Изобретение относится к упаков.очному оборудованию и может быть использовано
в различных отраслях промышленности .
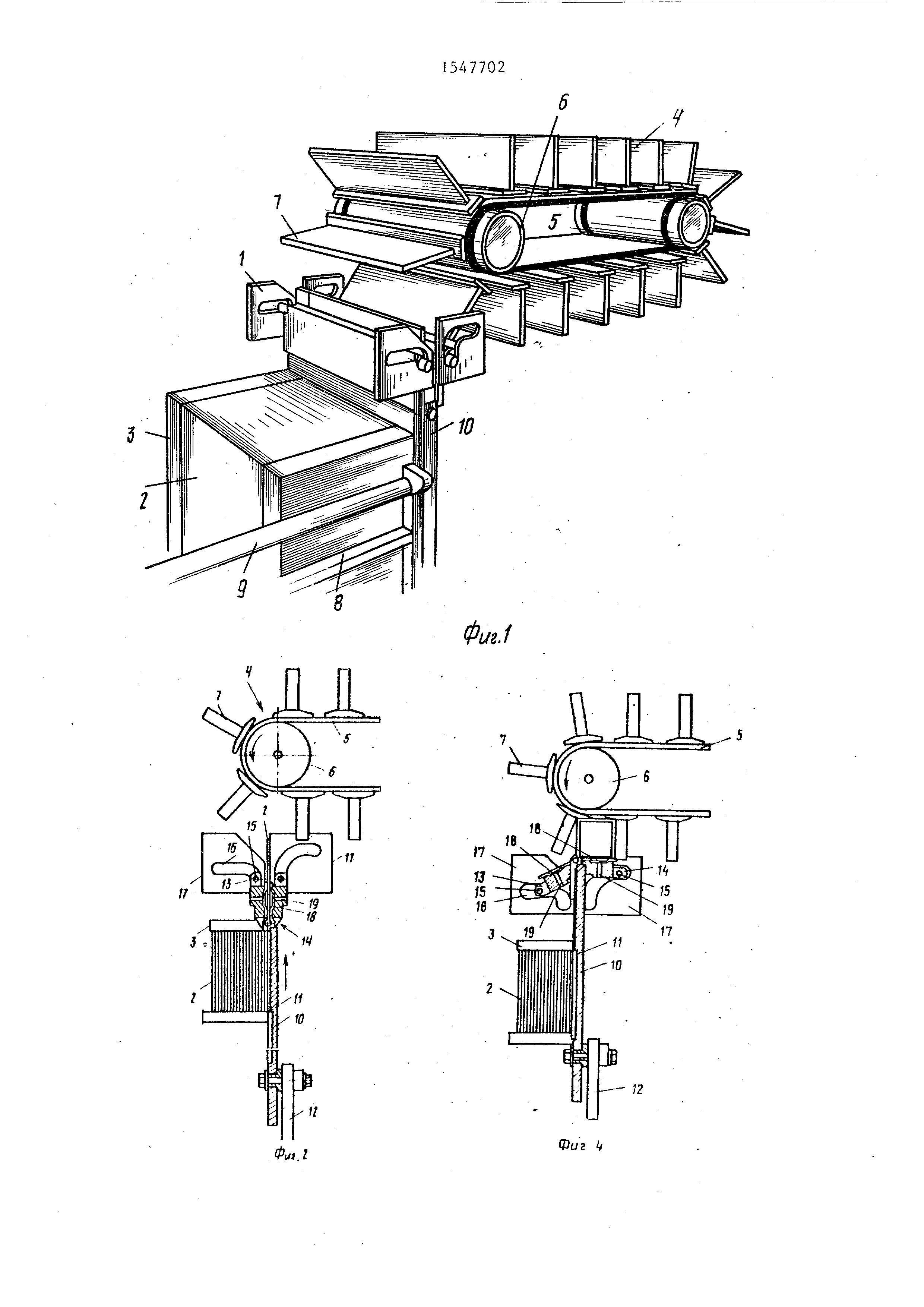
. Цель изобретения - повышение производительности . . На фиг. 1 схематично изображено
предлагаемое устройство, общий вид; на фиг. 2-5 - принцип работы устройства;
на фиг. 6 - образец обычной заготовки упаковочного пакета в расплющенном состоянии, готовой для ее
подъема с помощью предлагаемого устройства .
Устройство 1 для подачи и раскрывания заготовок 2 пакетов содержит
магазин 3 и транспортер 4 для последующей подачи приподнятых заготовок
2 в упаковочную машину (не показана), в которой из приподнятых заготовок
2 пакетов изготавливаются заполненные содержимым и закрытые упаковочные
пакеты или контейнеры. Транспортер 4 имеет приемный конец, который расположен в основном по прямой линии
над выводящим концом магазина 3, Транспортер 4 состоит из транспортерных
лент 5, которые приводятся в движение круглыми роликами или валиками 6
в направлении подачи и снабжены дер- жателями 7 заготовок-2, расположенными
таким образом, чтобы расстояние меду ними соответствовало форме приподнятой заготовки 2 пакета.
