Способ и система для изготовления упаковок - RU2753077C1
Код документа: RU2753077C1
Чертежи



Описание
Настоящее изобретение относится к способу и системе для изготовления упаковок.
Изобретение особенно целесообразно использовать при организации логистики систем для изготовления керамических плиток и, в частности, для облегчения транспортировки партий составленных друг на друга плиток, как небольших, так и крупных форматов.
В настоящее время для перемещения и транспортировки керамических плиток используют упаковки, которые содержат картонный каркас, окружающий края керамических плиток, прилегающих друг к другу или уложенных в штабель. Заданное количество пачек стабилизируют с помощью обвязочных лент, уложенных на поддон, который затем используют как опорное основание и в качестве элемента для подъема и транспортировки упаковок.
Использование обвязочных лент, необходимых для обеспечения устойчивости пачек, влечет существенные финансовые потери как в смысле материальных затрат, так и времени, необходимого для укладки лент. Более того, описанная выше система не позволяет изымать отдельные упаковки, сохраняя при этом устойчивость других упаковок. Другими словами, как только целостность обвязочной системы нарушается, упаковки уже никак не удерживаются в устойчивой конфигурации. Другой недостаток вышеописанных упаковок заключается в том, что друг на друга можно уложить не более двух/трех единиц.
Кроме того, в случае плиток большого размера или в случае плиток в виде полос стабилизации посредством обвязочных лент недостаточно для обеспечения безопасной транспортировки упаковок, и поэтому необходимо использовать деревянные ящики, которые являются сравнительно дорогими и громоздкими. Кроме того, такие деревянные ящики нужно иметь в распоряжении для системы, занимая при этом значительные объемы пространства по ее краю. В случае, когда система рассчитана на определенное количество разных форматов, необходимо дополнительно иметь ящики соответствующего формата, тем самым, увеличивая затраты и пространства, требуемые для размещения и обслуживания ящиков.
Задачей настоящего изобретения является создание способа и системы для изготовления упаковок, обеспечивающих устранение недостатков существующих упаковок и способов.
Преимущество, обеспечиваемое настоящим изобретением, заключается в том, что можно создавать устойчивые и безопасные упаковки без необходимости использования обвязочных лент.
Другое преимущество, обеспечиваемое настоящим изобретением, заключается в том, что можно создавать упаковки, которые могут быть составлены друг на друга в таком количестве штук, которое намного больше, чем для существующих упаковок.
Еще одно преимущество, обеспечиваемое настоящим изобретением, заключается в том, что оно позволяет создавать упаковки, которые аналогичны используемым в настоящее время ящикам, но их изготовление начинается с плоских элементов, которые могут храниться внавалку и поэтому требуют значительно меньших объемов для хранения, чем элементы используемых в настоящее время ящиков.
Дополнительное преимущество настоящего изобретения заключается в том, что в полученных согласно изобретению упаковках облегчается изъятие отдельных плиток или пачек плиток при сохранении устойчивости оставшихся плиток.
Другие характеристики и преимущества настоящего изобретения станут более понятными из приведенного ниже подробного описания варианта выполнения настоящего изобретения, проиллюстрированного в качестве неограничивающего примера на прилагаемых чертежах, на которых:
Фиг. 1 изображает упаковку, выполненную согласно настоящему изобретению.
Фиг. 2 изображает штабель из плиток, который может быть заключен в упаковку согласно настоящему изобретению.
