Способ спрессовывания санитарно-гигиенических бумажных изделий из структурированного материала - RU2759695C1
Код документа: RU2759695C1
Чертежи

Описание
Область техники, к которой относится изобретение
[0001] Настоящее раскрытие изобретения относится к способу обработки санитарно-гигиенических бумажных изделий (бумажных салфеток, бумажных полотенец, туалетной бумаги и т.п.), в частности, санитарно-гигиенических бумажных изделий такого типа, которые поставляются в виде стопы сложенных отдельных санитарно-гигиенических бумажных изделий, предназначенных для использования в диспенсерах. Раскрытие изобретения, в частности, относится к способу обработки таких санитарно-гигиенических бумажных изделий для формирования спрессованных пачек санитарно-гигиенических бумажных изделий, устройству для выполнения способа и получающимся в результате пачкам.
Предшествующий уровень техники
[0002] Стопы впитывающего санитарно-гигиенического бумажного материала используются для поставки материала в виде ленты пользователям для вытирания, высушивания и/или очистки. Обычно стопки санитарно-гигиенического бумажного материала предназначены для ввода в диспенсер, который облегчает выдачу санитарно-гигиенического бумажного материала конечному пользователю. Кроме того, стопы обеспечивают удобную форму для транспортировки сложенного санитарно-гигиенического бумажного материала. Для этого стопы часто предусматривают с упаковкой для сохранения и защиты стопы во время ее транспортировки и хранения.
[0003] Соответственно, поставляются упаковки, содержащие стопу санитарно-гигиенического бумажного материала и соответствующий упаковочный материал. Существует стремление уменьшить объем транспортируемого материала во время транспортировки упаковок, содержащих санитарно-гигиенический бумажный материал. Как правило, объем упаковки, включающей в себя стопу санитарно-гигиенического бумажного материала, включает значительные количества воздуха между панелями и внутри панелей из санитарно-гигиенического бумажного материала. Следовательно, может быть обеспечена существенная экономия затрат, если объем упаковки можно было бы уменьшить так, чтобы бóльшие количества санитарно-гигиенического бумажного материала можно было транспортировать, например, в расчете на поддон или грузовой автомобиль.
[0004] Кроме того, при заполнении диспенсера, предназначенного для подачи санитарно-гигиенического бумажного материала пользователям, существует стремление уменьшить объем стопы, подлежащей вводу в диспенсер, с тем, чтобы большее количество санитарно-гигиенического бумажного материала можно было ввести в фиксированный объем для размещения в диспенсере. Если большее количество санитарно-гигиенического бумажного материала может быть введено в диспенсер, диспенсер потребует менее частого повторного заполнения. Это обеспечивает возможность экономии затрат с учетом уменьшенной потребности в обслуживании диспенсера.
[0005] Пример области, к которой относится настоящее раскрытие изобретения, имеется в документе WO2012/087211, содержание которого полностью включено в настоящую заявку путем ссылки. В этом документе подробно разъяснены потребность и преимущества, связанные с увеличенным сжатием стоп санитарно-гигиенических бумажных изделий, различные санитарно-гигиенические бумажные материалы, для которых оно применимо, и соответствующие способы складывания и чередования слоев. В нем также описан ряд способов спрессовывания пачек санитарно-гигиенических бумажных изделий. В некоторых вариантах осуществления предлагаются наклонные ремни или валики, которые обеспечивают постепенное уплотнение стопы санитарно-гигиенических бумажных изделий по мере их продвижения вдоль некоторой траектории в непрерывном процессе. В других вариантах осуществления одна или более стоп могут быть спрессованы между плитами в периодическом процессе. Тем не менее, несмотря на то, что в данном документе указано, что такие стопы могут быть спрессованы до относительно высоких плотностей, в нем не указаны определенные проблемы, которые связаны с определенными типами санитарно-гигиенической бумаги при попытке спрессовать стопу под давлением, выходящим за пределы ранее обычно применяемых значений давления.
[0006] В частности, несмотря на то, что некоторые санитарно-гигиенические бумажные изделия, такие как санитарно-гигиенические бумажные изделия, подвергнутые сухому крепированию, могут быть легко спрессованы до заданной высокой плотности, пригодной для транспортной и распределительной логистики, достижение аналогичных плотностей в случае структурированных санитарно-гигиенических бумажных изделийможет потребовать значительно более высоких давлений. В определенных случаях давление, необходимое для достижения заданной плотности структурированной санитарно-гигиенической бумаги, может в два раза превышать давление, необходимое для санитарно-гигиенической бумаги, подвергнутой сухому крепированию и имеющей аналогичную массу. Это может выходить за пределы возможностей существующих станций спрессовывания, что требует модернизации конструкции станции спрессовывания. В случае машины для конвертинга (переработки бумаги в изделие), которая может работать с санитарно-гигиенической бумагой разного качества, включая структурированную санитарно-гигиеническую бумагу, это может привести к получению станции спрессовывания, которая является значительно более дорогой и будет иметь завышенные технические характеристики в случае большинства других видов санитарно-гигиенической бумаги.
Сущность изобретения
[0007] В соответствии с вариантом осуществления настоящего изобретения раскрыт способ обработки структурированного санитарно-гигиенического бумажного материала для формирования спрессованной пачки сложенных санитарно-гигиенических бумажных изделий, при этом способ включает: выполнение полотна, содержащего по меньшей мере один слой структурированной санитарно-гигиенической бумаги; по меньшей мере частичное деструктурирование полотна; последующее складывание полотна с самого по себе или полотна вместе с другим аналогичным полотном для формирования стопы и спрессовывание стопы при сжимающем давлении, превышающем 120 кН/м2, для формирования спрессованной пачки сложенных санитарно-гигиенических бумажных изделий, имеющей плотность, превышающую 0,2 г/см3. Было установлено, что при подвергании полотна процессу деструктурирования может быть обеспечено значительное уменьшение усилия, необходимого для спрессовывания стопы. Важно то, что, как представляется, данное уменьшенное усилие не приводит к снижению качества санитарно-гигиенической бумаги и, как представляется, получающаяся в результате санитарно-гигиеническая бумага в значительной степени сохраняет все из качеств обычной структурированной санитарно-гигиенической бумаги.
