Блок стерилизации листового материала на установке для упаковки жидких пищевых продуктов - RU2307052C2
Код документа: RU2307052C2
Чертежи







Описание
Изобретение относится к блоку стерилизации листового материала на установке для упаковки жидких пищевых продуктов.
Предшествующий уровень техники
Известны устройства для упаковки жидких пищевых продуктов, таких как фруктовый сок, вино, томатный соус, пастеризованное или молоко долгого хранения и т.п., на которых упаковка формируется из непрерывной трубы упаковочного материала, сформированной продольно сваренным листом.
Упаковочный материал имеет многослойную структуру, включающую слой бумажного материала, с двух сторон покрытого слоями термосвариваемого материала, например полиэтилена. В случае стерильных упаковок для продуктов долгого хранения, например пастеризованного молока, упаковочный материал включает слой барьерного материала, являющегося, например, алюминиевой фольгой, который наложен на слой термосвариваемого пластического материала, покрытого другим слоем пластического материала, окончательно образующего внутреннюю поверхность упаковки и, следовательно, контактирующего с пищевым продуктом.
Для производства стерильных упаковок полотно упаковочного материала разматывается с барабана и подается через стерилизующий блок, в котором материал стерилизуется, например, посредством погружения в ванну со стерилизующим жидким веществом, таким как водный раствор концентрированной перекиси водорода.
Более конкретно, стерилизующий блок состоит из ванны, заполненной, при использовании, стерилизующим веществом, в которую непрерывно осуществляется подача полотна. Обычно ванна содержит два вертикальных параллельных отделения, соединенных внизу с образованием U-образного тракта, имеющего длину, достаточную для обеспечения обработки упаковочного материала в течение достаточного периода времени. Для эффективной обработки за относительно короткое время и, следовательно, для уменьшения размеров стерилизационной камеры стерилизующее вещество должно содержаться при высокой температуре, например около 70°C.
Стерилизационный блок также включает рабочую камеру, расположенную над ванной, в которой происходит сушка полотна упаковочного материала, и стерильную камеру, в которой полотно сворачивается и сваривается в продольном направлении для формирования трубы, которая затем непрерывно заполняется продуктом, предназначенным для упаковки.
Более конкретно, в рабочей камере происходит обработка полотна для удаления любых остатков стерилизующего вещества, допустимое количество которого в упакованном продукте определяется строгими стандартами (максимально допустимое количество находится в области малого числа фракций частей на миллион).
Такой процесс обычно состоит из механического удаления всех капель с материала и последующей воздушной сушки.
Капли могут быть удалены, например, путем пропускания материала через пару отжимных роликов, расположенных рядом с входным отверстием рабочей камеры, после такой обработки материал все еще покрыт пленкой стерилизующего вещества, но макроскопические капли отсутствуют.
Сушку можно произвести путем непосредственного обдувания материала направленной струей стерильного воздуха.
Перед выходом из стерильной камеры полотно сворачивается в цилиндр и сваривается в продольном направлении для формирования, известным способом, непрерывной продольно сваренной вертикальной трубы. Другими словами, труба упаковочного материала образует продолжение стерильной камеры и непрерывно наполняется жидким пищевым продуктом, а затем подается в блок для формовки и (поперечного) сваривания, где формируются индивидуальные упаковки и в которой происходят захват трубы и поперечное сваривание между парами зажимов для получения стерильных упаковок в виде подушечек.
Упаковки в виде подушечек разделяются при помощи разрезания швов между упаковками и затем подаются в пункт окончательного складывания, где они складываются механически для образования окончательной формы.
Упаковочные установки вышеописанного типа широко и успешно применяются во многих отраслях пищевой промышленности для производства стерильных упаковок из листового упаковочного материала. В частности, рабочие характеристики блока стерилизации гарантируют достаточное соответствие стандартам для контроля стерильности упаковки и количества остаточного стерилизующего вещества.
Однако, необходимость дальнейшего усовершенствования появилась в самой промышленности, особенно в отношении регулирования температуры воздуха, применяемого для сушки полотна упаковочного материала в блоке стерилизации.
Фактически, испытания показали, что кроме сушки полотна локальная обработка горячим воздухом на выходе из ванны со стерилизующим веществом синергически повышает эффективность стерилизационного вещества.
В известных установках уровень давления и температуры в рабочей и стерильной камерах обычно регулируется посредством закрытого контура обработки воздухом, которая втягивает воздух из рабочей камеры и подает его обратно в стерильную камеру, температура в которой регулируется сенсорным датчиком. Воздушная струя, направленная на упаковочный материал, может генерироваться «воздушными ножами», снабжаемыми воздухом из стерильной камеры, например, при помощи рециркуляционного трубопровода, как описано в Европейском патенте № 1050467 А.
