Способ и устройство для упаковки материала в упаковочный контейнер - RU2456219C2
Код документа: RU2456219C2
Чертежи


















Описание
Изобретение относится к способу и устройству для упаковки материала, особенно пищевого продукта, в упаковочный контейнер.
При упаковке пищевого продукта в упаковочный контейнер обычно желательно работать с как можно меньшим количеством микробов или же в подлинно стерильных условиях, так чтобы упакованный продукт мог храниться в течение определенного минимального срока хранения в отсутствие микробов, бактерий или других микроорганизмов, которые могли бы иметься внутри упаковки, что привело бы к порче продукта в результате их размножения.
На практике используют различные подходы для достижения этой цели. Например, пищевой продукт и (или) упаковочный контейнер могут перед их упаковкой быть подвергнуты воздействию инертного, стерильного и (или) бактерицидного защитного газа или бактерицидного излучения, хотя это сопряжено с определенными недостатками и во многих случаях требует большого количества сложных технических устройств, и при этом не гарантируется достижение стерильной или практически стерильной упаковки в каждом случае.
В основе изобретения лежит задача создания способа и устройства для упаковки материала в упаковочный контейнер, благодаря которым можно в максимально возможной степени обеспечить стерильность упаковки без использования сложных конструктивных и технологических решений.
В отношении технологии производственного процесса эта задача решается способом упаковки материала в упаковочный контейнер, содержащим стадии, на которых обеспечивают газообразную среду с перегретым паром внутри оболочки, вводят материал в газообразную среду, подают упаковочный контейнер в газообразную среду, заполняют упаковочный контейнер материалом, запечатывают упаковочный контейнер и выводят заполненный и запечатанный упаковочный контейнер из газообразной среды.
Предпочтительно, чтобы температура газообразной среды превышала 100°C, 120°C, 140°C, 160°C или 180°C, по меньшей мере в горизонтальном подслое. Газообразная среда может находиться при давлении окружающей среды или пониженном давлении. Газообразная среда является предпочтительно смесью первого компонента, состоящего из воздуха и (или) другого газа, и водяного пара в качестве второго компонента, причем содержание пара в горизонтальном подслое составляет по меньшей мере 50 массовых %, 60 массовых %, 70 массовых %, 80% массовых, 90 массовых %, 95 массовых %, 98 массовых %, или 99 массовых %, или состоит только из пара.
Может быть предусмотрено высушивание материала в течение некоторого времени перед упаковкой посредством выдерживания его в газообразной среде в течение заданного промежутка времени.
Материал может быть упакован в консервную банку, в банку с навинчивающейся крышкой, или в пленочный пакет, или герметично запаянные пакетики. В последнем случае может быть предусмотрено, что пакетик формируется, наполняется и запечатывается в газообразной среде, начиная со стадии пленочного полотна, посредством формирующего, наполняющего и запечатывающего устройства.
В отношении устройства задача изобретения решается посредством устройства для упаковки материала в упаковочный контейнер, содержащего оболочку для удержания газообразной среды с перегретым паром, причем оболочка имеет впускное отверстие и выпускное отверстие, средство для создания газообразной среды с перегретым паром внутри оболочки, первое средство перемещения для подачи материала через впускное отверстие внутрь оболочки и к упаковочному устройству, причем материал упаковывается в упаковочный контейнер упаковочным устройством, и второе средство перемещения для вывода материала от упаковочного устройства через выпускное отверстие и из оболочки.
В этом контексте предлагается, чтобы первое и второе средства перемещения были независимы друг от друга или представляли собой части одного и того же транспортного средства.
Впускное отверстие может находиться на одном уровне с выпускным отверстием.
Может быть предусмотрено, что впускное отверстие расположено на свободном конце впускной трубы или направляющего канала, который идет вниз от оболочки.
Соответственно, может быть предусмотрено, что выпускное отверстие расположено на свободном конце выпускной трубы или направляющего канала, который идет вниз от оболочки.
Предлагается, чтобы предпочтительно имелась линия отвода пара, соединяющаяся с оболочкой и выведенная через вентилятор к конденсационному устройству.
Может быть предпочтительно, чтобы первое средство перемещения поддерживало паропроницаемые лотки, в которые помещается материал, подлежащий упаковке.
Вдоль частичного участка первого средства перемещения может быть расположена труба, подвергающаяся избыточному или недостаточному давлению, которая сообщается с нижним участком оболочки.
В этом контексте между трубкой и частным участком первого средства перемещения может быть расположено средство направления потока или средство герметизации, чтобы обеспечить наличие потока через средство перемещения, особенно через лотки.
Упаковочное устройство может быть выполнено в виде формирующего, наполняющего и запечатывающего устройства для пакетиков и пленочных пакетов или в виде наполняющего и запечатывающегося устройства для консервов и банок.
