Устройство формирования узкого потока емкостей в широкий поток емкостей - RU2724479C1
Код документа: RU2724479C1
Чертежи

Описание
Изобретение относится к устройству с признаками ограничительной части пункта 1 формулы изобретения. Устройства такого типа известны (DE 43 17 069 A1), например, в качестве выходного стола линии обработки емкостей и предназначены для формирования, например, однорядного потока емкостей на выходе линии обработки емкостей, например на выходе этикеровочной линии, в широкий поток емкостей (массовый поток), ширина подачи которого в несколько раз превосходит диаметр емкостей. Направляющая емкостей такого устройства выполнена предпочтительно, по меньшей мере, в виде наклонной рампы или направляющей емкостей, оканчивающейся на отводном транспортере, за счет чего ширину потока емкостей увеличивают до большой ширины транспортировки, соответствующей в этом случае ширине подачи отводного транспортера. При этом в частности, известно, что для привода лент транспортеров, образующих плоскость подачи, используют понижающий редуктор и/или т.н. «Wedler», чтобы повысить эффективность распределения потока емкостей по ширине.
Предпочтительно ленты транспортеров, образующие плоскость подачи емкостей, выполнены из шарнирных транспортерных цепей.
Существенным недостатком известных устройств является, в том числе, необходимость значительной длины конструкции или транспортера, или относительно большой длины транспортировки для обеспечения надежного и безотказного формирования узкого потока емкостей в широкий поток емкостей. Более того, известные устройства обеспечивают необходимую ширину транспортера только при наличии двух, установленных последовательно линий или участков преобразования. Известные устройства, в частности, с высокой производительностью не всегда могут обеспечить устойчивость емкостей, в частности емкостей из полимера или ПЭТа (полиэтилентерефталата), и, тем самым, технику безопасности указанных устройств.
Задача изобретения состоит в создании устройства формирования узкого потока емкостей, предпочтительно однорядного, в широкий поток емкостей, исключающего указанные недостатки и обеспечивающего при необходимой технике безопасности возможность формирования потока емкостей на участке подачи или транспортировки с явно меньшей длиной по сравнению с существующим уровнем техники. Для решения этой задачи выполнено устройство формирования потока емкостей по пункту 1 формулы изобретения.
Существенным преимуществом устройства по данному изобретению является, во-первых, возможность формирования узкого, например однорядного, потока емкостей в широкий поток емкостей, т.е. в поток емкостей большей ширины подачи, уже на участке транспортера с укороченной длиной. Существует, в частности, возможность одинаково устойчивой и малошумной транспортировки как емкостей из полимера или ПЭТа, так и емкостей из стекла. Длина транспортного участка, необходимая в устройстве по данному изобретению для формирования узкого потока емкостей в широкий поток емкостей и включающая участок замедления и участок формирования, в устройстве по данному изобретению, например, в два раза меньше, чем в известных устройствах, и составляет, например, около 1500 мм.
Положенный в основу изобретения опыт показал, что для обеспечения этого преимущества необходимо
• нахождение проекции обеих направляющих емкостей или направляющих ограждений участка формирования на плоскости транспортировки емкостей в зоне между обеими пограничными кривыми, указанными в пункте 1 формулы изобретения,
• наличие у расположенной внутри относительно изменения направляющей емкостей участка формирования, воспринимающей направление транспортировки на участке замедления, по меньшей мере, на отрезке участка, следующего за входным участком участка формирования, на направляющей емкости внутренней стороне изогнутой поверхности, вогнутой, по меньшей мере, вокруг оси, перпендикулярной плоскости транспортировки, и
• наличие у противоположной направляющей емкостей участка формирования на отрезке участка, следующего за входным участком участка формирования, на направляющей емкости внутренней стороне изогнутой поверхности, выгнутой, по меньшей мере, вокруг оси, перпендикулярной плоскости транспортировки.
Как у известных устройств, так и у устройства по данному изобретению выходной участок участка формирования смещен относительно входного участка участка формирования в осевом направлении, параллельном плоскости транспортировки и ориентированном также перпендикулярно направлению потока или транспортировки образующих эту плоскость транспортировки транспортерных лент. В частности, транспортерные ленты, образующие участок формирования имеют привод предпочтительно через понижающие редукторы с разной скоростью транспортировки, в частности таким образом, чтобы с уменьшением отстояния транспортерных лент в указанном осевом направлении от участка входа емкостей скорость транспортировки падала.