Так как при таком решении температура воздуха подаваемого воздушными ножами не может регулироваться независимо, баланс рабочих параметров, рассчитанный на одновременную оптимизацию эффективности сушки и стерилизации («убивающая способность»), чрезвычайно трудно достигнуть.
В известном альтернативном решении сушка осуществляется в нижнем канале сушки, через который материал подается из рабочей камеры в стерильную камеру. Однако в этом случае также не существует независимого регулирования температуры воздуха внутри канала сушки.
Другая проблема, связанная с недостаточным регулированием температуры воздуха, подаваемого в стерильную камеру, - это риск, при определенных условиях работы, перегрева упаковочного материала, в результате чего происходит склеивание между слоями.
Сущность изобретения.
Целью настоящего изобретения является создание блока стерилизации упаковочного материала, конструкция которого позволяет избежать вышеупомянутых недостатков, обычно характерных для описанных блоков.
В соответствии с настоящим изобретением создан блок стерилизации для стерилизации полотна упаковочного материала на установке для упаковки жидких пищевых продуктов, содержащий ванну со стерилизующим веществом, в которую непрерывно подается полотно, стерильную среду, включающую рабочую камеру, соединенную с выходным отверстием упомянутой ванны, и средство сушки корпуса для удаления остатков стерилизующего вещества с полотна, и стерильную камеру, связанную с рабочей камерой посредством отверстия для прохождения полотна, в которой полотно сворачивается и сваривается в продольном направлении для формирования трубы, которая непрерывно заполняется продуктом для упаковки, при этом средство сушки содержит, по меньшей мере, одно сопло для направления струи стерильного воздуха на полотно и контур обработки воздуха для управления условиями работы в стерильной среде, содержащий средство всасывания для забора воздуха из рабочей камеры и средство обработки воздуха, включающее первое нагревательное средство и первое подающее средство для подачи стерильного воздуха в стерильную камеру, отличающийся тем, что содержит второе подающее средство для подачи стерильного воздуха от средства обработки воздуха в сопло и второе нагревательное средство, связанное со вторым подающим средством и предназначенное для регулирования температуры воздуха, подаваемого в сопло.
Таким образом, температура воздуха, подаваемого в стерильную камеру, и воздуха, выпускаемого из сопла для сушки полотна, может эффективно и независимо регулироваться при любых условиях работы для достижения оптимального процесса сушки и стерилизации без риска повреждения упаковочного материала в результате воздействия очень горячего потока воздуха.
В предпочтительном варианте воплощения изобретения могут использоваться клапанные средства для соединения первого подающего средства и второго подающего средства вблизи средства обработки воздуха, так что стерильный воздух, подаваемый в стерильную среду, может быть распределен различным образом между стерильной камерой и соплом, в зависимости от этапа работа установки, для работы в условиях оптимального давления в любых случаях.
Краткое описание чертежей
Предпочтительный не ограничивающий вариант воплощения настоящего изобретения будет описан на примере со ссылкой на прилагаемые чертежи, на которых изображено следующее:
фиг.1 представляет диаграмму установки для упаковки жидких пищевых продуктов и соответствующий блок стерилизации в соответствии с настоящим изобретением;
фиг.2 и 3 изображают схематически отдельные секции блока стерилизации согласно настоящему изобретению в двух различных рабочих режимах.
фиг.4 показывает вид в перспективе распределителя для управления потоком воздуха к блоку стерилизации;
фиг.5 показывает вид в перспективе распределителя с фиг.4 с удаленными для ясности частями;
фиг.6-10 показывают распределитель в различных положениях при различных рабочих условиях установки.
Лучший вариант осуществления изобретения
На фиг.1 показана установка 1 для упаковки жидких пищевых продуктов и для непрерывного производства стерильных упаковок жидкого пищевого продукта из листового упаковочного материала 2 (далее обозначается как просто «полотно 2»).
Установка 1 содержит блок 3 стерилизации для стерилизации полотна 2, к которому полотно 2 подается с барабана (не показан) по траектории Р1. Установка 1 также содержит узел 4, расположенный выше по потоку, чем блок 3 стерилизации, для нанесения закрывающихся приспособлений 5 открывания на лист 2, которое обычно образовано известным пунктом для инжекционного формования пластического материала и через который полотно 2 подается пошагово. На выходе из блока 4 полотно содержит последовательность равноотстоящих приспособлений 5 открывания (показанных схематически на фиг.1 только на части полотна 2), выступающих с одной поверхности полотна 2 - в показанном примере из нижней поверхности.
