Способ изготовления комбинированной упаковочной емкости, а также кольцеобразной наружной детали - RU2430000C1
Код документа: RU2430000C1
Чертежи














Описание
Изобретение относится к способу изготовления комбинированной упаковочной емкости, к комбинированной упаковочной емкости, а также образованной из заготовки наружной детали с зоной заданного отделения для образования комбинированной упаковочной емкости, как это охарактеризовано в пунктах 1, 28, 29, 33 и 38 формулы изобретения.
Из DE 20 2004 015 374 U1 известна емкость для пищевых продуктов, таких как молочные продукты и т.п., которая имеет стакан, а также манжету. Стакан в свою очередь имеет поверхность дна и боковую стенку. Манжета окружает, по меньшей мере, деталь боковой стенки стакана. В своей верхней концевой зоне стакан имеет уступ, который служит в качестве упора для манжеты. Под этим уступом в зоне боковой стенки на наружной стороне выполнено несколько профилирований, которые служат в качестве удерживающих выступов для манжеты. Боковая стенка стакана выполнена конической с сужением от открытого конца к дну, при этом манжета имеет цилиндрическую форму, и, тем самым, заготовка манжеты в развернутом виде имеет по существу прямоугольную форму. Для выравнивания между цилиндрической манжетой и конически сужающейся боковой стенкой манжета в зоне дна отбортована и образует большое утолщение.
В DE 295 01 247 U1 приведено описание комбинированной упаковки из нескольких материалов, которые предпочтительно выбраны из пластмассы и бумаги. Комбинированная упаковка содержит банку, выполненную с возможностью штабелирования путем введения банок друг в друга, причем находится в намотанном цилиндре, предпочтительно из бумаги. Этот цилиндр снабжен в зоне дна отбортовкой и опирается на боковую поверхность лежащей внутри банки. В своей открытой концевой зоне вставная банка имеет отформованный особым образом верхний край, который служит для запечатывания с помощью запечатывающего диска. Кроме того, комбинированная упаковка снабжена предпочтительно выполненной с возможностью повторного закрывания крышкой из пластмассы. Отбортовка опирается на гладкую поверхность смещенного внутрь участка боковой поверхности вставной банки.
В DE 33 26 369 С2, соответственно, ЕР 0 102 522 В1 приведено описание способа изготовления конической пластмассовой емкости с выступающим наружу краем отверстия посредством глубокой вытяжки. Изготовление этой комбинированной упаковочной емкости осуществляется тем, что в форму устройства для глубокой вытяжки вкладывают манжету, а затем вытягивают коническую емкость внутрь манжеты. Таким образом, вытянутая внутренняя деталь соединяется с геометрическим замыканием с наружной деталью в готовую комбинированную упаковочную емкость. Кроме того, манжета имеет фальцовку внутрь, за счет чего закрывается нижняя обрезная кромка манжеты, так что к ней не может проникать влага. Кроме того, нижняя кромка манжеты поддерживается снизу окружным, выступающим в радиальном направлении наружу краем донной детали. Это обеспечивается тем, что манжета расположена в соответствующем осевом положении в форме для глубокой вытяжки. При глубокой вытяжке глубоко тянутая пленка плотно прижимается сжатым воздухом к внутренней стороне манжеты. Неподвижное соединение между пластмассовым слоем и манжетой можно дополнительно улучшить за счет отформованных в стенке емкости возвышений. Это возвышение может дополнительно служить еще в качестве кромки для штабелирования при нескольких расположенных друг над другом и вдвинутых друг в друга комбинированных упаковочных емкостях.
В СН 693 611 А5 также приведено описание комбинированной упаковочной емкости с предварительно изготовленной из картона, соответственно, жесткого бумажного материала наружной оболочкой с расположенной в ней посредством глубокой вытяжки внутренней емкостью 2. Предварительно изготовленную наружную оболочку закладывают в форму для глубокой вытяжки, так что при глубокой вытяжке внутренняя емкость тесно прилегает к наружной оболочке. В зоне дна наружная оболочка имеет отогнутую внутрь фальцовку, которая с помощью имеющей форму утолщения кромки сгиба образует донный край. Выпрессованный в картонном материале фальцовки желобок имеет два выступающих во внутреннее пространство емкости утолщения стенки. Внутреннюю емкость вытягивают в наружную оболочку так глубоко, что ее тонкая стенка, с одной стороны, окружает обрезную кромку фальцовки и, с другой стороны, проходит над зоной, профилированной желобком с утолщенными стенками. За счет плотного прилегания при глубокой вытяжке образуется хорошее соединение с геометрическим замыканием с наружной оболочкой, которое противодействует вытягиванию внутренней емкости из наружной оболочки. Донная стенка внутренней емкости расположена на расстоянии от образованного фальцовкой донного края емкости, так что проходящая вниз от донной стенки деталь фальцовки образует кольцеобразную ножку, соответственно, полое дно емкости.
В ЕР 0 929 455 В1 приведено описание способа изготовления комбинированной упаковочной емкости, при котором манжету надвигают поверх внутренней емкости. В качестве осевой фиксации внутренняя емкость имеет в зоне своих обоих расположенных на расстоянии друг от друга концов с одной стороны краевое утолщение, а с другой стороны фланец. Между ними проходит имеющая форму манжеты наружная деталь и дополнительно опирается на них. За счет этого во многих случаях невозможно передавать большие силы штабелирования, поскольку в зоне дна внутренней емкости за счет опоры на нее имеющей форму манжеты наружной детали происходит повреждение удерживающего края на стороне дна.
Комбинированная упаковочная емкость со снимаемой оболочкообразной наружной деталью известна из ЕР 0 408 515 А. При этом наружная деталь имеет проходящую между ее концевыми зонами в направлении продольной оси полосу заданного отделения, которая расположена в зоне нахлеста обоих соединенных друг с другом нахлестным швом концов. С помощью захватного язычка можно захватывать полосу заданного отделения и, тем самым, приводить ее в действие, за счет чего может происходить желаемое отделение, так что можно снимать выполненную в большинстве случаев из картонного, соответственно, бумажного материала наружную деталь из внутренней емкости.
В основу данного изобретения положена задача повышения собственной жесткости комбинированной упаковочной емкости и при этом удешевления ее изготовления. Кроме того, должен быть уменьшен расход дорогих материалов. Дополнительно к этому, должна быть улучшена возможность отделения наружной детали от имеющей форму стакана внутренней емкости.
Эта задача изобретения решается с помощью способа с признаками пункта 1 формулы изобретения. При этом предпочтительно, что отдельные детали для образования комбинированной упаковочной емкости, а именно имеющая форму стакана внутренняя емкость, а также имеющую форму манжеты наружную деталь можно изготавливать отдельно друг от друга и при этом лишь незадолго перед заполнением имеющую форму манжеты наружную деталь помещают на внутреннюю емкость. За счет этого достигается повышенная гибкость и меньшие складские запасы, поскольку имеющую форму манжеты наружную деталь можно в зависимости от помещаемого в емкость продукта просто соединять в заданном количестве с внутренней емкостью. За счет того, что имеющую форму манжеты наружную деталь ее расположенным на стороне дна фальцованным краем вдвигают в образованное во внутренней емкости заданное приемное пространство, исключается открытая образная кромка в зоне дна. Кроме того, повышается еще также в этой зоне стабильность всей комбинированной упаковочной емкости. Другое преимущество состоит в том, что тем самым комбинированная упаковочная емкость по всей своей высоте полностью закрыта имеющей форму манжеты наружной деталью. За счет этого обеспечивается, с одной стороны, оптимальное снятие нагрузки, исходящей от открытого в данном случае конца внутренней емкости, ее фланцем на имеющую форму манжеты наружную деталь, и, с другой стороны, единообразный общий внешний вид. За счет постановки фальцованного края на опорную поверхность комбинированной упаковочной емкости, передача нагрузки осуществляется исключительно с помощью имеющей форму манжеты наружной детали. Внутренняя емкость за счет введения в имеющую форму манжеты наружную деталь опирается на нее. Дополнительно к этому, отпадает также необходимость в сложно выполненных механизмах удерживания имеющей форму манжеты наружной детали на имеющей форму стакана внутренней емкости. За счет этого уменьшается не только стоимость инструмента, но также затраты на логистику.
Предпочтительно, что в выбранных в пункте 2 формулы изобретения стадиях способа создается уже заранее достаточное приемное пространство для фальцованного края. Однако за счет этого можно также повышать прочность всей комбинированной упаковочной емкости в зоне ее дна.
Кроме того, предпочтительным является способ с указанными в пункте 3 формулы изобретения признаками, поскольку за счет этого с минимальными средствами обеспечивается оптимальная передача силы от боковой поверхности внутренней емкости на усиленную зону имеющей форму манжеты наружную деталь.
Предпочтительными являются признаки пункта 4 формулы изобретения, за счет которых обеспечивается прямолинейное, при рассматривании в продольном сечении комбинированной упаковочной емкости, выполнение имеющей форму манжеты наружной детали.
Предпочтительным является также вариант выполнения согласно пункту 5 или 6 формулы изобретения, поскольку за счет этого в зоне фальцованного края, в частности его обрезной кромки, обеспечивается простой и легкий процесс соединения с внутренней емкостью, и затем прилегания обрезной кромки к имеющей форму манжеты наружной детали. За счет этого достигается зажимное действие, и, тем самым, можно передавать более высокие усилия штабелирования, исходящие от фланца, через имеющую форму манжеты наружную деталь на опорную поверхность.
Предпочтительным в стадиях способа согласно пункту 7 формулы изобретения является то, что в зоне дна для последующего разъединения задается установленная высота штабелирования, с целью облегчения, тем самым, автоматической обработки, такой как соединение обоих конструктивных элементов. Кроме того, за счет этого повышается окружная прочность внутренней емкости.
