Способ и устройство для изготовления групповых упаковок и групповая упаковка - RU2496695C2
Код документа: RU2496695C2
Чертежи









Описание
Изобретение относится к способу для изготовления групповых упаковок, прежде всего, групповых упаковок для сигарет (сигаретный блок), при этом одна группа пачек, прежде всего сигаретных пачек, оборачивается во внешнюю обертку для образования групповой упаковки, и при этом пачки имеют соответственно кодировку, прежде всего штрих-код, и группа пачек оборачивается во внешнюю обертку таким образом, что внешняя обертка не скрывает кодировку пачек, и что после этого на групповую упаковку наносится средство для скрытия кодировки пачек, прежде всего вырезка или (клеевая) этикетка, и кодировка для групповой упаковки, согласно ограничительной части пункта 1 формулы изобретения. Кроме того, изобретение относится к устройству для осуществления способа согласно ограничительной части пункта 9 формулы изобретения. Наконец, изобретение относится к групповой упаковке, произведенной данным способом согласно ограничительной части пункта 8 формулы изобретения.
Групповые упаковки давно известны, прежде всего, в области сигаретной промышленности. При этом пачки или сигаретные пачки, которые образуют содержимое групповой упаковки или же сигаретного блока, как правило, расположены рядом друг с другом и, предпочтительно, в несколько рядов друг за другом. Предпочтительным образованием является расположение пачек в два ряда по пять пачек каждый. Содержимое пачки, как правило, обернуто во внешнюю обертку из упаковочного материала, такого как бумага или картон, которая при необходимости может быть обернута дополнительной защитной оболочкой, например, из полипропилена, полиэтилена, целлофана или тому подобного материала для того, чтобы обеспечить ароматонепроницаемое закрытие групповой упаковки.
Кроме того, обычно на пачки наносится кодировка, прежде всего считываемая машинным образом кодировка, такая как штрих-код. Наряду с информацией для изготовления или же о производителе, кодировка может также содержать информацию для продажи конечному клиенту, например информацию для запроса отпускной цены из базы данных продукции или тому подобную.
Кроме того, известны групповые упаковки, на которых внешняя обертка выполнена таким образом, что пачки частично видны. К этому типу групповых упаковок относится также так называемая упаковка "Naked Wrap", в которой внешняя обертка выполнена только из прозрачной защитной оболочки из полипропилена. Следствием этого является то, что пачки или же из кодировка видны или же читабельны через внешнюю обертку. Однако, при продаже этих и подобных групповых упаковок существует проблема, что возможно, что вместо кодировки групповой упаковки случайно будет считана кодировка пачки, что может привести к ошибочному расчету отпускной цены групповой упаковки.
Решение проблемы заключается в том, что на групповую упаковку наносится вырезка, например этикетка, для скрытия кодировки пачки. Эта этикетка также может иметь кодировку для групповой упаковки.
Исходя из этого, в основу изобретения положена задача предложить меры, которые приводят к оптимальному по соотношению цена/качество изготовлению групповых упаковок этого специального типа.
Предлагаемый способ имеет признаки пункта 1 формулы изобретения. Согласно нему предусмотрено, что групповая упаковка подается на кодирующую секцию для нанесения кодировки для групповой упаковки на внешней обертке и/или для нанесения средств для скрытия кодировки пачек, при этом групповую упаковку по меньшей мере в области кодирующей секции транспортирует потактово приводимое в действие транспортное средство, и что кодировка и/или средства для скрытия наносятся во время короткой остановки транспортного средства в кодирующей секции.
Предпочтительные формы осуществления и усовершенствования предлагаемого способа следуют из зависимых пунктов и прочего описания.
Предпочтительно, кодированная групповая упаковка затем подается на контрольную секцию, прежде всего, для контроля кодировки и/или скрытия кодировки пачек, при этом бракованные групповые упаковки отсортировываются в области выталкивающей секции, расположенной после контрольной секции.
