Устройство для формирования блоков изделий в форме параллелепипеда - SU664550A3
Код документа: SU664550A3
Чертежи

Описание
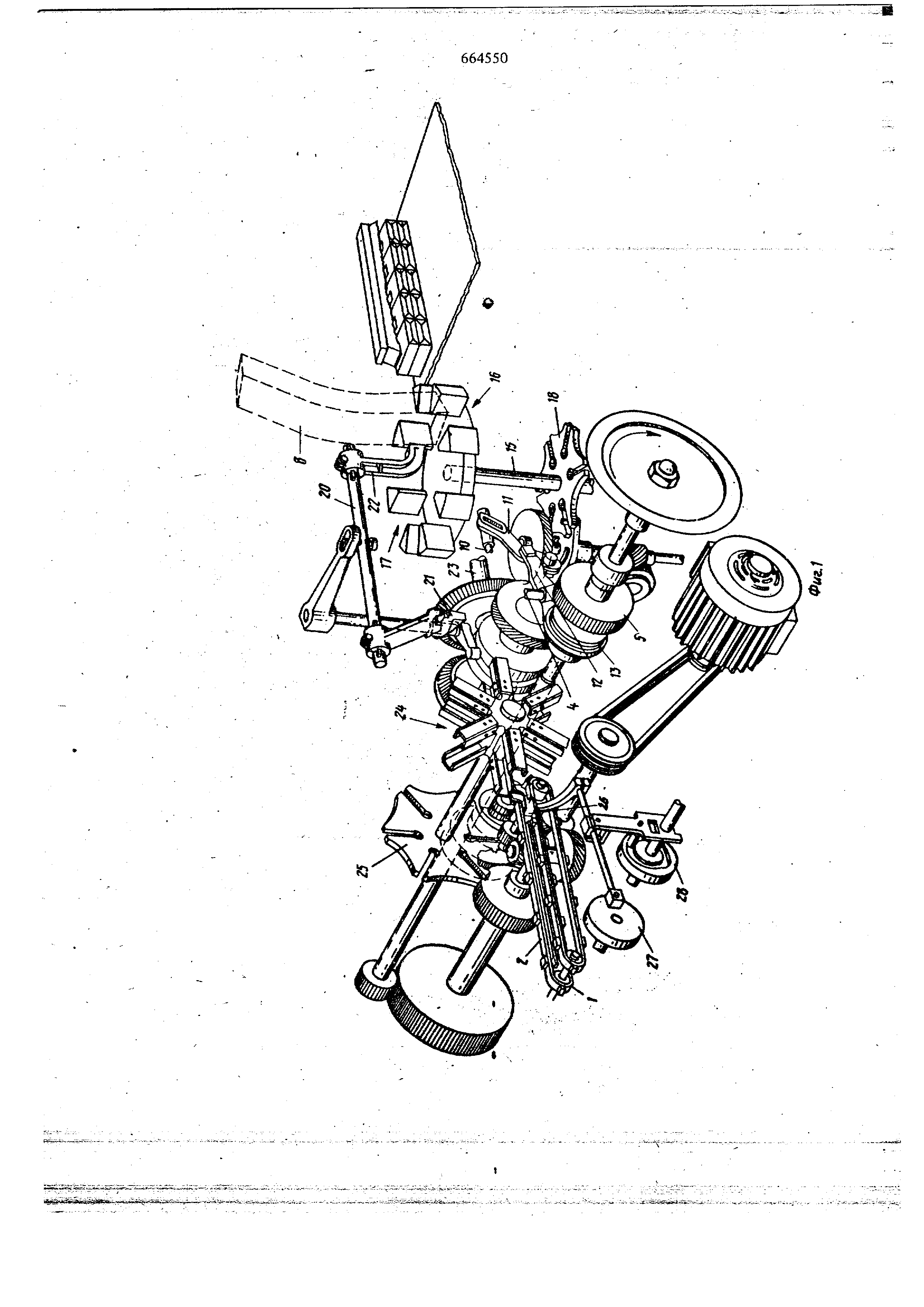
Над отводящим каналом 7 размещен дополшстельный отводящий горизонтальный канал 14, входной конец которого располагается над выходным тсонцом канала 7. У выходного конца канала 14 в одной плоскости с ним укреплено на вертикальном валу 15 колесо 16 с радиальными карманами 17 для стопок изделий. Колесо 16 через вал 15 связано с мальтийским механизмом 18 приводного механизма и совершает Прерьгайстое вращение. Диаметрально колесу 16 противоположно каналу 14 установлен второй дополнительный отводящий горизонтальньй канал 19. ,, На концах штанги 20 укреплены толкатели 21 и 22 для подачи изделий на колесо 16 и съема их с колеса. Штанга 20 установлена с возможностью осевого возвратно-поступательног о перёмещешя,- сообщаемогоей через систему рычагов от барабанного кулачка 23 привод ного механизма. Кроме того, между каналами 1 и 7 размещено оберточное колесо 24, которому сообщается прерывистое движение от мальтийского меха низма 25 приводного механизма. Причем загруз ка колеса 24 производится толкателем 26, движением которого управлянэт рычаги кулачки 27 и 28 приводного механизма. Устройство работает следующим образом. По подающему каналу 1 изделия, например, пачки 29 сигарет, непрерьгоно перемешаются транспортером, на i, выходном койце которого функционирует толкатель 26. Толкатель поднимается между лентами 2 над уровнем несущей поверхности транспортера и затем совершает горизонтальное движение, перемещая пачку в ра диальные направляющие оберточного колеса 24. Затем толкатель 26 опускается и совершает воз вратное поступательное движение в исходное по ложение Для последующего перемещения очередной пачки с ко1гаейера на колесо 24. Колесо, прерывисто перемещаясь, переносит пачки ко входному KOHijy отводящего канала 7 (в течение переноса