Кроме того, предпочтительными являются признаки пункта 8 формулы изобретения, поскольку для пользователя обеспечивается возможность легкого отделения имеющей форму манжеты наружной детали от внутренней емкости.
Другие предпочтительные признаки указаны в пункте 9 формулы изобретения, за счет которых обеспечивается удерживание с геометрическим замыканием имеющей форму манжеты наружной детали на внутренней емкости. За счет этого без больших дополнительных затрат достигается безупречная механическая блокировка.
Предпочтительным является вариант выполнения способа по пункту 10 формулы изобретения, поскольку за счет этого при остающейся постоянной конструктивной высоте имеющей форму манжеты наружной детали можно просто согласовывать приемный объем внутренней емкости с различными объемами заполнения. Кроме того, предотвращается опора дна внутренней емкости на опорную поверхность, за счет чего предотвращаются повреждения при выбранных очень тонкими стенках.
Кроме того, предпочтительными являются признаки пункта 11 формулы изобретения, поскольку за счет этого можно отказаться от размещения дополнительной кромки штабелирования во внутреннем пространстве внутренней емкости. За счет этого создается имеющая почти ровные поверхности внутренняя емкость, из которой можно еще проще и, прежде всего, полностью выполнять извлечение наполняющего ее продукта. За счет этого уменьшается доля остатков во внутреннем пространстве, за счет чего облегчается также процесс очистки для последующей переработки отходов и повторного использования.
Преимуществом стадий способа согласно пункту 12 формулы изобретения является то, что также и в зоне открытого конца внутренней емкости можно закрывать открытую обрезную кромку фальцованного края и тем самым предотвращать непреднамеренное отсоединение при впитывании влаги. Кроме того, за счет этого достигается также удерживание собранных отдельных частей.
Кроме того, предпочтительными являются признаки пункта 13 формулы изобретения, поскольку за счет этого достигается еще более высокая стабильность имеющей форму манжеты наружной детали в зоне дна. За счет этого силы давления, исходящие от помещенного продукта, передаются непосредственно от внутренней емкости на выполненную жесткой в зоне дна, имеющую форму манжеты наружную деталь, в частности на ее фальцованный край.
Кроме того, предпочтительными являются признаки пункта 14 формулы изобретения, поскольку за счет этого исключаются дополнительные стадии обработки для образования имеющей форму манжеты наружной детали и, кроме того, существенно улучшается внешний вид печатного изображения. Дополнительно к этому, обеспечивается очень высокая собственная прочность и, тем самым, создается возможность передачи больших сил давления.
Кроме того, предпочтительными являются признаки пункта 15 формулы изобретения, поскольку за счет этого толщина стенок внутренней емкости может быть еще меньшей, и функцию опоры всей комбинированной упаковочной емкости выполняет исключительно имеющая форму манжеты наружная деталь.
Кроме того, предпочтительными являются признаки пункта 16 формулы изобретения, поскольку за счет этого, несмотря на разъемное соединение, создается стабильная комбинированная упаковочная емкость для приема самых различных продуктов заполнения.
Другой предпочтительный вариант выполнения способа описан в пункте 17 формулы изобретения, поскольку за счет этого вплоть до соединения с внутренней емкостью имеется плоская заготовка. На ней не только легко выполнять печать, но также требуется минимальный объем для ее хранения.
Другие предпочтительные стадии способа указаны в пунктах 18-21 формулы изобретения, поскольку за счет этого можно выполнять простое отделение имеющей форму манжеты наружной детали от внутренней емкости. Тем самым обеспечивается безупречная возможность вторичной переработки.
Другие предпочтительные стадии способа указаны в пунктах 22 и 23 формулы изобретения, поскольку за счет этого достигается простая возможность отделения имеющей форму манжеты наружной детали от внутренней емкости. Кроме того, обеспечивается также возможность отделения имеющей форму манжеты наружной детали в зоне усиленного фальцованного края без дополнительного повреждения наружной детали.
Другая предпочтительная стадия способа указана в пункте 24 формулы изобретения, поскольку за счет этого для пользователя обеспечивается возможность простого выполнения отделения с расположенного на стороне дна конца.
Предпочтительным является также вариант выполнения способа согласно пункту 25 формулы изобретения, поскольку за счет этого создается не только определенная защита оригинальности, но также обеспечивается возможность закрепления всей имеющей форму манжеты наружной детали на внутренней емкости.
Преимуществом выбранных в пункте 26 стадий способа является то, что выполнение отделения существенно облегчается для пользователя. Кроме того, за счет этого облегчается также изготовление внутренней емкости, поскольку расположенная в зоне открытого конца внутренней емкости захватная камера создавала бы проблемы при извлечении ее из формы.
Кроме того, предпочтительными являются также признаки, указанные в пункте 27 формулы изобретения, поскольку за счет этого, несмотря на большое опорное давление, можно выполнять внутреннюю емкость герметичной с помощью имеющей форму манжеты наружной детали с минимальными затратами материала.
Однако задача изобретения решается самостоятельно также с помощью признаков пункта 28 формулы изобретения. Вытекающие из комбинации признаков этого пункта формулы изобретения преимущества состоят в том, что создается комбинированная упаковочная емкость, общая масса которой преимущественно образована из массы имеющей форму манжеты наружной детали. Если она выполнена из бумажного или картонного материала, то в данном случае можно легко осуществлять повторную переработку. За счет того, что имеющая форму манжеты наружная деталь выполняет всю опорную функцию комбинированного упаковочной емкости, то можно для образования внутренней емкости использовать еще меньшее количество материала, в частности пластмассы. Тем самым можно сильно уменьшить стоимость, и для создания имеющей форму манжеты наружной детали можно использовать местные ресурсы.
Однако задача изобретения решается самостоятельно также с помощью признаков пункта 29 формулы изобретения. Вытекающие из комбинации признаков этого пункта формулы изобретения преимущества состоят в том, что можно создавать заготовку, соответственно получаемую из нее, имеющую форму манжеты соответственно оболочки наружную деталь, в которой имеется стабильная зона нахлеста и, тем не менее, существует возможность снятия наружной детали, удерживаемой в большинстве случаев с геометрическим замыканием на внутренней емкости, для отдельной утилизации. За счет расположенных с распределением по окружности и выполненных в качестве зоны заданного отделения множества отрывных полос обеспечивается возможность увеличения размера по окружности имеющей форму манжеты наружной детали за счет отделения отрывных полос на обращенном ко дну комбинированной упаковочной емкости конце настолько, что возможно простое ее снятие. За счет того, что отрывная полоса или отрывные полосы проходят лишь по детали высоты наружной детали, она после процесса отрывания, а также снятия остается в виде замкнутой оболочки, которая лишь частично отделена, начиная с зоны дна. Чем короче надрывается отрывная полоса, тем длиннее остается не поврежденная доля наружной детали.
Возможно также выполнение по пункту 30 формулы изобретения, поскольку за счет этого предотвращаются поперечные силы и, тем самым, во время процесса надрывания наружная деталь отжимается в направлении фланца, за счет чего можно также прикладывать большие силы для процесса надрывания.
Другой предпочтительный вариант выполнения указан в пункте 31 формулы изобретения, поскольку за счет этого облегчается обращение с отрывной полосой. При этом отрывной язычок может быть интегрированной составной деталью отрывной полосы, или же представлять отдельный соединенный с ней конструктивный элемент.
Возможно также выполнение по пункту 32 формулы изобретения, поскольку за счет этого обеспечивается возможность точного инициирования движения отрывания.
Однако задача изобретения решается самостоятельно также с помощью признаков пункта 33 формулы изобретения. Вытекающие из комбинации признаков этого пункта формулы изобретения преимущества состоят в том, что за счет этого непосредственно соседняя зона нахлеста в соединении с зоной отделения задает плоскость отсоединения, соответственно, отделения. За счет того, что вдоль перекрывающей и лежащей снаружи продольной стороны, соответственно, продольной кромки заготовки образуется зона отделения, можно зону нахлеста использовать также в качестве исполнительного средства для отсоединения, соответственно, отделения имеющей форму манжеты наружной детали. Поскольку зона отделения дополнительно снабжена еще исполнительным средством между обеими концевыми зонами, дополнительно облегчается отделение, и в зависимости от расположения исполнительного средства задается и надежно выполняется движение отрывания.
Возможно также выполнение в соответствии с пунктом 34 формулы изобретения, поскольку за счет расположенного таким образом выреза облегчается захват продольной стороны наложенного сверху конца. Благодаря этому вырезу, который проходит полностью через толщину стенки заготовки, соответственно, образованной из нее наружной детали, можно, начиная из него, проще и надежнее выполнять отсоединение вдоль заданной плоскости отделения.
Возможно также выполнение в соответствии с пунктом 35 формулы изобретения, поскольку за счет этого дополнительно облегчается захват перекрывающего конца.
Другой предпочтительный вариант выполнения охарактеризован в пункте 36 формулы изобретения, поскольку создается исполнительное средство, которое просто захватывать, и за счет этого дополнительно облегчается процесс отсоединения, соответственно, отделения имеющей форму манжеты наружной детали.
Предпочтительным является также выполнение в соответствии с пунктом 37 формулы изобретения, поскольку обеспечивается возможность равномерного отделения наружной детали по всей продольной протяженности с помощью центральной точки захвата.
Однако задача изобретения решается самостоятельно также с помощью признаков пункта 38 формулы изобретения. Вытекающие из комбинации признаков этого пункта формулы изобретения преимущества состоят в том, что обеспечивается возможность отделения наружной детали от внутреннее емкости, при котором остаются сохраненными сегменты боковой поверхности наружной детали без ее повреждения за счет разрыва, и, тем не менее, обеспечивается возможность отсоединения наружной детали от внутренней емкости для последующего отделения.
