Система и способ создания грузовых единиц - RU2311325C2
Код документа: RU2311325C2
Чертежи

Описание
Область техники
Настоящее изобретение касается системы для создания грузовых единиц, а более конкретно - системы, основанной на двух или более станциях, используемых для формирования грузовых единиц. Каждая грузовая единица образована из одной или более отдельных упаковок.
Предшествующий уровень техники
На сегодняшний день известно использование поддонов различных форм и размеров в качестве основания для различных грузовых единиц. Зачастую используют так называемые EUR-поддоны, изготовленные из древесины. Поддоны, как таковые, занимают относительно большое пространство при хранении, являются тяжелыми и могут быть неудобными в обращении. Кроме того, EUR-поддоны обычно используют неоднократно и это означает, что их часто возвращают без какой-либо нагрузки. Чтобы исключить недостатки, связанные с ранее использовавшимися системами на основе EUR-поддонов или поддонов других форм, было предложено использовать два или более отдельных погрузочных элементов или погрузочных полок меньшего размера вместо EUR-поддонов или других поддонов.
Краткое изложение сущности изобретения
Ввиду расширения применения погрузочных полок возникла необходимость разработки подходящей системы и способа создания отдельных грузовых единиц.
Система и способ создания грузовых единиц предпочтительно должны удовлетворять ряду потребностей. Поэтому одна задача состоит в том, что такие система и способ должны быть относительно простыми в адаптации к разным ситуациям, касающимся как уровня автоматизации, так и формы и размеров упаковок, образующих каждую грузовую единицу.
Дополнительная задача состоит в том, чтобы обеспечить возможность создания и реализации этих системы и способа с приемлемыми затратами.
Еще одна дополнительная задача состоит в том, чтобы обеспечить функционирование этих системы и способа с разными транспортными средствами.
В соответствии с настоящим изобретением разработана система для создания грузовых единиц. Упомянутая система содержит две или более станций для формирования грузовых единиц. При осуществлении способа с использованием упомянутой системы используют первую станцию для сбора и размещения одной или более упаковок для формирования подходящей грузовой единицы. После этого на предпочтительных в настоящее время станциях укладывают погрузочные полки на грузовые единицы и одна или более обвязочных лент и/или растягивающаяся пленка оборачиваются вокруг грузовых единиц.
Другие задачи и преимущества, связанные с настоящим изобретением, станут очевидными для специалиста в данной области техники по прочтении нижеследующего подробного описания предпочтительных в настоящее время вариантов осуществления изобретения.
Краткое описание чертежей
Теперь в качестве примера и со ссылками на прилагаемые чертежи ниже будет приведено более подробное описание изобретения.
