Способ нанесения этикеток на сигаретные пачки, устройство для его осуществления и сигаретная пачка - RU2257316C2
Код документа: RU2257316C2
Чертежи







Описание
Настоящее изобретение касается способа нанесения этикеток на сигаретные пачки, устройства для его осуществления и полученной этим способом сигаретной пачки.
Ссылка делается в частности на сигаретную пачку, содержащую этикетку, прикрепленную таким образом, чтобы охватить с двух сторон один угловой край пачки. Точнее, рассматриваемая этикетка прикреплена частично к одной большей поверхности пачки и частично к одной боковой поверхности.
Часто встречающийся недостаток при прикреплении этикеток к пачкам кратко описанным выше образом состоит в том, что этикетки из-за эластичности материала, из которого они выполнены, стремятся немедленно отсоединиться вслед за стадией нанесения и восстановить их исходную плоскую конфигурацию, перед тем как используемое клеевое вещество будет способно приклеиться.
Действительно, обычные длительности отверждения клеевых веществ, используемых в настоящее время для рассматриваемой цели, не такие короткие, чтобы гарантировать достаточно быстрое стабильное прикрепление для устранения упомянутого выше недостатка, а поскольку соответствующие упаковочные машины оборудованы механическими компонентами, служащими для прижатия концов этикетки как можно дольше против двух соответствующих поверхностей пачки, то они имеют тенденцию быть относительно сложными, и на практике не способны удерживать этикетку достаточно долго для того, чтобы клеевое вещество полностью отвердилось.
Задача изобретения состоит в преодолении вышеупомянутого недостатка.
Указанная задача решается согласно настоящему изобретению с помощью способа нанесения этикеток на сигаретные пачки, предусматривающего нанесение одной этикетки на каждую пачку, охватывая один угловой край, характеризующегося тем, что он включает, по меньшей мере, стадии приклеивания этикетки к угловому краю клеем горячего расплава и прикрепления концов этикетки к двум поверхностям пачки, смежным этому угловому краю.
Настоящее изобретение также касается устройства для нанесения этикеток на сигаретные пачки.
Вышеупомянутая задача решается посредством устройства по изобретению для нанесения этикеток на сигаретные пачки, в котором одна этикетка наносится на каждую пачку, охватывая один угловой край, причем этикетка и пачка образуют первую область взаимного контакта, расположенную на угловом крае, и вторые области взаимного контакта, расположенные на двух поверхностях пачки, смежных угловому краю, причем устройство обычно содержит первое конвейерное средство, посредством которого пачки подаются по одной и последовательно по первому заданному пути к рабочему месту прикрепления, и второе конвейерное средство, посредством которого этикетки подаются по одной и последовательно по второму заданному пути в направлении указанного рабочего места прикрепления, характеризующегося тем, что оно содержит второе гуммирующее (обмазывающее клеем) устройство, работающее совместно с по меньшей мере одним из первого и второго конвейерных средств, и служащее для нанесения клея горячего расплава на по меньшей мере один участок первой области взаимного контакта, чтобы прикрепить этикетку к пачке на угловом крае, а также первое гуммирующее устройство, работающее совместно с по меньшей мере одним из первого и второго конвейерных средств, посредством которого вторые области взаимного контакта покрываются клеем, таким образом, чтобы концы этикетки могли быть прикреплены к двум соответствующим поверхностям пачки, смежным угловому краю.