Расположение, приводы и направляющие емкостей (направляющие ограждения) образующих плоскость транспортировки транспортерных лент предложено в цоколе каркаса машинного оборудования. В примере практического выполнения ширина каркаса машинного оборудования составляет около 711 мм. Эту ширину образуют три примыкающие боковыми сторонами друг к другу транспортерные ленты, формирующие участок входа емкостей и, в частности, участок замедления, а также другие четыре примыкающие боковыми сторонами друг к другу транспортерные ленты с приводом предпочтительно через понижающие редукторы, образующие участок формирования, причем ширина каждой транспортерной ленты составляет около 85 мм. Остальная, не занятая транспортерными лентами ширина каркаса машинного оборудования, предназначена, например, для установки несущего каркаса, а также, в частности, для направляющих емкостей и боковой стенки. Однако ясно, что количество транспортерных лент и, тем самым, ширина устройства и его каркаса машинного оборудования может отличаться от этого.
Применение четырех других, примыкающих боковыми сторонами друг к другу транспортерных лент не обязательно. Возможно также применение большего или меньшего количества транспортерных лент.
Транспортерные ленты устройства по данному изобретению являются предпочтительно транспортерными цепями, в частности шарнирными ленточными цепями или т.н. цепями из фашинных щитов.
Под «шириной подачи» в рамках изобретения следует понимать ширину, которую занимает поток емкостей в осевом направлении параллельно плоскости транспортировки, на которой емкости установлены своим дном, и которая перпендикулярна соответствующему направлению подачи, или может быть занята в соответствии с боковыми направляющими емкостей.
