Установка для упаковки продукта - RU2452671C2
Код документа: RU2452671C2
Чертежи




Описание
Область техники
Настоящее изобретение относится к установке для упаковки продукта, в частности для обертывания продукта в кусок подходящего оберточного материала.
Продукт, подлежащий упаковке, предпочтительно является пищевым продуктом, в частности вязким пищевым продуктом, таким как плавленый сыр, бульонные кубики, масло, маргарин и т.п. Продукт может также быть полужидким или твердым пищевым продуктом, таким как йогурт или выдержанный сыр, соответственно.
Уровень техники
Установки для упаковки, в частности, для вязких продуктов, таких как порции плавленого сыра, известны из уровня техники.
Недостаток известных установок для упаковки вязких продуктов состоит в труднодоступности некоторых частей установки, что усложняет работу персонала, ответственного за санитарное состояние установки, и создает реальную опасность ухудшения гигиены и безопасности продукта, подлежащего упаковке.
Другой недостаток известных из уровня техники установок относится к их конструкции, которая не позволяет операторам контролировать все части машины одновременно, что усложняет выполнение своевременных действий при необходимости. Это происходит потому, что в известных установках некоторые рабочие области спрятаны или закрыты друг от друга.
Описание изобретения
Предложена упаковочная установка, в частности, для пищевых продуктов, особенно вязких пищевых продуктов, таких как плавленый сыр, бульонные кубики, масло, маргарин и т.п., подлежащих оборачиванию предпочтительно в подходящую обертку, причем установка содержит монтажную раму, рабочие средства для изготовления упаковки и средства для приведения в движение упомянутых рабочих средств, причем установка отличается тем, что монтажная рама содержит разделительные средства, которые проходят по всей длине установки, из которых, в свою очередь, проходят рабочие средства и которые отделяют рабочие средства от приводных средств.
