Автоматическая упаковочная линия - SU856373A3
Код документа: SU856373A3
Чертежи
Описание
1
Изобретение относится к пищевой промышленности, а именно к устройств вам для упаковки готовых продуктов.
Известна автоматическая упаковочная линия, содержащая подающие транспортеры , загрузочные механизмы, расположенные вдоль них, и отводящее приспособление ,1..
Однако при использовании данной автоматической упаковочной линии продукты подают от технологической установки через бесконечные ленточные транспортеры к упаковочным машинам. Съем части изделий с транспортеров последовательно производится поста- 15 ми автоматической загрузки, кажды.й из которых направляет снятые им с транспортера изделия в совмещенную с ним упаковочную машину. Производительност ь технологической установки 20 в общем случае равна или немного меньше, чем суммарная производительность упаковочных машин той же линии, В случае выхода из строя поста автоматической загрузки или совмещенной с ним упаковочной машины часть готовых изделий не может пропускаться через оставшиеся в работе упаковочные машины и должна удаляться в конец линии. Формованные изделия могут быть30
собраны и снова поданы в цикл для повторной формовки. Для глазированных изделий повторная формовка совершенно недопустима, и таким образом изделия , не прошедшие упаковку, представляют в этом случае невосстакавливаемые отходы или сырье для возможной переработки на субпродукты. Нее эти недостатки снижают производительность данной автоматической упаковочной линии.
Цель изобретения - повышение производительности .
Указанная цель достигается тем, что в автоматической упаковочной линии , содержащей поданадие транспортеры , загрузочные механизмы, расположенные вдоль них, и отводящее приспособление , у выходного коица послеЛнего в линии загрузочного механизма установлено устройство для возврата изделий, состоящее из двух параллельных ленточных .трацспортеров, укрепленных один над другим на одной опоре с возможностью .поворота относительно оси, расположенной в точке пересечения диагоналей четырехугольника , образованного концами указанных транспортеров, имеющих привод для их чередующегося приведения в деистне , причём линия снабжена устройстом для временной укладки возвращеных изделий, устройством для выталивания неуложенных изделий и устройтвом для повторной загрузки возвраенных изделий.
При этом устройство для укладки озвращенных изделий содержит по меньей мере два бесконечных ленточных ранспортера, один из которых установлен с возможностью поворота межу положением, в котором он находится на продолжении одного из двух транспортеров устройства для возврата изделий и положением, в котором он находится на продолжении второго транспортера, причем последний частично расположен над подающими транспортерами и/или над устройством для возврата изделий.