[0008] Степень, до которой спрессовывают стопу, будет зависит от требуемого конечного изделия, конструкции станции спрессовывания, а также от свойств санитарно-гигиенической бумаги. В известных машинах стопа может быть спрессована при давлениях, превышающих 200 кН/м2 или превышающих 275 кН/м2. Само собой разумеется, не исключено, что машины с более прочными конструкциями могут обеспечивать спрессовывание стопы при давлениях, превышающих 500 кН/м2 или даже составляющих до 600 кН/м2, но менее 800 кН/м2.
[0009] Получающаяся в результате плотность также будет зависеть от степени спрессовывания, а также от типа и массы спрессовываемой санитарно-гигиенической бумаги. В дальнейшем все значения приведены для первичных волокон. Специалисту будет понятно, что для рециклированных волокон и смесей значения будут изменяться соответствующим образом. Плотность спрессованной пачки может превышать 0,2 г/см3, но также может превышать 0,24 г/см3 или превышать 0,3 г/см3, или даже превышать 0,4 г/см3. Верхний предел плотности будет зависеть от конкретной санитарно-гигиенической бумаги, но может составлять вплоть до 0,5 г/см3.
[0010] Деструктурирование может происходить с помощью любого соответствующего средства, способного уменьшить сопротивление структурированной санитарно-гигиенической бумаги сжатию. В одном варианте осуществления деструктурирование санитарно-гигиенической бумаги может происходить за счет каландрирования и/или тиснения санитарно-гигиенической бумаги на всей площади ее поверхности. Не желая быть связанными теорией, полагают, что каландрирование и/или тиснение вызывают частичное деструктурирование структурированной санитарно-гигиенической бумаги. Это может быть выбрано в качестве вполне достаточного решения для обеспечения возможности спрессовывания пачки санитарно-гигиенических бумажных изделий без значительного воздействия на туше и ощущение от санитарно-гигиенического бумажного изделия.
[0011] В случае тиснения необходимая степень тиснения может зависеть от санитарно-гигиенической бумаги, подвергаемой обработке. Во избежание неоднозначного толкования тиснение, упоминаемое в настоящем описание, представляет собой микротиснение, то есть тиснение с мелким рисунком, который распределен по всей поверхности при поверхностной плотности, составляющей от 10 до 100 точек на 1 см2. Предпочтительные рисунки тиснения имеют поверхностную плотность, составляющую 40, 60 или 80 точек на 1 см2, и иногда упоминаются как Micro 40, Micro 60 и Micro 80. Это отличается от макротиснения, которое может применяться, например, для получения локального или повторяющегося видимого рисунка/узора.
[0012] Степень тиснения может быть отрегулирована для обеспечения того, чтобы давление на последующем этапе спрессовывания, необходимое для достижения заданной плотности, находилось в допустимых пределах. Санитарно-гигиеническая бумага может быть подвергнута тиснению в низкой, средней или высокой степени, при этом степень тиснения относится к локальному давлению, действующему со стороны элемента для тиснения, то есть конструктивного элемента, который образует точку. Точное значение может быть рассчитано и будет зависеть от ряда переменных, включая число точек, площадь каждого элемента, длину зоны контакта и линейное давление между валиками, диаметр цилиндров и твердость в случае резинового цилиндра. В дальнейшем низкая степень тиснения относится к давлениям от 10000 до 15000 Н/мм2, среднее тиснение соответствует давлениям от 15000 Н/мм2 до 25000 Н/мм2 и высокая степень тиснения относится к давлениям от 25000 Н/мм2 до 45000 Н/мм2. Это давление рассчитывают как линейное давление, деленное на длину зоны контакта. Исходя из данной общей площади (то есть число точек × площадь точки) рассчитывают давление, создаваемое в точках. Следует понимать, что это значение является приближенным значением, поскольку цилиндры являются круглыми, в результате чего давление может изменяться вдоль зоны контакта. Кроме того, в случае использования стального и резинового валиков прогиб резинового валика может приводить к изменению фактической площади контакта.
[0013] В варианте осуществления тисненая санитарно-гигиеническая бумага имеет номинальную толщину, которая такая же, как толщина перед тиснением, или незначительно меньше, то есть меньше на 5-10%, чем толщина до тиснения. Тиснение может быть двусторонним и может происходить на металлических цилиндрах для тиснения или может быть односторонним между металлическим и резиновым цилиндрами.
[0014] Степень каландрирования также может быть определена в соответствии с типом санитарно-гигиенической бумаги. В частности, степень каландрирования может быть отрегулирована для обеспечения того, чтобы давление на последующем этапе спрессовывания, необходимое для достижения заданной плотности, находилось в допустимых пределах. Каландрирование и тиснение могут происходить в любой последовательности. Тем не менее было установлено, что процесс, в котором за тиснением следует каландрирование, обеспечивает получение в результате значительно большей мягкости, чем в случае санитарно-гигиенической бумаги, которая не была подвергнута такой обработке или которая сначала была подвергнута каландрированию, а затем тиснению. Санитарно-гигиеническая бумага, подвергнутая каландрированию, может иметь номинальную толщину, которая на 33-80% меньше, чем перед тиснением. В этом случае каландрирование выполняют посредством задания фиксированного промежутка или зазора между каландровыми валиками, и в зависимости от толщины бумаги будет возникать разное давление в зазоре между валиками. Степень каландрирования может быть низкой, средней или высокой, при этом зазор от 0,2 до 1 мм соответствует низкой степени, зазор от 0,1 до 0,02 мм соответствует средней степени и зазор от 0,02 до 0,005 мм соответствует высокой степени каландрирования. Особенно приемлемые результаты были получены при сочетании средней или высокой степени тиснения с каландрированием в пределах от низкой до средней степени.
