Устройство и способ печатания на полотне и дозирования полотна - RU2429998C1
Код документа: RU2429998C1
Чертежи












Описание
Притязания на приоритет настоящей заявки основаны на предварительной заявке US 60/959632, поданной 16 июля 2007 г., содержание которой в порядке ссылки включено в настоящую заявку.
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству и способу избирательного дозирования полотна и печатания на полотне из множества образованных зубчатыми пакетами рулонов.
Предпосылки создания изобретения
Во многих технологиях упаковывания, в особенности упаковывания пищевых продуктов, необходимы или используются пакеты, изготовленные из различных термопластичных материалов и структур.
Эти пакеты обычно используются в крупномасштабных системах переработки и/или упаковывания мяса, в которых важна высокая производительность и эффективность. Сами пакеты, используемые в этих системах, часто упаковывают в контейнеры и помещают отдельные пакеты на ленту, чтобы их можно было прогнозируемым и эффективным способом подавать на участок расфасовывания. Примером такой технологии является патент US 3161347 (выданный на имя Hannon), в котором описана лента с прикрепленными к ней пакетами, и патент US 3587843 (выданный на имя Wing), в котором описаны две ленты с прикрепленными к ней пакетами, расположенными внахлестку (т.е. каскадом).
На участке расфасовывания обычной системы каждый пакет открывают и затем помещают в него продукт, такой как свежее, копченое или переработанное мясо, птицу, сыр или другой скоропортящийся пищевой или другой продукт.
В качестве альтернативы пакеты могут использоваться в виде рулона, в котором соседние пакеты соединены поперечной зубчатой линией.
В некоторых случаях, таких как упаковывание свежего мяса, отдельные куски мяса могут значительно различаться по размеру. Если для их упаковывания используются предварительно изготовленные пакеты, может потребоваться иметь в наличии пакеты различных размеров, например, по ширине и/или длине, чтобы учесть различия в размерах продукта. В находящейся одновременно на рассмотрении заявке US 11/333569, поданной 17 января 2006 г., под названием "Web Dispenser", которая в порядке ссылки во всей полноте включена в настоящую заявку, описано устройство избирательного дозирования полотна из множества образованных зубчатыми пакетами рулонов или пленки в виде рукава без фальцев, имеющее средство выбора полотна из множества рулонов и его продвижения; средство продвижения выбранного полотна и отсоединения пакета от полотна и механизм перемещения выбранного пакета из приспособления для продвижения до места обработки. Для получения пакета из пленки в виде рукава без фальцев используют запечатывающее/режущее устройство. При осуществлении способа избирательного дозирования полотна из множества образованных зубчатыми пакетами рулонов или пленки в виде рукава без фальцев выбирают рулон из множества образованных зубчатыми пакетами рулонов и продвигают его; продвигают выбранное полотно и отсоединяют пакет от полотна и перемещают отсоединенный пакет до места последующей обработки. В случае пленки в виде рукава без фальцев выбранное полотно запечатываю и разрезают, чтобы получить пакет.
Желательно создать устройство и способ избирательного дозирования полотна и печатания на полотне из множества образованных зубчатыми пакетами рулонов или пленки в виде рукава без фальцев.
Краткое изложение сущности изобретения
Согласно первой особенности предложено устройство для избирательного дозирования полотна из множества образованных зубчатыми пакетами рулонов, каждый из которых состоит из ряда пакетов, соединенных поперечными зубцами, имеющее первое средство печатания на полотне/подачи полотна, служащее для продвижения и печатания на первом полотне из образующих первый рулон зубчатых пакетов и содержащее первое печатающее устройство и первый комплект прижимных роликов; второе средство печатания на полотне/подачи полотна, служащее для продвижения и печатания на втором полотне из образующих второй рулон зубчатых пакетов и содержащее второе печатающее устройство и второй комплект прижимных роликов, при этом второе печатающее устройство находится на определенном расстоянии от первого печатающего устройства; первую и вторую направляющие планки-накопители, расположенные после первого и второго печатающих устройств, при этом вторая направляющая планка-накопитель находится на определенном расстоянии от первой направляющей планки-накопителя; комплект дозирующих прижимных роликов, расположенных после первой и второй направляющих планок- накопителей; область накопления полотна, образованную пространством между первой и второй направляющими планками-накопителями и комплектом дозирующих прижимных роликов; датчик положения полотна для обнаружения конца первого полотна или конца второго полотна; первый датчик уплотнения для обнаружения зубцов пакета, уплотнения или язычка первого полотна; второй датчик уплотнения для обнаружения зубцов пакета, уплотнения или язычка второго полотна; дозирующую направляющую планку, расположенную после датчика положения полотна; и механизм транспортировки пакетов для продвижения головного пакета до загрузчика пакетов.
Предложен способ избирательного дозирования полотна из множества образованных зубчатыми пакетами рулонов, каждый из которых состоит из ряда пакетов, соединенных поперечными зубцами, при осуществлении которого выбирают и продвигают первое полотно из образующих первый рулон зубчатых пакетов, имеющее свободный конец и головной пакет с зубчатостью; продвигают первое полотно между первым комплектом прижимных роликов, который включает подвижный прижимной ролик и ведомый упорный ролик; отпечатывают знаки на первом полотне; продвигают запечатанное полотно между первой и второй направляющими планками-накопителями; протягивают запечатанное полотно между комплектом дозирующих прижимных роликов, расположенных после первой и второй направляющих планок-накопителей; определяют положение полотна с помощью датчика положения полотна, расположенного после комплекта дозирующих прижимных роликов поблизости от него; перемещают подвижный прижимной ролик в направлении ведомого упорного ролика; захватывают первое полотно между подвижным прижимным роликом и ведомым упорным роликом; останавливают свободный конец первого полотна в положение ниже комплекта дозирующих прижимных роликов; продвигают первое полотно из образующих первый рулон зубчатых пакетов на определенное дополнительное расстояние и накапливают продвинутое полотно между первой и второй направляющими планками-накопителями, пока первый датчик уплотнения, расположенный перед первым комплектом прижимных роликов, не обнаружит уплотнение, зубцы или язычок на первом полотне, и пока первое полотно не продвинется на достаточное расстояние, гарантирующее, что зубцы пакета непосредственно перед головным пакетом находятся в положении после первого комплекта прижимных роликов, но перед комплектом дозирующих прижимных роликов.