«Емкостями» в рамках изобретения являются, в частности, банки или бутылки, соответственно из металла, стекла и/или полимера, а также другие виды упаковок, предназначенных для расфасовки жидких или вязких продуктов.
Понятие «главным образом» или «около» в рамках изобретения означают отклонения от соответствующей величины на +/- 10%, предпочтительно на +/- 5% и/или отклонения в виде незначительных для функций изменений.
Усовершенствования, преимущества и возможности применения изобретения следуют также из нижеследующего описания примеров его осуществления и из фигур чертежей. При этом все описанные и/или изображенные визуально признаки являются сами по себе или в любой их комбинации принципиально предметом данного изобретения независимо от их формулировки в пунктах формулы изобретения или их обратной подчиненности. Содержание пунктов формулы изобретения также является составной частью описания.
Далее изобретение более подробно раскрыто на основе фигур, на которых изображено:
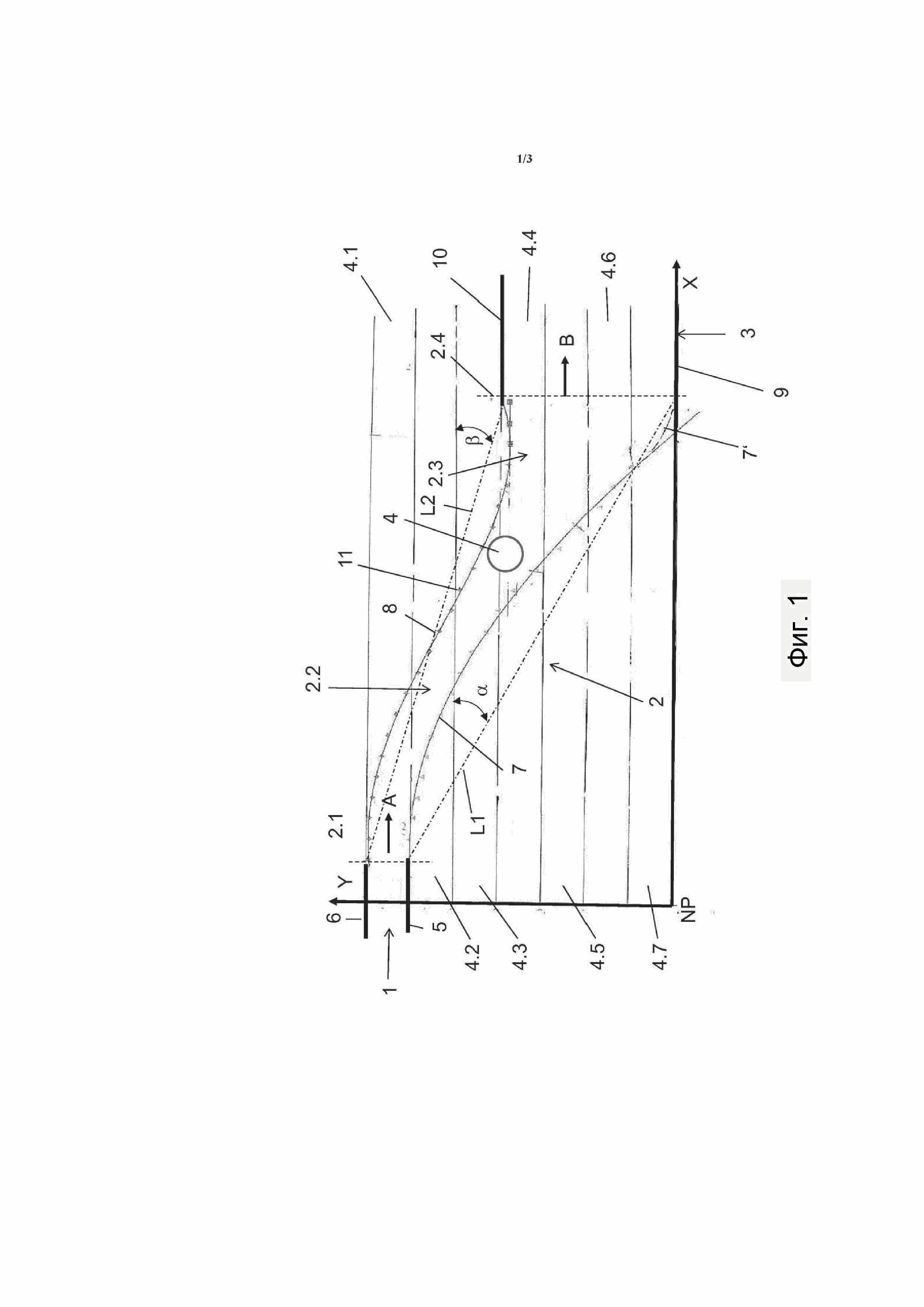
фиг. 1 - упрощенная вертикальная проекция варианта осуществления предложенного устройства формирования подводимого узкого и в данном варианте однорядного потока емкостей в выводимый широкий поток емкостей с идеальной для этого формирования формой внешней и внутренней направляющей емкостей участка формирования;
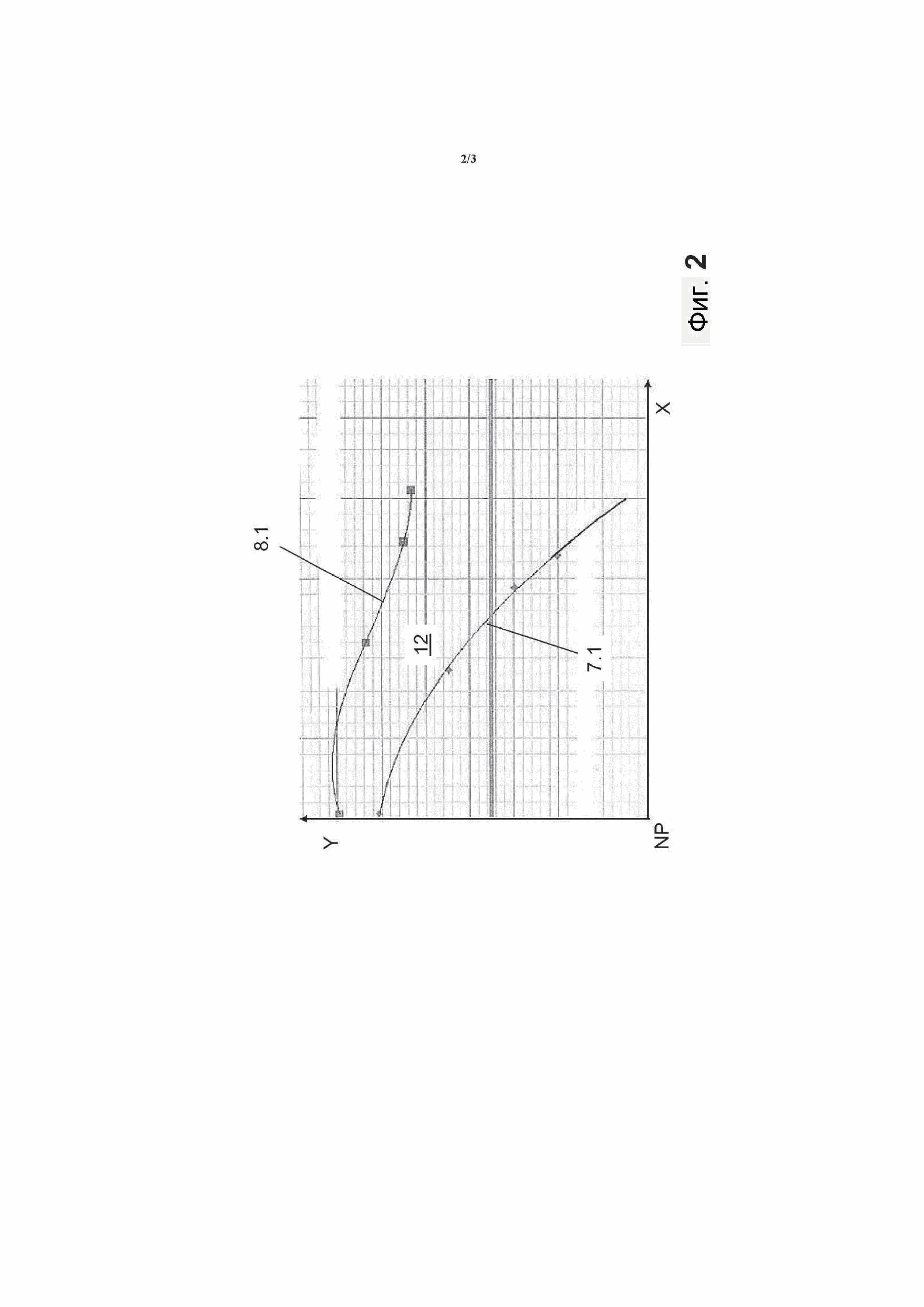
фиг. 2 - изображение аналогично фиг. 1 с двумя пограничными кривыми для внешней и внутренней направляющей емкостей;
фиг. 3 - участок длины профиля, образующего направляющие емкостей.
На фигурах буквами X и Y обозначены ориентированные перпендикулярно друг другу оси (ось Х и ось Y) системы координат, точка пересечения которых образует нулевую точку NP системы координат. Отстояние от Y-оси в направлении Х-оси обозначено как х, а отстояние от Х-оси в направлении Y-оси обозначено как y.