Блок 3 стерилизации содержит переходную камеру 6, в которую полотно 2 поступает в первую очередь, стерилизационную ванну 7, содержащую жидкое стерилизующее вещество, например 30% водный раствор перекиси водорода (H2O2), через которое подается полотно 2, и рабочую камеру 8, в которой полотно 2 сушится, как будет подробно описано далее.
Ванна 7 по существу образована U-образным трубопроводом, который, при применении заполнен стерилизующим веществом до заданного уровня и который, в свою очередь, образован двумя вертикальными, соответственно входным и выходным отделениями 9, 10, имеющими соответствующие верхние отверстия 11, 12, которые соответственно образуют входное отверстие для полотна 2 и выходное отверстие для полотна 2 ванны 7, связанные соответственно переходной камерой 6 и рабочей камерой 8. Два отделения соединены снизу нижним участком 13 ванны 7, в которой расположен горизонтальный передающий вал 14.
Таким образом, внутри ванны 7 полотно 2 перемещается по U-образному тракту Р2, длина которого выполнена достаточной для того, чтобы гарантировать удержание упаковочного материала в стерилизующем веществе достаточно долго.
Ванна 7 соединена с известным контуром 15 для контроля перекиси (подробно не описан) и при пользовании имеет регулируемую температуру, например, около 70°С.
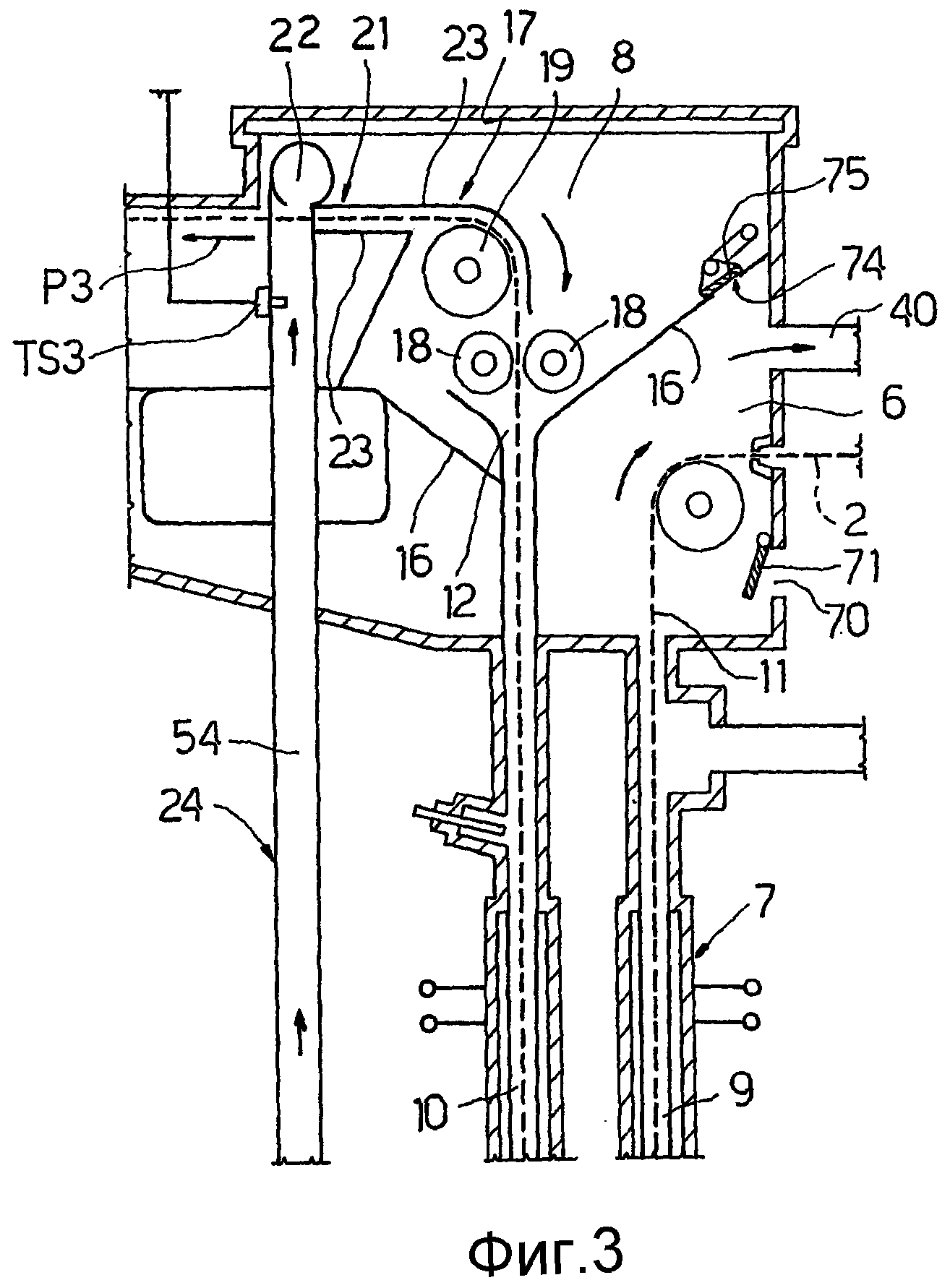
Рабочая камера 8 (фиг.2 и 3) расположена над переходной камерой 6, отделена от камеры 6 перегородкой 16 и вмещает средство 17 сушки, предназначенное для удаления излишков стерилизующего вещества с полотна 2.