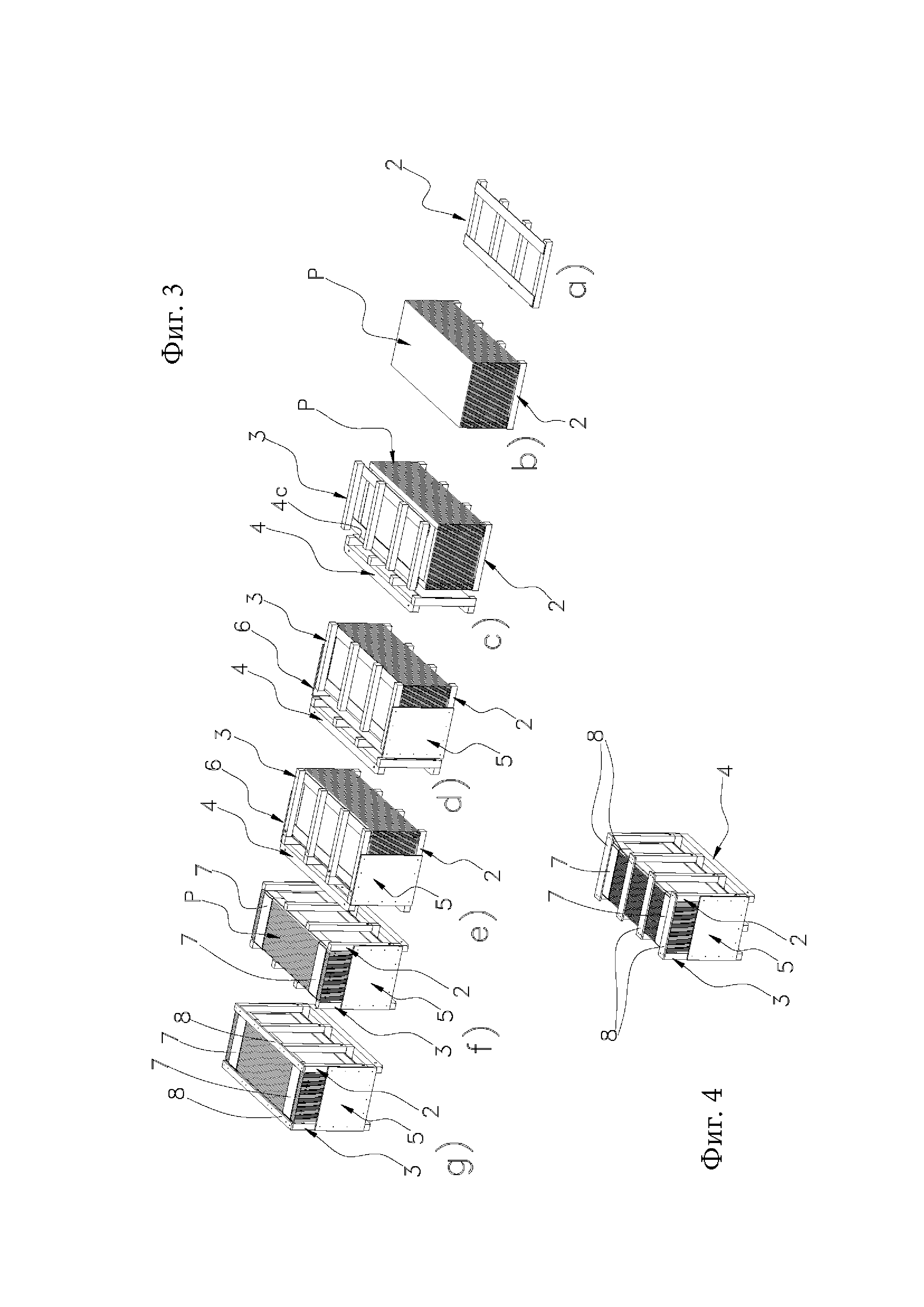
Фиг. 3 иллюстрирует различные этапы, а именно, этапы а, b, с, d, е, f, g, согласно которым может быть изготовлена упаковка, представленная на фиг. 1.
Фиг. 4 изображает вариант упаковки, представленной на фиг. 3g.
Фиг. 5 и фиг. 6 изображают два возможных варианта выполнения системы для изготовления упаковки согласно настоящему изобретению.
По существу изобретение относится к упаковке в виде параллелепипеда, имеющей дно 4, две продольные грани 2, 3, по существу перпендикулярные дну 4 и параллельные продольной плоскости X, и две поперечные грани 5, 6, по существу перпендикулярные дну 4 и продольным граням 2, 3, и параллельные поперечной плоскости Y. Грани 2, 3, 5, 6 соединены с четырьмя сторонами дна 4 (фиг. 1). Дно 4 и грани 2, 3, 5, 6 взаимно соединены с образованием ограничиваемого объема, предназначенного для удержания штабеля Р из плоских предметов, например керамических плиток Т, уложенных друг на друга. Плоские предметы могут представлять собой либо керамические плитки Т, либо предметы другого типа, выполненные из разных материалов. Более того, плоские предметы или плитки Т могут быть расположены свободно, то есть не связаны друг с другом и уложены непосредственно друг на друга, либо собраны в пачки, уже упакованные известным способом. В данном случае штабель Р образован плитками, собранными в отдельные пачки.
Плитки Т имеют две главные поверхности, параллельные друг другу, а именно, укладочную поверхность М, накладываемую на устилаемую поверхность, и видимую поверхность F, которая после укладки плитки остается открытой. Плитки Т также имеют четыре боковые поверхности Е уменьшенной высоты, по существу перпендикулярные главным поверхностям.
