Пластиковая емкость - RU2457915C2
Код документа: RU2457915C2
Чертежи

Описание
Изобретение относится к пластиковой бутылке и подобным емкостям из пластмассы согласно ограничительной части п.1 формулы изобретения.
Общепринятые в прошлом емкости из белой или цветной жести, из стекла или керамики во все большей степени заменяются емкостями из пластмассы. В частности, для упаковки сыпучих сред, например чистящих средств, средств личной гигиены, косметики, средств для ухода за автомобилем и т.п., главным образом, используются пластиковые емкости. Небольшой вес и малая стоимость, несомненно, играют в этом замещении не последнюю роль. Использование пластмассовых материалов, которые можно вторично перерабатывать и, в целом, более благоприятный энергетический баланс при их изготовлении также способствуют признанию пластиковых емкостей, в частности пластиковых бутылок со стороны потребителей.
Наиболее часто используемый вид пластиковых бутылок в большинстве случаев изготовлен их полиэтилентерефталата (РЕТ). Эти бутылки обычно изготавливают так называемым способом литья под давлением с выдуванием, представляющим собой комбинацию литья под давлением и формования раздувом. При этом сначала в процессе литья под давлением в пресс-форме получают преформу из полиэтилентерефталата. С недавних пор для изготовления преформ предложены также способы формования выдавливанием. Преформа имеет, по существу, удлиненный, цилиндрический корпус и с одного из продольных концов выполнена замкнутой. Опорное кольцо отделяет корпус от участка горлышка с выливным отверстием. Участок горлышка обычно уже имеет форму будущего горлышка бутылки. С наружной стороны участка горлышка уже выполнены резьбовые участки или тому подобное для установки пробки. Преформа после ее изготовления извлекается из формы и сразу же подвергается дальнейшей обработке или передается на промежуточное хранение для последующей обработки на выдувном станке. Перед дальнейшей обработкой на выдувном станке преформа при необходимости кондиционируется; после этого она помещается в выдувную форму раздувного станка. В выдувной форме преформа, наконец, раздувается с помощью газа, нагнетаемого при повышенном давлении, в соответствии с полостью формы и при этом с помощью оправки для вытяжки дополнительно вытягивается. Известен также способ литья под давлением с выдуванием, при котором процесс выдувания следует непосредственно за литьем преформы под давлением. При этом преформа остается на оправке для литья, одновременно образующей оправку для вытяжки. В этом способе также преформа снова раздувается за счет повышенного давления в соответствии с полостью выдувной формы, поданной на оправку для литья или, наоборот, и при этом вытягивается на оправке для вытяжки. После этого готовая пластиковая бутылка извлекается из формы.
Однослойные или многослойные пластиковые бутылки и емкости часто изготавливаются так называемым способом экструзионно-раздувного формирования, в частности, способом экструзии рукава с раздувом. Экструзионно-раздувные станки, используемые для экструзивно-раздувного способа, как правило, содержат один или несколько экструдеров с подачей необходимого пластмассового материала. Выход экструдера соединен с экструзионной головкой, из выходной фильеры которой, предпочтительно с регулируемым размером отверстия, выдается экструдированный рукав. Экструдированный пластмассовый рукав может иметь однослойную или многослойную структуру. Рукав, выдаваемый непрерывно или квази-непрерывно, передается в выдувную форму и раздувается под действием повышенного давления с помощью раздувной оправки, вводимой в полость формы. После этого раздутая пластиковая бутылка извлекается из полости формы.
Пластиковые бутылки и подобные емкости из пластмассы изготавливаются в очень больших количествах и поэтому в целях экономии производственных издержек постоянно являются предметом оптимизации. Поэтому с точки зрения стоимости, а также экологии делаются попытки экономии материала. Однако, с другой стороны, при этом всегда следует учитывать также необходимую жесткость пластиковых бутылок. Последняя, в частности, в случае пластиковых бутылок с объемом наполнения порядка 50-300 мл, ограничивает усилия техников и дизайнеров.
