Способ этикетирования тары (варианты) - RU2168448C2
Код документа: RU2168448C2
Чертежи

Описание
Настоящее изобретение относится к способу этикетирования тары, в котором вакуумный барабан используется для поддержания отрезков этикетировочного материала при различных уровнях разрежения, создаваемого в вакуумном барабане для более точного манипулирования этикетками в процессе обработки.
Этикетирование тары путем нанесения заранее напечатанных пленочных этикеток становится все более популярной альтернативой традиционной литографии. Различные проблемы охраны окружающей среды, включая загрязнение воздуха и рециркуляцию отходов, в значительной степени способствуют использованию заранее напечатанных пленок для этикетирования тары. Пластмассовая тара, металлические банки и стеклянные бутылки могут эффективно этикетироваться пленочными этикетками.
Соображения в пользу снижения издержек привели к разработке тонких пленок, преимуществом которых является снижение стоимости используемых материалов, однако при этом необходимо управлять производственным процессом с повышенной точностью с целью обеспечения возможности использования высокоскоростного оборудования для этикетирования с применением тонких, поддающихся растягиванию и относительно непрочных этикетировочных материалов.
Скорость этикетирования является важным фактором на высокопроизводительных консервных заводах и заводах безалкогольных напитков, так как ситуация, при которой процессы этикетирования снижают производительность линий производства консервов или линий бутылочного розлива, является неприемлемой.
Скорость этикетирования имеет первостепенное значение при скоростях этикетирования, превышающих десять единиц тары в секунду, которые могут быть достигнуты при некоторых этикетировочных материалах. Как правило, более толстые материалы, которые являются стойкими к растягиванию, легче использовать на традиционных этикетировочных машинах.
При использовании тонких этикетировочных материалов на высоких скоростях возникают такие проблемы, как расщепление этикеток, их растягивание и смещение. При подаче этикеток из рулона, когда этикетки отрезаются от ленты этикетировочного материала, чрезмерное натяжение этикетки может вызвать ее расщепление вместо отрезания. Аналогичным образом чрезмерное натяжение тонких этикеток может вызвать их растяжение при подаче их на вакуумный барабан. При подаче этикеток на вакуумный барабан избыточное разрежение может привести к смещению отдельной этикетки или ее зажиму, что вызывает смещение этикеток на таре.
Некоторые этикетировочные материалы включают в себя покрытия или пропитки, которые приводят к повышению коэффициента трения, что может препятствовать процессу этикетирования. На этикетках, имеющих более высокий коэффициент трения, более легко возникает чрезмерное натяжение, которое усугубляет проблемы, связанные с чрезмерным натяжением.
Еще одной проблемой, возникающей в случае, когда этикетки поддерживаются вакуумным барабаном в процессе этикетирования, является засорение этикетками устройства для нанесения клея на сегменты этикетки, если создаваемое разрежение является недостаточным для предотвращения попадания этикеток в устройство для нанесения клея.
При операциях этикетирования с подачей этикетировочного материала из рулона может использоваться вакуумное устройство для удерживания этикеток на устройстве для отрезания этикеток с целью удерживания конца ленты этикетировочного материала во время отрезания этикеток перед их подачей к вакуумному барабану. Было установлено, что местоположение отверстия, в котором создано разрежение, на барабане отрезного устройства может быть задано таким образом, чтобы увеличить степень разрежения в точке подачи этикетировочной ленты к отрезному устройству при уменьшении вакуумметрического давления на участке расположения отрезного ножа.
Все эти недостатки присущи, например, устройству для нанесения этикеток, раскрытому в патенте США 4816105, кл. B 32 B 31/00, 1989. Кроме того, при использовании одного источника вакуума для двух узлов - отрезного устройства и приемного барабана - может возникать нежелательное изменение разрежения, приводящее к проскальзыванию или заеданию этикеток.
Основной задачей настоящего изобретения является разработка системы этикетирования, в которой используется множество полостей для обеспечения различных уровней разрежения, тем самым тонкие пленки могут плавно и точно наноситься при минимальных отходах или потерях.
Еще одной задачей изобретения является разработка способа этикетирования тары, при котором сверхтонкая растяжимая пленка может наноситься без уменьшения скорости этикетирования или без чрезмерного натяжения этикетировочного материала в процессе этикетирования.
Данные и другие задачи изобретения достигаются новыми и эффективными способами по настоящему изобретению.
В соответствии с настоящим изобретением предлагается способ этикетирования тары, согласно которому обеспечивают ленту этикетировочного материала, которую подают и разрезают на сегменты этикетки, которые затем подают в виде отдельных этикеток к вакуумному барабану. Отдельные этикетки захватываются вакуумным барабаном при первом уровне разрежения, создаваемого в первой полости, образованной в вакуумном барабане. Отдельные этикетки затем удерживаются на вакуумном барабане при втором уровне разрежения, создаваемого во второй полости, расположенной внутри вакуумного барабана, которая отделена от первой полости. В варианте выполнения второй уровень разрежения сильнее, чем первый уровень разрежения. Отдельные этикетки подвергаются воздействию, когда они удерживаются на вакуумном барабане, и затем этикетки наносятся на тару.
Другой аспект способа включает в себя операцию создания перепада разрежения на отрезном устройстве этикетировочной машины, причем отрезное устройство имеет чуть более сильный уровень разрежения в месте, где лента этикетировочного материала подается в отрезное устройство, и менее сильный уровень разрежения вблизи отрезного ножа. Ослабленное разрежение в дугообразной полости вблизи ножа уменьшает натяжение ленты этикетировочного материала в процессе операции отрезания. Усиленное разрежение вблизи отверстия для создания разрежения обеспечивает возможность приложения к ленте увеличенного удерживающего усилия в точке, где лента этикеток захватывается отрезным устройством.
В соответствии с другим аспектом изобретения этикетировочный материал подается из рулона этикетировочного материала. Предпочтительно, если операция подачи отдельных этикеток к вакуумному барабану начинается раньше окончания операции отрезания при меньшем вакууме в первой полости, что обеспечивает уменьшение натяжения на отдельных этикетках. Уменьшение разрежения на отдельных этикетках в данной критической точке сводит к минимуму смещение на вакуумном барабане и расщепление этикеток или их разделение до окончания операции отрезания.