Плитки Т одного штабеля Р лежат на главных поверхностях. Таким образом, штабель Р имеет две главные поверхности, образуемые, соответственно, главной поверхностью первой и последней плитки из штабеля Р, и четыре боковые поверхности, по существу образованные боковыми поверхностями Е плиток Т. Боковые поверхности штабеля Р в целом являются плоскими, за исключением случая неидеального выравнивания плиток Т.
Описанная выше упаковка может быть преимущественно изготовлена с использованием способа согласно настоящему изобретению, этапы которого схематически проиллюстрированы на фиг. 3а - фиг. 3g.
Способ предполагает размещение первой продольной грани 2 упаковки по существу в горизонтальном положении. Первая продольная грань 2 предпочтительно выполнена из двух или более продольных элементов 2а, параллельных друг другу, которые соединены двумя или более поперечными элементами 2b, перпендикулярными указанным элементам 2а. Преимущественно, поперечные элементы 2b выступают от продольных элементов 2а и отстоят друг от друга таким образом, чтобы обеспечить возможность введения подъемного элемента, такого как, например, вилки вилочного погрузчика, под продольные элементы 2а. Например, продольные элементы 2а и поперечные элементы 2b могут быть изготовлены из дерева. Количество и расположение продольных элементов 2а и поперечных элементов 2b может изменяться в зависимости от размеров и формы керамических плиток Т. Первая продольная грань 2 также может быть выполнена в виде панели, возможно имеющей расположенные снаружи упрочняющие поперечные элементы, отстоящие друг от друга для обеспечения возможности введения подъемного элемента, как описано выше.
Первая продольная грань 2 может быть расположена по существу в горизонтальном положении на опорной конструкции (не показана).
Далее способ предполагает укладку заданного количества керамических плиток Т с образованием штабеля Р на первой продольной грани 2. Плитки Т составляют друг на друга по их главным поверхностям. Укладка плиток Т может быть выполнена с помощью устройства для укладки грузов на поддоны (не показано), которое известно специалисту в данной области техники и обычно используется во всех системах упаковки плитки. В данном случае продольная грань 2 расположена по существу в горизонтальном положении, опираясь на базовую плоскость машины для укладки грузов на поддоны.
После формирования штабеля Р на первой продольной грани 2, способ предполагает размещение второй продольной грани 3 упаковки на указанном штабеле.
Вторая продольная грань 3 может отличаться от первой продольной грани 2 или может быть такой же, как и первая грань. Во втором случае способ может быть выполнен с использованием продольной грани единого типа, обеспечивая преимущество простоты хранения и работы с необходимыми фондами. Во втором случае вторая продольная грань 3 предпочтительно тоже образована двумя или более продольными элементами 3а, параллельными друг другу и соединенными двумя или более поперечными элементами 3b, перпендикулярными указанным элементам 3а. Поперечные элементы 3b преимущественно выступают от продольных элементов 3а и отстоят друг от друга таким образом, чтобы обеспечить возможность введения подъемного элемента, такого как, например, вилки вилочного погрузчика, между продольными элементами 3а. Например, продольные элементы 3а и поперечные элементы 3b могут быть изготовлены из дерева. Количество и расположение продольных элементов 3а и поперечных элементов 3b может изменяться в зависимости от размеров и формы плиток Т. Вторая продольная грань 3 также может быть выполнена в виде панели, возможно имеющей расположенные снаружи упрочняющие поперечные элементы, отстоящие друг от друга для обеспечения возможности введения подъемного элемента, как описано выше.
Далее способ предполагает присоединение дна 4 упаковки на первой продольной стороне первой и второй продольной грани 2, 3, на нижней стороне штабеля Р.
Дно 4 предпочтительно образовано двумя или более продольными элементами 4а, параллельными друг другу, которые соединены двумя или более поперечными элементами 4b, перпендикулярными указанным элементам 4а. В представленном варианте выполнения поперечные элементы 4b расположены так, чтобы контактировать со штабелем Р. Поперечные элементы 4b преимущественно выступают от продольных элементов 4а и отстоят друг от друга таким образом, чтобы обеспечить возможность введения подъемного элемента, такого как, например, вилки вилочного погрузчика. Продольные элементы 4а тоже отстоят друг от друга таким образом, чтобы обеспечить возможность введения подъемного элемента, такого как, например, вилки вилочного погрузчика. В представленном варианте выполнения поперечные элементы 4b расположены между продольными стенками 2, 3 и продольными элементами 4а. Таким образом, подъемный элемент может быть вставлен в поперечном направлении между продольными элементами 4а и боковой поверхностью продольных стенок 2, 3, в пространства между поперечными элементами 4b, либо в пространство, образованное между продольными элементами 4а, в продольном направлении и под поперечными элементами 4b.