Таким образом, рабочие средства, которые изготовляют упаковку, полностью отделены от соответствующих приводных средств, что очевидно улучшает гигиену и доступность частей установки, так как персонал, ответственный за работу установки, имеет легких доступ к рабочим частям установки с одной стороны установки, а приводные элементы находятся на противоположной стороне.
Это облегчает и ускоряет санитарную обработку установки.
Другие преимущества предложенной установки представлены в пунктах формулы изобретения.
Краткое описание чертежей
Эти и другие технические характеристики изобретения подробно описаны в пунктах формулы изобретения, а преимущества изобретения понятны из последующего подробного описания со ссылкой на сопроводительные чертежи, на которых показан предпочтительный вариант выполнения изобретения, приведенный только в качестве примера без ограничения объема изобретения, и на которых:
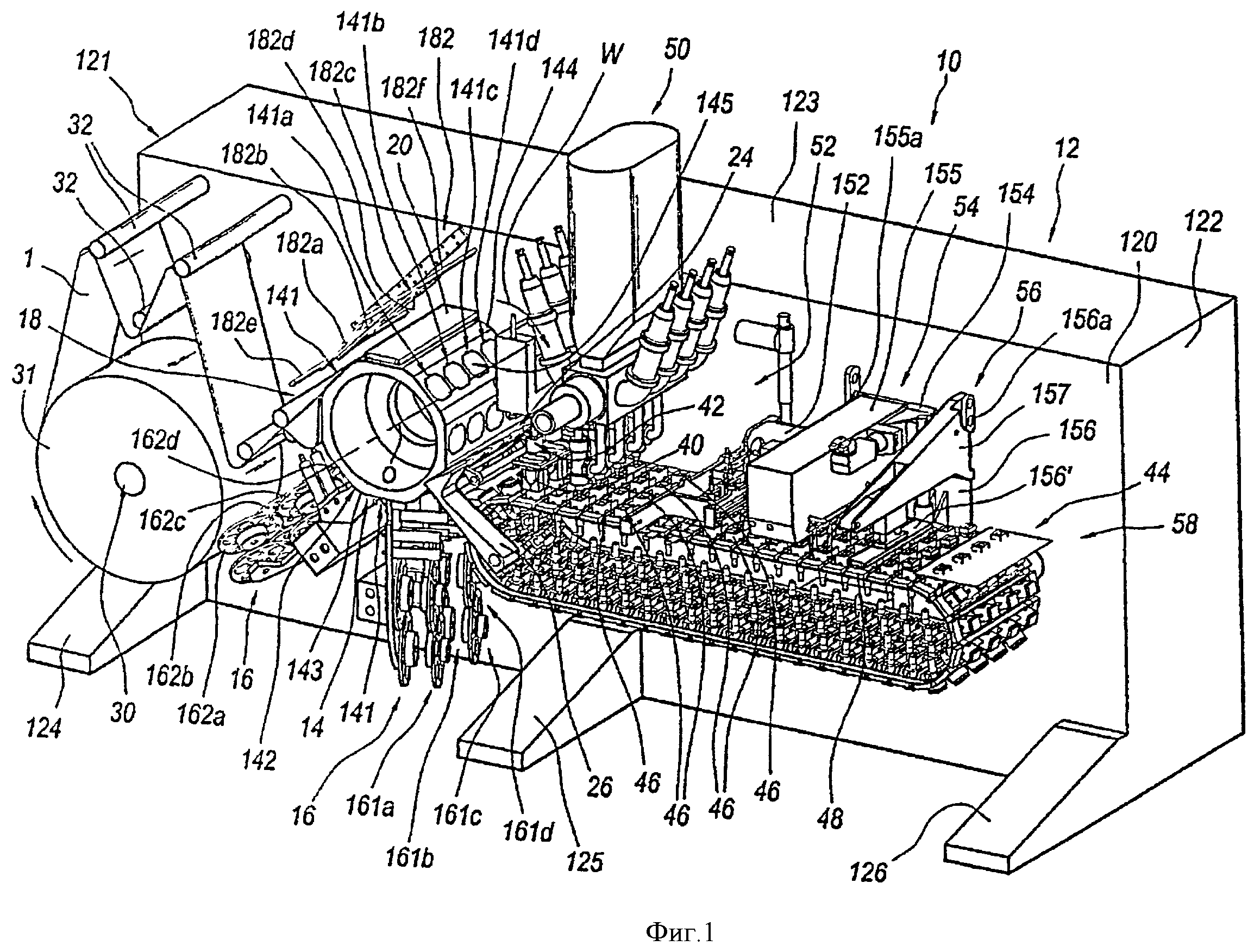
фиг.1 представляет собой вид в аксонометрии предпочтительного варианта выполнения предложенной установки;
фиг.2 представляет собой вид в аксонометрии предпочтительного варианта выполнения предложенной установки, на котором средства закрытия упаковки находятся в поднятом состоянии;
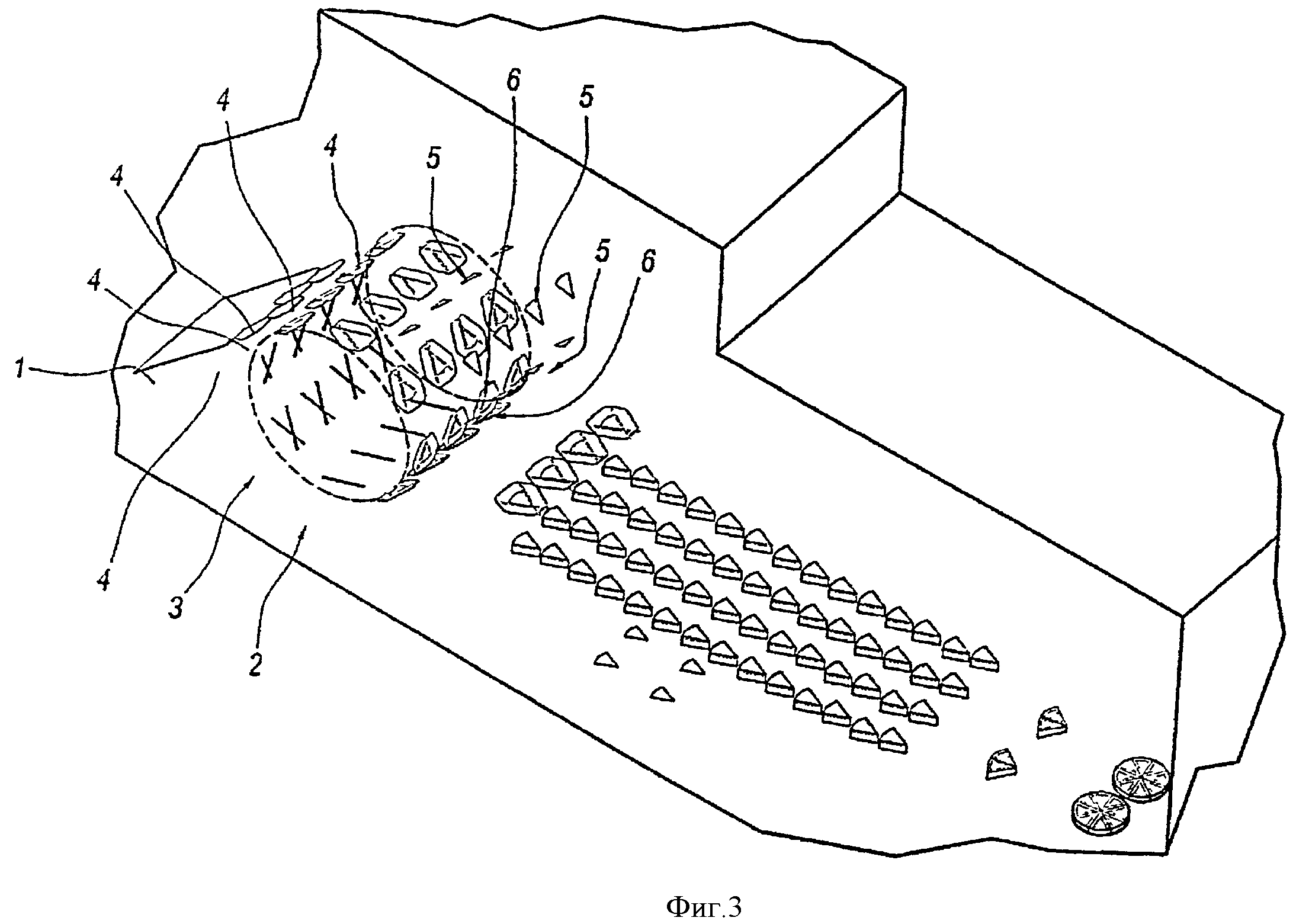
фиг.3 представляет собой вид в аксонометрии, на котором показано только изготовление упаковки;
фиг.4 представляет собой вид в аксонометрии предпочтительного варианта выполнения изобретения со стороны, противоположной стороне на фиг.1 и 2;
фиг.5 представляет собой вид в аксонометрии в увеличенном масштабе, на котором показано средство нанесения этикеток;
фиг.6 представляет собой вид сбоку, на котором показаны только средство подачи оберток в форме чаши в соответствии с предпочтительным вариантом выполнения изобретения.