Другие достоинства и признаки изобретения станут очевидны из нижеследующего описания различных рабочих вариантов выполнения, в котором приводятся ссылки на чертежи, на которых:
Фиг.1 - схематический вид в перспективе первого варианта выполнения устройства согласно изобретению,
Фиг.2 - вид сбоку устройства, изображенного на фиг.1,
Фиг.2а - вид сбоку варианта устройства, изображенного на фиг.1,
Фиг.3 - увеличенный фрагмент фиг.2,
Фиг.3a, b - фрагмент фиг.1-3,
Фиг.4 - вариант выполнения средства наклона лотков,
Фиг.5 - вид в перспективе устройства, изображенного на фиг.2,
Фиг.6 - вид сбоку устройства, изображенного на фиг.5,
Фиг.7 - фрагмент фиг.5,
Фиг.8 - схематический вид сверху пакетика в качестве примера упаковочного контейнера,
Фиг.9 - вид средства перемещения для пакетиков в направлении перемещения,
Фиг.10 - вид сверху секции средства перемещения с удерживаемыми на нем пакетиками,
Фиг.11 - вид сверху секции средства перемещения без пакетиков,
Фиг.12а и фиг.12b - вид сбоку консервной банки или банки с навинчивающейся крышкой в качестве других вариантов упаковочных контейнеров,
Фиг.13 - вид другого средства перемещения в направлении перемещения,
Фиг.14 - вид сверху секции средства перемещения, приведенного на фиг.13, с удерживаемыми на нем упаковочными контейнерами,
Фиг.15 - вид в перспективе первого варианта устройства, приведенного на фиг.1 и 2, содержащего экструдер,
Фиг.16 - вид сбоку устройства, изображенного на фиг.15,
Фиг.17 - вид сбоку второго варианта устройства, изображенного на фиг.1 и 2, содержащего станцию подачи с фиксатором,
Фиг.18 иллюстрирует вариант изобретения,
Фиг.19 - значения плотности перегретого пара, сухого воздуха и влажного воздуха при различных значениях относительной влажности.
На фиг.1-4 в первую очередь описывается первый вариант выполнения устройства согласно изобретению для упаковки материала, особенно пищевого продукта, обозначенного в целом позицией 1.
Устройство 1 состоит в первую очередь из оболочки 2 с нижней стенкой 4, правой боковой стенкой 6а, левой боковой стенкой 6b, задней стенкой 8, соответствующей передней стенкой (не показана) и верхней стенкой 10. В нижней стенке 4 имеется несколько отверстий для того, чтобы через них проходило средство перемещения, описание которого приводится ниже. Нижняя стенка 4 расположена по существу горизонтально и состоит, в приведенном варианте выполнения, из двух частей 4а, 4b нижней стенки, расположенных под небольшим углом друг к другу. Назначение такого взаимного расположения в том, чтобы конденсат стекал к соединительной или переходной области между двумя частями 4а, 4b нижней стенки, причем эта область образует низшую точку пространства внутри оболочки.
Передняя стенка (не показана) по существу параллельна задней стенке 8 и упирается в поперечные края верхней стенки, боковых стенок и нижней стенки таким образом, чтобы получилось герметичное соединение, так чтобы помимо отверстий в нижней стенке 4 оболочка окружала внутреннее пространство, закрывая его со всех сторон.
Средство 12 перемещения входит через впускное отверстие 14 в нижней стенке 4 и проходит вверх в направлении верхней стенки 10, пролегает горизонтально вдоль верхней стенки на некотором расстоянии по вертикали от нее и затем вновь идет вниз в направлении нижней стенки 4 и через выходное отверстие 16 из оболочки. Средство 12 перемещения несет на себе средства поддержки, подробно не показанные на фиг.1-3, такие как лента, кабель, цепь или пара цепей, множества чашечек или лотков 18. Каждый лоток 18 имеет нижнюю стенку 18а и корытообразную проходящую по периметру боковую стенку 18b и предназначен для приема определенного количества пищевого продукта, подлежащего упаковке. Нижняя стенка 18а и (или) боковая стенка 18b являются перфорированными или состоят из ребристой сетки или тому подобного, чтобы газообразная среда, находящаяся внутри оболочки 2, беспрепятственно проходила через них.
Вместо лотков в качестве транспортного средства может быть предусмотрена транспортерная лента, на которую помещается материал, подлежащий обработке, например, плоская транспортерная лента или лента, которая в сечении выглядит вогнутой как корыто, и, возможно, перфорированная.
Средства поддержки средства 12 перемещения могут направляться посредством отклоняющих шкивов, например с горизонтальной осью вращения, которые могут располагаться в область точек 20 отклонения недалеко от верхней стенки 10.
Каждый лоток 18 подходящим образом висит на средствах поддержки на горизонтальной оси 22 поворота, проходящей выше их центра тяжести, что позволяет им свободно качаться подобно маятнику, так чтобы они сохраняли вертикальную ориентацию, при которой нижние стенки всегда обращены вниз независимо от измерений в направлении средств поддержки.
В области горизонтального передаточного транспортера 26, движущегося в направлении, перпендикулярном направлению движения средства 12 перемещения, лотки 18 могут наклоняться вокруг оси 22 поворота, так чтобы их содержимое попадало при помощи направляющей пластины 28 на верхнюю часть передаточного транспортера 26. При этом лотки могут наклоняться на 120°C, 150°C или 180°C. После прохождения через область передаточного транспортера 26 лотки возвращаются назад в их первоначальное ровное положение. Для этой цели на лотках могут быть предусмотрены выступающие собачки, такие как штырьки или тому подобное, расположенные перепендикулярно направлению 13 перемещения, которые действуют совместно с неподвижными или подвижными элементами приведения в действие или управляют поверхностями для наклона лотков.
На фиг.4 приведен вариант средства 12 перемещения для приведения в действие наклонного перемещения лотков 18, который также образует основу варианта, приведенного на фиг.1 и 2. Средство 24 поддержки, в данном примере пара параллельно направленных цепей, направляется по изображенной траектории и соединяется с лотками 18 через одинаковые расстояния при помощи поворотных подвесов 24а. Каждый лоток имеет пару направляющих выступов 24b, которые направляются в направляющих рельсах 25. В области передаточного транспортера 26 направляющие рельсы изменяют расстояние от средства 24 поддержки, что приводит к наклону или поворотному перемещению лотков 18, как показано на фиг.4, так чтобы содержащийся в них материал перешел на передаточный транспортер 26. Лотки выводятся через выходное отверстие в разгрузочном положении (нижней стенкой вверх), которое повернуто на 180°C относительно подающего положения.