Магазин 3 выполнен удлиненной формы и имеет ширину, соответствующую
длине заготовок 2 пакетов, а еще лучше , если магазин 3 ориентируется таким
образом, чтобы его продольное направление было параллельно направлению
движения транспортера 4. Кроме того, магазин 3 имеет базовую плиту 8 и
продольные боковые опорные стойки 9 для правильного выравнивания или цен0
0
5
5
.Q ., трирования стопки заготовок 2 пакетов,
которые компактно располагаются на базовой (или основной) плите 8. Находящаяся
в магазине 3 стопка заготовок 2 пакетов постоянно сжимается с каким-то конкретным усилием напротив
или по отношению к толкателю 10, который в данном случае выполняет функцию
выпускного устройства на выходящем конце магазина 3, чтобы гарантировать
такое положение, когда в любое время на выпускном или выходном конце магазина 3 всегда будет наготове
одна заготовка 2 упаковочного пакета для последующей ее передачи на транспортер
4. Подобное воздействие заготовок 2 пакета на выпускной или выходной конец магазина 3 на чертежах
не показано, однако оно может выполняться с помощью известных обычных
устройств, например с помощью прижимной плиты, на которую воздействует
сила веса или пружины на другрм конце магазина 3.
Толкатель 10 имеет в верхней части выступ 11. расположенный параллельно
относительно горизонтальных заготовок 2 пакетов, и высота выступа И в ос-
новном соответствует или чуть меньше толщины расплющенной заготовки 2 паке-
та. Толкатель 10 соединен в нижней своей части с приводным штоком 12,
который приводится в действие мотором (не показан), а в верхней своей части
соединен с двумя рычагами 13, которые соединены между собой шарниром 14.
Каждый рычаг 13 свободным концом закреплен на оси 15, длина которой равна
или чуть больше длины заготовки 2 пакета. Оси 15 размещены в расходящихся
криволинейных направляющих пазах 16, симметрично выполненных в пластинах
17. Рычаги 13 имеют каналы 18, котопые через соединительные трубопроводы 19 присоединены к общему или каждая к своему собственному источнику вакуума (не показан) для присасывания
к противоположным сторонам заготовки 2 пакета.
В соответствии с изобретением очень
важно, чтобы соединение каналов 18 рычагов 13 с источником вакуума выполнялось
таким образом, чтобы регулирование их можно было выполнять индивидуально , т.е. независимо друг от друга
.
Толкатель 10 посредством штока 12
может совершать возвратно-поступатель- кетов„( располагается или укладывается ное вертикальное движение в интерва-стопкой (горизонтальной), которая в
ле между нижней и верхней позициями.данном конкретном примере означает,
При нахождении в своей нижней позиции выступ 11 толкателя 10 находится нечто правая линия 20 изгиба обращается лицом вниз, а левая линия 21 изги
посредственно под нижней кромкой заго-20 ба - лицом вверх. Можно допустить,
товки 2 пакета, которая лежит в самой
верхней части магазина 3, тогда как при нахождении толкателя 10 в своей
верхней позиции выступ 11 находится на одной линии или чуть выше верхней
кромки остальных заготовок 2 пакетов. В нижней позиции, которая кратко определена
выше, оси 15 находятся в такой позиции, при которой каналы 18 рычагов 13 располагаются точно напро-
тив друг друга, тогда как в верхней позиции каналы 18 рычагов 13 находятся
в основном в горизонтальной обращенной вверх позиции, причем это обусловлено
тем фактом, чго оси 15 перемещаются вверх и отходят друг от друга при их движении вдоль криволинейных
пазов 16, выполненных в направляющих пластинах 17.
Заготовка 2 упаковочного пакета может изготавливаться из эластичного,
но устойчивого или стабильного по форме слоистого материала, например из
упаковочного слоистого материала, который состоит из слоя или слоев бумаги
либо пластмассы. После разрезания слоистого материала на части желаемого
внешнего контура и предварительного нанесения на них линий изгиба, которые
облегчают последующие сгибания
4-
частей заготовок 2, уплотняют и герметизируют две продольные кромки между собой
таким образом,чтобы этот слоистый материал образовывал трубчатую заготовку
2 упаковочного пакета. После этого расплющивают заготовку 2 упаковочного пакета
путем ее фальцовки вдоль двух продольных линий 20 и 21 изгиба, благодаря чему заготовка 2 приобретает
показанную на фиг. 6 расплющенную i
трубчатую форму, причем боковые сторо-;- ны A-D заготовки 2 четко разграничиваются
линиями изгиба, которые располагаются парами напротив друг друга, чтобы в показанном на фиг. 6 примере
стороны А и Г, которые смежны на правой стороне на продольной линии 20 изгиба, и стороны С и D, которые
смежны на левой стороне по продольной линии 21 изгиба, точно располагались
напротив друг друга. После этого партия расплющенных заготовок 2 пачто
правая линия 20 изгиба обращается лицом вниз, а левая линия 21 изги
что расположение заготовок 2 в магазине 3, которое и показано на фиг. 2-5,
предполагает, что боковая сторона заготовок 2 упаковочных пакетов, обращенная
в сторону выпускного участка магазина 3, образуется-сторонами А и D,
причем сторона А находится в нижней или донной позиции, а стороны Р и С
повернуты в другом направлении, причем сторона В находится в нижней или донной позиции.