Дно 4 также может содержать плиту или панель 4с. В представленном варианте выполнения панель 4 с связана с поперечными элементами 4b так, чтобы находиться в контакте со штабелем Р. Панель 4 с позволяет дополнительно защитить боковую поверхность штабеля Р. Предпочтительно, размеры панели 4 с по существу соответствуют размерам боковой поверхности штабеля Р, с которой указанная панель находится в контакте. В действительности, одна сторона панели 4 с имеет почти такую же длину, что и высота штабеля Р, а другая сторона имеет такую же длину, что и боковая поверхность плиток и штабеля Р.
Продольные элементы 4а и поперечные элементы 4b, а возможно и панель 4 с могут быть изготовлены из дерева. Количество и расположение продольных элементов 4а и поперечных элементов 4b может изменяться в зависимости от размеров и формы плиток Т. Дно 4 также может быть выполнено в виде панели, возможно имеющей расположенные снаружи упрочняющие поперечные элементы, отстоящие друг от друга для обеспечения возможности введения подъемного элемента, как описано выше.
Таким образом, способ предусматривает присоединение первой поперечной грани 5 упаковки к первой поперечной стороне первой и второй продольных граней 2, 3 на первой поперечной стороне штабеля Р.
В представленном варианте выполнения первая поперечная грань 5 имеет вид плиты или панели, например, выполненной из дерева. В других возможных вариантах выполнения первая поперечная грань может быть выполнена в виде полосы или в виде набора продольных и поперечных элементов, подобных проиллюстрированным продольным граням 2, 3.
Продольные грани 2, 3 могут быть непосредственно соединены с дном 4 или, как в представленном варианте выполнения, могут быть соединены с дном 4 с помощью первой поперечной грани 5, которая соединена как с продольными гранями 2, 3, так и с дном 4. В частности, в представленном варианте выполнения поперечная грань 5 присоединена с двух противоположных сторон к двум поперечным элементам 2b, 3b, которые, соответственно, образуют первую сторону первой и второй продольной грани 2, 3. По третьей стороне, перпендикулярной ранее указанным сторонам, поперечная грань 5 также присоединена к поперечному элементу 4b, который образует первую сторону дна 4.
Также возможна комбинация двух решений, в которой продольные грани 2, 3 соединены как непосредственно с дном 4, так и с первой поперечной стенкой 5, которая, в свою очередь, соединена с нижней стенкой 4.
Затем можно присоединить вторую поперечную грань 6 упаковки ко второй поперечной стороне первой и второй продольной грани 2, 3, на второй поперечной стороне штабеля Р.
Аспекты, касающиеся первой поперечной грани 5, по существу применимы ко второй поперечной грани 6. Вторая поперечная грань 6 тоже может иметь вид плиты или панели, выполненной, например, из дерева. В других возможных вариантах выполнения вторая поперечная грань может быть выполнена в виде полосы или в виде набора продольных и поперечных элементов, подобно изображенным на чертеже продольным граням 2, 3.
В частности, в представленном варианте выполнения вторая поперечная грань 6 присоединена с двух противоположных сторон к двум поперечным элементам 2b, 3b, которые, соответственно, образуют вторую сторону первой и второй продольных граней 2, 3. По третьей стороне, перпендикулярной указанным выше сторонам, вторая поперечная грань 6 также соединена с поперечным элементом 4b, который образует вторую сторону дна 4.
Две поперечные грани 5, 6 могут быть выполнены одинаковыми, как в представленном варианте выполнения, или могут отличаться друг от друга.
После наложения поперечных граней 5, 6 упаковку можно повернуть, укладывая ее на дно 4. После выполнения данного этапа упаковка может быть поднята, транспортирована и отправлена на хранение при опоре на дно 4.