Разгрузочный конец 30 передаточного транспортера 26 расположен над одним концом системы накопительных ленточных транспортеров 34а, 34b, 34c, соответствующие концы которых расположены друг над другом уступами и которые предназначены для перемещения продуктов, помещенных на них передаточным транспортером 26, в противоположных направлениях 36 перемещения, так чтобы обеспечивать накапливание и хранение. Разгрузочный конец 38 низшего накопительного ленточного транспортера 34с расположен выше приемного бункера 40 упаковочного устройства 50, приведенного в качестве примера. В приведенном варианте выполнения упаковочное устройство 50 имеет необходимые средства для упаковки пищевых продуктов в банки с навинчивающими крышками.
Для упаковки пищевых продуктов в банки с навинчивающейся крышкой предусмотрено еще одно средство 60 перемещения, которое проходит через входное отверстие 62 в нижней стенке 4 вверх в направлении верхней стенки 8 и отклоняется обратно вниз в точке 64 отклонения в области верхней стенки 8, после чего оно отклоняется в горизонтальное направление на уровне, расположенном между верхней стенкой и нижней стенкой в точке 66 отклонения. Упаковочное устройство 50 расположено в области горизонтального участка средства 60 перемещения, прилегающего к точке 66 отклонения (и находящегося после горизонтального отклонения 67). После прохождения упаковочного устройства 50 средство 60 перемещения проходит еще одну точку 68 отклонения и выходит из оболочки через выпускное отверстие 70 в нижней стенке 4.
Средство 60 перемещения имеет средство 72 поддержки, которое может быть выполнено в виде одного полосоподобного гибкого элемента, поглощающего силы растяжения, такого как ремень, веревка или цепь, или в форме двух таких элементов, которые расположены параллельно друг другу и находятся на некотором расстоянии друг от друга. На средстве 72 поддержки с равными промежутками расположены средства удержания для приема упаковочного контейнера, в данном случае банки с навинчивающейся крышкой.
Хотя на фиг.3 показано увеличенное изображение участка средства 60 перемещения на виде сбоку, более подробно средство 72 поддержки приведено на фиг.13 и 14. В этом варианте выполнения оно имеет две параллельные ветки цепи 74, к каждой из которых прикреплены гибкие средства 76 удержания. Предусмотрены два средства 76 удержания с волнистыми контурами, симметричными относительно продольной центральной плоскости средства 72 перемещения и состоят из материала с высоким коэффициентом трения относительно удерживаемых упаковочных контейнеров, так чтобы последние надежно удерживались, когда ветви цепи 74 направляются на постоянном расстоянии от друг друга. На фиг.14 показан вид сверху фрагмента средства поддержки с тремя удерживаемыми на нем упаковочными контейнерами, тогда как на фиг.13 показан вид в разрезе в направлении перемещения или транспортировки. На фиг.12а и 12b представлен схематический вид сбоку консервной банки 78 и банки 79 с навинчивающейся крышкой такого типа, который может перемещаться средством перемещения, приведенным на фиг.13 и 14. Хотя ветки цепи показаны в виде ветвей цепи 74, которые представляют собой цепи или роликовые цепи с зубцами под цепи, которые проходят в той же плоскости, что и ветки цепи 74, само собой разумеется, что ветки цепи, при необходимости, могут изгибаться в двух направлениях, перпендикулярных друг другу.
Альтернативная возможность подачи пищевого продукта, подлежащего упаковке внутри оболочки, приведена на фиг.15 и 16. В этом случае в качестве первого средства перемещения для перемещения пищевого продукта внутрь оболочки предусмотрен экструдер 80, который в этом случае сконструирован в виде так называемого бойлера-экструдера, то есть внутри которого и (или) на выпускном отверстии которого, где продукт поступает внутрь оболочки, температура поддерживается на уровне или превышает уровень 100°C, так чтобы экструдированный продукт уже обладал значительно сокращенным количеством бактерий. Экструдер 80 входит внутрь оболочки 2 вблизи верхней стенки 8 и осуществляет подачу на промежуточный транспортер 82, который при помощи направляющей пластины 28 передает экструдированный материал на накопительные ленточные транспортеры 34a, b, c, которые были описаны выше, откуда, как описано ранее, материал попадает к упаковочному устройству 50.
Этот вариант выполнения обладает тем преимуществом, что он позволяет работать без нарушения стерильности или при пониженном содержании бактерий, поскольку продукт после экструзии больше не вступает в контакт с окружающим воздухом, как должно быть ясно из нижеследующего описания газообразной среды.
В приведенном варианте выполнения упаковочное устройство 50 имеет три станции, а именно приемную станцию, образованную приемным бункером 40, затем станцию дополнения, образованную в данном случае линией 52 дополнения, которая направлена за пределы оболочки и при помощи которой одна или несколько добавок, например ароматических веществ или пробиотических добавок, могут быть добавлены к продукту, поступившему в соответствующий упаковочный контейнер на приемной станции, а также запечатывающую станцию с запечатывающим устройством 54, при помощи которого запечатывается соответствующий упаковочный контейнер, в данном примере посредством навинчивающейся крышки в каждом случае.
