выполнения герметизирующая крышка 260 прижимается в направлении наружу концевой частью от стороны с узким отверстием воронкообразного компонента 701, и на герметизирующей крышке 260 образован концентрический выступ, имеющий высоту, например, 1 мм. Диаметр герметизирующей крышки 260 составляет 85 мм, а центр герметизирующей крышки 260 и центр этикетки 51 перекрывают друг на друга и этикетка 51 приклеивается так, чтобы она покрывала выступ.
[0160] Этикетка 51 имеет такую форму, чтобы она проходила вниз от ее центральной части к ее периферическому краевому участку вдоль герметизирующей крышки 260. В этом случае часть этикетки 51, направленная наружу от выступа, сжимается, и ширины вырезов 52 в направлении окружности этикетки 51 уменьшаются. Таким образом, периферический краевой участок этикетки 51 не складывается и не собирается, уменьшая таким образом образование морщин. Кроме того, сила сопротивления сжатию уменьшается, и вероятность отставания периферийного края этикетки 51 от герметизирующей крышки 260 уменьшается. Так как вырезы 52 образованы в форме дуги, напряжение, возникающее из-за сжатия, не концентрируется на конкретных частях вырезов 52 по сравнению с треугольными и т. п. вырезами, посредством чего образование морщин в вырезах 52 может быть дополнительно уменьшено.
[0161] Как описано выше, даже когда этикетка 51 приклеивается на неплоскую поверхность, включающую выступ, образование морщин или отставания уменьшается, посредством чего приклеивание к герметизирующей крышке 260 может быть выполнено надежно. Таким образом могут быть получены функция указания информации и функция представления дизайна этикетки 51, а также функция защиты герметизирующей крышки 260. Этикетка 51 приклеивается, чтобы указать информацию или представить дизайн. Поэтому даже для небольшого количества производственных партий информация или дизайн, уникальные для партии, могут быть легко показаны отдельной печатью на этикетке. Кроме того, поскольку герметизирующая крышка 260 защищается этикеткой 51, прочность герметизирующей крышки 260 может быть уменьшена, что позволяет сократить производственные расходы. Кроме того, по той же самой причине, которая описана выше, даже когда этикетка 51 приклеивается на неплоскую поверхность, включающую выемки, образование морщин или отставания также могут быть уменьшены.
[0162] Этикетка 51 может приклеиваться к герметизирующей крышке 260 с использованием обычной этикетирующей машины. Поскольку вырезы 52 имеют не прямолинейную форму, а форму дуги, этикетка 51 с меньшей вероятностью будет прихвачена этикетирующей машиной по сравнению со случаем, когда вырезы 52 имеют прямолинейную и т. п. форму. Следовательно, сбой наклеивания этикетки менее вероятен.
[0163] Размер и форма этикетки 51 не ограничиваются описанными выше. Когда диаметр герметизирующей крышки 260 больше или равен 50 мм и не превышает 100 мм, диаметр этикетки 51 предпочтительно больше или равен 40 мм и не превышает 100 мм, так что размер этикетки 51 не больше, чем размер герметизирующей крышки 260.