Описание предпочтительных вариантов выполнения изобретения
На сопроводительных чертежах показан предпочтительный вариант выполнения предложенной упаковочной установки, предназначенной для упаковки пищевых продуктов.
Установка особенно подходит для упаковки вязких продуктов, таких как плавленый сыр, бульонные кубики, масло, маргарин и т.п.
Установка также может быть приспособлена для упаковки других продуктов, включая полужидкие, вязкие или твердые, например кусочков созревшего сыра.
Предложенная установка упаковывает продукт в обертку, выполненную из пленки, в частности пленки из пластика или алюминиевой фольги. Предпочтительно упаковочная пленка выполняется из складывающегося материала, то есть материала, который сохраняет приданную ему форму.
Обертка содержит лист соответствующей формы, вырезанный из пленки и согнутый таким образом, чтобы завернуть в него продукт.
Кроме листа из пластиковой пленки, алюминиевой фольги или другого материала, упаковка также содержит средство в виде по меньшей мере одной пластиковой ленты для разрывания и открытия обертки, а также этикетку при необходимости. Следует понимать, что предложенная установка может также производить упаковку без средств для разрывания и открытия, и/или без этикеток.
Изготовленная упаковка может быть треугольной, в форме сектора окружности, четырехугольной или другой необходимой формы.
В описании термин «части» обертки во множественном числе используется для обозначения нескольких частей, упомянутых выше, то есть листа, средства разрывания и открытия обертки и этикетки, или только листа, когда установка используется для изготовления оберток, содержащих только лист, или лист и средство разрывания обертки, или лист и этикетку для оберток, содержащих только две части. Очевидно, могут подразумеваться и другие части обертки, отличные от описанных здесь.
Как показано, установка 10 содержит монтажную раму 12 и рабочие средства изготовления обертки из соответствующих частей, как подробно описано ниже, которые приводятся в движение соответствующими приводными средствами, которые не показаны подробно на сопроводительных чертежах.
Преимущественно монтажная рама 12 ограничивает разделительные средства 120, которые проходят вдоль установки, то есть в направлении, в котором подаются изготавливаемые упаковки, и на которых установлены рабочие средства, которые отделены от соответствующих приводных средств разделительными средствами 120.
Это значит, что рабочие средства, которые изготовляют упаковку, полностью отделены от соответствующих приводных средств, что обеспечивает очевидные преимущества в плане гигиены упаковок и доступа к частям машины, так как персонал, управляющий работой машины, имеет легкий доступ к рабочим частям с одной стороны машины, а приводные элементы расположены на противоположной стороне.
Таким образом, достигается экономия значительного количества времени, так как персонал, работающий с установкой, не вынужден перемещаться с одного места на другое, как при работе с оборудованием из уровня техники.
Установку также очень легко чистить, что значительно упрощает санитарную обработку.
Разделительные средства 120 преимущественно выполнены в виде плоской продольной стенки 120, которая проходит по прямой линии перед оператором, стоящим около установки лицом к рабочим средствам установки, как показано на фиг.1, 2 и 4.
Как показано, рама 12 также содержит торцевую стенку 121 с одной стороны, торцевую стенку 122 с другой стороны и закрывающую верхнюю стенку 123. Понятно, что установка может иметь стенки и дверцы, предпочтительно прозрачные, закрывающие рабочую область, где изготавливаются упаковка.
Для поддержки рамы на полу имеются средства 124, 125, 126, которые выступают в поперечном направлении из разделительных средств 120 и проходят под рабочими средствами установки.
Эти средства для поддержки на полу содержат несколько ножек 124, 125, 126, распределенных по длине, причем ножки 124 и 126 расположены у одного и другого торца установки, а ножка 125 расположена по существу посередине установки.
В стенке 120 имеются соответствующие отверстия, не показанные подробно на чертежах, через которые рабочие средства, которые изготавливают упаковки, присоединяются к приводным средствам на другой стороне (не показаны) продольной стенки 120. Через эти отверстия проходят валы или другие элементы трансмиссии для соответствующих приводных элементов.
Предложенная установка содержит средства 14 подачи частей, используемых для изготовления обертки.
Более конкретно, средства 14 подачи собирают части обертки, как описано далее.
Преимущественно средства 14 подачи частей обертки проходят в поперечном направлении от разделительных средств 120 и выполнены с возможностью вращения вокруг горизонтальной или по существу горизонтальной оси O.
Преимущественно эти средства подачи частей обертки вращаются по часовой стрелке, как показано стрелкой W на фиг.1. В данном случае направление по часовой стрелке соответствует направлению вращения, как его видит наблюдатель, обращенный лицом к разделительной стенке 120 и смотрящий на средства 14.
Таким образом, достигается более удобное и обладающее преимуществами расположение устройств, которые распределяют части обертки.
В соответствии с предложенной установкой средства 14 подачи частей перемещаются возвратно-поступательно, двигаясь вперед и останавливаясь в рабочих пунктах, где части обертки собираются.
Средства 14 подачи частей обертки содержат внешнюю поверхность, имеющую фасонный профиль, ограничивающий несколько расположенных по окружности площадок 141, предназначенных для размещения частей обертки, и, в частности, для размещения частей одиночной обертки.
