Пластмассовая емкость, имеющая широкое отверстие, запечатываемое гибкой верхней крышкой, и способ изготовления - RU2752667C1
Код документа: RU2752667C1
Чертежи




Описание
Область техники
Изобретение, в общем, относится к емкостям, используемым в тароупаковочной промышленности, в частности к пластмассовым емкостям, имеющим верхнее отверстие для извлечения содержимого емкости. Изобретение также относится к способу изготовления емкостей.
В частности, изобретение относится к емкости, имеющей корпус, выполненный из пластмассы, и гибкую верхнюю крышку, причем полый корпус имеет:
- верхнюю часть кольцевой формы, имеющую отверстие;
- дно с противоположной стороны от верхней части; и
- кольцевую боковую стенку, проходящую вокруг продольной оси от дна к верхней части.
Предшествующий уровень техники
Емкости с корпусом и отверстием для доступа сверху корпуса, в общем, снабженные закрывающим элементом для запечатывания отверстия для доступа, выпускаются в очень больших количествах. Дно, по существу, плоское и, в общем, определяет опорную поверхность, пригодную для удерживания емкости в вертикальном положении параллельно продольной оси. Отверстие обычно является широким отверстием, которое ограничено непосредственно на верхней части полого корпуса. Отверстие окружено плоским верхним ободом, также называемым фланцем, который выступает наружу по сравнению с кольцевой боковой стенкой корпуса. Закрывающий элемент и фланец выступают радиально наружу по сравнению с верхней частью кольцевой боковой стенки корпуса.
В области производства изделий для пищевых продуктов корпус, предназначенный для размещения пищевого продукта, в общем, изготавливают в пресс-форме посредством термоформования из пластмассового листа. Емкости формируются одновременно и имеют вытянутую тонкую термоформованную часть и толстую невытянутую часть, соединяющую емкости друг с другом. Емкости получают после резки фланцев, отходящих наружу от термоформованной части. Такой способ позволяет изготавливать весьма недорогие упаковочные емкости, в то же время, соблюдая требования гигиенических стандартов а отношении изделий для пищевых продуктов. Для изготовления с высокой производительностью обычных емкостей, которые группируют в упаковки и каждый из которых запечатывают гибкой закупоривающей крышкой (мембраной), обычно используют ФНЗ-технологию (формовка, наполнение и запечатывание). Такие емкости также имеют небольшой вес по сравнению со стеклянными емкостями.
Недостатком таких емкостей является то, что фланец является толстой невытянутой частью и, таким образом, содержит значительное количество пластмассы, что оказывает отрицательное влияние на стоимость и/или экологическую устойчивость (например, использование большего количества пластмассы и бóльшие расходы на транспортирование). Кроме того, в отношении фланца имеется визуальный аспект, который какой-либо потребитель мог бы воспринять по-иному.
Некоторые емкости, имеющие широкое отверстие, также могут иметь жесткую крышку, например, закрепленную на резьбе или сходной крепежной части емкости. Такие емкости имеют высокую стоимость.
В документе US6547093 приведено описание емкостей без наружного фланца, имеющих соответствующее уплотнение между уплотнительным элементом и уплотнительным участком, по меньшей мере, образованном на продолжающейся радиально внутрь безопорной уплотнительной кромке. В таких емкостях уплотнительный элемент из металлической фольги имеет размер намного больше наружного размера боковой стенки. Фактически, уплотнительный элемент из фольги приклеен сверху емкости и уплотняет входное отверстие и продолжается по верхней поверхности кромки вокруг углового участка, образованного между кромкой и секцией стенки и вниз к заплечику на наружной поверхности секции стенки. При таком конструктивном исполнении уплотнительного элемента пользователь не может легко удалить уплотнительный элемент. Кроме того, боковая стенка не может иметь простую конструкцию, и толщина боковой стенки не может быть оптимизирована. Кроме того, частичное закрывание боковой стенки уплотнительным элементом создает несовременный внешний вид, который какой-либо потребитель мог бы воспринять по-иному. И, наконец, материал в уплотнении при частичном закрывании боковой стенки оказывает отрицательное влияние на стоимость и/или экологическую устойчивость (например, использование большего количества пластмассы и бóльшие расходы на транспортирование).
Соответственно, представляет интерес изготовление емкостей с помощью эффективных производственных процессов, сводя к минимуму количество пластмассы, используемой в емкости и/или крышке, в то же время, обеспечивая эффективное несложное обращение пользователей с уплотнением и/или привлекательное зрительное восприятие.
Раскрытие изобретения
Задача изобретения заключается в создании емкостей, устраняющих одну или более из вышеуказанных проблем.
С этой целью варианты осуществления изобретения предлагают емкость, включающую в себя:
- полый корпус, выполненный из пластмассы, преимущественно из термопластического материала,
- гибкую верхнюю крышку (которая преимущественно является отслаиваемой),
причем полый корпус содержит:
- верхний фланец кольцевой формы, окружающий верхнее отверстие, причем верхний фланец имеет наружную кромку;
- дно, расположенное напротив верхнего отверстия; и
- боковую стенку кольцевой формы, проходящую вокруг продольной оси от дна к кольцевой верхней части боковой стенки, непосредственно соединенной с наружной кромкой фланца;
причем гибкая верхняя крышка содержит:
- при необходимости, отрывной язычок, который проходит за наружную кромку верхнего фланца;
- кольцевую часть уплотнительного контакта, находящуюся в контакте в осевом направлении с кольцевой верхней поверхностью верхнего фланца для закрывания верхнего отверстия;
причем верхний фланец является внутренним фланцем, выступающим радиально внутрь от кольцевой верхней части боковой стенки,
и гибкая верхняя крышка является частью из фольги, имеющей кольцевую наружную кромку, которая, за исключением ограничения дополнительного отрывного язычка (т.е. за исключением такого отрывного язычка):
- не проходит радиально за наружную кромку верхнего фланца или
- проходит радиально не более чем на 2,0 мм, предпочтительно не более чем на 1,0 мм за наружную кромку верхнего фланца.
Таким образом, за исключением отрывного язычка, если таковой имеется, гибкая верхняя крышка имеет, по существу, такие же наружный размер и форму, как и наружная кромка верхнего фланца, которая непосредственно соединена с кольцевой верхней частью боковой стенки. Соответственно, гибкая верхняя крышка имеет оптимизированный размер с одним отрывным язычком и без ненужной части, закрывающей боковую стенку или смещенной в сторону относительно боковой стенки.
Кольцевая наружная кромка гибкой верхней крышки проходит, по существу, параллельно наружной кромке верхнего фланца и не более чем на 1,0 мм за наружную кромку верхнего фланца, за исключением отрывного язычка, если таковой имеется (один отрывной язычок).
Захватывание и отслаивание отрывного язычка в плоскости отверстия может соответствовать одному и тому же движению пользователя, когда небольшой отрывной язычок проходит параллельно (или, по существу, параллельно) плоскости отверстия.
Согласно конкретному случаю боковая стенка имеет верхний участок (предпочтительно без выпуклостей), который сужается до кольцевой верхней части боковой стенки, где верхний фланец выступает радиально внутрь.
Гибкая верхняя крышка находится в контакте в осевом направлении только с верхней частью корпуса. Дополнительный небольшой отрывной язычок проходит перпендикулярно продольной оси (по существу, горизонтально), так что не имеется никаких визуальных соприкосновений между наружной поверхностью боковой стенки и гибкой верхней крышкой, имеющей язычок. Представляет интерес, например, случай, когда боковая стенка прозрачная, а верхняя крышка непрозрачная.
В таком конструктивном исполнении без наружной выступающей кромки по сравнению с боковой стенкой, объем емкости не воспринимается как недостаточный, особенно, когда отверстие (которое является широким, например, больше 35 - 40 мм) имеет ширину не более 60 - 70 мм.
Кроме того, в пищевой промышленности, как и в других областях, пластмассовые емкости часто складывают в стопку сверху друг друга для образования стопок, которые можно размещать слоями на паллете. При наличии такой емкости без наружного фланца, выступающего наружу по сравнению с кольцевой боковой стенкой корпуса, паллета может содержать больше емкостей, поскольку расстояние между емкостями может быть уменьшено.
Кроме того, конструкция верхней части емкости создает другое визуальное восприятие по сравнению с верхней частью емкости, имеющей наружный фланец или с верхней частью емкости, имеющей согнутую гибкую крышку (на боковой стороне которой имеются складки).
Поскольку гибкая верхняя крышка не имеет сложенной части, пользователь также может захватывать отрывной язычок более легким образом без необходимости разгибания некоторых краевых частей крышки.
Таким образом, уменьшается количество материала для изготовления верхней крышки (тонкая фольга), при этом обеспечиваются:
- достаточное уплотнение, с одной стороны,
- и достаточное сопротивление открыванию, с другой стороны (во избежание возникновения случайных трещин или утечек).
Отсутствие у емкости жесткой крышки является преимуществом. Благодаря высокой точности и эффективности во время приклеивания гибкой верхней крышки к верхнему фланцу достигается надлежащее компромиссное решение. Особо точное соединение верхнего фланца и сужающегося верхнего участка боковой стенки представляют интерес с точки зрения эффективности запечатывания. Например, когда боковая стенка имеет кольцевой выступ рядом с дном, боковая стенка с сужающим верхним участком может лучше реверсивно деформироваться и противодействовать вертикальному усилию, необходимому для запечатывания на верхней поверхности верхнего фланца.
Верхнее отверстие является широким отверстием, например, пригодным для вставления обычной ложки.
На протяжении всего описания и формулы изобретения выражение «широкое отверстие» означает, что отверстие имеет диаметр (если отверстие круглое) или меньший размер (если отверстие некруглое), по меньшей мере, больше половины внутреннего диаметра или сходного радиального размера, измеренного в самом узком сечении боковой стенки корпуса. При необходимости такой диаметр или меньший размер отверстия, по меньшей мере, больше трех четвертей внутреннего диаметра или исходного радиального размера боковой стенки (т.е. с отношением длин, по меньшей мере, 3/4 между такими размерами). Предпочтительно, широкое отверстие имеет диаметр или эквивалентный характеристический размер, который больше или равен половине диаметра или сходного радиального размера, измеренного в максимальном сечении боковой стенки корпуса. Такое широкое верхнее отверстие является единственным отверстием корпуса.
Верхняя гибкая крышка, выполненная из тонкой пленки или слоистого материала, не увеличивает размеры емкости и не уменьшает внутренний объем, который должен быть заполнен содержимым емкости. Предпочтительно, полый корпус и гибкая верхняя крышка ограничивают внутренний объем, пригодный для размещения продукта. Боковая стенка проходит вокруг продольной оси, которая пересекает гибкую верхнюю крышку.