Краткое описание чертежей
На чертежах, представленных в качестве иллюстрации изобретения:
на фиг.1 показан схематический вид в вертикальном разрезе устройства согласно одному из вариантов осуществления,
на фиг.2 показан схематический вид в вертикальном разрезе устройства согласно другому варианту осуществления,
на фиг.3 показан увеличенный вид части устройства, показанного на фиг.1,
на фиг.4 показан схематический вид в вертикальном разрезе устройства, показанного на фиг.1, после завершения печатания и накопления полотна на первом пути полотна,
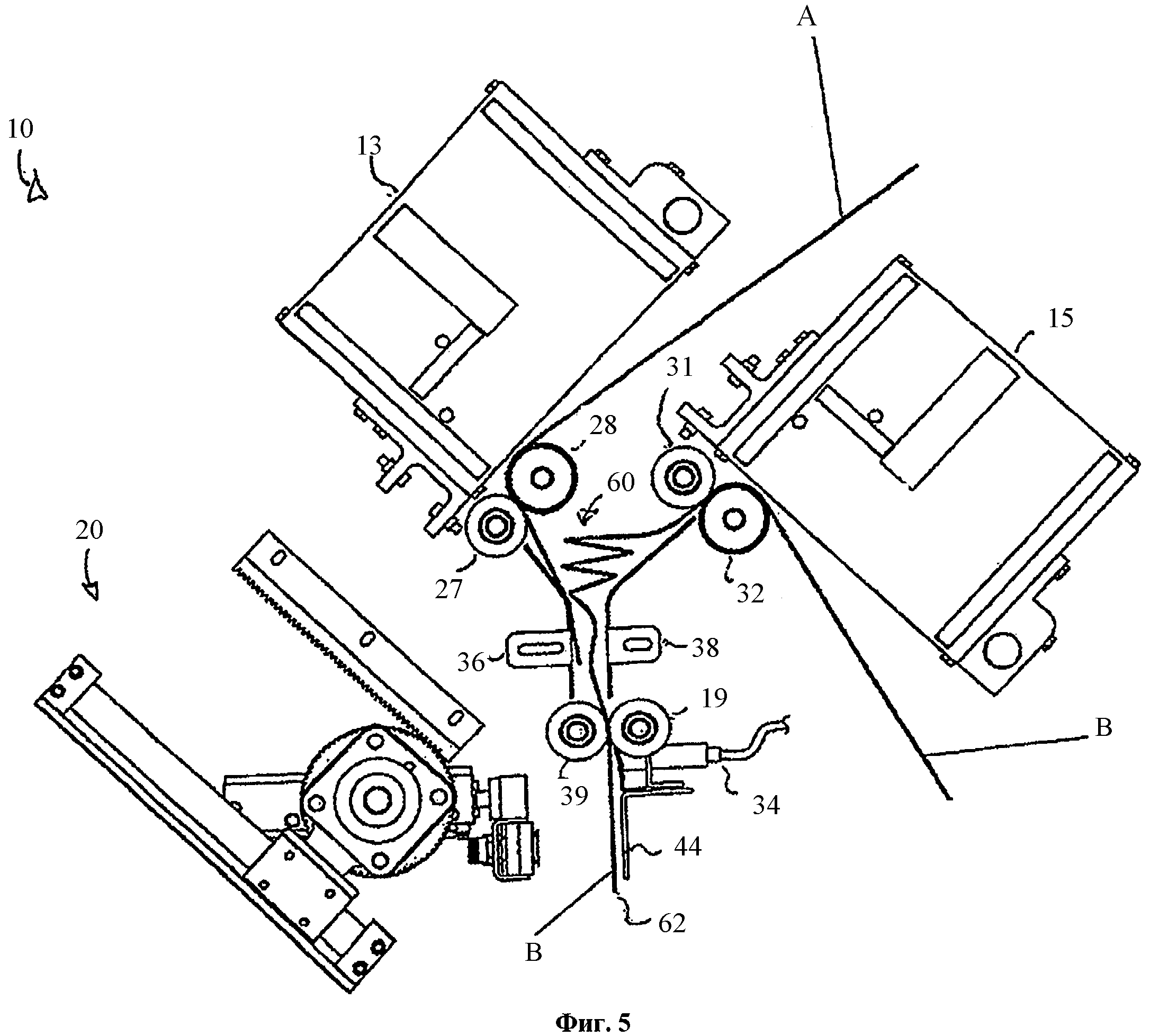
на фиг.5 показан схематический вид в вертикальном разрезе устройства, показанного на фиг.1, после завершения печатания и накопления полотна на втором пути полотна,
на фиг.6 показан вид в перспективе устройства для регистрации рулонных зубчатых пакетов, которое используется в настоящем изобретении,
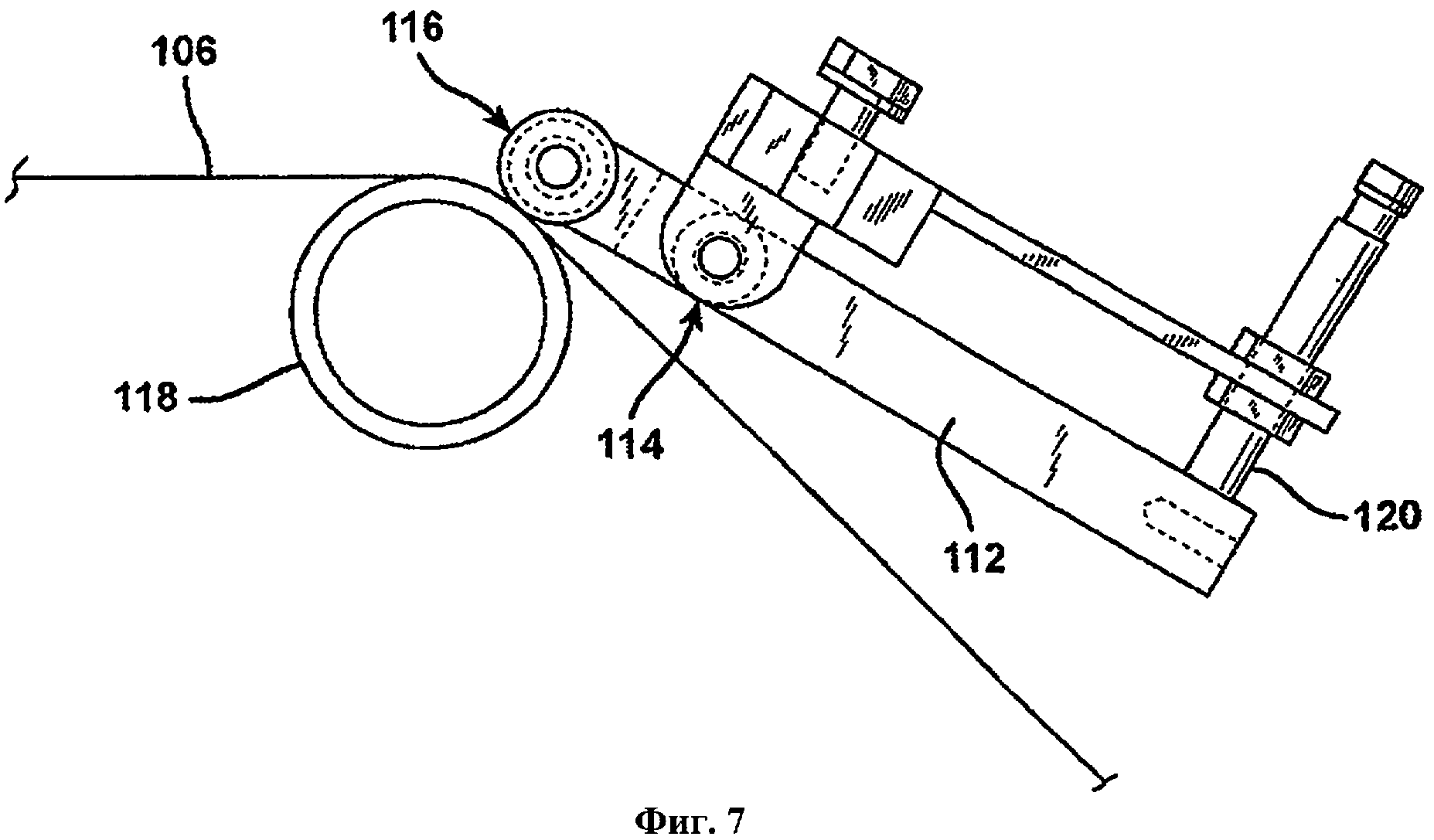
на фиг.7 показан вид в перспективе устройства, показанного на фиг.6,
на фиг.8 показан вид в перспективе альтернативного устройства для регистрации рулонных зубчатых пакетов согласно настоящему изобретению,
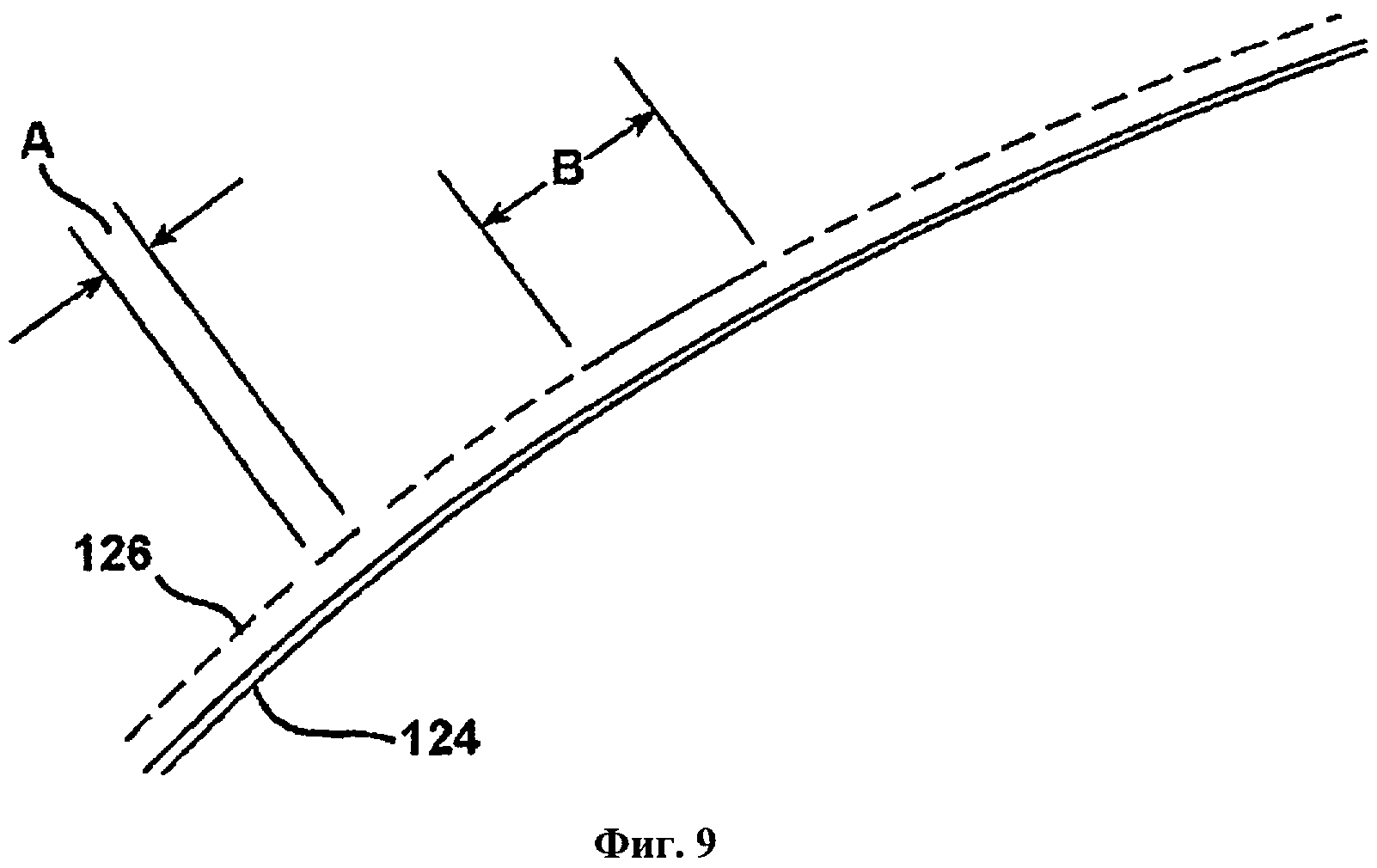
на фиг.9 показан увеличенный вид в перспективе обведенной кругом части, показанной на фиг.8,
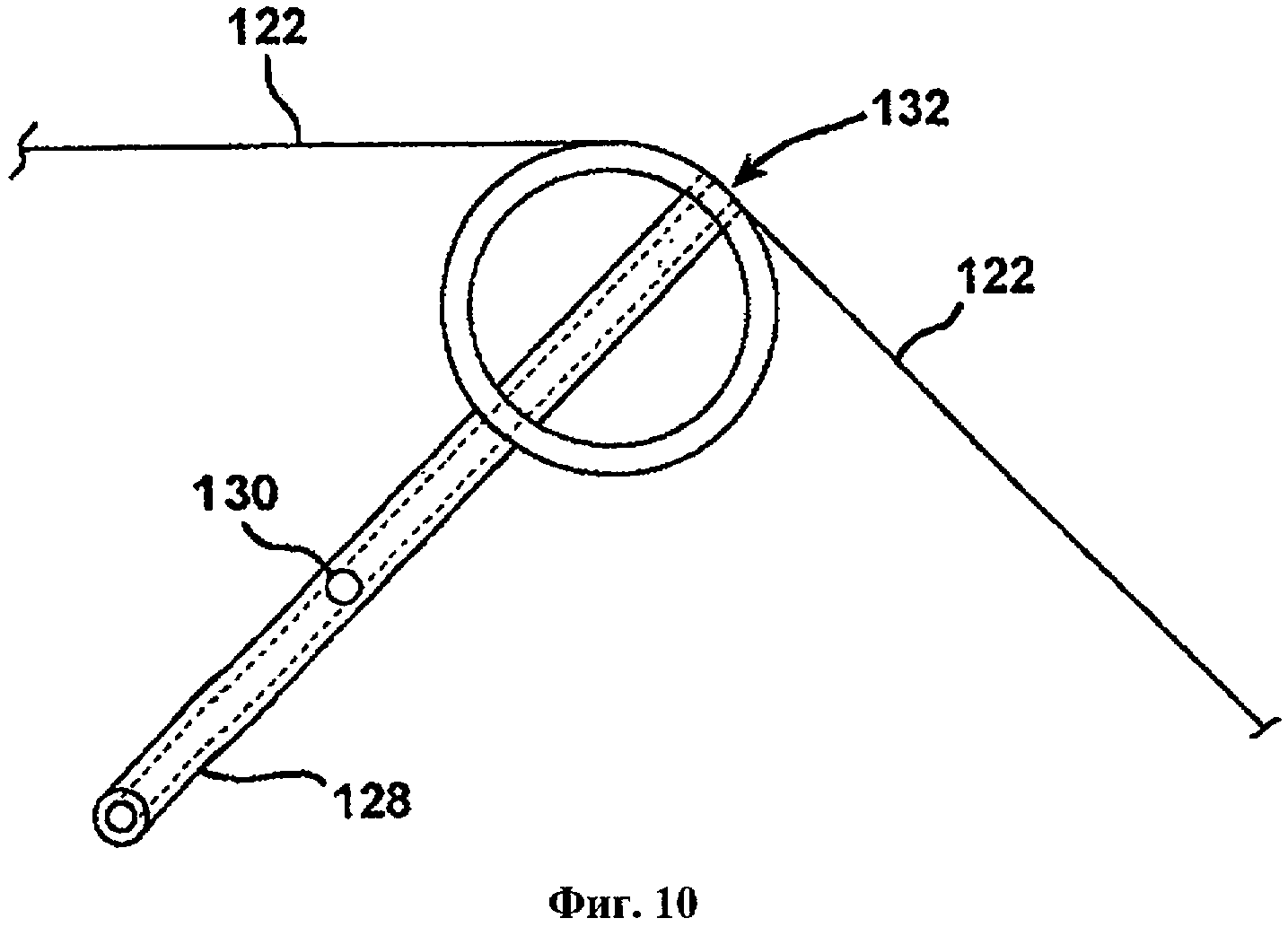
на фиг.10 показан вид в перспективе устройства, показанного на фиг.8,
на фиг.11 показан вид сверху устройства, показанного на фиг.8,
на фиг.12 показан вид в перспективе другого альтернативного устройства для регистрации рулонных зубчатых пакетов согласно настоящему изобретению,
на фиг.13 показан увеличенный вид в перспективе обведенной кругом части, показанной на фиг.12,
на фиг.14 показан вид в перспективе устройства, показанного на фиг.12,
на фиг.15 показан вид сверху устройства, показанного на фиг.12,
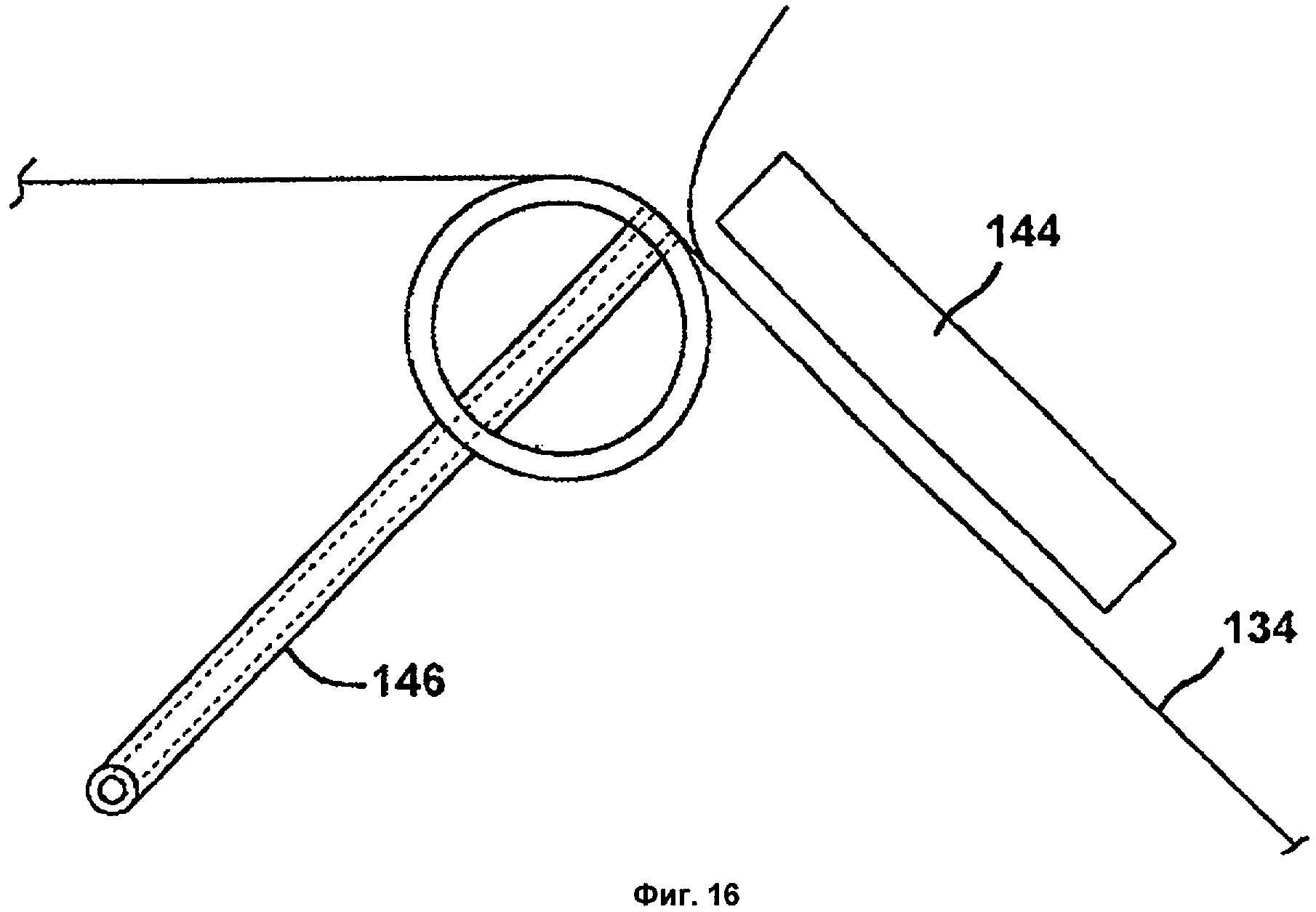
на фиг.16 показан вид сбоку устройства, показанного на фиг.12, после того, как язычок достиг датчика наличия объекта согласно изобретению, и
на фиг.17 показан вид в перспективе рулона зубчатых пакетов и полотна согласно изобретению.