В соответствии с другим аспектом изобретения операция воздействия на отдельные этикетки может включать в себя нанесение адгезива на заранее определенный участок на отдельных этикетках. Адгезив может быть растворителем, который образует клейкую поверхность на месте его нанесения, или в качестве альтернативы может представлять собой состав для горячего или холодного склеивания. Возможно также, чтобы операция воздействия на отдельную этикетку включала в себя локальное нагревание этикетки путем использования конвекционной, контактной или лучистой энергии.
Данный способ может также включать в себя операцию выполнения отверстия для воздуха под давлением, назначение которого состоит в том, чтобы способствовать отделению задней кромки этикетки от вакуумного барабана и способствовать нанесению задней кромки на тару.
Одним из признаков изобретения является то, что отдельные полости в вакуумном барабане имеют независимо регулируемые уровни разрежения. Независимое регулирование разрежения обеспечивает возможность регулирования уровня разрежения в различные периоды процесса этикетирования. Для этикетки, подаваемой из магазина, может потребоваться более низкое давление (более высокий вакуум), когда этикетка отделяется от стопки этикеток, чем уровень разрежения, требуемый во время операции нанесения клея, или когда этикетки наносятся на тару. Независимое регулирование разрежения позволяет обеспечить максимальную гибкость процесса этикетирования. Кроме того, предполагают, что более эффективное регулирование разрежения может быть достигнуто путем обеспечения разных источников вакуума для вакуумного барабана и отрезного устройства.
В соответствии с изобретением две, три или даже большее количество зон пониженного давления может быть образовано путем создания соответствующего количества полостей внутри вакуумного барабана. В каждой полости независимо создается разрежение соответствующего уровня. Например, в вакуумном барабане могут быть предусмотрены три отверстия; при этом одно отверстие с высоким вакуумметрическим давлением может быть предусмотрено на участке нанесения склеивающего вещества на переднюю кромку этикетки; при этом более низкий уровень разрежения обеспечивается, когда другие части этикетки проходят через позицию нанесения клея. Меньшая степень разрежения может обеспечиваться в точке захвата этикеток при необходимости максимизации точности выравнивания этикеток и достижения оптимального быстродействия при обработке этикеток. В