Устройство для образования упаковочных единиц - RU2564390C1
Код документа: RU2564390C1
Чертежи
Описание
Изобретение относится к устройству для изготовления упаковок в соответствии с ограничительной частью пункта 1 формулы изобретения, включающему в себя однорядную или многорядную подачу емкостей или однорядные или многорядные потоки емкостей, по меньшей мере, одно вращающееся вокруг центральной оси колесо оформления обрабатывающего устройства, по меньшей мере, с одним элементом нанесения в зоне обрабатывающего устройства, посредством которого, по меньшей мере, один активатор адгезии или одно клеящее средство, и/или, по меньшей мере, один слой активатора адгезии или клеящего средства может наноситься на емкость вверху или внизу. Далее изобретение относится к соответствующему способу по пункту 15 формулы изобретения.
Емкостями в плане изобретения являются, к примеру, бутылки, жестяные банки, тубы, мягкие упаковки, соответственно из металла, стекла и/или полимерного материала, то есть к примеру, также ПЭТ-бутылки, однако, и другие упаковочные средства, в частности, такие, которые пригодны для розлива жидких или вязких продуктов, однако, также и уже соединенные в группы (многоместные упаковки) емкости. Такие емкости, к примеру, ПЭТ-бутылки, имеют зону контакта, которая осуществлена сферически изогнутой, так что емкости могут как бы обкатываться по периферии друг друга, то есть по «радиусу качения». В случае с бутылками из стекла, при многократном их использовании, это можно наблюдать, к примеру, в виде различимого, как правило, в виде светлого выделения, кольца износа. Такие «радиусы качения» могут располагаться на ПЭТ-бутылках не только в зоне головки, но и в зоне донышка.
Известно, что такие емкости, как бутылки из стекла или ПЭТ-бутылки, после наполнения закрываются и затем снабжаются одной или несколькими этикетками. Для этого на емкость в горизонтальном или вертикальном направлении посредством клея наносятся одна или несколько отдельных этикеток, как представлено, к примеру, в DE 4013938 C2 или в DE 19712193 C2. Известен также способ оборачивания емкостей по всему объему этикетировочным рукавом или так называемым «Roll-Feed-Etikett». В публикации DE 20110763 U1 представлено такое рукавно-этикетировочное устройство, при использовании которого этикетировочный рукав (рукавная этикетка) снимается с накопительного ролика, разрезается соответственно определенной длине и затем вращается и натягивается на бутылку. Затем фрагмент рукава высвобождается, так что этикетировочный патрон плотно прилегает к поверхности бутылки.
Способ «Roll-Feed» и такое устройство известно из DE 10243701 A1. При этом бутылка оборачивается этикеткой, начало которой приклеивается на емкость, а конец на начало этикетки.
В частности, при нанесении на бутылку нескольких отдельных этикеток известна возможность ориентации бутылок на этикетировочном устройстве таким образом, что, к примеру, этикетка для цилиндрической части бутылки и колеретка, или же декоративное изображение на крышке располагаются в определенном положении относительно друг друга. Этикетированные таким образом бутылки зачастую затем соединяются на упаковочных машинах в упаковки посредством того, что группы бутылок или емкостей, как правило, четыре или шесть отдельных бутылок, оборачиваются пленкой, которая затем подвергается усадке для получения стабильной товарной единицы.
Детально изготовление упаковок происходит, к примеру, таким образом, что емкости, стоя на плоскости транспортера и с ориентацией оси в вертикальном направлении или, в основном, в вертикальном направлении, подаются в массе или в широком потоке емкостей, в котором емкости в отношении маркированных емкостей и/или отличительных знаков внешнего оформления имеют произвольную ориентацию. Затем этот широкий поток емкостей посредством разделения на отдельные потоки преобразуется в несколько однорядных потоков емкостей. На следующих этапах способа осуществляется отделение емкостей, образующих последующие упаковки или группы емкостей, из однорядных потоков емкостей, соединение необходимого количества емкостей, соответственно, в уплотненную группу емкостей, в которой емкости своими многочисленными боковыми или периферийными поверхностями, то есть контактными поверхностями или поверхностями соприкосновения, прилегают друг к другу, и соединение емкостей каждой группы емкостей в компактную и прочную, а также стабильную упаковку.
Известно о возможности соединять или формировать вместе несколько товарных единиц, соответственно, в одну товарную группу и, при использовании термоусадочной пленки (к примеру, US 7726464 B2), изготавливать прочные, пригодные для хранения и транспортировки, блоки или упаковки. Недостатком является при этом, в частности, то, что используемые при этом пленки, а также, в частности, напрессовка пленки в горячем состоянии посредством подачи тепла или энергии, требует немалых затрат.
Также уже предлагалось ранее изготавливать пригодные для транспортировки упаковки посредством упаковывания сформированных в группу емкостей с использованием обвязки, обхватывающей группу емкостей по типу петли (DE 102009025824 A1, DE 102009044271 A1, DE 4126212 A1), то есть соединять их друг с другом в упаковку так, что обеспечивается особенно экономичная и простая возможность для изготовления упаковок или пригодных для транспортировки и хранения товарных единиц. Обвязка может также склеиваться с емкостями. Недостатком при использовании обвязки является, правда, то обстоятельство, что при первой выемке емкости из такой упаковки, оставшиеся в упаковке емкости не удерживаются более посредством данной обвязки. Это наблюдается не только тогда, когда обвязка разъединена или разрезана, но и тогда, когда возможно вынуть одну емкость из упаковки без рассечения обвязки.
При транспортировке таких упаковок на ленточном конвейере всегда имеется опасность того, что цилиндрические или имеющие форму, близкую к цилиндрической, изделия, такие как жестяные банки, бутылки или емкости, вследствие вибраций, ударов и проч. примут гнездовое положение, то есть попадут в промежутки соседних рядов. Для предотвращения такой ситуации при работе с известными упаковками обвязка устанавливается с большим усилием.
DE 102006037105 A1, напротив, относится к способу компоновки упаковок емкостей, при котором на обеих сторонах транспортера предусмотрена вращающаяся звездочка, которая вдавливает горлышки бутылок в зажимы на плоской конвейерной ленте. Дополнительно упаковка бутылок обхватывается лентой или оболочкой (пленкой).
В соответствии с DE 2331193 A1 на емкости тонкими поверхностями или рядами наносится клеящее средство, причем соответственно посредством смежных плоскостей, на которые не нанесено клеящее средство, можно взять упаковку для ее переноса. В местах склеивания емкости приклеиваются друг к другу. EP 2096039 A1 также предлагает способ нанесения на емкости клеящего средства, причем вокруг упаковки бутылок располагается термоусадочная пленка.
Задача изобретения состоит в создании устройства и способа изготовления упаковок ранее указанного типа, при котором, несмотря на отказ от использования обхватывающей пленки, и/или, несмотря на отказ от обвязки, простым образом можно предотвратить попадание товара при транспортировке в промежутки соседних рядов, причем и после выемки одной или нескольких единиц товара из упаковки оставшиеся единицы товара соединены в упаковке или это соединение может быть снова восстановлено.
Для решения указанной задачи предусмотрено устройство для изготовления упаковок в соответствии с пунктом 1 формулы изобретения или способ в соответствии с пунктом 14 формулы изобретения.