Поэтому задачей настоящего изобретения является создание пластиковой бутылки, обладающей необходимой жесткостью. При этом требуемая жесткость может быть достигнута без использования дополнительного материала. Менять существующие способы изготовления нет необходимости.
Решение этой задачи сводится к пластиковой бутылке и подобным емкостям из пластмассы, содержащим признаки, приведенные в отличительной части п.1 формулы изобретения. Усовершенствованные и/или предпочтительные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Пластиковая бутылка и подобные емкости для размещения жидких веществ имеют удлиненный корпус, одна сторона которого закрыта дном, а его противоположная сторона переходит в горлышко с выливным отверстием. Плечевой участок проходит от участка горлышка до участка корпуса большего диаметра. По меньшей мере на части осевой и проходящей в окружном направлении протяженности плечевого участка предусмотрено структурирование.
Структурирование плечевого участка пластиковой бутылки придает бутылке желаемую жесткость. Даже при дальнейшей оптимизации за счет экономии материала плечевого участка структурированная пластиковая бутылка имеет по меньшей мере такую же жесткость, что и сопоставимая пластиковая бутылка с большей толщиной стенки. При постоянной толщине стенки жесткость увеличивается. Благодаря этому пластиковая бутылка имеет большую стойкость при хранении, а также она может быть использована в разливочных установках при более высокой температуре.
Предпочтительно, структурирование равномерно выполняется вдоль окружной протяженности плечевого участка в виде повторяющихся кольцеобразно расположенных основных геометрических структур. Повторяющиеся кольцеобразно расположенные основные геометрические структуры просты в изготовлении и непосредственно способствуют повышению жесткости структурированных участков. Основные геометрические структуры, повторяющиеся по периметру плечевого участка, способствуют равномерному усилению области стенки по периметру.
Дополнительным преимуществом оказываются два или несколько колец основных геометрических структур, расположенных на плечевом участке и отделенных друг от друга поперечными канавками. Это позволяет подогнать основные геометрические структуры, предусмотренные на плечевом участке, под контур пластиковой бутылки и рассчитать их в соответствии с этим контуром.
Нижеприведенные предпочтительные варианты осуществления изобретения сами по себе или в комбинации друг с другом способствуют дальнейшему повышению жесткости пластиковой бутылки.
Еще один вариант выполнения пластиковой бутылки предусматривает отделение геометрических структур друг от друга с помощью канавок, проходящих по существу в продольном направлении корпуса.
Канавки, проходящие в продольном направлении, могут быть расположены параллельно продольной оси или также образовывать с продольной осью корпуса угол до 45°. Таким образом, основные геометрические структуры могут иметь продольные стороны, которые в проекции проходят параллельно продольной оси корпуса или под углом к ней.
Хорошая жесткость достигается при глубине поперечных и/или продольных канавок от примерно 0,5 до примерно 1,5 мм. При этом поперечные и продольные канавки могут также иметь глубины, отличные друг от друга.
Жесткость повышается также за счет дна поперечных и/или продольных канавок, ширина которого, измеренная перпендикулярно прохождению канавки, составляет от примерно 0,2 до примерно 1,2 мм.
Целесообразный вариант выполнения пластиковой бутылки предусматривает, что стенки поперечных и/или продольных канавок образовывают между собой угол раскрытия, составляющий от примерно 50 до примерно 100°. При этом углы, образованные стенками поперечных или продольных канавок, могут быть выполнены отличными друг от друга.
Преимуществом для получаемой жесткости пластиковой бутылки на плечевом участке является кольцеобразное структурирование с 9-15, предпочтительно, 10-14, основными геометрическими структурами, равномерно расположенными по периметру.
Весьма целесообразный вариант осуществления изобретения предусматривает, что на плечевом участке расположены два или несколько колец основных геометрических структур. При этом каждое кольцо имеет одинаковое количество основных геометрических структур, которые целесообразным образом содержат соответствующее вышеупомянутое количество основных структур и отделены друг от друга продольными канавками, распространяющимися на соседние кольцевые структуры. При этом основные структуры соседних колец не должны быть выполнены идентичными, а могут в соответствии с частью плечевого участка отличаться друг от друга, например, с учетом различия радиусов кривизны или диаметров.