Одна из особенностей может заключаться в том, что групповая упаковка по меньшей мере в области кодирующей секции и/или контрольной секции транспортируется ее продольной стороной по существу поперек направления транспортировки транспортного средства, и что кодировка групповой упаковки наносится в области кодировки пачек за счет расположенной сбоку вблизи транспортного средства кодирующей секции, предпочтительно в области направленных поперек торцевых сторон групповой упаковки. Такое расположение позволяет просто наносить кодировку и/или этикетки в области кодировки пачек.
Предпочтительно, групповая упаковка сначала транспортируется ее продольной стороной по существу параллельно направлению транспортировки транспортного средства и поворачивается до достижения кодирующей секции в кантовочной секции примерно на 90°, так что групповая упаковка ее продольной стороной транспортируется по существу поперек направлению транспортировки транспортного средства, при этом групповая упаковка после кодирующей секции и/или контрольной секции снова поворачивается в другой кантовочной секции примерно на 90°, так что она своей продольной стороной транспортируется по существу снова параллельно направлению транспортировки транспортного средства. Таким образом, возможна простая интеграция в существующие устройства для изготовления и упаковки групповых упаковок.
В особо предпочтительной форме осуществления способа в кодирующей секции наносится печать поверх кодировки пачек, и кодировка групповой упаковки наносится, прежде всего печатным способом, на внешнюю обертку. Это позволяет отказаться от нанесения вырезки для скрытия кодировки пачек.
В отношении нанесения отдельных вырезок для скрытия кодировки пачек возможно, что на непрерывную полосу материала с интервалом наносится кодировка для соответственно групповой упаковки, и что затем непрерывная полоса материала посредством разрезания полосы материала между кодировками разделяется на вырезки, и что на вырезки наносится клей, и в кодирующей секции крепятся вырезки на соответственно внешнюю обертку групповой упаковки.
Преимуществом также может быть расположение кодирующей секции на пути транспортировки от устройства для изготовления групповых упаковок (машина для упаковки в блоки) к устройству группирования и/или упаковки в короба кодированных групповых упаковок (машина для упаковки в короба) для того, чтобы обеспечить интеграцию в имеющиеся упаковочные машины.
Устройство для решения названной в начале задачи имеет признаки пункта 8 формулы изобретения. Согласно нему, вдоль участка транспортировки, образованного транспортным средством для групповых упаковок, расположена кодирующая секция для нанесения средств для скрытия кодировки пачек и/или нанесения кодировки на групповую упаковку в области кодировки пачек, при этом транспортное средство приводится в действие потактово для нанесения средств для скрытия кодировки пачек и/или нанесения кодировки на групповую упаковку во время фазы остановки.
Предпочтительно, после кодирующей секции в области транспортировки расположена контрольная секция для контроля, прежде всего для кодировки.
После контрольной секции может быть расположена выталкивающая секция для отсортировывания групповых упаковок, прежде всего, с бракованной кодировкой.
Групповая упаковка может быть расположена на средстве транспортировки по меньшей мере в области кодирующей секции и/или контрольной секции ее продольной стороной по существу поперек направления транспортировки, при этом торцевые стороны групповой упаковки обращены к кодирующей секции, расположенной вблизи транспортного средства.
В еще одной предпочтительной форме осуществления изобретения предусмотрено, что вырезки для скрытия кодировки пачек могут подаваться с бобины на кодирующую секцию (30), при этом на бобину намотана непрерывная полоса материала в качестве материала-носителя с расположенными с интервалом друг за другом этикетками в виде вырезок, и при этом полоса материала может транспортироваться в плоскости, которая проходит параллельно торцевой стороне групповых упаковок, и при этом на этикетки на этом вертикальном участке транспортировки в печатной секции может наноситься печать, и при этом этикетки предпочтительно могут отделяться за счет перенаправления полосы материала с полосы-носителя, и при этом в области перенаправления расположен толкатель для захвата снятой с полосы-носителя этикетки, и при этом толкатель является перемещаемым в по существу горизонтальной плоскости к обращенной к нему торцевой стороне групповой упаковки для того, чтобы нанести этикетку на внешнюю обертку групповой упаковки.