При этом устройство для повторной загрузки возвращенных изделий содержит бесконечный ленточный транспортер , расположенный на продолжении второго ленточного транспортера устройства для укладки изделий, и механизм съема изделий, имеющий поворотный в направлении движения транспортеров устройства для укладки изделий стол и поворотный коленчатый рычаг, одно из плеч которого имеет приводной силовой цилиндр.
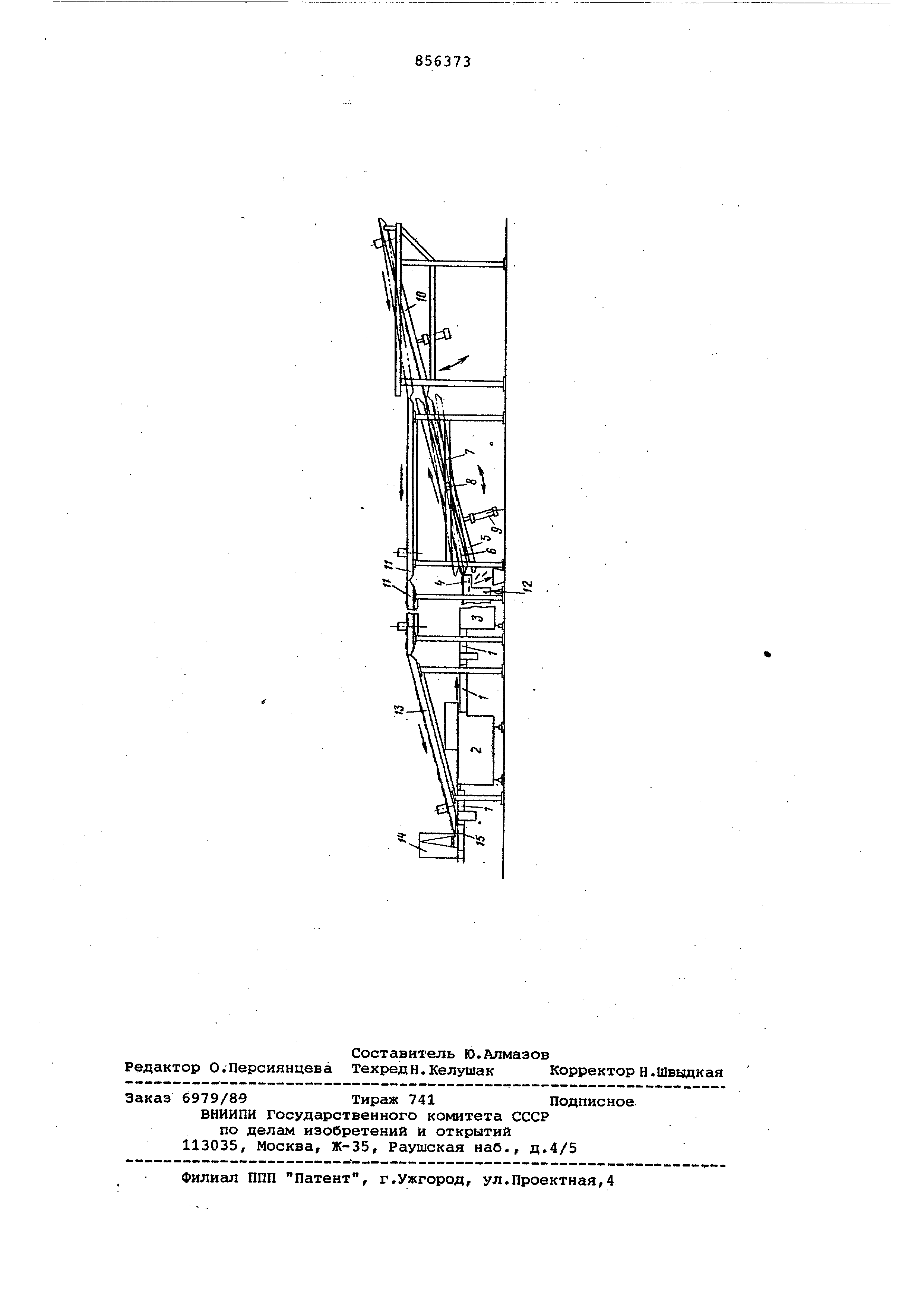
На чертеже изображена автоматическая упаковочная линия, общий вид.
Автоматическая упаковочная линяя содержит подакхцие транспортеры 1, загрузочные механизмы 2 и 3, расположенные вдоль них, и отводящее приспособление 4, у выходного крнца которого в линии загрузочного механиз- . ма 3 установлено устройство для возврата изделий, выполненное в виде двух параллельных ленточных транспортеров 5 и 6, укрепленных один над другим на одной опоре 7 с возможностью поворота относительно оси 8, расположенной в точке пересечения диагоналей четырехугольника, образованного концами транспортеров 5 и 6, имеющих привод 9 для их чередующегося приведения в действие, причем линия снабжена устройством для временной укладки возвращенных изделий содержащим не менее двух бесконечных ленточных транспортера 10 и 11, причем транспортер 10 установлен с возможностью поворота между положением, в котором он находится на продолжении одного из транспортеров 5 устройства ШЛ.Я возврата изделий и положением , в котором он находится ,на продолжении транспортера 11, причем транспортер 11 частично расположен под подающими транспортерами 1 и/или над устройством для возврата изделий, .устройство 12 для выталкивания неуложенных изделий и устройство для повторной загрузки возвращенных изделий , содержащее бесконечный лентяиный транспортер 13, расположенный на продолжении транспортера 11 устройства для укладки изделий, и механизм 14 съема изделий, включающий поворотный в направлении движения транспортеров 1 и 13 стол 15 и поворотны коленчатый рычаг (на чертеже не показан ), одно из плеч которого имеет приводной силовой цилиндр (на чертеже не показан).
Автоматическая упаковочная линия работает следующим образом.
Изделия поступают из технологической установки (на чертеже не показана ) , например из формовочной м шины , по подающим транспортерам 1 на загрузочные мехг.низмы 2 и 3, которые снимают изделия с транспортеров 1 и направляют их в упаковочную машину (на чертеже не показана). При переполнении загрузочного механизма 3, изделия, не попавшие в упаковочную машину, поступают в отводящее устройство 4, при этом срабатывает устройство 12 для выталкивания неуложенных изделий и изделия попадают в устройство для возврата изделий до тех пор, пока не произойдет переполнение устройства для временной ук- . ладки возвращенных изделий.