Обрабатывающее устройство имеет при этом одно или несколько колес оформления, на которых подаются одна или несколько этикеток или печатных изображений и слой активатора адгезии или клеящего средства для непосредственно последующего уплотнения емкостей и формирования упаковки. Для этого емкости могут вращаться на колесе оформления вокруг вертикальной оси, причем в каждом положении емкости при обработке на колесе оформления в идеальном варианте предусмотрено соответствующее количество направляющих со стороны днища, к примеру, тарелок для размещения емкостей в вертикальном положении/вращающихся тарелок и/или большое количество направляющих со стороны головки, к примеру, в виде удерживающих и центрирующих патронов разливочной машины.
Емкостями в плане изобретения являются, к примеру, ПЭТ-бутылки, то есть в частности, бутылки, металлические банки, тубы, мягкие упаковки соответственно из металла, стекла и/или полимерного материала, однако, также и другие упаковочные средства, в частности, такие, которые пригодны для наполнения жидкими или вязкими продуктами, однако, также и уже соединенные в группы (многоместные упаковки) емкости. Емкости располагаются в упаковке не в гнездах.
«Активатором адгезии или клеящим средством» в плане изобретения являются, в частности, все материалы или массы, при использовании которых возможно образование клеящего соединения между емкостями, в частности, соединения, материалы или массы, которые, будучи нанесенными в жидком или вязкорасплавленном состоянии, образуют самоклеящийся слой и/или при использовании давления, и/или за счет подачи энергии, и/или после отверждения или структурирования (также за счет подачи энергии), способствуют образованию клеевого соединения. «Активатором адгезии или клеящим средством» в плане изобретения являются, в частности, также многослойные материалы, к примеру, состоящие, по меньшей мере, из одного материала подложки, покрытого таким материалом, благодаря которому образуется клеевое соединение между емкостями, то есть по меньшей мере, с двух сторон обеспечивается процесс адгезии и/или склеивания. Такие активаторы адгезии или клеящие средства называются прокладками. «Склеиваемая» емкость имеет в соответствии с изобретением активатор адгезии или клеящее средство, то есть снабжена активатором адгезии или клеящим средством. Активатор адгезии или клеящее средство выбрано в предпочтительном варианте таким образом, что емкости вручную и без повреждений могут выниматься из упаковки и отделяться друг от друга. Возможно, что жидкое клеящее средство наносится посредством элементов нанесения. Возможно нанесение низковязкого УФ-отверждаемого клеящего вещества. Пригоден был бы также термореактивный клей, который, однако, остывает слишком быстро и, таким образом, возможно потеряет свои клеящие свойства еще до того момента, кода емкости упаковки в достаточной степени склеятся друг с другом. УФ-отверждаемое клеящее вещество является также предпочтительным в отношении особенно легкой регулировки требуемых от него свойств. Соответствующая станция отверждения или участок отверждения, с точки зрения рационального расположения, предусматривается в направлении прохождения потока через элементы нанесения стационарно или вдоль линейного транспортера, выше, а, в случае необходимости, и ниже него. Станцией отверждения может быть, к примеру, тоннель с УФ-освещением. Станция отверждения располагается в предпочтительном варианте в направлении прохождения потока через обрабатывающее устройство, предпочтительно на линейном транспортере.
Предпочтительно, обрабатывающее устройство имеет колесо оформления, устройство ввода и устройство вывода. Устройство ввода может выполняться в виде подающей звездочки, подающего шнека и т.д. При выборе устройства вывода, в идеальном варианте должно быть выбрано устройство, которое удерживает емкости с блокировкой от вращения. При этом может быть предусмотрена выводящая звездочка, в выемках которой располагается резиноподобная, предотвращающая вращение, поверхность или элементы. В идеальном варианте предусматривается выводящая звездочка, которая на каждом месте установки для бутылки или емкости имеет всасывающий элемент, причем всасывающие элементы соединены с вакуумным насосом и, в идеальном варианте, устройство для обеспечения вакуумом подсоединено таким образом, что оно активно лишь в определенной угловой зоне выводящей звездочки. Устройство ввода обеспечивает согласование входящего потока емкостей с разделением на колесе оформления, так что соответствующие емкости без каких-либо проблем могут быть переданы на колесо оформления. Посредством устройства вывода емкости на определенном расстоянии друг от друга могут транспортироваться далее.
Целесообразно направляющие со стороны днища выполнены в виде вращающихся тарелок, причем направляющие со стороны головки имеют со стороны захвата упаковочные или центрирующие патроны разливочной машины или выполнены в виде них. Соответствующая емкость оказывается, таким образом, как бы зажата между вращающейся тарелкой и упаковочным или центрирующим патроном, и фиксированно удерживается в этом положении. Посредством моторного привода вращающейся тарелки и/или направляющей со стороны головки может быть инициировано дополнительное к вращению вокруг оси колеса оформления вращение отдельной емкости. Благодаря этому емкость на пути транспортировки соответственно потребностям поворачивается вокруг оси вращения колеса оформления относительно него, так что в направлении периферии емкости могут быть нанесены отличительные знаки внешнего оформления, такие, как этикетки, а затем многочисленные поверхности контакта или соприкосновения емкости могут быть снабжены активатором адгезии или клеящим средством. Целесообразно при этом предусмотреть несколько элементов нанесения, которые в направлении вращения колеса оформления следуют друг за другом или располагаются как радиально внутри, так и радиально снаружи, так как, благодаря этому, время вращения при нанесении большого количества активатора адгезии или клеящего средства по периферии емкости сокращается.
Посредством приводных механизмов, во взаимодействии с соответствующими контрольными устройствами, расположенные вертикально емкости могут быть, к тому же, благоприятным образом ориентированы на определенные емкости - и/или отличительные знаки оформления, то есть к примеру, на так называемые рельефы, и затем, в соответствии со спецификой нанесения на емкости, могут снабжаться активаторами адгезии или клеящими средствами таким образом, что емкости одной упаковки оказываются ориентированы внутри упаковки абсолютно идентично друг другу.
В предпочтительном варианте осуществления изобретения может быть предусмотрено, что, соответственно, два элемента нанесения располагаются друг над другом, причем в случае необходимости последующие элементы нанесения также располагаются друг над другом. Таким образом, соответственно, один элемент нанесения может постоянно снабжать точно одну зону емкости, то есть участок поверхности контакта или соприкосновения, активатором адгезии или клеящим средством. Естественно, что, к примеру, при нанесении активаторов адгезии или клеящих средств методом разбрызгивания или распыления элементы нанесения могут быть осуществлены с возможностью управления, то есть могут быть осуществлены с возможностью регулировки наклона относительно каждой оси в пространстве. Разумеется, элементы нанесения могут также перемещаться совместно с соответствующими емкостями, по меньшей мере, по части участка, что, однако, не является необходимым условием.
За обрабатывающим устройством, предпочтительно за колесом оформления или за устройством вывода, непосредственно подсоединен участок или устройство отделения или уплотнения, к примеру, линейный транспортер, причем снабженные еще влажными или активируемыми клеящими средствами или активаторами адгезии емкости соединяются в упаковки и транспортируются далее. Неподвижные и/или подвижные направляющие элементы могут быть предусмотрены, соответственно, по бокам линейного транспортера, и могут быть предусмотрены захватывающие элементы, которые, соответственно, предназначены для одной упаковки.