Благодаря наличию продольных граней 2, 3 и поперечных граней 5, 6, соединенных друг с другом и с дном 4, как описано выше, упаковка является очень жесткой и устойчивой. Более того, упаковки могут быть наложены друг на друга, с расположением дна 4 верхней упаковки на верхних боковых сторонах продольных граней 2, 3 нижней упаковки, при значительно большем количестве упаковок, чем это допускается для существующих упаковок. Другое очень важное преимущество упаковки согласно настоящему изобретению заключается в том, что штабель Р лежит на боковой поверхности, то есть плитки Т расположены с опорой на боковую поверхность Е. В таком положении плитки Т могут выдерживать значительные вертикальные нагрузки и, следовательно, разные штабели Р можно укладывать друг на друга вертикальным образом, при опоре на боковую поверхность, что сильно снижает риск повреждения.
Для дополнительного повышения прочности и устойчивости упаковки можно присоединить один или более верхних элементов 8 ко второй продольной стороне первой и второй боковых граней 2, 3, то есть к верхней стороне указанных граней. Один или более таких верхних элементов 8 могут быть расположены в продольном направлении, как в представленном варианте выполнения, и/или в поперечном направлении. В представленном варианте выполнения каждый из двух верхних элементов 8 взаимосвязан с поперечными элементами 2b, 3b соответствующей продольной грани 2, 3. Верхние элементы 8, как бы они не были расположены, могут выполнять функцию опорных элементов для дна 4 верхней упаковки. Например, в представленном варианте выполнения продольные элементы 4а дна 4 верхней упаковки могут быть расположены на верхних элементах 8 нижней упаковки. Кроме того, продольные элементы 4а дна 4 верхней упаковки могут быть съемным образом присоединены к верхним элементам 8 нижней упаковки.
Кроме того, на штабель Р можно наложить одну или более удерживающих лент 7, располагаемых на стороне, противоположной дну 4, то есть, на верхней стороне. Данную одну или более лент 7 также присоединяют к продольным стенкам 2, 3.
Например, ленты 7 могут иметь вид полос, выполненных из бумаги, картона или пластмассы, соединенных с гранями плиток Т, которые примыкают друг к другу с образованием верхней стороны штабеля Р. Например, ленты 7 могут быть приклеены к верхней стороне штабеля Р.
Наложение лент 7 выполняют до наложения верхних элементов 8, в случае расположения данных элементов продольным образом, или неважно до или после наложения верхних элементов 8, в случае, когда данные элементы накладывают в поперечном направлении.
Ленты 7 обеспечивают удерживание штабеля Р и после удаления одной из продольных граней 2, 3. Для изъятия отдельных плиток Т, после удаления одной из продольных граней 2, 3 можно разрезать каждую ленту 7, освобождая плитку Т, подлежащую изъятию. Оставшиеся плитки Т удерживаются на месте остальной частью каждой ленты 7.
Вместо лент 7 или в комбинации с указанными лентами можно использовать один или более подвижных захватов (не показаны), которые с возможностью отсоединения могут быть соединены с продольной гранью 3, еще не снятой с упаковки, или по меньшей мере с одним из верхних элементов 8, если они предусмотрены, или с поперечными гранями 5, 6, и с самой внешней плиткой Т штабеля Р. Передвижные захваты могут быть сняты, обеспечивая изъятие самой внешней плитки Т штабеля Р, и впоследствии снова могут быть наложены в таком положении, чтобы они взаимодействовали с последующей плиткой Т штабеля.
Предпочтительно, продольные грани 2, 3, дно 4 и поперечные грани 5, 6, а также верхние элементы 8, если они предусмотрены, взаимосвязаны друг с другом с помощью приспособлений, выполненных с возможностью удаления. Например, для выполнения различных соединений можно использовать винты. Таким образом, удаление продольной грани 2, 3 может быть обеспечено путем откручивания винтов, которые соединяют данные грани с поперечными гранями 5, 6.
Упаковка, полученная согласно настоящему изобретению, может иметь такие размеры, которые соответствуют плиткам Т, образующим штабель Р. В сущности, размер продольных граней 2, 3 может соответствовать главным поверхностям F, М плиток Т, в то время как дно 4 может быть иметь такой размер, который соответствует высоте штабеля Р и продольному краю продольных поверхностей 2, 3. Размер поперечных граней 5, 6 может быть выбран таким образом, чтобы закрывать высоту штабеля Р.
Способ согласно настоящему изобретению может быть выполнен с помощью системы, схематически изображенной на фиг. 5 и фиг. 6.