[0015] После деструктурирования полотна санитарно-гигиенической бумаги может быть необходимым выполнение дополнительных этапов перед складыванием полотна. В одном варианте осуществления может потребоваться удаление морщин в санитарно-гигиенической бумаге, вызванных деструктурированием. Это может быть обеспечено посредством использования известных расправителей, таких как щетки или валик Mount Hope. В варианте осуществления, включающем тиснение, расправитель может быть расположен по ходу за валиком для тиснения и предпочтительно перед каландром в случае его наличия.
[0016] Спрессовывание пачки может выполняться, в частности, в непрерывном процессе. При обеспечении перемещения стопы вдоль траектории транспортирования во время спрессовывания может быть осуществлена обработка стопы на производственной линии. Могут быть предусмотрены первый и второй прессующие элементы, которые обеспечивают спрессовывание пачки, когда она перемещается вдоль траектории спрессовывания. В варианте осуществления на прессующих элементах могут быть предусмотрены первая и вторая поверхности транспортирования, например, в виде конвейерных лент, удерживаемых первым и вторым прессующими элементами. Способ может включать приведение в движение конвейерных лент для транспортирования стопы вдоль траектории спрессовывания. При приведении в движение поверхностей транспортирования, находящихся в контактном взаимодействии со стопой, может быть гарантировано то, что самое верхнее и самое нижнее санитарно-гигиенические бумажные изделия не будут подвергаться при их спрессовывании никакому относительному перемещению относительно поверхности транспортирования, которая фактически выполняет спрессовывание.
[0017] Спрессованная пачка может упоминаться как лог вследствие высокой степени ее уплотнения. Способ также может включать обертывание лога полотном или полотнами для сохранения спрессованности после выхода с траектории спрессовывания. Данный этап может включать подачу лога с траектории спрессовывания в устройство для обвязки и обертывание лога оберточным полотном. Устройство для обвязки может быть в значительной степени обычным, хотя и выполненным с возможностью функционирования при высокой степени спрессовывания. Одно устройство для обвязки описано в документе WO06041435, содержание которого полностью включено в данную заявку путем ссылки. Материал в виде полотна может быть приклеен к нему самому с помощью любого соответствующего средства, включая адгезив, термосварку или дополнительные элементы, такие как липкая лента, и должен быть достаточно прочным для выдерживания давления, вызываемого обратным пружинением и действующего со стороны лога. Для этого используется бумага с высокой прочностью при растяжении, такая как бумага на основе целлюлозы из первичного сырья, имеющая массу, составляющую по меньшей мере 70 г/м2, предпочтительно по меньшей мере 90 г/м2 и даже более 100 г/м2, и прочность при растяжении в направлении высоты стопы, составляющую по меньшей мере 3,5 кН/м, предпочтительно по меньшей мере 4,5 кН/м, наиболее предпочтительно по меньшей мере 5,5 кН/м.
[0018] Устройство для обвязки может быть соединено непосредственно с выходным концом траектории спрессовывания. Оно предпочтительно удерживает лог при спрессованности, соответствующей его спрессованности на выходном конце траектории спрессовывания, в результате чего увеличивается период спрессовывания. Устройство для обвязки может быть предусмотрено с конвейерными лентами для транспортирования лога через устройство для обвязки, при этом расстояние между конвейерными лентами соответствует второму расстоянию между первым и вторым прессующими элементами. Следует понимать, что данное расстояние может быть отрегулировано необходимым образом в зависимости от того, желательно ли увеличить или уменьшить спрессованность лога во время обертывания. Лог может перемещаться через устройство для обвязки с постоянной скоростью, которая может соответствовать скорости перемещения по траектории спрессовывания. Также может быть желательным включение станции удерживания, которая поддерживает давление, действующее на лог, даже после завершения обертывания. В одном варианте осуществления устройство для обвязки, включающее в себя станцию удерживания, имеет длину, превышающую 3 метра, предпочтительно превышающую 4 метра и даже превышающую 5 метров или составляющую до 10 метров, для обеспечения времени, достаточного для прохождения лога через устройство для обвязки под заданным давлением.
[0019] Способ может дополнительно включать резку лога, например, посредством разрезания на множество отдельных пачек санитарно-гигиенических бумажных изделий. Типовой лог будет иметь длину, превышающую 1,5 метра, как правило, составляющую от приблизительно 1,8 метра до 2,6 метра, и может быть разрезан на 8-15 отдельных пачек, хотя следует понимать, что это будет зависеть от фактической ширины требуемой санитарно-гигиенической бумаги. Этап разрезания может выполняться после обертывания лога, хотя не исключено, что сначала лог будут подвергать разрезанию, а затем обертыванию. Этот этап также может выполняться в непрерывном процессе или в периодическом процессе (по одному логу за раз), или в пошаговом процессе (по одной пачке за раз).
[0020] Как указано выше, способ обеспечивает возможность спрессовывания пачек сложенной структурированной санитарно-гигиенической бумаги до заданной плотности при значительно меньшем усилии по сравнению с требуемым ранее. Тем не менее данные давления по-прежнему являются очень высокими и могут обеспечить спрессовывание санитарно-гигиенической бумаги до уровня, близкого к предельному, который может быть достигнут без разрушения естественных свойств изделия. Следует отметить, что значения давления, приведенные выше и, кроме того, ниже, представляют собой средние значения, рассчитанные на основе конструкции машины и сил, возникающих в машине. Фактические значения давлений, действующих в санитарно-гигиенической бумаге, будут временными во время процесса и могут отличаться от данных усредненных значений.
[0021] Давления, указанные выше как используемые для спрессовывания пачки, могут поддерживаться в течение значительного промежутка времени, когда пачка перемещается по траектории спрессовывания и/или на любой последующей станции удерживания, которая поддерживает давление. В определенных вариантах осуществления давление может сохраняться в течение по меньшей мере 2 секунд для любой конкретной части пачки или лога. В зависимости от длины траектории спрессовывания и/или станции удерживания давление может поддерживаться в течение по меньшей мере 4 секунд или более 6 секунд, или более 8 секунд, или вплоть до 20 секунд.