В соответствии с другим аспектом средства 14 подачи содержат несколько поперечно выровненных площадок, что позволяет перемещать несколько параллельных рядов соответствующих частей обертки. Более конкретно, каждая грань на окружности средства подачи и сборки частей обертки в форме ролика содержит первую, вторую, третью и четвертую площадки, обозначенные 141a, 141b, 141c и 141d, и поперечно выровненные относительно друг друга.
Таким образом, средство 14 подачи частей обертки в форме ролика содержит вращающийся элемент 142, имеющий несколько плоских поверхностей 143 с площадками 141 для размещения частей обертки.
Плоские поверхности 143 являются широкими поверхностями, распределенными по окружности и проходящими в направлении, перпендикулярном соответствующим радиусам относительно оси «O» вращения ролика 142.
Широкие плоские поверхности 143 отделены друг от друга более короткими участками 144 окружности.
В целом, поверхности 143 для размещения частей обертки проходят под прямыми углами к плоскостям, проходящим через ось «O» и через центральную линию соответствующей поверхности 143, и составляют с прилегающими гранями или площадками 143 угол больше 135°.
На практике боковая поверхность ролика 14 имеет в целом форму многоугольника с длинными сторонами и короткими сторонами, причем площадки для размещения частей обертки размещены на длинных сторонах. Более конкретно, внешний профиль элемента в форме ролика имеет обычно форму восьмиугольника, ограничивающего восемь последовательных поверхностей для размещения частей обертки.
В частности, площадки 141 для размещения частей обертки содержат поверхность 145 для поддержки частей и средства удержания частей на поддерживающей поверхности 145. Удерживающие средства представляют собой средства всасывания, содержащие отверстия в области или поверхности 145, которая поддерживает соответствующую часть, и трубки, которые последовательно соединяют всасывающие отверстия на каждой площадке с источником вакуума. Всасывающие отверстия и трубки на сопроводительных чертежах подробно не показаны.
Как показано, ролик 14 для подачи частей обертки проходит от вертикальной разделительной стенки 120, причем упомянутый ролик приводится в движение соответствующим валом, не показанным на чертежах, который проходит через большое отверстие в дальней части разделительной стенки 120.
Ролики 14 могут быть выполнены с возможностью снятия с устройства, и может быть установлено несколько роликов или набор роликов в соответствии с требованиями технологического процесса, в частности, в соответствии с размерами изготавливаемой упаковки.
Для обеспечения средств разрывания упаковки на соответствующих площадках 141 средств 14 подачи частей обертки предусмотрены средства 16.
Как показано на фиг.3, средства разрывания упаковки содержат первую ленту 2 для разрывания упаковки и вторую ленту 3 для разрывания упаковки, которые предпочтительно перекрещиваются друг с другом способом, который хорошо известен специалистам в данной области техники, и потому он подробно не описан. Но возможны и другие типы лент для разрывания упаковки.
В частности, имеются, средства 161a, 161b, 161c, 161d установки лент 2 на соответствующих поперечно выровненных площадках на ролике 14 подачи.
Как показано, средства 16 установки лент для разрывания упаковки также содержат вторые средства 162a, 162b, 162c, 162d установки соответствующих вторых лент 3 для разрывания упаковки.
Как показано, средства 16 установки лент предпочтительно расположены под средствами 14 подачи частей обертки.
Кроме того, как показано, средства установки вторых лент 3 расположены сразу за средствами установки первых лент 2 относительно направления подачи частей обертки упомянутыми средствами подачи.
Таким образом, первые средства установки ленты для разрывания упаковки устанавливают четыре ряда первых лент 2 на соответствующие обращенные вниз площадки средств 14 подачи, а средства установки четырех параллельных рядов вторых лент 3 работают на смежных площадках, то есть площадках на части средств 14 подачи, обращенных вниз и в сторону.
Понятно, что вместо описанных здесь средств могут также быть использованы средства установки ленты для разрывания упаковки, устанавливающие ленты другой формы и другим образом.
Средства 2, 3 установки лент для разрывания упаковки монтируются на соответствующих монтажных средствах, не показанных на чертежах, которые проходят поперечно и консольно из разделительных средств 120.
Как показано, каждое из средств установки соответствующей ленты содержит средство подачи пленки для ленты для разрывания упаковки и средство отрезания ленты для разрывания упаковки от пленки, которая предпочтительно является пластиковой пленкой. Средства подачи и отрезания пленки для ленты на сопроводительных чертежах подробно не показаны.
Также могут быть предусмотрены направляющие средства для средств установки ленты для разрывания, обеспечивающие выдвижение средств установки и, при необходимости, их поднятие для замены рулона пленки для ленты для разрывания.
Преимущественно также предусмотрены средства 18 установки листа, составляющего основу обертки, на соответствующую площадку средств 14 подачи частей обертки.
В частности, лист помещается над первой и второй лентами 2 и 3, как показано на фиг.3, где лист обозначен номером 4 позиции.
Более конкретно, средства установки листа 4 предназначены для размещения четырех параллельных рядов листов на поперечно выровненных площадках на подающем ролике 14.
Как показано, средства 18 установки листа 4 на средствах подачи частей обертки расположены за средствами 16 установки ленты относительно направления подачи частей обертки средствами 14 подачи.
В частности, средства 18 установки листа проходят смежно со средствами 14 подачи и предназначены для размещения листов 4 на соответствующих поперечно выровненных площадках 141a, 141b, 141c, 141d, расположенных на части средств 14 подачи, обращенных вверх и в сторону.