Средство 17 сушки (фиг.2 и 3) содержит два параллельных горизонтальных промежуточных отжимающих валика 18, по меньшей мере, один из которых покрыт относительно мягким материалом, расположенных около входа в рабочую камеру 8, на противоположных сторонах полотна 2, которые взаимодействуют и оказывают давление на соответственно противоположные поверхности полотна 2 для отжимания капель стерилизующего вещества обратно в ванну 7.
Отжимающие валики 18 обычно содержат соответственно промежуточные части небольшого диаметра (не показаны), соответствующие продольным промежуточным частям полотна 2, как показано в Европейском патенте № 1050468 А, для обеспечения прохода приспособлений 5 открывания без зацепления с валиками.
Ниже отжимных валиков 18 полотно 2 отклоняется по горизонтальному тракту Р3 передающим валиком 19.
Средство 17 сушки также содержит известный так называемый «воздушный нож» 21 (показан схематически), который определен соплом 22 для направления воздушной струи на верхнюю поверхность полотна 2, при использовании образующем внутреннюю поверхность каждой упаковки, и при помощи двух пластин 23 для направления струи по существу параллельно, но в противоположном направлении перемещению полотна 2.
Сопло 22 является частью воздушного рабочего контура 24, описанного подробно далее.
Блок 3 стерилизации также содержит вертикальную стерильную камеру или башню 25, имеющую верхнюю часть 26, соединяющуюся с рабочей камерой 8 через отверстие 27 для прохода полотна 2, и удлиненную нижнюю часть 28, в которой полотно 2 сворачивается в продольном направлении в цилиндр и сваривается в продольном направлении для образования непрерывной трубы 29 упаковочного материала с вертикальной осью А. Таким образом, стерильная камера 25 и рабочая камера 8 вместе образуют стерильную среду 30.
Верхняя часть 26 содержит ряд передающих и направляющих валиков 31, 32, 33 для направления полотна 2 из горизонтального тракта Р3 в вертикальный тракт Р4, параллельно оси А трубы 29. В частности, валик 31 приводится в движение и располагается сразу же после отверстия 27 по потоку, валик 32 является промежуточным и образует натяжной элемент, валик 33 также является промежуточным, обеспечивает натяжение и отклонение полотна 2 в направлении вниз.
Труба 29, сформированная вниз по потоку от валика 33 известным, но не приведенным здесь способом, непрерывно наполняется продуктом при помощи наполнительного трубопровода 34 и подается вниз через нижнее отверстие 35 в стерильную камеру 25, таким образом, по существу образуя продолжение стерильной камеры.
Установка 1 содержит известный блок 36 формирования и поперечного сваривания (подробно не показан), в котором труба 29 упаковочного материала зажимается и сваривается в поперечном направлении зажимами 37 для формирования стерильных упаковок 38 в форме подушек, которые затем разрезаются и складываются известным способом с образованием отдельных упаковок.
Контур 24 воздушной обработки содержит всасывающий трубопровод 40, связанный переходной камерой 6, и известный блок 41 обработки (подробно не показан), имеющий входное отверстие, соединенное с трубопроводом 40, и выходной трубопровод 42. Как известно, блок 41 обработки обычно включает компрессор 43, очистительное средство 44 для удаления остатков стерилизующего вещества, нагревательное средство 45 для нагрева и стерилизации воздуха и инжекционное средство 46 для распыления стерилизующего вещества в выходной трубопровод 42.