Подробное описание изобретения
В изобретении предложено устройство и способ избирательного печатания, накопления и дозирования отдельного полотна из перфорированных пакетов из множества источников в комплект дозирующих прижимных роликов и затем последовательного дозирования пакетов из комплекта дозирующих роликов в механизм транспортировки пакетов. Механизм транспортировки пакетов способен перемещать каждый пакет в обычное оборудование для загрузки пакетов.
Используемый в настоящем изобретении термин "полотно" относится к головной части рулона зубчатых пакетов, которая продвигается для вступления во взаимодействие с предложенным в изобретении устройством и подвергается одной или нескольким операциям, описанным в изобретении. Зубчатые пакеты хорошо известны из техники. Зубчатые пакеты обычно свернуты в рулон, при этом соседние пакеты соединены рядом зубцов, проходящих поперек продольной оси пакетов. За счет этих зубцов каждый головной пакет можно при необходимости отсоединить от рулона пакетов. Каждый зубчатый пакет имеет поперечный уплотнение на одном из концов.
Используемые в изобретении термины "зубчатость", "зубчатый" и т.п. относятся к перфорациям, зубцам, лазерным насечки и т.д., которыми соединены соседние пакеты в полотне или ленте из пакетов таким образом, что соседние пакеты можно относительно легко разъединить по линии зубцов вручную или механическим путем. Зубчатость может быть образована множеством отверстий, проходящих по прямой или изогнутой линии через оба слоя или обе стенки соответствующего пакета. В одном из вариантов осуществления, в котором пакеты представляют собой упаковки с маркировкой, зубчатость обычно предусмотрена в той части каждого пакета, в которой отсутствует маркировка. Отдельные отверстия могут иметь любой соответствующий размер и форму и могут быть одинаковыми или отличаться друг от друга размером или формой. Все расстояния между соседними отверстиями могут быть одинаковыми или в качестве альтернативы расстояния между соседними отверстиями могут различаться.