В некоторых случаях удовлетворяется следующее отношение:
S1/S20 < 1/5,
где S1 - верхняя поверхность, образованная отрывным язычком,
и S20 - полная верхняя поверхность, образованная гибкой верхней крышкой.
Такое отношение поверхностей может быть больше 1/25, предпочтительно 1/15 - 1/8. Предпочтительно, полная верхняя поверхность, образованная верхней крышкой, составляет 18 - 40 см2, предпочтительно 20 - 30 см2. Верхняя поверхность отрывного язычка может составлять 0,9 - 6 см2, предпочтительно 1,3 - 4,5 см2.
В некоторых случаях полый корпус является цельным корпусом, выполненным из термопластического материала, предпочтительно из полиэтилена (ПЭ), полипропилена (ПП) или полиэтилентерефталата (ПЭТ). Такой корпус, выполненный из ПЭТ, может подвергаться повторной переработке точно также, как и обычная ПЭТ-бутылка.
Согласно конкретной особенности полый корпус является изделием из ПЭТ, полученным выдувным формованием. Таким образом, полый корпус может иметь небольшой вес по сравнению с боковой стенкой упаковочной чашки из пластмассы, полученной глубокой вытяжкой. Полый корпус из пластмассы может быть изготовлен с меньшими расходами, с одной стороны, и меньшим воздействием на окружающую среду, с другой стороны.
Максимальная толщина верхнего участка боковой стенки предпочтительно составляет 300 - 400 мкм. Предпочтительно, для изготовления емкости с тонкой стенкой (с корпусом меньше 5 - 7 г) максимальная толщина всей боковой стенки должна составлять меньше 300 - 450 мкм.
Полый корпус имеет емкость 50 - 1000 мл, предпочтительно 75 - 250 мл, и может использоваться для хранения некоторого количества пищевого продукта, по меньшей мере, 50 - 1000 г, предпочтительно 75 - 250 г пищевого продукта, предпочтительно влажного пищевого продукта, например, молочного состава.
Механические свойства корпуса, полученного формованием с раздувкой и ориентированием, будут выше, если корпус изготавливают из полукристаллического ПЭТ. Корпус может иметь толщину боковой стенки меньше 300 - 450 мкм, по существу, посередине корпуса с боковой стенкой. В описании полукристаллический ПЭТ означает ПЭТ, имеющий степень кристалличности от 5-10% до 60%. Более предпочтительно, степень кристалличности составляет от 15-20% до 40%.
Емкость может иметь высоту, измеренную вдоль продольной оси боковой стенки, которая при необходимости составляет меньше 80 - 100 мм и больше 40 - 45 мм. Емкость также имеет наружный размер, например, диаметр D1, измеренный в воображаемой плоскости, перпендикулярной продольной оси. Такой наружный размер может быть максимальным наружным размером (больше или равным высоте). Поскольку гибкая верхняя крышка выполнена из фольги и не согнута, высота емкости, по существу, определяется полым корпусом.
Емкость согласно некоторым из вариантов осуществления изобретения при необходимости может иметь одну или более из следующих особенностей:
- верхнее отверстие ограничивает диаметр отверстия в плоскости отверстия, который, по меньшей мере, равен 35 мм, в то время как максимальная радиальная протяженность верхнего фланца, измеренная в плоскости отверстия между наружной кромкой и внутренней кромкой, составляет менее 5,0 мм, предпочтительно меньше или равно 4,0 мм;
- продольная ось является осью симметрии;
- верхний фланец проходит на радиальном расстоянии от оси и на радиальном расстоянии от воображаемого цилиндра, имеющего такое же сечение, как и наибольшее наружное сечение боковой стенки;
- верхняя гибкая крышка, по существу, состоит из бумаги, пластмассы и комбинации таких материалов;
- гибкая верхняя крышка не содержит металлической фольги;
- боковая стенка имеет плоский продольный профиль, по меньшей мере, в верхнем участке боковой стенки, причем верхний участок проходит, по меньшей мере, на 10 мм, предпочтительно на 20 мм вниз от наружной кромки верхнего фланца (поскольку боковая стенка не имеет никаких канавок в этом верхнем участке рядом с верхней частью боковой стенки, можно обеспечить лучшее запечатывание, в частности, когда корпус, имеющий фланец, выполнен из ПЭТ, ПЭ или ПП);
- кольцевая боковая стенка имеет верхний участок, примыкающий к верхней части, и нижний участок, примыкающий к основанию;
- кольцевая боковая стенка имеет периферийный выступ (при необходимости кольцевой выступ) в соединении/пересечении верхнего участка и нижнего участка;
- кольцевая боковая стенка имеет выступ, который имеет кольцевое сечение;
- верхний участок имеет максимальную ширину, ограничиваемую у выступа;
- кольцевой выступ боковой стенки расположен в осевом направлении на удалении от верхнего фланца (выступ представляет интерес с точки зрения обеспечения деформации верхнего фланца. Такая деформация, например, является полезной при запечатывании с использованием материала ПЭТ, который более сложно запечатывать по сравнению, например, с ПЭ);
- боковая стенка снабжена декоративной оболочкой (лентой, термоусадочной этикеткой или сходным элементом, которые ограничиваются между прямым нижним краем и прямым верхним краем), которая закрывает, по меньшей мере, верхний участок боковой стенки;
- емкость снабжена декоративной лентой, окружающей всю боковую стенку или ее часть;
- декоративная лента является пластмассовой оболочкой, определяемой термоусадочной пленкой, которая при необходимости, по меньшей мере, частично является прозрачной или полупрозрачной;
- термоусадочная пленка при необходимости имеет толщину 25 - 100 мкм;
- осевое расстояние между верхней кольцевой кромкой декоративной оболочки и наружной кромкой верхнего фланца меньше или равно 5 - 10 мм. Другими словами, видимая часть верхнего участка может быть уменьшена между гибкой верхней крышкой и лентой, что представляет интерес с точки зрения улучшения восприятия того, что указано/показано на верхней поверхности декоративной оболочки. Конкретный размер верхней крышки, как преимущество, улучшает восприятие декоративной оболочки, когда пользователь смотрит на емкость с возвышения (без помех из-за наличия наружного фланца или части закрывающего элемента);
- гибкая верхняя крышка образует самую верхнюю поверхность емкости. Емкость не имеет средств для размещения жесткой свободной крышки и/или не содержит такую крышку;
- гибкая верхняя крышка находится в развернутом состоянии при запечатывании верхнего отверстия, так что отрывной язычок образует продолжение, по существу, перпендикулярное продольной оси (образует горизонтальное продолжение) и смещен в боковом направлении относительно наружной кромки верхнего фланца;
- отрывной язычок является только захватной частью для отделения гибкой верхней крышки от верхнего фланца;
- верхний фланец имеет кольцеобразную форму или корончатую форму;
- свободная кромка или внутренняя кромка верхнего фланца является резаной свободной кромкой, причем резка выполняется в поперечном направлении по отношению к продольной оси боковой стенки;
- верхнее отверстие, окруженное верхним фланцем, ограничено на верхней части полого корпуса без горловины или заплечика между кольцевой боковой стенкой и верхним фланцем;
- верхняя крышка, определяемая гибкой уплотнительной пленкой, прикреплена только к верхней поверхности верхнего фланца;
- верхняя крышка находится в контакте в осевом направлении с верхним фланцем без какого-либо контакта с кольцевой боковой стенкой;
- верхняя крышка находится в контакте в осевом направлении с верхним фланцем, а также в выборочном контакте с кольцевой боковой стенкой из-за наличия отрывного язычка;
- верхняя крышка полностью закрывает верхнюю поверхность верхнего фланца;
- верхняя крышка имеет закрывающую часть для запечатывания верхнего отверстия на кольцевой части, причем закрывающая часть имеет кольцевой контур, ограничиваемый наружной кромкой указанной кольцевой части, и отрывной язычок полностью смещен относительно указанной кольцевой части;
- закрывающая часть и отрывной язычок являются частями цельной части из фольги;
- верхняя крышка имеет усиливающую часть, которая покрывает закрывающую часть, по меньшей мере, на кольцевой части, соответствующей части запечатывания;
- верхняя крышка имеет круглую форму, за исключением области, где проходит отрывной язычок;
- верхняя крышка имеет овальную форму, за исключением области, где проходит отрывной язычок;
- верхняя крышка образована отдельной частью из фольги;
- верхняя крышка образована отдельным слоем пленки;
- верхняя крышка образована многослойной пленкой;
- верхняя крышка имеет толщину 20 - 50 мкм, предпочтительно 25 - 40 мкм;
- верхняя крышка и/или декоративная лента могут быть образованы из гибкого многослойного листа с наружной поверхностью, выполненной из пластмассы, так что на этой верхней поверхности может быть промаркирована информация, например, посредством печатания красками (это является преимуществом с точки зрения детального определения емкости, например, в случае печати традиционного штрих-кода или закодированной 2D-пиктограммы или информации и/или рисунков на верхней поверхности, по меньшей мере, центральной закрывающей части верхней крышки);
- центральная закрывающая часть гибкой верхней крышки окружена кольцевой краевой частью, контактирующей с полым корпусом на верхнем фланце и имеющей радиальную протяженность, равную, с максимальным допуском не более 1 мм, радиальному размеру верхнего фланца, за исключением области отрывного язычка;
- центральная закрывающая часть является основной частью верхней гибкой крышки, причем центральная закрывающая и кольцеобразная краевая часть препятствуют поступлению воздуха во внутренний объем емкости;
- емкость может быть емкостью без защитной крышки;
В ряде вариантов выполнения емкости изобретения полый корпус может иметь одну или более из следующих особенностей:
- полый корпус не имеет наружного обода или наружного фланца;
- полый корпус является нерезьбовым трубчатым корпусом (фактически, отсутствует необходимость в резьбовых крышках, причем использование резьбовых крышек часто занимает много времени, что часто приводит к тому, что потребитель не использует крышку, или приводит к потере крышки);
- полый корпус выполнен из пластмассы, которая является менее гибкой, чем верхняя крышка, и/или имеет минимальную толщину в гибкой части боковой стенки (например, по существу, посередине), которая больше максимальной толщины верхней крышки;
- боковая стенка имеет продольный профиль, который непрерывно закругляется от верхнего конца боковой стенки к нижнему концу боковой стенки;
- кольцевая боковая стенка определяет одиночную боковую стенку полого корпуса и определяется одиночным слоем пластмассы;
- кольцевая боковая стенка определяет одиночную кольцевую боковую стенку полого корпуса и определяется, по меньшей мере, двумя разными слоями, определяющими полый корпус из множества материалов;
- пластмасса корпуса пригодна для процесса выдувного формования, например, выдувного формования с ориентированием;
- боковая стенка имеет некруглое или несимметричное сечение, что может представлять интерес с точки зрения, например, стабилизации перемещения продукта, содержащегося во внутреннем объеме, и в отношении установленного состава ферментированного молочного продукта во избежание ухудшения качества продукта с образованием сыворотки;
- верхний участок и нижний участок боковой стенки пересекаются и соединяются на периферийной линии пересечения, причем нижний участок сужается от верхнего участка к участку дна по кривой;
- наружный периметр SP1 ограничивается на периферийной линии пересечения, и наружный периметр T1, ограничивается на верхней части так, что удовлетворяется следующее отношение: 0,8 < T1/SP1 < 1,1.