качестве альтернативы при необходимости нанесения этикетки с заранее нанесенным покрытием в виде клея, активируемого нагреванием, может создаваться более высокое вакуумметрическое давление на позиции захвата этикеток при меньшем уровне разрежения в точке подведения тепла к этикетке для активации склеивающего вещества.
Эти и другие преимущества настоящего изобретения будут очевидны для обычного специалиста в данной области техники в свете нижеследующего описания и прилагаемых чертежей, на которых:
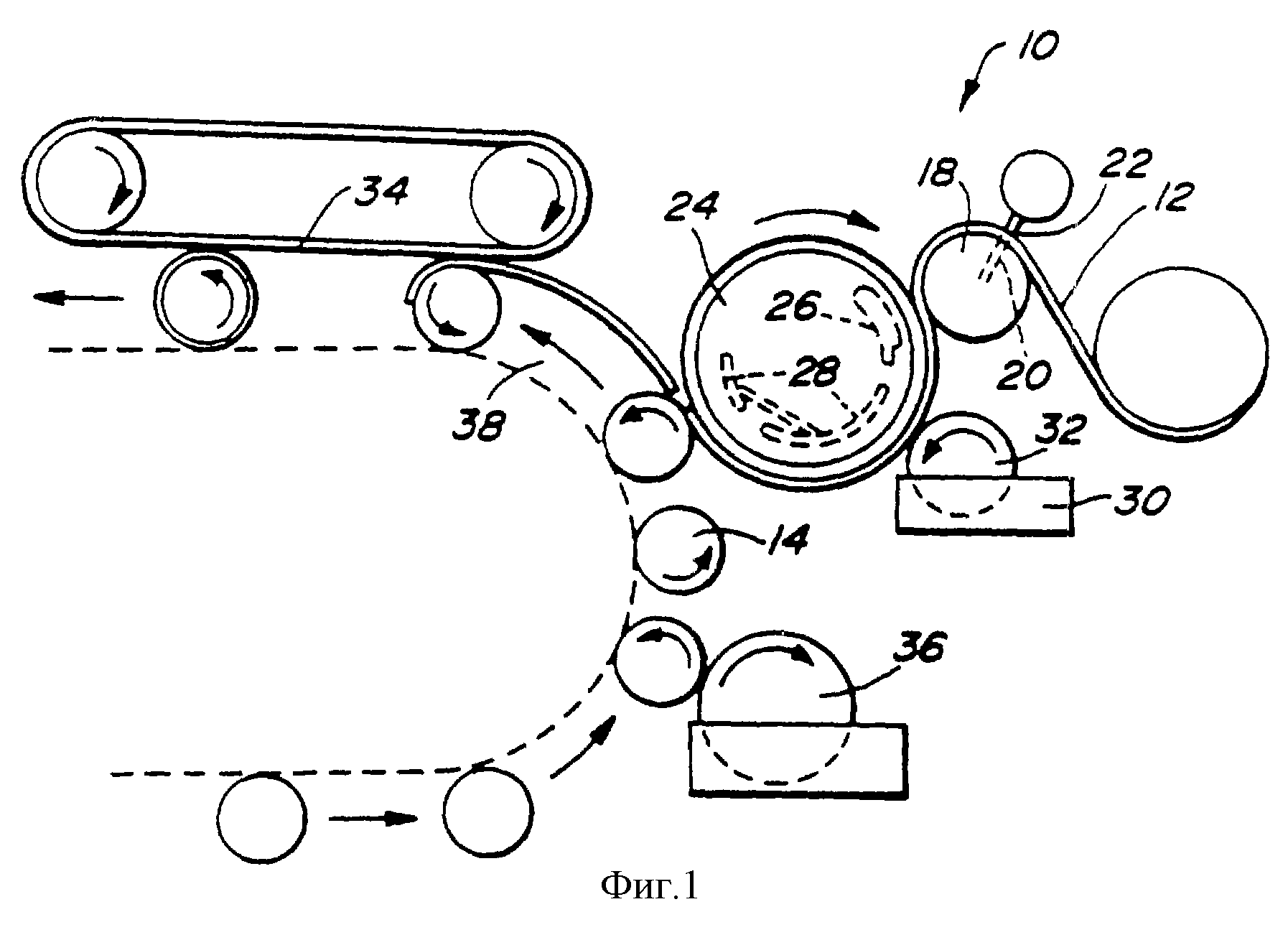
фиг. 1
- схематический вид сверху этикетировочной машины, в которой используется способ этикетирования по настоящему изобретению,
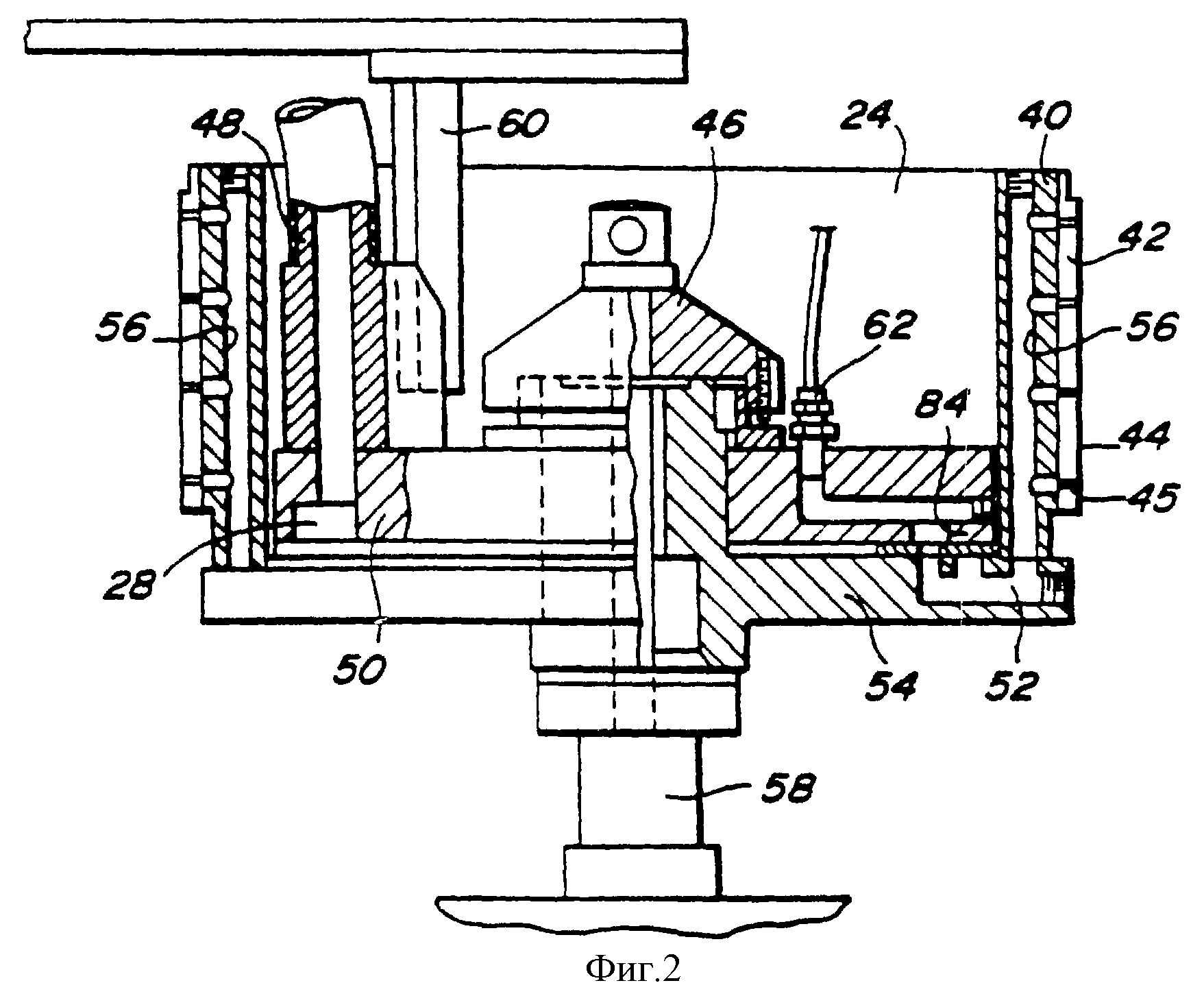
фиг. 2 - поперечное сечение вакуумного барабана на фиг. 1,
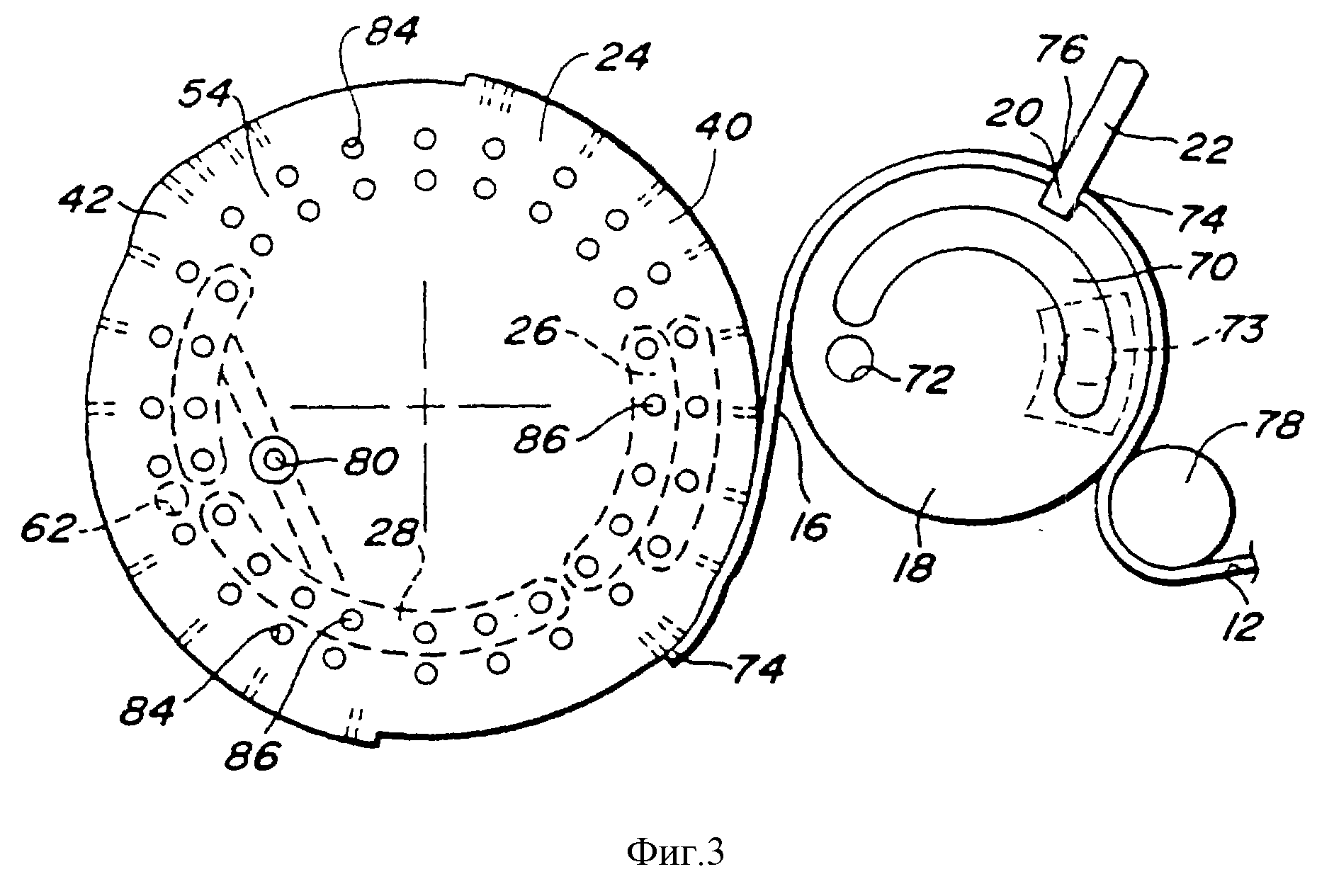
фиг. 3 - частичный вид сверху отрезного устройства и вакуумного барабана для применения на практике способа по настоящему изобретению,
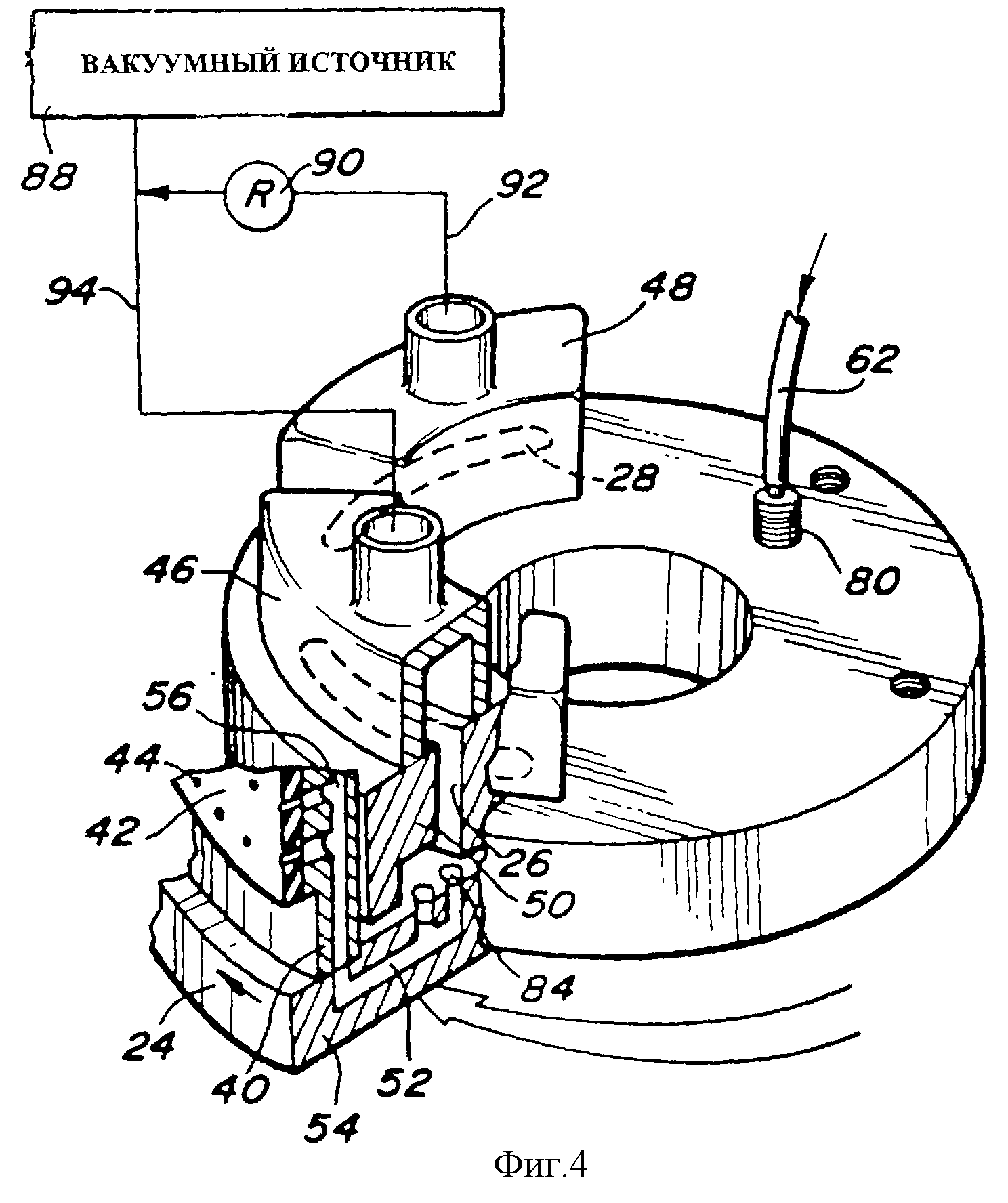
фиг. 4 - частичный вид вакуумного барабана по
изобретению, имеющего источник вакуума с множеством отверстий (схема),
фиг. 5 - вид снизу в плане вакуумного барабана по изобретению,
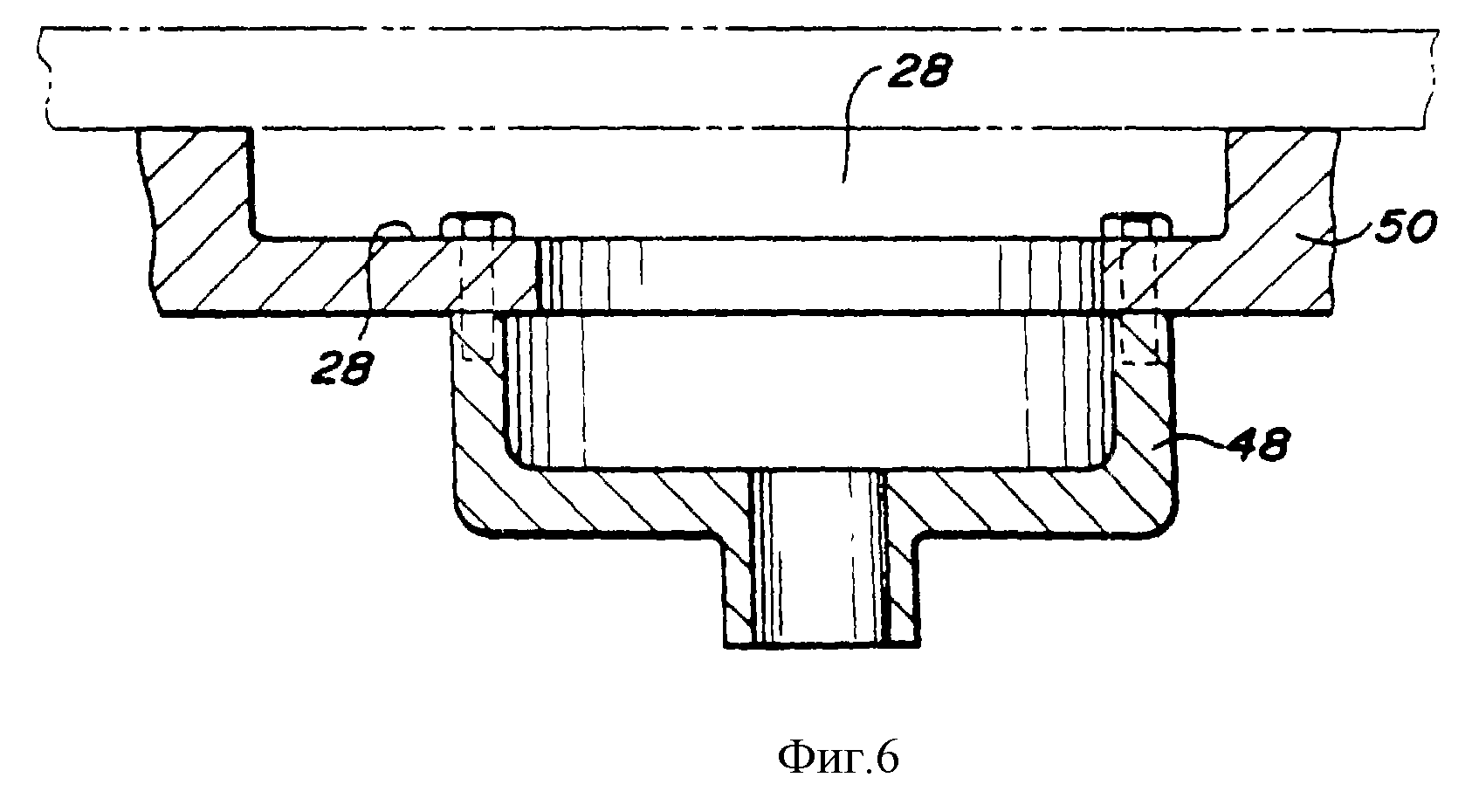
фиг. 6 - поперечное сечение (перевернуто) по 6