[0022] Способ применим для любого сорта структурированной санитарно-гигиенической бумаги, которая может потребовать спрессовывания или обертывания, как описано в данном документе. Тем не менее он в особенности применим для структурированных санитарно-гигиенических бумажных изделий, которые предназначены для использования в объемных диспенсерах для санитарно-гигиенических бумажных изделий. Термин «санитарно-гигиеническая бумага» в данном документе следует понимать как мягкую впитывающую бумагу, имеющую поверхностную плотность, составляющую менее 65 г/м2, в частности, от 10 г/м2 до 65 г/м2, предпочтительно от 15 г/м2 до 50 г/м2 и при необходимости от 20 г/м2 до 40 г/м2. Ее плотность в неспрессованном состоянии значительно ниже 0,30 г/см3 и предпочтительно составляет от 0,08 до 0,20 г/см3. Волокна, содержащиеся в санитарно-гигиенической бумаге, представляют собой в основном целлюлозные волокна из целлюлозы, механической древесной массы, термомеханической древесной массы, химикомеханической массы и/или химикотермомеханической массы (СТМР). Санитарно-гигиеническая бумага также может содержать волокна других типов, повышающие, например, прочность, впитывающую способность или мягкость бумаги. Впитывающий санитарно-гигиенический бумажный материал может включать в себя волокна из вторичного сырья или первичного сырья или их комбинацию.
[0023] Структурированная санитарно-гигиеническая бумага в контексте данного документа относится к полотну санитарно-гигиенического бумажного материала с трехмерной структурой. Структурированный санитарно-гигиенический бумажный материал может представлять собой материал TAD (Through-Air-Dried - подвергнутый сквозной сушке горячим воздухом), материал UCTAD (Uncreped-Through-Air-Dried - некрепированный материал, подвергнутый сквозной сушке горячим воздухом), материал, изготовленный по технологии ATMOS (Advanced-Tissue-Molding-System), материал, изготовленный по технологии NTT (New Tissue Technology от компании Valmet Technologies), или комбинацию любых из данных материалов.
[0024] При необходимости полотно содержит дополнительные слои санитарно-гигиенического бумажного материала, предпочтительно по меньшей мере один дополнительный слой структурированной санитарно-гигиенической бумаги и/или слой материала, подвергнутого сухому крепированию. В последнем случае полотно санитарно-гигиенического бумажного материала может быть названо гибридной санитарно-гигиенической бумагой. В настоящем раскрытии изобретения данное полотно определено как комбинированный материал, содержащий по меньшей мере один слой структурированного санитарно-гигиенического бумажного материала и по меньшей мере один слой материала, подвергнутого сухому крепированию. Слой структурированного санитарно-гигиенического бумажного материала предпочтительно может представлять собой слой материала TAD или материала ATMOS. В частности, комбинация может состоять из структурированного санитарно-гигиенического бумажного материала и материала, подвергнутого сухому крепированию, и предпочтительно состоит из одного слоя структурированного санитарно-гигиенического бумажного материала и одного слоя материала, подвергнутого сухому крепированию, например, комбинация может состоять из одного слоя материала TAD или ATMOS и одного слоя материала, подвергнутого сухому крепированию. Пример материала TAD известен из US 5 5853 547, пример материала ATMOS известен из US 7 744 726, US 7 550 061 и US 7 527 709, и пример материала UCTAD известен из EP 1 156 925.
[0025] Слои могут быть соединены в машине для конвертинга до, во время или после процесса деструктурирования. В одном варианте осуществления слои соединяют вместе после того, как произошло деструктурирование, но перед складыванием. Соединение слоев может предусматривать локальное тиснение и нанесение адгезива, за которым следует прохождение через соединяющие валики. Таким образом, следует понимать, что данные этапы предусмотрены помимо этапов деструктурирования, описанных в другом месте.
[0026] При необходимости полотно комбинированной санитарно-гигиенической бумаги может включать в себя материалы, отличные от упомянутых выше, например, такие как нетканый материал. В альтернативном варианте полотно санитарно-гигиенической бумаги может быть свободным от нетканого материала.
[0027] Санитарно-гигиеническая бумага может быть спрессована от исходной плотности в стопе до конечной плотности в логе. При упоминании конечной плотности в дальнейшем понимается, что эта плотность представляет собой плотность обернутого лога после того, как произошло обратное пружинение с прилеганием к обертке. Таким образом, стопа может быть спрессована до немного более высокой плотности и при прекращении спрессовывания и прилегании к обертке она будет приобретать немного меньшую плотность. Плотность в спрессованном состоянии в конце этапа спрессовывания может быть на 4% - 40% выше, чем плотность в обернутом состоянии после обратного пружинения/упругого последействия, в зависимости от размещения и эффективности операции обертывания. В одном варианте осуществления эта избыточная спрессованность может составлять приблизительно 15-25%.
[0028] Конечная плотность также будет зависеть от сорта санитарно-гигиенической бумаги, которую упаковывают. В одном варианте осуществления санитарно-гигиенические бумажные изделия состоят из структурированной санитарно-гигиенической бумаги, и конечная плотность составляет более 0,2 г/см3 или более 0,24 г/см3, или более 0,3 г/см3, или даже более 0,4 г/см3, или вплоть до 0,5 г/см3. В другом варианте осуществления санитарно-гигиенические бумажные изделия состоят из гибридной санитарно-гигиенической бумаги, и конечная плотность превышает 0,2 г/см3 или превышает 0,24 г/см3, или превышает 0,3 г/см3, или даже превышает 0,4 г/см3 или составляет вплоть до 0,5 г/см3.
[0029] В одном варианте осуществления стопу спрессовывают до получения лога, имеющего высоту, которая составляет менее 70% от высоты исходной стопы, предпочтительно менее 60% и при необходимости даже менее 50% от высоты исходной неплотной стопы.
[0030] Как указано выше, изобретение в особенности применимо для санитарно-гигиенических бумажных изделий, предназначенных для использования в объемных диспенсерах. Способ может предусматривать разделение полотна на отдельные листы санитарно-гигиенической бумаги посредством разрезания перед складыванием или во время складывания полотна. В варианте осуществления полотно частично разрезают или перфорируют для получения листов перед складыванием. Частичное разделение может способствовать выполнению операции выдачи за счет обеспечения непрерывной выдачи соответствующих полотен санитарно-гигиенической бумаги.