Используемые в изобретении термины "накапливать" и т.п. относятся к полотну, которое группируется или собирается на ограниченном пространстве.
Используемые в изобретении термины "датчик уплотнения" и т.п. относятся к устройству для обнаружения зубчатости пакета, уплотнения пакета или язычка на пакете из полотна.
Хотя в описанных вариантах осуществления речь идет в основном о зубчатых пакетах, специалисты в данной области техники поймут, что вместо зубчатых пакетов в настоящем изобретении может использоваться пленка в виде рукава без фальцев.
Устройство
На фиг.1-3 показано устройство 10 для избирательного печатания, накопления и дозирования отдельного полотна из множества образованных зубчатыми пакетами рулонов, каждый из которых состоит из ряда пакетов, соединенных поперечными зубцами. Устройство 10 имеет первое средство 12 печатания на полотне/подачи полотна, второе средство 14 печатания на полотне/подачи полотна, область 16 накопления полотна, комплект 18 дозирующих прижимных роликов и механизм 20 транспортировки пакетов. Первое средство 12 печатания на полотне/подачи полотна содержит печатающее устройство 13 и первый комплект 26 прижимных роликов, включающий подвижный прижимной ролик 27 и упорный ролик 28. Второе средство 14 печатания на полотне/подачи полотна содержит печатающее устройство 15 и второй комплект 30 прижимных роликов, включающий подвижный прижимной ролик 31 и упорный ролик 32. Комплект 18 дозирующих прижимных роликов включает первый ведомый неподвижный упорный ролик 19 и второй подвижный прижимной ролик 39. Устройство также имеет датчик 34 положения полотна, первую и вторую направляющие планки-накопители 36 и 38, соответственно, дозирующую направляющую планку 44, первый датчик 70 уплотнения, второй датчик 72 уплотнения, первый рулон зубчатых пакетов 6, второй рулон зубчатых пакетов 8 и необязательно второй датчик 34b положения полотна.
Устройство может применяться для подачи отдельных пакетов ниже по потоку в механизм 20 транспортировки пакетов, такой как загрузчик пакетов.