Устройство формирования однорядного потока емкостей в более широкий многорядный поток емкостей состоит, исходя из его принципиального предназначения, из подающего транспортера 1, участка 2 формирования, примыкающего к подающему транспортеру 1 в направлении транспортировки А, а также из выводящего транспортера 3, который смещен относительно подающего транспортера 1 в направлении Y-оси и по которому выводится широкий поток емкостей в направлении В транспортировки с шириной подачи, превосходящей диаметр емкости 4 в несколько раз.
Направления А и В транспортировки ориентированы соответственно параллельны оси Х, образующей вместе с осью Y горизонтальную или по существу горизонтальную плоскость или поверхность транспортировки, на которой установленные на дно емкости 4 транспортируют от подающего транспортера 1 по участку 2 формирования к выводящему транспортеру 3.
Участок 2 формирования образует, непосредственно примыкая к подающему транспортеру 1, участок 2.1 выхода емкостей, далее непосредственно примыкающий участок 2.2 замедления, на котором происходит возрастающее изменение направления транспортировки емкостей 4 и скорость транспортировки емкостей 4 замедляется таким образом, что, по меньшей мере, в обычном рабочем режиме на участке 2.2 замедления сначала надежно формируется однорядный поток емкостей, в котором емкости 4 следуют друг за другом или соприкасаясь друг с другом. За участком 2.2 замедления в направлении транспортировки следует участок 2.3 формирования, на котором с возрастанием формируется широкий поток емкостей. К участку 2.4 выхода емкостей отрезка 2.3 формирования и участка 2 формирования потока примыкает выводящий транспортер 3.