На практике между средствами установки вторых лент 3 и средствами установки листов 4 имеется свободное пространство, соответствующе площадкам на вертикально расположенной грани боковой поверхности ролика 14, в котором установлены режущие средства вдоль вертикально расположенных площадок, предназначенные для отрезания листов 4 обертки от пленки 1, как описано более подробно ниже.
Средства установки листов содержат средства подачи пленки 1 и средства отрезания пленки. Средства отрезания и подачи пленки 1 для листа обертки на сопроводительных чертежах подробно не показаны.
Средства 18 установки листов 4 на средствах подачи 14 также содержат средства захвата отрезанных листов 4 и направляющие средства для указанных средств захвата.
Средства захвата листа 4, на сопровождающих чертежах подробно не показанные, направляются соответствующими направляющими устройствами или средствами 182, содержащими направляющие 182a, 182b, 182c, 182d для соответствующих средств захвата листа 4.
Прямые направляющие 182a, 182b, 182c, 182d расходятся от места, где лист подхватывается, к месту, куда лист доставляется к соответствующей площадке на средствах 14 подачи. Как показано, торцы рельсов 182a, 182b, 182c, 182d закреплены на соответствующих поперечинах 182e, 182f.
Направляющие средства 182, которые на чертежах подробно не показаны, соединены с установкой с возможностью съема и проходят в поперечном направлении консольно от разделительной стенки 120.
Предполагается наличие нескольких устройств или средств 182, предназначенных для направления средств захвата листа, содержащих различные направляющие 182a, 182b, 182c, 182d с по существу одинаковой длиной для требуемого продольного хода средств захвата листа и различным углом расхождения, для обеспечения направления средств захвата для упаковок различных размеров, то есть обеспечения размещения листов в разных поперечных положениях в соответствии с размером листа и изготавливаемой упаковки.
Другими словами, для каждого листа заданного размера направляющие средства или устройства имеют направляющие 182a, 182b, 182c, 182d, чьи соответствующие торцы 182'a, 182'b, 182'c, 182'd в месте подхвата листов находятся по существу на равных расстояниях d'a, d'b, d'c друг от друга, а торцы 182''a, 182''b, 182''c, 182''d в месте сброса листов находятся на других расстояниях d''a, d''b, d''c от одного направляющего устройства к другому, как видно на фиг.4.
Это значительно облегчает переход от одного размера к другому. Достаточно заменить направляющие средства 182 другими направляющими средствами, подходящими для другого размера упаковки. Таким образом, сложные и трудоемкие регулировки при изменении размеров сводятся к минимуму и упрощаются по сравнению с конструкциями установок, известными из уровня техники.
В частности, вместе с направляющими средствами также необходимо заменить средства захвата и отрезания листов, так как они установлены непосредственно на направляющих средствах.
Изобретение также предполагает наличие средств 20, предназначенных для присоединения листа 4 к лентам 2 и 3. Эти соединительные средства выполнены как соответствующие герметизирующие средства, которые проходят в поперечном направлении консольно от разделительной стенки 120 и расположены в соответствии с и напротив обращенных вверх площадок на горизонтально расположенной площадке 141 боковой поверхности средства 14 подачи части обертки.
Герметизирующие средства 20 перемещаются вниз для присоединения герметизируемой теплом поверхности листа 4 к лентам 2 и 3, и затем снова вверх в положение, при котором средства подачи могут свободно поворачиваться.
Герметизирующие средства 20 расположены сразу за средствами 18 установки листа 4 относительно направления перемещения средств 14 подачи.
Расположение герметизирующей пластины 20 над роликовыми средствами 14 для подачи частей обертки обеспечивает прохождение магазинов с этикетками над герметизирующими средствами 20, как описано более подробно ниже.
Герметизирующие средства 20 расположены на стороне средств 14 подачи, противоположной стороне, на которой расположены средства помещения ленты для разрывания упаковки.
Установка также преимущественно содержит средства 22 нанесения этикетки, обозначенной номером 5 позиции на фиг.3, на соответствующей площадке на средствах 14 подачи частей обертки, в частности, выполненные с возможностью нанесения этикетки 5 на соответствующий лист 4.
Кроме того, как показано на фиг.5, средства 22 нанесения этикетки расположены над средствами 14 подачи частей обертки и сразу за герметизирующими средствами 20 и средствами установки листа 4 относительно направления подачи средствами 14 подачи.
Средства 22 нанесения этикетки на соответствующий лист также устанавливаются на соответствующие монтажные средства, которые проходят в поперечном направлении консольно от разделительной стенки 120.
Средства нанесения этикетки содержат средства 122 размещения этикеток в виде нескольких магазинов 122a, 122b, 122c, 122d, проходящих по прямой линии под углом к вертикали над герметизирующими средствами 20, как указано выше.
На практике, средства 22 нанесения этикетки наносят четыре этикетки на соответствующие площадки 141a, 141b, 141c, 141d обертки.
Средства 22 нанесения этикетки содержат средства 121, которые подхватывают этикетку со средств 122 размещения этикеток и переносят ее к средствам 14 подачи, и которые выполнены в виде соответствующих вращающихся средств, которые поворачиваются в том же направлении, что и средства 14 подачи частей обертки.
Средства нанесения этикетки также содержат средства 123 нанесения клейкого материала на этикетки 5, поддерживаемые средствами 121 подхвата и перемещения этикеток.