В качестве альтернативы, может быть предусмотрено, что с кодирующей секции соотнесена бобина с непрерывной полосой материала из упаковочного материала для образования вырезок для скрытия кодировки пачек, и при этом полоса материала может сниматься с бобины и подаваться в печатную секцию для нанесения кодировки и/или дополнительной печати на непрерывную полосу материала, и что полоса материала с нанесенной печатью является подаваемой на секцию проклейки для нанесения клея на полосу материала, и что полоса материала с нанесенным клеем является подаваемой в разделительную секцию для отделения вырезок из полосы материала, и что разделенные вырезки толкатель можете перемещать на торцевую сторону групповой упаковки для нанесения отделенной вырезки с нанесенной печатью и клеем на внешнюю обертку групповой упаковки.
Еще одна особенность может заключаться в том, что две кодирующие секции расположены друг за другом вдоль участка транспортировки, при этом в работе всегда находится только одна кодирующая секция для того, чтобы обеспечить непрерывную работу кодирующей секции при подаче нового материала на одну из двух кодирующих секций или же при смене материала.
Предлагаемая групповая упаковка имеет признаки пункта 8 формулы изобретения. Одна особенность заключается в том, что кодировка пачек скрыта нанесенным на внешнюю обертку отпечатком, и что внешняя обертка, предпочтительно, имеет дополнительный отпечаток для кодировки групповой упаковки. Это позволяет отказаться от нанесения вырезки для скрытия кодировки пачек.
Далее изобретение поясняется на основании предпочтительных примеров осуществления согласно чертежу. На чертеже показаны:
Фиг.1 - групповая упаковка в форме сигаретного блока в схематичном пространственном изображении,
Фиг.2 - торцевая сторона групповой упаковки согласно фиг.1 согласно альтернативному примеру осуществления,
Фиг.3 - схематический вид сверху на устройство для нанесения этикеток на групповые упаковки,
Фиг.4 - вид сбоку на устройство согласно фиг.3,
Фиг.5 - вид сбоку на устройство согласно фиг.3 в увеличенном масштабе 5, в увеличенном масштабе,