[0031] Сложенные санитарно-гигиенические бумажные изделия могут быть предусмотрены с любой соответствующей формой, необходимой конечному пользователю. Чаще всего сложенные санитарно-гигиенические бумажные изделия будут вложены друг в друга для облегчения выдачи. Они могут быть вложены друг в друга с V-образной, М-образной или Z-образной конфигурацией. В конкретном варианте осуществления санитарно-гигиеническая бумага имеется в виде двух непрерывных полотен, выполненных со смещенными перфорациями, посредством которых санитарно-гигиенические бумажные изделия выдаются поочередно из каждого полотна.
[0032] Способ может выполняться в машине, выполненной с возможностью работы с полотном, имеющим ширину от 1,5 до 2,5 м, которая определяет длину пачки. Складывание полотна может быть предусмотрено так, чтобы получить стопу с шириной от 70 мм до 100 мм, предпочтительно от 80 мм до 90 мм. Эта ширина может соответствовать ширине конечной спрессованной пачки, хотя следует понимать, что незначительное увеличение может возникать во время спрессовывания.
[0033] Кроме того, следует понимать, что различные этапы способа могут быть отделены друг от друга/разнесены как во времени, так и в пространстве. В одном варианте осуществления тиснение, каландрирование и складывание происходят в машине для конвертинга санитарно-гигиенической бумаги в непрерывном процессе, и стопу впоследствии подают на станцию спрессовывания для спрессовывания стопы. Способ может дополнительно включать подачу спрессованной пачки на станцию обвязки и обертывание пачки оберточным полотном для образования обернутой пачки, при этом станция обвязки может находиться непосредственно рядом со станцией спрессовывания и/или может быть соединена с ней или может находиться на расстоянии от станции спрессовывания.
[0034] Изобретение также относится к упаковке санитарно-гигиенической бумаги, предпочтительно изготовленной так, как описано выше или в дальнейшем, при этом упаковка санитарно-гигиенической бумаги содержит множество сложенных листов/слоев тисненой и каландрированной, структурированной санитарно-гигиенической бумаги, обернутой в оберточное полотно, при этом упаковка имеет плотность, превышающую 0,2 г/см3 или превышающую 0,24 г/см3, или превышающую 0,3 г/см3, или даже превышающую 0,4 г/см3, и при этом давление, действующее на оберточное полотно, составляет менее 200 кН/м2. Как рассмотрено выше, в результате обработки структурированной санитарно-гигиенической бумаги перед спрессовыванием можно получить упаковку с требуемой высокой спрессованностью и высокой плотностью при более низком сжимающем давлении, чем потребовалось бы в другом случае. Это более низкое сжимающее давление также приводит к более низкому давлению при обратном пружинении, действующему со стороны санитарно-гигиенической бумаги на обертку, что означает, что оберточное полотно также может быть более легким, чем потребовалось бы в случае, если бы тиснение и каландрирование не выполнялись.
[0035] Кроме того, после снятия оберточного полотна санитарно-гигиеническая бумага может возвращаться к состоянию, при котором она образует стопу, имеющую высоту, которая по меньшей мере на 50% или в альтернативном варианте по меньшей мере на 70% и предпочтительно по меньшей мере на 80% больше высоты обернутой упаковки. Это увеличение объема может быть не мгновенным, но может быть определено после периода релаксации, составляющего более 1 часа или более 4 часов, или более 24 часов. Это увеличение объема является полезным показателем того, что санитарно-гигиеническая бумага по-прежнему является годной и не была полностью деструктурирована.
[0036] Санитарно-гигиеническая бумага может представлять собой один слой структурированной санитарно-гигиенической бумаги или может содержать два или множество слоев структурированной санитарно-гигиенической бумаги или комбинацию структурированной санитарно-гигиенической бумаги с одним или более слоями другой санитарно-гигиенической бумаги. В конкретном варианте осуществления санитарно-гигиеническая бумага представляет собой гибридную санитарно-гигиеническую бумагу, содержащую слои из санитарно-гигиенической бумаги, подвергнутой сухому крепированию, и из структурированной санитарно-гигиенической бумаги.
[0037] Упаковка санитарно-гигиенической бумаги может содержать оберточное полотно из бумаги с высокой прочностью при растяжении, имеющей прочность при растяжении в направлении высоты стопы, составляющую по меньшей мере 3,5 кН/м, предпочтительно по меньшей мере 4,5 кН/м, наиболее предпочтительно по меньшей мере 5,5 кН/м. Бумага различного качества и с различной массой может использоваться, как описано выше, но следует понимать, что может быть желательным высокий уровень содержания целлюлозы из первичного сырья, включая более 80% целлюлозы из первичного сырья или даже 100% целлюлозы из первичного сырья. Обертка может представлять собой обертку, состоящую из двух частей, или в альтернативном варианте может быть использована однокомпонентная охватывающая обертка.
[0038] Изобретение также относится к устройству для конвертинга санитарно-гигиенической бумаги, предназначенному для преобразования полотна санитарно-гигиенической бумаги, представляющей собой структурированную санитарно-гигиеническую бумагу, в пачки сложенных санитарно-гигиенических бумажных изделий, при этом устройство содержит станцию тиснения, станцию каландрирования, станцию складывания, станцию спрессовывания и станцию обертывания, при этом устройство выполнено с возможностью обеспечения пропускания полотна через станцию тиснения и станцию каландрирования к станции складывания для формирования пачки сложенных санитарно-гигиенических бумажных изделий, и станция спрессовывания выполнена с возможностью спрессовывания стопы при сжимающем давлении, превышающем 120 кН/м2, для формирования спрессованной пачки сложенных санитарно-гигиенических бумажных изделий, имеющей плотность, превышающую 0,2 г/см3.