На чертежах:
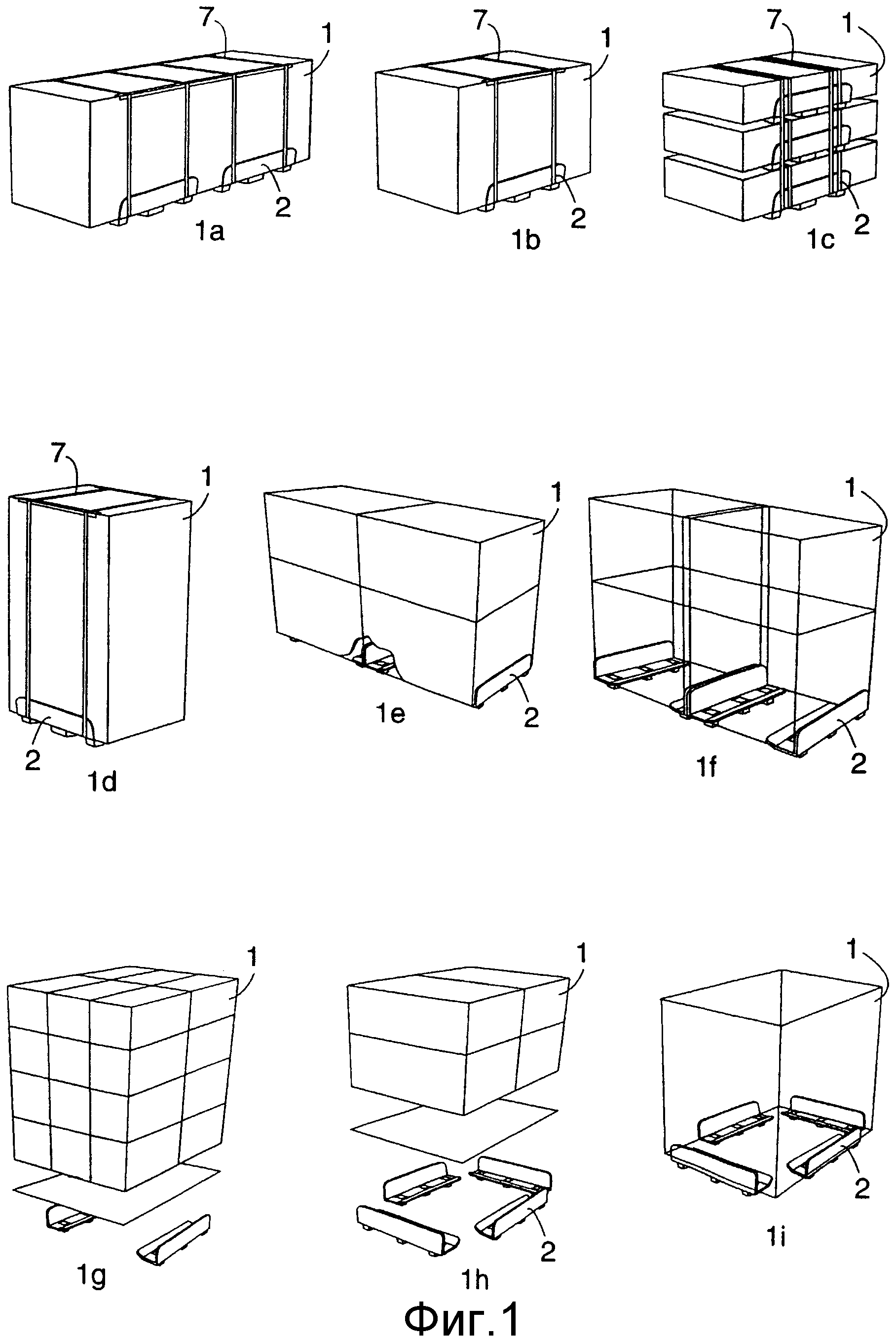
на фиг.1а-1i представлены различные грузовые единицы, сформированные с использованием настоящего изобретения;
на фиг.2 показана часть системы для создания грузовых единиц, соответствующей настоящему изобретению; и
на фиг.3 схематически показан один конкретный вариант осуществления системы согласно настоящему изобретению.
Подробное описание предпочтительных вариантов осуществления
Система и способ согласно настоящему изобретению основаны на том предположении, что упаковки 1 различных размеров и форм используются для формирования грузовых единиц 4. Даже несмотря на то, что все показанные упаковки 1 имеют в основном прямоугольную форму, специалист в данной области техники ясно представляет себе, что можно сформировать грузовые единицы 4 из упаковок, имеющих другие распространенные формы.
Настоящее изобретение основано на использовании нескольких станций 8-10, на которых последовательно формируются грузовые единицы 4. На первой станции 8 одну или более упаковок 1 собирают и размещают в форме каждой желаемой конечной грузовой единицы 4. На второй станции 9 по меньшей мере одну погрузочную полку 2 укладывают на каждом из двух противоположных нижних краев грузовой единицы 4. На третьей конечной станции 10 обвязывают в один или более витков обвязочные ленты 7 или оборачивают в один или более оборотов в растягивающуюся оберточную пленку и т.п. вокруг грузовой единицы 4, включая погрузочные полки 2.
Используемые погрузочные полки 2 обычно являются полками того типа, которые описаны в документе PCT/DK 01/00748, или любыми соответствующими погрузочными элементами. Погрузочные полки 2 имеют в основном L-образное поперечное сечение. Погрузочные полки 2 следует укладывать на нижнем краю упаковки или тому подобного таким образом, чтобы одна часть каждой погрузочной полки 2 располагалась под упаковкой, а другая часть - вдоль боковой стороны упомянутой упаковки. Часть погрузочной полки 2, располагаемая под упаковками, имеет выступы для обеспечения скольжения подъемного и/или транспортного средства в пространстве под упаковкой.
Если, например, грузовые единицы 4 следует сформировать из нескольких упаковок 1, то может возникнуть потребность в дополнительных станциях. Следовательно, такие дополнительные станции могут включать в себя станции, где формируются субъединицы, каждая из которых снабжена погрузочными полками 2 (См., например, фиг.1с и 1f.) Эти субъединицы могут быть снабжены обвязочными лентами, но обычно это необязательно. Затем некоторое количество субъединиц направляют на станцию для формирования конечных грузовых единиц 4. Можно также предусмотреть разные станции для обвязки обвязочными лентами 7 и оборачивания в оберточную пленку. Как указано на фиг.1g и 1h, у низа грузовой единицы 4 можно поместить плиту, если эта грузовая единица 4 образована большим количеством малых упаковок 1.