По меньшей мере, на участке 2 формирования плоскость транспортировки образует несколько транспортерных лент (предпочтительно шарнирные ленточные цепи), обозначенные на фиг. 1 как 4.1 – 4.7, примыкающие друг к другу боковыми сторонами в соответствии с их нумерацией в осевом направлении параллельно Y-оси, причем транспортная лента 4.7 с высокой эффективностью своей нумерации в осевом направлении параллельно плоскости транспортировки имеет наибольшее отстояние параллельно оси Y от участка 2.1 выхода емкостей и расположена согласно фиг. 1 непосредственно рядом с осью Х. Транспортерные ленты 4.1 – 4.7 известным для специалиста образом образую соответственно замкнутую петлю с возможностью замкнутого оборота посредством привода и расположенную таким образом, чтобы верхние горизонтальные или главным образом горизонтальные участки этой петли образовывали плоскость транспортировки в направлении, параллельном, в частности, оси Х.
Показанная на фиг. 1 транспортерная лента 1 с наибольшим остоянием у от оси Х валяется частью входного участка 2.1 емкостей и, например, также частью подающего транспортера 1. Транспортерные ленты 4.1 и 4.2, а также еще частично транспортерная лента 4.3 образуют плоскость транспортировки проходящего с возрастанием угла под наклоном к направлению А транспортировки участка 2.2 замедления. Транспортерные ленты 4.4 – 4.7, а также частично транспортерная лента 4.3 образуют плоскость транспортировки участка 2.3 формирования, причем транспортерные ленты 4.4 – 4.7 являются, например также транспортерными лентами, по меньшей мере, участка длины отводящего транспортера 3 и проходят, тем самым, в направлении В транспортировки над участком 2.4 выхода емкостей.
Для формирования узкого потока емкостей в многорядный широкий поток емкостей транспортерные ленты 4.1 - 4.3 приводят в движение с одинаковой скоростью v подачи. Скорости v4 – v7 транспортерных лент 4.4 – 4.7 напротив отличны от скорости подачи v, а также друг от друга. Это означает, что скорость v4 подачи транспортерной ленты 4.4 меньше скорости v подачи на коэффициент понижения или на фактор i4, а скорости v5 – v7 кроме этого с ростом значения их знака соответственно уменьшаются на фактор, т.е. скорость V5 подачи транспортерной ленты 4.5 на фактор i5 меньше скорости v4 подачи. Скорость v6 подачи транспортерной ленты 4.6 на фактор i6 меньше скорости v5, а скорость V7 подачи транспортерной ленты 4.7 на фактор i7 меньше скорости v6 подачи, в частности, предпочтительно в соответствии со следующей таблицей:
Разность скоростей подачи v и v4 – v7 обеспечена, например, применением общего привода с соответствующими понижающими редукторами в приводном механизме.
Подающий транспортер 1 имеет две боковые направляющие 5 и 6 емкостей (например, направляющие ограждения), ограничивающие подающий транспортер 1 с боков или определяющие его проходную ширину и от которых направляющая 5 емкостей переходит во внутреннюю относительно изменения направления транспортировки направляющую 7 участка 2 формирования, а направляющая 6 емкостей переходит во внешнюю направляющую 8 участка 2 формирования. Обращенные друг к другу внутренние стороны направляющих 7 и 8 емкостей предназначены для направления емкостей 4 и ограничивают по бокам транспортировочный отрезок участка 2 формирования. К внутренней направляющей 7 емкостей примыкает направляющая 9 емкостей отводящего транспортера 3, проходящая на фиг. 1 по оси Х, т.е. имеет отстояние y от оси X равное нулю. К внешней направляющей 8 емкостей примыкает направляющая 10 емкостей отводящего транспортера 3, проходящая параллельно оси Х с отстоянием у от оси Х, равным ширине подачи сформированного потока емкостей и отводящего транспортера 3. Направляющие 5, 6, 9, 10 проходят в показанном варианте осуществления соответственно параллельно или по существу параллельно оси Х. Направляющие 5, 6, 7, 8, 9 и/или 10 являются, например, направляющими ограждениями.