[0039] Устройство может также содержать блок управления, выполненный с возможностью управления работой устройства для выполнения способа, описанного выше или в дальнейшем. Блок управления может обеспечить координацию соответствующих движений для гарантирования заданных результатов на основе сигналов обратной связи от соответствующих датчиков.
[0040] Другие преимущества и отличительные особенности вариантов осуществления настоящего изобретения по отношению к существующим способам и изделиям станут очевидными из нижеприведенного подробного описания.
Краткое описание чертежей
[0041] Настоящее изобретение будет рассмотрено ниже более подробно со ссылкой на приложенные чертежи, в которых:
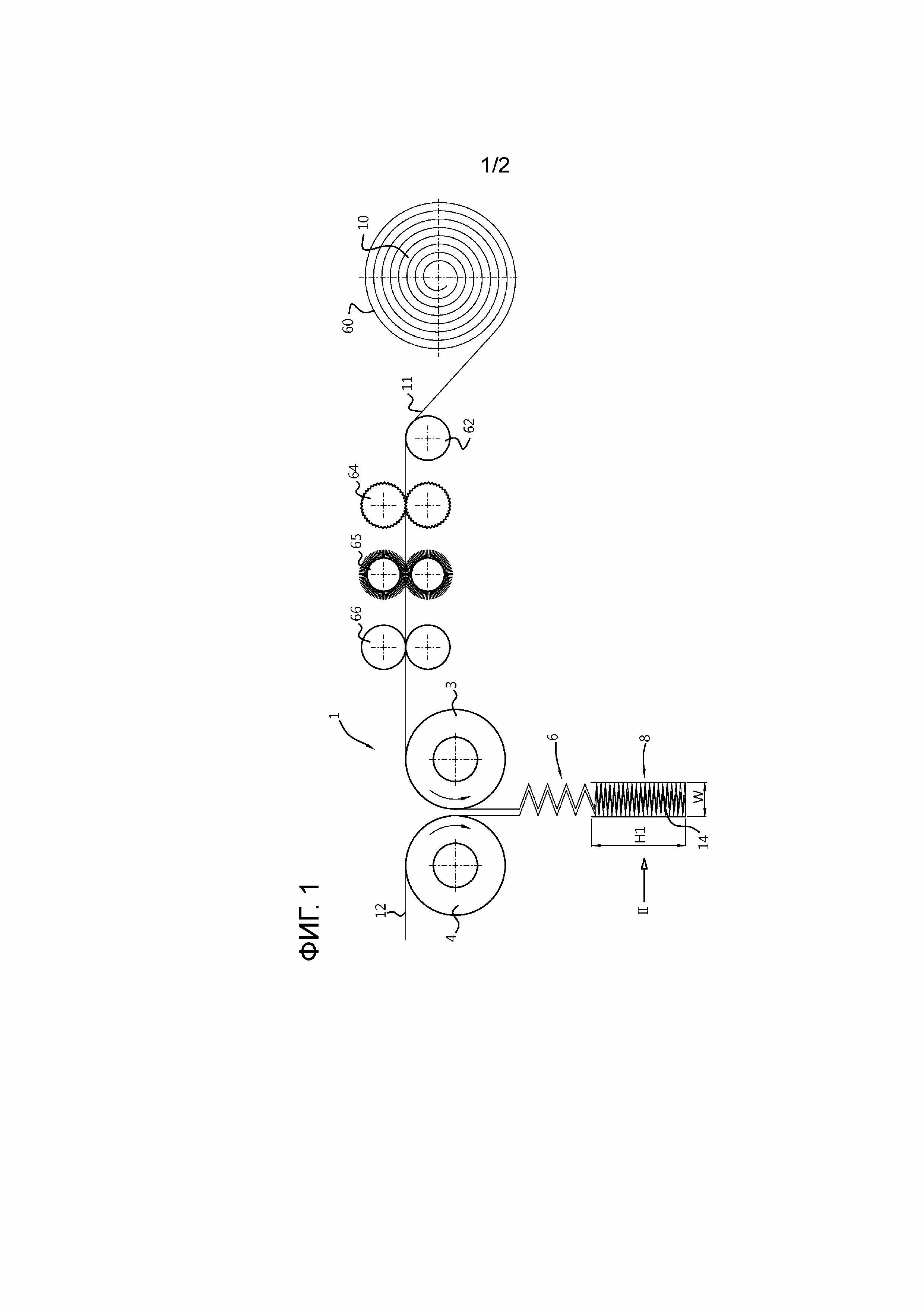
[0042] фиг.1 представляет собой схематический вид сбоку части машины для конвертинга санитарно-гигиенической бумаги согласно настоящему изобретению; и
[0043] фиг.2 представляет собой схематический вид машины для конвертинга по фиг.1 и упаковочной системы по изобретению.
Описание вариантов осуществления
[0044] Фиг.1 представляет собой схематический вид сбоку части машины 1 для конвертинга санитарно-гигиенической бумаги, которая может быть использована в соответствии с настоящим изобретением. В данном варианте осуществления машина 1 для конвертинга описана во время обработки однослойной структурированной санитарно-гигиенической бумаги 10. Тем не менее специалисту будет понятно, что также может быть использована структурированная санитарно-гигиеническая бумага других типов и с другими массами. Для удобства описана только правая половина машины 1. Следует понимать, что левая половина машины 1 может быть по существу идентичной.
[0045] Машина 1 содержит рулон 60 для подачи санитарно-гигиенической бумаги 10, не подвергнутой конвертингу, которая выходит с рулона 60 для подачи в виде полотна 11. Полотно 11 проходит вокруг натяжного валика 62 к двум валикам 64 для тиснения. Валики 64 для тиснения представляют собой пару стальных сопрягаемых цилиндров, которые являются гравированными и выполнены с конструкцией, обеспечивающей возможность создания двухстороннего рисунка при тиснении. Специалисту будет понятно, что также может быть использована комбинация из стального и резинового цилиндров. Два стальных цилиндра обеспечивают двустороннее тиснение, в то время как комбинация стального и резинового цилиндров обеспечивает одностороннее тиснение на полотне 11.