Средства нанесения этикеток, таким образом, содержат вращающийся ролик, проходящий в поперечном направлении от стенки 120 и имеющий несколько поперечно выровненных площадок, в частности четыре поперечно выровненные площадки, при этом для каждой отдельной этикетки, подаваемой средствами 121, существует четыре рабочих положения, а именно положение, в котором этикетка подхватывается из магазина, положение, в котором на нее наносится клейкий материал, промежуточное (холостое) положение и, наконец, положение, в котором этикетка перемещается к средствам 14, которые подают все части обертки. Эти рабочие положения соответствуют поворотам ролика для этикеток на 90°.
В частности, ролик для этикеток имеет наружную поверхность с площадками на ней для нанесения этикеток, содержащими поверхность, на которой этикетки поддерживаются, и средства удержания этикеток на поддерживающей поверхности. Эти удерживающие средства, в частности, выполнены как всасывающие средства, содержащие отверстия в области или поверхности, которая поддерживает этикетку, и трубки, которые на каждой площадке последовательно соединяют всасывающие отверстия с источником вакуума. Всасывающие отверстия и трубки на сопровождающих чертежах подробно не показаны.
На практике, этикетки наносятся на соответствующие площадки средств 14 подачи частей обертки, обращенные вверх и в сторону средств 14 подачи, в частности, обращенные к ближней части установки 10.
Средства 22 нанесения этикеток расположены на стороне средств 14 подачи, противоположной стороне, на которой расположены средства 16 нанесения ленты для разрывания упаковки.
Также предусмотрены средства сгибания соответствующих листов 4 на соответствующей площадке 141 средства 14 подачи частей обертки.
Сгибы 6, показанные на фиг.3, выполнены в листе 4 для облегчения последующего придания требуемой для упаковки продукта формы.
В предложенной установке сгибы 6 на листе преимущественно выполняются, когда лист находится на поворачивающихся средствах 14 подачи. Это значительно упрощает конструкцию, по сравнению с устройствами из уровня техники.
Также, средства сгибания листа, обозначенные номером 24 позиции и не показанные подробно на сопровождающих чертежах, расположены вдоль средств 14 подачи частей обертки на той же стороне, противоположной стороне, на которой расположены средства установки листа 4.
На практике, средства выполнения по меньшей мере одного сгиба 6 работают на вертикально расположенных площадках, обращенных к ближней части установки.
Преимущественно средства выполнения сгиба 6 на листе 4 расположены за средствами 14 подачи и средствами 18 помещения листа 4 на средства 14 подачи и, в частности, сразу за ними.
Предпочтительно, средства выполнения сгибания листа также содержат четыре поперечно выровненных рабочих элемента, проходящих в поперечном направлении консольно от разделительных средств 120.
Средства сгибания обертки, обозначенные номером 24 позиции, расположены на стороне средств 14 подачи, противоположной стороне, на которой располагаются средства 18 установки листа.
Согласно другому аспекту изобретения, предусмотрены средства 26 подхвата обертки с соответствующей площадки на средствах 14 подачи частей обертки.
Эти средства 26 подхвата обертки расположены вдоль средств подачи частей обертки и предназначены для подхвата обертки с площадок на части средств 14 подачи, обращенных вниз и в сторону, то есть тех, которые обращены к ближней части установки.
Средства 26 подхвата оберток расположены на стороне средств 14 подачи, противоположной стороне, на которой расположены средства установки листов.
Преимущественно средства подхвата оберток расположены сразу за средствами 24 выполнения сгиба относительно направления подачи оберток средствами 14 подачи.
Средства подхвата оберток выполнены в виде коромысла 26, закрепленного на одной оси с роликом 24a, который продвигает средство подачи обертки в состоянии наполнения, то есть когда обертка согнута в чашеобразную форму, как видно на фиг.5, и предназначены для удержания обертки за верхнюю часть или при вхождении в контакт с верхней частью листов после их получения от первых средств, подробно не показанных на сопроводительных чертежах, для подхвата листов непосредственно из ролика, и которые удерживают их у дна или входят в контакт с нижними поверхностями листов.
Собираемые обертки 4, таким образом, доставляются кулисами 26 к следующим средствам формирования обертки, причем упомянутые листы прикладываются или опираются на горизонтальную или почти горизонтальную поверхность формирующих средств, также показанных на фиг.6.
Перед средствами 14 подачи частей оберток предусмотрены средства подачи пленки 1, из которой изготовляются обертки.
Преимущественно эти средства подачи пленки 1, обозначенные на чертежах номером 30 позиции, проходят в поперечном направлении от разделительных средств 120 рамы.
На практике, средства подачи пленки содержат поперечный вал 30, на котором установлен ролик 31, в который проходит поперечный вал 30 от продольной стенки 120, от которой также проходят другие рабочие средства, в частности средства 14 сборки и средства помещения частей обертки.
Таким образом, все рабочие части машины расположены перед оператором, и он может легко наблюдать за работой и выполнять необходимые действия, например, при необходимости замены рулона 31.
Преимущественно расстояние, на которое средства 30 подачи пленки выходят над опорной поверхностью устройства 10, меньше, чем расстояние, которое занимают средства 14 подачи частей обертки.