Выходной трубопровод 42 соединен с входным отверстием трехканального клапана 47, имеющего выходное отверстие, соединенное с дренажным средством 48, и выходное отверстие, соединенное посредством трубопровода 49 с распределителем 50 для регулирования потока стерильного воздуха, поступающего в стерильную среду 30.
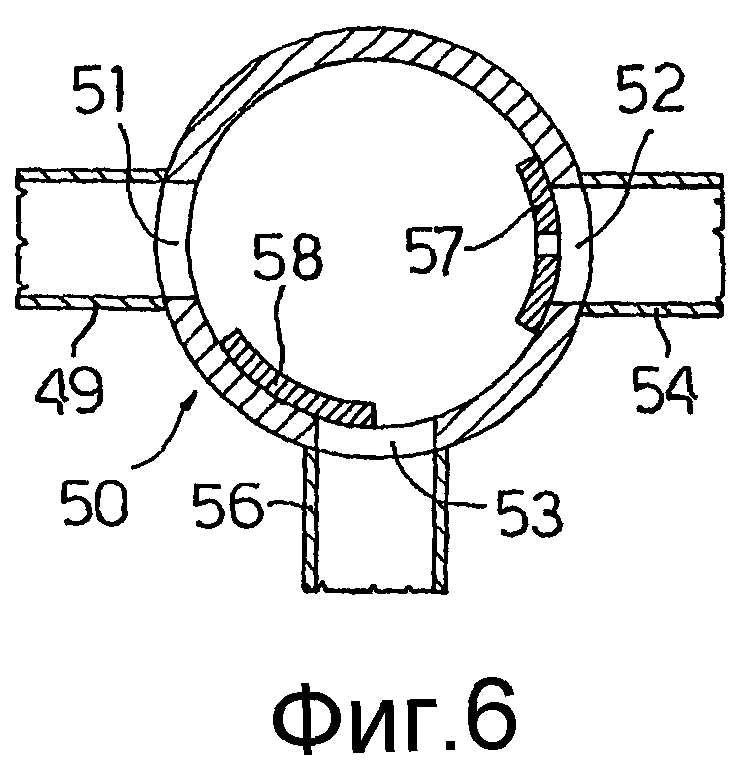
В частности, распределитель 50 имеет входное отверстие 51, соединенное с трубопроводом 49, и два выходных отверстия 52, 53, соединенных соответственно с соплом 22 и воздушным ножом 21 посредством трубопровода 54, или с одним или более входными отверстиями 55 для воздуха в нижней части стерильной камеры 25 посредством трубопровода 56. В предпочтительном варианте воплощения изобретения распределитель 50 имеет две заслонки 57, 58, которые могут работать независимо, как показано подробно на фиг.4 и 5.
Распределитель 50 (фиг.4) имеет по существу сферический кожух 60, в котором предусмотрена цилиндрическая внутренняя полость 61 оси В, выходные отверстия 52, 53 (на фиг.5 и 6 показано только одно) образованы соответственно диаметрально противоположными отверстиями, выполненными в кожухе 60 и имеющими общую ось С, перпендикулярную оси В, и входное отверстие 51 образовано дополнительным отверстием, выполненным в кожухе 60 и имеющим ось D, перпендикулярную осям В и С (фиг.5).
Заслонки 57, 58 включают соответствующие цилиндрические уплотнительные стенки 64 оси В, которые скользят по существу герметично относительно внутренней стенки полости 61 и имеют такую площадь, чтобы закрыть соответственно выходные отверстия 52, 53. Заслонки 57, 58 жестко соединены с соответствующими ведущими валами 62, 63 оси В, которые выступают по оси из противоположных сторон кожуха 60 и управляются соответствующими линейными сервоприводами 65, 66 посредством соответствующих трансмиссионных рычагов 67. Уплотнительная стенка 64 заслонки 57 имеет сквозное отверстие 68, обеспечивающее проход воздуха даже в закрытом положении, как будет подробно описано далее.
В соответствии с настоящим изобретением трубопровод 54 содержит электрический нагреватель 69 для регулирования температуры воздуха, подаваемого в сопло 22.
Переходная камера 6 (фиг.2 и 3) связана с внешней средой через отверстие 70, имеющее откидную крышку 71, которая обычно закрыта под действием силы тяжести, но которая открывается внутрь при низком давлении и таким образом остается открытой в процессе работы установки 1. Отверстие 70 образует в контуре 24 контрольную точку нулевого давления относительно внешней среды и обеспечивает восстановление любых потерь воздуха при утечке.
Рабочая камера 8 может сообщаться с переходной камерой 6 через насадку 74, регулируемую с помощью заслонки 75.