Система содержит плоскость 10 транспортировки, предназначенную для продвижения в направлении Z штабелей Р, которые расположены с опорой на соответствующую первую продольную грань 2. Плоскость 10 транспортировки может быть отрегулирована по ширине, то есть, в направлении, перпендикулярном направлению Z продвижения. Для этого плоскость 10 транспортировки может быть образована парой цепей или конвейерных лент, расположенных таким образом, чтобы образовать по существу горизонтальную плоскость транспортировки, и отстоящих друг от друга на регулируемое расстояние. Это позволяет согласовать ширину плоскости 10 транспортировки с размерами первой продольной грани 2. Плоскость 10 транспортировки не описана более подробно, поскольку известна специалисту в данной области техники.
Система содержит первую рабочую станцию 11, выполненную с первым манипулятором 110, предназначенным для захвата и позиционирования второй продольной грани 3 на штабеле Р. Первая рабочая станция может быть выполнена с хранилищем 111, предназначенным для хранения заданного количества продольных граней 3. Более того, первая рабочая станция может быть выполнена с режущим и сборочным устройством 112, предназначенным для изготовления продольных граней 3 согласно заданным размерам, например, в соответствии с плановыми размерами главных поверхностей плиток Т. В данном случае система может иметь хранилище для брусков или реек L, L2, из которого режущее и сборочное устройство может захватывать бруски или рейки L и нарезать их до желаемых размеров, для изготовления, например, продольных и поперечных элементов 3а, 3b, составляющих продольные грани 3. Затем режущее и сборочное устройство может обеспечивать скрепление друг с другом продольных и поперечных элементов 3а, 3b. Данная операция может быть выполнена с помощью одной или более сверлильных и винторезных головок 113, предназначенных для сборки элементов 3а, 3b с использованием винтов. В качестве альтернативы могут быть использованы гвозди или клей, при участии гвоздезабивной или склеивающей головок, или другие аналогичные средства. Режущее и сборочное устройство может приводиться в действие управляющим модулем, который является программируемым на основании заданных размеров продольных граней 3. Поскольку и первый манипулятор 110, и режущее и сборочное устройство, выполненное с режущими головками 114 и сверлильными и винторезными головками 113, изготовлены согласно разным решениям, известным специалисту, их подробное описание не приводится.
То же самое устройство 112 для резки и сборки также можно использовать для изготовления первой продольной грани 2, при условии, что две продольные грани 2, 3 являются, как правило, одинаковыми по отношению друг к другу. В данном случае изготовленные продольные грани 2, 3 могут быть расположены в едином хранилище 111, из которого их впоследствии можно забрать как для отправки на станцию формирования штабеля Р (не показана), так и для размещения над штабелями Р, подаваемыми на плоскость 10 транспортировки.
Система содержит вторую рабочую станцию 12, выполненную со вторым манипулятором (120), предназначенным для захвата и позиционирования дна 4 упаковки на первой продольной стороне первой и второй продольной грани 2, 3, вдоль первой продольной стороны штабеля Р. Второй манипулятор 120 не описан более подробно, так как может быть выполнен согласно разным решениям, известным специалисту в данной области техники.
Как и в случае первой рабочей станции 11, вторая рабочая станция 12 тоже может иметь хранилище 121, предназначенное для хранения заданного количества днищ 4. Кроме того, вторая рабочая станция 12 может быть выполнена с режущим и сборочным устройством, предназначенным для изготовления днищ 4 согласно заданным размерам. В данном случае система может иметь хранилище для брусков или реек L, L2, из которого режущее и сборочное устройство может захватывать бруски или полосы L, L2 и нарезать их до желаемых размеров, для изготовления, например, продольных и поперечных элементов 4а, 4б, составляющих днища 4. Затем режущее и сборочное устройство может обеспечивать скрепление друг с другом продольных и поперечных элементов 4а, 4b. Данная операция может быть выполнена с помощью одной или более сверлильных и винторезных головок 122, предназначенных для сборки элементов 4а, 4b с использованием винтов. В качестве альтернативы могут быть использованы гвозди или клей, при участии гвоздезабивной или склеивающей головок, или другие аналогичные средства. Режущее и сборочное устройство может быть приведено в действие управляющим модулем, который является программируемым на основании заданных размеров днищ 4. Возможно, что вторая рабочая станция также может быть выполнена со средством для наложения панели 4 с на дно 4. Панель 4 с, имеющая нужные размеры, уже может иметься в наличии, или ее можно нарезать до нужных размеров непосредственно во второй рабочей станции 12, с помощью режущих приспособлений.
В представленном варианте выполнения режущее и сборочное устройство 112 обслуживает как первую, так и вторую рабочую станцию 11, 12, то есть, режущее и сборочное устройство 112 обеспечивает изготовление как продольных граней 2, 3, так и днищ 4.