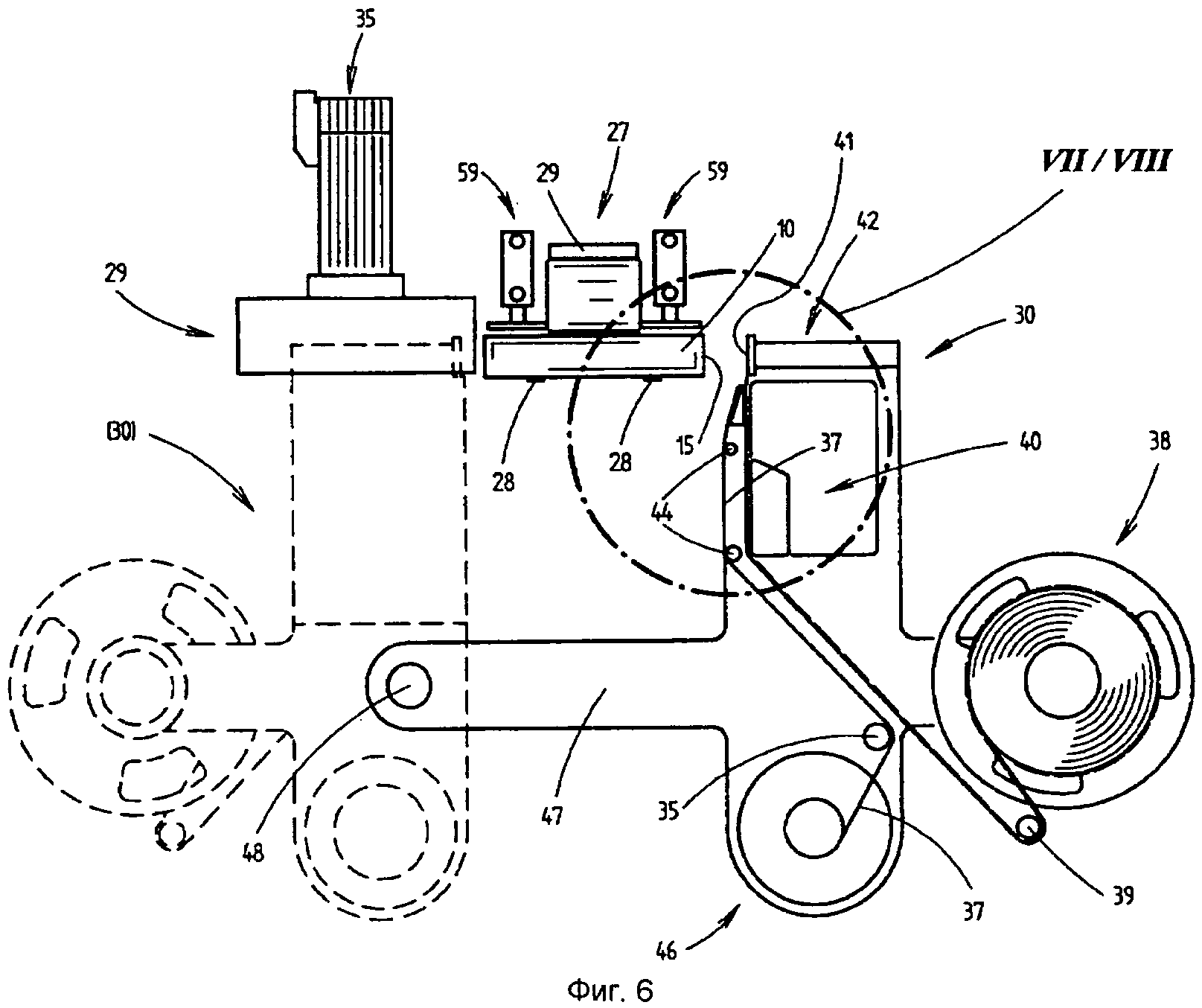
Фиг.6 - вертикальный разрез устройства по линии разреза V1-V1 на фиг.4,
Фиг.7 и фиг.8 - деталь фиг.6 в увеличенном масштабе во время различных фаз нанесения этикетки,
Фиг.9 - деталь фиг.6 в уменьшенном масштабе во время смены материала, и
Фиг.10 - альтернативное решение для нанесения этикеток в аналогичном фиг.6 изображении.
Ниже изобретение поясняется на примере из сигаретной промышленности. Показана групповая упаковка 10 в форме сигаретного блока 11. Содержимое сигаретного блока 11 состоит из сигаретных пачек 12, которые расположены в виде группы в два ряда соответственно по пять сигаретных пачек 12. Внутри рядов сигаретные пачки 12 лежат рядом друг с другом, обращенные друг к другу узкими сторонами. Оба ряда расположены друг за другом, так что верхний или же первый ряд сигаретных пачек 12 лежит на или же прилегает обратной широкой стороной к или же на переднюю большую сторону нижнего или же заднего ряда.
Содержимое блока обернуто во внешнюю обертку 13, которая в данном случае выполнена из полипропиленовой пленки и прозрачна, то есть позволяет видеть сигаретные пачки 12. Внешняя обертка 13 намотана вокруг связки сигаретных пачек 12 в виде рукава и закрыта в области 14 перекрытия. В области торцевых сторон 15 групповой упаковки 10 складные клапаны внешней обертки 13 уложены в форме конверта друг на друга и соединены друг с другом, прежде всего запаяны. Для открытия внешней обертки 13 предусмотрена отрывная лента 16, которая проходит вокруг нее не по центру и поперек продольного направления групповой упаковки 10. Один конец 17 отрывной ленты 16 ограничен U-образной высечкой 18 для того, чтобы можно было легче захватить конец 17 для открытия внешней обертки 13.
Сигаретные пачки 12 имеют в области своей узкой стороны кодировку 19. Кодировка 19 в данном случае является штрих-кодом, то есть маркировкой, которая может быть считана машинным способом. На основании того факта, что внешняя обертка 13 выполнена из прозрачного материала, кодировка 19 сигаретных пачек 12 в области торцевой стороны 15 групповой упаковки 10 является видимой снаружи.