Изобретение теперь будет описано более подробно на примерах со ссылкой на сопровождающие чертежи, на которых:
Фиг.1 - участок упаковочной машины в схематическом виде сбоку с некоторыми частями в сечении и другими частями, удаленными для ясности, оборудованной устройством для нанесения этикеток на сигаретные пачки, согласно первому варианту выполнения изобретения;
Фиг.2 - деталь устройства по Фиг.1, согласно второму варианту выполнения, в схематическом виде сбоку и с некоторыми частями, удаленными для ясности;
Фиг.3 схематично и в перспективе показывает деталь устройства по Фиг.1 с некоторыми частями, удаленными для ясности;
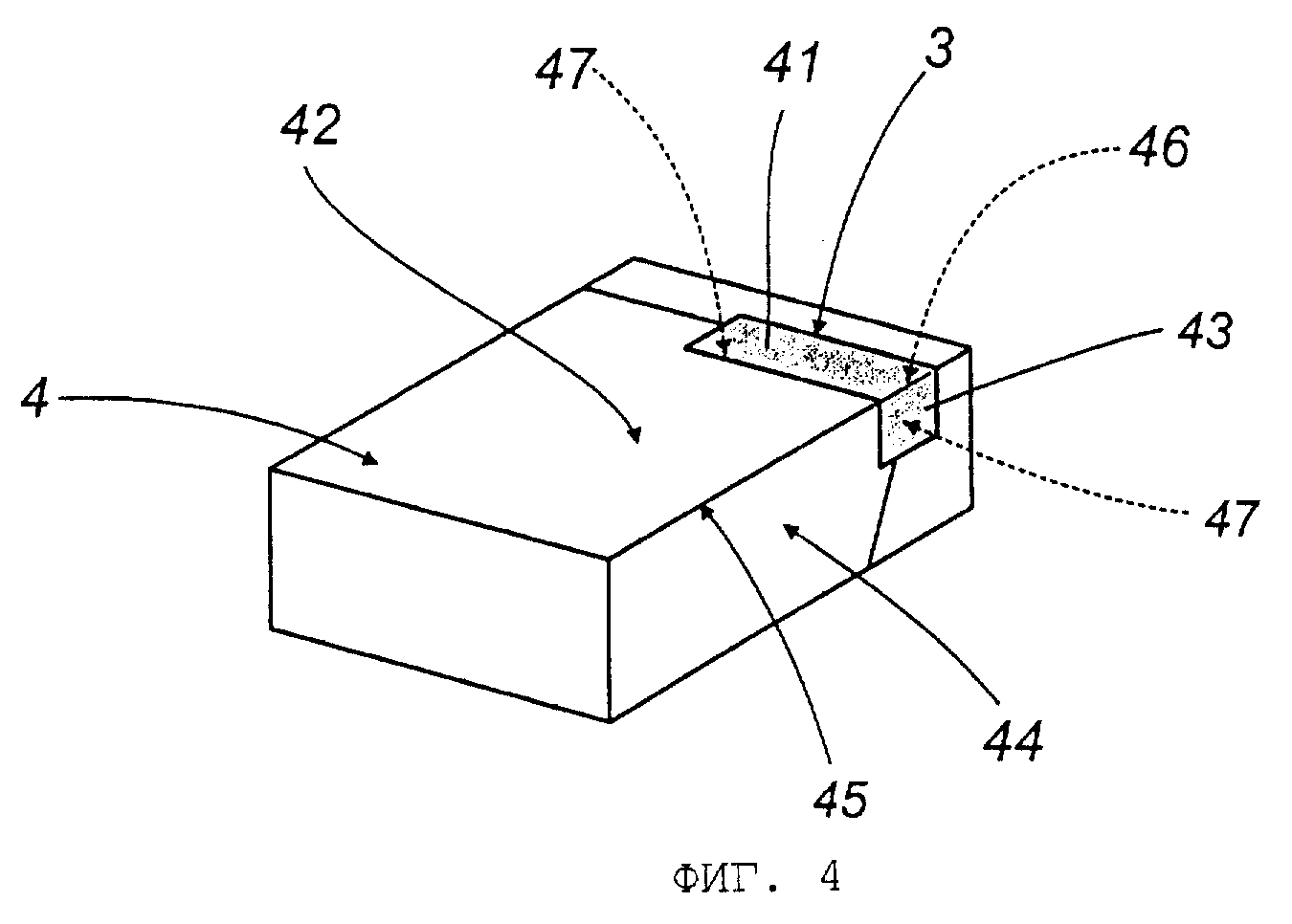
Фиг.4 показывает сигаретную пачку, схематично и в перспективе, на которую нанесена этикетка, охватывая один угловой край;
Фиг.5, 6 и 7 схематично показывают деталь по Фиг.2 в трех различных конфигурациях;
Фиг.8, 9 и 10 схематично показывают деталь по Фиг.3 в трех различных конфигурациях.
Со ссылкой на Фиг.1 сопровождающих чертежей позицией 1 обозначен участок упаковочной машины, а позицией 2 обозначено устройство, в целом, для нанесения этикеток 3 на сигаретные пачки 4.