Как также показано на фиг. 1, направляющие 7 и 8 емкостей проходят главным образом соответственно под углом к оси Х и, в частности, таким образом, что виртуальная соединительная линия L1 между началом направляющей 7 емкостей на входном участке 2.1 емкостей и концом направляющей 7 на участке 2.4 выхода емкостей включает угол α с осью Х, составляющий около от 25° до 30°, предпочтительно 30° или главным образом 30° с осью Х, а соединительная линия L2 между началом направляющей 8 емкостей на участке 2.1 входа емкостей и концом направляющей 8 на участке 2.4 выхода емкостей включает угол β, составляющий от 13° до 15°, предпочтительно 15° и главным образом 15° с осью Х.
Однако, обе направляющие 7 и 8 емкостей выполнены фактически не прямолинейно, а криволинейно и/или дугообразно и, в частности, в варианте осуществления по фиг. 1 таким образом, что внутренняя сторона направляющей 7 емкостей, обращенная от своей соединительной линии L1 и направляющая емкости 4, выгнута, а внутренняя сторона направляющей 8 емкостей 4 выполнена с S-образной дугой, изогнутой, в частности, соответственно вокруг осей, перпендикулярных плоскости транспортировки.
При подробном рассмотрении у внутренней стороны направляющей 7 емкостей с ростом отстояния х от оси Y сначала возрастает отстояние от соединительной линии L1, затем оно снова приближается к соединительной линии L1 и совпадает с соединительной линией L1 на участке 2.4 выхода емкостей. Внутренняя сторона направляющей 8 емкостей на отрезке от участка 2.1 входа емкостей сначала вогнута и у нее с ростом отстояния х от оси Y сначала растет отстояние от соединительной линии L2, а затем она снова приближается к соединительной линии L2. На заключительном отрезке внутренняя сторона направляющей 8 емкостей сначала выгнута, и с ростом отстояния х от оси Y у нее растет отстояние от соединительной линии L2, а затем она совпадает с ней на участке 2.4 выхода емкостей. На переходе между обоими отрезками внутренняя сторона направляющей 8 емкостей пересекает соединительную линию L2.
Расположение обеих направляющих 7 и 8 емкостей последовательно увеличивает ширину отрезка подачи емкостей от ширины однорядного потока емкостей до ширины увеличенного потока емкостей, например, от 330 до 400 мм при условном диаметре емкостей, например, от 80 мм до 90 мм, причем ширина подачи участка 2.2 замедления на переходе к участку формирования уже составляет около 135 мм. Расположение обеих направляющих 7 и 8 емкостей во взаимодействии с разными скоростями подачи транспортерных лент 4.1 - 4.7 легко и, в частности, без помех формирует изначально однорядный поток емкостей в широкий поток емкостей, ширина подачи которого в несколько раз превосходит диаметр емкости 4, т.е. в показанном варианте осуществления превосходит диаметр емкости 4 в четыре или главным образом в четыре раза.
На фиг. 1 показано идеальное для формирования потока емкостей расположение направляющих 7 и 8. Для расположения направляющей 7 емкостей, т.е. для расположения проекции направляющей 7 на плоскости транспортировке действует уравнение:

Для расположения направляющей 8 емкостей, т.е. для расположения проекции направляющей 8 на плоскости транспортировки действует уравнение:

При этом х – это отстояние от оси Y или от включающей эту ось и ориентированной перпендикулярно плоскости транспортировки относительной плоскости Y, а у – это отстояние от оси Х или от включающей эту ось и ориентированной перпендикулярно плоскости транспортировки относительной плоскости Х. k1 и k2 – это константы, учитывающие, в том числе, диаметр D емкостей 4, и для них действует уравнение:
k2 = k1 + a1*D,
причем a1 – это коэффициент от 1,03 до 1,5, например
k1 = 587,68 и k2 = 675,42.
В показанном варианте осуществления конечные точки направляющих 7 и 8 емкостей имеют следующие координаты или отстояния х и у:
направляющая 7 емкостей на участке 2.1 входа емкостей
х - около 90 единиц, у = 600 единиц,
направляющая 7 емкостей на участке 2.4 выхода емкостей
х - около 1140 единиц, у = 0 единиц,
направляющая 8 емкостей на участке 2.1 входа емкостей
х - около 90 единиц, у = 700 единиц,
направляющая 8 емкостей на участке 2.4 выхода емкостей
х - около 1140 единиц, у – около 380 единиц,
причем единица составляет, например, от 0,8 до 1,0 мм.