Согласно конкретному случаю боковая стенка полого корпуса имеет среднюю толщину, сходную со средней толщиной верхнего фланца, например, с разницей в толщине менее 100 мкм, предпочтительно менее 50 мкм.
Предпочтительно, существует разница в толщине, например, менее 15 - 20%, из-за увеличения толщины в той части верхнего фланца, которая подвергается термосвариванию и находится в контакте с гибкой верхней крышкой.
Среднюю толщину можно подсчитать известным образом без сжатия пластмассы и посредством измерения во множестве мест или равномерно расположенных местах (по меньшей мере, пять измерений). С этой целью верхний фланец может быть при необходимости разрезан.
Гибкая верхняя крышка состоит из гибкой фольги, возможно, из алюминиевой фольги, пластмассовой пленки, которая не содержит металла, или многослойной композитной пленки с металлическим слоем или без него. Гибкая верхняя крышка при необходимости может иметь исполнение в плоской форме, по меньшей мере, в основной ее части, например, в центральной части, окруженной кольцевой краевой частью.
При таком конструктивном исполнении можно сэкономить пластмассу за счет уменьшения количества пластика, используемого в полом корпусе для определения опорной части для запечатывания верхнего отверстия емкости. Верхний фланец кольцевой формы ограничен на самом верхнем конце полого корпуса на радиальном расстоянии от продольной оси.
Разумеется, понятие «кольцевой» не следует интерпретировать строгим образом, при условии, что соответствующая форма определяет кольцеобразное замкнутое сечение вокруг центральной оси. Это не исключает прямые сегменты, различаемые в сечение, и многоугольные формы или частично многоугольные формы могут интерпретироваться в таком контексте как кольцевые формы.
В контексте изобретения понятие «вертикальный» может относиться к направлению продольной оси. Понятие «горизонтальный» может относиться к плоскости, перпендикулярной «вертикальному» направлению.
В предпочтительном варианте осуществления верхнее отверстие, в общем, является круглым отверстием или строго круглым отверстием (без прямых сегментов), и наружная кромка верхнего фланца может быть, в общем, круглой.
Согласно конкретному случаю удовлетворяется следующее отношение:
L1/P5 < 1/5,
где P5 - наружный периметр наружной кромки верхнего фланца, и
L1 - длина криволинейного соединения, отделяющего отрывной язычок от взаимодополняющей части гибкой верхней крышки, которая закрывает корпус.
Согласно конкретному случаю полый корпус, по меньшей мере, частично прозрачный или полупрозрачный и выполнен из термопластического материала, предпочтительно из ПЭТ.
Согласно конкретному варианту выполнения гибкая верхняя крышка приваривается с помощью термосваривания к верхней поверхности верхнего фланца с сопротивлением утечке вакуума, по меньшей мере, 0,2 мбар/мм2, предпочтительно, 0,2 - 2,0 мбар/мм2. Такое высокое сопротивление утечке вакуума в запечатанном состоянии позволяет упаковывать чувствительные к загрязнению продукты, такие как влажные и/или свежие продукты, предпочтительно влажные и/или свежие пищевые продукты. Порошковые сухие продукты менее чувствительны; емкости, содержащие такие продукты, не имеют такого высокого сопротивления утечке вакуума.
Изобретение также относится к изделию, содержащему емкость согласно изобретению, и содержимое, причем, по меньшей мере, часть внутреннего объема, который ограничивается в форме кольца полым корпусом, заполнена пищевым составом (любым съедобным составом). В качестве примера содержимое представляет собой пищевой состав, например, влажный пищевой состав, например, пищевой состав, который является жидкостью, вязким полужидким составом или твердым продуктом. Пищевой состав, например, является молочным составом.
Согласно конкретному признаку полый корпус и гибкая верхняя крыша имеют соответствующие внутренние поверхности, каждая из которых определяется материалом, пригодным для контакта с пищевым продуктом.
Другая задача заключается в создании упаковки, с которой удобно обращаться в супермаркете (продавцам перед выставлением емкостей для продажи или в дальнейшем конечному потребителю).
С этой целью некоторые варианты выполнения предлагают в упаковке, при необходимости, в упаковке с пищевыми продуктами, множество единиц продукции, расположенных, по меньшей мере, в один ряд, причем каждая единица продукции определяется емкостью или изделием согласно изобретению.
Согласно изобретению также предлагается способ изготовления изделия по изобретению, включающий в себя этапы, на которых:
- обеспечивают наличие полого корпуса, имеющего дно и боковую стенку для ограничения внутреннего объема, причем боковая стенка проходит вокруг продольной оси;
- заполняют внутренний объем содержимым, предпочтительно пищевым составом, предпочтительно влажным пищевым составом, через верхнее отверстие, ограничиваемое верхним фланцем, который выступает радиально внутрь от кольцевой верхней части боковой стенки;
- осуществляют термосваривание гибкой верхней крышки с верхней поверхностью верхнего фланца на кольцевой части контакта, непрерывно окружающей отверстие, причем гибкая верхняя крышка имеет такие размеры и форму, что, за исключением дополнительного отрывного язычка (если таковой имеется) крышки, положение гибкой верхней крышки во время запечатывания регулируют относительно наружной кромки верхнего фланца так, что кольцевая наружная кромка гибкой верхней крышки:
- не проходит радиально за наружную кромку верхнего фланца, или
- проходит радиально не более чем на 2,0 мм, предпочтительно, не более чем на 1,0 мм, за наружную кромку верхнего фланца.
На крышке может иметься только один отрывной язычок, и этот отрывной язычок (если таковой имеется) предпочтительно не приклеен к корпусу. Отрывной язычок может быть согнут или может радиально выступать наружу так, чтобы он был смещен в сторону относительно кольцевой верхней части боковой стенки. За исключением отрывного язычка, кольцевая наружная кромка гибкой крышки, по существу, параллельна наружной кромке верхнего фланца и проходит не более чем на 1,0 мм от наружной кромки верхнего фланца.
Используя такой способ, широкое верхнее отверстие может быть запечатано после этапа заполнения точно на верхней поверхности верхнего фланца. Как ни удивительно, верхняя крышка приваривается к широкому верхнему отверстию с достаточной прочностью, что удовлетворяет требованиям к хранению и транспортированию, с одной стороны, и способствует выполнению отслаивания, с другой стороны. Разумеется, отрывной язычок, как преимущество, позволяет очень легко захватывать крышку. Кроме того, вокруг верхней части емкости отсутствует большое количество материала.
Согласно конкретному случаю на боковой стенке размещают (и приклеивают) декоративную оболочку после ее перемещения в продольном направлении со стороны дна, причем декоративную оболочку размещают (и приклеивают) на боковой стенке на расстоянии в осевом направлении от кольцевой опорной поверхности дна.
Полый корпус можно изготавливать с помощью процесса выдувного формования и подрезки, например, с помощью выдувного формования под давлением плюс процесс выдувного формования и подрезки, или экструзионно-раздувного формования плюс процесс выдувного формования и подрезки. В конкретном варианте выполнения полый корпус изготавливают с помощью процесса, содержащего следующие этапы:
- формование посредством выдува пластмассы предварительной емкости, проходящей вдоль центральной оси, для получения открытой секции предварительной емкости и секции полого корпуса, определяющей, по меньшей мере, одну боковую стенку, проходящую вокруг центральной оси, причем открытая секция предварительной емкости соединена с остальной частью предварительной емкости на периферийной линии пересечения, образованной, по меньшей мере, одной круговой канавкой, и
- резку, по меньшей мере, в одной круговой канавке открытой секции предварительной емкости в поперечном направлении к центральной оси для получения верхнего отверстия полого корпуса,
- предпочтительно переработку открытой секции предварительной емкости в потоке пластмассы.
Преимущественно предварительную емкость формуют в виде отдельно взятой заготовки в форме бутылки и затем выполняют подрезку для получения полого корпуса. Предпочтительно, предварительную емкость можно изготавливать посредством выдувного формования, при необходимости используя полую преформу из пластмассы, так чтобы получать полую предварительную емкость трубчатой формы, проходящей между дном и открытой секцией.
Этап резки для получения верхнего фланца можно выполнять в поперечном направлении к центральной оси, так чтобы верхний фланец имел кольцевую форму и непрерывно окружал верхнее отверстие полого корпуса.
Следует принять во внимание, что кольцевая форма верхнего фланца используется для определения остальной части, где крепится кольцевая краевая часть соответствующей гибкой верхней крышки, обеспечивая непрерывный кольцевой контакт при запечатывании, например, с помощью термосваривания.
В ряде вариантов выполнения способа изобретения по усмотрению могут иметься одна или более из следующих особенностей:
- предварительная емкость образована с помощью технологии выдувного формования,
- полая преформа образована с помощью формования с раздувом и вытяжкой для получения предварительной емкости,
- для получения предварительной емкости используют технологию экструзионно-раздувного формования.
Другие особенности и преимущества изобретения станут понятными специалистам в этой области из приведенного далее описания, представленного в качестве неограничивающего примера со ссылками на чертежи.