Навинчивающаяся крышка или крышка, помещаемая на открытую консервную банку и плотно закатываемая, может иметь прозрачный участок в виде окна, так чтобы можно было видеть снаружи поверхность продукта внутри упаковочного контейнера. Прозрачный участок может занимать большую часть крышки за исключением краевого участка из металла или пластика, который необходим для навинчивания или закатывания.
В качестве еще одного варианта вместо навинчивающейся крышки может быть предусмотрена герметизирующая крышка в случае банки или консервной банки, которая удерживается на месте не при помощи принудительной фиксации (резьбы или закатки), а исключительно атмосферным давлением, избыточным по сравнению с частичным вакуумом внутри готового упаковочного контейнера. С этой целью внешний периметр крышки может быть снабжен упругим герметизирующим материалом, который, после того как сверху помещена крышка, совместно с верхним краем упаковочного контейнера обеспечивает герметизацию и запечатывает крышку под действием атмосферного давления.
Как уже предлагалось на фиг.1-3, банки 79 с навинчивающейся крышкой поступают внутрь оболочки в положении, при котором они открыты снизу, то есть когда их днища, показанные более жирными линиями, обращены вверх. В результате атмосферный воздух, содержавшийся в банках, получает возможность выйти, поскольку паровая среда легче, то есть имеет более низкую удельную плотность, так что банки с навинчивающейся крышкой наполняются паром желательным образом. Чтобы можно было продолжить этот процесс до точки 66 отклонения и чтобы открытые банки были обращены открытыми концами вверх в области упаковочного устройства 50, где они наполняются, банки поворачиваются на 180° в области точки 64 отклонения. На фиг.3a и 3b это схематично показано. Перед, или после, или даже в области точки 64 отклонения имеется скрутка 56, показанная для примера четырьмя проволочными направляющими 58, которые согнуты винтообразным образом и каждая из которых делает оборот на 180°. Пустой упаковочный контейнер, поданный на один конец скрутки, днище которого схематически показано жирной линией и которое находится внизу, свободно направляется проволочными направляющими 57, когда он проходит через скрутку, и поворачивается при этом на 180°, так что на другом конце скрутки он оказывается в положении, приведенном на чертежах (см. также фиг.2а и 17).
Передача упаковочных контейнеров от параллельных ветвей цепи 74 (фиг.13, 14), например, к скрутке и наоборот может быть реализована таким образом, что при входе на скрутку ветки 74 цепи разводятся, а затем вновь сводятся в конце скрутки, чтобы можно было высвободить упаковочные контейнеры, а затем вновь их принять. В альтернативном варианте после входа на скрутку ветки цепи 74 могут уходить вниз, а затем вновь подниматься в области конца скрутки, чтобы высвободить упаковочные контейнеры, а затем вновь их принять.
Хотя в приведенных примерах используются два средства перемещения, которые имеют отдельные конструкции и действуют независимо друг от друга, а именно средство 12 перемещения и еще одно средство 60 перемещения, возможен вариант их замены средством перемещения, которое проходит мимо упаковочного устройства. Необходимые упаковочные контейнеры можно тогда брать из хранилища, находящегося внутри оболочки, которое требуется заполнять через определенные промежутки времени либо подавать снаружи при помощи средства подачи.
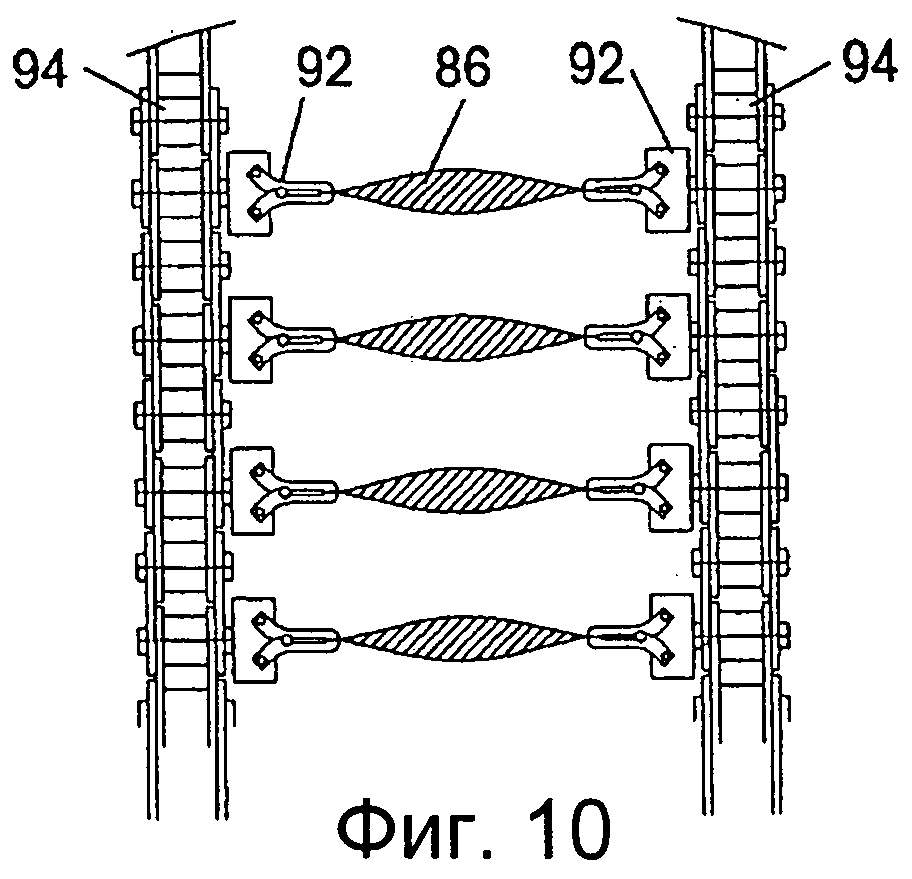
В качестве альтернативного варианта упаковки в консервные банки и банки с навинчивающейся крышкой может быть сконструировано еще одно средство 60 перемещения, приведенное на фиг.5-11, предназначенное для перемещения пакетиков 86, которые состоят, как известно, из двух прямоугольных кусков пленки 88, которые запечатаны вместе по двум или трем сторонам, так чтобы край 90 для заполнения пакетика оставался открытым. Пакетики 86 удерживаются с обеих сторон парой зажимов 92, которые в свою очередь прикреплены к цепям 94 для зажимов. После заполнения пищевым продуктом пакетики запечатываются запечатывающим устройством, расположенным внутри оболочки 2 вдоль края 90 для заполнения посредством термопластической сварки двух кусков пленки с использованием нагретого запечатывающего стержня или ультразвуком.