[0164] Форма и количество вырезов 52 этикетки 51 не ограничиваются описанными выше. Форма и количество вырезов могут быть выбраны по обстоятельствам в зависимости от, например, степени выпуклости или углубления герметизирующей крышки 260, формы герметизирующей крышки 260 и размера этикетки 51. Например, когда герметизирующая крышка 260 содержит углубление, имеющее глубину, которая больше или равна 1 мм и не больше чем 5 мм, или выступ, имеющий высоту, которая больше или равна 1 мм и не больше чем 5 мм, вырезы 52 предпочтительно образованы в полукруглой форме, имеющей один и тот же радиус, который больше или равен 1 мм и не больше чем 5 мм, в случае, когда этикетка 51 является круглым элементом, имеющим диаметр, который больше или равен 40 мм и не больше чем 100 мм. Кроме того, с точки зрения количества вырезов 52 количество вырезов 52 предпочтительно больше или равно 8 и не больше чем 24. С точки зрения интервалов для позиционирования вырезы 52 предпочтительно располагаются вдоль периферийного края этикетки 51 на равном расстоянии друг от друга, которое больше или равно 5 мм и не больше чем 10 мм. Когда радиус каждого выреза 52 или количество вырезов 52 становятся меньше описанных выше значений, или когда интервалы для позиционирования вырезов становятся больше описанных выше значений, получение эффекта становится менее вероятным. Когда радиус каждого выреза 52 или количество вырезов 52 становятся больше описанных выше значений, или когда интервалы для позиционирования вырезов становятся меньше описанных выше значений, площадь этикетки 51 уменьшается, и соответственно уменьшается область, доступная для печати. Кроме того, ширина каждого выреза 52 в направлении от периферийного края круглого элемента к центру круглого элемента предпочтительно равна около радиуса дуги каждого выреза 52. Таким образом, ширина каждого выреза 52 по периферии круглого элемента может быть увеличена, и сжатая ширина в приклеенном состоянии этикетки 51 также может быть увеличена. Вырезы 52 этикетки 51 могут иметь изогнутую форму, отличающуюся от формы дуги, посредством которой можно уменьшить концентрацию напряжения, а также уменьшить вероятность прихвата этикетки этикетирующей машиной.
[0165] Этикетка 51 предпочтительно образована путем использования в качестве основного материала синтетической бумаги, размер (толщина) которой меньше или равен 100 мкм, так чтобы она хорошо укладывалась на выступы или впадины герметизирующей крышки 260. Например, может использоваться синтетическая бумага YUPO (зарегистрированная торговая марка), производимая компанией YUPO CORPORATION, имеющая толщину 80 мкм, а в качестве адгезивного слоя может использоваться, например, вещество высокоадгезивного типа PAT1. Синтетическая бумага является более жесткой и поддающейся растягиванию, чем бумажные или полимерные пленки, и предпочтительно используется в качестве основного материала этикетки 51, приклеиваемой на поверхность, включающую выступ или впадину.
[0166] Упаковочная емкость, к которой должна приклеиваться этикетка 51, не ограничивается упаковочной емкостью 300, описанной выше. Этикетка 51 может приклеиваться к другим упаковочным емкостям или к объектам, отличающимся от упаковочных емкостей, когда этикетка 51 может быть приклеена адгезивом этикетки 51. Кроме того, этикетка 51 может приклеиваться на плоские поверхности.
[0167] На основе этого варианта выполнения в объем изобретения также входят следующие выполнения:
1. Упаковочная емкость, в которой плоская форма этикетки такова, что вырезы образованы в форме дуги, имеющий одинаковый для всех вырезов радиус, который больше или равен 1 мм и не превышает 5 мм, и вырезы образованы на периферийном краю круглого элемента, имеющего диаметр, который больше или равен 40 мм и не превышает 100 мм, таким образом, что вырезы располагаются друг от друга на одинаковом расстоянии, которое больше или равно 5 мм и не превышает 10 мм.
2. Упаковочная емкость, в которой плоская форма этикетки такова, что вырезы образованы в форме дуги, имеющий одинаковый для всех вырезов радиус, который больше или равен 1 мм и не превышает 5 мм, и вырезы образованы на периферийном краю круглого элемента, имеющего диаметр, который больше или равен 40 мм и не превышает 100 мм, и количество вырезов больше или равно 8 и не превышает 24.
[0168] Выше были описаны варианты выполнения настоящего изобретения. Однако в каждом из вариантов выполнения могут быть сделаны модификации, замены, дополнения и исключения компонентов по мере необходимости. В дополнение к этому, компоненты, описанные в каждом варианте выполнения, могут быть объединены вместе, чтобы обеспечить новый вариант выполнения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0169] Настоящее изобретение может использоваться, например, для упаковочных емкостей с текучим содержимым, таким как порошкообразные, гранулированные и жидкие вещества, для пересыпания (переливания) из одной емкости в другую емкость, а также для воронкообразных компонентов, использующихся в упаковочных емкостях.
