Способ и устройство для обертывания продукта в обертку, изготовленную из листового материала, и пищевой продукт, обернутый в обертку - RU2242412C2
Код документа: RU2242412C2
Чертежи





Описание
Настоящее изобретение касается способа и устройства для обертывания продукта в обертку, изготовленную из листового материала, и обернутого пищевого продукта.
Способ, устройство и продукт этого типа известны, например, из ЕР-А-0591742. Несколько сходное техническое решение известно из ЕР-А-0790184.
Технические решения, описанные в этих документах, в основном касаются изготовления из листового материала обертки, которая очень плотно облегает продукт (продуктом обычно является пищевой продукт типа кондитерских изделий, например пралине или шоколада).
Продукт, обернутый в обертку, обычно предназначается для вкладывания в небольшую коробку со складчатой окружающей стенкой (общеизвестную как "коробка для маленького пирожного") для придания ему более приятного и привлекательного внешнего вида (см. фиг.7 в ЕР-А-0591742).
Однако это техническое решение, которое с большим успехом применялось в течение нескольких лет (а также более обычные обертки, как, например, те, которые описаны в ЕР-А-0082952), по-видимому могло быть улучшено с различных точек зрения.
Во-первых, использование небольшой коробки требует выполнения двух дополнительных групп операций во время упаковывания продукта, а именно: операций, касающихся изготовления коробки, и операций, касающихся вкладывания продукта в коробку. Для обеспечения и сохранения точного расположения продукта, обернутого в обертку, относительно коробки часто требуется использование фиксирующего средства типа, например, капли клеящего вещества, которое соединяет нижнюю часть обертки изделия с верхней поверхностью стенки основания коробки. Это вызывает необходимость в выполнении, по меньшей мере, еще одной дополнительной операции во время стадии упаковывания.
Когда же потребляют продукт, то после его извлечения из коробки и открывания или разрывания обертки коробка просто представляет собой предмет отбросов, который подлежит выбрасыванию наряду с оберткой. В то время как последняя изготовлена из листового материала, обычно из алюминиевой фольги, которую можно легко скатать в шарик и уменьшить до минимального размера, коробка из-за складчатой конструкции ее окружающей стенки обладает определенной жесткостью, что в определенной степени затрудняет ее ликвидацию.
Техническим результатом настоящего изобретения является создание способа и устройства для легко осуществляемого обертывания продукта в обертку, обеспечивающих герметичное запечатывание продукта, сохранение точного расположения обернутого продукта в коробке и легкость его извлечения из обертки.
Этот технический результат достигается тем, что в способе обертывания продукта в обертку, изготовленную из листового материала, при котором используют первый листок и второй листок оберточного материала, формуют первый листок с приданием конфигурации, по существу, согласованной с конфигурацией продукта, вкладывают продукт в первый листок, прикладывают второй листок к продукту, соединяют первый листок и второй листок в соответственных периферийных частях для образования обертки, по существу, закрытой вокруг продукта, и дополнительно формуют взаимосоединенные первый листок и второй листок, согласно изобретению дополнительно формуют первый листок с приданием конфигурации, по существу, согласованной с конфигурацией продукта, таким образом, что первый листок, сформованный таким образом, способен, по существу, полностью вмещать в себя продукт, прикладывают второй листок к продукту, сохраняя второй листок в, по существу, плоском состоянии, по меньшей мере, в соответствующей центральной части, окруженной соответствующей периферийной частью, формуют взаимосоединенные соответственные периферийные части относительно центральной части второго листка, сохраняемого плоским, с образованием части обертки, которая сформована подобно коробке для помещения продукта.
Целесообразно формовать взаимосоединенные соответственные периферийные части с, по существу, складчатой конфигурацией.
После образования коробкообразной части обертки для помещения продукта ее дополнительно формуют, придавливая ее свободный край к первому листку и помещенному в него продукту.
Первый листок целесообразно выбирать со значительно большими размерами, чем второй листок. Выбирают размеры первого листка таким образом, чтобы после формования первого листка с приданием конфигурации, по существу, согласованной с конфигурацией продукта, первый листок еще содержит, по существу, плоскую периферийную часть, способную образовывать одну из соответственных периферийных частей.
Желательно первому листку придать форму его формованием между матрицей и пуансоном.
Первый листок можно формовать посредством операции вытяжки.
Второй листок желательно прикладывать к продукту без применения операций формования.
Возможно первый листок и второй листок герметично соединять друг с другом посредством операции соединения путем склеивания с применением дополнительного вещества или запечатывания термосваркой или ультразвуковой сварки.
Желательно покрывать соединительные поверхности первого листка и второго листка слоем термоплавкого вещества.
Целесообразно удалять части соответственных периферийных частей, которые расположены снаружи взаимосоединенных частей. Это удаление выполняют одновременно с соединением первого листка и второго листка или в виде последующей стадии.
Можно выбрать металлический материал, предпочтительно алюминий, в качестве материала для первого листка и для второго листка.
Желательно первый листок и второй листок выполнить, по существу, одинакового цвета.
Первый листок и второй листок выбирают, по меньшей мере, частично разного цвета.
Вышеуказанный технический результат достигается также тем, что устройство для обертывания продукта в обертку, изготовленную из листового материала, согласно изобретению содержит средства для формования первого листка с приданием конфигурации, по существу, согласованной с конфигурацией продукта, средство для присоединения второго листка, размещенного для закрывания полости, ограниченной первым листком и вмещающей в себя продукт, для образования обертки, по существу, закрытой вокруг продукта, и средства для дополнительного формования первого листка и второго листка вокруг продукта, при этом средства для формования выполнены с возможностью обеспечения, по существу, полного помещения продукта в первый листок, формованный до указанной конфигурации, средство для соединения выполнено с возможностью обеспечения соединения первого листка и второго листка в соответственных периферийных частях при сохранении второго листка в, по существу, плоском состоянии, по меньшей мере, в центральной части, окруженной соответствующей периферийной частью, а средства для дополнительного формования выполнены с возможностью воздействия на соответственные части, соединенные друг с другом средством для соединения, вблизи продукта, помещенного в первый листок, при этом средства для дополнительного формования содержат сопряженные формующие элементы, выполненные с возможностью формования взаимносоединенных соответственных частей первого листка и второго листка по направлению к продукту для обеспечения образования коробкообразной части обертки для помещения продукта.