Краткое описание чертежей
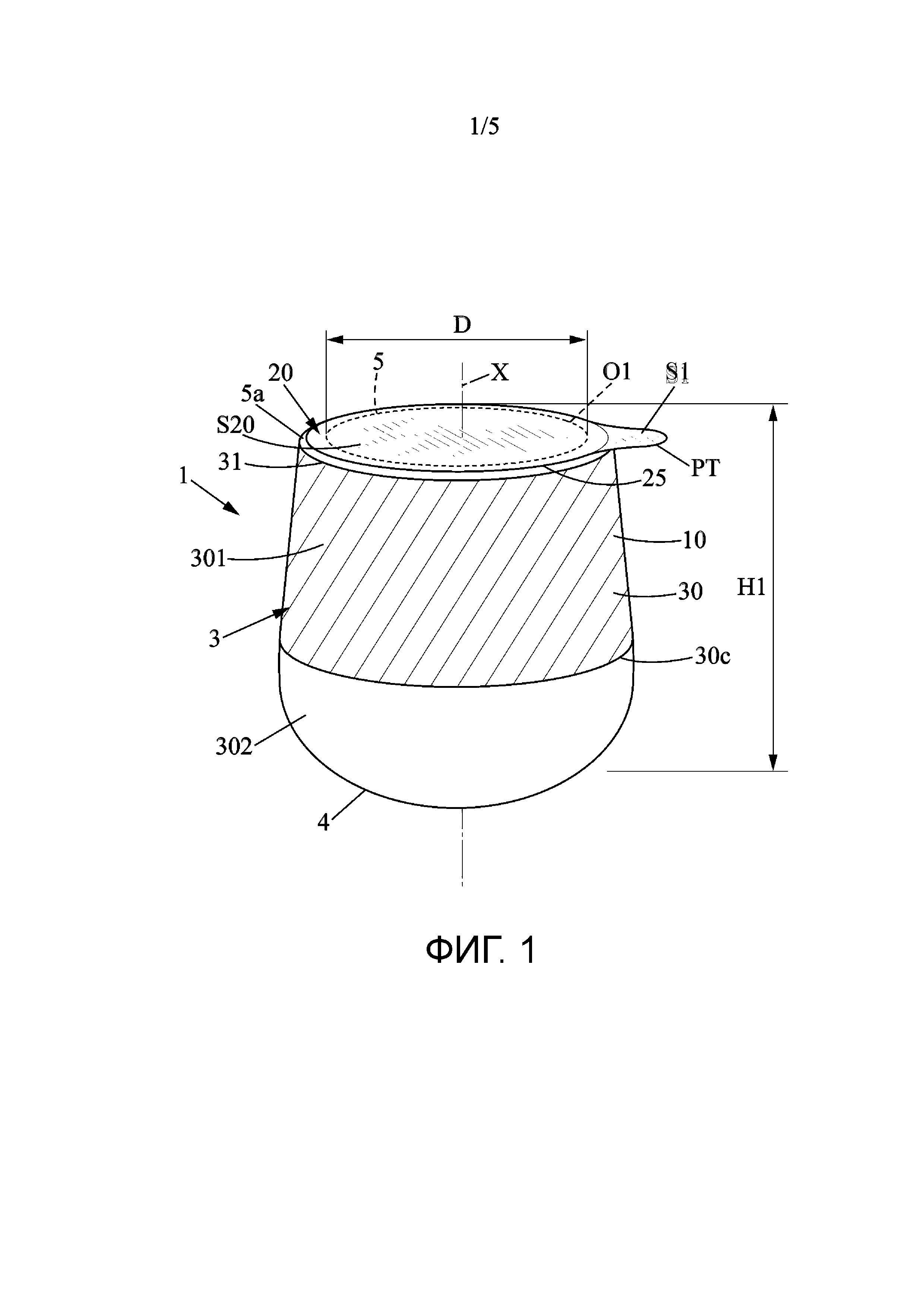
На фиг. 1 показана емкость по первому варианту осуществления изобретения;
на фиг. 2A и 2B - место в верхней части емкости перед запечатыванием отверстия, один и тот же вид в продольном разрезе;
на фиг. 2C - место в верхней части емкости в закрытом состоянии, вид в продольном разрезе;
на фиг. 3 - резка предварительной емкости для получения полого корпуса емкости, вид в перспективе;
на фиг. 4 - место на фиг. 3, где показан верхний фланец, выступающий радиально внутрь от верхней части боковой стенки;
на фиг. 5 - емкость по изобретению, вид сверху;
на фиг. 6 - этапы заполнения и запечатывания по способу изготовления емкостей, наполняемых пищевым продуктом, например, емкости, показанной на фиг. 1, схематичный вид;
на фиг. 7A - этап прикрепления гибкой верхней крышки к верхней поверхности верхнего фланца, вид в продольном разрезе;
на фиг. 7B - запечатывающая головка, используемая для вида закрепления, показанного на фиг. 7A, вид снизу;
на фиг. 8 - место в боковой стенке предварительной емкости перед операцией подрезки по круговой канавке, вид в продольном разрезе.
Варианты осуществления изобретения
На различных фигурах одинаковые номера позиций используются для обозначения идентичных или сходных элементов. Некоторые размеры могут быть увеличены (например, некоторые толщины) с целью пояснения.
В заявке сопротивление утечке вакуума является указателем того, насколько герметично соединены корпус 3 емкости и крышка 20 емкости. Чем выше сопротивление утечке вакуума, тем более герметично соединены корпус 3 и крышка 20 емкости. Сопротивление утечке вакуума измеряют посредством погружения герметизированной емкости в воду при атмосферном давлении, прикладывания вакуума для создания внутреннего давления внутри емкости и определения снижение давления, при котором пузырьки или продукт вытекают из герметизированной емкости, по поверхности места уплотнения. Сопротивление утечке вакуума можно определить согласно следующей процедуре.
Оборудование:
- вакуумный колпак с прозрачной чашечкой, например, Lippke ® 1350 or 1360;
- вакуумный насос, например, диафрагменный насос со сдвоенной головкой.
Процедура:
- установить испытательное снижение давления и время испытания 10 секунд,
- обеспечить наличие образца (образцов) при комнатной температуре 20 - 25°C,
- заполнить вакуумную камеру водопроводной водой при комнатной температуре предпочтительно 20 - 25°C,
- погрузить образец, подлежащий испытанию, в воду, предпочтительно с расположенной сверху крышкой для упрощения снятия показаний,
- подождать, пока не исчезнут остаточные пузырьки,
- закрыть колпак и запустить насос,
- обеспечить испытательное снижение давления, подождать 10 секунд и отследить, вытекают ли пузырьки или продукт из образца (образцов),
- по усмотрению повторить указанные действия с обеспечением большего снижения давления, и зарегистрировать снижение давления, при котором вытекают пузырьки или продукт,
- разделить значение давления на величину поверхности места уплотнения для получения сопротивления утечке вакуума.
Сопротивление утечке вакуума предпочтительно устанавливают как среднее значение для 5 образцов, предпочтительно 10 образцов.
Со ссылкой на фиг. 1 и 5 емкость 1 может быть цельным телом, которое ограничивает полый корпус 3. Корпус 3 имеет заданную наружную форму и имеет трубчатую боковую стенку 30. В качестве неограничивающих примеров можно упомянуть кольцевую или овальную формы поперечного сечения боковой стенки 30. Однако могут быть использованы любые другие пригодные формы, например, квадратная форма или квадратная форма с закругленными углами. Боковая стенка 30 корпуса 3 проходит в продольном направлении от дна 4, имеющего опорную поверхность 32, до верхней части 31 кольцевой формы. Боковая стенка 30 проходит вокруг продольной оси, которая по усмотрению может быть центральной осью или осью симметрии. Опорная поверхность 32 может быть кольцевой формы и является частью дна 4, которое является неотъемлемой частью корпуса 3. Высота h полого корпуса 3 ограничивается между опорной поверхностью 32 и самым верхним концом, образованным верхним фланцем 5. Такая высота h может быть, по существу, равна общей высоте H1 емкости 1, поскольку верхний фланец 5 перекрывает только тонкая гибкая крышка 20 (разница H1-h, например, составляет менее 100 мкм или менее 1% высоты H1, например, 20 - 40 мкм, предпочтительно 25 - 40 мкм).
Полый корпус 3 выполнен из пластмассы, преимущественно из отдельно взятой пластмассы, например, из термопластического материала, и может быть окрашен в коричневый цвет. Он может быть получен, например, посредством выдувного формования преформы, полученной литьем под давлением, или экструзионно-выдувного формования. В этих случаях, как показано на фиг. 3, предварительная емкость 40 может быть подвергнута, по меньшей мере, одной операции резки для получения верхнего отверстия O1, так чтобы боковая стенка 30 имела трубчатую форму относительно широкого сечения. Верхнее отверстие O1 также относительно широкое по сравнению с максимальным радиальным размером, а именно, диаметром D1 (см. фиг. 5), полого корпуса 3. В последующем описании верхнее отверстие O1 следует определять как широкое отверстие с учетом диаметра или эквивалентного характеристического размера, большего или равного половине (или, возможно, большего или равного трем четвертям) диаметра D1, или сходного радиального размера, измеренного в максимальном сечении широкой стенки 30 корпуса 3.
Термопластический материал для изготовления корпуса 3 может быть полиэтилентерефталатом (ПЭТ), полипропиленом (ПП), полиэтиленом (ПЭ). Полиэтилентерефталат (ПЭТ) может быть предпочтительным из-за определенных весьма преимущественных характеристик корпусов, выполненных из этого материала (а, именно, надлежащей механической прочности, возможности наполнения горячей жидкостью или веществом, достаточной прозрачности ПЭТ, которая не оказывает неблагоприятного влияния на внешний вид содержимого, относительно приемлемого барьерного эффекта против кислорода). Кроме того, ПЭТ-емкости могут создавать преимущество с учетом отвечающих требованиям потоков рециркуляции.
Верхнее отверстие O1 корпуса 3 ограничено внутренней кромкой 5b, периферия которой расположена ниже периферии верхней части 31. Фактически, корпус 3 имеет верхний фланец 5, который выступает радиально внутрь от верхней части 31 боковой стенки 3. Верхний фланец 5 и дно 4 соответствуют противоположным концам корпуса 3 и проходят в поперечном направлении относительно продольной оси X.
Со ссылкой на фиг. 1 и 2A - 2B внутренняя кромка 5b может проходить в горизонтальной плоскости отверстия, в то время как верхний участок 301 боковой стенки 30, по существу, вертикальный или слегка сужающийся (например, имеет конусность приблизительно 5 - 25° относительно вертикали) и последовательно проходит к верхнему фланцу 5. Внутренняя поверхность кольцевого верхнего участка 301 гладкая без каких-либо выпуклостей. То же самое относится к наружной поверхности верхнего участка 301.
Как показано на фиг. 4, боковая стенка 30 имеет плоский продольный профиль, по меньшей мере, в первом участке 301, и такой плоский продольный профиль может продолжаться, по меньшей мере, на 10 мм, предпочтительно, по меньшей мере, на 20 мм вниз от наружной кромки 5a верхнего фланца 5. Внутренняя кромка 5b может продолжаться на немного меньшем уровне по высоте, чем наружная кромка 5a из-за наличия угла a5', образованного между нижней поверхностью 15a верхнего фланца 5 и горизонтальной плоскостью, пересекающей верхнюю часть 31 кольцевой боковой стенки 30. Со ссылкой на фиг. 2A и 2C можно видеть, что угол a5' образован, когда емкость 1 находится в герметизированном состоянии, в то время как больший угол a5 образован в тоже самом месте перед герметизацией емкости верхней крышкой 20.
Здесь боковая стенка 30 является безрезьбовой стенкой без горловины.
Верхнее отверстие O1 определяет диаметр D отверстия в плоскости отверстия, который, по меньшей мере, равен 35 - 40 мм, в то время как максимальная радиальная протяженность Lt верхнего фланца 5 составляет меньше 5,0 мм и предпочтительно составляет меньше или равна 4,0 мм. Такая радиальная протяженность Lt измеряется в плоскости отверстия между наружной кромкой 5a и внутренней кромкой 5b. Радиальная протяженность Lt при необходимости является постоянной.