Заслонка 75, выполненная подвижной, например, вращается как единое целое со штифтом 76, управляемым силовым приводом 77, между открытым положением (фиг.2), в котором рабочая камера 8 сообщается непосредственно с камерой перехода 6, и закрытым положением (фиг.3), в котором две камеры изолированы. Открытое положение доступно для регулирования, например, при помощи ручной настройки механического ограничителя 78 движения заслонки 75, даже в процессе работы установки.
Давление в стерильной камере 25 определяется при помощи сенсора PS1 со считывающим дисплеем 79.
В случае, когда на полотне 2 монтируются приспособления 5 открывания, отверстие 27 между рабочей камерой 8 и стерильной камерой 25 должно располагаться достаточно высоко, на нижней стороне полотна 2, из которой выступают приспособления 5 открывания, для обеспечения прохождения приспособлений открывания. Для защиты отверстия 27, высота расположения которого определяется в соответствии с условиями, приведенными выше, от по существу выравнивания давлений в стерильной камере 25 и рабочей камере 8, отверстие 27 расположено не симметрично относительно плоскости полотна 2, а имеет минимальную высоту в направлении наверх и образовано в направлении вниз сегментом 80 изгиба 90 в направлении к валику 31 так, чтобы оказаться вплотную с валиком, и, таким образом, образовать барьер для воздушного потока, а следовательно, сильное падение давления.
Трубопровод 81 для стерилизации наполнительного трубопровода 34 является отделением, соединенным с трубопроводом 49, и наполнительный трубопровод 34 может быть соединен по выбору с трубопроводом 81 и с трубопроводом 83 подачи пищевого продукта посредством стерильного трехходового клапана 82, пригодного для применения в пищевом производстве, такого как паро-барьерного клапана.
Блок 84 программного управления установки 1 регулирует рабочие параметры блока 3 стерилизации на основе заданных опорных величин для каждого этапа работы установки, и, в частности, управляет клапанами 47 и 82 распределителем 50 нагревательным средством 45 и средством 46 инжекции блока 41 воздушной обработки, контуром 15 регулирования перекиси, нагревателем 69 и приводом 77.
Параметры процесса, которые могут по-разному меняться на различных этапах работы, определяются, например, по температуре воздуха, выходящего из блока 41, что определяется первым датчиком TS1; по температуре в верхней части 26 стерильной камеры 25, что определяется вторым датчиком TS2; по температуре воздуха в трубопроводе 54, выше по потоку сопла 22, что определяется третьим датчиком TS3.
Блок 3 стерилизации функционирует следующим образом.
При запуске установки 1 начинается этап горячей стерилизации, при котором компрессор 43 и нагревательное средство 45 рабочего блока приводятся в действие для супернагрева и стерилизации воздуха, проходящего по трубопроводу 40 и для предварительного нагрева стерильной камеры 25.
Для этой цели распределитель 50 устанавливается в положение, показанное на фиг.6, при котором выходное отверстие 52 по существу закрыто заслонкой 57, за исключением прохода через отверстие 68, а выходное отверстие 53 частично открыто так, чтобы по существу весь воздух из трубопровода 49 подавался в стерильную камеру 25.
Клапан 82 изолирует наполнительный трубопровод 34 от трубопровода 83 подачи пищевого продукта и соединяет его с трубопроводом 81.
На этапе горячей стерилизации клапан 47 управляется блоком 84 на основании значения температуры воздуха в верхней части стерильной камеры 25, которую определяет датчик TS2, для достижения температуры суперрегрева, например 280°С, в трубопроводе 42.
В частности, на кратковременном этапе запуска клапан 47 подает горячий воздух в трубопровод 49 до тех пор, пока температура в стерильной камере 25 не достигнет заданной температуры нагрева, например 40°С, при которой клапан 47 открывается для выпуска горячего воздуха наружу. Начиная с этого момента, клапан 47 периодически открывается, попеременно впуская и выпуская воздух для поддержания в стерильной камере 25 заданной температуры нагрева.
В тоже самое время температура в трубопроводе 42 постепенно растет до тех пор, пока не будет получен сигнал от датчика TS1, показывающий, что в трубопроводе 42 установилась заданная температура супернагрева (280°С), при этом блок 84 управления переключается на следующий этап химической стерилизации стерильной среды 30 и заполнения трубопровода 34.
Для этой цели активируется средство 46 инжекции, клапан 47 остается в положении для соединения трубопровода 46 с трубопроводом 42, клапан 82 остается в положении для соединения наполнительного трубопровода 34 с блоком 41 воздушной обработки и распределитель 50 остается в положении, показанном на фиг.6.