Предпочтительная модификация указана в пункте 39 формулы изобретения, поскольку можно сохранять почти неизменную по высоте наружную деталь, которую, несмотря на связанность по периметру, можно отделять от внутренней емкости. Таким образом, можно предоставлять несколько отделенных наружных деталей в качестве конструктивных элементов, в частности, детям.
Наконец, предпочтительным является также указанный в пункте 40 формулы изобретения вариант выполнения, поскольку можно увеличить движение отрывания и тем самым повысить точность отрывания.
Для лучшего понимания изобретения ниже приводится его более подробное пояснение со ссылками на прилагаемые чертежи, на которых схематично, в сильно упрощенном виде изображено:
фиг.1 - частичный разрез комбинированной упаковочной емкости согласно изобретению;
фиг.2 - фрагмент сечения комбинированной упаковочной емкости в зоне ее дна, в увеличенном масштабе;
фиг.3 - фрагмент сечения комбинированной упаковочной емкости в зоне ее открытого конца, в увеличенном масштабе;
фиг.4 - возможное выполнение имеющей форму манжеты наружной детали;
фиг.5 - другое возможное выполнение имеющей форму манжеты наружной детали в плоском положении, вид сверху;
фиг.6 - другая модификация имеющей форму манжеты наружной детали в плоском положении, вид сверху;
фиг.7 - дополнительный вариант выполнения имеющей форму манжеты наружной детали с отрывными полосами в ее нижней концевой зоне, в изометрической проекции;
фиг.8 - другая заготовка в сложенном положении;
фиг.9 - фрагмент заготовки по фиг.8, в разрезе по линиям IX-IX на фиг.8;
фиг.10 - другая заготовка в сложенном положении;
фиг.11 - другое выполнение заготовки в сложенном положении;
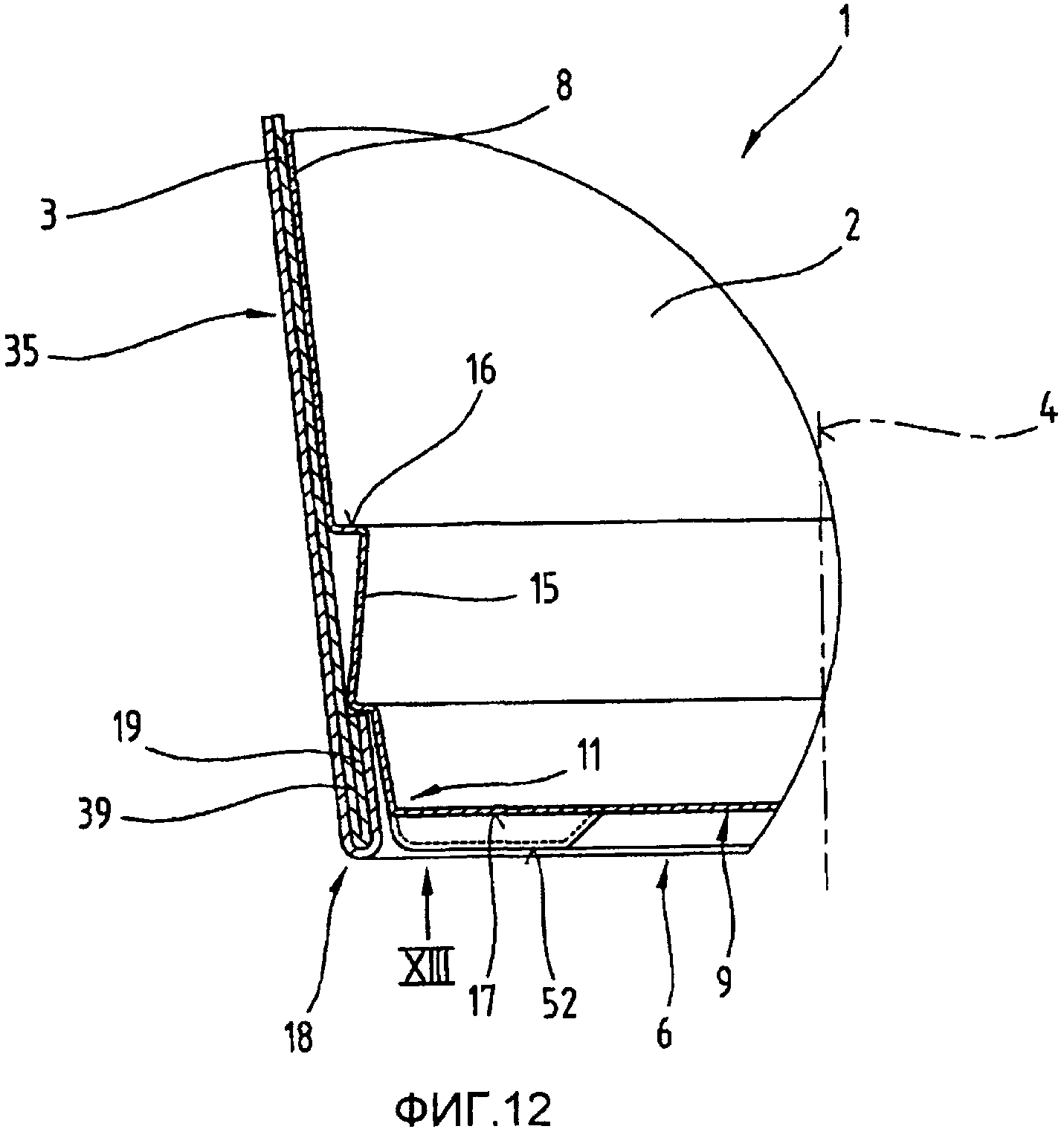
фиг.12 - разрез дополнительного другого варианта выполнения комбинированной упаковочной емкости в зоне ее дна;
фиг.13 - вид снизу по стрелке XIII на фиг.12 дна комбинированной упаковочной емкости;
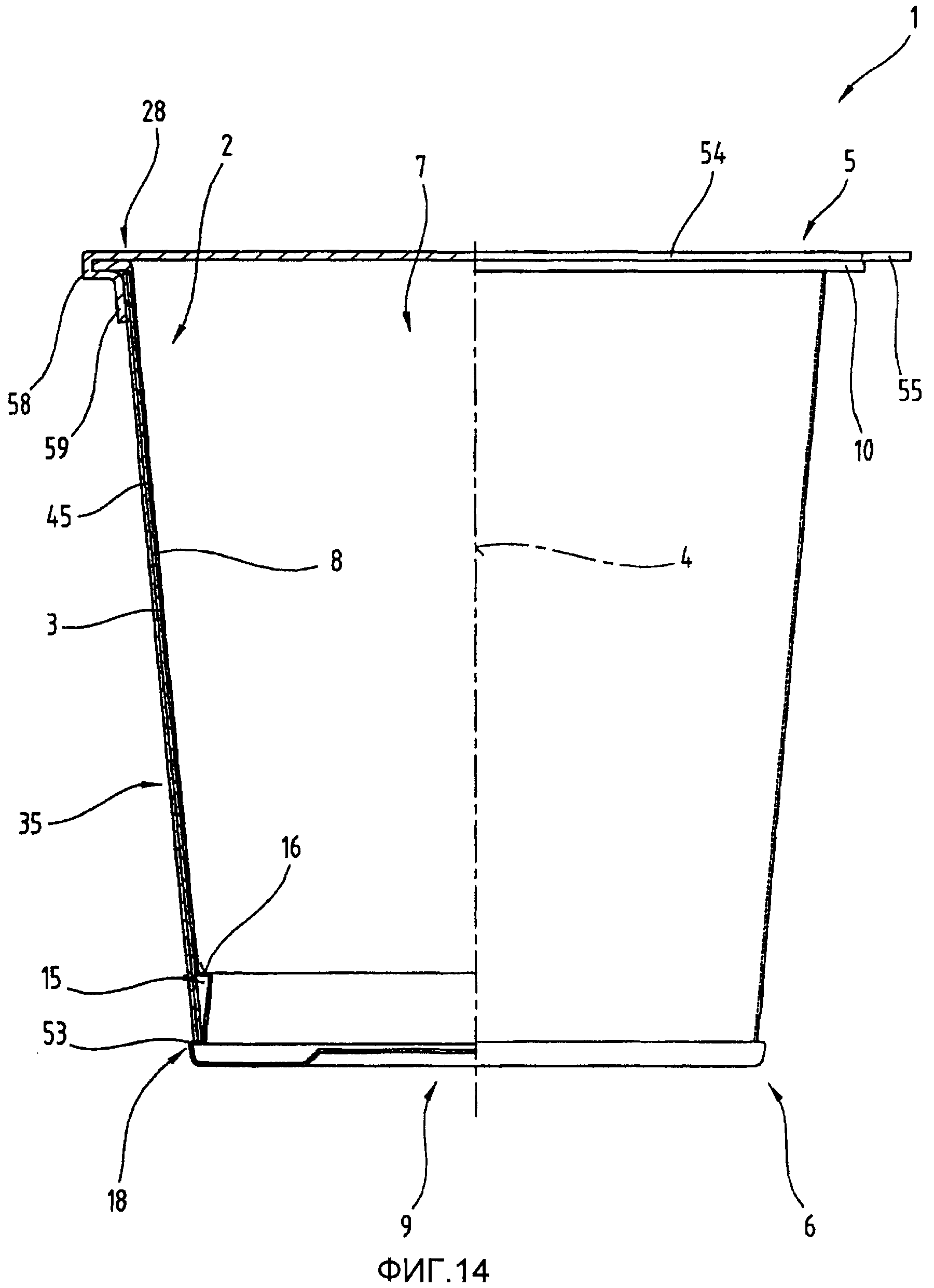
фиг.14 - разрез четверти другого варианта выполнения комбинированной упаковочной емкости с закрывающим элементом, а также наружной деталью;
фиг.15 - комбинированная упаковочная емкость, согласно фиг.14, вид сверху;
фиг.16 - возможный вариант заготовки наружной детали с закрывающим элементом согласно фиг.14 и 15, в плоском положении.