Для того чтобы кассовый сканер случайно при продаже групповой упаковки 10 не считал кодировку 19, согласно фиг.1 предусмотрено, что в области торцевой стороны 15 групповой упаковки 10 была нанесена вырезка 20 в форме (клеевой) этикетки. Вырезка 20, во-первых, перекрывает за счет своего размещения и размера кодировку 19 обеих сигаретных пачек 12 в области торцевой стороны 15. К тому же, на вырезке 20 находится кодировка 21 для групповой упаковки 10. После нанесения вырезки 20 на внешнюю обертку 13 групповой упаковки 10 кодировки 19 сигаретных пачек 12 не могут быть больше считаны или же зарегистрированы, а остается только кодировка 21 групповой упаковки 10.
Еще одна особенность заключается в том, что вырезка 20 имеет дополнительный, прежде всего индивидуальный, отпечаток 22. Этот отпечаток 22 может иметь дизайнерские и/или информационные элементы.
Согласно показанному на фиг.2 альтернативному примеру осуществления кодировка 19 сигаретных пачек 12 скрыта не отдельной вырезкой 20, а нанесенным на внешнюю обертку 13 отпечатком 23. В данном случае отпечаток 23 простирается только в области кодировки 19 сигаретных пачек 12. Дополнительно, на внешней обертке 13 нанесена кодировка 21 для групповой упаковки 10, однако смещена вбок относительно отпечатка 23. Также возможно, чтобы кодировка 21 была частью отпечатка 23.
Еще один не показанный на фигурах пример осуществления может быть выполнен таким образом, что группа сигаретных пачек 12 частично обернута в вырезку из упаковочного материала, а именно таким образом, что торцевые стороны 15 не скрыты вырезкой. Обернутая вырезкой группа сигаретных пачек 12 затем оборачивается как в примере осуществления по фиг.1 во внешнюю обертку 13. Также и в этом случае кодировки 19 сигаретных пачек 12 видны через внешнюю обертку 13 и могут быть скрыты либо вырезкой 20, либо отпечатком 23.
На фиг.3 показана часть устройства для изготовления и манипулирования групповыми упаковками 10. Примерная конструкция такова: групповые упаковки 10 поступают с машины для упаковки в блоки (не показана) на транспортное средство, прежде всего бесконечный транспортер 24, и транспортируются в направлении транспортировки по стрелке 25. При этом на транспортере 24 групповые упаковки 10 транспортируются в горизонтальном положении, лежа на широкой стороне и направлены их продольной стороной в направлении транспортировки по стрелке 25.
Затем групповые упаковки 10 поступают в область первой кантовочной секции 26, в которой относительное положение групповых упаковок 10 поворачивается на 90°, так что групповые упаковки 10 их продольной стороной направлены поперек направления транспортировки.
Групповые упаковки 10 после кантовочной секции 26 поступают в область другого транспортного средства 27 для транспортировки расположенных поперек групповых упаковок 10. В области транспортного средства 27 групповые упаковки 10 лежат нижней стороной на транспортной плоскости 28, и с верхней стороны транспортируются расположенными на расстоянии друг от друга поводками 29 транспортера, который выполнен в виде циркулирующего бесконечного транспортера. При этом поводки 29 захватывают групповые упаковки 10 за расположенный сзади в направлении транспортировки верхний край.
Транспортное средство 27 приводится в движение потактово для прерывистой подачи групповых упаковок 10 вдоль транспортной плоскости 28. Таким образом транспортируемые на расстоянии друг от друга групповые упаковки 10 пошагово проходят через эту область устройства.
Следуя друг другу в направлении транспортировки по стрелке 25, в области транспортного средства 27 расположены друг за другом несколько секций для обработки групповой упаковки 10. При этом речь идет, прежде всего, о двух кодирующих секциях 30, а также контрольной секции 31 и выталкивающей секции 32.