Верхнее отверстие O1 может пересекаться продольной осью X и позволяет потребителю извлекать содержимое емкости 1. Со ссылкой на фиг. 1 или 6 можно видеть, что это верхнее отверстие O1 является весьма широким отверстием, имеющим диаметр D или сходный характеристический радиальный размер больше 35 - 40 мм. Это позволяет вставлять ложку во внутренний объем V через верхнее отверстие O1. Такое широкое верхнее отверстие O1 необходимо при использовании емкости 1 для ее заполнения вычерпываемым твердым веществом (в отличие от порошка), жидкостью или вязким текучим веществом, составом, например, пищевым составом, например, влажным составом, где для эффективного извлечения содержимого удобно использовать ложку. Как показано на фиг. 1 и 3, основание 32 дна 4 необязательно должно быть таким же широким, как и внутренняя кромка 5b верхнего фланца 5. Кольцевое основание 32, показанное на фиг. 3, образует опорную поверхность меньшего размера, чем верхнее отверстие O1.
Верхняя крышка 20, здесь гибкая верхняя крышка, выполненная из фольги, находится в кольцевом контакте с верхним фланцем 5 для герметизации верхнего отверстия O1. Для получения отверстия O1 может быть выполнена операция резки посредством поперечной резки предварительной емкости 40 или заготовки в виде бутылки, которую получают посредством выдувного формования из преформы (не показано). Резку предпочтительно выполняют, по меньшей мере, по одной предназначенной для этого канавке для получения верхнего отверстия O1 полого корпуса 3.
Благодаря этому конкретному способу ПЭТ преимущественно может использоваться для получения полого корпуса 3. ПЭТ представляет интерес с точки зрения максимального повышения характеристик материала на грамм вытянутого участка. ПЭТ представляет интерес с точки зрения высоких масштабов производства (преформ), перспектив развития отраслей промышленности, где используется ПЭТ, пригодности к переработке, прозрачности и высокого качества (более высокого, чем, например, у полипропилена или полиэтилена).
Емкость 1 содержит гибкую верхнюю крышку 20 подходящих размеров и формы для закрывания верхнего отверстия O1. Гибкая верхняя крышка находится в плотном контакте с верхней поверхностью 15b верхнего фланца 5, в частности, в кольцевом контакте, полностью образованном над боковой стенкой 30. Такой верхний фланец 5 может иметь корончатую форму. Если верхнее отверстие O1 имеет диаметр или максимальный радиальный размер D больше или равный 30 - 35 мм, следует принять во внимание, что центральная закрывающая часть 21 верхней крышки 20 имеет такой же характеристический размер. Такой размер D может быть меньше или равным 100 мм.
Гибкая верхняя крышка 20 образует здесь отдельно взятую систему уплотнения с помощью фольги, содержащую только уплотняющую фольгу, которую крепят к верхней поверхности 15b верхнего фланца 5 для уплотнения верхнего отверстия O1. Для определения наружной формы уплотняющей фольги предварительно выполняют соответствующую резку. Уплотнительная фольга может быть цельным куском фольги из материала, пригодного для контакта с пищевым продуктом. Используемый материал позволяет уплотнительной фольге изгибаться. Материал или фольга может содержать бумагу, пластмассу, алюминий и/или их соединения. В предпочтительном варианте выполнения материал и/или фольга не содержит металла. Материал и/или фольга имеет низкую водопроницаемость, допущен к применению для контакта с пищевым продуктом и является невоспламеняемыми.
Максимальная толщина верхней крышки 20 составляет, например, 20 - 50 мкм, предпочтительно 25 - 40 мкм.
Верхняя крышка 20 дополнительно имеет отрывной язычок PT. Отрывной язычок PT образован как одно целое с гибкой верхней крышкой 20. При захватывании отрывного язычка PT, который полностью смещается (радиально наружу) относительно верхнего отверстия O1, обеспечивается более легкое удаление гибкой верхней крышки 20. Гибкая верхняя крышка 20 приклеена к верхнему фланцу 5 с помощью адгезионной силы, которая меньше силы разрывания, необходимой для разрывания верхней крышки 20. Таким образом, верхнюю крышку 20 можно полностью удалять без разрывания с кольцевого верхнего фланца 5 или сходной верхней части при отрывании отрывного язычка PT или сходной периферийной части. Другими словами, никакой материал крышки не остается прикрепленным к полому корпусу 3, когда верхняя часть емкости полностью открыта. Легкое отделение от корпуса 3 представляет интерес с точки зрения отправки корпуса 3 в отходы, что в высокой степени отвечает требованиям к переработке и повышению ценности материала.
За исключением такого отрывного язычка PT гибкая верхняя крышка 20 значительно не выступает радиально наружу по сравнению с боковой стенкой 30, как показано, например, на фиг. 1, и точнее, следует принять во внимание, что кольцевая наружная кромка 25 гибкой верхней крышки 20 может оставаться, по существу, параллельной наружной кромке 5a верхнего фланца 5, тем самым, не продолжаясь радиально дальше, чем на 2,0 мм, предпочтительно больше, чем на 1,0 мм за такую наружную кромку 5a (за исключением части дополнительного отрывного язычка PT). В варианте выполнения, который не показан, кольцевая наружная кромка 25 гибкой верхней крышки 20 не проходит за наружную кромку 5a верхнего фланца 5 (за исключением части дополнительного отрывного язычка PT). Соответственно, гибкая верхняя крышка 20 только частично закрывает верхний фланец 5 (например, не закрывает краевую часть верхнего фланца 5, за исключением части дополнительного отрывного язычка PT, если таковой имеется).
На фиг. 1 показан отрывной язычок PT, определенный как продолжение, локально выступающее за кольцевую наружную кромку 5a, определенную сверху боковой стенки 30. Отрывной язычок PT, разумеется, имеет наружную кромку, которая представляет собой краевую часть полной периферии верхней крышки, например, меньше четверти или меньше одной пятой полной периферии верхнего фланца 5. Кроме того, может быть удовлетворено следующее отношение:
L1/P5 < 1/5,
где P5 - наружный периметр наружной кромки 5a верхнего фланца 5, и
L1 - длина криволинейного соединения (см. фиг. 5), где отрывной язычок PT соединен (пересекается) с ответной частью гибкой верхней крышки 20, которая закрывает корпус 3. Такая ответная часть верхней крышки 20, которая может быть симметричной относительно продольной оси X, состоит из центральной закрывающей части 21 и приклеиваемой кольцевой части 22, которая находится в кольцевом контакте с верхним фланцем 5.
Со ссылкой на фиг. 2A - 2B и 4 можно видеть, что верхний фланец 5 кольцевой формы может быть внутренним фланцем. Фактически, на верхней части корпуса нет никаких наружных выступов. Верхний фланец 5 имеет внутреннюю кромку 5b, расположенную рядом с продольной осью X и радиально смещенный внутрь по сравнению с боковой стенкой 30. С такого рода верхним фланцем 5 без какого-либо выступающего края по сравнению с боковой стенкой 30 емкость 1 не воспринимается как непрочная, и лотки могут быть заполнены емкостями 1 без значительного расстояния между емкостями в отличие от емкостей, имеющих наружные фланцы или сходные кольца. Емкость 1 может быть более компактной. Также следует принять во внимание, что корпуса 3 спроектированы так, чтобы максимально увеличить количество содержимого/продукта на лоток и/или на поддон.
Внутренняя кромка 5b верхнего фланца имеет резаную кромку, полученную посредством резки, выполненной в поперечном направлении. Как вариант, внутренняя кромка 5b может образовывать утоненную часть верхнего фланца 5 напротив толстой части рядом с боковой стенкой 30.
Как показано, в частности, на фиг. 2A - 2B, верхний фланец 5 кольцевой формы может иметь радиальный размер или протяженность Lt, измеренную между наружной кромкой 5a и внутренней кромкой 5b вдоль плоскости отверстия. Такая радиальная протяженность Lt составляет менее 5,0 мм и предпочтительно составляет меньше или равна 4,0 мм. Следует принять во внимание, что верхняя крышка 20 имеет приклеиваемую кольцевую часть 22 (в контакте с верхнем фланцем 5, включая сюда наружную кромку 25, окружающую центральную часть 21), имеющую радиальную протяженность, которая не превышает 5 мм.
Наружная кромка 20b верхней крышки 20 может быть определена как краевая часть, которая перекрывает верхний фланец 5, как показано на фиг. 1. В верхней крышке 20 приклеиваемая кольцевая часть 22 (см. фиг. 2) также может быть периферийной краевой частью такой же длины по сравнению с протяженностью верхнего фланца 5, измеренной в любой продольной плоскости, параллельной продольной оси X. Приклеиваемая кольцевая часть 22 прикреплена к верхней поверхности 15b, которая проходит без каких-либо значительных выпуклостей. Как показано на фиг. 2, отрывной язычок PT проходит за внешнюю границу приклеиваемой кольцевой части.
В предпочтительных вариантах осуществления удовлетворяется одно из следующих отношений:
1,0 мм ≤ Lt ≤ 5,0 мм, предпочтительно 1,5 ≤ Lt ≤ 4,0 мм, предпочтительно 2,0 ≤ Lt ≤ 3,0 мм.
Кроме того, отношение Lt/D может быть меньше 1:10.
На верхней поверхности 15b верхнего фланца 5 может быть образована плоская кольцевая часть поверхности, и радиальная протяженность такой плоской кольцевой части поверхности (т.е. части поверхности без изменения кривизны) может составлять приблизительно 2 мм. Соответствующая толщина в верхнем фланце 5 может составлять 400 - 600 мкм.
Со ссылкой на фиг. 2B верхний фланец 5 имеет небольшое сужение в верхнем направлении, так что между горизонтальной плоскостью, перпендикулярной продольной оси X, и верхней поверхностью 15b верхнего фланца 5 образован небольшой угол a5'. Угол a5' меньше или равен 7 - 9°, предпочтительно строго меньше 6°, так что высота верхнего фланца 5 сведена к минимуму.
Со ссылкой на фиг. 2A-2B, поскольку полый корпус 3 является полужестким, например, имеет такую же жесткость, как и пластмассовые бутылки, содержащие газированную воду или содовую воду, корпус 3 может иметь кольцевую часть Z3, которая действует в качестве шарнира в соединении между верхним фланцем 5 и верхней частью 31 боковой стенки 30, т.е. в области рядом с наружной кромкой 5a. При запечатывании термосвариванием гибкая верхняя крышка 20, и возможно в дальнейшем верхний фланец 5, может слегка перемещаться вниз в осевом направлении. Это препятствует образованию трещин и обеспечивает амортизирующий эффект, по меньшей мере, в отношении вертикальной нагрузки, подходящий для предотвращения случайных утечек у верхнего отверстия O1 или вокруг него.