Преимущественно средства 30 подачи пленки вращаются по часовой стрелке и содержат соответствующие средства 32 передачи, расположенные над валом 30 и предназначенные для размотки пленки 1 с рулона 31 при перемещении вертикально или по существу вертикально. Средства передачи выполнены в виде роликов 32, расположенных между валом 30 ролика и средствами 14 подачи частей обертки.
Как показано, средства 18 установки листа 4, расположенные на стороне, обращенной к дальнему торцу средств 14, также расположены между последними и областью подачи листов обертки.
Также предусмотрены средства придания формы обертке, причем упомянутые средства предназначены для получения упаковки в форме чаши, пригодной для размещения в ней продукта.
Средства придания формы обертке содержат формирующие средства 40 и средства 42 толкания обертки в формирующие средства 40.
Более конкретно, средства придания формы содержат бункеры с вертикальной или осевой открытой полостью подходящего размера, предназначенной для придания обертке чашеобразной формы, причем эти бункеры хорошо известны специалистам в области техники.
Средства 40 придания формы установлены на соответствующих монтажных средствах, которые проходят в поперечном направлении консольно от разделительных средств 120.
Средства 42 толкания плоских листов в бункеры - имеются четыре бункера, выровненные относительно друг друга и неподвижно прикрепленные к разделительной стенке 120 - в свою очередь содержат соответствующие поршни 42, которые перемещаются вертикально между верхним положением, при котором плоские листы помещаются в положение над бункерами, и опущенным положением, в котором поршни перемещаются вниз мимо нижних частей бункеров, придающих форму.
Такое толкающее перемещение поршней придает листам обертки форму чаши и заставляет их помещаться на соответствующих средствах, обозначенных общим номером 44 позиции на чертежах, которые подают обертки в форме чаши в продольном направлении и которые проходят под бункерами 40.
Средства 42 толкания также установлены на соответствующих монтажных средствах, которые проходят в поперечном направлении консольно от разделительных средств 120 над бункерами 40.
Как описано выше, предусмотрены средства 44 подачи чашеобразных оберток в продольном направлении.
Средства подачи чашеобразных оберток в продольном направлении содержат поддерживающие средства, или гнезда 46 - предусмотрено четыре параллельных ряда поперечно выровненных гнезд - установленные на соответствующих ременных средствах 48, в частности, содержащих первый и второй боковой ремень 48a и 48b, образующий замкнутый ремень из гнезд 46, приводимых в движение соответствующими колесами 46a, 46b, которые в свою очередь приводятся в движение валами, выступающими из поперечной стенки 120, и установлены на них.
Ремни 48a, 48b поддерживают поперечные блоки, которые поддерживают несколько гнезд 46, в данном варианте выполнения четыре гнезда, для размещения фасонных листов оберток.
Валы колес 46a, 46b, которые поддерживают и подают ремень 44, также представляют монтажные средства, которые проходят в поперечном направлении консольно от разделительной стенки 120.
Для наполнения обертки предусмотрены средства 50, причем средства 50 установлены на средствах, которые выступают в поперечном направлении из разделительных средств 120.
В частности, наполняющие средства 50 содержат несколько сопел - в данном варианте выполнения четыре сопла - для подачи вязкого продукта, и которые, как показано, выровнены в поперечном направлении друг с другом.
Также предусмотрены средства, обозначенные общим номером 52 позиции, на сопроводительных чертежах, для присоединения колпачка к обертке, причем упомянутые средства расположены сразу за средствами 50 наполнения и, подобно средствам 50 наполнения, расположены над ремнем 44, который подает чашеобразные контейнеры.
Средства 52 присоединения колпачка установлены на соответствующих монтажных средствах, которые походят в поперечном направлении консольно от разделительных средств 120.
Средства 52 присоединения колпачка могут также перемещаться между рабочим положением и другим положением, в котором их легко чистить.
В частности, средства для присоединения колпачка могут перемещаться между нижним рабочим положением и верхним положением, показанным на фиг.2.
Средства установки средств 52 присоединения колпачка имеют неподвижную часть, не показанную на фиг.2, и подвижную часть, обозначенную номером 152, которая проходит поперечно от установки, и шарнирно соединена с возможностью раскачивания на неподвижной части у разделительной стенки 120.
Также предусмотрены средства 54 сгибания удерживающих колпачок ушек. Как известно, удерживающие колпачок ушки представляют собой концы обертки, которые проходят над продуктом внутри обертки и перегибаются через колпачок таким образом, чтобы удерживать его.
Как показано, средства 54 сгибания удерживающих колпачок ушек установлены на соответствующих монтажных средствах, которые проходят в поперечном направлении консольно от разделительных средств 120.
Средства 54 сгибания удерживающих колпачок ушек могут перемещаться между нижним рабочим положением и вторым верхним положением, в котором они могут, например, очищаться, как показано на фиг.2.
Предусмотрены средства монтажа средств 54 сгибания удерживающих колпачок ушек, причем указанные средства имеют неподвижную часть 154 и подвижную часть 155, которая перемещается относительно неподвижной части 154.
В частности, подвижная часть 155 проходит в поперечном направлении относительно установки 10 и раскачивается от неподвижной части на шарнирных средствах 155a у продольной разделительной стенки 120.
Для присоединения удерживающих ушек к колпачку под ними также предусмотрены средства 56.
Средства присоединения удерживающих ушек к колпачку установлены на соответствующих монтажных средствах, которые проходят в поперечном направлении консольно от разделительных средств 120.