На кодирующих секциях 30 сначала на групповые упаковки 10 наносится вырезка 20 или же отпечаток 23 и кодировка 21 согласно фиг.1 и 2. в области контрольной секции 31 затем обработанная групповая упаковка 10 проверяется на надлежащее состояние и, при необходимости, определенные бракованными групповые упаковки 10 отсортировываются в области выталкивающей секции 32 с транспортного средства 27. Ниже эти шаги описываются еще раз подробно.
На дальнейшем пути транспортировки групповых упаковок 10 расположена другая кантовочная секция 33 для того, чтобы поворачивать групповые упаковки 10 в исходное относительное положение на транспортере 24. в области кантовочной секции 33 и после нее упаковки 10 групповых упаковок снова транспортируются на транспортерах 24 и при этом поворачиваются во время транспортировки за счет прилегания к изогнутому направляющему щитку 34. В области второго транспортера 24 обработанные групповые упаковки 10 подаются на машину для упаковки групповых упаковок 10 в короба, то есть на машину для упаковки в короба (не показана). В области первой кантовочной секции 26 групповая упаковка 10 захватывается поворотно приводимым в движение в горизонтальной плоскости двигателем 35 поворотным манипулятором 36, и с прилеганием к другому изогнутому направляющему щитку 37 поворачиваются в поперечное положение.
Существует одна особенность в отношении мер по интеграции кодирующих секций 30 в имеющиеся установки. Так, групповые упаковки 10 транспортируются до первой кантовочной секции 26 и второй кантовочной секции 33 на обоих транспортерах 24 в продольном направлении групповых упаковок 10. Транспортеры 24 проходят параллельно друг другу и вдоль мысленно проведенной прямой. Со смещением вбок от них, но параллельно транспортерам 24 расположено транспортное средство 27, в области которого размещены кодирующие секции 30. За счет этого расположения можно рассоединить непрерывный транспортер 24 и параллельно, а также со смещением вбок относительно него интегрировать транспортное средство 27, которое подключается посредством кантовочных секций 26, 33 к обоим транспортерам 24. Но также можно интегрировать транспортное средство 27 по ходу транспортеров 24, то есть без бокового смещения.
Кроме того, следует упомянуть, что кодирующие секции 30 по выбору также могут быть расположены на противоположной стороне транспортного средства 27, в зависимости от положения или же расположения сигаретных пачек 12 внутри групповой упаковки 10, то есть в зависимости от того, с какой стороны кодировки 19 являются видимыми на сигаретных пачках 12 в области торцевой стороны 15 групповой упаковки 10. Использование двух кодирующих секций 30 не является обязательным, то есть также может быть предусмотрена только одна кодирующая секция 30. Однако, для предотвращения остановки устройства при смене материала или подаче других вырезок 20, предпочтительными являются две кодирующие секции 30, которые работают попеременно. То есть, предпочтительно, работает соответственно только одна из двух кодирующих секций 30, при этом соответственно другая кодирующая секция 30 включается в работу, как только другая кодирующая секция 30 получает новый и/или другой материал для вырезок 20 или же должна пройти техническое обслуживание. На фиг.3 и 6 кодирующие секции 30 обозначены на другой стороне транспортного средства 27 штрих-линиями.
Ниже поясняется нанесение вырезки 20 в форме самоклеящейся этикетки согласно фиг.1. На фиг.6 для этого схематически показано устройство в вертикальном разрезе поперек направления транспортировки. Здесь можно, с одной стороны, увидеть, что плоскость 28 транспортировки образуется посредством двух выполненных в форме перемычки органов, которые простираются на расстоянии относительно друг друга в продольном направлении транспортного средства 27 и к которым групповые упаковки 10 прилегают нижней стороной. Вырезки 20 находятся на материале-носителе 37, который намотан на бобину 38. Материал-носитель 37 разматывается с бобины 38 и сначала направляется вниз до первого направляющего ролика 39. С него материал-носитель 37 идет наклонно вверх до области печатной секции 40. В области печатной секции 40 материал-носитель 37 транспортируется по вертикальной плоскости и при этом на него наносится печать. Во-первых, может быть напечатана кодировка 21 в форме штрих-кода и дополнительного отпечатка 22. Вместо нанесения дополнительного отпечатка 22 в печатной секции 40 она может быть нанесена уже при изготовлении бобины 38. То же самое, в принципе, действует также для кодировки 21 в форме штрих-кода. Однако, предпочтительно, как кодировка 21, так и печать 22 наносятся в области печатной секции 40.