Направляющие элементы сформированы, например, в виде ограждений, которые проводят упаковки и, соответственно, емкости в упаковках, между собой и поддерживают их. Возможно осуществить направляющие элементы неподвижными. Однако возможно также осуществить направляющие элементы с возможностью совместного перемещения, так чтобы скорость емкостей или упаковок относительно расположенных по бокам направляющих элементов была равна нулю. Посредством расположенных по бокам направляющих элементов может создаваться боковое давление, которое является целесообразным для клеевого соединения емкостей в упаковке. Иными словами, направляющие элементы обладают не только функцией направления и поддержания, но и функцией генерирования воздействующего на емкости усилия, которое способствует уплотнению емкостей и, соответственно, упаковок, перпендикулярно направлению транспортировки, то есть приближая их друг к другу, прижимает или сжимает их, чтобы, таким образом способствовать образованию достаточного клеевого соединения.
В предпочтительном варианте осуществления захватывающие элементы располагаются перпендикулярно направлению транспортировки и полностью перекрывают линейный транспортер, причем в направлении транспортировки захватывающие элементы располагаются за упаковкой, так что захватывающие элементы перемещают упаковку как бы перед собой. Благодаря этому в предпочтительном варианте создается усилие, которое поддерживает соединение емкостей между собой в направлении транспортировки или против направления транспортировки, а также их уплотнение. Чтобы улучшить соединение емкостей в упаковке между собой не только перпендикулярно направлению транспортировки, но и в направлении транспортировки, захватывающие элементы в направлении транспортировки могут придавать емкостям или упаковкам дополнительную скорость относительно транспортера. Если скорость подачи захватывающего элемента или захватывающих элементов больше скорости подачи линейного транспортера, то обеспечивается смещение или скольжение емкостей или упаковок со стороны подачи в направлении стороны выгрузки. Очевидно, что усилие смещения может