Целесообразно, чтобы средства для дополнительного формования содержали формирующую полость, предназначенную для введения в нее продукта, помещенного, по существу, в закрытую обертку, начиная с центральной части второго листка, и охватываемый элемент, выполненный с возможностью проникновения в формирующую полость подобно пуансону, воздействуя на обертку вблизи изделия во взаимно соединенных соответственных частях первого листка и второго листка для вдавливания взаимно соединенных соответственных частей между стенкой формирующей полости и охватываемым элементом с осуществлением дополнительного формования.
Охватываемый элемент может иметь, по существу, конфигурацию пуансона.
Возможно, чтобы формирующая полость и охватываемый элемент имели сопряженные конические формы, сужающиеся в направлении проникновения охватываемого элемента в формирующую полость.
Предпочтительно, чтобы формирующая полость имела входное отверстие и выходное отверстие для продукта, помещенного в обертку, для обеспечения проникновения охватываемого элемента от входного отверстия по направлению к выходному отверстию.
Формирующая полость и охватываемый элемент могут иметь сопряженные формы для обеспечения возможности проникновения охватываемого элемента на определенную часть формирующей полости, расположенную между входным отверстием и выходным отверстием, при этом охватываемый элемент выполнен с возможностью отделения от соответственных частей обертки, подвергнутых дополнительному формованию, при удержании обертки и помещенного в нее продукта в формирующей полости, и имеются средства для вытягивания, предназначенные для перемещения обертки и помещенного в нее продукта, которые удерживаются в формирующей полости, вперед по направлению к выходному отверстию и для дополнительного сгибания свободного края коробкообразной части обертки для помещения продукта по направлению к выходному отверстию благодаря общей конусности формирующей полости.
Средства для вытягивания могут содержать опорный элемент, выполненный с возможностью взаимодействия с центральной частью второго листка и передвижения в формирующую полость в согласовании с проникающим движением охватываемого элемента.
Средства для вытягивания могут быть выполнены в виде захватывающих элементов, способных действовать на обертку. Средства для вытягивания могут быть выполнены в виде элемента для захвата посредством давления ниже атмосферного.
Средства для дополнительного формования могут иметь, по существу, складчатую форму поверхности в частях, взаимодействующих с соответственными частями первого листка и второго листка.
Средства для формования могут содержать матрицу и пуансон.
Средства для формования могут содержать инструмент для вытяжки.
Средство для соединения может быть выполнено в виде средства для склеивания с подачей внешнего вещества или средства для запечатывания термосваркой или средства для ультразвуковой сварки.
Устройство может содержать средство для удаления частей первого листка и второго листка, проходящих за взаимосоединенные соответственные части.
Средство для соединения может быть выполнено с возможностью удаления частей первого листка и второго листка, проходящих за соответственные части.
Вышеуказанный технический результат достигается также и тем, что в пищевом продукте, обернутом в обертку, образованную первым листком и вторым листком, соединенными друг с другом в соответственных периферийных частях, согласно изобретению, второй листок содержит центральную плоскую часть, образующую опорную поверхность для обертки и для находящегося в ней продукта, и периферийную часть, окружающую центральную часть, образуя вмещающее тело с, по существу, коробкообразной конфигурацией, и имеющую соответственные внутреннюю и наружную поверхности относительно коробкообразной конфигурации, и первый листок образует полость для помещения продукта, а его периферийная часть, по существу, соразмерна и соединена с внутренней поверхностью соответствующей периферийной части второго листка.
Соответствующие взаимно соединенные соответственные части могут являться, по существу, складчатыми.
Периферийная стенка коробкообразного вмещающего тела может иметь высоту, по существу, меньшую, чем соответственная высота продукта.
Первый листок и второй листок могут иметь покрытие из термоплавкого вещества, по меньшей мере, на поверхностях взаимно соединенных соответственных частей.
Первый листок и второй листок могут быть изготовлены из одинакового материала.
По меньшей мере, один из первого листка и второго листка могут быть изготовлены из металлического листового материала.
Металлический материал может быть основан на алюминии.
Первый листок и второй листок могут иметь одинаковый цвет.
Первый листок и второй листок могут иметь, по меньшей мере, частично различающиеся цвета, при этом наружная поверхность периферийной стенки коробкообразного вмещающего тела имеет цвет, контрастирующий с первым листком.