Разумеется, шарнирный эффект имеет низкое значение, поскольку пластмасса полого корпуса 3 значительно более жесткая, чем материал фольги, используемый для изготовления гибкой верхней крышки 20.
В показанном варианте выполнения на фиг. 1 боковая стенка 30 имеет верхний участок 301, непосредственно соединенный с верхним фланцем 5, и нижний участок 302, сужающийся по кривой от верхнего участка 301 в направлении дна 4, как ясно показано на фиг. 1.
Опорная поверхность 32, образованная на дне 4, может быть круглой или по усмотрению может определять некруглую форму основания, определяя, по существу, плоскую опорную поверхность с целью обеспечения устойчивости. В общем, боковая стенка 30 может иметь любую кольцевую форму или круглого сечения или, включая сюда одну или более частей некруглого сечения или несимметричной формы.
По-прежнему со ссылкой на фиг. 1, верхний участок 301 боковой стенки 30 определяет, в общем, плоскую поверхность, подходящую для размещения полосы или сходной декоративной оболочки 10 (полосы бумаги, стикера или любого пригодного декоративного элемента). Декоративная оболочка 10 закрывает, по меньшей мере, верхний участок 301 боковой стенки 30.
Оболочка 10 может быть добавлена с помощью способа этикетирования в пресс-форме или т.п. или может быть добавлена после формования корпуса 3. Здесь наружная поверхность кольцевого верхнего участка 301 является гладкой и не имеет никаких выпуклостей. При таком конструктивном исполнении верхний участок 301, в частности, может использоваться для отображения информации и может быть покрыт полосой прямоугольной формы или оболочкой 10 в форме круговой этикетки. Полоса или оболочка также пригодны, например, для цифровой печати.
В некоторых вариантах осуществления боковая стенка 30 может ограничивать верхнее отверстие O1 большего диаметра D, чем соответствующий размер, ограничиваемый у кольцевой опорной поверхности 32. Такое конструктивное исполнение, как показано на фиг. 1 и 3, обеспечивается посредством использования специального нижнего участка 302, который сужается в нижнем направлении предпочтительно по кривой. При таком конструктивном исполнении содержимое можно легко извлекать с помощью ложки, особенно когда дно 4 в нижнем участке 302 имеет круглое сечение или непрерывно закругляющееся сечение.
Как вариант, опорная поверхность 32 может быть больше верхнего отверстия O1. Независимо или дополнительно боковая стенка 30 может непрерывно изгибаться выпуклым образом (если смотреть снаружи емкости 1) от верхней части 31 до опорной поверхности 32, образующей внешние границы дна 4. Это вариант может представлять интерес с точки зрения уменьшения общей высоты H1 емкости 1.
В варианте выполнения на фиг. 1 боковая стенка 30 полого корпуса 3, как преимущество, может иметь верхний участок 301 с сечениями увеличивающегося размера с увеличением расстояния от верхнего фланца 5. При таком конструктивном исполнении на расстоянии от верхней части 31 по усмотрению может быть выполнена цилиндрическая часть или выступ 30c. Максимальный наружный диаметр или сходный больший размер D1 сечения корпуса, измеренный перпендикулярно продольной оси X, предпочтительно такой, что отношение D/D1 остается больше, чем 1:2. В частности, может удовлетворяться следующее отношение:
0,70 < D/D1 < 0,97
Разумеется, больший размер D1 необязательно должен измеряться на выступе 30c, как на фиг. 1, и может быть, например, диаметром цилиндрической части.
Верхний участок 301 может пропорционально сужаться в верхнем направлении в меньшей степени, чем нижний участок 302 в нижнем направлении. В показанном варианте выполнения кольцевая боковая стенка 30 дополнительно содержит периферийный выступ 30c в соединении между верхним участком 301 и нижним участком 302. Здесь кольцевая боковая стенка 30 имеет выступ 30c, имеющий кольцевое сечение, и максимальная ширина верхнего участка определяется на выступе 30c. Такой выступ 30c может представлять интерес с точки зрения предотвращения соскальзывания оберточного элемента или сходного декоративного элемента без необходимости формирования осевого упорного заплечика или сходных выпуклостей для удерживания такого элемента.
Что касается гибкой верхней крышки 20, такая крышка пригодна для исключения использования какой-либо жесткой крышки или других крышечных средств сверху корпуса 3. Таким образом, гибкая верхняя крышка 20 является самым крайним верхним элементом емкости 1 и может использоваться непосредственно для формирования основной поверхности для декорирования. На верхней поверхности S20 верхней крышки 20 может быть выполнена цифровая печать или любого рода маркировка для нанесения на упаковку информации и/или декоративных элементов.
В некоторых вариантах такое конструктивное исполнение с нанесением на верхнюю поверхность S20 информации и/или декоративных элементов представляет интерес с точки зрения получения полого корпуса 3, который остается необернутым и немаркированным печатным материалом, в результате чего корпус 3 остается «чистым», что повышает его способность к переработке для вторичного использования. Таким образом, цельный полый корпус 3 может полностью определять наружную поверхность боковой стенки 30 без необходимости дополнительного слоя или маркировочного материала. Способ изготовления также может быть простым, поскольку по периметру боковой стенки 30 корпуса не требуется никакого этикетирования.
Далее со ссылкой на фиг. 2A - 2C, 3, 6 и 7A - 7B и 8 приведено описание некоторых неограничивающих примеров изготовления емкостей 1.
Со ссылкой на фиг. 3 полые корпуса 3 можно изготавливать из пластмассовой заготовки, определяющей предварительную емкость 40 и имеющей здесь единственное отверстие 40a. Следует принять во внимание, что предварительную емкость 40 можно изготавливать в виде оптимизированной промежуточной формованной с раздувом заготовки, подготовленной для резки, предпочтительно с помощью подрезки благодаря круговой канавке 47 (показанной на фиг. 8, когда открытая секция 41 предварительной емкости 40 еще не была подрезана) или сходной выпуклости, облегчающей резку. На фиг. 3 показаны две взаимодополняющие части предварительной емкости 40 после такой резки.
Во время этапа резки, предпочтительно этапа подрезки, на верхнем конце части корпуса, используемой для определения полого корпуса 3, определяется окружной фланец, отходящий внутрь от соответствующего кольцевого конца (верхняя часть 31) боковой стенки 30. Таким образом, получают верхний фланец 5 в незапечатанном состоянии. Для выполнения подрезки через боковую стенку предварительной емкости у линии BL может быть вставлен режущий элемент.
Со ссылкой на фиг. 8 можно видеть продольный профиль круговой канавки 47, пригодной для определения верхнего фланца 5 после резки, предпочтительно подрезки.
В предварительной емкости 40 часть, предназначенная для формирования верхнего фланца 5, сужается вверх, так что между плоскостью CP1 резки, перпендикулярной продольной оси X, и верхней поверхностью 15a верхнего фланца 5 образуется небольшой угол a5. Угол a5 составляет 5 - 20°, предпочтительно 10 - 20°, так что высота H5 верхнего фланца 5 в незапечатанном состоянии сведена к минимуму. Такая высота H5 может быть меньше 2,0 - 3,0 мм, и отношение H5/H1 предпочтительно меньше 2/100 - 3/100.
Перед резкой, предпочтительно подрезкой, предварительную емкость 40 изготавливают в пресс-форме. Такую предварительную емкость 40 можно изготавливать с помощью выдувного формования преформы, содержащей ПЭТ или сходный полимерный пластический материал. Способ получения предварительной емкости 40 может быть способом литья под давлением с раздувкой, например, способом литья под давлением с раздувкой и ориентированием (оба способа называются как I(S)BM), или способом экструзионно-раздувного формования (EBM). Такой способ пригоден для производства предварительной емкости 40, имеющей первый конец с единственным отверстием 40a (по усмотрению, узким отверстием большего размера по сравнению с верхним отверстием O1).
Вытесняемая из выдувной формовочной машины предварительная емкость 40 имеет нижнюю секцию и секцию 41, имеющую открытый конец. Открытая секция 41 по усмотрению имеет горловину 41a и заплечик 41b. Нижняя секция образует полый корпус 3 и проходит в продольном направлении вокруг центральной оси. Центральная ось определяет продольную ось ориентации.
Средняя толщина боковой стенки предварительной емкости может быть меньше 450 мкм, предпочтительно 400 мкм, предпочтительно 300 мкм.
По усмотрению преформа также может быть продолговатой или может иметь сужение в направлении нижнего конца для получения предварительной емкости 40 уменьшенной толщины, как в верхнем участке, так и нижнем участке боковой стенки.
Наличие такого рода преформы может представлять интерес с точки зрения обеспечения отношения вытягивания в продольном направлении меньше отношения вытягивания в радиальном направлении, что часто является предпочтительным для оптимального уменьшения количества пластмассы в боковой стенке предварительной емкости.
Что касается круговой канавки 47, образованной в боковой стенке для обеспечения выполнения резки, такая канавка 47 может иметь ширину D45, по меньшей мере, в два раза больше по сравнению с высотой H5 (как показано на фиг. 2A и 8), первоначально ограничиваемой между наружной кромкой 5a и внутренней кромкой 5b верхнего фланца. Такая круговая канавка 47 может иметь V-образный продольный профиль в боковой стенке. V-образный профиль ограничивается определенным углом при вершине, также называемым углом b45 раскрытия, который составляет 10 - 40° и измеряется в любой продольной плоскости, параллельной центральной оси. Такой угол раскрытия равен двум углам a5, полученным после подрезки, когда канавка имеет симметричный V-образный профиль. Угол a5, показанный на фиг. 2A, больше окончательного угла a5', полученного после запечатывания с помощью гибкой верхней крышки 20. Например, угол a5 составляет 5 - 20°, предпочтительно 10 - 20°, предпочтительно 13 - 17°.
Подрезку у линии BL дна канавки 47 выполняют с использованием соответствующего оборудования для подрезки. Когда линия BL дна кольцевая, может иметься вращательное движение режущей кромки или предварительной емкости 40. Один или несколько ножей, используемых для подрезки, проходят в поперечном направлении относительно центральной оси. Во время такой операции подрезки открытую секцию 41 предварительной емкости 40 отрезают и извлекают полый корпус 3. Открытую секцию 41 подвергают внутренней переработке (что означает нулевые промышленные отходы).
Вращение продолговатой предварительной емкости 40 вдоль режущего элемента, например, ножа, имеющего слегка криволинейную режущую кромку, по усмотрению может быть ограничено до диаметра или окружности, которые необходимы для полной резки пластмассы у линии дна канавки, что исключает образование стружки или частиц пластика.
Режущий элемент может быть ненагреваемым ножом, возможно, с перезатачиваемым лезвием. Разумеется, операцию подрезки можно выполнять различными путями. Следует принять во внимание, что такая операция подрезки может выполняться с высокой производительностью.