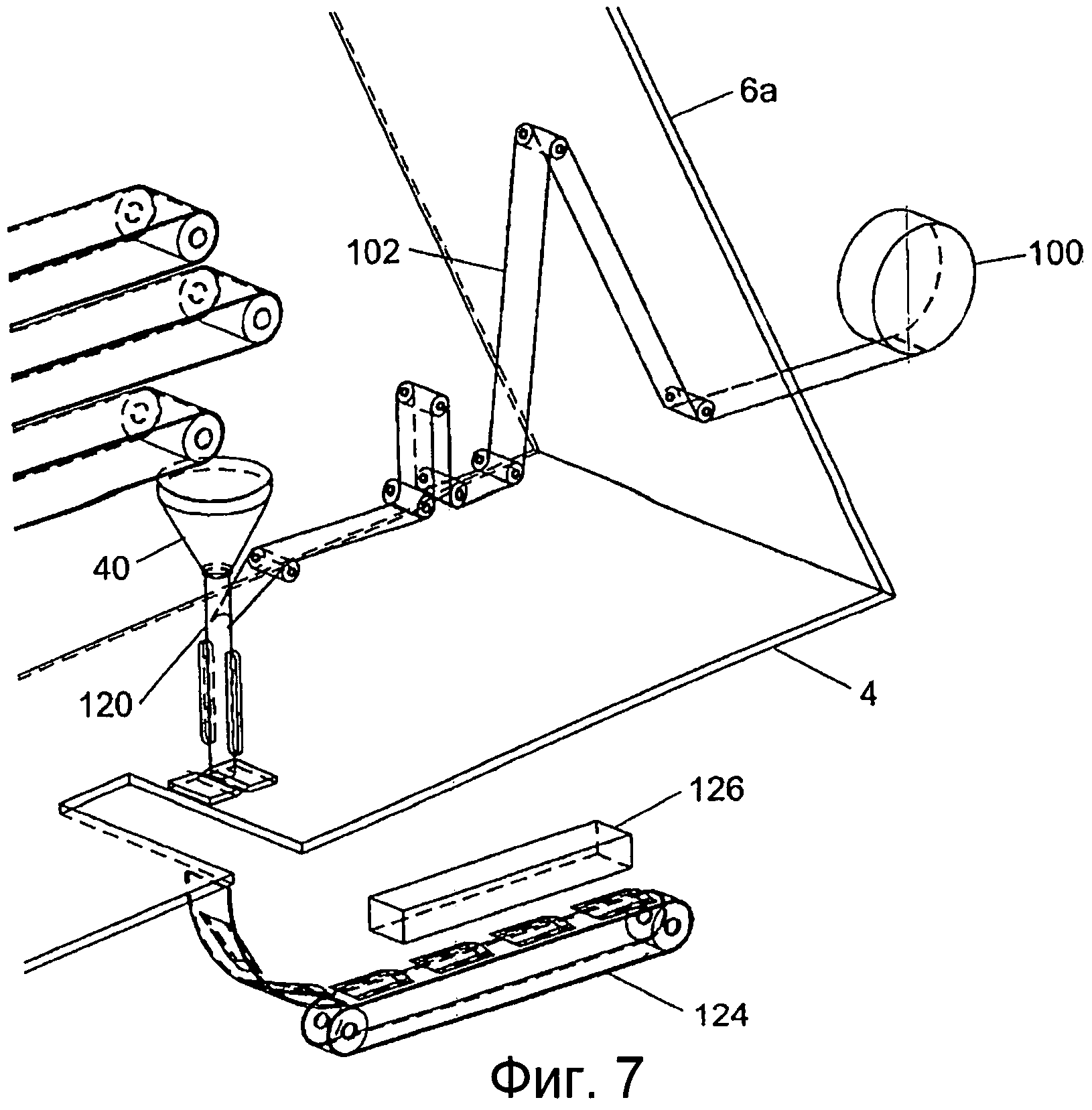
Как показано на фиг.5-7, пакетики, служащие в качестве упаковочных контейнеров, могут быть изготовлены, заполнены и запечатаны непосредственно внутри оболочки 2 при помощи формирующего, наполняющего или запечатывающего устройства, которое само по себе известно. Для пояснения этого подхода, который сам по себе известен, на фиг.7 показан прежде всего, в подробном увеличенном виде, рулон пленки 100, расположенный за пределами оболочки 2, от которого тянется пленочный материал 102, типа полотна. Пленочный материал 102 направляется при помощи отклоняющих роликов 104, 106 и 108 к верхней стенке 8 оболочки 2, а затем проходит через два неподвижно закрепленных отклоняющих ролика 110, 112 и компенсирующий ролик 114, расположенный между ними, который подвижен в вертикальном направлении и который обеспечивает плавность перемещения пленочного материала 102.