Способ
Пример 1
На фиг.1 показана исходная конфигурация устройства согласно одному из вариантов осуществления изобретения. В ходе производственного цикла сначала вручную или механическим путем продвигают свернутые в первый рулон зубчатые пакеты 6, чтобы получить полотно А рулонных зубчатых пакетов, которое захватывается первым комплектом 26 прижимных роликов, т.е. захватывается между упорным роликом 28 печатающего устройства и прижимным роликом 27 печатающего устройства с помощью соответствующего исполнительного механизма (для ясности не показан). На этой стадии свободный конец 52 полотна А выходит ниже по потоку за первый комплект 26 прижимных роликов, но не достигает раскрываемого комплекта 18 дозирующих прижимных роликов, состоящего из подвижного прижимного ролика 39 и ведомого ролика 19. Таким образом, свободный конец 52 полотна А (смотри фиг.3) зажат между сходящимися планками 36 и 38.
Технологический цикл согласно изобретению начинают с того, что между сходящимися планками 36 и 38 помещают полотно А и полотно В, как это показано. В продолжение цикла продвигают желаемое полотно (полотно А или полотно В) путем протягивания, например, свободного конца 52 полотна А посредством первого комплекта 26 прижимных роликов с помощью соответствующего движущего средства (для ясности не показано), такого как электродвигатель, между раскрытым зазором, образованным подвижным прижимным роликом 39 и ведомым роликом 19, и с помощью датчика 34 положения полотна определяют положение полотна А. Датчик 34 положения полотна расположен после дозирующих прижимных роликов 18 поблизости от них. Датчиком положения полотна может являться, например, фотоэлемент или фотоотражательный датчик, обнаруживающий конец пакета.
Когда датчик 34 положения полотна обнаруживает полотно А, подвижный прижимной ролик 39 перемещается в направлении ведомого ролика 19, вращение которого было прекращено, и в результате тормозящего действия, создаваемого при срабатывании датчика 34, полотно А захватывается между роликами 19 и 39, свободный конец 52 полотна А останавливается в положении ниже комплекта 18 дозирующих прижимных роликов, после чего полотно А может быть подвергнуто дальнейшей обработке.
Специалисты в данной области техники поймут, что для управления и согласования действий различных компонентов, функций и стадий способа и устройства согласно настоящему изобретению может применяться любая соответствующая система управления (для ясности не показана). Система управления может, например, содержать программируемый логический контроллер ("ПЛК") с запрограммированными в нем соответствующими алгоритмами приема и распределения данных и команд. В одном из вариантов осуществления ПЛК принимает данные от датчика 34 положения полотна и затем передает команду переместить прижимной ролик 39 в направлении ведомого ролик 19 и прекратить вращение ведомого ролика 19. ПЛК может содержать ПК с операционной системой WINDOWS™ или другого типа для обеспечения пользовательского интерфейса посредством мыши или клавиатуры. Средства управления типа ПЛК обеспечивают эксплуатационную надежность в условиях производства, а также вариативность эксплуатации. Так, установочные параметры ПЛК могут корректироваться оператором в течение относительно короткого промежутка времени с тем, чтобы, например, обеспечить выбор полотна, изменение длины полотна, продвигаемого за любой конкретный цикл, и/или изменения скорости или длительности каждого цикла.
В одном из вариантов осуществления упомянутой дальнейшей обработкой может являться просто дозирование зубчатого пакета, образующего головную часть полотна А (смотри также фиг.17), после того, как нарушается зубчатость головного пакета для отсоединения головного пакета. Дозированный пакет может быть принят оператором и в некоторых вариантах осуществления помещен в контейнер для хранения, положен на стол для загрузки в него продукта или использован любым из множества альтернативных способов, применимых, например, при упаковывании мясных или пищевых продуктов. В другом варианте осуществления дозированный пакет может быть перемещен в механизм 20 транспортировки пакетов. В этом последнем варианте осуществления механизм 20 транспортировки пакетов имеет вакуумные присоски 74, способные захватывать головной пакет и перемещать его в загрузчик пакетов или другую расположенную ниже по потоку систему. При этом дозирующая направляющая планка 44 способна действовать как стопор или упор, посредством которого продвигающиеся вакуумные присоски 74 способны контактировать с головным пакетом и затем отрывать пакет от остального полотна.
Поскольку свободный конец 52 неподвижно зафиксирован за счет усилия смыкания подвижного прижимного ролика 39 и ведомого ролика 19, полотно А непрерывно подается из первого рулона зубчатых пакетов 6 и накапливается, например, путем складывания или собирания в сборку, как это показано на фиг.4, в виде накопленного полотна 50 между сходящимися планками 36 и 38, пока первый датчик 70 уплотнения не обнаружит уплотнение, зубчатость, язычок или другую особенность на полотне А, как это дополнительно описано далее, и пока не пройдет соответствующее количество времени, и полотно А не продвинется на соответствующее дополнительное расстояние, гарантирующее, что зубчатость следующего пакета, т.е. пакета непосредственно перед головным пакетом, расположена после первого комплекта 26 прижимных роликов, но перед раскрываемым комплектом 18 дозирующих прижимных роликов.
Пример 2
В другом варианте осуществления этот способ, описанный применительно к полотну А, первому печатающему устройству 13 и первому комплекту 26 прижимных роликов, может быть реализован, как это описано выше, но применительно к полотну В, второму печатающему устройству 15 и второму комплекту 30 прижимных роликов, который используют вместо первого комплекта 26 прижимных роликов.
Так, в ходе производственного цикла сначала вручную или механическим путем продвигают свернутые во второй рулон зубчатые пакеты 8, чтобы получить полотно В рулонных зубчатых пакетов, которое захватывается вторым комплектом 30 прижимных роликов, т.е. захватывается между упорным роликом 32 печатающего устройства и прижимным роликом 31 печатающего устройства. На этой стадии свободный конец 62 полотна В выходит ниже по потоку за второй комплект 30 прижимных роликов, но не достигает раскрываемого комплекта 18 дозирующих прижимных роликов, состоящего из подвижного прижимного ролика 39 и ведомого ролика 19. Таким образом, свободный конец 62 полотна В (смотри фиг.3) зажат между сходящимися планками 36 и 38.
Технологический цикл согласно этому варианту осуществления изобретению начинают с того, что протягивают, т.е. продвигают полотно (полотно В) посредством второго комплекта 30 прижимных роликов с помощью соответствующего движущего средства (не показано), такого как электродвигатель, пропускают свободный конец 62 между сходящимися планками 36 и 38, а затем между раскрытым зазором, образованным подвижным прижимным роликом 39 и ведомым роликом 19, и с помощью датчика 34 положения полотна определяют положение полотна В.
Когда датчик 34 положения полотна обнаруживает полотно В, подвижный прижимной ролик 39 перемещается в направлении ведомого ролика 19, при этом полотно В захватывается между роликами 19 и 39, свободный конец 62 полотна В останавливается в положении ниже комплекта 18 дозирующих прижимных роликов и полотно В может быть подвергнуто дальнейшей обработке.
Как и приведенном выше первом примере, упомянутой дальнейшей обработкой может являться просто дозирование зубчатого пакета, образующего головную часть полотна В (как на фиг.17), после того, как нарушается зубчатость головного пакета для отсоединения головного пакета. Дозированный пакет может быть принят оператором и в некоторых вариантах осуществления помещен в контейнер для хранения, положен на стол для загрузки в него продукта или использован любым из множества альтернативных способов, применимых, например, при упаковывании мясных или пищевых продуктов. В другом варианте осуществления дозированный пакет может быть перемещен в механизм 20 транспортировки пакетов.
Поскольку свободный конец 62 неподвижно зафиксирован за счет усилия смыкания подвижного прижимного ролика 39 и ведомого ролика 19, полотно В непрерывно подается из второго рулона зубчатых пакетов 8 и накапливается, например, путем складывания или собирания в сборку, как это показано на фиг.5, в виде накопленного полотна 60 между сходящимися планками 36 и 38, пока второй датчик 72 уплотнения не обнаружит уплотнение, зубчатость, язычок или другую особенность на полотне В, как дополнительно описано далее, и пока не пройдет соответствующее количество времени, и полотно В не продвинется на соответствующее дополнительное расстояние, гарантирующее, что зубчатость следующего пакета, т.е. пакета непосредственно перед головным пакетом, расположена после второго комплекта 30 прижимных роликов, но перед раскрываемым комплектом 18 дозирующих прижимных роликов.