- 6 на фиг. 5,
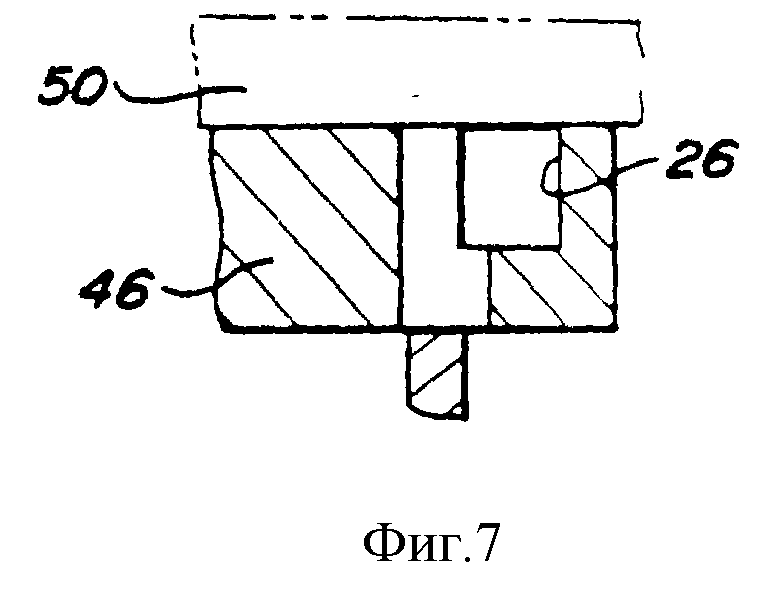
фиг. 7 - частичное поперечное сечение (перевернуто) по 7 - 7 на фиг. 5,
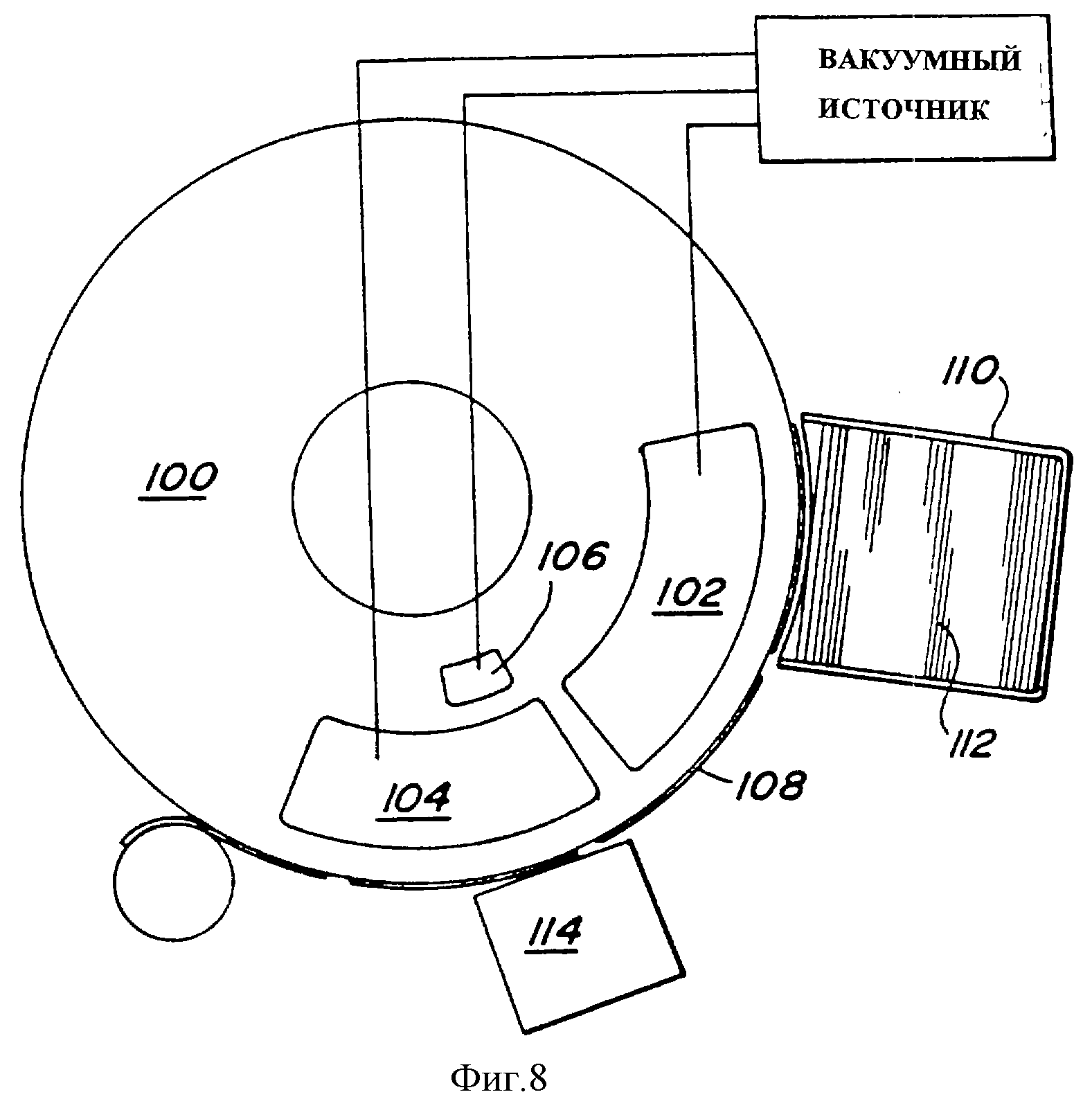
фиг. 8 - схематический вид сверху вакуумного барабана, имеющего три полости для образования
трех независимо регулируемых уровней разрежения.
На фиг. 1 изображена этикетировочная машина, обозначенная в целом поз. 10. Лента 12 этикетировочного материала подается к этикетировочной машине 10 для нанесения на тару 14. Лента 12 этикетировочного материала разрезается на отдельные этикетки 16. Ножевой барабан 18 включает в себя, по меньшей мере, один отрезной нож 20, который вращается вместе с ножевым барабаном 18. Отрезной нож 20 взаимодействует с отрезным ножом 22, который установлен неподвижно и периодически соприкасается с вращающимся и отрезным ножом 20. Вакуумный барабан 24 предусмотрен для захвата отдельных этикеток 16 с ножевого барабана 18 и удерживания отдельных этикеток до их нанесения на тару 14.
В соответствии с изобретением, вакуумный барабан 24 имеет первую полость 26 и вторую полость 28. В первой и второй полостях 26 и 28 создают разрежение с помощью одного или нескольких источников вакуума и поддерживают разное вакуумметрическое давление. В первой полости 26 предпочтительно предусмотрен меньший уровень разрежения по сравнению со второй полостью 28, так что при передаче отдельной этикетки 16 с ножевого барабана 18 на вакуумный барабан 24 натяжение на отдельной этикетке 16 сводится к минимуму для обеспечения более эффективного отрезания с уменьшением тенденции к расщеплению этикеток и обеспечения более эффективного регулирования положения этикетки 16.
Предусмотрено устройство 30 для нанесения клея, которое связано с вакуумным барабаном 24. Устройство 30 для нанесения клея включает в себя клеевой валец 32, который наносит клей на части отдельной этикетки 16, в то время как отдельные этикетки 16 удерживаются на вакуумном барабане 24.
Отдельные этикетки 16 удерживаются на вакуумном барабане 24 до тех пор, пока они не будут нанесены на тару 14. После нанесения этикеток тара захватывается сжимающим ремнем 34, который прижимает отдельные этикетки 16 к таре 14. До этикетирования тара 14 удерживается ступенчатым устройством 36 (устройством для периодической подачи). Ступенчатым устройством 36 может быть храповое колесо, валец или подающий винт (червяк). Тара 14 перемещается транспортером 38 в этикетировочную машину и из этикетировочной машины.