Вторая рабочая станция 12 может быть дополнительно оборудована фиксирующим устройством (не показано), предназначенным для крепления дна 4 к продольным граням 2, 3, если такая фиксация необходима. В данном случае фиксирующее устройство может быть выполнено со сверлильными и винторезными головками, обеспечивающими крепление винтами, либо другими инструментами, применяемыми в случае фиксации с помощью других средств (например, клея или гвоздей).
Система содержит третью рабочую станцию 13, выполненную с третьим манипулятором 130, предназначенным для захвата и позиционирования первой поперечной грани 5 упаковки на первой поперечной стороне первой и второй продольной грани 2, 3, по первой поперечной стороне штабеля Р. Предпочтительно, но необязательно, посредством манипулятора 130 третья рабочая станция 13 также захватывает и позиционирует вторую поперечную грань 6 упаковки на второй поперечной стороне продольных граней 2, 3, по другой поперечной стороне штабеля Р.
Третья рабочая станция 13 может быть выполнена с хранилищем 131, предназначенным для хранения заданного количества поперечных граней 5, 6. Более того, третья рабочая станция 13 может быть выполнена с режущим устройством и фиксирующим устройством 134. Режущее устройство предназначено для изготовления поперечных граней 5, 6 в соответствии с заданными размерами. В данном случае система может иметь хранилище для плит или панелей L3, из которого режущее устройство 132, 133 может захватывать панели и нарезать их до желаемых размеров. В представленном варианте выполнения режущее устройство содержит первый манипулятор 132а, предназначенный для захвата панелей L3 и подачи их к первой режущей головке 133а, которая обеспечивает выполнение первого разреза вдоль первого направления. Второй манипулятор или плоскость 132b транспортирования предназначена для подачи частей панели ко второй режущей головке 133b, которая обеспечивает выполнение второго разреза вдоль второго направления, перпендикулярного предыдущему разрезу, и таким образом получают поперечные грани 5, 6, которые можно складировать в хранилище 131. Предпочтительно, но необязательно, поперечные грани 5, 6 являются одинаковыми и поэтому могут быть собраны в одном хранилище 131.
Фиксирующее устройство 134 содержит одну или более сверлильных и винторезных головок, предназначенных для фиксации граней 5, 6 с использованием винтов. В качестве альтернативы могут использоваться гвозди или клей при наличии гвоздезабивной или склеивающей головок или другие аналогичные средства. Режущее устройство 132а, 132b, 133а, 133b и сборочное устройство 134 могут быть приведены в действие с помощью управляющего модуля, который является программируемым на основании нужных размеров поперечных граней 5, 6.
В представленном варианте выполнения сборочное устройство 134 не только прикрепляет поперечные грани 5, 6 к продольным граням 2, 3, но и обеспечивает прикрепление поперечных граней 5, 6 к дну 4. Таким образом, дно 4 прикреплено к продольным граням 2, 3 с помощью поперечных граней 5, 6.
Поскольку и третий манипулятор 130, и режущее и сборочное устройство 132а, 132b, 133а, 133b, и сборочное устройство 134 выполнены в соответствии с разными решениями, известными специалисту, более подробное описание указанных устройств не приводится.
Если, подобно продольным граням 2, 3, поперечные грани 5, 6 образованы продольными и поперечными элементами, третья рабочая станция 13 может быть оборудована режущим и сборочным устройством, подобным устройству, описанному применительно к первой рабочей станции 11, которое предназначено для изготовления продольных и поперечных элементов и скрепления их друг с другом. Режущее и сборочное устройство третьей рабочей станции 13 может отличаться от режущего и сборочного устройства первой рабочей станции 11, или может быть таким же.
В возможном варианте выполнения (не показан) система может быть выполнена с четвертой рабочей станцией, отличающейся от третьей рабочей станции 13 и имеющей свой собственный манипулятор, предназначенный для захвата и позиционирования второй поперечной грани 6 упаковки на второй поперечной стороне первой и второй продольной грани 2, 3, по второй поперечной стороне штабеля Р, и фиксирующее устройство, предназначенное для присоединения второй поперечной грани 6 к продольным граням 2, 3. Таким образом, в данном варианте выполнения с поперечными гранями 5, 6 работают по отдельности.
Система также содержит опрокидывающее устройство 15, предназначенное для поворота упаковки и расположения ее с опорой на дно 4. Опрокидывающее устройство 15 работает с упаковкой, уже укомплектованной дном 4, продольными гранями 2, 3 и поперечными гранями 5, 6. Поэтому поворот упаковки происходит сравнительно легко. Опрокидывающее устройство 15 показано лишь схематично, поскольку известно в разных видах для специалиста в данной области техники.