В качестве вступления следует отметить, что в различных указанных вариантах выполнения одинаковые элементы обозначены одинаковыми позициями, при этом содержащиеся во всем описании раскрытия можно по смыслу переносить на одинаковые элементы с одинаковыми позициями. Выбранные в описании указания положения, такие как, например, сверху, снизу, сбоку и т.д., относятся к непосредственно описываемой и изображенной фигуре и подлежат переносу по смыслу при изменении положения на новое положение. Кроме того, отдельные признаки или комбинации признаков из показанных и описываемых примеров выполнения могут представлять сами по себе самостоятельные изобретательские или соответствующие изобретению решения.
Все указания диапазонов величин в предметном описании следует понимать так, что они содержат любые и все частичные его диапазоны, например, указание 1-10 следует понимать так, что включены все частичные диапазоны, начиная с нижней границы 1 до верхней границы 10, т.е. все частичные диапазоны начинаются с нижней границы 1 или больше и заканчиваются на верхней границе 10 или ниже, например, 1-1,7 или 3,2-8,1 или 5,5-10.
На фиг. 1-3 показана в упрощенном виде комбинированная упаковочная емкость 1, которая в этом примере выполнения содержит имеющую форму стакана внутреннюю емкость 2, в частности из пластмассового материала, а также окружающую внутреннюю емкость 2 имеющую форму манжеты наружную деталь 3. Внутренняя емкость 2 может быть выполнена из любых пластмассовых материалов, но также, соответственно, и из других поддающихся глубокой вытяжке, биологически разрушаемых материалов.
Внутренняя емкость 3 содержит в направлении своей продольной оси 4 открытый конец 5, а также закрытый конец 6, расположенные на расстоянии друг от друга. Заполняемое пространство 7 внутренней емкости 2 ограничено боковой поверхностью 8 емкости, а также дном 9, и может служить для размещения различных блюд, молочных продуктов и т.д. Кроме того, внутренняя емкость 2 может иметь в зоне своего открытого конца 5 выступающий наружу за боковую поверхность 8 емкости фланец 10. Этот фланец 10 предпочтительно расположен по всему наружному периметру внутренней емкости 2 и используется в большинстве случаев также в качестве запечатывающего фланца для запечатывания и, тем самым, закрывания заполняемого пространства 7 от воздействия внешних окружающих условий после заполнения.
Имеющая форму манжеты наружная деталь 3 окружает в своем намотанном, соответственно, собранном состоянии внутреннюю емкость 2 в области ее боковой поверхности 8 и закрывает ее по окружности предпочтительно полностью.
Показанная в данном случае комбинированная упаковочная емкость 1 выполнена так, что внутреннюю емкость 2 изготавливают отдельно от имеющей форму манжеты наружной детали 3, и оба конструктивных элемента до окончательного монтажа, соответственно, до процесса соединения хранятся, соответственно, обрабатываются отдельно друг от друга. За счет этого можно изготавливать единообразные внутренние емкости 2 для различных продуктов заполнения и лишь незадолго перед заполнением или же после заполнения соединять имеющую форму манжеты наружную деталь 3 с внутренней емкостью. Если наружная деталь устанавливается, соответственно, сворачивается в оболочку и собирается в качестве конструктивного элемента, то ее можно надвигать на внутреннюю емкость 2, соответственно, внутреннюю емкость 2 можно вводить в имеющую форму манжеты наружную деталь 3. Независимо от этого можно также для образования наружной детали 3 сворачивать заготовку непосредственно на натянутую на оправку внутреннюю емкость 2, а затем соединять в наружную деталь 3. Лишь за счет этого процесса образуется комбинированная упаковочная емкость 1. При очень небольшой толщине стенки внутренней емкости 2 такие емкости можно изготавливать отдельно от наружных деталей 3, однако уже перед заполнением объединять в комбинированную упаковочную емкость 1.
Независимо от этого можно также сначала создавать имеющую форму манжеты наружную деталь 3 из заготовки, а затем закладывать ее перед формированием внутренней емкости 2 в не показанную форму для глубокой вытяжки, и лишь затем начинать деформацию предназначенной для глубокой вытяжки пленки. Этот способ в таком случае называется поточным изготовлением. Таким образом, получают сразу готовую комбинированную упаковочную емкость 1, которую можно затем заполнять без дополнительных затрат на монтаж с целью соединения внутренней емкости 2 и имеющей форму манжеты наружной детали 3.
Кроме того, здесь также показано, что в зоне 11 непосредственного перехода, начиная от дна 9, к боковой поверхности 8 емкости, в боковой поверхности 8 емкости отформован смещенный относительно боковой поверхности 8 емкости внутрь участок 12 стенки для образования окружного приемного пространства 13. С примыканием к смещенному внутрь участку 12 стенки, если смотреть в продольном сечении, соответственно, осевом сечении внутренней емкости 2 относительно продольной оси 4, образован переводящий, соответственно, направляющий, к боковой поверхности 8 емкости уступ 14. Этот уступ 14 расположен в большинстве случаев в ориентированной перпендикулярно продольной оси 4 плоскости и образует направленную наружу относительно заполняемого пространства 7 ступеньку.
В выполненной в данном случае в виде стакана внутренней емкости 2 боковая поверхность 8 емкости и/или смещенный внутрь участок 12 стенки относительно продольной оси 4 внутренней емкости 2 выполнены с коническим сужением, начиная от открытого конца 5 к дну 9. При этом конусность боковой поверхности 8 емкости предпочтительно выбирать отличной от конусности смещенного внутрь участка 12 стенки. Предпочтительно, конусность боковой поверхности 8 емкости выбрана меньшей относительно конусности смещенного внутрь участка 12 стенки. Это означает, что смещенный внутрь участок 12 стенки, если смотреть в продольном сечении относительно продольной оси, сужается сильнее к дну 9.
Сразу за переходящим в боковую поверхность 8 емкости, соответственно, выступающим наружу уступом 14, внутренняя емкость 2 имеет примыкающий к ней, если смотреть в продольном сечении, с противоположной смещенному внутрь участку 12 стенки стороны относительно боковой поверхности 8 емкости, имеющий противоположную конусность втянутый участок 15 для образования кромки 16 для штабелирования. Кроме того, в зоне смещенного внутрь участка 12 стенки внутренней емкости 2 может быть расположена, соответственно, сформирована схематично изображенная в упрощенном виде в левой нижней зоне на фиг.1 захватная камера 17. Применение и значение этой захватной камеры 17 будет более подробно пояснено ниже.
Как следует из сравнения фиг.1 и 2, имеющая форму манжеты наружная деталь 3 имеет в области обращенной к дну 9 внутренней емкости 2 концевой зоны 18 предпочтительно подогнутый внутрь фальцованный край 19. Этот подогнутый фальцованный край 19 может быть изготовлен посредством загибания участка имеющей форму манжеты наружной детали 3, при этом предпочтительно, если фальцованный край 19 при подгибании прилегает непрерывно по всей окружности к имеющей форму манжеты наружной детали 3. Таким образом, фальцованный край 19 является составной деталью заготовки для образования наружной детали 3. Для достижения дополнительной стабильности наружной детали 3 предпочтительно, если фальцованный край 19, по меньшей мере, в некоторых зонах соединен, в частности, склеен со стенкой имеющей форму манжеты наружной детали 3.
Независимо от этого можно также образовывать фальцованный край 19 с помощью собственного, независимого от заготовки конструктивного элемента и соединять его с наружной деталью 3 с целью усиления. За счет этого можно обеспечивать большие различия по толщине между наружной деталью 3 и фальцованным краем 19.
Как указывалось выше, смещенный внутрь участок 12 стенки образует приемное пространство 13, в котором размещается фальцованный край 19 при вдвигании друг в друга, наружной детали и внутренней емкости, и, тем самым, образовании комбинированной упаковочной емкости 1. Относительно продольной оси 4 имеющая форму манжеты наружная деталь 3 имеет конструктивную высоту 20, которая, по меньшей мере, соответствует расстоянию 21 между фланцем 10, в частности, его обращенной ко дну 9 нижней стороны, и нижней стороной 22 дна 9.
За счет этого можно опорные усилия, соответственно, усилия штабелирования, которые воздействуют на комбинированную упаковочную емкость 1 в направлении продольной оси 4 в зоне фланца 10, передавать непосредственно с фланца 10 через имеющую форму манжеты наружную деталь 3 на упрощенно изображенную опорную поверхность 23 комбинированной упаковочной емкости 1. Таким образом, можно обойтись минимальной толщиной стенки для образования боковой поверхности 8 емкости, соответственно, также дна 9. При этом передача опорных усилий происходит исключительно, исходя из фланца 10 через имеющую форму манжеты наружную деталь 3 и ее концевую зону 18 на опорную поверхность 23. Для достижения достаточной герметичности боковая поверхность 8 емкости, а также дно 9 должны иметь достаточную толщину стенки, чтобы выполнять эти требования. Однако при этом следует также учитывать диффузионные свойства, соответственно, прохождение газов, соответственно, водяного пара через материал внутренней емкости 2.
Как уже указывалось выше, для образования приемного пространства 13 предусмотрен смещенный внутрь участок 12 стенки. Участок 12 стенки боковой поверхности 8 емкости, при рассматривании в продольном сечении внутренней емкости 2, смещен на каждой стороне, по меньшей мере, на величину 24 внутрь в направлении продольной оси 4, при этом величина 24, соответствует, по меньшей мере, толщине 25 фальцованного края 19. При соответствующих небольших выбранных допусках можно достигать здесь не только определенного зажимного действия между имеющей форму манжеты наружной деталью 3 и внутренней емкостью 2, но также дополнительно соответствующего усиления переходной зоны 11 от дна 9 к боковой поверхности 8 емкости.