существенно улучшить клеевое соединение. Захватывающие элементы могут быть осуществлены в предпочтительном варианте в виде штанг, то есть в виде захватывающих штанг. Затем захватывающие элементы могут приводиться в действие самостоятельно и/или могут быть соединены с направляющими элементами. В этом отношении направляющие элементы, помимо вышеуказанных функций, как бы могут брать на себя еще и функцию направления захватывающих элементов. Если направляющие элементы предусмотрены приводными, то есть вращающимися, то в соответствии с изобретением непременно следует неподвижно закреплять захватывающие элементы на направляющих элементах, причем вышеупомянутая относительная скорость может быть достигнута посредством привода направляющих элементов. Направляющие элементы могут быть выполнены также с возможностью регулировки в поперечном направлении, так что устройство может быть отрегулировано также и под различные размеры емкостей. Скорость подачи линейного транспортера, направляющих элементов и/или захватывающих элементов может быть отрегулирована индивидуально, для чего к работе могут быть привлечены соответствующие главные посты управления или центральные устройства управления установки в целом.
Возможно снабдить упаковку в зоне устройства отделения и/или уплотнения еще и элементом для переноски, к примеру, ручкой, для чего могут быть предусмотрены соответствующие устройства, которые расположены в направлении прохождения потока к стороне выгрузки или на подходящем месте линейного транспортера.
Естественно, элемент для переноски может быть посредством вышеуказанного активатора адгезии иди клеящего средства закреплен на упаковке или между соседними емкостями в упаковке посредством того, что вклеивается параллельно с процессом уплотнения и сближения емкостей после колеса внешнего оформления или с процессом выхода в зоне устройства отделения и/или уплотнения.