Ниже изобретение будет описано исключительно в качестве неограничивающего примера со ссылкой на сопровождающие чертежи, на которых:
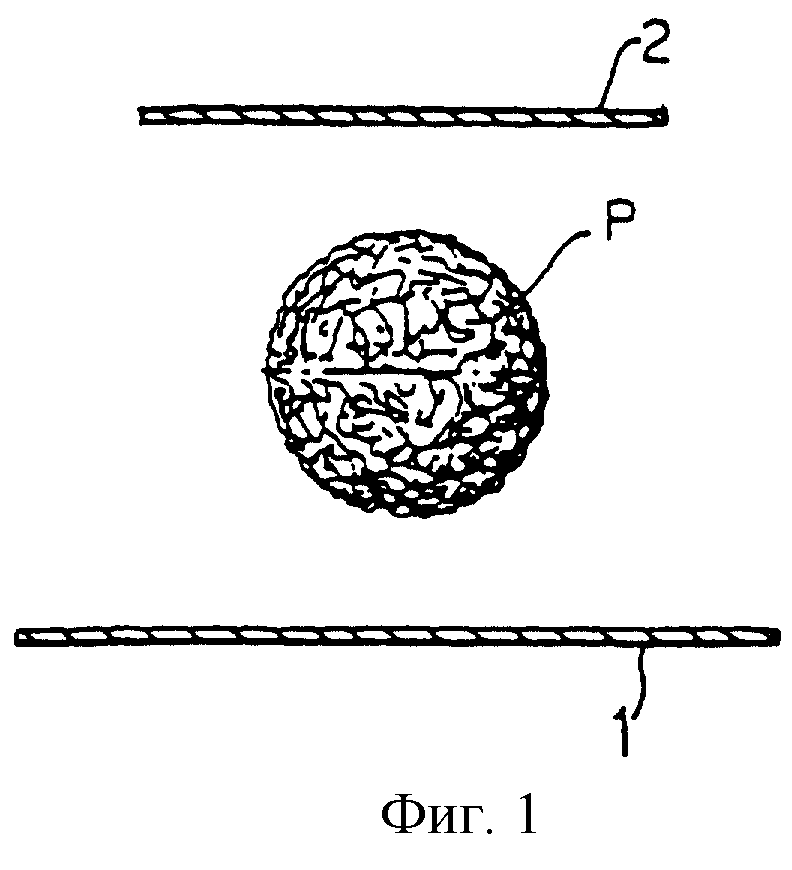
фиг.1-7 схематически и последовательно изображают стадии способа согласно изобретению;
фиг.8 изображает конечный продукт, изготовленный способом, показанным на фиг.1-7;
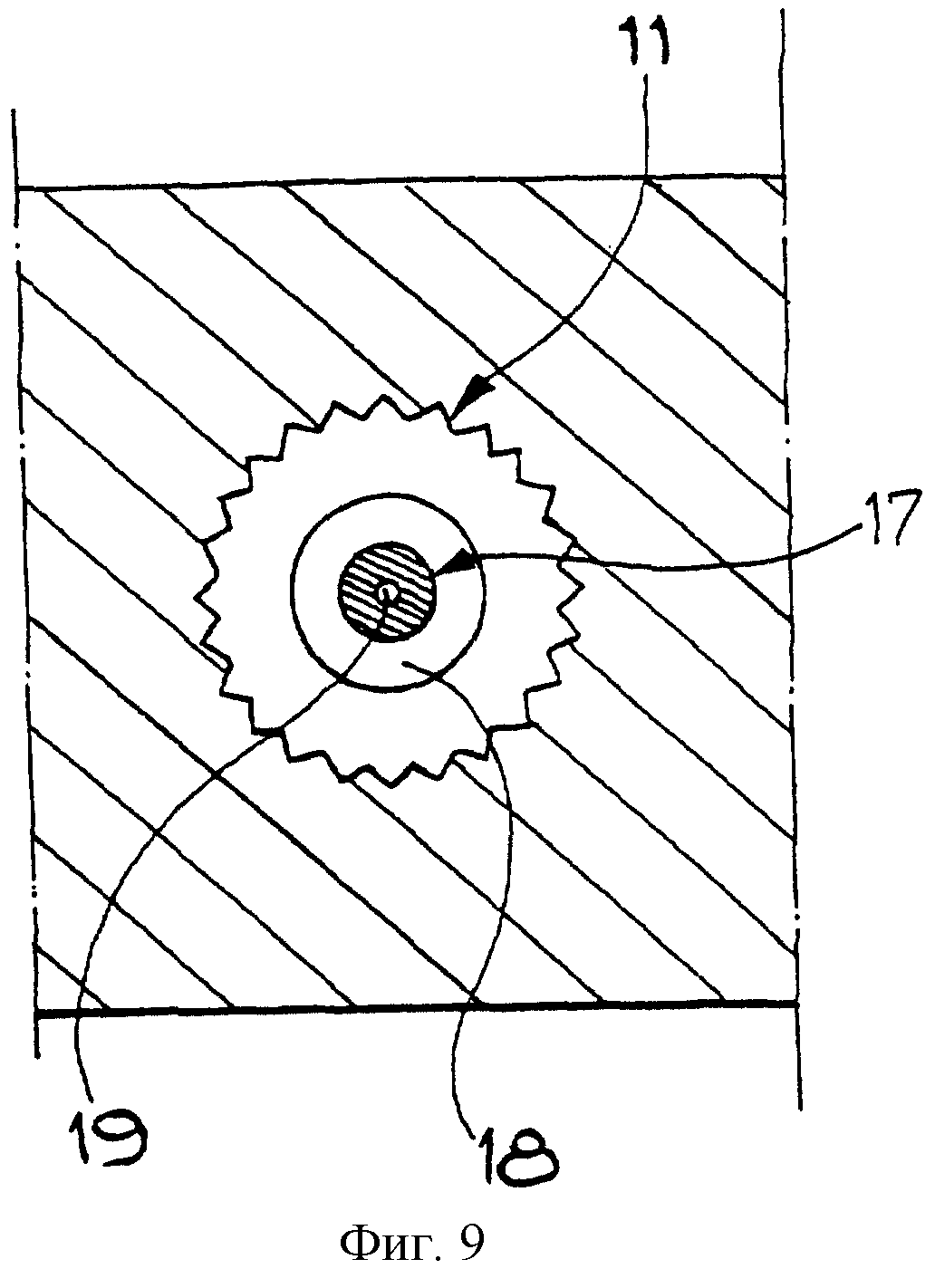
фиг.9 и 10 изображают устройство согласно изобретению, частично показанное на фиг.5-7; таким образом, фиг.9 и 10 могут рассматриваться как сечение по линиям соответственно IX-IX на фиг.5 и Х-Х на фиг.6.
Стадии, показанные на фиг.1-4, по существу, не отличаются значительно от стадий, показанных на соответствующих фиг.1-4 в ЕР-А-0591742.
В частности, в показанном варианте воплощения изобретения обертываемым продуктом является, по существу, сферическое пралине Р. Например, им может быть пралине, состоящее из сферической вафельной оболочки с мягкой или кремовой начинкой, покрытой снаружи шоколадом, например, с лесным орехом или подобной глазурью, возможно, с применением тертого кокосового ореха, рубленых орехов и т.п., что придает наружной поверхности пралине Р, в общем, неровный внешний вид.
Однако изобретение применимо к продуктам совершенно другой природы и формы. В отношении кондитерской промышленности опять же можно упомянуть о полых или сплошных шоколадных яйцах, различных шоколадных конфетах с начинкой, пралине приблизительно сферической формы с плоской стенкой основания, небольшие меренга и т.д.
Согласно изобретению используют два листка 1, 2 из алюминиевой фольги или другого листового материала для образования плотно прилегающей и герметичной обертки вокруг изделия Р.