пачки происходит обертьгвание ее и сютеивание). Толкателем 9 каждая очередная пачка перемешается с колеса 24 в отводяцу|й канал 7 и далее попадает на подъемно-опускной стол 3. Стоп, поднимаясь, переносит пачки через фиксаторы 6, над которыми образуется стопка изде .1ий. С помощью толкателя 21 очередная стопка перемещается с фиксаторов 6 на колесо 16 и занимает радиальный карман 17. Одновременно из диаметрально противополо ого кармана 17 стопка толкателем 22 перемещается в отводящий канал 19, где образуется блок изделий . Для пополнения потока пачек в случае их отбраковки служит накопитель 8, заполненный небракованными изделиями. Конструкция предлагаемого устройства обеспечивает высокую производительность формования блоков изделий, обрабатывая до 400 пачек в минуту... Формула изобретения 1.Устройство для формирования блоков изделий в форме параллелепипеда, предпочтительно пачек сигарет, содержащее подающий горизонтальный канал, подъемно-опускной стол для набора стопы изделий,, фиксаторы стопы изделий, телкатели, отводящий горизонтальный канал н вертикальный накопитель, отличающееся тем, что, с целью повышения проижодительности, над отводящим каналом размещен входным концом над выходным концом последнего дополнительный отводящий горизонтальный канал, у выходного конца которого в одаой плоскости с ним укреплено на вертикальном валу колесо с радиальными карманами для стопок изделий, а диаметрально колёса противополо.жно дополнительному отводящему каналу установлен другой дополнительный отводяиа4Й горизонтальный канал. 2.Устройство по п. I, о т л 1 ч а ю щ её с я тем, что тоякагели для 1юдачи изделий на колесо и съема их с колеса укреплены на концах штанги, смонтированной с возможностью осевого возвратно-поступательного перемещения. Источники информации, принятые во ъиямание при экспертизе, Г. ABTOjKKoe свидетельство СССР N 131359, кл. В 42 С 19/02, 1959.


Реферат
Формула
Комментарии