После прохождения еще через один отклоняющий ролик 116 пленочный материал 102 упирается в цилиндрическую наружную поверхность загрузочной трубы 120, верхний конец которой снабжен приемным бункером 40. Подробно не показанные средства сварки пленочного материала в машинном направлении и в направлении, перпендикулярном машинному, служат для изготовления отдельных пленочных пакетиков, которые после заполнения и запечатывания проходят через выпускное отверстие 70 на средство 124 выводящего транспортера, на пути которого можно ускорить охлаждение наполненных пакетиков при помощи охлаждающего устройства 126.
Для получения требуемой газообразной среды с перегретым паром внутри оболочки 2, такой как описана в патенте США 5711086, имеется нагревательное устройство 130 (Figs.1, 2, 5, 6, 15, 16), которое может иметь вид электрического нагревательного элемента или теплообменника и расположено внутри канала 132, при помощи которого он соединяется с оболочкой 2. Канал проходит, с одной стороны, через отверстие 133 в верхней стенке 8 и, с другой стороны, через отверстие 134 в задней стенке 10. Для создания потока через теплообменник 130 в канале 132 расположен вентилятор 136, при помощи которого может быть создан поток в направлении потока 138. Хотя отверстие 134 изображено на относительно низком уровне внутри оболочки 2, то есть вблизи нижней стенки 4, его можно расположить выше, например в области верхней стенки 8 непосредственно под средством 12 перемещения, и, возможно, если смотреть в направлении перемещения 13, со смещением на некоторое расстояние относительно отверстия 133 в верхней стенке 8, через которое проходит канал 132, чтобы не допустить эффекта короткого замыкания. Оболочка 2 может быть снабжена впускными и выпускными каналами, через которые проходит средство перемещения, и вентиляционную трубу, как поясняется на фиг.2а.
Для ускорения или интенсификации образования требуемой газообразной среды может применяться линия подачи пара для подачи перегретого пара непосредственно внутрь оболочки 2. В альтернативном варианте может быть предусмотрено, что паровая или водяная линия подачи, такая как распылитель воды, входит в канал 132 перед нагревательным устройством 130, так чтобы нагрев пара или испарение воды подавало в область отверстия 134 среду перегретого пара.
Ниже отверстия 132 к верхней стенке прикреплены отражательные пластины 140, обращенные друг к другу, в качестве направляющих потока или средства герметизации, которые обеспечивают, что паровая среда, вышедшая из оболочки 2 через отверстие 133, сначала потечет в максимально возможной степени через перфорированные лоток или лотки 18, которые расположены непосредственно ниже отверстия 133. Это обеспечивает то, что продукт, расположенный в лотках, вступает в тесный контакт с перегретым паром. В варианте выполнения, приведенном на фиг.15, 16, предусмотрены две горизонтальные отражательные пластины 140, при этом промежуточный транспортер 82 может иметь перфорированную перемещающую ленту, чтобы обеспечить прохождение пара в максимально возможной степени.
Еще две отражательные пластины 142, 144 (фиг.1, 2, 5, 6) расположены по существу параллельно левой стенке 6b и перекрывают друг на друга с небольшим промежутком между ними. Назначение этих отражательных пластин состоит в том, чтобы в максимально возможной степени не допустить поступления избыточного количества атмосферного воздуха внутрь оболочки 2 от движущегося средства 12 перемещения. Зазор между отражательными пластинами вблизи нижней стенки 4 позволяет выходить воздуху или богатой воздухом паровой среде относительно высокой плотности.
Еще одна направляющая пластина 146 служит для удаления атмосферного воздуха или пара с большой долей атмосферного воздуха через отверстие 62, поскольку в любом случае некоторое количество воздуха поступает внутрь оболочки вместе с контейнерами 79.
Вместо этого или в дополнение к этому может быть предусмотрено устройство направления потока, образованное посредством сужения, чтобы создать локальное увеличение скорости потока и тем самым улучшить контакт с продуктом.
Поскольку неуправляемый выход паровой среды изнутри оболочки 2 нежелателен, предусмотрен пароотводящий трубопровод 150, который проходит через отводящее отверстие 151 в задней стенке 8 непосредственно над нижней стенкой 4 и ведет к конденсатору 152, откуда сконденсировавшаяся вода направляется в контейнер 154. Отвод осуществляется управляемым вентилятором 160, управление которым осуществляется по информации о температуре и влажности или паросодержании. С этой целью внутри оболочки расположены датчики температуры и паросодержания, предпочтительно один температурный датчик и один датчик влажности или паросодержания вблизи верхней стенки 10 и вблизи нижней стенки 4 или вблизи отводящего отверстия 151. Отводящее отверстие 151 может быть предусмотрено в нижней стенке 4 или на любой высоте над ней. Чем ниже оно расположено, тем меньше температура отводимого пара.
На фиг.2а приведен вариант устройства, изображенного на фиг.1 и 2, в котором прежде всего насыщенный пар и тем самым избыточная влажность могут отводиться изнутри оболочки через вентиляционную трубку 153 в качестве альтернативного или дополняющего варианта отведения через отводящее отверстие 151. Вентиляционная трубка 153 сообщается с трехходовым клапаном 155, который далее сообщается через канал 156 с пароотводящим трубопроводом 150 и еще одним каналом 157, имеющим отверстие 158 в нижней стенке 4. Вентиляционная трубка 153 имеет вентиляционное отверстие 159, ведущее в окружающую среду.