Таким образом, посредством изобретения в распоряжение предоставляется устройство для изготовления упаковки, которое, несмотря на отказ от пленки, в которую она была бы обернута, и/или от обвязки, простым способом предотвращает попадание емкостей в процессе транспортировки в гнездовые положения и предполагает полный отказ от вышеупомянутой пленки. При этом и после выемки одной или нескольких емкостей из упаковки сцепление оставшихся емкостей в упаковке сохраняется. За счет отказа от использования пленки или обвязочной ленты (беспленочная упаковка бутылок), уменьшается нагрузка на окружающую среду, вследствие отсутствия отходов, причем, таким образом, сберегаются также ресурсы для изготовления производимых в основном из полимерных материалов, пленок или обвязок. Емкости одной упаковки в процессе транспортировки, то есть в условиях бесперебойной работы устройства для изготовления упаковок, то есть упаковочной машины, напрямую склеиваются друг с другом. К тому же, может быть получена беспленочная упаковка бутылок с минимальным слоем нанесенного клеящего средства, в которой отдельные емкости в достаточной степени соединены друг с другом.
Особое преимущество состоит, разумеется, в том, что за счет расположения элементов нанесения активаторов адгезии и клеящих средств на этикетировочном колесе можно, в известной степени, отказаться от использования упаковочной машины и общеупотребительных тоннелей для термоусаживания пленки. С точки зрения энергозатрат, а также расходов, это является существенным преимуществом.
Варианты осуществления, преимущества и возможности использования изобретения выявляются также на основании последующего описания примеров осуществления и на основании чертежей. При этом все описанные и/или представленные на чертежах признаки сами по себе или в любом сочетании являются, в принципе, предметом изобретения, в не зависимости от их компоновки в формуле изобретения или ссылок на них. Содержание формулы изобретения является также частью описания.
Изобретение поясняется далее более детально на примере осуществления, со ссылкой на фигуры, на которых представлены:
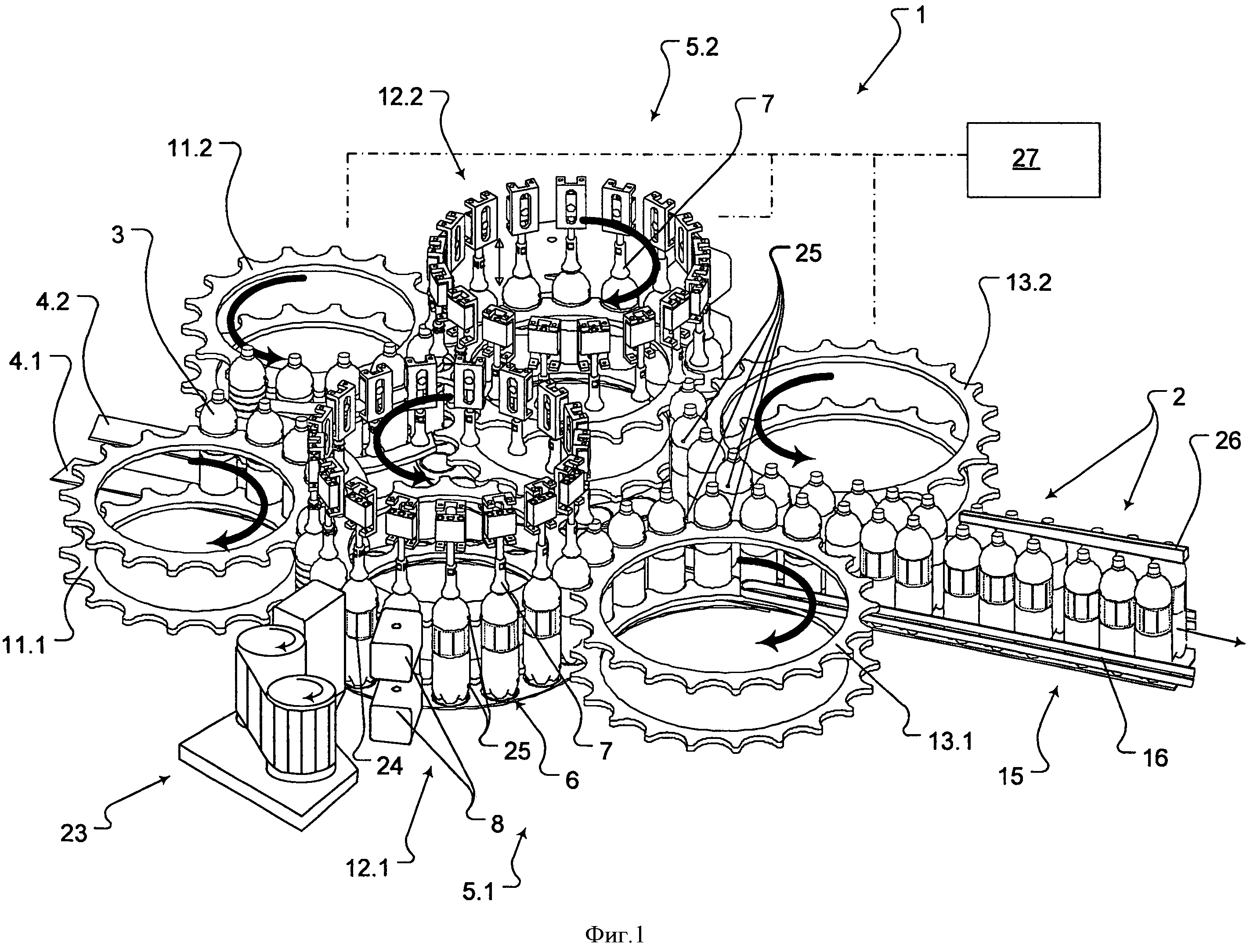
фиг. 1 - часть устройства для изготовления упаковки с шестью товарными единицами или емкостями, в перспективном изображении;
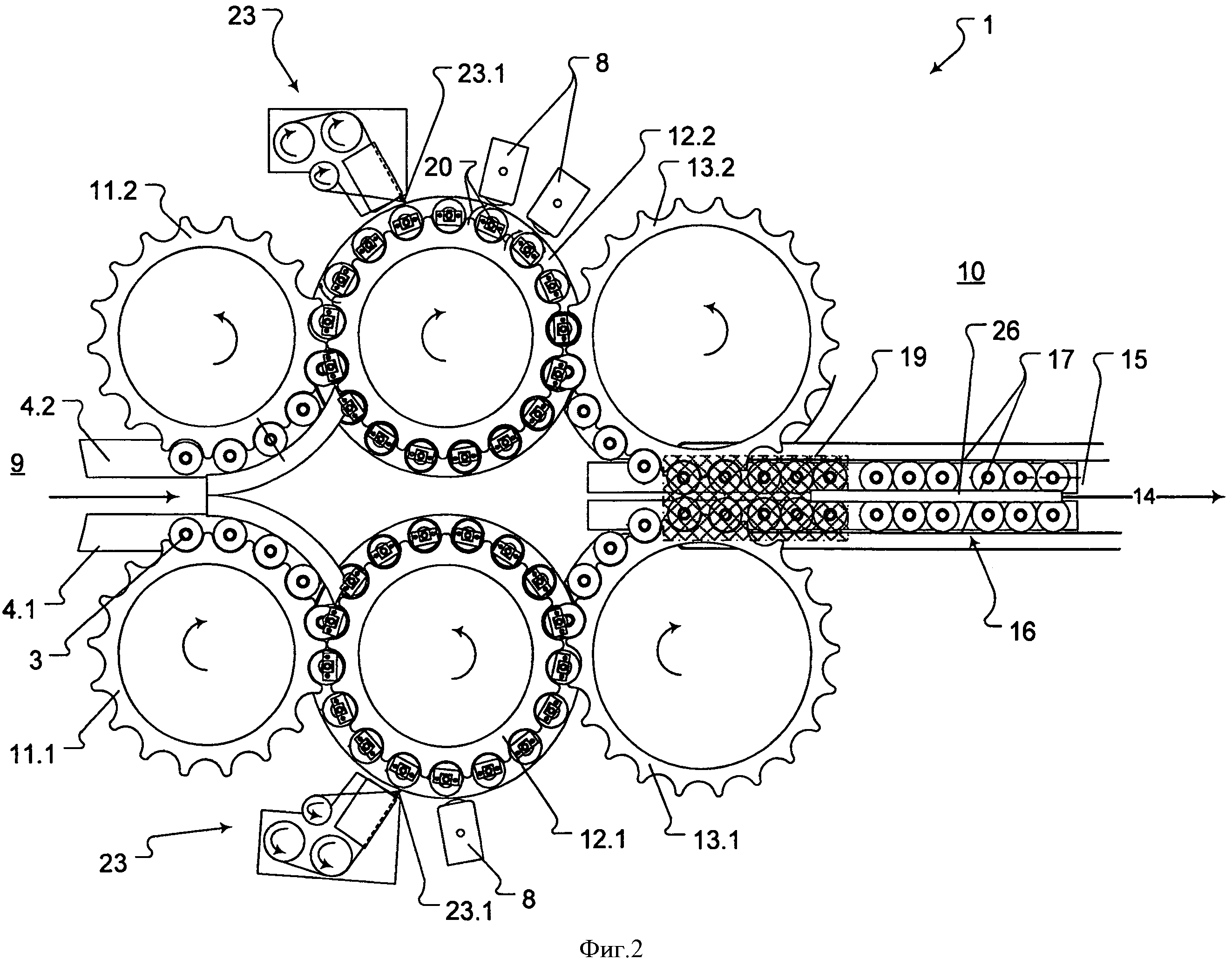
фиг. 2 - часть с фиг. 1 на виде сверху;