Кроме того, возможно также, что окружная и обращенная к открытому концу внутренней емкости 2 концевая кромка 26 фальцованного края 19, если смотреть в продольном сечении внутренней емкости 2, прилегает к выступу 14, переходящему от смещенного внутрь участка 12 стенки к боковой поверхности 8 емкости. За счет этого осуществляется дополнительная опора и придание жесткости боковой поверхности 8 емкости на этом участке 12 стенки. Тем самым сила давления массы продукта заполнения на стороне дна вводится через боковую поверхность 8 емкости непосредственно в имеющую форму манжеты наружную деталь.
Кроме того, может быть предпочтительным, как показано на фиг.2, если на имеющей форму манжеты наружной детали 3 в зоне имеющего противоположную конусность втянутого участка 15 сформирован, соответственно, расположен заходящий в контрконический участок 15 желобок 27. За счет этого желобка 27 можно осуществлять механическое соединение для удерживания имеющей форму манжеты наружной детали 3 на внутренней емкости 2.
Кроме того, на фиг.2 схематично показано в упрощенном виде с помощью штриховых линий, что конструктивная высота 20 имеющей форму манжеты наружной детали 3 относительно внутренней емкости 2 выбрана так, что дно 9 внутренней емкости 2 закрыто обращенной к нему, расположенной на стороне дна концевой зоной 18 имеющей форму манжеты наружной детали 3. Таким образом, конструктивная высота 20 имеющей форму манжеты наружной детали 3 выбрана больше расстояния 21 между нижней кромкой фланца 100 и нижней стороной дна 9, как было уже пояснено выше применительно к фиг.1.
За счет этого выступания имеющей форму манжеты наружной детали 3, в частности за счет ее фальцованного края 19, обеспечивается дистанционирование дна 9 от опорной поверхности 23 и, тем самым, окружная опора комбинированной упаковочной емкости 1 на фальцованную наружную деталь 3. За счет опоры подогнутого участка фальцованного края 19 на опорную поверхность 23 можно осуществлять печать на имеющей форму манжеты наружной детали 3 по всей поверхности вплоть до опорной поверхности 23, соответственно, дна 9, причем за счет этого можно обеспечивать более высокую прочность и жесткость всей комбинированной упаковочной емкости 1.
Если увеличивать дальше изображенное штриховыми линиями выступание имеющей форму манжеты наружной детали 3 за дно 9 в зоне ее фальцованного края 19, то можно, при необходимости, отказаться от расположения, соответственно, образования кромки 16 штабелирования. В этом случае опора для штабелирования друг в друга комбинированных упаковочных емкостей 1 может осуществляться посредством опоры выступающего фальцованного края 19 первой имеющей форму манжеты наружной детали 13 на отходящий наружу от смещенного внутрь участка 12 стенки уступ 14 другой внутренней емкости 2.
На фиг.3 показано в упрощенном виде дополнительное возможное выполнение имеющей форму манжеты наружной детали 3 в ее верхней, обращенной к фланцу 10 концевой зоне 28.
В данном случае имеющая форму манжеты наружная деталь 3 имеет еще один, дополнительный фальцованный край 29, который может быть выполнен аналогично указанному выше фальцованному краю 19. Фальцованный край 29 предпочтительно также подогнут внутрь, за счет чего на обращенной к наблюдателю наружной стороне имеющей форму манжеты наружной детали 3 нет дополнительных мешающих кромок. При этом можно выполнять фальцованный край 29 не по всей окружности наружной детали 23, а лишь на некоторых участках. Для приема подогнутого фальцованного края 29 боковая поверхность 8 емкости имеет дополнительный смещенный внутрь участок 30 стенки, который образует для фальцованного края 29 приемное пространство 31. Однако можно также лишь подгибать другой фальцованный край 29 и отказаться от расположения смещенного внутрь участка 30 стенки и образующегося при этом еще одного приемного пространства 31. При извлечении внутренней емкости 2 из формы расположенный в зоне фланца 10 смещенный внутрь участок 30 стенки может создавать проблемы, поскольку в наружной форме инструмента образуется выступающая внутрь кромка. Однако этому можно противодействовать за счет конусности боковой поверхности 8 емкости.
При соединении имеющей форму манжеты наружной детали 3 с внутренней емкостью 2 другой фальцованный край 29 вместе с наружной деталью 3 вдвигается в направлении фланца 10 до тех пор, пока этот фальцованный край 29 не заскочит в предусмотренное для него приемное пространство 31 в зоне открытого конца 5 внутренней емкости 2. За счет этого достигается механическая фиксация имеющей форму манжеты наружной детали 3 на внутренней емкости 2. Этот другой фальцованный край 29 предпочтительно также прилегает при подгибании по всему периметру к боковой поверхности, соответственно, стенке имеющей форму манжеты наружной детали 3, как это указывалось выше для первого фальцованного края 19. Однако независимо от этого возможно также, вместо смещенного внутрь участка 30 стенки предусматривать выступающие наружу фиксирующие выступы, которые служат для фиксации другого фальцованного края 29 на боковой поверхности 8 емкости.
Кроме того, возможно также разделять верхний фальцованный край 29 по окружности на несколько участков 29' фальцованного края. Если предусмотрено несколько участков 29' фальцованного края, то они могут быть попеременно подогнуты, соответственно, отбортованы в окружном направлении и/или деформированы наружу под фланец 10, как это показано в упрощенном виде штриховыми линиями. Если наружу деформированы лишь отдельные участки 29' фальцованного края, то в этом случае можно вообще отказаться от смещенного внутрь участка 30 стенки. При этом предпочтительно, соответственно, следует учитывать, что обращенная к фланцу 10 концевая зона 29 имеющей форму манжеты наружной детали 3 прилегает к фланцу 10 и, тем самым, обеспечивается непрерывный ввод сил в наружную деталь 3.
Кроме того, для достижения достаточной опоры и передачи сил предпочтительно, если имеющая форму манжеты наружная деталь 3 своей внутренней поверхностью 32 плотно прилегает снаружи к боковой поверхности 8 емкости. За счет этого обеспечивается не только достаточное сцепление между этими обоими конструктивными элементами, но происходит также оптимальная передача по всей окружности усилий, исходящих от продукта заполнения, на имеющую форму манжеты наружную деталь 3.
Еще лучшая несущая способность комбинированной упаковочной емкости 1 достигается тогда, когда имеющая форму манжеты наружная деталь 3 соединена с помощью легко отслаивающегося склеивания, предпочтительно по всей поверхности, с боковой поверхностью 8 внутренней емкости 2. Под легко отслаивающимся соединением, соответственно, склеиванием понимается соединительное средство между двумя обращенными друг к другу поверхностями, которое обеспечивает достаточное удерживание, однако для процесса отделения наружной детали 3 от внутренней емкости 2 легко разъединяется без разрушения конструктивных элементов. За счет этого обеспечивается не только достаточное сцепление во время всего использования комбинированной упаковочной емкости 1, но также дополнительно безупречное отделение имеющей форму манжеты наружной детали 3 от внутренней емкости 2, как это будет подробно пояснено ниже.
На фиг.4 показана имеющая форму манжеты наружная деталь 3 перед вдвиганием друг в друга с имеющей форму стакана внутренней емкостью 2, соответственно подлежащей формированию в ней внутренней емкостью 2. Перед этим она уже свернута плоской заготовкой в оболочку. За счет свертывания плоской заготовки обращенные затем друг к другу концы 33, 34 соединяются друг с другом в изображенной в упрощенном виде зоне 35 нахлеста. Это осуществляется с помощью так называемого шва внахлестку. При этом сворачивание, а также соединение обоих концов 33, 34 можно осуществлять, например, с помощью склеивания, как уже широко известно из уровня техники. В этой связи содержание ЕР 0 408 515 В1 учитывается в данном описании.
Кроме того, здесь также в упрощенном виде показано, что, по меньшей мере, на одной продольной стороне 36, 37 зоны 35 нахлеста в имеющей форму манжеты наружной детали 3 расположено, соответственно, сформировано ослабление материала, такое как надрез, желобок или изображенная в данном случае перфорация 38. Ослабление материала, такое как перфорация 38, изображено короткими уголковыми штрихами, но оно может быть также расположено, соответственно, образовано непосредственно в зоне 35 нахлеста. Указанная выше перфорация 38 служит для отделения свернутой в оболочку имеющей форму манжеты наружной детали 3. Для обеспечения возможности более простого выполнения этого движения открывания в зоне 35 нахлеста может быть расположен, соответственно, предусмотрен отрывной язычок 39. В показанном здесь примере выполнения отрывной язычок 39 обращен к дну внутренней емкости 2. За счет этого пользователь может прижимать всю комбинированную упаковочную емкость 1, начиная от ее открытого конца 5, к опорной поверхности 23 и затем с помощью отрывного язычка 39 начинать процесс отделения и при этом разрывать перфорацию 38, с целью последующего отделения имеющей форму манжеты наружной детали 3 от внутренней емкости 2.
Для облегчения захвата отрывного язычка 39 может служить показанная в упрощенном виде на фиг.1 захватная камера 17, при этом в данном случае необходима лишь соответствующая взаимная ориентация, соответственно, перекрывающееся положение при соединении, соответственно, вдвигании друг в друга внутренней емкости 2 и имеющей форму манжеты наружной детали 3.
Однако при введенных друг в друга конструктивных элементах еще возможно выполнение захватной камеры 17 в большей по сравнению с окружной длиной отрывного язычка 39 окружной зоне, с целью создания определенного допуска при взаимной ориентации перед соединением.