Система также может иметь вспомогательную станцию 16, содержащую четвертый манипулятор 160, предназначенный для захвата одной или более удерживающих лент 7 и наложения их на штабель Р, на стороне, обращенной кверху. Четвертый манипулятор 160 может быть выполнен с одной или более клеящими головками, предназначенными для нанесения слоя клея на ленты 7, накладываемые на штабель Т.
Кроме того, вспомогательная станция 16 может быть выполнена с четвертым манипулятором 161, предназначенным для захвата одного или более верхних элементов 8 и позиционирования указанных элементов на второй продольной стороне первой и второй боковой грани 2, 3, то есть на верхней стороне. Вспомогательная станция 16 также может быть оборудована фиксирующим устройством 162, предназначенным для присоединения одного или более верхних элементов 8 к боковым граням 2, 3. Данная операция может быть выполнена при помощи одной или более сверлильных и винторезных головок, предназначенных для прикрепления верхних элементов 8 с использованием винтов. В качестве альтернативы могут быть использованы гвозди или клей, при участии гвоздезабивной или склеивающей головок, либо другие аналогичные средства.
Подобно первой и третьей рабочим станциям 11, 13, вспомогательная станция 16 тоже может быть выполнена с режущим устройством 163, 164, предназначенным для нарезания верхних элементов 8 до заданного размера. Для этого вспомогательная станция 16 оборудована вспомогательным манипулятором 163, предназначенным для подачи брусков или реек L4 к режущей головке 164, которая обеспечивает изготовление верхних элементов 8. Верхние элементы 8 могут размещаться в хранилище 165, из которого могут быть захвачены пятым манипулятором 161. Режущее устройство 163, 164 может быть приведено в действие с помощью управляющего модуля, который является программируемым на основании заданных размеров верхних элементов 8.
Как для предыдущих станций, так и для вспомогательной станции 16, поскольку и манипуляторы 160, 161, и режущее устройство 162, 164, и фиксирующее устройство 162 выполнены в соответствии с разными решениями, известными специалисту, более подробное описание указанных устройств не приводится.
Рабочие станции 11, 12, 13, 16 и опрокидывающее устройство 15 расположены последовательно вдоль плоскости 10 транспортировки. Данная плоскость может быть приведена в поступательное движение при помощи шагового двигателя, работающего с перерывами, чтобы на каждой рабочей станции обеспечить выполнение различных описанных операций. Также можно предусмотреть вспомогательные транспортирующие устройства (не показаны), которые передают упаковки от плоскости 10 транспортировки к рабочим станциям 11, 12, 13, 16, позволяя выполнять описанные операции без взаимодействия с плоскостью 10 транспортировки.
Всеми вышеописанными рабочими станциями 11, 12, 13, 16, а также обслуживающими их устройствами, такими как плоскость 10 транспортировки и опрокидывающее устройство 15, может управлять общий модуль управления системой. Данный модуль управления, с помощью специальных алгоритмов, может управлять и синхронизировать работу различных режущих и сборочных устройств, плоскости 10 транспортировки, и опрокидывающего устройства, для того чтобы получить продольные грани 2, 3, поперечные грани 5, 6, дно 4 и верхние элементы 8, имеющие наиболее подходящие размеры для размещения плиток Т определенного формата, и правильно сформировать упаковку в соответствии с настоящим изобретением.
Реферат
Предложен способ изготовления упаковки, который включает следующие этапы: размещение первой продольной грани (2) упаковки в горизонтальном положении, укладку заданного количества керамических плиток (Т) с образованием штабеля (Р) на первой продольной грани (2), размещение второй продольной грани (3) упаковки на штабеле (Р), соединение дна (4) упаковки с первой продольной стороной первой и второй продольных граней (2, 3). Затем соединяют первую поперечную грань (5) упаковки с первой поперечной стороной первой и второй продольных граней (2, 3). Вторую поперечную грань (6) упаковки соединяют со второй поперечной стороной первой и второй продольных граней (2, 3) и осуществляют поворот упаковки с расположением ее с опорой на дно (4). Группа изобретений обеспечивает получение устойчивых и безопасных упаковок, возможность установки упаковок друг на друга в большом количестве и облегчает изъятие отдельных плиток или пачек. 2 н. и 7 з.п. ф-лы, 6 ил.
Комментарии