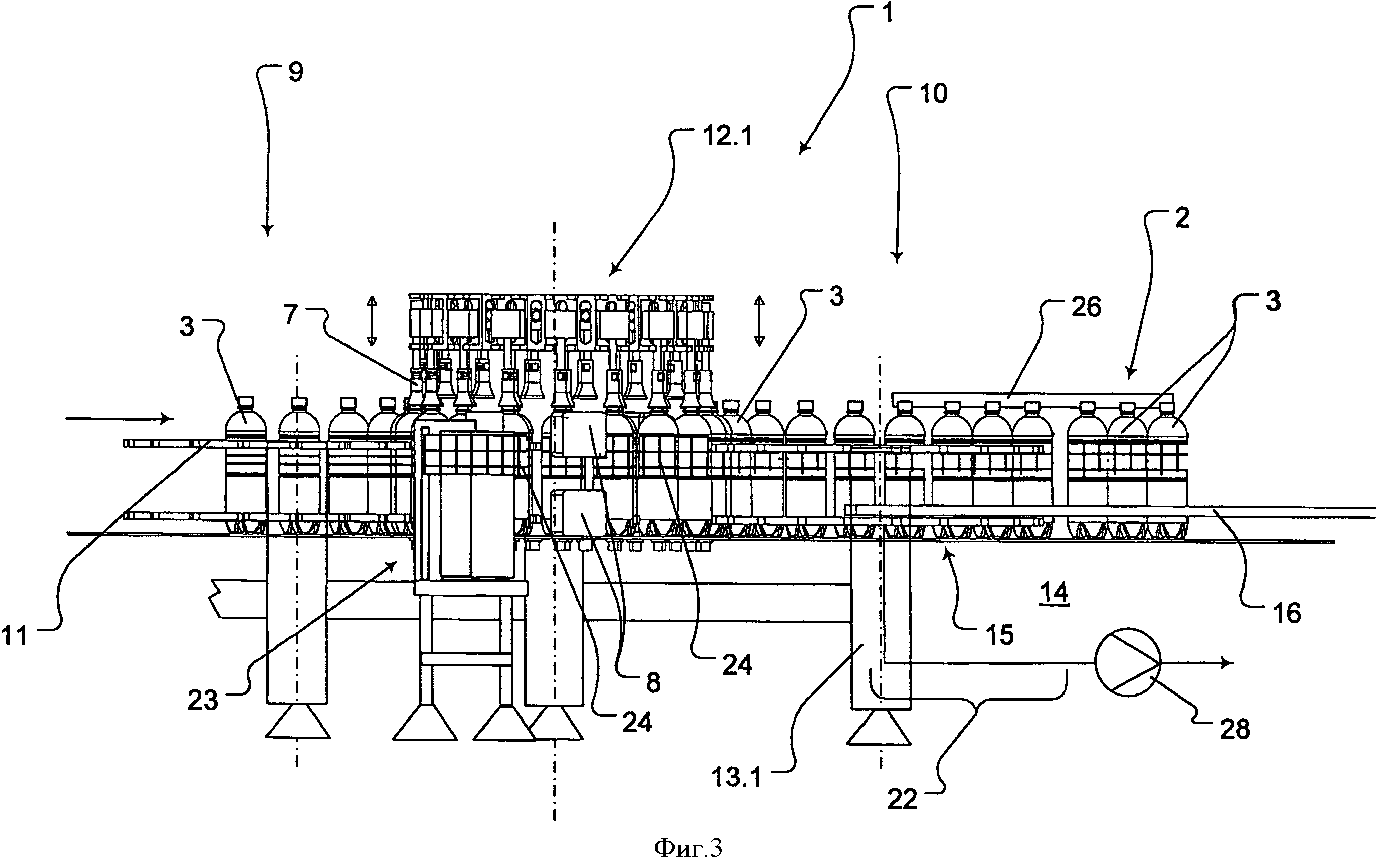
фиг. 3 - часть с фиг. 1 на виде сбоку;
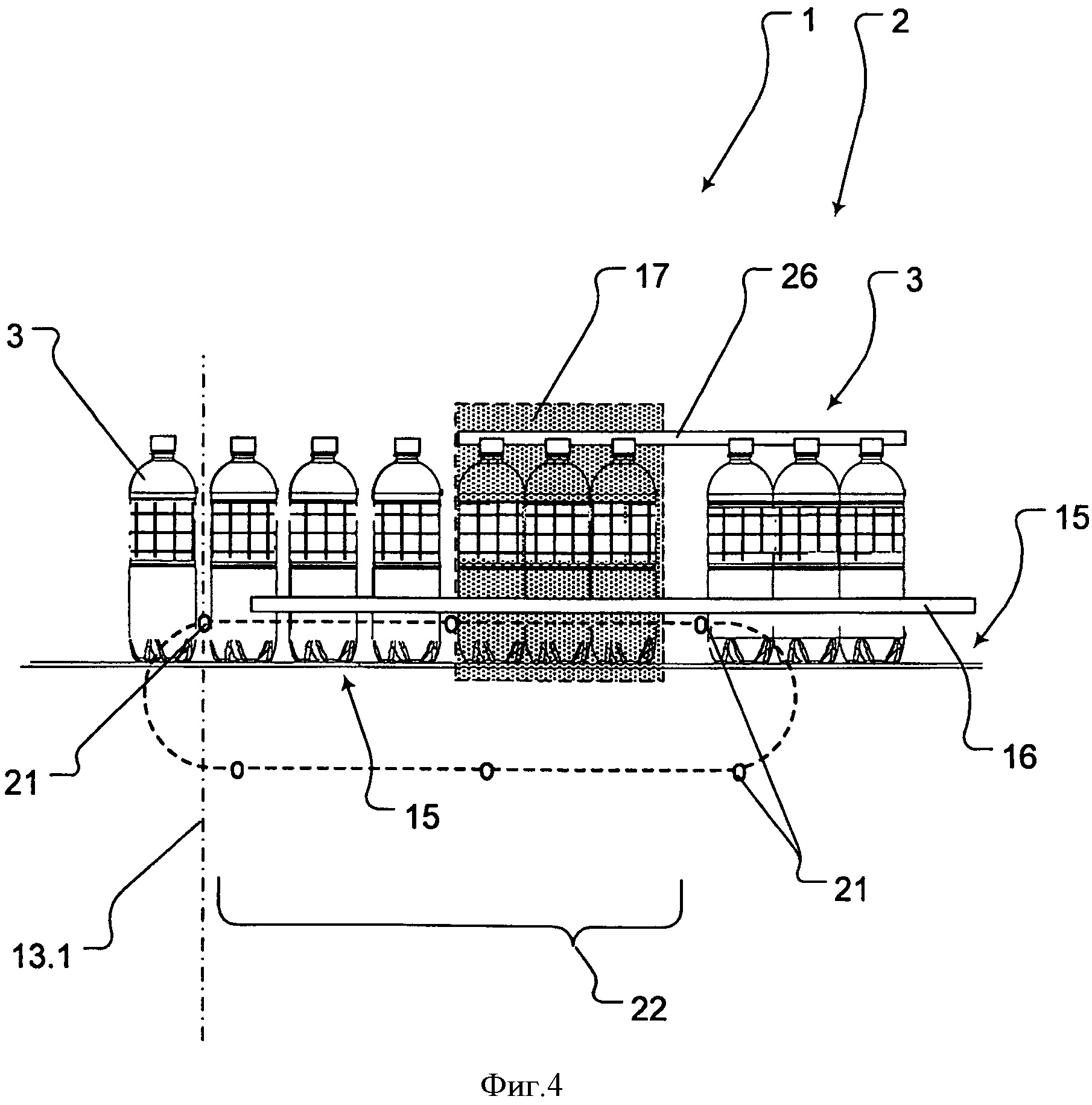
фиг. 4 - примерный вариант осуществления участка отделения или уплотнения в примерном варианте осуществления в виде линейного транспортера;
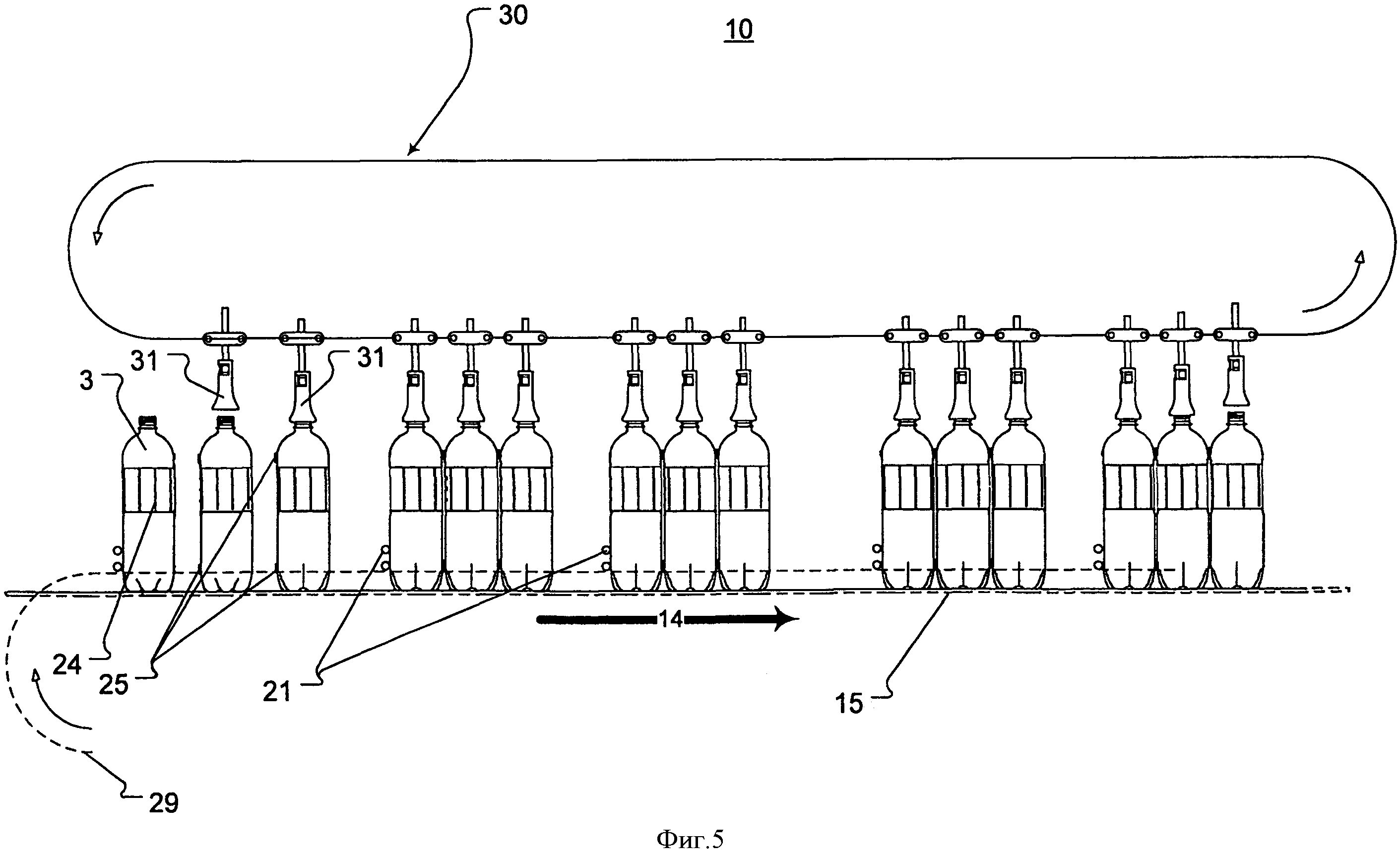
фиг. 5 - вид сбоку альтернативного линейного участка отделения и уплотнения, и
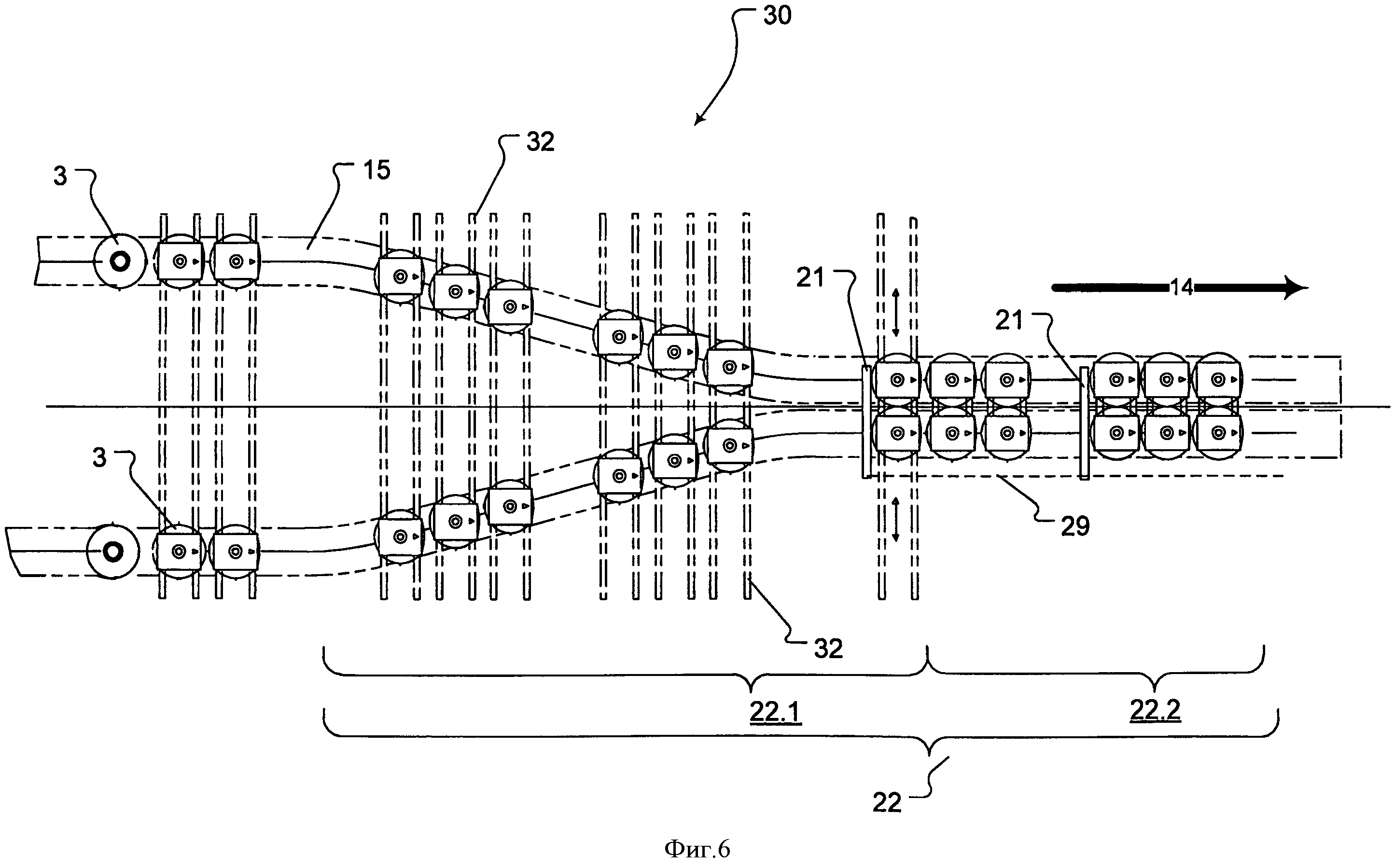
фиг. 6 - вид сверху верхнего привода линейного участка отделения и уплотнения.
На различных фигурах одинаковые детали снабжены одними и теми же ссылочными позициями, вследствие чего они, как правило, описываются также лишь однократно.
Фиг. 1 демонстрирует часть устройства 1 для изготовления упаковок 2 из емкостей 3, то есть упаковочной машины, причем в предварительной зоне один широкий поток емкостей 3 преобразуется в несколько, как представлено в данном случае, к примеру, в два однорядных потока 4.1 и 4.2 емкостей, в которых емкости 3 имеют произвольную ориентацию. Естественно, посредством подходящего и конструктивно согласованного участка или устройства отделения и уплотнения возможно также сформировать однорядную или более чем двухрядную комплексную установку, при использовании нижеследующих вариантов осуществления.
В предложенном на рассмотрение примере предусмотрено соответственно обрабатывающее устройство 5.1 и 5.2 для каждого из потоков 4.1 и 4.2 емкостей, причем соответствующее обрабатывающее устройство 5 имеет множество направляющих 6 со стороны днища и направляющих 7 со стороны головки для емкостей 3, причем вдоль пути транспортировки емкостей 3 на обрабатывающем устройстве 12 или на его колесе 12.1 и 12.2 оформления сначала предусмотрено по одному модулю 23 оформления, в качестве этикетировочного модуля, и последующие два элемента 8 нанесения. При этом в представленном на фиг. 1 примере осуществления элементы 8 нанесения расположены таким образом, что подача активаторов адгезии и клеящих средств на поверхность бутылки может осуществляться выше и ниже этикетки. В направлении прохождения потока через обрабатывающее устройство 5 емкости 3 соединяются в упаковки 2.