Трехходовой клапан 155 может быть помещен в первое положение, в котором сообщаются каналы 156 и 157, а канал 153 закрыт, так что отведение происходит через отверстия 151 и 158. При желании на канале 156 может быть предусмотрен запорный клапан, чтобы можно было гарантировать, что в первом положении трехходового клапана отведение происходит исключительно через отверстие 151.
Трехходовой клапан 155 может быть помещен во второе положение, в котором вентиляционная трубка 153 сообщается с каналом 157, а канал 156 закрыт и вентилятор 160 выключен, так чтобы паровая среда внутри оболочки сообщалась с атмосферой через отверстие 158 и каналы 157 и 153.
В отличие от устройства, приведенного на фиг.1 и 2, устройство на фиг.2а имеет множество направляющих каналов 42, 43, 44 и 45, которые расширяют оболочку вниз в области отверстий в нижней стенке, а именно впускного отверстия 14, выходного отверстия 16, входного отверстия 62 и выпускного отверстия 70, и заканчиваются открытым концом по существу на одной высоте. Направляющие каналы окружают средство 12 и 60 перемещения на впускном и выпускном концах и вместе с вентиляционной трубкой 153, которая оканчивается на более высоком уровне, вызывают выпуск избыточного пара изнутри оболочки 2 через вентиляционную трубку 153 во втором положении трехходового клапана 155. Пар, находящийся внутри оболочки, стремится течь вниз через направляющие каналы, но при этом он сталкивается с относительно холодным окружающим воздухом, так что во всех направляющих каналах на высоте вентиляционного отверстия 159 образуется по существу горизонтальный граничный слой. Высота h0, на которую вентиляционное отверстие 159 находится выше высоты свободного конца направляющих каналов, может, например, составлять 10%, 20%, 30% или 50% высоты Н оболочки, где Н - расстояние по вертикали между самой высокой и самой низкой точкой внутри оболочки. Кроме того, высота h0 составляет предпочтительно между 30% и 70%, например, 50% от протяженности по вертикали hb направляющих каналов, если измерять от нижней стенки 4 или самой низкой точки оболочки.
Во всех вариантах выполнения высота hs отводящего отверстия 151 над нижней стенкой 4 оболочки или самой низкой точкой оболочки 4 может быть практически нулевой или может составлять приблизительно 5%, 10%, 15%, 20% или 30% высоты Н. Высота ht, на которой фактический процесс осушения преимущественно происходит и на которой или выше которой предпочтительно расположен горизонтальный подслой, на котором газообразная среда имеет требуемую температуру и демонстрирует низкое содержание кислорода, может составлять приблизительно 50%, 60%, 70%, 80%, 90% или 95% высоты Н оболочки, измеряемой в каждом случае от нижней стенки оболочки 4 или от самой низкой точки оболочки.
На фиг.17 приведен вид сбоку второго варианта устройства согласно фиг.1 и 2, в котором обрабатываемый продукт, подобно первому варианту, не перемещается внутрь оболочки при помощи первого средства 12 перемещения, а скорее доставляется при помощи средства 170 доставки, которое соединено с оболочкой, и затвора, в данном случае ячеистого колесного затвора 172, непосредственно в верхней части оболочки 2 и, таким образом, в области наиболее горячего перегретого пара, на первое средство 12 перемещения, в данном случае в отдельные лотки 18 первого средства перемещения, остальной процесс осуществляется как на фиг.1 и 2.
Средство 170 доставки имеет напорный резервуар 176, который может наполняться затвором 174 и в который можно допускать пар для целей стерилизации. Время стерилизации зависит от температуры пара и требуемого значения F0, то есть требуемого качества стерилизации. После достижения требуемого значения F0 напорный резервуар сбрасывает давление через клапан и продукт подается через затвор 172 непосредственно внутрь оболочки 2.
Средство 170 доставки особенно подходит для доставки экземпляров продукта, изготовленного машиной, который может содержать, например, мясо, искусственное мясо, злаки и т.д. Благодаря производственному процессу без применения экструзии можно сохранять структуру свернувшегося белка в экземплярах продукта.
Температура, равная, например, от 120°C до 180°C, преобладающая внутри оболочки 2, по меньшей мере в горизонтальном подслое, занимающем часть высоты Н, препятствует новому загрязнению микроорганизмами до запечатывания упаковочных контейнеров.
Пар в напорном резервуаре 176, требуемый для стерилизации, можно удалить изнутри оболочки 2 и поднять на более высокий уровень энергии при помощи компрессора.
На фиг.17 также приведен блок 180 отведения для летучих веществ, таких как ароматические вещества, содержащиеся в конденсате, который накапливается в конденсаторе 152 и собирается в контейнере 154.
Поскольку было бы очень трудно отвести летучие вещества, содержащиеся в отводимом паре, через отводящее отверстие 151 непосредственно из парообразной фазы, это делается известным из уровня техники способом при помощи колонны с вращающейся платформой или колонны с вращающимся конусом, также называемой SSC, которое является наиболее важным элементом блока 180 отведения.
Конденсат, содержащий вещества, подлежащие отведению, подается в блок 180 по каналу 182 доставки, который содержит несколько вращающихся пластин 186 конической формы, установленных на вращающемся вале 184. Между каждыми двумя вращающимися пластинами имеется неподвижная пластина 188 также конической формы, которая соединена в каждом случае с наружной, закрытой оболочкой 190 устройства.