Выбор алюминиевой фольги считается предпочтительным, так как она обладает способностью легко облегать продукт Р и легко формуется в сочетании со значительной пластичностью. Обычно два листка 1, 2 на их противоположных внутренних поверхностях, которые предназначены быть обращенными к продукту Р, предпочитают покрывать лаком или слоем термоплавкого вещества.
Причины этого станут яснее из нижеизложенного. Это также относится к тому факту, что два оберточных листка 1, 2 имеют неодинаковые размеры, в действительности листок 1 обычно имеет намного большие размеры, чем листок 2.
При упаковывании продукта Р первая стадия состоит из операции формования для придания листку 1, по существу, вогнутой или чашевидной конфигурации (возможно, вытяжкой). Эту операцию обычно выполняют посредством инструмента, содержащего матрицу 3, образующую внутреннюю полость 3а, в которую может проникать пуансон 4. В отношении общего описания возможного способа изготовления формующего инструмента этого типа можно с пользой сослаться на DE-A-3243500. Полость 3а и активная часть инструмента 4 имеют сопряженные поверхности для формования листка 1 выдавливанием между ними. В частности, полость 3а матрицы обычно "глубже", чем это просто было бы достаточно для формования листка 1 способом, согласующимся с соответствующей половиной продукта Р. На практике полость 3а имеет такую глубину, чтобы после придания листку 1 формы наподобие чашки, она могла бы почти полностью вмещать в себя продукт Р.
Влияние конфигурации полости 3а и пуансона 4 фактически именно такое, чтобы заставлять листок алюминиевой фольги 1 принимать вогнутую или чашевидную форму, способную вмещать в себя продукт Р, как это схематически показано на фиг.3. Как предполагается, на этом чертеже продукт Р вложен в листок 1, когда последний все еще находился внутри вытяжной матрицы 3. Конечно, этот вариант не следует считать обязательным в том смысле, что после придания листку 1 формы наподобие чашки, его можно извлечь из матрицы 3 и перенести в другую матрицу или в другую деталь с полостью для поддержки листка 1 при вкладывании продукта Р.
Отметим, что после того, как изделие Р вложено в чашевидный листок 1, оно при любом выбранном варианте не выступает или лишь минимально выступает над плоскостью отверстия вмещающей чашки, определяемой листком 1.
Общие размеры, выбранные для листка 1, являются такими, что после формования листка он, кроме полусферической основной части для помещения нижней полусферической части продукта Р, содержит также горловинную часть 1а. Горловинная часть 1а проходит таким образом, чтобы охватывать противоположную (верхнюю) полусферическую часть продукта Р, хотя и неплотно прилегая к нему. Другими словами, листку 1 придают такую форму, чтобы он мог, по существу, полностью вмещать в себя продукт Р. Горловинная часть 1а проходит дальше и наружу отверстия полости 3а на периферийную часть 1с, которая сохраняет свою плоскую форму (возможно, с образованием складок вследствие формования для придания чашевидной конфигурации).
Еще раз отметим, что ссылка на полусферические части относится к показанному варианту использования продукта Р, представляющего собой, по существу, сферическое пралине. Однако те же самые замечания в равной степени применимы, если имеются овальные или эллиптические части, либо части смешанной формы, а не сферические части.
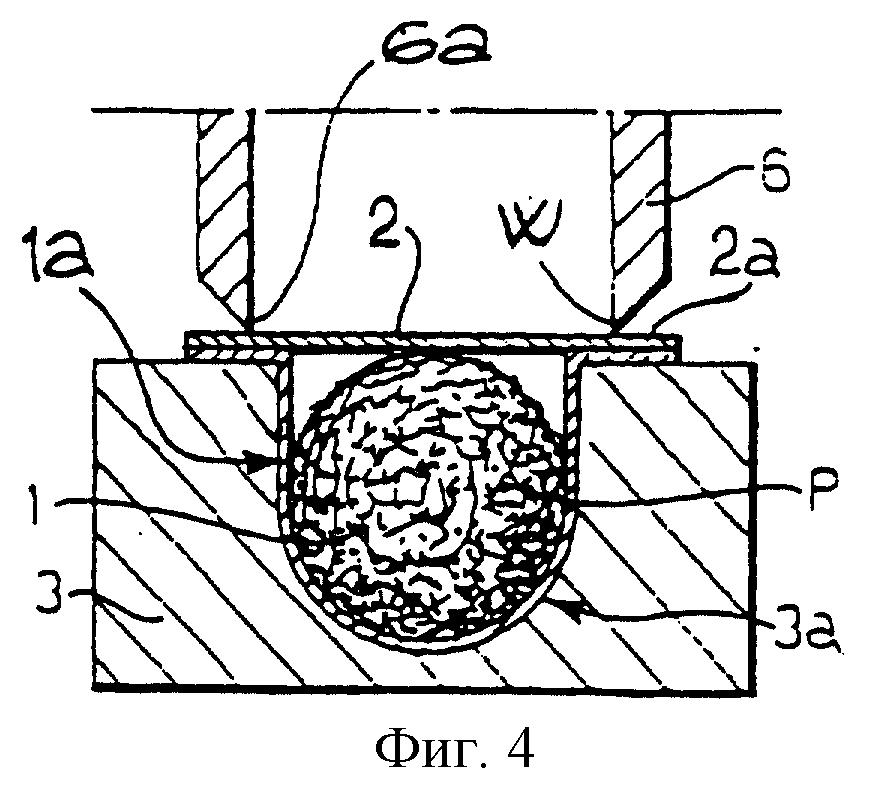
В этих условиях (т.е. в положении, показанном на фиг.3) затем укладывают другой листок 2 на продукт Р.
В общем, листок 2 просто помещают на верхнюю часть продукта Р, при этом сохраняя его первоначальную плоскую форму как в его центральной части, так и в его периферийной части 2а, которая может быть уложена на подобно плоскую периферийную часть 1с листка 1.
В этот момент инструментом 6 сваривают (и возможно, также обрезают, т.е. обрубают) листки 1, 2, которые плотно прилегают друг к другу по контуру отверстия полости 3а. Это осуществляется в соответственных периферийных частях 1с, 2а.