Емкости 3 со стороны 9 входа транспортируются в направлении стороны 10 выхода (аксиальное направление 14 транспортировки), причем на обрабатывающем устройстве 5 предусмотрены модули 23 оформления и элементы 8 нанесения для нанесения активаторов адгезии или клеящих средств, а емкости 3 в направлении прохождения потока через обрабатывающее устройство 5 соединяются в общую упаковку 2 и транспортируются в направлении стороны 10 выгрузки.
Фиг. 1 демонстрирует, что каждое обрабатывающее устройство 5 или 5.1 и 5.2 имеет устройство 11 или 11.1 и 11.2 ввода, колесо 12 или 12.1 и 12.2 оформления и устройство 13 или 13.1 и 13.2 вывода для соответствующего потока 4.1 и 4.2 емкостей. Устройство 11 ввода осуществлено в виде подающей звездочки, причем устройство 13 вывода осуществлено в виде выводящей звездочки. Так как для каждого потока 4.1 и 4.2 емкостей предусмотрено соответственно одно обрабатывающее устройство 5, то они или их компоненты снабжаются на фигурах цифрами «.1» или «.2» для пояснения принадлежности к соответствующему потоку 4.1 и 4.2 емкостей. Соответствующие компоненты осуществлены, естественно, как правило, соответственно, идентичными, однако, в случае необходимости, могут быть осуществлены также различным образом или могут вообще отсутствовать, если это с технической точки зрения имеет смысл. К примеру, на одном из двух путей транспортировки могут отсутствовать элементы 8 нанесения, если нанесения активаторов адгезии и клеящих средств 25 на другом пути транспортировки достаточно.
Направляющие 6 со стороны днища осуществлены на колесе 12 оформления, к примеру, в виде приводимых в действие посредством мотора вращающихся тарелок, причем направляющие 7 со стороны головки имеют установленные с боковым захватом упаковочные или центрирующие патроны разливочной машины или осуществлены в виде таких патронов. Таким образом, соответствующая емкость 3, с возможностью стопорения удерживается, так сказать, между вращающейся тарелкой 6 и упаковочным патроном 7. Такие вращающиеся тарелки и упаковочные или центрирующие патроны, как уже упоминалось ранее, известны при использовании промышленных этикетировочных машин.
Как можно видеть на фиг. 1 и 2, на колесе 12 оформления предусмотрено по одному модулю 23 оформления, в данном случае в форме этикетировочного модуля, для подачи самоклеящихся этикеток на раздающую головку 23.1 и несколько элементов 8 нанесения, которые в направлении вращения (стрелка 18) колеса 12 оформления следуют друг за другом. Посредством вращающейся тарелки 6 установленные вертикально емкости могут быть, к тому же, благоприятным образом ориентированы на определенные емкости - и/или на отличительные знаки нанесения, то есть к примеру, на так называемые рельефы, и затем могут быть снабжены активаторами адгезии и клеящими средствами, в соответствии со спецификой нанесения на такого рода емкости таким образом, что емкости 3 одной упаковки 2 соединяются в эту упаковку 2 с точно идентичной ориентацией относительно друг друга. Для этого могут быть предусмотрены соответствующие и не представленные в данном случае контрольные устройства.
Вращение емкостей может производиться, однако, лишь для снабжения большого количества контактных поверхностей или поверхностей соприкосновения емкости или емкостей 3 в направлении периферии активаторами адгезии или клеящими средствами, к примеру, с постоянным шагом 90°. Выравнивание и, соответственно, вращение, к примеру, перед элементами 8 нанесения и/или между следующими в направлении 19 вращения элементам 8 нанесения обозначено на фиг. 2 ссылочной позицией 20.
В предпочтительном варианте осуществления изобретения может быть предусмотрено, что соответственно два элемента 8 нанесения расположены друг над другом, причем последующие элементы 8 нанесения также расположены друг над другом. Таким образом, соответственно, один элемент 8 нанесения может постоянно снабжать точно одну зону емкости, то есть участок контактной поверхности или поверхности соприкосновения, активатором адгезии или клеящим средством. Естественно, что, к примеру, при нанесении активаторов адгезии или клеящих средств методом разбрызгивания или распыления элементы 8 нанесения могут быть осуществлены с возможностью управления, то есть могут быть осуществлены с возможностью регулировки своего наклона относительно каждой оси в пространстве. Разумеется, элементы 8 нанесения могут также перемещаться совместно с соответствующими емкостями 3, по меньшей мере, по фрагменту участка, что, однако, как правило, не является необходимым условием.
Непосредственно в направлении прохождения потока через устройство 13 вывода или обеих выводящих звездочек 13.1 и 13.2 расположен линейный транспортер 15, который функционирует как участок 22 отделения и/или уплотнения. Устройство 13 вывода или обе выводящие звездочки сводят снабженные этикетками емкости 3 вместе перпендикулярно аксиальному направлению 14 транспортировки и передают снабженные этикетками емкости 3 попарно на линейный транспортер 15, что на фиг. 2 обозначено посредством ссылочной позиции 19.
При этом сначала соответственно две снабженные этикетками емкости 3 прижимаются друг к другу контактными поверхностями или поверхностями соприкосновения, причем линейный транспортер 15 может быть осуществлен таким образом, что сведение вместе нескольких, к примеру, трех пар емкостей, приводит к образованию упаковки 2, которая включает в себя шесть емкостей 3. Для этого линейный транспортер 15 может иметь захватывающие элементы 21, причем, к тому же, могут быть предусмотрены еще и боковые направляющие элементы 16, как можно видеть на фиг. 4. Все компоненты через блок 27 контроля и управления соединены друг с другом.
Устройство 13 вывода, в идеальном варианте, как представлено на фиг. 3, соединено с вакуумным насосом 28, и имеет отсасывающие элементы (не изображены), которые удерживают емкости 3 в определенном и неизменном положении угла поворота. В идеальном варианте емкости высвобождаются лишь тогда, когда происходит контакт с соседней емкостью 3. В простейшем варианте осуществления изобретения устройство 13 вывода может иметь также углубления и/или поверхности, которые из-за повышенного коэффициента трения не допускают или предотвращают повороты емкостей 3, к примеру, резиновые покрытия или зубчатые формообразования, а также их комбинации.
Обрабатывающее устройство 5 или устройств 13 вывода последовательно подключено, таким образом, к линейному транспортеру 15, который функционирует как участок отделения и уплотнения. Соответственно, по бокам, вдоль линейного транспортера 15, предусмотрены статичные и/или подвижные направляющие элементы 16, причем в предложенном на рассмотрение примере предусмотрены захватывающие элементы 21, которые соответственно предназначены для одной упаковки 2. Захватывающие элементы 21 обеспечивают совместное проведение вдоль аксиального направления 14 транспортировки, то есть прижим емкостей 3 одной упаковки 2 друг к другу. Кроме того, направляющие элементы 16 способствуют образованию усилия прижима емкостей 3 перпендикулярно направлению 14 транспортировки таким образом, что и в поперечном направлении оказывается благоприятное воздействие на клеевое соединение и это соединение удерживается в течение определенного промежутка времени.