Таким образом, выбор полотен может осуществляться по желанию.
Пример 3
Как показано на фиг.2, при желании точность определения положения свободного конца полотна для захвата вакуумных присосок 74 механизмом 20 транспортировки пакетов может быть повышена за счет использования первого датчика 34 положения полотна и второго датчика 34b положения полотна. Второй датчик 34b положения полотна расположен после первого комплекта 26 прижимных роликов и второго комплекта 30 прижимных роликов, но перед комплектом 18 дозирующих прижимных роликов. В этом варианте осуществления, как и ранее, цикл начинают с того, что протягивают полотно посредством, например, первого комплекта 26 прижимных роликов, пропускают свободный конец 52 через сходящиеся планки 36 и 38, и с помощью датчика 34b положения полотна определяют положение полотна. По истечении соответствующего количества времени, гарантирующего, что свободный конец 52 полотна А прошел через раскрытые ролики 19 и 39, прижимные ролики 19 и 39 смыкаются. Прижимные ролики 19 и 39 приводят в действие, со сниженной скоростью протягивают полотно А, пока его не обнаружит датчик 34 положения полотна, и останавливают свободный конец полотна А для перемещения в механизм 20 транспортировки пакетов. Поскольку свободный конец 52 неподвижно зафиксирован за счет усилия смыкания подвижного прижимных роликов 19 и 39, полотно А непрерывно подается и накапливается между сходящимися планками 36 и 38, пока первый датчик 70 уплотнения не обнаружит уплотнение, зубчатость, язычок или другую особенность на полотне А, и пока не пройдет соответствующее количество времени, гарантирующее, что зубчатость следующего пакета расположена между первым комплектом 26 прижимных роликов и комплектом 18 дозирующих прижимных роликов. Вакуумные присоски 74 механизма 20 транспортировки пакетов захватывают свободный конец 52 пакета и перемещают его в сторону от комплекта 18 дозирующих прижимных роликов, при этом комплект 18 дозирующих прижимных роликов дозирует материал пакетов, который накопился между сходящимися планками 36 и 38. Во время приведения в действие комплекта 18 дозирующих прижимных роликов с целью дозирования материала в механизм 20 транспортировки пакетов первый комплект 26 прижимных роликов бездействует, что позволяет дозировать весь накопившийся материал, восстанавливать натяжение полотна А и нарушать зубчатость, ранее находившуюся между первым комплектом 26 прижимных роликов и комплектом 18 дозирующих прижимных роликов.
Как было указано, эта конфигурация обеспечивает более высокую точность определения положения свободного конца 52 полотна. За счет снижения скорости во время определения положения сокращаются звенья задержки системы. За счет того, что комплект 18 дозирующих прижимных роликов смыкается во время определения положения, между поверхностью датчика и полотном обеспечивается более равномерный зазор.
Как описано выше, при наличии второго полотна В может быть реализован способ с использованием двух датчиков 34а и 34b положения полотна, когда вместо первого комплекта 26 прижимных роликов приводят в действие второй комплект 30 прижимных роликов.
В каждом из описанных вариантов осуществления вакуумные присоски 74 механизма 20 транспортировки пакетов захватывают свободный конец пакета и перемещают его в сторону от комплекта 18 дозирующих прижимных роликов, при этом комплект 18 дозирующих прижимных роликов дозирует материал пакетов, который накопился между сходящимися планками 36 и 38. Например, в случае полотна А во время приведения в действие комплекта 18 дозирующих прижимных роликов с целью дозирования материала в механизм 20 транспортировки пакетов первый комплект 26 прижимных роликов бездействует, что позволяет дозировать весь накопившийся материал, восстанавливать натяжение полотна А и нарушать зубчатость, ранее находившуюся в положении после первого комплекта 26 прижимных роликов, но перед раскрываемым комплектом 18 дозирующих прижимных роликов.
В настоящем изобретении может использоваться любое соответствующее печатающее устройство, такое как термографическое печатающее устройство или печатающее устройство периодического действия. В качестве альтернативы указанному выше термографическому печатающему устройству может использоваться струйное печатающее устройство. Таким образом, могут использоваться устройства любого применимого типа для печатания на полотне, такие как, например, термографические печатающие устройства производства компании Bellmark. В качестве альтернативы за счет применения печатающего устройства периодического действия (т.е. печатающее устройство, которое действует периодически или прерывисто) печатание можно осуществлять на протяжении интервала, следующего за подачей и захватом полотна механизмом 20 транспортировки пакетов. Хотя в описанных вариантах осуществления соответствующие комплекты расположенных выше по потоку прижимных роликов находятся вблизи печатающих устройств, в качестве альтернативы комплект прижимных роликов и соответствующее печатающее устройство могут находиться на определенном расстоянии друг от друга с возможностью по отдельности задавать конфигурацию этих соответствующих компонентов.
Областью 16 накопления является пространство между первой и второй направляющими планками-накопителями 36 и 38 и комплектом 18 дозирующих прижимных роликов. Этим пространством ограничены полотна А и В. В одном из вариантов осуществления область 16 накопления также может включать по меньшей мере один участок пространства между первым печатающим устройством 13 и вторым печатающим устройством 15. Планки 36 и 38 удерживают полотно А и/или В в области 16 накопления и не дают полотнам наматываться на упорные ролики 28 и 32 или прижимные ролики 27 и 31. Планки 36 и 38 также помогают направлять соответствующие свободные концы 52 и 62 полотен вниз через комплект 18 дозирующих прижимных роликов. Планки 36 и 38 также позволяют равномерно подавать оба полотна через комплект 18 дозирующих прижимных роликов по одинаковому пути, благодаря чему единственный датчик 34 положения полотна способен определять положение полотна А или полотна В. В одном из вариантов осуществления сходящиеся планки 36 и 38 образуют V-образную конфигурацию, но специалисты в данной области техники поймут, что могут использоваться другие применимые конфигурации, если они позволяют накапливать соответствующее полотно, а затем высвобождать его на соответствующих стадиях производственного цикла.
Комплект 18 дозирующих прижимных роликов включает ведомый неподвижный упорный ролик 19 и прижимной ролик 39, управляемый исполнительным механизмом (не показан). Такие исполнительные механизмы хорошо известны из техники и могут использоваться для управления любыми из описанных в изобретении прижимных роликов для их перемещения в сторону от составляющего пару упорного ролика или в его направлении. Их примеры включают пневматические или гидравлические поршни, зубчатую передачу или электрический исполнительный механизм.
Непосредственно под неподвижным упорным роликом 19 дозирующая направляющая планка 44 дополнительно позиционирует свободный конец 52 или 62 соответствующего полотна А или В для его обнаружения датчиком 34. Направляющая планка 44 также помогает не давать свободному концу 52 или 62 полотна наматываться на неподвижный упорный ролик 19.
Полотна А и В могут быть одинаковыми или в качестве альтернативы каким-либо образом различаться. Различием может являться различие в размерах, например, по ширине, длине или в обоих направлениях; различие в составе, например, по композиции, толщине или структуре каждого полотна; или любое иное различие, которое может быть полезно при обработке или упаковывании.
Для продвижения выбранного полотна смыкают соответствующий комплект прижимных роликов и приводят в действие приводной электродвигатель (не показан) в нужном направлении. Устройством управляют таким образом, чтобы в любое заданное время гарантировать захват и продвижение только одного полотна.
В процессе применения настоящего изобретения в тех вариантах осуществления, в которых используются рулоны зубчатых пакетов, выгодно предусмотреть способ продвижения каждого полотна на соответствующее расстояние по мере его подачи с выбранного рулона.