Участок 4 упаковочной машины содержит первые конвейерные средства, обозначенные, в целом, позицией 5, посредством которых пачки 4 забираются по одной в секцию 6 подачи и подаются последовательно по первому заданному пути Р1 в первом направлении F1 подачи к рабочему месту прикрепления 7, в котором на каждую пачку 4 наносится этикетка 3, содержащая, например, налог на производство или акцизную марку.
Как показано на Фиг.1 и 2, устройство 2 содержит средства нанесения, расположенные на рабочем месте прикрепления 7 и обозначенные, в целом, позицией 8, функция которых состоит в прикреплении одной этикетки 3 к каждой подаваемой пачке 4.
В примере по Фиг.1, в частности, такие средства нанесения 8 содержат перемещающее устройство 9, посредством которого этикетки 3 подаются и прикрепляются по одной к каждой пачке 4; устройство 9 содержит второй конвейер, центрированный на соответствующей оси 10 и представляющий собой барабан 11, вращаемый против часовой стрелки в направлении, обозначенном F2 на Фиг.1, так чтобы подавать этикетки 3 по второму заданному пути Р2 к рабочему месту прикрепления 7, в котором первый путь Р1 и второй путь Р2 проходят по существу тангенциально.
Барабан 11 работает в консольном положении, отходящем от фиксированной вертикальной перегородки 12, представленной в части 1 упаковочной машины, и расположен так, что его ось 10 вращения, продолжающаяся поперечно первому и второму путям подачи Р1 и Р2, и разделен радиально по существу цилиндрической стенкой 13, представляющей несколько разнесенных на равные углы средств 14, посредством которых удерживается каждая этикетка 3, причем каждое содержит выступ 15, интегральный стенке 13 и разделенный радиально поверхностью 16, представляющей цилиндрический профиль, концентричный стенке 13 барабана 11. Барабан 11 включает радиальные каналы, отмеченные позицией 17 и обозначенные воображаемыми линиями на Фиг.1 и 2, проходящие через каждый выступ 15 и соответствующую часть цилиндрической стенки 13 и оканчивающиеся на конце, удаленном от оси 10, соответствующими всасывающими отверстиями 18, размещенными для втягивания этикеток 3.
Как видно на Фиг.3, всасывающие отверстия 18 расположены на поверхности 16 каждого выступа в ряд и соединены посредством вышеупомянутых радиальных каналов с пневматическим контуром, непоказанным на чертежах и выполненным обычным образом.
Также выступ 15 и стенка 13 под ним представляют радиальную выемку 19, позволяющую прохождение соответствующего загнутого вниз лезвия 20, способного перемещаться вдоль по существу радиальной траектории относительно барабана 11, который поворачивается посредством приводного механизма, обозначенного, в целом, позицией 21 между втянутым положением, которое подразумевается выше по ходу (перед) рабочим местом прикрепления 7 относительно направления вращения F2 барабана 11, в котором лезвие 20 расположено внутри барабана 11, как на Фиг.1, и выдвинутым положением, которое подразумевается у рабочего места прикрепления 7, в котором лезвие 20 частично выступает от поверхности 16 соответствующего выступа 15.
Приводной механизм 21 связан с параллелограммным сочленением, функция и механическая структура которого раскрыты в патенте США 5111633, на который может быть сделана ссылка для полного описания структуры и действия компонентов, приводящих барабан 11, а также пневматического контура и приводного механизма 21, приводящего параллелограммное сочленение.
Как показано на Фиг.1, этикетки высвобождаются на перемещающее устройство 9 из устройства подачи 23, установленного на перегородке 12 и включающего линию 24 хранения и подачи, по которой подают этикетки 3. Линия 24 оборудована накопителем 25, содержащим стопку 26 этикеток 3, которые посредством всасывания извлекаются со дна самой стопки 26 традиционным образом посредством круглого участка 27 и проходят циклически к отдельным выступам 15 барабана 11.
Как видно на Фиг.1, первые конвейерные средства 5 содержат по существу горизонтальный ленточный конвейер 28, замкнутый вокруг роликов (только один из которых виден на Фиг.1), посредством которых пачки 4 сигарет заставляют продвигаться последовательно по первому пути Р1 в первом направлении F1, причем каждый лежит плоско и расположен так, что его большая продольная ось продолжается поперечно пути Р1, в контакте с горизонтальной поверхностью 30, обеспечиваемой парой рельсов 31 (только одна из которых видна на Фиг.1), причем каждая представляет по существу L-образный профиль, если смотреть в сечении; две рельсы 31 разнесены друг от друга, продолжаясь параллельно вертикальной перегородке 12 и перпендикулярно оси 10 барабана 11.