Конструкция вакуумного барабана 24 объясняется более подробно с помощью фиг. 2. Вакуумный барабан 24 включает в себя цилиндрическую стенку 40, к которой прикреплена накладка 42. В цилиндрической стенке 40 и накладке 42 соответственно предусмотрены отверстия 44 и 45 для создания разрежения. Первый и второй вакуумные патрубки 46 и 48 прикреплены к неподвижной пластине 50 клапана. При желании три или более отверстий для создания разрежения могут быть предусмотрены в вакуумном барабане, если требуется дальнейшая сегментация вакуумного барабана. Разрежение создается в вакуумном барабане 24 или в первом и втором фитинге для создания разрежения, которые создают разрежение в вакуумном барабане 24 для первой и второй полостей 26 и 28. Неподвижная пластина 50 клапана представляет собой неподвижный элемент, к которому присоединены первый и второй вакуумные патрубки 46 и 48. Каналы 52 выполнены в основании 54 вакуумного барабана 24. Разрежение, создаваемое в неподвижной пластине 50 клапана, посредством каналов 52 создается в каналах 56, образованных в цилиндрической стенке 40. Так как основание 54 и цилиндрическая стенка 40 вращаются относительно неподвижной пластины 50 клапана, создаваемое в каналах 52 и 56 и отверстиях 44 и 45 разрежение может изменяться. Изменение разрежения, создаваемого в отверстиях 44 и 45, обеспечивает вышеперечисленные преимущества.
Приводной вал 58 предусмотрен для вращения основания 54 и цилиндрической стенки 40 относительно неподвижной пластины 50 клапана. Кронштейн 60, как показано на фиг. 2, предусмотрен для предотвращения вращения неподвижной пластины 50 клапана вместе с цилиндрической стенкой 40 и основанием 54. Продувочное отверстие 62 предусмотрено для облегчения подачи отдельных этикеток 16 от вакуумного барабана 24 к таре 14. Продувочное отверстие 62 предусмотрено в том месте на вакуумном барабане 24, которое первым соприкасается с тарой 14.
На фиг. 3 показано основание 54 вместе с ножевым барабаном 18. Вакуумный барабан 24 включает в себя цилиндрическую стенку 40, накладку 42 и основание 54, которые перемещаются, как один узел, относительно неподвижной пластины 50 клапана. Первая и вторая полости 26 и 28 выполнены отдельно в основании 54, и разрежение создается в них по отдельности через первый и второй вакуумные патрубки 46 и 48. Может быть предусмотрено три или более вакуумных патрубков, если вакуумный барабан сегментируется на три или более полостей.
Вторая полость 28 может быть дополнительно разделена на две части при помощи регулирования установочного винта 80. Большая часть первой части второй полости является секцией нанесения клея вакуумного барабана. Вторая часть второй полости представляет собой секцию вакуумного барабана для продвижения этикеток вперед. В основании 54 предусмотрены отверстия 84 опорной плиты. Отверстия 84 опорной плиты выборочно снабжены заглушками 86 для регулирования уровня разрежения, создаваемого в каналах 52, которые имеются в опорной плите 54.
Ножевой барабан 18 оснащен вращающимся отрезным ножом 20 для отрезания отдельной этикетки 16 от ленты 12 этикетировочного материала. При подаче отдельных этикеток 16 к вакуумному барабану 24 передняя кромка 74 отдельной этикетки первоначально помещается на вакуумный барабан 24. Задняя кромка 76 отдельной этикетки 16 является последней частью отдельной этикетки, подлежащей размещению на вакуумном барабане 24.
На фиг. 3 показано мгновение, когда отдельная этикетка 16 отрезается от ленты 12, при этом передняя кромка 74 этикетки 16 прикреплена к вакуумному барабану 24, в то время как задняя кромка прикреплена к ножевому барабану 18. Именно в этот момент натяжение этикетировочного материала может вызвать расщепление или смещение этикетки, если чрезмерное натяжение на отдельной этикетке 16 создается вакуумным барабаном 24, когда он тянет отдельную этикетку 16 с ножевого барабана 18 на вакуумный барабан 24 и вокруг него. Ножевой барабан 18 включает в себя дугообразную полость 70 с разрежением. Предусмотрено продувочное отверстие 74, назначение которого в том, чтобы способствовать отделению этикетки 16 от ножевого барабана, и тому, чтобы разрежение в вакуумном барабане 24 вызывало захват этикетки.
Источник 88 вакуума, показанный на фиг. 4, создает разрежение в первом и втором вакуумных патрубках 46 и 48. Для регулирования степени разрежения, создаваемого во втором вакуумном патрубке 48, может быть предусмотрен клапан 90 в вакуумной магистрали 92, в то время как вакуумная магистраль 94 обеспечивает создание полного разрежения, создаваемого при помощи источника 88 вакуума, в первом вакуумном патрубке 46. Таким образом, два отдельных уровня вакуумметрического давления могут поддерживаться в ножевом барабане. Три или более уровней вакуумметрического давления могут поддерживаться путем обеспечения дополнительных полостей в вакуумном барабане.
Было установлено, что расположение вакуумного патрубка 73 на ножевом барабане 18 может привести к уменьшению натяжения при подаче отдельной этикетки 16 с ножевого барабана к вакуумному барабану. При установке вакуумного патрубка 73 у дугообразного конца полости 70 разрежения на стороне ножевого барабана, которая первой соприкасается с лентой 12 вместо соприкосновения с отдельной этикеткой 16, может возникнуть градиент вакуумметрического давления, который уменьшает вакуумметрическое давление, действующее на отдельные этикетки 16 при сохранении высокого вакуумметрического давления на ленту 12 этикетировочного материала. Лента 12 этикетировочного материала регулируется и подается на ножевой барабан 18 через ряд направляющих режимов 78. Вакуумметрическое давление вблизи патрубка 73 является самым высоким с постепенным понижением вакуумметрического давления из-за снижения уровня разрежения через отверстия, расположенные по окружной поверхности ножевого барабана 18.
Разрежение, создаваемое в ножевом барабане, предпочтительно обеспечивается из источника, независимого от вакуумного барабана, с целью обеспечения соответствующих уровней разрежения.