Одним из таких способов является использование печатных меток совмещения. Использование печатных меток совмещения в целом хорошо известно в технологии протяжки полотен и упаковывания.
Одним из недостатков использования печатных меток совмещения является необходимость дополнительной операции при изготовлении рулона зубчатых пакетов. Печатные метки совмещения должны последовательно наноситься на каждый из ряда пакетов. Это увеличивает стоимость рулона пакетов.
В другом варианте осуществления, который будет рассмотрен со ссылкой на фиг.6 и 7, каждый пакет 106 из рулона зубчатых пакетов имеет уплотнение 108, которое может иметь прямолинейную или криволинейную форму, и зубчатость 110 вблизи уплотнения 108. Уплотнение 108 представляет собой участок с толщиной, отличающейся от толщины окружающей его неуплотненной пленки. Как показано на чертежах, направление обработки, т.е. путь движения пакетов таков, что уплотнение 108 выполнено впереди зубчатости 110, иными словами, уплотнение расположено ниже по потоку зубчатости. В качестве альтернативы зубчатость 110 может быть выполнена впереди уплотнения 108. Регистрация пакетов для последующих операций обработки, таких как печатание и/или отсоединение пакета от следующего по порядку пакета из ряда пакетов, может осуществляться путем обнаружения поворота рычага 112 вокруг оси 114 поворота под действием уплотнения 108, смещающего ролик 116 в сторону от неподвижного элемента 118. Обнаружение движения рычага 112 осуществляется датчиком 120 наличия объекта или другим применимым устройством для обнаружения движения. Таким образом, при прохождении каждого уплотнения через неподвижную точку генерируется сигнал регистрации.
В другом варианте осуществления, который будет рассмотрен со ссылкой на фиг.8-11, каждый пакет 122 из рулона зубчатых пакетов имеет уплотнение 124, которое может быть прямым или изогнутым, и зубчатость 126 вблизи уплотнения 124. Как показано на чертежах, направление обработки, т.е. путь движения пакетов таков, что уплотнение 124 выполнено впереди зубчатости 126, иными словами, уплотнение расположено ниже по потоку зубчатости. В качестве альтернативы зубчатость 126 может быть выполнена впереди уплотнения 124.
Как показано на фиг.9, зубчатость 126 образована чередующимися отверстиями и перемычками размером, например, 0,25 дюйма для полотна А и 1,0 дюйм для полотна В. Могут использоваться отверстия и перемычки с любыми применимыми размерам и конфигурациями. Регистрация пакетов для последующих операций обработки, таких как печатание и/или отсоединение пакета от следующего по порядку пакета из ряда пакетов, может осуществляться путем обнаружения падения давления воздуха в линии 128 подачи сжатого воздуха с помощью измерительного отверстия 130 по мере того, как участок зубчатости 126 в виде продолговатых отверстий проходит через выходную сторону 132 линии 128 подачи сжатого воздуха. Таким образом, при прохождении зубчатости 126 каждого следующего пакета через неподвижную точку генерируется сигнал регистрации.
Проиллюстрированный на фиг.8-11 вариант осуществления может быть выгодно использован применительно к пакетам разнообразных типов, включая упаковки с маркировкой и упаковки без маркировки. Дополнительным преимуществом этого варианта осуществления является то, что участок зубчатости 126 в виде продолговатых отверстий служит для выпуска воздуха, захваченного во время наматывания в процессе изготовления.
В еще одном варианте осуществления, который будет рассмотрен со ссылкой на фиг.12-16, каждый пакет 134 из рулона зубчатых пакетов имеет уплотнение 136, которое может быть прямым или изогнутым, и зубчатость 138 вблизи уплотнения 136. Как показано на чертежах, направление обработки, т.е. путь движения пакетов таков, что уплотнение 136 выполнено впереди зубчатости 138, иными словами, уплотнение расположено ниже по потоку зубчатости. В качестве альтернативы зубчатость 138 может быть выполнена впереди уплотнения 136.
Как показано на фиг.13, пакет 134 имеет просечку, образующую язычок 140, который шарнирно соединен с контрольной линией 142. Хотя показано, что язычок 140 и контрольная линия 142 образуют прямоугольник, может использоваться любая применимая форма. Регистрация пакетов для последующих операций обработки, таких как печатание и/или отсоединение пакета от следующего по порядку пакета из ряда пакетов, может осуществляться путем обнаружения язычка 140 датчиком 144 наличия объекта по мере прохождения язычка через выходную сторону линии 146 подачи сжатого воздуха. Таким образом, генерируется сигнал регистрации. Обнаружение язычка 140 происходит за счет того, что под давлением воздуха, поступающего по линии 146 подачи сжатого воздуха, язычок оказывается над плоскостью пакета 134, где он может быть обнаружен датчиком 144 наличия объекта.
В другом варианте осуществления вместо участка зубчатости 126 в виде продолговатых отверстий может использоваться пакет 134. Таким образом, по мере прохождения язычка 140 через выходную сторону 132 может регистрироваться падение давления воздуха в линии 146 подачи сжатого воздуха.
Проиллюстрированный на фиг.12-16 вариант осуществления может быть выгодно использован применительно к пакетам разнообразных типов, включая упаковки с маркировкой и упаковки без маркировки. Дополнительным преимуществом этого варианта осуществления является то, что просечка, образующая язычок 140, служит отверстием для выпуска воздуха, захваченного во время наматывания в процессе изготовления.
На фиг.17 показан рулон 203 зубчатых пакетов и полотно согласно одному из вариантов осуществления изобретения. Полотно А представляет собой головную часть множества зубчатых пакетов, которые разматывают с рулона 203. Показанная часть головного пакета 210а обращена вправо на чертеже. Этот головной пакет может быть отсоединен от полотна А согласно изобретению в ходе описанных последующих операций. Пакет 210а имеет поперечное уплотнение 212а. Уплотнения пакетов обычно представляют собой сварные швы, хотя в изобретении может использоваться любое применимое уплотнение. Хотя пакеты согласно изобретению предпочтительно представляют собой пакеты с торцевым уплотнением, изобретение применимо к пакетам с боковым уплотнением.
Так, в случае пакетов с торцевым уплотнением путем сгибания пакета получают первую сторону 233 и вторую сторону 235 пакета 210а. Соседний и находящийся перед пакетом 210а пакет 210b также имеет поперечное уплотнение 212b, первую сторону 237 и вторую сторону 239. Пакет 210b также имеет зубчатость 214а, язычок 216b и контрольную линию 218b, обозначающую линию соединения язычка 216b с пакетом 210b. Соседний и находящийся перед пакетом 210b пакет 210с также имеет поперечное уплотнение 212 с, первую сторону 241 и вторую сторону 243. Пакет 210с также имеет зубчатость, язычок и контрольную линию (не показаны).
В альтернативных вариантах осуществления настоящего изобретения по меньшей мере над одним из печатающих/подающих устройств 12 или 14 может находиться уплотнительная планка, которая содержит промежуточную систему резания. Это может быть полезным, когда полотно представляет собой пленку в виде рукава без фальцев. Так, по меньшей мере одно из полотен А или В может представлять собой пленку в виде рукава без фальцев, а не головную часть рулона зубчатых пакетов. Уплотнительная планка, которая может представлять собой планку для термосваривания импульсного или непрерывного действия хорошо известного из уровня техники типа, может использоваться в сочетании с обычным ножом для создания поперечного сварного шва на пленке в виде рукава без фальцев, чтобы обозначить головной пакет. Затем может быть осуществлено печатание на пакете и его продвижение, как это описано в изобретении.
Предложенное в изобретении устройство может быть реализовано с любой применимой ориентацией или конфигураций в пределах от вертикальной до горизонтальной при условии, что различные компоненты устройства действуют, как это описано в изобретении. Таким образом, в изобретении возможны и предусмотрены варианты ориентации.