[0046] От валиков 64 для тиснения полотно 11 проходит между щеточными валиками 65 для расправления, которые расправляют полотно 11 для устранения морщин, возникающих в результате этапа тиснения. После этого полотно 11 поступает в зазор между каландровыми валиками 66, которые в проиллюстрированном варианте осуществления установлены с расстоянием между валиками 66, составляющим от 0 до 33% от толщины бумаги, для каландрирования полотна 11, уже подвергнутого тиснению, до толщины, сопоставимой с исходной толщиной перед тиснением.
[0047] От каландровых валиков 66 полотно 11 перемещается к перфорационному валику 3, расположенному на выходе машины 1 для конвертинга, на котором оно подвергается частичному разрезанию для образования отдельных кусков санитарно-гигиенической бумаги. В этот момент первое полотно 11 из правой половины машины 1 соединяется со вторым полотном 12 из левой половины машины, которое подвергается частичному разрезанию при прохождении вокруг перфорационного валика 4.
[0048] Два полотна 11, 12 после прохождения вокруг перфорационных валиков 3, 4 подвергаются складыванию вместе в устройстве 6 для складывания (сгибания). Санитарно-гигиеническую бумагу 10, получаемую из соответствующих полотен 11, 12, складывают вместе с Z-образной формой, при этом сгибы соответствующих полотен 11, 12 вкладывают вместе друг в друга, как хорошо известно в других отношениях в данной области техники. Частичные разрезы смещены друг от друга на соответствующих полотнах, так что ссложенное полотно санитарно-гигиенической бумаги является непрерывным, и при вытягивании из диспенсера санитарно-гигиенические бумажные изделия из каждого полотна будут выдаваться поочередно. Ссложенную санитарно-гигиеническую бумагу 10 накапливают в виде стопы 14 на станции 8 укладки в стопу до тех пор, пока стопа не достигнет высоты Н1 в неспрессованном состоянии, которая в данном случае составляет приблизительно 130 мм. Стопа 14 имеет ширину W стопы, которая в данном случае составляет приблизительно 85 мм, причем это стандартизированный размер для использования в определенных диспенсерах для санитарно-гигиенических бумажных изделий. Само собой разумеется, эти размеры могут быть отрегулированы в соответствии с санитарно-гигиеническим бумажным материалом, процессом и/или требуемым конечным применением.
[0049] Фиг.2 представляет собой схематический вид в направлении II по фиг.1, соответствующий направлению процесса в машине 1 для конвертинга. Согласно фиг.2 перфорационный валик 4 показан над устройством 6 для складывания и станцией 8 укладки в стопу. Полотна 11, 12 санитарно-гигиенической бумаги и машина 1 для конвертинга имеют все эффективную ширину L, которая определяет длину стопы 14. В представленном варианте осуществления эта длина L составляет 2200 мм, хотя специалисту будет понятно, что эта длина является переменным параметром, который будет определяться машиной и/или конечным применением.
[0050] Упаковочная система 2, предназначенная для упаковывания санитарно-гигиенической бумаги, подвергнутой конвертингу и полученной посредством машины 1 для конвертинга, выставлена относительно станции 8 укладки в стопу. Упаковочная система 2 содержит ряд устройств, расположенных последовательно в направлении Х транспортирования и выровненных относительно станции 8 укладки в стопу для обработки и упаковывания стопы 14 в фактически непрерывном процессе. Следует понимать, что как машина 1 для конвертинга, так и упаковочная машина 2 представляют собой сложные установки, имеющие много дополнительных компонентов, которые не показаны и не рассмотрены, поскольку они в других отношениях не имеют отношения к настоящему изобретению.
[0051] Имеется устройство 20 для наложения скрепляющих элементов, содержащее запас скрепляющих элементов 22 и головки 24 для наложения и выставленное относительно выходной части 16 машины 1 для конвертинга. Устройство 20 для наложения скрепляющих элементов, в свою очередь, выставлено относительно входного конца 26 прессующего устройства 30. Прессующее устройство 30 включает в себя первый и второй прессующие элементы 31, 32, расположенные напротив друг друга, между которыми образована траектория 27 спрессовывания и каждый из которых имеет соответствующие первую и вторую поверхности 33, 34 транспортирования. Первый прессующий элемент 31 смонтирован с возможностью перемещения в вертикальном направлении Z, и приводной механизм 36, содержащий множество исполнительных механизмов 38, выполнен с возможностью обеспечения перемещения первого прессующего элемента 31 по направлению ко второму прессующему элементу 32 и от второго прессующего элемента 32.
[0052] Выходной конец 28 прессующего устройства выставлен относительно устройства 40 для обвязки, которое имеет траекторию 42 транспортирования для спрессованного лога 44 и которое предусмотрено с запасом оберточного полотна 46 и устройством 48 для нанесения адгезива. Устройство 40 для обвязки, в свою очередь, выставлено относительно станции 50 резки, содержащей в других отношениях известный дисковый нож 52, выполненный с возможностью отрезки отдельных пачек 54 от лога 44. Лог 44 имеет конечную высоту Н2, которая значительно меньше высоты Н1 в неспрессованном состоянии.
[0053] Работа упаковочной системы 2 при упаковывании пачек санитарно-гигиенических бумажных изделий согласно изобретению будет описана далее со ссылкой на фиг.2.
[0054] Стопу 14 санитарно-гигиенических бумажных изделий собирают в машине 1 для конвертинга до тех пор, пока стопа 14 не достигнет высоты Н1 в неспрессованном состоянии, и по достижении данной высоты Н1 полотна 11, 12 санитарно-гигиенической бумаги разрывают и стопу 12 перемещают из выходной части 16 и в устройство 20 для наложения скрепляющих элементов. Как указано выше, дополнительные ролики, захваты, направляющие, датчики, исполнительные механизмы, приводные устройства и транспортные средства предусмотрены для содействия данному перемещению. Такие средства являются известными и в связи с этим не рассматриваются дополнительно.