В частности, средства 56 присоединения удерживающих ушек к колпачку выполнены с возможностью перемещения между нижним положением и вторым положением. Более конкретно, средства присоединения удерживающих ушек к колпачку могут перемещаться между нижним рабочим положением, то есть положением, в котором они прикрепляют ушки к колпачку, и верхним положением, где соответствующие соединяющие пластины можно чистить.
Средства установки соединяющей пластины 156' содержат неподвижную часть 156 и часть 157, выполненную с возможностью перемещения относительно неподвижной части 156. В частности, подвижная часть 157 проходит в поперечном направлении относительно установки и раскачивается от неподвижной части на шарнирных средствах 156a у продольной разделительной стенки 120.
Для установки чашеобразной наполненной обертки на высоте, при которой верх продукта находится на заданной высоте, предусмотрены средства 147.
Средства 147 установки обертки по высоте выполнены как продольные направляющие 147, расположенные около средств 44 подачи оберток.
Направляющие средства 147 поднятия чашеобразной обертки располагаются у средств 44 подачи оберток.
Как показано, средства 46 удерживания оберток содержат для поддержки дна обертки основание 146a, имеющее выступ 146b, который выступает вниз через соответствующую трубку 46' под неподвижной частью средств, удерживающих обертку, или блоков 46, причем упомянутый выступающий вниз выступ 146b имеет контактирующий с дном конец 146'b, который перемещается в направляющих средствах 147.
При скольжении в направляющих средствах высота обертки может соответствующим образом регулироваться, чтобы сгибать ушки, удерживающие колпачок, таким образом, чтобы получить "острый" край или "тупой" край, то есть прямой край или более закругленный край в соответствии с требованиями упаковки.
Средства 147 установки обертки по высоте соединены с возможностью снятия с установкой и, более конкретно, изобретение предполагает наличие нескольких средств 147 установки обертки по высоте, которые выбираются в соответствии с требованиями.
Съемные соединительные средства состоят из винтов и скоб, обозначенных на фиг.6 номерами 148 и 149 позиций.
В частности, направляющие средства 147 выполнены в виде соответствующих продольных брусков с верхними концами 147a необходимой формы. Более конкретно, существует четыре выровненных в поперечном направлении бруска, предназначенных для перемещения подвижных оснований или средств 146a, которые поднимают формируемую обертку.
Средства установки средств 147 установки по высоте также проходят поперечно от разделительной стенки 120.
За средствами присоединения колпачка в области, обозначенной на фиг.1 номером 58 позиции, могут быть предусмотрены соответствующие средства группирования упаковок.
Описанное выше изобретение промышленно применимо и может быть модифицировано и приспособлено несколькими способами без отхода от объема изобретения. Кроме того, все элементы изобретения могут быть заменены технически эквивалентными элементами.
Реферат
Установка предназначена для упаковки вязких пищевых продуктов, например, таких как плавленый сыр, бульонные кубики, масло, маргарин, посредством оборачивания в обертку. Установка содержит монтажную раму, рабочие средства изготовления упаковки и средства приведения в движение рабочих средств. Рама содержит разделительное средство в виде стенки, расположенной вдоль установки и отделяющей рабочие средства от приводных средств. В качестве рабочих средств использованы следующие средства: средства подачи частей оберток в виде вращающейся конструкции, ограничивающую несколько распределенных по окружности площадок для размещения частей оберток; средства придания формы обертке, содержащие средства формирования обертки, выполненные в виде средств с открытым бункером с осевым отверстием, предназначенным для придания формы обертке, и средства толкания обертки в средства формирования. Средства заполнения оберток; подачи чашеобразных оберток в продольном направлении; присоединения колпачка к обертке; средства сгибания ушек, удерживающих колпачок и присоединения ушек к колпачку. Все упомянутые средства установлены на соответствующих монтажных средствах, которые проходят в поперечном направлении от разделительных средств. Изобретение обеспечивает улучшение условий работы, повышение производительности и гигиеничности упаковки. 16 з.п. ф-лы, 6 ил.
Формула
средства (14) подачи частей оберток, содержащие вращающуюся конструкцию, ограничивающую несколько распределенных по окружности площадок (141) для размещения частей оберток, причем средства (14) подачи частей оберток проходят в поперечном направлении от разделительных средств (120);
средства придания формы обертке, содержащие средства (40) формирования обертки и средства (42) толкания обертки в средства (40) формирования, причем средства формирования обертки выполнены в виде средств (40) с открытым бункером с осевым отверстием, предназначенным для придания формы обертке, при этом средства (40) формирования обертки установлены на соответствующих монтажных средствах, которые проходят в поперечном направлении от разделительных средств (120), а средства (42) толкания установлены на соответствующих монтажных средствах, которые проходят в поперечном направлении от разделительных средств (120) и проходят над бункерами (40);
средства (50) заполнения оберток, содержащее монтажные средства, которые проходят в поперечном направлении от разделительных средств (120); средства (44) подачи чашеобразных оберток в продольном направлении, установленные на соответствующих монтажных средствах, которые проходят в поперечном направлении от разделительных средств (120);
средства (52) присоединения колпачка к обертке, установленные на соответствующих монтажных средствах, которые проходят в поперечном направлении от разделительных средств (120);
средства (54) сгибания ушек, удерживающих колпачок, установленные на соответствующих монтажных средствах, которые проходят в поперечном направлении от разделительных средств (120);
средства (56) присоединения удерживающих ушек к колпачку, установленные на соответствующих монтажных средствах, которые проходят в поперечном направлении от разделительных средств (120);
Комментарии