На фиг. 5 показан вид в плане снизу неподвижной пластины 50 клапана. Неподвижная пластина 50 клапана представляет собой средство для установки первого и второго вакуумных патрубков 46 и 48, которые создают разрежение в первой и второй полостях 26 и 28. Может быть предусмотрено регулирование установочным винтом 80 для регулирования уровня разрежения, создаваемого в секции 96 нанесения этикеток второй полости 28.
На фиг. 6 показан второй вакуумный патрубок 48, который прикреплен к неподвижной пластине 50 клапана для образования второй полости 28.
На фиг. 7 показан первый вакуумный патрубок 46, который прикреплен к неподвижной пластине 50 клапана для образования первой полости 26.
На фиг. 8 показан альтернативный вариант осуществления вакуумного барабана 100, в котором предусмотрены первое, второе и третье отверстия 102, 104 и 106 для обеспечения трех различных уровней разрежения, которые создаются посредством отверстий на поверхности 108 вакуумного барабана. На фиг. 8 показан также магазин 110 для нарезанных и собранных в стопку этикеток, из которого стопка этикеток 112 может подаваться к вакуумному барабану. Этикетки 112 извлекаются из магазина 110 вакуумным барабаном 100 при воздействии на них первого уровня разрежения, создаваемого через полость 102.
В процессе вращения этикетки 112 вакуумным барабаном 100 мимо обрабатывающего устройства 114 на этикетке может создаваться разрежение из второй или третьей полостей 104, 106. Обрабатывающее устройство 114 может представлять собой валик для нанесения клея, пружинное устройство для нанесения клея или локализованный источник для подвода тепла. Локализованный источник подвода тепла используется с этикеткой 112, имеющей заранее нанесенное адгезивное покрытие, которое впоследствии активируется нагреванием при удерживании этикетки на вакуумном барабане 100. Активируемый нагреванием адгезив может активироваться с помощью струи горячего воздуха или любым другим механизмом для локального нагревания поверхности этикетки.
Следует отметить, что настоящее изобретение может использоваться для удовлетворения различных требований этикетирования. Независимо регулируемое разрежение обеспечивает возможность этикетирования при широком ассортименте материалов и использовании различных способов этикетирования. Такая гибкость этикетирования дает возможность основной машине наносить множество различных типов материалов, используя различные схемы нанесения клея и способы нанесения клея.
В процессе эксплуатации отдельные этикетки 16 отрезаются от ленты 12 этикетировочного материала ножевым барабаном 18. Когда лента 12 этикеток вводится в контакт с ножевым барабаном 18, обеспечивается наиболее высокий уровень разрежения, создаваемого ножевым барабаном, путем установки вакуумного патрубка 73 вблизи места на ножевом барабане, которое первым захватывает ленту 12 этикетировочного материала. Вращающийся отрезной нож 20 и неподвижный отрезной нож 22 отрезают отдельную этикетку 16 от ленты 12 в точке на ножевом барабане, где создается меньшее вакуумметрическое давление благодаря расстоянию от вакуумного патрубка 73 отрезного ножа 20. Разрежение продолжает уменьшаться с увеличением расстояния от вакуумного патрубка 73. Предусмотрено продувочное отверстие 72 вблизи точки на ножевом барабане 18 для сдувания передней кромки 74 этикетки по направлению к вакуумному барабану 24.
Первая полость 26 в вакуумном барабане 24 находится по существу вблизи ножевого барабана 18 и проходит дугообразно внутри неподвижной пластины 50 клапана из точки на вакуумном барабане, находящейся вблизи ножевого барабана, до точки перед устройством 30 для нанесения клея. При создании меньшего вакуумметрического давления в первой полости 26 отдельные этикетки 16 не подвергаются воздействию полного вакуумметрического давления в момент отрезания или в момент подачи, таким образом уменьшается тенденция расщепления этикеток или смещения их в процессе подачи с ножевого барабана к вакуумному барабану 24.
При перемещении отдельных этикеток с опорной плитой 54, цилиндрической стенкой 40 и накладкой 42 отверстия 84 опорной плиты, которые были заранее открыты в первую полость 26, вращаются до тех пор, пока они не откроются во вторую полость 28. После открытия отверстий во вторую полость 28 иной, более высокий уровень разрежения создается в отверстиях 44 для создания разрежения в накладке 42. Увеличение разрежения, удерживающего на вакуумном барабане отдельную этикетку 16 во время ее прохождения через устройство 30 для нанесения клея, препятствует следованию отдельной этикетки 16 за клеевым вальцом 32, что может привести к захвату отдельной этикетки 16 в устройстве 30 для нанесения клея. Более высокий уровень разрежения, создаваемого во второй полости 28, может регулироваться в секции нанесения этикеток путем регулирования установочного винта 80. Участок 96 для нанесения этикеток во второй полости перекрывает продувочное отверстие 62.
Предшествующее описание практического примера осуществления изобретения приведено только для иллюстрации и не должно восприниматься как ограничивающее. Объем и сущность настоящего изобретения определяются формулой изобретения, охватывающей широкий круг возможных модификаций данного изобретения.
Реферат
Изобретение касается способа этикетирования тары (14) с использованием этикетировочной машины (10), имеющей вакуумный барабан (24) с множеством отверстий (44). Вакуумный барабан (24) с множеством отверстий (44) имеет первую полость (26), в которой создается один уровень разрежения, пригодный для захвата отдельных этикеток (16) с отрезного устройства при ограниченном натяжении. Вакуумный барабан имеет вторую полость (28), в которой создается другой, более высокий уровень разрежения, пригодный для прочного удерживания отдельных этикеток (16) в процессе нанесения клея или т.п. на отдельную этикетку (16). Вторая полость (28) может быть дополнительно разделена на сектор (96) для нанесения этикеток с более низким вакуумметрическим давлением. Ножевой барабан (18) имеет дугообразную полость, в которой разрежение создается у конца, который первым соприкасается с лентой (12) этикетировочного материала при более низком уровне разрежения, создаваемого в точке отрезания этикетки и точке освобождения этикетки. Изобретение позволяет плавно и точно при минимальных потерях и отходах наносить этикетки из сверхтонких растяжимых пленок. 2 с. и 13 з.п.ф-лы, 8 ил.
Комментарии