Конечно, хотя на фиг.4 показан единственный инструмент 6, две вышеописанные операции (сварку и обрезание) можно вместо одновременного выполнения осуществлять также в две последовательные стадии с использованием двух разных инструментов, обычно выполняя операцию обрезания после операции сварки.
Сварка двух листков 1, 2 в частях 1с, 2а предназначена для герметизации обертки, образованной из фольги снаружи продукта Р, и, таким образом, для предотвращения контакта продукта с воздухом и возможного изменения продукта.
Для соединения листков можно использовать, например, склеивание добавленным веществом или (согласно наиболее предпочтительному варианту) запечатывание термосваркой, предпочтительно выполняемое плавлением (посредством непосредственного подвода тепла или использованием ультразвука) термоплавкого покрытия (лака) или термозапечатывающего вещества, имеющегося на внутренних поверхностях листков 1, 2.
Этого результата можно достигнуть, например, посредством термозапечатывающего инструмента типа тех, которые используют, например, для нанесения алюминиевых листков, покрытых термоплавким веществом, на горловинные части чашевидных сосудов, содержащих жидкие или полужидкие продукты (например, йогурт или подобные продукты).
Операция обрезания крайних частей 1с, 2 а, которые сварены вместе, может выполняться вырубным штампом с режущей кромкой 6а (фиг.4), проходящей по траектории (кольцевой траектории в показанном варианте воплощения изобретения, в котором продукт Р является сферическим), которая проходит снаружи отверстия полости 3а по его краю.
Сварку можно выполнять вместе с обрезанием (и также термически), нагревая также режущий инструмент для местного расплавления термоплавкого вещества, нанесенного на алюминиевые листы.
Ясно, что в любом случае инструмент или инструменты действуют на соответственные части 1с, 2а соединенных листков 1, 2, образуя, по существу, закрытую обертку вокруг продукта Р. Обертку изготавливают за одну операцию формования (т.е. за операцию, выполняемую с листком 1 во время стадии, показанной на фиг.2).
Кроме того, описанное техническое решение оказалось отличным в связи с необходимостью того, чтобы внутри обертки, образованной вокруг продукта Р в результате соединения листков 1, 2, предотвращать сохранение заметных количеств воздуха между наружной стенкой продукта Р и внутренней стенкой закрытой обертки, которое, возможно, могло бы привести к порче изделия или даже вздутию изготовленной готовой упаковки.
По сравнению с техническим решением, описанным в ЕР-А-0591742, техническое решение, описанное здесь, отличается способом выполнения операции формования первого листка 1. В этом случае данную операцию фактически выполняют таким образом, чтобы после того, как продукт Р вложен в листок 1, как это схематически показано на фиг.3, он был полностью или почти полностью охвачен этим листком 1, причем в любом случае без распространения заметных частей за плоскость края отверстия в чашевидном листке 1. В результате этого после того, как второй листок 2 помещен на листок 1 и соединен с ним посредством сварки соответственных частей 1с, 2а, он сохраняет, по существу, плоскую форму.
В этот момент в противоположность тому, что происходит согласно техническому решению, описанному в ЕР-А-0591742, крайнюю часть, в которой образовано соединение между двумя листками 1, 2, не загибают плотно к продукту Р и остальной части обертки. Наоборот, эту часть посредством формующего устройства 10 подвергают операции, по существу, соответствующей образованию коробки для помещения продукта Р, как неотъемлемой части обертки, выполненной в результате операции формования соединительного пояска между двумя листками 1, 2, составляемого соответственными частями 1с, 2а. В частности, этот поясок представляет собой периферийную стенку коробчатого элемента. В этой связи на фиг.8 можно видеть, что при действии описанным способом часть (плоская часть) листка 2, окруженная пояском, в котором листки 1, 2 соединены между собой, фактически представляет собой основание вмещающей в себя коробки.
Ясны преимущества этого технического решения.
Во-первых, не требуется образовывать коробку как отдельный элемент; согласно изобретению коробка фактически образована частями (листком 2 и частью 1с листка 1) той же самой обертки, которая окружает продукт. В то же самое время продукт Р автоматически располагается в коробке по завершению операции формования и запечатывания обертки. В частности, обертка обладает свойствами герметичного запечатывания и защиты изделия от внешней среды, как уже описано в ЕР-А-0591742.
Во-вторых, продукт Р может точно сохранять свое положение в обертке и в коробке, образованной как неотъемлемой части обертки, без необходимости применения, например, пятен с клейким веществом для удержания продукта на месте относительно коробки.
Наконец, чтобы достать продукт во время его потребления, достаточно разорвать обертку (включая коробку), а разорванную обертку можно затем легко сложить и уменьшить до минимальных размеров, так что устраняется проблема выбрасывания дополнительного предмета.