[0055] Когда стопа 14 санитарно-гигиенических бумажных изделий проходит в направлении Х транспортирования через устройство 20 для наложения скрепляющих элементов, самое верхнее санитарно-гигиеническое бумажное изделие и самое нижнее санитарно-гигиенической бумажное изделие из стопы 14 вводятся в контактное взаимодействие с головками 24 для наложения, которые накладывают скрепляющие элементы 22 на данные поверхности. Скрепляющие элементы 22 предусмотрены на непрерывной скрепляющей ленте, имеющей самоприлипающую поверхность, которая прилипает к санитарно-гигиеническому бумажному материалу. В данном варианте осуществления скрепляющие элементы 22 на верхней и нижней поверхностях стопы 14 представляют собой идентичные скрепляющие элементы типа «липучки», так что будет отсутствовать необходимость в ориентировании пачки 54 при использовании.
[0056] Из устройства 20 для наложения скрепляющих элементов стопа 14 проходит в направлении Х транспортирования к прессующему устройству 30 и поступает на траекторию 27 спрессовывания через входной конец 26. Для обеспечения возможности ввода стопы 14 на траекторию 27 спрессовывания первый прессующий элемент 31 должен быть расположен на расстоянии от второго прессующего элемента 32, которое больше высоты Н1 стопы 14 в неспрессованном состоянии. Для этого исполнительные механизмы 38 были приведены в действие для отвода первого прессующего элемента 31 в направлении Z.
[0057] Как только стопа 14 полностью окажется в пределах траектории 27 спрессовывания, исполнительные механизмы 38 приводятся в действие для перемещения первого прессующего элемента 31 в направлении Z по направлению ко второму прессующему элементу 32. Это перемещение продолжается до тех пор, пока первый прессующий элемент 31 не окажется расположенным на расстоянии от второго прессующего элемента 32, соответствующем второму интервалу/высоте Н2. Исполнительные механизмы 38 могут быть приведены в действие для перемещения первого прессующего элемента 31 до тех пор, пока не будет достигнуто определенное давление. Это давление может составлять приблизительно 160 кН/м2 в соответствии с требованиями. Расстояние в этот момент может быть меньше, чем Н2, что создает возможность некоторого обратного пружинения санитарно-гигиенического бумажного материала после снятия давления. Во время хода спрессовывания соответствующие первая и вторая поверхности 33, 34 транспортирования обеспечивают перемещение стопы 14 вдоль траектории 27 спрессовывания от входного конца 26 к выходному концу 28. Стопа 14 после достижения спрессованного состояния упоминается в дальнейшем как лог 44.
[0058] После выхода из выходного конца 28 прессующего устройства 30 лог продолжает перемещаться в направлении Zтранспортирования в устройство 40 для обвязки. Устройство 40 для обвязки может быть известным в других отношениях за исключением его адаптации к обработке довольно сильно спрессованных логов. Лог 44, выходящий с траектории 27 спрессовывания, имеет тенденцию возвращаться к большей высоте, и траектория 42 транспортирования, проходящая через устройство 40 для обвязки, должна обеспечивать сохранение этой спрессованности до тех пор, пока оберточное полотно 46 не будет наложено. Оберточное полотно 46 накладывают вокруг лога 44 из верхнего и нижнего устройств для выдачи полотна в виде обертки, состоящей из двух частей, соединенных друг с другом вдоль продольного шва посредством термоплавкого адгезива. Следует понимать, что в альтернативном варианте может быть использована охватывающая обертка, состоящая из одной части. Материал обертки состоит из бумаги из первичного сырья, имеющей поверхностную плотность 110 г/м2, которая является несколько более прочной, чем обертка, обычно используемая для нескрепленных пачек аналогичной массы.
[0059] Обернутый лог 44 на выходе из устройства 40 для обвязки имеет конечную высоту Н2, составляющую приблизительно 100 мм, и конечную плотность, составляющую приблизительно 35 г/см3. При данном значении санитарно-гигиенический бумажный материал по-прежнему является эффективным/голным и после выдачи имеет все свойства, которые он должен иметь согласно ожиданиям, и с точки зрения пользователя он является идентичным санитарно-гигиеническому бумажному материалу, выходящему из машины 1 для конвертинга. Больше не требуется поддерживать спрессованное состояние лога 44 с помощью внешних средств, поскольку оберточное полотно 46 предотвращает расширение. Лог 44 перемещается к станции 50 резки, на которой дисковый нож 52 отрезает отдельные пачки 54 от лога 44. Эта часть операции может происходить в автономном режиме или независимо от остальных операций упаковочной системы 2. В частности, нож 52 может потребовать периодического продвижения лога 44 вперед, в то время как лог 44 может перемещаться с постоянной скоростью через устройство 20 для наложения скрепляющих элементов, прессующее устройство 30 и устройство 40 для обвязки.
[0060] Следует признать, что, несмотря на то что изобретение было описано со ссылкой на варианты осуществления, рассмотренные выше, эти варианты осуществления допускают выполнение различных дополнительных модификаций и альтернативных вариантов, хорошо известных специалистам в данной области техники, без отхода от сущности и объема изобретения. Соответственно, несмотря на то, что были описаны конкретные варианты осуществления, они являются только примерами и не ограничивают объем изобретения.
Реферат
Способ обработки структурированного санитарно-гигиенического бумажного материала для формирования спрессованной пачки сложенных санитарно-гигиенических бумажных изделий включает деструктурирование по меньшей мере одного слоя структурированной санитарно-гигиенической бумаги, складывание полотна с собой или с другим аналогичным полотном для формирования стопы. Стопу спрессовывают при сжатии, превышающем 120 кН/м2, для формирования спрессованной пачки сложенных санитарно-гигиенических бумажных изделий. Пачка имеет плотность, превышающую 0,2 г/см3, а деструктурирование происходит посредством тиснения и каландрирования по меньшей мере одного слоя структурированной санитарно-гигиенической бумаги. Группа изобретений обеспечивает возможность спрессовывания пачек до заданной плотности при значительно меньшем усилии по сравнению с требуемым ранее до уровня, близкого к предельному, без разрушения естественных свойств изделия. 4 н. и 16 з.п. ф-лы, 2 ил.
Комментарии