Со ссылкой на фиг. 6 после этапа подрезки могут следовать этап заполнения и этап запечатывания для приваривания гибкой верхней крышки 20, что позволяет герметично закрывать емкость 1.
Широкое верхнее отверстие O1 имеет преимущество с учетом быстрого наполнения емкости содержимым. Что касается этапа заполнения, следует принять во внимание, что однократное заполнение можно выполнять, когда полый корпус 3 ограничивает одно отделение.
Со ссылкой на фиг. 6 и 7A - 7B гибкая верхняя крышка 20 может быть приварена в осевом направлении для закрывания верхнего отверстия O1 после заполнения. Как преимущество, верхнее отверстие O1 может быть круглым для обеспечения лучшего запечатывания с большей гомогенностью.
Гибкая крышка, здесь верхняя крышка 20, по существу, состоит из бумаги, пластмассы или комбинации таких материалов, например, ПЭТ-материала, предпочтительно без содержания металла. Гибкая крышка 20 может не содержать металлическую фольгу, и гибкая крышка 20 предпочтительно выполнена из пленки, которая не содержит металла, с целью ее пригодности к переработке.
Со ссылкой на фиг. 2B наружная кромка 5a фланца 5 имеет, по меньшей мере, перед запечатыванием заданную толщину e5a, равную 400 - 600 мкм. Такая заданная толщина e5a является достаточной для создания шарнирного эффекта в кольцевой области Z3, показанной на фиг. 2A и 4. Такой шарнирный эффект препятствует формированию трещин, в частности при многократных изменениях давления, прикладываемого к фланцу.
Такой шарнирный эффект легко достигается, когда фланец 5 сужается вверх (по меньшей мере, перед привариванием гибкой верхней крышки 20), так чтобы ограничить угол a5, здесь угол наклона, до величины 5 - 20°, предпочтительно 10 - 20°, относительно горизонтали у кольцевой части 22. Угол a5 наклона (в незапечатанном состоянии фланца 5) составляет 13 - 17°, например, 15°.
Со ссылкой на фиг. 2 - 8 ясно, что горизонталь совпадет с верхним отверстием O1 (в нормальном вертикальном положении емкости 1, показанном на чертежах). В некоторых вариантах верхнее отверстие O1 может не проходить в горизонтальной плоскости, но продольная ось X является вертикальной или, по существу, вертикальной (в нормальном вертикальном положении емкости 1).
Фланец 5 корпуса 3 имеет наружную поверхность, здесь верхнюю поверхность 15b, имеющую плоскую часть кольцевой формы. Здесь «плоская» означает, что продольный профиль (если смотреть в любой продольной плоскости, включая сюда продольную ось) в продольной части является прямым. Со ссылкой на фиг. 2B радиальная ширина rw такой плоской части верхней поверхности 15b составляет, по меньшей мере, 1,5 мм, предпочтительно, по меньшей мере, 2 мм, перед запечатыванием. На фиг. 8 такой прямой профиль на верхней поверхности 15b верхнего фланца 5 показан перед запечатыванием. Радиальная ширина rw' (показана на фиг. 2C) плоской части на верхней поверхности 15b также может быть больше или равна 1,5 мм после запечатывания.
Как показано на фиг. 2B - 2C, кольцевая часть 22 может быть наклонена под меньшим углом после запечатывания. Плоская часть может образовывать первую часть FP1, удаленную от внутренней кромки 5b, которая образована на второй части FP2 фланца 5, которая является горизонтальной (перпендикулярной продольной оси X). После запечатывания первая часть FP1 может проходить параллельно или практически параллельно второй части FP2 (примыкающей к первой части FP1). Вторая часть FP2 может быть горизонтальной краевой частью (на внутренней стороне верхнего фланца 5), которая является горизонтальной перед прикреплением и после крепления верхней крышки 20, в то время ка первая часть FP1 наклонена (поду углом a5), по меньшей мере, перед запечатыванием. Предпочтительно, наружная кромка 5a образована в том месте, где радиус кривизны продольного профиля полого корпуса 3 является минимальным, причем такой радиус RC кривизны составляет 1,0 - 2,0 мм (у наружной кромки 5a) перед привариванием верхней крышки 20.
Плоская часть FP1 образует кольцевую часть 22 или является участком кольцевой части 22, который нагревается во время сварки. Это представляет интерес с учетом обеспечения надлежащего запечатывания, в частности, когда используется ПЭТ-материал.
Когда полый корпус выполнен из ПЭТ, фланец 5 может иметь радиальную протяженность Lt больше или равную 2,0 мм, предпочтительно 2,5 мм, и меньше или равную 5,0 мм. Радиальную протяженность Lt измеряют в плоскости (например, в плоскости отверстия), перпендикулярной продольной оси X.
Запечатывающая головка 50, пригодная для этапа запечатывания, может иметь переднюю поверхность 51, имеющую центральную часть 51a с вакуумными отверстиями, и кольцевую часть (нагревательное кольцо 51b), приспособленную для передачи тепла верхнему фланцу 5 и краевой части 22 корончатой или дискообразной формы гибкой верхней крышки 20. Запечатывающая головка 50 обеспечивает вакуум для захватывания и освобождения гибкой крышки 20 и содержит нагревательное кольцо для активации запечатывания.
Со ссылкой на фиг. 7A нагревательное кольцо 51b в запечатывающей головке 50 может образовывать металлическую часть и выполнено с возможностью функционирования на диаметре d', который превышает диаметр D верхнего отверстия O1. Операция запечатывания выполняется с помощью запечатывающей головки 50, линейно перемещающейся, например, вертикально к верхней поверхности 15b. Таким образом, передняя поверхность 51 обращена к верхней поверхности 15b верхнего фланца 5. Во время запечатывания положение гибкой верхней крышки 20 регулируется посредством ее центрирования для закрывания передней поверхности 51, и нагревательное кольцо 51b может точно перемещаться (без смещения) к кольцевой области емкости между наружной кромкой 5a и внутренней кромкой 5b верхнего фланца 5. Плоская часть кольцевой части 22 может быть прижата и нагрета.
Приваривание крышки 20, здесь гибкой верхней крышки, выполняется посредством воздействия запечатывающей головки 50 при температуре, которая может поддерживаться на уровне температуры 140 - 200°C. Запечатывание можно разделить, по меньшей мере, на два подэтапа запечатывания, предпочтительно на два - четыре подэтапа запечатывания. Например, для приваривания верхней крышки 20 к верхней поверхности 15b верхнего фланца толкательное действие запечатывающей головки 50 может повторяться с двумя, тремя, четырьмя или пятью повторениями.
Каждый раз давление сбрасывается, и верхний фланец 5 может колебаться между сжатым состоянием и освобожденным состоянием (что, как вариант, соответствует состоянию с меньшим давлением запечатывающей головки).
Благодаря тепловой обработке и давлению деформации уменьшается уклон, образованный верхним фланцем 5. Например, угол a5 составляющий приблизительно 15° +/- 5°, преобразуется в окончательный угол a5', составляющий приблизительно 4° +/- 3°. В показанном варианте выполнения на фиг. 2A - 2C и 8 верхний фланец 5 выполнен из ПЭТ, предпочтительно из полукристаллического ПЭТ.
В предпочтительных вариантах осуществления запечатывание выполняют с помощью, по меньшей мере, двух толкательных перемещений запечатывающей головки 50. Когда запечатывание гибкой крышки 20 включает работу с ПЭТ-материалом на кольцевой части, запечатывание выполняют с изменением значений давления при контакте. Это связано с относительным перемещением между запечатывающей головкой 50 и полым корпусом 3. Шарнирный эффект на шарнирной части Z3 представляет интерес с точки зрения абсолютной целостности корпуса 3, здесь ПЭТ-корпуса.
Угол a5 наклона (образованный в незапечатанном состоянии фланца 5) постепенно уменьшается до меньшего значения a5' угла, соответствующего окончательному углу в запечатанном состоянии.
Фланец 5 имеет здесь максимальную толщину e5 в области кольцевой части 22, имеющей участок плоской поверхности для контакта с запечатывающей головкой 50. Максимальная толщина e5 предпочтительно составляет, по меньшей мере, 400 мкм и может быть больше средней толщины e боковой стенки 30, предпочтительно, по меньшей мере, больше на 100 мкм.
В предпочтительных вариантах осуществления гибкая верхняя крышка 20 имеет такие размеры и форму, что только отрывной язычок PT крышки смещен в сторону от рабочей поверхности запечатывающей головки. В результате отрывной язычок PT не приклеивается к корпусу 3 и выступает радиально наружу, так что он смещен в сторону относительно кольцевой верхней части 31 боковой стенки 30. После запечатывания кольцевая наружная кромка 20b гибкой крышки 20 проходит не больше, чем на 1 мм (за исключением отрывного язычка PT) от наружной кромки 5a верхнего фланца 5, имеющего окончательный уклон, как показано на фиг. 2B (здесь уклон соответствует углу a5', ограниченному между нижней поверхностью 15a верхнего фланца 5 и горизонтальной плоскостью; в неограничивающем примере на фиг. 2B угол a5' составляет приблизительно 5°, но может быть меньше или немного больше).
Верхний фланец 5, полученный после запечатывания, может иметь небольшой радиус RC' кривизны в области рядом с верхней частью 31 кольцевой боковой стенки 30. Радиус RC' кривизны может быть меньше 2 мм и здесь он немного меньше соответствующего радиуса RC кривизны перед запечатыванием. По усмотрению у наружной кромки 5a радиус RC кривизны наружной поверхности емкости может составлять 1 - 2 мм, например, приблизительно 1,5 мм. Такой радиус кривизны измеряют в плоскости, параллельной продольной оси X, которая пересекается продольной осью X.
Несмотря на то, что запечатывающая головка 50, показанная на фиг. 7A, может быть расположена в продольном направлении для запечатывания гибкой верхней крышки 20, могут быть использованы другие варианты, например, с небольшим наклоном запечатывающей головки 50. Кроме того, в некоторых вариантах верхний фланец 5 по усмотрению может быть наклонен (под небольшим углом относительно горизонтальной плоскости).
При использовании декоративной оболочки 10 этап ее прикрепления может выполняться с помощью инструмента, перемещающего оболочку 10 от направления, противоположного верхней части емкости 1 или, в общем, противоположного гибкой крышке 20. Таким образом, декоративную оболочку прикрепляют к боковой стенке 30 после ее перемещения в продольном направлении со стороны дна, предпочтительно на некоторое расстояние в осевом направлении от кольцевой опорной поверхности 32 дна 4.
Емкость 1 может использоваться в изделии, содержащей емкость, и для содержимого, помещаемого в емкость. Таким образом, по меньшей мере, часть внутреннего объема V емкости заполняют содержимым. Емкость может быть упаковочным элементом для содержимого, используемым для транспортирования, защиты, сохранения и/или т.п. действий в отношении содержимого.