Если же захватная камера 17 выполнена в виде проходящей по окружности выемки, то нет больше необходимости во взаимной ориентации обоих конструктивных элементов при вдвигании друг в друга.
Для образования отрывного язычка 39 в зоне 35 наложения предпочтительно, если, по меньшей мере, в зоне одной из продольных сторон 36, 37 зоны 35 нахлеста расположено, соответственно, предусмотрено ослабление материала и/или рассечение 40 материала. В качестве ослабления материала может служить тисненая линия, надрез, желобок, а в качестве рассечения 40 материала - разрез, просечка или т.п. Рассечение 40 материала проходит предпочтительно в направлении продольной стороны 36, 37 и может также пронизывать еще лежащий внутри и подогнутый фальцованный край 19 наружной детали 3, или же там может быть расположено ослабление материала. Однако предпочтительно рассечение 40 материала согласовано с обеими продольными сторонами 36, 37. За счет этого обе продольные стороны 36, 37 могут служить в качестве отрывной зоны.
Отрывной язычок 39 может быть образован либо лишь из лежащего ближе к внутренней емкости 2 участка зоны 35 нахлеста, либо лишь из удаленного от внутренней емкости 2 участка зоны 35 нахлеста. Однако возможно также, что отрывной язычок 39 включает оба расположенных друг над другом участка зоны 35 нахлеста и, тем самым, имеет двойную толщину стенки. За счет подгибания фальцованного края 19 дополнительно увеличивается общая толщина отрывного язычка 39. Для предотвращения, соответственно, уменьшения этого можно удалять детали зоны 35 нахлеста в области отрывного язычка 39. Это можно осуществлять уже в плоской заготовке или лишь в ходе изготовления наружной детали 3. Таким образом, отрывной язычок 39 является составной деталью зоны 35 нахлеста, соответственно, образованной за счет этого полосы 45 заданного отделения, соответственно, отрыва, которая в данном случае проходит по всей высоте наружной детали 3 в направлении продольной оси 4.
Поскольку в показанном здесь примере выполнения отрывной язычок 39 ориентирован к дну 9 внутренней емкости 2, то разделения 40 материала также обращены ко дну.
Для исключения непреднамеренного отделения, а также для обеспечения удерживания имеющей форму манжеты наружной детали 3 на внутренней емкости 2, отделенный с помощью рассечения 40 материала в зоне 35 нахлеста участок, такой как, например, отрывной язычок 39, может быть соединен с помощью соединительного средства, такого как клей, с внутренней емкостью 2. Это можно осуществлять с помощью упрощенно изображенной точки 41 склеивания, которая, с одной стороны, неподвижно фиксирует отрывной язычок 39 относительно внутренней емкости 2 и, с другой стороны, в последующем удерживает также неподвижно всю наружную деталь 3 в ее положении на внутренней емкости 2. Другая точка 41 склеивания показана еще и в верхней концевой зоне 28 наружной детали 3. Следует еще отметить, что размещение, по меньшей мере, одной соединительной зоны, такой как точка 41 склеивания, можно осуществлять на всем участке зоны 35 нахлеста и выбирать произвольно.
На фиг.5 показан другой возможный и при необходимости самостоятельный вариант выполнения имеющей форму манжеты наружной детали 3, при этом снова одинаковые детали обозначены одинаковыми позициями, как и на предыдущих фиг. 1-4. Для исключения ненужных повторов делается ссылка на подробное описание применительно к предыдущим фиг. 1-4.
В этом показанном здесь примере выполнения имеющая форму манжеты наружная деталь 3 образуется из заготовки, которая соединена в зоне своих обращенных друг к другу концов 33, 34 в зоне 35 нахлеста. Кроме того, заготовку можно складывать вдоль линий 42, 43 сгиба и хранить в плоском виде до соединения с внутренней емкостью 2, или же свернуть в наружную деталь 3 и уложить в форму для глубокой вытяжки для поточного изготовления. Отрывной язычок 39 может быть также обращен к дну 9 внутренней емкости 2.
Однако независимо от этого возможно также, что отрывной язычок 39 с рассечениями 40 материала расположен в зоне фланца 10 внутренней емкости 2 на имеющей форму манжеты наружной детали 3. Кроме того, как в зоне дна 9, так и в зоне фланца 10 может быть расположено, соответственно, предусмотрено по соответствующему отрывному язычку 39, для обеспечения возможности выполнять отделение, начиная лишь из одной концевой зоны 18, 28, или же отделение наружной детали 3 от внутренней емкости 2 с двух сторон.
На фиг.6 показан другой возможный и при необходимости самостоятельный вариант выполнения имеющей форму манжеты наружной детали 3, соответственно, ее заготовка, при этом снова одинаковые детали обозначены одинаковыми позициями, как и на предыдущих фиг. 1-5. Для исключения ненужных повторов делается ссылка на подробное описание применительно к предыдущим фиг. 1-5.
В плоской и сложенной для образования имеющей форму манжеты наружной детали 3 заготовке в данном случае, в противоположность показанному на фиг.5 примеру выполнения, зона 35 нахлеста расположена в ее краевой зоне. В данном примере выполнения линия 42 сгиба одновременно образует ограничительную линию 44 зоны 35 нахлеста. Кроме того, зона 35 нахлеста ограничена на другой продольной стороне 37 указанной перфорацией 38. Таким образом, снова создана лежащая для хранения вплоть до соединения с внутренней емкостью 2 или укладки в форму для глубокой вытяжки плоская наружная деталь 3, которую для процесса соединения необходимо лишь свернуть и надвинуть. За счет плоской заготовки для имеющей форму манжеты наружной детали 3 существенно упрощается также печать на ней и ее внешнее оформление.
Кроме того, предпочтительно, если имеющая форму манжеты наружная деталь 3 имеет собственную массу, которая составляет, по меньшей мере, 50% относительно всей массы комбинированной упаковочной емкости 1. За счет того, что имеющая форму манжеты наружная деталь 2 изготовлена из бумажного или картонного материала с различной массой единицы площади, можно тем самым постоянно уменьшать долю материала внутренней емкости 2. В частности, если имеющая форму манжеты наружная деталь 3 проходит полностью прямолинейно между фланцем 10 и опорной поверхностью 23 комбинированной упаковочной емкости 1, тем самым достигается высокая собственная стабильность комбинированной упаковочной емкости 1. Таким образом, могут передаваться большие усилия штабелирования.
На фиг.7 показан другой возможный и при необходимости самостоятельный вариант выполнения имеющей форму манжеты наружной детали 3 в ее свернутом положении, при этом снова одинаковые детали обозначены одинаковыми позициями, как и на предыдущих фиг. 1-6. Для исключения ненужных повторов делается ссылка на подробное описание применительно к предыдущим фиг. 1-6.
В этом показанном здесь примере выполнения показана свернутая заготовка для образования имеющей форму манжеты наружной детали 3 с ее зоной 35 нахлеста. Оба обращенных друг к другу конца 33, 34 с их продольными сторонами 36, 37 образуют в данном случае лишь зону соединения заготовки для образования имеющей форму манжеты наружной детали 3. При этом предусмотрено соответствующее склеивание. При этом в общем в качестве наружной детали понимается выполненный в виде трубы конструктивный элемент, пространственная форма которого может быть от цилиндрической до конической. В этом случае свернутая и соединенная заготовка образует наружную деталь 3, которая, если смотреть в окружном направлении, образует оболочку, проходящую между расположенными на расстоянии друг от друга в направлении продольной оси 4 концевыми зонами 18, 28. В этой оболочке, соответственно, зоне боковой поверхности должна быть предусмотрена, соответственно, образована, по меньшей мере, одна зона заданного отделения, при этом на последующих фигурах показаны различные ее выполнения, описание которых приводится ниже.
Для обеспечения, тем не менее, возможности отделения наружной детали после использования от внутренней емкости 2, в данном случае предусмотрена начинающаяся от расположенной внизу концевой зоны 18 и проходящая до верхней концевой зоны 28, по меньшей мере, одна, однако предпочтительно несколько расположенных с распределением по окружности отрывных полос 45. Отрывная полоса или отрывные полосы 45 проходят лишь по частичной высоте 46 наружной детали 3 между ее обеими концевыми зонами 18, 28 предпочтительно с параллельной ориентацией относительно продольной оси 4. За счет того, что отрывная полоса или полосы 45 ориентированы на дно 9 внутренней емкости 2, соответственно, проходят, начиная от него, то окружной размер в нижней концевой зоне 18 можно увеличивать настолько, что обеспечивается простое снятие наружной детали 3 с внутренней емкости 2. При нескольких расположенных с распределением по окружности отрывных полосах 45 можно достигать еще большей не стабильности после частичного разделения наружной детали 3, с целью снятия удерживаемой в большинстве случаев с геометрическим замыканием на внутренней емкости 2 наружной детали 3. Это обеспечивается тогда, когда обращенная к дну 9 концевая зона 18 наружной детали 3 поддерживается снизу выступающим за нее в радиальном направлении наружу выступом, и, тем самым, во взаимодействии с коническим выполнением как внутренней емкости 2, так и наружной детали 3 происходит взаимная фиксация положения обоих конструктивных элементов. Для облегчения отделения отрывной полосы 45 она может быть снабжена отрывным язычком 39, соответственно, часть отрывной полосы 45 может быть образована отрывным язычком 39. Для образования отрывной полосы 45 в материале для образования наружной детали 3 может быть расположено уже указанное выше ослабление материала, в частности ориентированная в виде уголков перфорация 38, с целью облегчения отделения наружной детали 3 вдоль заданных линий разделения. Таким образом, ослабления материала ограничивают отрывную полосу 45 с боков по ее ширине по всей ее продольной протяженности.