В области верхнего конца печатной секции 40 вырезка 20 или же этикетки снимаются с материала-носителя 37 и передаются на толкатель 41, который наносит вырезки 20 на торцевую сторону 15 групповой упаковки 10. Для этого толкатель 41 может, например, перемещаться пневматическим цилиндром 42 в горизонтальной плоскости вперед и назад. Поэтому толкатель 41 работает в той же плоскости, в которой также транспортируются групповые упаковки 10. Вырезки 20 удерживаются на передней стороне толкателя 41 за счет пониженного давления или же вакуума, так что клейкая сторона этикетки направлена к торцевой стороне 15 групповой упаковки 10. За счет выдвижения пневматического цилиндра 42 этикетка прижимается к торцевой стороне 15 и размещается на ней. Снятие вырезок 20 с материала-носителя 37 может выполняться за счет того, что материал-носитель 37 перенаправляется под большим углом, так что этикетки автоматически снимаются. В данном случае материал-носитель 37 в области нижней стороны толкателя 41 на направляющей шине 43 перенаправляется примерно на 180° и затем транспортируется вниз по направляющему ролику 44 в вертикальной плоскости. После достижения другого направляющего ролика 44 материал-носитель 37 транспортируется по наклонной вниз и подается по другому направляющему ролику 45 на наматывающий ролик 46, на который наматывается пустой материал-носитель 37.
Кодирующая секция 30 установлена поворотно на не показанной подробно станине машины. Для этого носитель 47 для кодирующей секции 30 расположен поворотно на оси 48 и служит для крепления элементов кодирующей секции 30, то есть по существу бобины 38, наматывающего ролика 46, печатной секции 40, толкателя 41 и направляющей для материала-носителя 37. Для замены бобины 38 кодирующие секции 30 могут быть повернуты, как показано на фиг.9, вокруг оси 48.
На фиг.10 показано альтернативное решение для скрытия кодировок 19 сигаретных пачек 12. При этом с бобины 49 снимается бесконечная полоса упаковочного материала 50 и подается на печатную секцию 52 по направляющему ролику 51. После этого упаковочный материал 50 попадает в область секции 53 проклейки, в которой на упаковочный материал 50 наносится клей. Затем следует разделительная секция 54 для отделения вырезок 30 из непрерывного полотна упаковочного материала 50, а также, сравнимо с примером осуществления согласно фиг.6- 9, пневматический цилиндр 55 для приведения в действие толкателя 56, который прижимает отделенные вырезки 20 к торцевой стороне 15 групповой упаковки 10. Напротив печатной секции 52 и секции 53 проклейки упаковочный материал 50 соответственно приводится в действие и/или подпирается транспортером 57.
Упаковочный материал 50 может быть материалом с уже нанесенной печатью, например, на котором уже с интервалом выполнена кодировка 21, при этом с помощью печатной секции 52 наносится только дополнительная печать 22. В качестве альтернативы, упаковочный материал 50 может быть материалом, который не имеет ни кодировки 21, ни печати 22, поэтому обе они наносятся в области печатной секции 52. Для нанесения клея на полотно материала наносится, предпочтительно, клей длительного действия, так что разделенные вырезки 20 могут приклеиваться к торцевой стороне 15 групповой упаковки 10.