Устройство работает следующим образом .
Когда приводной шток 12 и толкатель 10, расположенный на выпускном
участке магазина 3, перемещаются вверх, выступ 1 1 поднимает одну заготовку 2 пакета.
В процессе принудительного движения вверх толкателя 10 и связанных с
ним рычагов 13 происходит регулируемое перемещение осей 15 по криволинейным
пазам 16 пластин 17 в направлении вверх в сторону траектории, изог-
нутой таким образом, что пазы 16 отходят в противоположные стороны (см.
фиг. 2). В процессе этого движения заготовка 2 пакета подвергается операции
подъема или трансфальцовки, в хо- де которой всасывающие каналы 18 рычагов
13, которые воздействуют на стороны А и Р заготовки 2 соответственно
, отделяют стороны заготовки 2 друг от друга в результате фальцевания этих
частей в любом направнении наружу друг от друга по линии 20 изгиба так, что
в конечном итоге они находятся преимущественно на одной линии относительно
друг друга. Это значит, что в
в свою очередь, значит что пе-
заготовка 2 пакета блаэто же время две верхние стороны G и D заготовок подвергаются соответствующей
операции расфальцовки, в процессе осуществления которой две линии 20 и 21 изгиба последовательно соеди-
няются вместе и проходя-т к промежуточной позиции, в которой предварительно расплющенная заготовка 2 пакета
приобретает форму с квадратным поперечным сечением, i
После достижений осей 15 своей верхней позиции (см. фиг. 4) соединение каналов 18 рычагов 13 с источником
вакуума прекращается, что означает, что каналы 18 больше уже не прилипают
к боковой стороне Р заготовки 2, а это,
ресложенная
годаря естественно присущей ей свойству к повторному складыванию или изгибанию
стремится, допустим, к восстановлению своей первоначальной расплющенной
формы, В процессе этого этапа повторного складывания или изгибания зато-
товка 2 пакета вновь приобретает ранее пересложенное промежуточное
состояние с квадратным поперечным сечением . За счет синхронизации упомянутого
выше движения транспортера 4, расположенного над магазином 3 таким
образом, чтобы держатель 7 при очередном продвижении транспортера 4.нахо-
дился в правильной позиции относительно повторно изгибаемой заготовки 2,
чтобы он ударил по линии 20 изгиба заготовки 2 при каждом своем движении уже после того, как заготовка 2
пакета приняла форму с квадратным поперечным сечением, имеется возмож-
ность захватить заготовку 2 пакета в приподнятой промежуточной позиции в
пространстве между упомянутым держателем 7 и держателем 7, который следует сразу же после него (именно
0
5
o 5 0 5
о 5
этот момент показан на фиг. 4). После
этого происходит также отключение соединения между каналами 18 рычагов
ТЗ и источником вакуума, в результате чего освобождается захват на боковой
стороне А заготовки 2 пакета и становится возможной подача и продвижение
вдоль конвейерной ленты 6 заготовки 2 пакета в приподнятом и имеющим
квадратное поперечное сечение состояния . После разъединения вакуумного
соединения оси 15 и рычаги 13 вместе с толкателем 10 и приводным штоком
12 опускаются (см.черт.2) и возвращаются в свою нижнюю позицию для ожидания
исполнения следующих рабочих циклов , т.е. для выполнения новой операции
по подъему следующих заготовок 2 пакетов.
о
Формула изобретения
Устройство для подачи и раскрывания
плоских заготовок пакетов, содержащее магазин для заготовок с толкателем
, расположенный над магазином транспортер с держателями заготовок и рычаги
, соединенные одним концом посредством шарнира между собой и закрепленные
на толкателе и имеющие каналы для сообщения с источником вакуума и присасывания
к заготовкам, отличающееся тем, что, с целью повышения производительности, устройство
снабжено пластинами, в которых выполнены симметрично расположенные расходящиеся
криволинейные пазы в пазах размещены оси, а свободные концы
рычагов закреплены на осях для присасывания к противоположным сторонам
заготовки, при этом толкатель расположен у выпускного участка магазина
заготовок и имеет в верхней части выступ .
Фиг I
- 12
Фиг
.5
ю





Комментарии