Транспортер б устройства возврата находится напротив устройства 12 выталкивания , которое непрерывно подает попадающие на него изделия на транспортер 6, приводимый в действие в импульсном режиме для обеспечения равномерного расположения на нем изделий, несмотря на неравномерную подачу данных изделий на вход этого транспортера. Импульсное продвижение транспортера 6 продолжается до его заполнения. В этот момент транспортер 5 устройства возврата оказывается пустым, как и транспортер 10 устройства укладки, который находится в нижнем положении напротив указанного транспортера 5. В этот момент оба параллельных транспортера 5 и 6 поворачиваются вместе с их основанием относительно горизонтальной оси 8 вращения таким образом , чтобы транспортер 5 установился напротив устройства 12 выталкивания , а транспортер 6 - напротив, транспортера 10 устройства укладки. При этом устройство 12 выташкивания может продолжать нерегулярную подачу не прошедших через механизмы 2 и 3 загрузки изделий, которые равномерно располагаются на импульсно перемещающемся транспортере 5. В течение данного периода транспортер б устройства возврата движется непрерывно, чтобы обеспечить быструю подачу находящихся на нем изделий на транспортер 10 устройства укладки. Эта последняя операция должна выполняться очень быстро, чтобы освободить транспортер 6 для приема новой порции изделий после заполнения параллельного транспортера 5.
После того, как все изделия переходят с транспортера б на транспортер 10, которые все время в течение данной операции непрерывно движутся в одном направлении с одинаковой скоростью, транспортер 10 поворачивается и переходит в верхнее положение устанавливаясь напротив транспортера 11 устройства уклгщки. После этого направление движения транспортера 10 меняется на противоположное и все изделия с него подаются на транспортер IJ.. По окончании данной операции транспортер 10 снова опорожняется и возвращаете в нижнее положение, устанавливаясь напротив транспортера 6 устройства возврата.
Это положение сохраняется до нового заполнения транспортера 5 устройства возврата. В этот.момент оба транспортера 5 и 6 поворачиваются вместе со своим основанием относутельно оси 8 вращения и переходят в положение , в котором транспортер 5 с находящимися на нем изделиями находится напротив транспортера 10 устройства укладки, а опорожнившийся транспортер 6 устанавливается напротив устройства 12 выталкивания для нового цикла загрузки. При этом количество транспортеров устройства укладки определяется требуемой производительностью уклсщки. Непрерывно уложенные на транспортере 11 изделия подсшэтся на последовательно располагаемые за ним аналогичные транспортеры .
Изделия С транспортеров 11 или расположенных за ними транспортеров устройства укладки непрерывно подаются на транспортер 13 устройства для повторной загрузки в цикл. После окончания данной операции механизм привода транспортера 13 переводится в импульсный режим и изделия поступают в устройство съема, которое помещает их на свободное место на загрузочных транспортерах 1, Устройство съема устанавливается между двумя соседними постами автоматической загрузки, при этом свободные места на загрузочных транспортерах 1 возникают из-за попадания изделий в расположенные перед устройством съе1ма механизмы 2 и 3 автоматической загрузки. После того, как все издели с транспортера 13 повторно загружены в цикл, данный транспортер снова переводится в режим непрерывного привода и получает новую порцию изделий быстро уложенных на транспортер 11 устройства укладки.
Автоматическая упаковочная линия обеспечивает повепление производительности за счет полного исключения ручного труда и уменьшения потерь изделий за счет повторной укладки изделий , не попавших в упаковочные машины , за первый или предыдущие циклы.
Формула изобретения
1.Автоматическая упаковочая ли .ния, содержащая подающие транспорте, ры, загрузочные механизмы, располо0 женные вдоль них,и отводящее приспособление , отличающаяся тем, что, с целью повышения произво;дительности , у выходного конца последнего в линии загрузочного меха5 низма установлено устройство для возврата изделий, состоящее из двух параллельных ленточных транспортеров, укрепленных один над другим на одной опоре с возможностью поворота относительно оси, расположенной в точке
0 пересечения диагоналей четырехугольника , образованного концами указанных транспортеров, имеющих привод для их чередующегося приведения в действие, причем линия снабжена уст5 ройством для временной укладки возвращенных изделий, устройством для выталкивания неуложенных изделий и устройством для повторной загрузки возвреиденных изделий.
0
2.Автоматическая линия по п.1, отличающаяся тем, что устройство для укладки возвращенных изделий содержит по меньшей мере два бесконечных ленточных транспортера,
5 один из которых установлен с возможностью поворота между положением, в котором он находится на продолжении одного из, двух транспортеров устройства для возврата изделий и положе0 нием, в котором он находится на продолжении второго транспортера, причем последний частично расположен над подающими транспортерами и/или над устройством для возврата изделий .
5
3.Автоматическая линия по п.1, о тли чающаяся тем, что устройство для повторной загрузки возвращенных изделий содержит бесконечный ленточный транспортер, рас0 положенный на продолжении второго ленточного транспортера устройства для укладки изделий, и механизм съема изделий, имеющий поворотный
в направлении движения транспортеров
5 устройства для укладки изделий стол и поворотный коленчатый рычаг, одно из- плеч которого имеет приводной силовой цилиндр.
Источники информации, принятые во внимание при экспертизе
0 1. Кокашинский Г.Р. Производство шоколадных изделий. М., Пищевая промышленность, 1973, с.255-257.

Реферат
Формула
Комментарии