Для контроля групповых упаковок 10 в контрольной секции 31 расположен контрольный орган, прежде всего контрольная камера 58, которая направлена на торцевую сторону 15 групповой упаковки 10. Таким образом, с помощью контрольной камеры 58 можно записать изображение торцевой стороны 15 и сравнить с образцом. Это можно сделать в непоказанном здесь управляющем устройстве. Если кодировка 19 сигаретных пачек 12 не полностью скрыта или кодировка 21 групповых упаковок 10 ошибочна, соответствующая групповая упаковка 10 в выталкивающей секции 32 может быть отсортирована. Само собой разумеется, в контрольной секции 31 могут контролироваться и другие признаки групповой упаковки 10.
В выталкивающей секции 32 по обеим сторонам транспортного средства 27 расположены два толкателя 59 для отсортировывания бракованной групповой упаковки 10. Толкатели 59 действуют в прямом или же вертикальном направлении и служат для того, чтобы выбрасывать бракованную групповую упаковку 10 вниз. Для этого один участок плоскости 28 транспортировки может поворачиваться шарниром 60, так что в плоскости 28 транспортировки образуется отверстие 61, через которое групповая упаковка 10 может отсортировываться толкателями 59. Предпочтительно, толкатели 59 могут приводиться в действие пневматическим цилиндром.
Вместо групповых упаковок 10 сигаретных пачек 12 могут соответствующим образом обрабатываться также и другие виды содержимого пачек. Групповая упаковка 10 также не должна состоять из двух рядов сигаретных пачек 12, а может иметь большее или меньшее количество рядов. Также и количество сигаретных пачек 12 внутри одного ряда может варьироваться, не выходя за рамки изобретения.
Расположение кодирующих секций 30 относительно транспортного средства 27 можно выбирать в зависимости от расположения кодировки 19 на сигаретных пачках 12 или же направления сигаретных пачек 12 внутри групповой упаковки 10. Также возможно приведение устройства в соответствие сигаретным пачкам 12, на которых кодировка 19 расположена не в области узких сторон сигаретных пачек 12.
Кроме того, возможно, что вырезка 20 или же печать 22, 23 не будут наноситься одновременно или же в одной секции на внешнюю обертку 13, а это может выполняться за два или более следующих друг за другом шага. В этом случае кодирующая секция 30 в смысле изобретения имеет все органы, которые необходимы для выполнения этих рабочих шагов.
Предпочтительно, кодировки 19, 21 являются штрих-кодами. Но могут использоваться также и другие кодировки, прежде всего иные считываемые машинным способом маркировки.
Реферат
Группа изобретений относится прежде всего к изготовлению групповых упаковок для сигарет. При этом в способе группу пачек, имеющих кодировку, прежде всего штрих-код, оборачивают во внешнюю обертку так, что кодировка пачек не скрыта внешней оберткой. Затем на упаковку наносят средство для скрытия кодировки пачек, прежде всего вырезку, например в форме клеевой этикетки, и кодировку для упаковки. Для этого упаковку подают в кодирующую секцию для нанесения кодировки на внешней обертке и/или для нанесения средств для скрытия кодировки пачек, причем упаковку по меньшей мере в области кодирующей секции транспортируют за счет потактово приводимого в действие транспортного средства, а кодировку и/или средства для скрытия наносят во время его кратковременной остановки. Групповая упаковка с группой пачек обернута во внешнюю обертку, выполненную, по меньшей мере, из частично прозрачного материала так, что через обертку является видимой или же считываемой кодировка, прежде всего штрих-коды пачек. Причем упаковка в области кодировки пачек имеет средства для скрытия кодировки и имеет свою кодировку, а кодировка пачек скрыта посредством отпечатка на внешней обертке, являющегося кодировкой. Устройство для изготовления групповых упаковок, выполненных так же, как и в вышеописанном изобретении, содержит кодирующую секцию для нанесения средств для скрытия кодировки пачек и/или нанесения кодировки на упаковку, предпочтительно, в области кодировки пачек, расположенную вдоль образованного транспортным средством для упаковок участка транспортировок. Транспортное средство является потактово приводимым в действие для нанесе�
Формула
Документы, цитированные в отчёте о поиске
Способ и установка для нанесения маркировки на элементы упаковки
Патенты аналоги
Способ и установка для нанесения маркировки на элементы упаковки
Комментарии