Для образования отрывного язычка 39 может быть предпочтительным, если, начиная от нижней концевой зоны 18, на частичном участке частичной высоты 46 образовано рассечение 40 материала, с целью облегчения приведения в действие, соответственно, пользования отрывным язычком 39. Таким образом, рассечение 40 материала прерывает соединение с остальной боковой поверхностью наружной детали 3. За счет этого его можно легко откидывать в радиальном направлении наружу и затем отделять отрывную полосу 45 вдоль ослабления материала, соответственно, перфорации 38.
Поскольку заготовка наружной детали 3 всегда остается склеенной в ее зоне 35 нахлеста и отрывная полоса или полосы 45 проходят лишь по частичной высоте 46 общей высоты наружной детали 3 в направлении ее продольной оси 4, то наружная деталь 3 сохраняет свою основную форму, при этом лишь за счет частичного отделения обращенной к дну 9 окружной зоны стабильность уменьшается настолько, что можно выполнять без проблем снятие ее с внутренней емкости 2. Дополнительно к этому, на внутренней стороне наружной детали 3 может быть предусмотрен указанный выше фальцованный край 19, который при необходимости исключает открытую образную кромку наружной детали 3.
На фиг.8 и 9 показан другой возможный и при необходимости самостоятельный вариант выполнения имеющей форму манжеты наружной детали 3 в своем соединенном по окружности, а также сложенном положении, при этом снова одинаковые детали обозначены одинаковыми позициями, как и на предыдущих фиг. 1-7. Для исключения ненужных повторов делается ссылка на подробное описание применительно к предыдущим фиг. 1-7.
Заготовка соединена своими концами 33, 34 с образованием зоны 35 нахлеста в окружной конструктивный элемент, т.е. имеющую форму манжеты наружную деталь 3. Противоположный внутренней емкости 2, а также перекрывающий лежащий внутри конец 33 лежащий снаружи конец 34 образует своей продольной стороной 37 в направлении продольной оси 4 разделительную зону 47. В этой разделительной зоне 47 могут быть снова предусмотрено одно или несколько ослаблений материала, в частности перфорация 38. Примерно посредине относительно общей высоты наружной детали 3 в направлении ее продольной оси 4 в примыкающем к зоне 35 нахлеста участке стенки наружной детали 3 расположен, по меньшей мере, один вырез 48, который проходит по всей толщине 49 стенки заготовки, соответственно, наружной детали 3.
Кроме того, на фиг.9 схематично показано, что с помощью пальца 50, в частности, большого пальца, можно за счет отсутствия материала наружной детали 3 в зоне выреза 48 захватывать продольную сторону 37 расположенного снаружи конца 34, и за счет этого, начиная от выреза 48, разделять посредством оттягивания образованную по обе стороны разделительной зоны 47 перфорацию 38.
Захват продольной стороны 37 может быть дополнительно улучшен, если вырез 48 заходит в окружном направлении в зону 35 нахлеста и за счет этого облегчается захват снизу детали стенки. Таким образом, как бы снова имеется отрывной язычок 39. Тем самым вырез 48, при необходимости в комбинации с отрывным язычком 39 образует исполнительное средство.
На фиг.10 показан другой возможный и при необходимости самостоятельный вариант выполнения имеющей форму манжеты наружной детали 3 в соединенном в зоне 35 нахлеста, а также плоско сложенном положении, при этом снова одинаковые детали обозначены одинаковыми позициями, как и на предыдущих фиг. 1-9. Для исключения ненужных повторов делается ссылка на подробное описание применительно к предыдущим фиг. 1-9.
Поскольку этот вариант выполнения является очень сходным с вариантом выполнения, показанным на фиг.8 и 9, то здесь подробно поясняются лишь различия между ними.
Вместо указанного выше выреза 48 в данном случае в наружной детали 3 образован отрывной язычок 39 по типу окна рождественского календаря, в котором отрывной язычок 39 можно поворачивать наружу вдоль проходящей U-образно линии 51 ослабления. По обе стороны отрывного язычка 39 в направлении к обеим концевым зонам 18, 28 снова образована вдоль продольной стороны 37 конца 34 разделительная зона 47. Эта разделительная зона 47 может также иметь несколько ослаблений материала, таких как, например, перфорация 38.
Если необходимо отделить всю наружную деталь 3 от внутренней емкости 2, то сначала необходимо отделить отрывной язычок 39 вдоль линии 51 ослабления. Поскольку линия 51 ослабления заканчивается в зоне продольной стороны 37 конца 34, то усилие открывания при приведении в действие отрывного язычка 39 направляется в расположенные по обе стороны разделительные зоны 47 и разделяет наружную деталь 3 вдоль перфорации 38. Оба обращенные друг к другу конца 33, 34 наружной детали 3 снова фиксированно соединены друг с другом.
В показанных на фиг.8 и 9, а также 10 вариантах выполнения не образована собственная отрывная полоса 47, а отделение имеющей форму манжеты наружной детали 3 происходит вдоль разделительной зоны 47. Эта разделительная зона 47 предпочтительно ориентирована параллельно продольной оси 4 и проходит прямолинейно между обеими концевыми зонами 18, 28. При этом исполнительное средство, такое как вырез 48 и/или отрывной язычок 39, расположено примерно посредине между обеими расположенными на расстоянии друг от друга в направлении продольной оси концевыми зонами 18, 28.
На фиг.11 показан другой возможный и при необходимости самостоятельный вариант выполнения имеющей форму манжеты наружной детали 3 в виде соединенной заготовки в плоско сложенном положении, при этом снова одинаковые детали обозначены одинаковыми позициями, как и на предыдущих фиг. 1-10. Для исключения ненужных повторов делается ссылка на подробное описание применительно к предыдущим фиг. 1-10.
В показанной здесь наружной детали 3 обращенные друг к другу концы 33, 34 тоже соединены друг с другом в зоне 25 нахлеста в виде шва внахлестку. Для отделения имеющей форму манжеты наружной детали 3 от внутренней емкости 2 здесь снова предусмотрена отрывная полоса 45, которая, однако, проходит в окружном направлении по периметру наружной детали 3. В зоне продольной стороны 37 наложенного конца 34 в лежащем под ним участке стенки наружной детали 3 образован отрывной язычок 39. Это может быть осуществлено с помощью линий 51 ослабления, как на фиг.10, описание которой приведено выше. Для образования отрывной полосы 45 может быть предпочтительным, если в зоне 35 нахлеста между обеими продольными сторонами 36, 37 предусмотрено одно, однако предпочтительно два проходящих в окружном направлении рассечения 40 материала, с целью обеспечения разрывания также этой усиленной зоны при отрывании отрывной полосы.
Вдоль отрывной полосы 45 могут быть предусмотрены по обеим ее сторонам ослабления материала, например, в виде перфорации 38.
Однако независимо от этого можно образовывать отрывной язычок 39 непосредственно в виде составной детали отрывной полосы 45, при этом для более легкого захвата отрывного язычка 39 может быть снова предусмотрен вырез 48, показанный уже на фиг.8 и 9.
В показанном здесь варианте выполнения отрывная полоса 45 расположена примерно посредине между обеими концевыми зонами 18, 28, если смотреть в направлении продольной оси 4. Однако независимо от этого возможно также расположение отрывной полосы 45 в окружном направлении в обращенной к дну 9 концевой зоне 18. Эта ситуация изображена штриховыми линиями в нижней концевой зоне 18. За счет этого можно отделять ту концевую зону наружной детали 3, которая обычно опирается на не изображенный выступ внутренней емкости 2 и, тем самым, препятствует непреднамеренному отделению наружной детали 3 от внутренней емкости 2.
Другая возможность расположения отрывной полосы 45 состоит в ее спиральном выполнении по окружности между верхней концевой зоной 28 и нижней концевой зоной 18.
На фиг.12 и 13 показан другой возможный и при необходимости самостоятельный вариант выполнения комбинированной упаковочной емкости 1, при этом снова одинаковые детали обозначены одинаковыми позициями, как и на предыдущих фиг. 1-11. Для исключения ненужных повторов делается ссылка на подробное описание применительно к предыдущим фиг. 1-11.
Оба этих показанных в увеличенном масштабе фрагмента внутренней емкости 2 и наружной детали 3 относятся к тому варианту выполнения, который уже описан со ссылками на фиг.1 и 2. Плоскость сечения для изображения на фиг.12 выбрана так, что она представляет осевое сечение через продольную ось 4, а также зону 35 нахлеста. Отрывной язычок 39 снова является составной деталью зоны 35 нахлеста между обеими продольными сторонами 36, 37 концов 33, 34. Дополнительно к этому, показана также возможность отбортовки, соответственно, подгибания в зоне дна, т.е. нижней концевой зоны 18 наружной детали 3 и расположения фальцованного края 29 в указанном выше приемном пространстве 13.
Для более легкого приведения в действие отрывной полосы, в частности, с помощью ее отрывного язычка 39, в зоне дна 9 внутренней емкости 2 он может иметь в зоне своего окружного опорного края 50 захватную камеру 17, которая проходит здесь в радиальном направлении дна 9.
Поскольку передача нагрузки и опора всей комбинированной упаковочной емкости 1 происходит, начиная от фланца 10, через наружную деталь 3 к опорной поверхности 23 комбинированной упаковочной емкости 1, то на этом коротком расстоянии обычно проходящий вокруг опорный край 52 выполнен с разрывами. За счет этого можно легче захватывать отрывной язычок 39 и, тем самым, начинать процесс отрывания.
На фиг.14 показан другой возможный и при необходимости самостоятельный вариант выполнения комбинированной упаковочной емкости 1, при этом снова одинаковые детали обозначены одинаковыми позициями, как и на предыдущих фиг. 1-13. Для исключения ненужных повторов делается ссылка на подробное описание применительно к предыдущим фиг. 1-13.