При продвижении по пути Р1 пачки 4 поддерживаются соосно двумя боковыми конвейерами 32 (только один из которых виден на Фиг.1), расположенными на каждой стороне ленточного конвейера 28, на высоте выше верхнего ответвления того же конвейера 28, который снабжен также несколькими выступающими наружу и равномерно распределенными толкающими добавочными элементами 33, занимающими пространство между двумя рельсами 31, таким образом, чтобы зацеплять пачки 4 и направлять их к рабочему месту прикрепления 7.
Как видно на Фиг.1, устройство 2 содержит первое гуммирующее устройство 34, установленное вдоль второго пути Р2 за накопителем 25 в направлении вращения F2 барабана 11, и второе гуммирующее устройство 35, дополнительно установленное вдоль пути Р2.
Еще раз ссылаясь на Фиг.1, первое гуммирующее устройство 34 содержит резервуар 36 для клея и пару коаксиальных роликов 37 (только один из которых виден на Фиг.1), расположенных по касательной к поверхности 16 каждого выступа 15 и таким образом, как ясно видно, в частности, на Фиг.3, чтобы наносить два по существу параллельных мазка 38 клея холодного отверждения на поверхность За каждой этикетки 3, предназначенных для контактирования с соответствующей пачкой 4.
Второе гуммирующее устройство 35 является устройством струйного типа и содержит сопло 39, выполненное, как видно на Фиг.3, для нанесения пятна 40 клея горячего расплава между двумя мазками клея холодного отверждения, нанесенными ранее.
При работе, как показано на Фиг.1 и 3, этикетки 3 перемещаются к периферии барабана 11 сверху посредством круглого участка 27, высвобождаются циклически на поверхности 16 выступов 15 и удерживаются на каждой поверхности посредством всасывающих отверстий 18.
Каждая этикетка 3 затем перемещается без остановки, поскольку барабан вращается непрерывно в направлении транспортировки F2, к рабочим местам, снабженным гуммирующими устройствами 34 и 35.
На гуммирующем рабочем месте, снабженном первым гуммирующим устройством 34, два удлиненных мазка 38 клея холодного отверждения наносятся на обращенную наружу поверхность За этикетки 3, при этом на гуммирующем рабочем месте, снабженном вторым гуммирующим устройством 35, пятно 40 клея горячего расплава наносится на ту же поверхность За этикетки 3 посредством сопла 39.
Каждая гуммированная (обмазанная клеем) этикетка поступает затем на рабочее место прикрепления 7 и прикладывается к соответствующей пачке 4, а точнее, самый передний по направлению вращения F2 барабана 11 конец 41 этикетки 3, прикладывается к верхней поверхности 42 пачки 4, тогда как оставшийся конец 43, выступающий свободно от верхней поверхности 42, немедленно сгибается и прижимается к боковой поверхности 44 пачки 4, смежной верхней поверхности 42. В этом случае этикетка 3 остается прикрепленной к одному угловому краю 45 пачки 4 под действием пятна 40 клея горячего расплава.
Операция сгибания вниз и прижимания выступающего конца 43 этикетки 3 осуществляется вышеупомянутым лезвием 20, которое, когда выдвигается приводным механизмом 21, заставляет тот же конец 43 этикетки 3 приклеиваться к боковой поверхности 44 пачки 4, таким образом образуя конфигурацию по Фиг.4.
В примере по Фиг.2 второе гуммирующее устройство 35 расположено вдоль первого пути Р1, связанного с замкнутым ленточным конвейером 28, а не вдоль второго пути Р2, связанного с барабаном 11, так, чтобы нанести пятно 40 клея горячего расплава на угловой край 45 пачки 4 в данный момент, непосредственно перед входом пачки на рабочее место прикрепления 7.