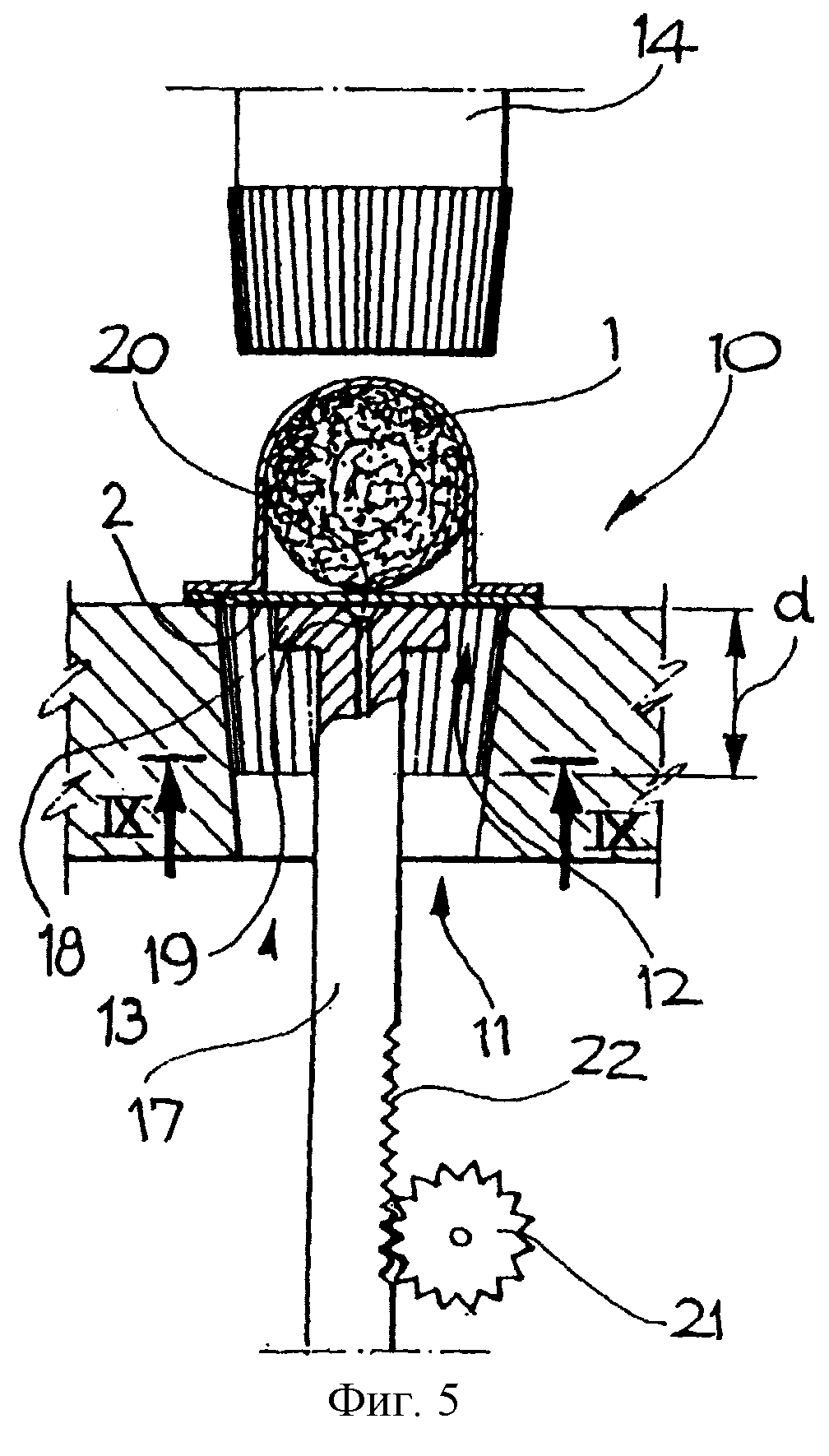
На фиг.5-7 в качестве примера показан предпочтительный в настоящее время вариант воплощения способа согласно изобретению.
Для этой цели формующее устройство 10, используемое для выполнения операции образования "неотъемлемой" коробки содержит, во-первых, формирующую полость 11. Эта полость 11 представляет собой, по существу, полость (например, образованную металлической плитой, хотя, конечно, возможно использование формованных элементов другого типа), имеющую форму, которая, в общем, сужается между входным или впускным отверстием 12 и выходным или выпускным отверстием 13, которое, в основном, имеет меньшие размеры, чем входное отверстие 12.
Отверстия 12, 13 и коническая стенка формирующей полости 11, проходящей между ними (фиг.9 и 10), имеют, по существу, ребристые профили с образованием так называемых звездообразных поперечных сечений. Кроме того, понятно, что, как показано на чертежах, форма соединительной стенки между входным отверстием 12 и выходным отверстием 13 обычно не является точной формой усеченного конуса, а, в общем, имеет коническую конфигурацию с, по существу, искривленным профилем.
Кроме того, понятно, что вариант воплощения изобретения, показанный на чертежах, относится к продукту Р, который является сферическим и, следовательно, имеет круглое поперечное сечение типа, как например, поперечного сечения пралине, продаваемого в настоящее время под фирменными названиями "Ферреро Роше", "Пастицериа Рафаэлло" и т.д. компаниями группы "Ферреро". Однако ясно, что профиль поперечного сечения формирующей полости 11 выполнен с учетом особенностей продукта Р. Отметим лишь в качестве примера, что для продукта Р, представляющего собой, например, шоколадное изделие с, по существу, "каштанообразной" формой (опять в качестве примера этими изделиями могут быть пищевые продукты, продаваемые под фирменными названиями "Поккит Кофе" и "Мон Шери" также компаниями группы "Ферреро"), формирующая полость 11 будет иметь, по существу, прямоугольный или квадратный профиль. Таким образом, совершенно ясно, что настоящее изобретение никоим образом не ограничивается образованием коробок с круглыми профилями поперечного сечения. То же самое замечание относится к, по существу, складчатой форме периферийной стенки коробки. Например, если будет желательно изготовить коробку с гладкой стенкой, то полость 11 вообще не будет иметь ребристой стенки. В общем, вышеназванную стенку можно выполнить с внешним видом, который соответствует форме, придаваемой коробке для помещения продукта Р.
Дополнительным элементом устройства 10 является охватываемый элемент 14 с формой, которая в определенном месте является сопряженной с формой полости 11.