Комбинированная упаковочная емкость 1 в этом варианте выполнения снова образована с помощью внутренней емкости 2, а также имеющей форму манжеты наружной детали 3. При этом пространствую форму внутренней емкости 2, а также пространственную форму наружной детали 3 можно выбирать свободно. Имеющая форму манжеты наружная деталь 3 снова проходит от расположенного в зоне открытого конца 5 фланца 10 до дна 9.
В противоположность указанным выше вариантам выполнения, в данном случае обращенная к дну 9 нижняя концевая зона 18 наружной детали 3 поддерживается снизу опорным выступом и служит, тем самым, для удерживания с геометрическим замыканием наружной детали 3 на внутренней емкости 2. Это достаточно известно, например, из ЕР 0 929 455 В1. Кроме того, в зоне дна может быть снова расположен, соответственно, образован указанный выше втянутый участок 15 с кромкой 16 для штабелирования на внутренней емкости 2.
В левой детали фиг.14 имеющая форму манжеты наружная деталь 3 расположена так, что зона 35 нахлеста расположена с прохождением в зоне осевого, соответственно, продольного сечения относительно продольной оси 4. Зона 35 нахлеста показана в виде расположенных друг на друге слоев концов 33, 34 наружной детали 3. Отрывная полоса 45 проходит также между обеими расположенными на расстоянии друг от друга в направлении продольной оси 4 концевыми зонами 18, 28 в зоне 35 нахлеста.
Поскольку пытаются сократить использование пластмассового материала для образования внутренней емкости 2, то постоянно уменьшают также толщину подлежащей деформации полосы пленки. Эта подлежащая деформации пленочная полоса образует в почти недеформированном виде фланец 10, за счет чего толщина фланца 10 в направлении продольной оси 4 определяется толщиной выбранной пленки. Чем тоньше выполнен фланец 10, тем проблематичней открывание комбинированной упаковочной емкости 1 в зоне ее открытого конца 5.
Обычно открытый конец 5 закрывают с помощью процесса запечатывания упрощенно изображенным закрывающим элементом 54. За счет процесса запечатывания закрывающего элемента 54 в его краевой зоне с фланцем 10 здесь осуществляется хорошо сцепляющееся соединение между обоими конструктивными элементами. Для отделения, соответственно, стягивания закрывающего элемента 54 с фланца 10 он предпочтительно имеет захватный язычок 55, который выступает за наружный край фланца 10. Тем самым можно облегчать известным образом процесс отрывания, соответственно, процесс открывания. Чем тоньше толщина стенки фланца 10, тем больше опасность того, что во время процесса открывания фланец 10 будет отделен, соответственно, оторван, и этот разрыв продолжится в боковую поверхность 8 емкости, за счет чего расположенный в заполняемом пространстве 7 продукт может выходить из комбинированной упаковочной емкости 1, соответственно, проникать между внутренней емкостью 2 и наружной деталью 3.
Для предотвращения этого при тонко выполненных фланцах 10, в зоне закрывающего элемента 54 может быть предусмотрена полоса 54 заданного разделения, которая проходит, начиная от захватного язычка 55, поперек закрывающего элемента 54 до лежащего противоположно фланца 10. Для более легкого открывания закрывающего элемента 54 может быть образована, начиная от захватного язычка 55, по меньшей мере, одна, однако предпочтительно две зоны 57 ослабления. При выполнении зоны 57 ослабления следует учитывать, что в любом случае должно обеспечиваться непроницаемое для жидкости, соответственно, при необходимости непроницаемое даже для газа по всей поверхности закрывающего элемента 54 закрывание заполняемого пространства 7. Полоса 56 заданного разделения продолжается с помощью дополнительно расположенного на ней, соответственно, образованного ею соединительного элемента 58 в виде имеющего форму полосы конструктивного элемента через фланец 10 к отрывной полосе 45 наружной детали 3. При этом концевой язычок 59 соединительного элемента 58 неподвижно соединен с выполненной здесь в зоне 35 нахлеста отрывной полосой 45.
За счет этого можно начинать процесс отрывания закрывающего элемента 54, начиная от захватного язычка 55, через полосу 56 заданного разделения. За счет этого можно после последующего удаления оставшихся частей закрывающего элемента 54 создавать доступ к заполняемому пространству 7. После последующего извлечения продукта заполнения можно продолжить процесс отрывания с помощью полосы 56 заданного разделения и расположенного на ней, соответственно, образованного ею соединительного элемента 58 дальше до отрывной полосы 45. За счет соединения соединительного элемента 58 с отрывной полосой 45 можно дальше разделять также наружную деталь 3 и снимать с внутренней емкости 2 после ее разделения.
При этом можно выполнять закрывающий элемент 54 в виде самостоятельного конструктивного элемента с интегрально расположенным на нем соединительным элементом 58 и соединять этот узел после заполнения пространства 7, с одной стороны, с фланцем 10 и, с другой стороны, соединительный элемент 58, в частности, его концевой язычок 59 - с наружной деталью 3, в частности, с ее отрывной полосой 45.
Однако независимо от этого можно выполнять также заготовку для образования наружной детали 3 так, что она окружает не только боковую поверхность 8 емкости, но и в качестве интегральной составной детали еще и соединительный элемент 58, а также расположенный на нем закрывающий элемент, как это показано в упрощенном виде на фиг.16.
При таком выполнении в виде единого целого следует обращать внимание на то, что для последующего процесса отрывания полоса 56 заданного разделения закрывающего элемента 54 непосредственно над соединительным элементом 58 переходит в зону 35 нахлеста и там расположена на том конце 33, 34, который лежит ближе к внутренней емкости 2 и перекрыт другим концом 34, 33. За счет такого выполнения соединительный элемент 58 может затем служит в качестве захватного язычка, который затем продолжается в отрывной полосе 45 и, тем самым, в свою очередь облегчает процесс отрывания.
Примеры выполнения показывают возможные варианты выполнения комбинированной упаковочной емкости 1 и наружной детали 3, при этом следует отметить, что изобретение не ограничивается специально показанными вариантами выполнения, а возможны различные комбинации отдельных вариантов выполнения друг с другом, и эти возможные варианты доступны для специалистов в данной области техники на основе идеи изобретения. Таким образом, все возможные варианты выполнения, которые возможны за счет комбинирования отдельных признаков показанных и описанных вариантов выполнения, входят в объем защиты.
Для порядка следует в заключение отметить, что для лучшего понимания конструкции комбинированной упаковочной емкости 1, она, соответственно, ее составляющие детали показаны частично без соблюдения масштаба и/или увеличено, и/или уменьшено.
Положенная в основу самостоятельных изобретательских решений задача следует из описания.
Прежде всего, отдельные показанные на фиг.1, 2, 3; 4, 5, 6; 7; 8, 9; 10; 11; 12, 13; 14, 15, 16 варианты выполнения образуют предмет самостоятельных решений согласно изобретению. Соответствующие самостоятельные задачи и решения согласно изобретению следуют из подробного описания этих фигур.
Перечень позиций:
1 Комбинированная упаковочная емкость
2 Внутренняя емкость
3 Наружная деталь
4 Продольная ось
5 Открытый конец
6 Закрытый конец
7 Заполняемое пространство
8 Боковая поверхность емкости
9 Дно
10 Фланец
11 Переходная зона
12 Участок стенки
13 Приемное пространство
14 Уступ
15 Втянутый участок
16 Кромка для штабелирования
17 Захватная камера
18 Концевая зона
19 Фальцованный край
20 Конструктивная высота
21 Расстояние
22 Нижняя сторона
23 Опорная поверхность
24 Размер
25 Толщина
26 Концевая кромка
27 Желобок
28 Концевая зона
29 Фальцованный край
30 Участок стенки
31 Приемное пространство
32 Внутренняя поверхность
33 Конец
34 Конец
35 Зона нахлеста
36 Продольная сторона
37 Продольная сторона
38 Перфорация
39 Отрывной язычок
40 Рассечение материала
41 Точка склеивания
42 Линия сгиба
43 Линия сгиба
44 Ограничительная линия
45 Отрывная полоса
46 Частичная высота
47 Разделительная зона
48 Вырез
49 Толщина стенки
50 Палец
51 Линия ослабления
52 Опорный край
53 Опорный выступ
54 Закрывающий элемент
55 Захватный язычок
56 Полоса заданного разделения
57 Зона ослабления
58 Соединительный элемент
59 Концевой язычок
Реферат
Изобретение относится к способу изготовления комбинированной упаковочной емкости, при котором имеющую форму стакана внутреннюю емкость, а также окружающую внутреннюю емкость по ее боковой поверхности, имеющую форму манжеты, наружную деталь изготавливают по отдельности. На наружной детали образуют в обращенной к дну внутренней емкости концевой зоне фальцованный край. Затем вдвигают друг в друга внутреннюю емкость и наружную деталь. В боковой поверхности емкости в зоне перехода, начиная от дна, формируют смещенный внутрь относительно боковой поверхности емкости участок стенки для образования окружного приемного пространства, в котором размещают фальцованный край. Наружную деталь изготавливают с конструктивной высотой, которая по меньшей мере соответствует расстоянию между фланцем и нижней стороной дна. Если смотреть на продольном сечении внутренней емкости, вплотную к смещенному внутрь участку стенки образуют переходящий в боковую поверхность емкости уступ. Вплотную к переходящему в боковую поверхность емкости уступу формируют на противоположной смещенному внутрь участку стенки стороне, имеющий противоположную относительно боковой поверхности емкости конусность, втянутый участок для образования кромки для штабелирования. Изобретение позволяет устанавливать высоту штабелирования емкостей, придать жесткость боковой поверхности внутренней емкости, а также перераспределить давление продукта с дна на наружную деталь. 24 з.п. ф-лы, 16 ил.
Комментарии