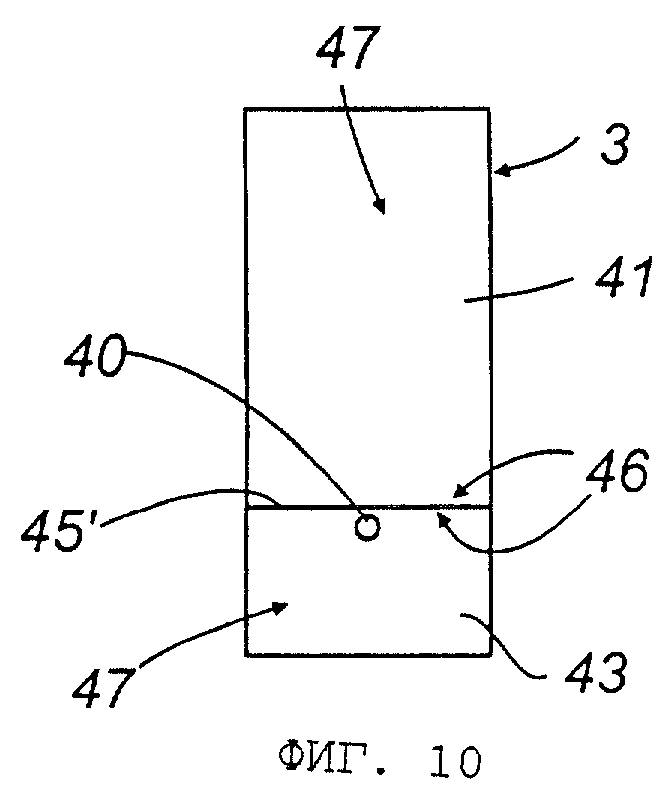
На основании предшествующего описания, и как показано на фиг.3 -10, данный способ предусматривает первую область взаимного контакта, обозначенную позицией 46, которая может быть областью либо этикетки 3, либо углового края 45, на которую наносится пятно клея горячего расплава, также вторые области взаимного контакта 47, которые могут быть областями двух концов 41 и 43 этикетки 3, или областями двух участков, представленных поверхностями 42 и 44 пачки 4, к которым прикрепляют два соответствующих конца 41 и 43 этикетки 3, посредством мазков 38 клея холодного отверждения.
Ссылаясь на пример по Фиг.2, второе гуммирующее устройство 35, когда установлено вдоль первого пути Р1, связанного с ленточным конвейером 28 в положении непосредственно выше по ходу (перед) рабочим местом прикрепления 7, может быть выполнено для размещения пятна 40 клея горячего расплава точно на угловом крае 45, как на Фиг.5, или альтернативно на верхней поверхности 42 или боковой поверхности 44 пачки 4, в любом случае, непосредственно смежно угловому краю 45, как показано на Фиг.6 и 7, соответственно.
Установленное вдоль второго пути Р2, связанное с барабаном 11, как в примере по Фиг.1, второе гуммирующее устройство 35 может размещать пятно 40 клея горячего расплава точно на линии 45', предназначенной для совмещения с угловым краем 45 пачки 4, как показано на Фиг.8, или в точке, близкой к линии 45', как на Фиг.9 и 10.
Будет очевидно, что, когда применяют два типа клея, функция пятна 40 клея горячего расплава, наносимого на первую область взаимного контакта 46, состоит в том, чтобы мгновенно прикрепить гуммированную этикетку 3 к пачке 4, и предотвратить, таким образом, ее разгибание в прежнее плоское положение, гарантируя, что правильное положение, охватывающее угловой край 45 пачки 4, поддерживается в течение промежутка времени, достаточного для полного отверждения мазков 38 клея холодного отверждения.
Реферат
Способ нанесения этикеток на сигаретные пачки предусматривает нанесение одной этикетки (3) на каждую пачку (4), охватывая угловой край (45), при этом сначала середину этикетки прикрепляют к точке на или около края (45) при помощи пятна (40) клея горячего расплава, тогда как концы (41, 43) этикетки гуммируют двумя мазками (38) клея холодного отверждения и прикрепляют к двум граничным поверхностям (42, 44) на каждой стороне края (45). Способ позволяет обеспечить быстрое и надежное приклеивание этикетки (1) на сигаретную пачку (4). Описаны также устройство для осуществления этого способа и сигаретная пачка. 3 н. и 14 з.п. ф-лы, 10 ил.

Комментарии