Для основных геометрических структур целесообразными формами оказываются прямоугольные или трапецеидальные. При этом трапецеидальные основные структуры расположены, предпочтительно, на участке плечевого участка около горлышка.
Основные структуры имеют высоту, 1-1,5-кратную их ширине. Отсюда вытекают предпочтительные значения прочности, а для формообразования одновременно может быть использован контур пластиковой бутылки.
Выполнение пластиковой бутылки согласно изобретению со структурированным плечевым участком оказывается целесообразным, в частности, для бутылок с объемом наполнения порядка 50-330 мл.
Структурирование плечевого участка пластиковой бутылки может быть выполнено у пластиковых бутылок, изготовленных способами выдувания и экструзионно-раздувного формирования. При этом структурирование осуществляется в процессе раздувания внутри полости выдувной формы. Оно реализуется просто путем соответствующего расчета стенок полости формы. При этом преформы, используемые при способе выдувания, остаются без изменений. Аналогичным образом без изменений остается при способе экструзионно-раздувного формирования также процесс экструзии, т.е. ни в каких изменениях экструзионной фильеры необходимости нет.
Другие преимущества и признаки вытекают их нижеследующего описания примера варианта осуществления изобретения со ссылкой на схематические чертежи, где без соблюдения масштаба:
на фиг.1 показан вид пластиковой бутылки, выполненной согласно изобретению, в перспективе;
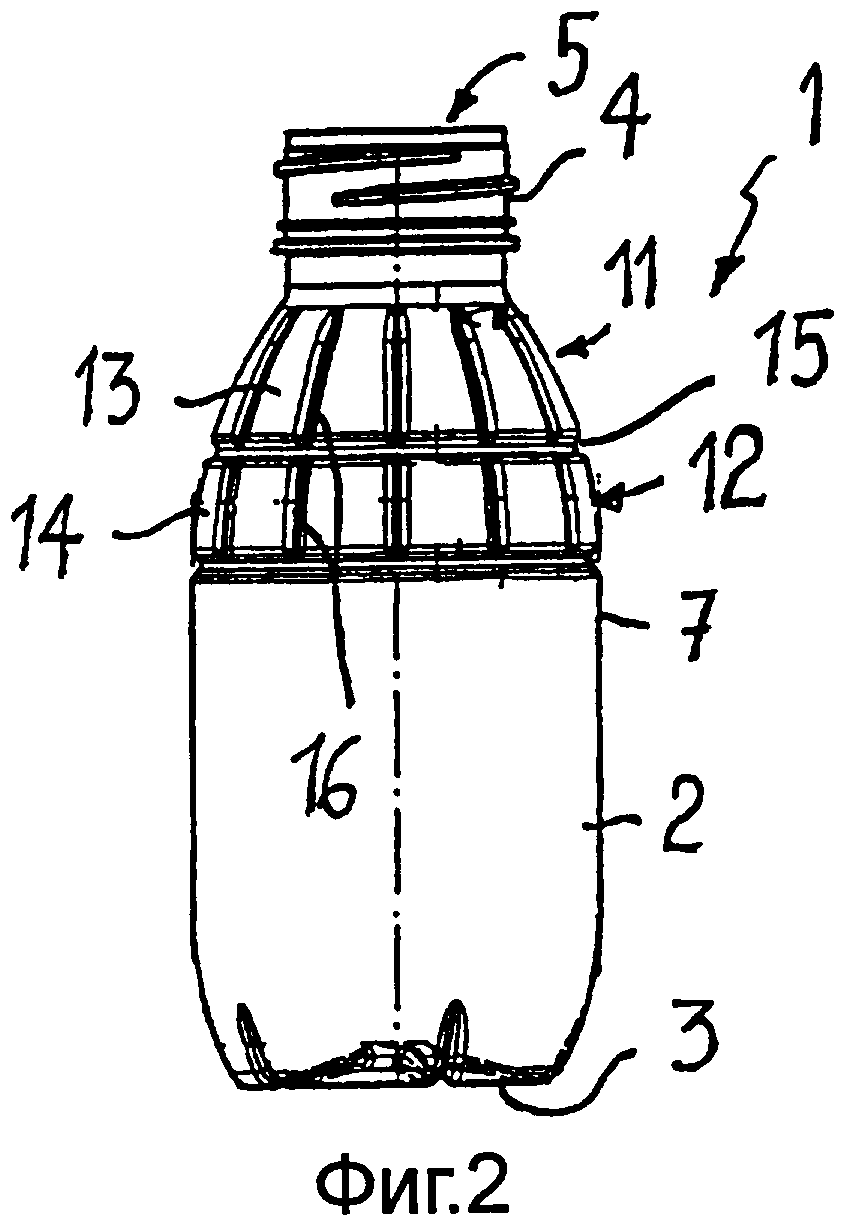
на фиг.2 показан вид сбоку пластиковой бутылки на фиг.1;
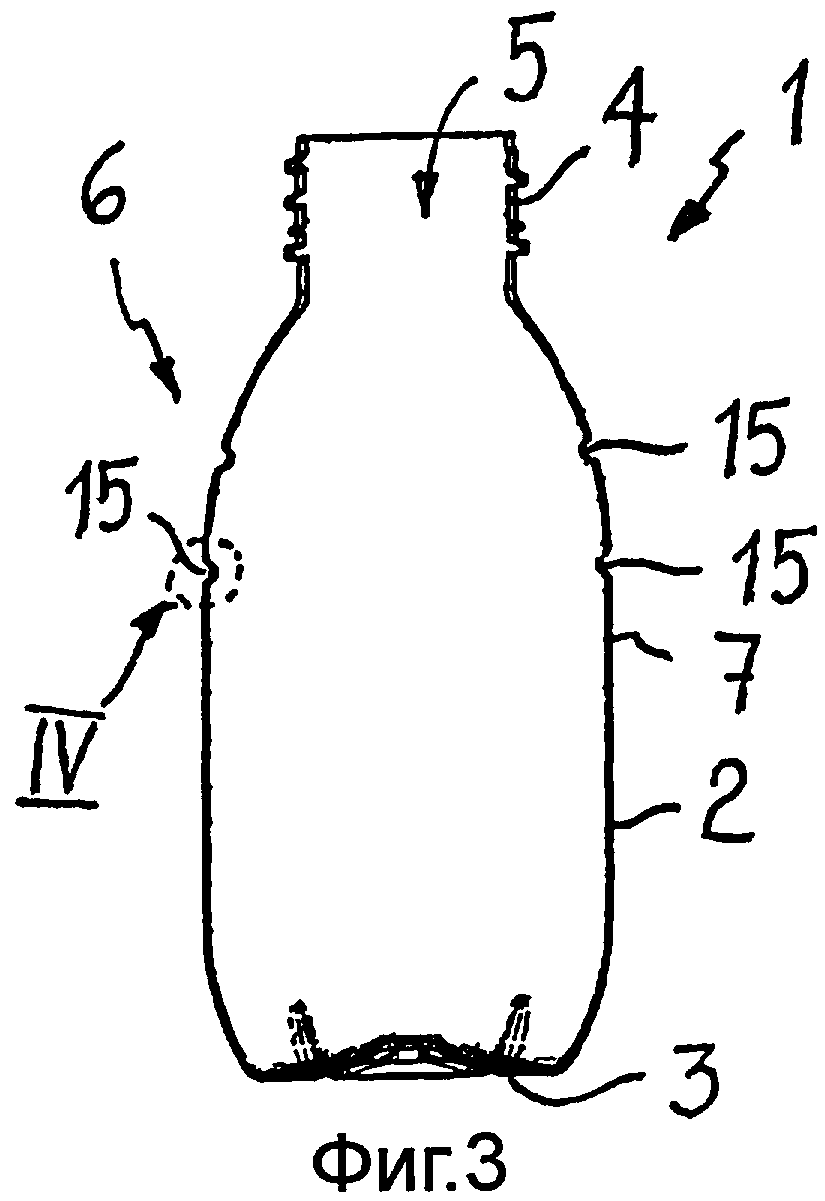
на фиг.3 показано осевое сечение пластиковой бутылки; и
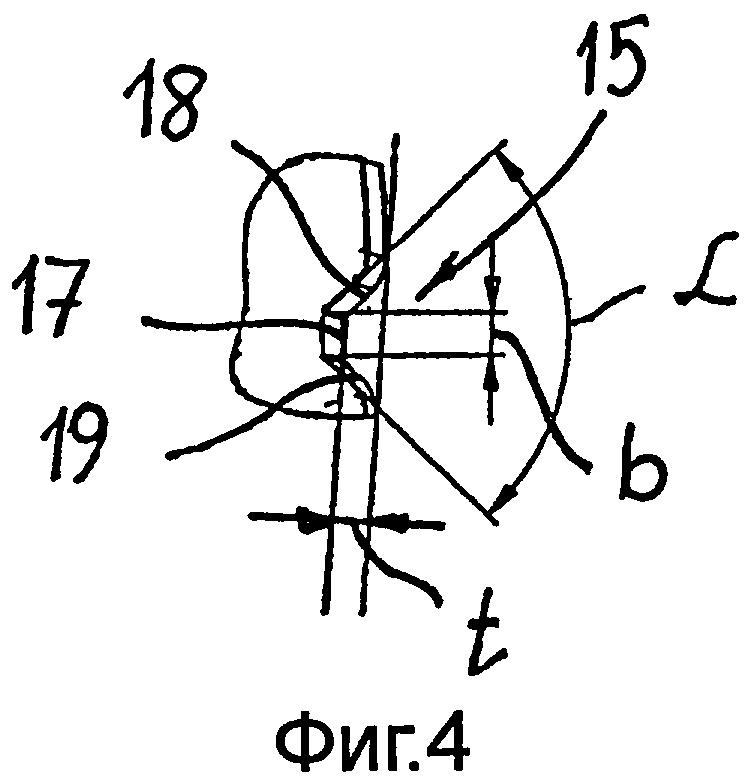
на фиг.4 показан выносной элемент по стрелке на фиг.3.
На фигурах одинаковые элементы обозначены, соответственно, одинаковыми позициями.
Пластиковая бутылка, выполненная согласно изобретению, на фиг.1-3 везде, соответственно, обозначена позицией 1. Речь идет, например, о пластиковой бутылке с объемом наполнения 125 мл. Пластиковая бутылка 1 имеет удлиненный, вращательно-симметричный корпус 2, один из продольных концов которого закрыт дном. На противоположном конце корпус переходит в участок 4 горлышка с выливным отверстием 5. С наружной стороны участка 4 горлышка выполнены резьбовые участки, обеспечивающие навинчивание пробки. Плечевой участок 6 проходит от участка 4 горлышка до области 7 большего диаметра корпуса 2. В случае участка 7 большего диаметра речь может, но необязательно должна идти об участке корпуса 2 пластиковой бутылки 1. Такие пластиковые бутылки в большинстве случае изготавливаются способом выдувания. Однако они могут изготавливаться также способом экструзионно-раздувного формирования.