Таким образом, создается поток супернагретого воздуха и пара перекиси, который подается частично в наполнительный трубопровод 34 и частично в стерильную камеру 25 через распределителя 50 и входные отверстия 55. Небольшая часть потока подается через отверстие 68 в трубопровод 54 и им в сопло 22.
Поток проходит через отверстие 27 из стерильной камеры 25 в рабочую камеру 8, и, так как отверстие 74 закрыто заслонкой 75 (фиг.3) и ванна 7 пуста, поток проходит по всей длине ванны 7 до переходной камеры 6, где он проходит по трубопроводу 40 и рециркулирует обратно в блок 41 обработки. Неизбежные потери в контуре обработки вызывают небольшое падение давления в переходной камере 6, и, таким образом, компенсируются воздухом окружающей среды через отверстие 70.
Отверстие 27 имеет такие размеры, чтобы поддерживать давление в стерильной камере около 20-30 мм водяного столба, а давление в рабочей камере 8 - 10-20 мм водного столба, при падении давления около 10 мм водяного столба через отверстие 27.
Вышеуказанные величины давления, превышающего давление окружающей среды, достаточны для предотвращения попадание веществ из внешней среды, но достаточно низки, чтобы не позволить существенной утечке воздуха, насыщенного стерилизующим веществом, загрязнить рабочее места. Падение давления в отверстия 27 гарантирует непрерывный однонаправленный поток из стерильной камеры 25 в рабочую камеру 8.
По истечении заданного времени, в течение которого наполнительный трубопровод изолирован, этап химической стерилизации сменяется этапом сушки.
На этапе сушки наполнительный трубопровод 34 сначала супернагревается посредством переключения распределителя 50 в положение, как показано на фиг.7, т.е. при котором заслонка 58 частично закрывает входное отверстие 51. Это увеличивает супернагретый поток воздуха по наполнительному трубопроводу 34, где высокая температура, которая ускоряет диссоциацию перекиси, и динамический эффект синергетически комбинируются для полной стерилизации и удаления перекиси из наполнительного трубопровода 34.
После этапа супернагрева наполнительного трубопровода 34, который длится, например, 2 минуты, распределитель 50 возвращается в положение, показанное на фиг.8, а сушка стерильной камеры 25 продолжается, например, полные 15 минут, посредством подачи воздуха в стерильную камеру 25 в основном через входные отверстия 55.
На этапе сушки опорные параметры температуры изменяются для поддержания максимальной температуры, которая определяется датчиком TS1, например, менее 200°С, и температуры в стерильной камере примерно 95°С. Первое из вышеперечисленных условий гарантирует подачу воздуха через входные отверстия 55 в стерильную камеру 25 при значении безопасной температуры около 140-150°С.
Это завершает цикл установки, который сменяется последующим этапом производства.
В процессе производства (фиг.2) ванна 7 заполнена стерилизационным раствором, а полотно 2 подается через ванну, сушится в рабочей камере 8 и сваривается в продольном направлении, образуя трубу, в стерильной камере 25. В то же время клапан 82 переключается для подачи пищевого продукта по наполнительному трубопроводу 34.
При вышеописанных рабочих условиях заслонка 58 распределителя 50 располагается (фиг.9) для частичного закрытия выходного отверстия 53, соединенного с входными отверстиями 55, а выходное отверстие 52 полностью открыто так, чтобы осуществлялась подача существенной части, например 40% потока, к соплу 22, а остальной части, например 60%, в стерильную камеру 25. Так как стерилизующее вещество предотвращает циркуляцию воздуха через ванну 7, теперь заслонка 75 открыта для того, чтобы рабочая камера 8 сообщалась напрямую с всасывающим трубопроводом 40 контура 24 воздушной обработки 24.
Таким образом, изменяя распределения потока в стерильной камере 25 и рабочей камере 8 и правильно выбирая размеры отверстия 27 и сечение потока через отверстие 74 с заслонкой 75 в открытом положении, стерильная камера и рабочая камера 8 могут поддерживаться по существу при оптимальных уровнях давления, как показано выше, например, при 10-20 мм водного столба в рабочей камере и примерно 20-30 мм водного столба в стерильной камере, падение давления примерно 10 мм водного столба в отверстии 27.
В процессе производства температура воздуха на выходе блока 41 примерно 120°С, а нагреватель 69 регулируется на основании обратной связи с датчиком TS3, для подачи в сопло 22 воздуха с температурой примерно 180°С, таким образом обеспечивая точный температурный контроль воздушной струи, используемой для сушки полотна 2, и, следовательно, оптимальную сушку и стерилизацию полотна.