Помимо обрабатываемого продукта в блок отведения подаются пар и (или) инертный газ 192 в направлении, противоположном направлению подачи продукта. Выходящий пар с летучими веществами, который не был осажден или отведен, показан позицией 194.
Отведенные вещества могут быть удалены в нижней части устройства на выпускном отверстии 196 для продукта.
Летучие отведенные вещества, такие как ароматические вещества, могут быть либо добавлены к упаковываемому продукту, как показано позицией 199, например, в виде соуса, либо им может быть найдено какое-либо иное применение. Такого рода отведение может использоваться предпочтительно с любым вариантом выполнения изобретения.
На фиг.18 приведена модификация изобретения, которое можно применять во всех описанных выше вариантах выполнения и в котором - в отличие от вариантов выполнения, приведенных на фиг.1-3, - цель состоит в том, чтобы иметь не четкую горизонтальную последовательность слоев с паровой средой, которая, если перемещаться снизу вверх, становится теплее, с уменьшающимся содержанием воздуха и кислорода и с растущим содержанием перегретого пара, а паровую среду, которая по возможности перемешана в максимальной степени и сделана однородной всюду внутри оболочки. Это обеспечивается тем, что объем внутри оболочки равномерно перемешивается при помощи по меньшей мере одного циркуляционного вентилятора 210 (на фиг.18 показаны два), так чтобы в вертикальном направлении невозможно было обнаружить практически никаких слоев или неравномерного перемешивания.
Кроме того, контакт между материалом, подлежащим высушиванию, и паровой средой улучшается при наличии системы принудительной вентиляции, состоящей из центробежного сепаратора 212, вентилятора 214, теплообменника 216, вентиляторов 218a, b, c и соединенных с ними паронаправляющих коробок 220a, b, c. В зависимости от того, что является наиболее подходящим, центробежный сепаратор 212, вентилятор 214, теплообменник 216 и вентиляторы 218a, b, c могут быть расположены внутри или снаружи оболочки 2. В зависимости от состояний потока можно обойтись либо без вентилятора 214, либо вентиляторов 218a, b. Вентилятор 214 засасывает паровую среду вверх через центробежный сепаратор 212, в котором высушиваются и осаждаются частицы, содержащиеся в материале. В свою очередь центробежный сепаратор засасывает паровую среду в любой подходящей точке или области внутри оболочки. После вентилятора 214 паровая среда, факультативно обогащенная паром посредством парогенератора 215, протекает через теплообменник 216. В теплообменнике 216 в зависимости от потребностей может подводиться или отводиться тепло, после чего паровая среда поступает в паронаправляющие коробки 220a, b, c через вентиляторы 218a, b, c. Паронаправляющие коробки направляют паровую среду через предпочтительно перфорированную транспортерную ленту средства 30 транспортировки, так чтобы находящийся на ней материал вступил в тесный контакт с паровой средой.
Поскольку различные способы подачи материала, подлежащего высушиванию, внутрь оболочки описаны на фиг.1-3, 15 и 17 (средство перемещения с лотками, экструдером и станциями подачи с затвором), подача материала, подлежащего высушиванию и упаковке, на фиг.18 просто обозначена. В вариантах, описанных на фиг.15 и 17, паронаправляющие коробки 220 могли применяться в виде, приведенном на фиг.18, тогда как в варианте выполнения на фиг.1 возможна адаптация к средству перемещения с лотками, например в виде направляющей потока или средств 140 запечатывания (направляющих пластин), или их можно применять в отношении перемещающего транспортера 26 или накопительных транспортерных лент 34.
Следует отметить, что приведенное выше описание не предназначено для ограничения объема изобретения, который определяется прилагаемой формулой изобретения и всеми ее эквивалентами.
Перечень позиций
Реферат
Способ состоит в использовании оболочки, содержащей газообразную среду с перегретым паром, в которую подают материал и упаковочный контейнер. Контейнер заполняют материалом и запечатывают его в газообразной среде, затем выводят контейнер из газообразной среды. Устройство для осуществления способа содержит оболочку для приема газообразной среды с перегретым паром, имеющую впускное и выпускное отверстия, средство для создания газообразной среды и упаковочное устройство для упаковки материала в упаковочный контейнер. Устройство также содержит первое средство перемещения для перемещения материала через впускное отверстие внутрь оболочки и к упаковочному устройству и второе средство перемещения для выведения заполненного контейнера из упаковочного устройства через выпускное отверстие. Группа изобретений обеспечивает повышение степени стерильности упаковки и упрощение способа и устройства. 2 н. и 26 з.п. ф-лы, 23 ил.
Формула
обеспечивают газообразную среду с перегретым паром внутри оболочки (2),
подают материал в газообразную среду, подают упаковочный контейнер (78, 79, 86) в газообразную среду, заполняют упаковочный контейнер (78, 79, 86) материалом, запечатывают упаковочный контейнер (78, 79, 86) в газообразной среде и выводят заполненный упаковочный контейнер (78, 79, 86) из газообразной среды.
оболочку (2) для приема газообразной среды с перегретым паром, причем оболочка (2) имеет впускное отверстие (14) и выпускное отверстие (70),
средство для создания газообразной среды с перегретым паром внутри оболочки (2),
упаковочное устройство (50) для упаковки материала в упаковочный контейнер (78, 79, 86),
первое средство (12; 80) перемещения для перемещения материала через впускное отверстие (14) внутрь оболочки (2) и к упаковочному устройству (50),
второе средство (60) перемещения для выведения заполненного упаковочного контейнера (78, 79, 86) из упаковочного устройства (50) через выпускное отверстие (70) и изнутри оболочки (2).
Комментарии