Содержимое может быть любого рода содержимым, приобретаемым пользователем, например, потребителем, в умеренных количествах. Содержимое может быть, например, пищевым продуктом или напитком, лекарством, средством для личной гигиены, средством для ухода на дому, товаром для обустройства дома, игрушкой, мелкими крепежными изделиями.
Примеры средств личной гигиены включают в себя средства ухода за волосами, такие как шампуни, кондиционеры или средства для окраски волос, средства для ухода за кожей, такие как мыло, гели для тела, средства для защиты от солнечных лучей, увлажняющие кремы или омолаживающие составы, и средства для макияжа.
Примеры средств для ухода на дому включают в себя средства для ухода за тканью, такие как моющие средства для стирки или кондиционеры для белья, средства для мытья посуды, такие как средства для ручного мытья посуды или средства для автоматического мытья посуды, средства для очистки твердых поверхностей, такие как средства для очистки кухонной посуды, чистящие средства для ванных комнат, средства для чистки деревянных полов или средства для чистки плитки.
Примеры товаров для обустройства дома включают в себя краски, клеи, шпаклевки или цементирующие составы.
Примеры мелких крепежных изделий включают в себя гвозди, винты и т.п.
Пищевые продукты или напитки являются составами для внутреннего потребления. Они могут быть представлены в различных формах, включая сюда жидкость, вязкие полужидкие продукты или твердые продукты, например, в виде порошка. Пищевой продукт может быть вязким полужидким составом, извлекаемым с помощью ложки, или твердым веществом, извлекаемым с помощью ложки. Пищевой продукт может быть, например, вычерпываемым твердым веществом в отличие от порошка, извлекаемого с помощью ложки.
Напитки могут быть водой, газированной или негазированной, безалкогольными напитками (также именуемыми как прохладительные напитки), газированными или негазированными, молоком или растительными заменителями молока.
Пищевые продукты могут быть злаками, молочными продуктами, растительными заменителями молока, десертами, такими как кремы, муссы, желе, пудинги, мороженое, фруктами, овощами или фруктовыми или овощными составами, например, целыми фруктами или частями целых фруктов, фруктовым пюре или джемами, мясом или заменителями мяса, кондитерскими изделиями, соусами, супами, составами для вскармливания детей, продуктами для лечебного питания, взбитыми кофейными напитками или напитками для отбеливания зубов, кофейными или шоколадными напитками, например, растворимым кофе или шоколадом, или другими пищевыми составами.
Пища может быть замороженным продуктом, охлажденным или свежим, подлежащим хранению при температуре от 0°C до 10°C, или продуктом, подлежащим длительному хранению при окружающей температуре выше 15°C.
В некоторых вариантах осуществления пищевые продукты являются влажными пищевыми продуктами, содержащими значительные количества влаги или воды, в отличие от обезвоженным пищевых продуктов, например, по меньшей мере, 20% масс. или, по меньшей мере, 30% масс. или, по меньшей мере, 40% масс. или, по меньшей мере, 50% масс. или, по меньшей мере, 60% масс., по меньшей мере, 80% масс. Такие продукты могут быть более чувствительными к загрязнениям, и для их хранения может потребоваться обеспечение высокопрочного запечатывания, например, с высоким сопротивлением утечке вакуума.
Молочные продукты или заменители молочных продуктов содержат материал молочных продуктов или материал заменителей молочных продуктов. В контексте настоящего документа, если не указано иначе, «молочный продукт» или «молоко» могут относиться к растительным заменителям, например, на основе сои, овса, миндаля, риса, кокоса и их смесей.
Молочный продукт может быть, например, десертом, ферментированным молочным продуктом, например, йогуртом или кефиром, сыром, маслом.
Материал молочного продукта содержит молоко и/или ингредиенты, полученные из молока. Он также именуется как «состав на основе молока». В контексте изобретения молоко относится к молоку животных, например, коровьему молоку, а также к заменителям молока животных, например, растительному молоку, такому как соевое молоко, рисовое молоко, кокосовое молоко, миндальное молоко, овсяное молоко и т.д.
Молочные составы известны специалисту в области молочных продуктов, предпочтительно ферментированных молочных продуктов. В контексте изобретения состав на основе молока относится к составу с молоком или фракциями молока и составам, получаемым посредством смешивания нескольких сепарированных фракций молока. К указанному молоку, фракциям молока и смесям могут быть добавлены вода и добавки. Предпочтительно, молоко является молоком животных, например, коровьим молоком. Может быть использовано молоко других животных, например, овечье молоко или козье молоко.
Состав на основе молока может содержать ингредиенты, выбранные из группы, состоящей из молока, полуобезжиренного молока, обезжиренного молока, сухого молока, сухого обезжиренного молока, концентрата молока, концентрата обезжиренного молока, белков молока, сливок, кислого молока и их смесей. В указанные ингредиенты могут быть добавлены вода или добавки. Примеры добавок, которые могут быть добавлены, включают в себя сахар, подсластители, волокна и модификаторы текстуры.
Ферментированные молочные составы содержат бактерии, предпочтительно молочнокислые бактерии, предпочтительно живые. Соответствующие бактерии для ферментации известны специалисту в этой области. Следует отметить, что молочнокислые бактерии часто именуются ферментами или культурами или заквасками. Молочнокислые бактерии предпочтительно содержат, предпочтительно, по существу, состоят из, предпочтительно состоят из бактерий Lactobacillus delbrueckii ssp. bulgaricus (т.е. Lactobacillus bulgaricus) и Streptococcus salivarius ssp. thermophiles, т.е. (Streptococcus thermophilus). Молочнокислые бактерии, используемые в изобретении, содержат комбинацию бактерий Streptococcus thermophilus и Lactobacillus bulgaricus. Эта комбинация известна и часто именуется как симбиоз йогурта.
Ферментированные молочные составы получают с помощью процесса, включающего в себя этап ферментации, по меньшей мере, с одной молочнокислой бактерией. На этом этапе материал молочного продукта инокулируется молочнокислыми бактериями, после чего смесь может ферментироваться при температуре ферментации. Такие операции инокулирования и ферментации известны специалисту в этой области. Во время ферментации молочнокислые бактерии образуют молочную кислоту и, таким образом, понижают pH. С понижением pH белки коагулируют с образованием сгустка при pH распада. Температура ферментации может составлять 30°C - 45°C, предпочтительно 35°C - 40°C, с понижением до pH распада, при котором протеины коагулируют с образованием сгустка. Значение pH распада предпочтительно составляет 3,50 - 5,50, предпочтительно 4,0 - 5,0, предпочтительно от значения выше 4,5 до 5,0.
Емкости 1 могут быть сгруппированы в упаковку пищевых продуктов. Например, для упаковывания емкостей 1 в два ряда можно использовать оберточный элемент, выполненный из картона или пластмассы. Оберточный элемент, например такой, как описан в документе EP 0461947, может определять верхнюю панель, нижнюю панель и, по меньшей мере, две боковые панели. Для удерживания емкостей в параллельных рядах дополнительно могут быть установлены распорные элементы, например, поперечный элемент или согнутые элементы.
В общем, такая упаковка пищевых продуктов может содержать, по меньшей мере, один ряд емкостей. Для группы, по меньшей мере, из двух емкостей, можно использовать закрывающий элемент, например, посредством ограничения соответствующих полостей для размещения с небольшим зазором нижних частей емкостей 1.
Емкость 1, например, может быть емкостью, которая способна или вмещает содержимое объемом (или массой) от 50 мл (или 50 г) до 1 л (или 1 кг), например, емкостью на 50 мл (или 50 г) - 80 мл (или 80 г) или 80 мл (или 80 г) - 100 мл (или 100 г) или 100 мл (или 100 г) - 125 мл (или 125 г) или 125 мл (или 125 г) - 150 мл (или 150 г) или 150 мл (или 150 г) - 200 мл (или 200 г) или 200 мл (или 200 г) - 250 мл (или 250 г) или 250 мл (или 250 г) - 300 мл (или 300 г) или 300 мл (или 300 г) - 500 мл (или 500 г) или 500 мл (или 500 г) - 750 мл (или 750 г) или 750 мл (или 750 г) - 1 л (или 1 кг).
Изобретение было описано со ссылкой на предпочтительные варианты осуществления. Однако эти варианты осуществления приведены только в качестве примера, и изобретение до них не ограничивается. Например, верхний фланец 5, используемый для емкостей 1, показанных на фиг. 1 и 3, не обязательно должен иметь кольцевую кромку. Могут быть использованы другие формы, включая сюда части с прямыми кромками. Кроме того, боковая стенка 30 необязательно должна всегда проходить равномерно вокруг продольной оси X, показанной здесь в виде оси симметрии. Разумеется, боковая стенка 30 может иметь продольный неправильный профиль и/или значительные изгибы, возможно, по меньшей мере, с одной наклонной захватной частью или наклонным заплечиком.
Специалисту в этой области должно быть понятно, что другие изменения и модификации могут быть легко выполнены в объеме изобретения, как определено в формуле изобретения, так что предусмотрено, что изобретение ограничивается только формулой изобретения.
Любой номер позиции в формуле изобретения не должен рассматриваться как ограничение пункта формулы изобретения. Ясно, что использование глагола «содержать» и его форм не исключает наличие других элементов помимо элементов, определяемых в любом пункте формулы изобретения. Изложение элемента в единственном числе не исключает наличие множества таких элементов.
Реферат
Изобретение относится тароупаковочным изделиям, в частности к пластмассовым емкостям, имеющим верхнее отверстие для извлечения содержимого, в частности пищевого продукта. Емкость (1) содержит полученный выдувным формованием полый пластмассовый корпус (3). Корпус (3) имеет дно (4) и кольцевую боковую стенку (30), проходящую в продольном направлении от кольцевого основания к верхней части (31). Тонкая гибкая крышка (20), которая может быть выполнена из фольги или другого подходящего материала, закрывает и запечатывает широкое верхнее отверстие (O1) емкости, которое является единственным отверстием полого корпуса, выполненного из термопластичного материала так, что боковая стенка, дно и кольцевой верхний фланец (5) являются одной частью. Верхняя часть (31) соединена с наружной кромкой (5a) кольцевого верхнего фланца. Верхний фланец (5) выступает радиально внутрь и ограничивает отверстие (O1) у внутренней кромки (5b). Крышка (20) приклеена в осевом направлении к верхней поверхности фланца и может отслаиваться посредством использования при необходимости отрывного язычка (PT), который проходит за наружную кромку (5a). За исключением области отрывного язычка, кольцевая наружная кромка (20b) крышки проходит параллельно наружной кромке (5a) не более чем на 1,0-2,9 мм за наружную кромку (5a). 4 н. и 14 з.п. ф-лы, 11 ил.
Комментарии