В этом случае датчик TS2 в стерильной камере обеспечивает контроль только минимума температуры и активирует аварийную систему в случае, когда температура в стерильной камере 25 падает ниже минимального порога безопасности, например 70°С. Аналогично давление в стерильной камере 25 в течение производственного процесса измеряется датчиком PS1, который вызывает аварийную остановку в случае, если давление в стерильной камере 25 падает ниже минимального порога безопасности.
Если давление в стерильной камере 25, оставаясь в допустимых пределах, начинает снижаться в процессе производства к минимальному безопасному значению, например по причине плохой герметизации, эта ситуация может быть исправлена во время производственного процесса путем ручной настройки ограничителя 78 для регулировки, и, в частности, уменьшения сечения потока через отверстие 74.
Во время непродолжительных производственных остановок для любого рядового сервисного обслуживания установки 1 полотно 2 останавливается, и ванна опустошается.
При этих условиях заслонка 58 распределителя 50 устанавливается в положение для поддержания выходного отверстия 53 частично открытым. Заслонка 57 в основном полностью закрывает выходное отверстие 52 (фиг.10), за исключением отверстия 68, с тем, чтобы поток почти в полном объеме подавался в стерильную камеру 25, а минимальная часть, примерно несколько процентов, например 3%, к воздушному ножу 21.
Как описано выше относительно предварительных этапов химической стерилизации и сушки, поток проходит через отверстие 27 из стерильной камеры 25 к рабочей камере 8, и, так как отверстие 74 закрыто заслонкой 75, а ванна пуста, проходит по всей длине ванны 7 до переходной камеры 6, куда она поступает по трубопроводу 40 и направляется назад в блок 41 обработки.
Новое распределение потока, теперь почти полностью поступающего в стерильную камеру 25, в сочетании с открытием отверстия 74 и выполнения соответствующих размеров отверстия 74 и отверстия 27 обеспечивает подержание оптимального значения давления в стерильной камере 25 и рабочей камере 8.
В силу его высокой температурной инерции стерильная камера 25 функционирует, на этом этапе, как охладитель для охлаждения воздуха, протекающего через нее и через отверстие 27 в рабочую камеру 8 и ванну 7. Такая «вентиляция» ванны охлаждает полотно 2 и уменьшает так называемое «краевое затекание» - пропитывание краев полотна 2 стерилизующим веществом - когда ванна 7 снова наполняется для запуска установки.
Краевое затекание, которое происходит на краях полотна 2, где выступает бумажный слой, может быть устранено почти полностью за счет снижения температуры ванны 7 и полотна 2 посредством вентиляции, как описано выше, и за счет заполнения стерилизующего вещества при соответствующей высокой температуре, когда запускается установка.
Безусловно, изменения могут быть сделаны в установке 1 и, в частности, в блоке 3 стерилизации, без выхода за рамки объема прилагаемой формулы изобретения.
В частности, распределитель 50 может быть заменен на распределитель другого типа или пару обычных дроссельных клапанов.
Реферат
Изобретение относится к устройству стерилизации материалов для упаковки жидких пищевых продуктов. Блок стерилизации для стерилизации полотна упаковочного материала на установке для упаковки жидких пищевых продуктов содержит ванну, содержащую стерилизующее вещество, в которое непрерывно подается полотно, стерильную среду, включающую рабочую камеру, соединенную с выходным отверстием ванны и содержащую средство сушки полотна, и стерильную камеру, соединенную с рабочей камерой через отверстие для подачи полотна, в которой полотно сворачивается и сваривается в продольном направлении для формирования трубы, непрерывно заполняемой упаковываемым продуктом. Средство сушки включает, по меньшей мере, одно сопло, направляющую струю стерильного воздуха на полотно, и контур воздушной обработки для регулирования условий обработки в стерильной среде. Контур включает средство всасывания для всасывания воздуха из рабочей камеры и средство воздушной обработки, включающее первое нагревательное средство и первое подающее средство для подачи стерильного воздуха в стерильную камеру, а также включает второе подающее средство для подачи стерильного воздуха из средства воздушной обработки в сопло, и второе нагревательное средство, связанное со вторым подающим средством и предназначенное для регулирования температуры воздуха, подаваемого к соплу. 12 з.п. ф-лы, 10 ил.

Формула
Документы, цитированные в отчёте о поиске
Устройство для стерилизации полотна упаковочного материала
Способ стерилизации поверхностей и устройство для стерилизации контейнеров
Комментарии