Плечевой участок 6 корпуса 2 по всей своей осевой протяженности и по периметру имеет структурирование 10. На приведенном примере осуществления пластиковой бутылки структурирование 10 представлено двумя кольцами 11, 12 основных геометрических структур 13, 14, равномерно расположенных по периметру плечевого участка 6. Оба кольца 11, 12 основных структур 13, 14 отделены друг от друга поперечной канавкой 15. Другая поперечная канавка 15 замыкает плечевой участок 6 при переходе к участку 7 большего диаметра корпуса 2. Основные геометрические структуры 13, 14, по существу, выполнены прямоугольными или трапецеидальными и отделены друг от друга канавками 16, проходящими в продольном направлении. В изображенном примере осуществления продольные канавки 16 в боковой проекции проходят параллельно продольной оси пластиковой бутылки 1. В примере осуществления без дальнейшей детализации канавки, проходящие в продольном направлении, могут проходить также под углом до 45° относительно продольной оси.
Основные геометрические структуры 13, 14 имеют по оси высоту, примерно равную их ширине или достигающую полуторной величины последней. Понятно, что под высотой и шириной, соответственно, понимаются развернутые размеры. На фиг.1 и 2 видно, что основные структуры 13, расположенные ближе к плечевому участку 4, имеют, по существу, трапецеидальную форму с высотой, превышающей ширину. Трапецеидальные основные структуры 13 граничат с плечевым участком 4 непосредственно. Второе кольцо 12 основных структур состоит из примерно квадратных основных структур 14. Количество основных структур 13, 14 в обоих кольцах 11, 12 одинаково и в типичных случаях равно примерно 9-15, предпочтительно, 10-14.
На фиг.4 в увеличенном виде изображен фрагмент стенки бутылки с поперечной канавкой 15, обозначенный на фиг.3 стрелкой IV. Поперечная канавка 15 ограничена стенками 18, 19, в типичных случаях образующих угол α раскрытия порядка 50-100°. В изображенном фрагменте IV угол α раскрытия составляет примерно 90°. Обе стенки 18, 19 примыкают к дну 17 канавки, ширина которой, измеренная в поперечном направлении относительно протяженности канавки, составляет от примерно 0,2 до примерно 1,2 мм. Канавка 15 имеет глубину Т от примерно 0,5 до примерно 1,5 мм. Размеры канавок поясняются на примере поперечной канавки 15. Понятно, что размеры продольных канавок 16 выполнены аналогично и укладываются в указанные диапазоны. При этом размеры поперечных канавок 15 и продольных канавок 16 могут отличаться друг от друга. Обычно продольные канавки 16 имеют более узкое дно, чем поперечные канавки 15, да и их угол раскрытия в типичных случаях меньше.
Изобретение поясняется на примере пластиковой бутылки с объемом наполнения порядка 125 мл. В принципе изобретение не ограничивается такими объемами наполнения. Оказывается, что наличие структур 10 на плечевом участке 6, особенно у пластиковых бутылок с объемами наполнения от 50 до 330 мл, дает преимущества в отношении приобретения жесткости. Хотя в приведенном примере осуществления структурирование 10 охватывают весь плечевой участок 6, понятно, что оно может быть также предусмотрено лишь на части плечевого участка 6 вдоль его оси или по периметру. Структурирование может быть выполнено у пластиковых бутылок, изготовленных способами выдувания или экструзионно-раздувного формирования. При этом особенно предпочтительным структурирование оказывается в процессе раздувания внутри полости выдувной формы.
Реферат
Изобретение относится к пластиковой емкости для размещения жидких веществ. Пластиковая емкость для размещения жидких веществ, содержащая удлиненный корпус, один продольный конец которого закрыт дном, а противоположный конец переходит в участок горлышка с выливным отверстием, и который содержит плечевой участок, проходящий от участка горлышка до участка большего диаметра корпуса, причем плечевой участок, по меньшей мере, на части своей осевой и проходящей в окружном направлении протяженности имеет структурирование, отличающаяся тем, что на плечевом участке выполнены два или более колец геометрических структур, при этом кольца отделены друг от друга поперечными канавками, причем другая поперечная канавка замыкает плечевой участок при переходе к участку большего диаметра корпуса, а геометрические структуры отделены друг от друга продольными канавками. Изобретение характеризуется повышенной жесткостью. 13 з.п. ф-лы, 4 ил.
Комментарии