Если есть необходимость в устройстве 17 для отверждения, к примеру, в виде УФ-устройства для отверждения отверждаемого с помощью УФ-клеящего вещества, то оно, отвечая поставленным задачам, располагается на линейном транспортере 15. В альтернативном варианте или в сочетании с вышеизложенным вариантом проходящий в направлении транспортировки УФ-излучатель 26 может располагаться выше сгруппированных емкостей или упаковки 2.
На фиг. 5 и 6 представлено альтернативное уплотняющее устройство. При этом поток емкостей/потоки емкостей или емкости 3 уже не перемещаются посредством элементов 13 вывода перпендикулярно направлению транспортировки и не вводятся в контакт. Расположенные на расстоянии друг от друга емкости 3 после колеса 12 оформления и, в случае необходимости, после элемента 13 вывода передаются на линейный транспортер 15. В его зоне располагаются непрерывно циркулирующий верхний привод 30 с центрирующими патронами 31, выполненными с возможностью подъема и опускания, и/или непрерывно циркулирующий нижний привод 29 с захватывающими элементами 21, посредством которых емкости 3 направляются и сближаются с блокировкой от вращения и в неизменном положении. На примере, представленном на фиг. 5, оба привода проходят параллельно, как бы по всему участку уплотнения и отделения.
В представленном на фиг. 6 примере сначала происходит опускание центрирующих патронов 31 верхнего привода 30 на емкости 3, причем непрерывно циркулирующий верхний привод 30 перемещает центрирующие патроны 31 в направлении транспортировки с той же скоростью транспортировки, что и привод линейного транспортера 15. На фрагменте 22.1 участка 22 отделения и уплотнения производится поперечное смещение удерживаемых со стопорением от вращения емкостей 3 и соединение емкости 3 с соседней емкостью 3. Центрирующий патрон 31 проходит при этом, удерживаемый в поперечных направляющих 32, перпендикулярно направлению 14 транспортировки. При контакте или непосредственно после контакта связанные таким образом емкости 3 высвобождаются из зажима центрирующих патронов 31, которые поднимаются по неизображенной кривой характеристики управления и выводятся наружу.
В это же время или непосредственно после вышеуказанного отпуска центрирующих патронов 31, в случае третьей и последней пар емкостей соответствующей группы емкостей, которая должны образовать упаковку 2, посредством нижнего привода 29 приближается захватывающий элемент 21. Скорость нижнего привода 29 выше прежней скорости транспортировки или скорости линейного транспортера 15 в зоне второго фрагмента 22.2 участка 22 отделения и уплотнения, так что группа емкостей ускоряется и уплотняется в упаковку 2. Отверждение или сушка активатора адгезии или клеящего средства 25 осуществляется аналогично вышеуказанному варианту осуществления. В альтернативном варианте, естественно, и первые пары емкостей могут стопориться так долго или замедляться в своей скорости транспортировки до тех пор, пока все пары емкостей упаковки 2, в данном случае по три в упаковке 2, не окажутся в контакте друг с другом.
Не представлен вариант, при котором относящаяся к упаковке 2 группа емкостей 3 удерживается посредством центрирующих патронов 31 до тех пор, пока самая задняя из пар емкостей не будет соединена или емкости 3 не будут со стороны головки проведены до финального формования упаковки, то есть и до уплотнения, в направлении транспортировки и удержаны в таком положении.
Перечень ссылочных позиций
1 устройство для изготовления этикетированных упаковок
2 упаковка
3 емкость
4 поток (4.1. и 4.2) емкостей
5 обрабатывающее устройство
6 направляющая со стороны днища
7 направляющая со стороны головки
8 элементы нанесения
9 сторона входа
10 сторона выхода
11 устройство ввода
12 колесо оформления
13 устройство вывода
14 аксиальное направление транспортировки
15 линейный транспортер
16 направляющие элементы
17 устройство отверждения
18 направление вращения колеса (12) внешнего оформления
19 сведение емкостей (3) из устройств (13) вывода на линейный транспортер (15)
20 вращение емкостей (3)
21 захватывающие элементы
22 блок/участок отделения и/или уплотнения
23 модуль внешнего оформления
23.1 раздаточная головка
24 поверхность внешнего оформления
24.1, 24.2 отличительный знак внешнего оформления
25 активатор адгезии или клеящее средство
26 УФ-излучатель
27 бок регулировки и управления
28 вакуумный насос
29 нижний привод
30 верхний привод
31 центрирующие патроны
32 поперечные направляющие
Реферат
Устройство предназначено для изготовления упаковок из этикетированных и/или декорированных емкостей с однорядной или многорядной их подачей или однорядными или многорядными потоками емкостей. Устройство содержит, по меньшей мере, одно вращающееся вокруг центральной оси колесо оформления с, по меньшей мере, одним модулем оформления для каждого потока в зоне колеса, посредством которого на емкости может наноситься, по меньшей мере, один отличительный знак. При этом устройство содержит, по меньшей мере, один элемент нанесения в зоне колеса, посредством которого вне поверхности емкости, покрываемой с помощью модуля оформления отличительным знаком, на емкость вверху или внизу наносят, по меньшей мере, один активатор адгезии или клеящее средство и/или, по меньшей мере, один слой активатора адгезии или клеящего средства, причем непосредственно после колеса и/или устройства вывода предусмотрено устройство отделения и/или уплотнения или участок отделения и/или уплотнения для группирования и уплотнения емкостей, а также временного спрессовывания определенного количества емкостей, посредством которого емкости соединяются в упаковку и транспортируются далее. В способе изготовления упаковок из этикетированных емкостей емкости на колесе оформления снабжают, по меньшей мере, одним отличительным знаком в виде, по меньшей мере, одной этикетки или печатного изображения, а затем соединяют в упаковки из нескольких емкостей. При этом непосредственно перед или непосредственно после нанесения, по меньшей мере, одного отличительного знака на емкости на емкость в горизонтальном или вертикальном направлении наносят, по м
Формула
- по меньшей мере, один элемент (8) нанесения в зоне колеса (12) оформления, посредством которого вне поверхности емкости (3), покрываемой с помощью модуля (23) оформления отличительным знаком (24.1, 24.2) оформления, на емкость вверху или внизу может наноситься, по меньшей мере, один активатор адгезии или клеящее средство (25) и/или, по меньшей мере, один слой активатора адгезии или клеящего средства, причем
- непосредственно после колеса (12) оформления и/или устройства (13) вывода предусмотрено устройство отделения и/или уплотнения или участок (22) отделения и/или уплотнения для группирования и уплотнения, а также временного спрессовывания определенного количества емкостей (3), посредством которого емкости (3) соединяются в упаковку и транспортируются далее.
- во время, непосредственно перед или непосредственно после нанесения, по меньшей мере, одного отличительного знака (24) оформления на емкости (3), на емкость (3) в горизонтальном или вертикальном направлении наносят, по меньшей мере, один активатор адгезии или одно клеящее средство, и/или, по меньшей мере, один слой активатора адгезии или клеящего средства, затем
- оформленные таким образом емкости посредством устройства (13) вывода выводят из колеса (12) оформления, и затем
- формируют упаковки (2) из определенного количества емкостей (3) в устройстве отделения и/или уплотнения или на участке (22) отделения и/или уплотнения посредством сцепления и/или склеивания емкостей (3) между собой, посредством активатора адгезии или клеящего средства и/или посредством слоя активатора адгезии или слоя клеящего средства.
Комментарии