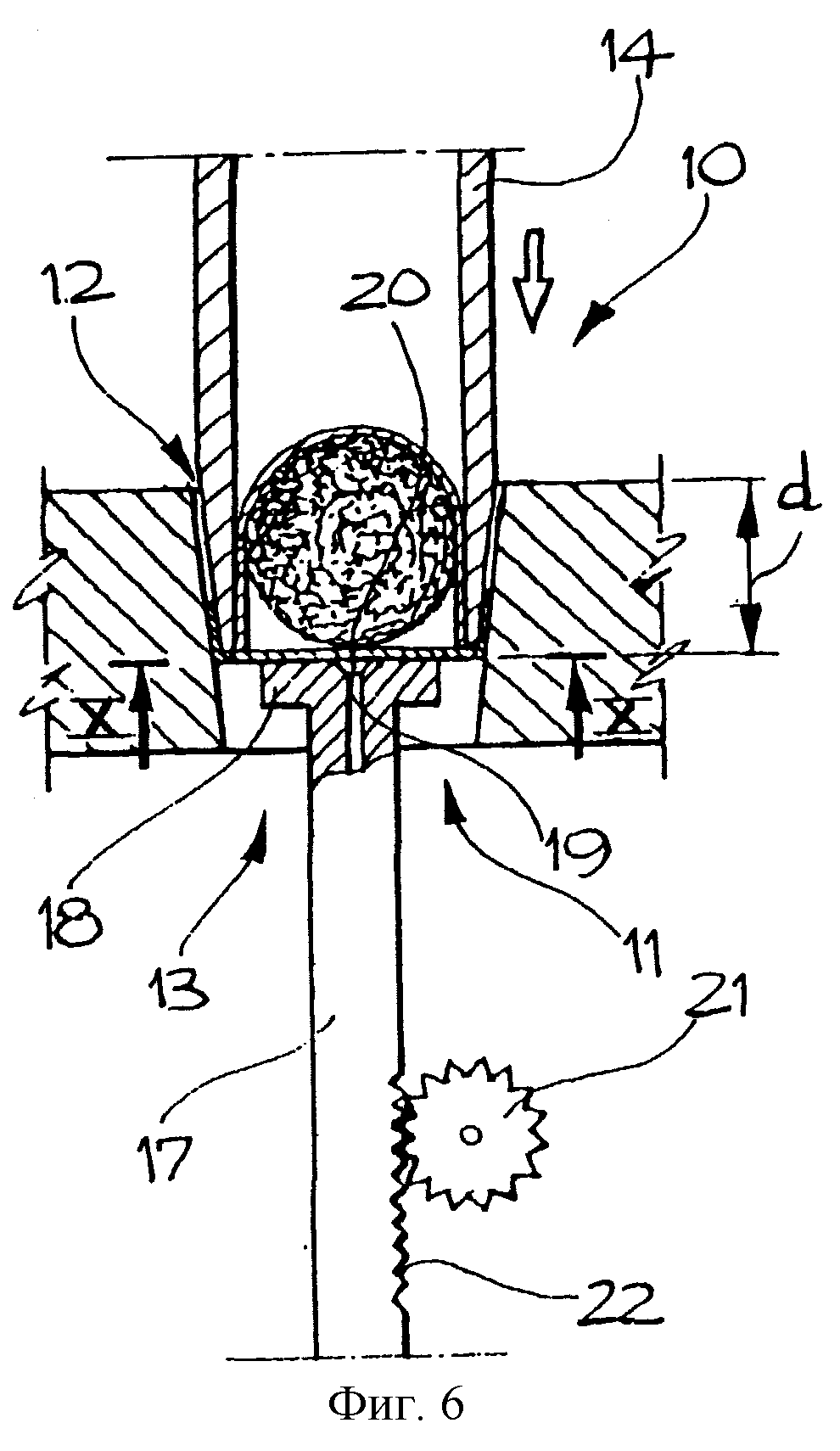
Элемент 14, по существу, представляет собой тело, имеющее вид пуансона, которое может своим концевым краем входить в соприкосновение с местом соединения между листками 1, 2 в части, наиболее непосредственно примыкающей к продукту Р, и заставлять продукт Р, обернутый в листки 1, 2, опускаться в формирующую полость 11 (см. последовательно фиг.5 и 6) на определенное расстояние или часть d для формования пояска, соединяющего листки 1, 2, в соответствии с формой, определяемой профилем стенки формирующей полости 11.
Это проникающее движение осуществляют под действием приводных средств (например, линейных исполнительных механизмов), которые не показаны, поскольку они относятся к известному типу.
Так как форма охватываемого элемента или пуансона 14 является сопряженной с формой формирующей полости 11, то все замечания, сделанные выше в отношении выбора формы формирующей полости и возможных в связи с этим вариантов, в равной степени (конечно, сопряженным образом) применимы к элементу 14.
Охватываемый элемент 14 предпочтительно предназначается для проникновения не на всю протяженность формирующей полости 11, а только на ее часть d; сопряженный характер форм этих элементов, следовательно, имеет отношение, по существу, к рассматриваемой части d.
После того, как элемент 14 завершил свое перемещение в полость 11 и, таким образом, осуществил формование стенки коробки, он затем может быть возвращен наверх (фиг.7) посредством приводного средства. Однако продукт Р, который помещен в обертку, образованную листками 1, 2 с соединительным пояском, принявшим форму коробки, остается в полости 11. Таким образом, охватываемый элемент может быть благополучно отведен из полости 11 и от продукта Р, который остается в полости, что устраняет проблемы, связанные с операцией "извлечения из формы".
Чтобы покинуть полость 11 через выходное отверстие 13, продукт Р, следовательно, должен еще совершить определенное нисходящее перемещение вниз внутри нижней части полости 11, т.е. в ее части с меньшими размерами.
Эта ситуация объясняет факультативное наличие и функционирование третьего элемента, входящего в устройство 10 согласно показанному варианту воплощения изобретения. На практике им является шток 17 с расположенной наверху его небольшой пластиной 18, которая первоначально может воспринимать (фиг.5) и поддерживать продукт Р вблизи входного отверстия 12 полости 11, когда продукт Р заключен в листки 1, 2, соединенные друг с другом по пояску, образованному соответственными частями 1с, 2а.
Шток 17 можно постепенно опускать в согласовании с проникновением охватываемого элемента 15, а затем можно продолжить его перемещение так, как схематически показано на фиг.7, вытягивая вниз продукт Р, находящийся в обертке, за ее нижнюю коробкообразную часть. Это происходит таким образом, чтобы вызвать выход изделия Р через выходное отверстие 13 полости 11.
С этой целью шток 17 обычно выполняют известным образом в виде захватного элемента, например вакуумного захватного элемента. Итак, он имеет продольную полость 19, которая открывается в пластину 18 со всасывающим отверстием 20. Продольный канал 19 соединен с источником, имеющим давление ниже атмосферного, также известного типа и поэтому лишь схематически показанным на фиг.7, чтобы заставить продукт Р, находящийся в обертке, удерживаться на пластине 18 и следовать за пластиной 18 во время ее нисходящего движения. Это движение придается пластине 18 приводным элементом, в этом случае показанным схематически в виде зубчатого колеса 21, действующего на соответствующую зубчатую часть 22 штока 17.