Специалисту в данной области техники понятно, что упаковки 1 и грузовые единицы соответственно можно транспортировать на станции и между ними многими способами. Кроме того, различные станции могут быть полностью или частично ручными и/или автоматизированными. В том смысле, в каком оно употребляется в данном описании, выражение «полностью автоматизированная» означает, что фактически все манипуляции с упаковками 1 или грузовыми единицами 4 осуществляются машиной, роботом и т.п., а в противном случае этими манипуляциями может управлять человек с помощью механического привода или вручную.
Упаковки 1 обычно хранятся на некотором складе. Первая станция 8 обычно находится на складе или тому подобном или около него. На упомянутой первой станции 8 собирают походящее количество упаковок 1 для формирования грузовой единицы. Грузовые единицы 4 согласно настоящему изобретению можно формировать из одной-единственной упаковки 1 или из многих упаковок 1. Желаемые размеры готовых грузовых единиц будут зависеть от количества упаковок 1, используемых для создания каждой отдельной грузовой единицы 4.
В конкретном варианте осуществления, показанном на фиг.2, упаковки 1, из которых формируют грузовую единицу 4, собирают на транспортере 6. Посредством транспортера 6 грузовые единицы 4 подают на вторую станцию 9. На второй станции 9 грузовые единицы 4 принимаются в машине 5, при этом каждая грузовая единица 4 снабжается погрузочными полками 2 в более или менее автоматизированном режиме. В других конкретных вариантах осуществления погрузочные полки 2 накладывают с использованием большей доли ручного труда (не показано). Затем грузовую единицу 4 с погрузочными полками 2 транспортируют из машины 5 посредством дополнительного транспортера 6. Специалисту в данной области техники понятно, что можно изменять форму транспортеров и вследствие этого использовать ленты, ремни, валки, колеса и т.д. Кроме того, специалист в данной области техники ясно представляет себе, что транспортировку грузовых единиц 4 в машину 5 и из нее можно осуществлять любыми другими подходящими средствами, такими как промышленные грузовики, подъемные краны, поперечины и т.д.
На станции 9, содержащей машину для наложения погрузочных полок 2, на грузовые единицы 4 накладывают достаточное количество погрузочных полок 2. На фиг.1 схематически показано, что в зависимости от размеров упаковок, чувствительности их содержимого и т.д. количество погрузочных полок 2 на каждой стороне может изменяться, а погрузочные полки можно располагать на нескольких разных высотах и ширинах в каждой погрузочной единице 4.
После того как машина 5 снабжает грузовые единицы 4 погрузочными полками 2, грузовые единицы передают на третью станцию 10. На станции 10 грузовые единицы снабжаются обвязочными лентами 7 или растягивающейся оберточной пленкой, или т.п. Обычно для снабжения грузовых единиц 4 обвязочными лентами 7, оберточной пленкой и т.п. используют машину, хорошо известную в данной области техники. Вместе с тем, можно накладывать обвязочные ленты 7, оберточную пленку и т.п. с использованием большей доли ручного труда.
Когда грузовые единицы 4 покидают третью станцию 10, они готовы для транспортировки любым подходящим образом. Так, грузовые единицы 5 направляют в контейнер, вагонетку, грузовик или любое другое средство транспортировки.
Реферат
Изобретение относится к системе для создания грузовых единиц. На первой станции собирают и размещают множество упаковок для формирования грузовой единицы. Грузовые единицы снабжают по меньшей мере двумя погрузочными полками на противоположных нижних краях грузовой единицы на второй станции. Количество используемых погрузочных полок и их размещение основаны на размерах и форме упаковок, из которых нужно сформировать грузовую единицу. Система для создания грузовых единиц для использования в способе содержит две или более станций, на которых формируют грузовые единицы. Одна станция имеет средства для сбора множества упаковок и размещения упаковок для формирования желаемой грузовой единицы. Изобретение направлено на относительную простоту в адаптации к ситуациям, касающимся автоматизации, формы и размеров упаковок, образующих каждую грузовую единицу. 2 н. и 6 з.п. ф-лы. 3 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ транспортировки, хранения или подготовки к транспортировке или хранению скоропортящихся продуктов, транспортируемый контейнер и транспортируемый объект
Комментарии