В изобретении предложено решение задачи выбора пакетов из множества источников, печатания на пакетах и продвижения отдельных пакетов. Изобретение также позволяет сочетать два независимых процесса (печатания и последующей автоматизированной транспортировки пакетов), которые осуществляются с различными скоростями, в единую систему непрерывного действия.
Изобретение позволяет сочетать несколько процессов в одну систему за счет использования буфера между процессами, которые протекают с различными скоростями.
Решение этой задачи обеспечивается посредством компактного модуля. В некоторых вариантах осуществления при использовании рулонов зубчатых пакетах свободные концы полотна изначально находятся в непосредственной близости от рулонов, благодаря чему для выбора, печатания, накопления и дозирования требуется очень небольшое пространство.
В изобретении используются рулоны зубчатых пакетов, которые обычно имеют меньше складок и морщин в области уплотнений, чем ленточные пакеты, за счет чего обеспечивается более гладкая и равномерная поверхность для печатания.
Изобретение позволяет использовать упорный ролик печатающего устройства в качестве ведомого прижимного ролика, а не просто направляющего ролика. За счет этого печатающее устройство может находиться в непосредственной близости от свободного конца полотна, благодаря чему увеличивается пригодная для печатания площадь пакета.
Изобретение позволяет определять положение обоих полотен с помощью единственного устройства. За счет того что при дозировании оба полотна подают по одному пути, в настоящем изобретении могут использоваться разнообразные устройства для последующей обработки пакетов.
В настоящем изобретении могут выгодно использоваться термопластичные пленки, такие как олефиновые пленки, обладающие или необладающие функциональными свойствами противокислородного барьера. Эти пленки изготавливают путем нанесение покрытия экструзией, совместной экструзии, ламинирования или другими применимыми способами. Во многих случаях применения выгодными являются пленки, имеющие наружный слой, промежуточный слой и внутренний слой. Материалы наружного слоя часто выбирают с целью обеспечения устойчивости к внешним воздействиям и/или герметизируемости, при этом они могут быть выбраны из любых применимых полимерных материалов, таких как полиолефины, например, этиленовый полимер и сополимер, полипропилен, сложный полиэфир, полиамид и т.п. Материалы внутреннего слоя часто выбирают с целью обеспечения герметизируемости, при этом они могут представлять собой любые из описанных материалов наружного слоя. Материалы промежуточного слоя часто выбирают с учетом их барьерных свойств (т.е. способности служить барьером для кислорода, влаги, двуокиси углерода и т.д.). Их примеры включают поливинилиденхлоридный полимер и сополимер, сополимер этилена и винилового спирта, поливиниловый спирт, полиамид, сложный полиэфир, акрилонитрил и т.п. Пакеты могут обладать способностью давать усадку при нагревании и могут иметь по меньшей мере частично сшитую структуру.
На полотнах могут быть напечатаны знаки, такие как товарный знак (слово и/или логотип), информация об основном содержимом пакета, формируемого из полотна, коды производителя и т.д., с помощью любых применимых красок и любых применимых схем или трафаретов.
Подразумевается, что в настоящее изобретение могут быть внесены изменения, не выходящими за пределы объема изобретения, который ограничен не конкретными описанными вариантами осуществления и примерами, а представленной далее формулой изобретения.
Например, хотя в изобретении описаны два полотна А и В, первое средство печатания на полотне/подачи полотна, содержащее первое печатающее устройство и первый комплект прижимных роликов, второе средство печатания на полотне/подачи полотна, содержащее второе печатающее устройство, и второй комплект прижимных роликов, в одном из вариантов осуществления настоящего изобретения может выгодно использоваться более двух полотен. Для каждого дополнительно используемого полотна предусмотрено дополнительное средство печатания на полотне/подачи полотна.
Реферат
Устройство предназначено для избирательного дозирования полотна из множества рулонов, каждый из которых состоит из ряда пакетов, соединенных поперечными зубцами. Устройство содержит первое и второе средства печатания на полотне/подачи полотна, служащие для продвижения и печатания соответственно на первом и втором полотнах первого и второго рулонов, состоящие из первого и второго печатающего устройства и первого и второго комплекта прижимных роликов, причем второе печатающее устройство находится на определенном расстоянии от первого печатающего устройства. Устройство также содержит первую и вторую направляющие планки-накопители, расположенные после первого и второго печатающих устройств, причем вторая направляющая планка-накопитель находится на определенном расстоянии от первой направляющей планки-накопителя, и комплект дозирующих прижимных роликов, расположенных после первой и второй направляющих планок-накопителей, и область накопления полотна. При этом область накопления полотна образована пространством между первой и второй направляющими планками-накопителями и комплектом дозирующих прижимных роликов. Устройство содержит также датчик положения полотна для обнаружения конца первого полотна или конца второго полотна, первый и второй датчики уплотнения для обнаружения зубцов пакета, уплотнения или язычка соответственно первого и второго полотен, дозирующую направляющую планку, расположенную после датчика положения полотна, и механизм транспортировки пакетов для продвижения головного пакета до загрузчика пакетов. В способе выбирают и продвигают первое полотно из образующих первый ру�
Формула
а) первое средство печатания на полотне/подачи полотна, служащее для продвижения и печатания на первом полотне из образующих первый рулон зубчатых пакетов и содержащее:
i) первое печатающее устройство и
ii) первый комплект прижимных роликов;
б) второе средство печатания на полотне/подачи полотна, служащее для продвижения и печатания на втором полотне из образующих второй рулон зубчатых пакетов и содержащее:
i) второе печатающее устройство и
ii) второй комплект прижимных роликов,
при этом второе печатающее устройство находится на определенном расстоянии от первого печатающего устройства;
в) первую и вторую направляющие планки-накопители, расположенные после первого и второго печатающих устройств, при этом вторая направляющая планка-накопитель находится на определенном расстоянии от первой направляющей планки-накопителя;
г) комплект дозирующих прижимных роликов, расположенных после первой и второй направляющих планок-накопителей;
д) область накопления полотна, образованную пространством между первой и второй направляющими планками-накопителями и комплектом дозирующих прижимных роликов;
е) датчик положения полотна для обнаружения конца первого полотна или конца второго полотна;
ж) первый датчик уплотнения для обнаружения зубцов пакета, уплотнения или язычка первого полотна;
з) второй датчик уплотнения для обнаружения зубцов пакета, уплотнения или язычка второго полотна;
и) дозирующую направляющую планку, расположенную после датчика положения полотна; и
к) механизм транспортировки пакетов для продвижения головного пакета до загрузчика пакетов.
а) выбирают и продвигают первое полотно из образующих первый рулон зубчатых пакетов, имеющее свободный конец и головной пакет с зубчатостью;
б) продвигают первое полотно между первым комплектом прижимных роликов, который включает подвижный прижимной ролик и ведомый упорный ролик;
в) отпечатывают знаки на первом полотне;
г) продвигают запечатанное полотно между первой и второй направляющими планками-накопителями;
д) протягивают запечатанное полотно между комплектом дозирующих прижимных роликов, расположенных после первой и второй направляющих планок-накопителей;
е) определяют положение полотна с помощью датчика положения полотна, расположенного после комплекта дозирующих прижимных роликов поблизости от него;
ж) перемещают подвижный прижимной ролик в направлении ведомого упорного ролика;
з) захватывают первое полотно между подвижным прижимным роликом и ведомым упорным роликом;
и) останавливают свободный конец первого полотна в положение ниже комплекта дозирующих прижимных роликов;
к) продвигают первое полотно из образующих первый рулон зубчатых пакетов на определенное дополнительное расстояние; и
л) накапливают продвинутое полотно между первой и второй направляющими планками-накопителями, пока первый датчик уплотнения, расположенный перед первым комплектом прижимных роликов, не обнаружит уплотнение, зубцы или язычок на первом полотне, и пока первое полотно не продвинется на достаточное расстояние, гарантирующее, что зубцы пакета непосредственно перед головным пакетом находятся в положении после первого комплекта прижимных роликов, но перед комплектом дозирующих прижимных роликов.
Комментарии