Специалистам в данной области техники будет понятно, что относительные движения продукта Р, помещенного в обертку, полости 11, охватываемого элемента 14 и штока 17 со связанными с ними элементами в действительности могут происходить иным образом, чем описано выше, т.е. с обеспечением движения охватываемого элемента 14 и штока 17, тогда как полость 11 остается неподвижной. Для целей достижения описанного результата важным является то, чтобы происходило относительное движение между вышеупомянутыми частями; поэтому ясно, что относительное движение может быть достигнуто другим способом, например передвижением полости 11 вдоль оси, соединяющей отверстия 12, 13, тогда как один или несколько из других описанных элементов сохраняются неподвижными. В любом случае специалист в данной области техники способен иметь варианты, которые, следовательно, не нуждаются в подробном описании здесь.
В результате извлечения через выходное отверстие 13 продукта Р в обертке, образованной листками 1, 2, происходит определенное суживание верхнего края и, следовательно, свободного края коробкообразной части обертки с приближением этого края к соответствующей части листка 1, которая непосредственно окружает продукт Р. Благодаря общему пластичному свойству листков 1, 2 соответствующее сокращение верхнего края коробки является постоянным.
Понятно, что эта операция, выполняемая с коробкой, не является обязательной. Когда материал одного или обоих листков 1, 2 обладает упругим или, по существу, упругим свойством в отношении небольших деформаций, вышеупомянутую операцию обычно не проводят. Ясно, что в этом случае охватываемый элемент 14 может полностью проникать в полость 11, а не только на часть d, как это показано на чертежах. В этом случае можно было бы также рассмотреть вариант без извлечения снизу продукта Р и коробкообразной обертки, а вместо этого с их извлечением сверху через входное отверстие 12. В этом случае полость 11 могла быть также выполнена в виде глухой полости и, следовательно, при отсутствии отверстия 13 для извлечения продукта.
Благодаря способу действия охватываемого элемента 14 (фиг.6) центральная часть листка 2, которая предназначена образовывать стенку основания коробки, сохраняет свою плоскую форму и, следовательно, образует основание, на которое продукт Р, обернутый в обертку, может прочно опираться без опасности его опрокидывания или скатывания.
Это отличает техническое решение согласно изобретению от технических решений в ЕР-А-0082952 и ЕР-А-0591742, в которых обертка точно копирует форму изделия (сферическую форму в случае со сферическим пралине) и, таким образом, не может обеспечить поддерживающее основание. В этой связи следует отметить, что поддерживающее основание согласно техническому решению в ЕР-А-0790184 (другой из документов, цитированных в начале настоящего описания) является лишь результатом особой формы описанного в нем продукта, а не характерной особенностью самой обертки.
Следовательно, в выполненной таким образом обертке второй листок 2 содержит центральную плоскую часть, образующую опорную поверхность для обертки и для обернутого в нее продукта Р. Периферийная часть 2а окружает эту центральную часть, имея, по существу, коробкообразную конфигурацию с внутренней и наружной поверхностями такой же формы. Первый листок 1 выпуклой или чашевидной формы ограничивает полость для помещения продукта Р и имеет свою соответствующую периферийную часть 1с, соединенную с внутренней поверхностью периферийной части 2а сопряженного с ним листка 2.
Техническое решение согласно изобретению может быть применено либо с листками 1, 2, изготовленными из одного и того же материала и/или с одинаковыми цветовыми характеристиками, либо с листками 1, 2, изготовленными из разных материалов и/или имеющих разные цветовые характеристики, например, с листком 1 из металлизированного материала (например, золотистого или серебристого цвета) и листком 2, изготовленным из материала, например, коричневого цвета и, возможно, неметаллизированного. В последнем случае общий эффект, таким образом, полностью сравним с эффектом обертывания продукта в плотнооблегающую обертку из металлизированного материала, помещенную в коричневую коробку.
Другим интересным аспектом является то, что при техническом решении согласно изобретению периферийный край коробкообразной части фактически не выполняет функцию помещения продукта Р (и части обертки, в которую он обернут). Эта функция на самом деле осуществляется инкапсулированием продукта Р между двумя листками 1, 2. Следовательно, можно образовывать коробкообразные части, периферийные стенки которых имеют весьма ограниченную высоту в противоположность общепринятым коробкам, которые обычно (и также в определенной степени вызывают исторические воспоминания об изготавливаемых вручную кондитерских изделиях) имеют высоту, по меньшей мере, равную, а в некоторых случаях явно большую, чем половина высоты продукта, помещенного в коробку. Предоставляемая изобретением возможность выполнять весьма "низкие" периферийные стенки коробки, имеющие, таким образом, высоту значительно меньше, чем соответственная высота продукта Р, претворяется в способность показать продукт Р в лучшем свете благодаря выставлению напоказ его большей части.
Конечно, при сохранении той же самой сущности изобретения могут быть в широких пределах изменены элементы конструкции и формы вариантов воплощения изобретения по отношению к тем, которые описаны и иллюстрированы, не выходя при этом за пределы настоящего изобретения.
Реферат
Способ обертывания продукта в обертку, которая изготовлена из листового материала, при котором используют первый листок и второй листок оберточного материала. Сперва формуют первый листок с приданием конфигурации, по существу, согласованной с конфигурацией продукта, вкладывают продукт в первый листок, прикладывают второй листок к продукту, соединяют первый листок и второй листок в соответственных периферийных частях для образования обертки, по существу, закрытой вокруг продукта, и дополнительно формуют взаимосоединенные первый листок и второй листок. При этом дополнительно формуют первый листок с приданием конфигурации, по существу, согласованной с конфигурацией продукта, таким образом, что первый листок, сформованный таким образом, способен, по существу, полностью вмещать в себя продукт. Прикладывают второй листок к продукту, сохраняя второй листок в, по существу, плоском состоянии, по меньшей мере, в соответствующей центральной части, окруженной соответствующей периферийной частью. И наконец, формуют взаимосоединенные соответственные периферийные части относительно центральной части второго листка, сохраняемого плоским, с образованием части обертки, которая сформована подобно коробке для помещения продукта. Таким образом обеспечивается герметичное запечатывание продукта, сохранение точного расположения обернутого продукта в коробке и легкость его извлечения из обертки. 3 н. и 36 з.п. ф-лы, 10 ил.
Комментарии