СПИСОК ПОЗИЦИЙ
[0170] 12 - фланцевый участок;
17 - боковая стеночная часть;
18 - нижняя часть;
20 - плоский элемент;
21 - периферийная часть;
22 - линии перфорации;
24 - часть контакта;
25 - адгезивный участок;
51 - этикетка;
52 - вырез;
100 - упаковочная емкость;
101 - воронкообразный компонент;
102 - воронкообразная часть;
103 - выпускная часть;
104 - боковая стеночная часть;
105 - отверстие;
106 - часть отверстия;
107 - линейные рифли;
120 - корпус емкости;
133 - внутренний диаметр воронкообразного элемента;
150 - содержимое;
160 - герметизирующая крышка;
160B - герметизирующая крышка;
161 - верхняя пленка;
162 - нижняя пленка;
163 - адгезивная область;
164 - язычок;
165 - надрез;
166 - периферический краевой участок;
167 - периферический краевой участок;
168 - область;
169 - адгезивная область;
170 - углубления;
171 - верхний пленочный элемент;
172 - нижний пленочный элемент;
191 - часть с увеличивающейся шириной;
192 - щель для воздуха;
200 - упаковочная емкость;
203 - промежуточный продукт;
206 - загнутый участок;
220 - корпус емкости;
221 - слой полиэтилена;
222 - полученная способом осаждения пленка;
223 - газонепроницаемый функциональный слой полимера;
224 - слой полиэтилена;
225 - бумага;
226 - слой полиэтилена;
230 - незапечатанная часть;
231 - слой полиэтилена;
232 - полученная способом осаждения пленка;
233 - слой полиэтилентерефталата;
234 - бумага;
235 - слой полиэтилена;
260 - герметизирующая крышка;
300 - упаковочная емкость;
301 - воронкообразный компонент;
360 - герметизирующая крышка;
406 - загнутый участок;
460 - герметизирующая крышка;
501 - воронкообразный компонент;
502 - воронкообразная часть;
503 - выпускная часть;
504 - боковая стеночная часть;
506 - часть отверстия;
508 - углубления;
512 - первая сужающаяся часть;
522 - вторая сужающаяся часть;
560 - герметизирующая крышка;
606 - загнутый участок;
660 - герметизирующая крышка;
701 - воронкообразный компонент;
704 - боковая стеночная часть;
707 - линейные рифли;
710 - резервуар;
711 - отверстие;
712 - резиновый элемент;
713 - открывающий элемент;
760 - герметизирующая крышка;
860 - герметизирующая крышка;
901 - этикетка;
910 - упаковочная емкость;
920 - корпус емкости;
960 - герметизирующая крышка;
1000 - нижняя часть;
1001 - морщина;
1012 - часть фланцевого участка;
1060 - герметизирующая крышка;
1120 - корпус емкости;
1160 - герметизирующая крышка;
1161 - верхняя пленка;
1162 - нижняя пленка;
1163 - адгезивная область;
1163 - адгезивная область;
1164 - язычок;
1165 - надрез;
1169 - разделительный слой;
1201 - линейные рифли;
1202 - круглая линия;
1960 - герметизирующая крышка.
Реферат
Изобретение касается воронкообразного компонента и упаковочной емкости, использующей такой воронкообразный компонент. Воронкообразный компонент содержит: воронкообразную часть, имеющую диаметр, который увеличивается от стороны с узким отверстием к стороне с широким отверстием; выпускную часть, которая соединена с концевой частью на стороне с узким отверстием; и боковую стеночную часть, которая окружает участок с отверстием на стороне с широким отверстием воронкообразной части, соединена с воронкообразной частью и вставлена в корпус емкости. Воронкообразный компонент интегрально образован листовым элементом, включающим герметизирующий слой и бумагу. Загнутый участок образован листовым элементом, согнутым на себя и приваренным по всей периферии участка с отверстием выпускной части. Упаковочная емкость образована воронкообразным компонентом, вставляемым в корпус емкости, имеющим открытый конец, нижнюю часть и боковую стенку. 2 н. и 22 з.п. ф-лы, 47 ил., 2 табл.
Комментарии