В отличие от изображения на фиг. 1 направляющую 7 емкостей можно выполнить также таким образом, чтобы она переходила вогнутым, но более коротким, отрезком 7’ внутренней стороны в направляющую 9 емкостей.
На фиг. 1 показано идеальное расположение направляющих 7 и 8 емкостей на участке 2 формирования. Фактическое расположение направляющих 7 и 8 емкостей может отличаться от показанного, например на +/- 5%. Однако, для бесперебойного рабочего режима устройства в любом случае необходимо, чтобы расположение направляющих 7 и 8 емкостей или их проекции на плоскости транспортировки проходили внутри допустимой зоны 12, определяемой или ограниченной обеими пограничными кривыми 7.1 и 8.1, показанными на фиг. 2.
Для расположения пограничной кривой 7.1, т.е. для расположения проекции пограничной кривой 7.1 на плоскости транспортировки, действует уравнение:

Для расположения пограничной кривой 8.1, т.е. для расположения проекции пограничной кривой 8.1 на плоскости транспортировки, действует уравнение:

При этом х - это снова отстояние от оси Y или от включающей эту ось и ориентированной перпендикулярно плоскости транспортировки относительной плоскости Y, а у – это отстояние от оси Х или от включающей эту ось и ориентированной перпендикулярно плоскости транспортировки относительной плоскости Х, и k1 и k2 - это константы.
Для k3 действует уравнение:
k3 = a2 * k1, причем а2 – это коэффициент, составляющий от 1,02 до 1,04, предпочтительно 1,033.
Для k4 действует уравнение:
k4 = a3 * k1, причем а3 – это коэффициент, составляющий от 1,18 до 1,2, предпочтительно 1,177.
Например, действует уравнение:
k3/k4 = 0,88 или k3 = 607 и k4 = 692
Зона 12 между двумя пограничными кривыми 7.1 и 8.1 – это допустимая зона, в которой согласно положенному в основу изобретения опыту должны проходить направляющие 7 и 8 или их проекции на плоскости транспортировки между участком 2.1 входа и участком 2.4 выхода емкостей, чтобы обеспечить бесперебойное формирование потока емкостей.
Как оказалось, выдерживание этих указанных пограничных кривых 7.1 и 8. обеспечивает возможность бесперебойного формирования однорядного потока емкостей в многорядный поток емкостей, в частности именно в многорядный поток емкостей, ширина подачи которого превосходит, по меньшей мере, в четыре раза ширину подачи или проходную ширину однорядного потока емкостей. Однако, для этого необходимо:
• чтобы одна направляющая 7 емкостей участка 2 формирования, проходящая внутри относительно изменения и принимающая на себя направление транспортировки емкостей 4 на участке 2.2 замедления, по меньшей мере, на отрезке, следующем за участком 2.1 входа емкостей, была выпуклой и изогнутой вокруг оси, перпендикулярной плоскости подачи и
• чтобы другая, противоположная направляющая 8 емкостей участка 2 формирования на отрезке, следующем за участком 2.1 входа емкостей, имела вогнутую, направляющую емкости 4, внутреннюю сторону, изогнутую, по меньшей мере, вокруг оси, перпендикулярной плоскости транспортировки.
Направляющие 7 и 8 емкостей, по меньшей мере, участка 2 формирования на практике выполняют путем установки по линии прохождения направляющей емкостей большого числа точек крепления или крепежных элементов 11, на которых затем закрепляют либо сплошной направляющий элемент, проходящий от участка 2.1 входа емкостей до участка 2.4 выхода емкостей, либо несколько отдельных направляющих элементов, каждый из которых проходит соответственно между удерживающими его двумя соседними крепежными элементами 11, что образует полигональный профиль. Предпочтительно направляющие 7 и 8 выполняют, каждую, с направляющим профилем 13, предпочтительно полимерным направляющим профилем (фиг. 3), проходящим соответственно от участка 2.1 входа емкостей до участка 2.4 выхода емкостей, с ровной внутренней стороной 14, направляющей емкости 4, имеющим на внешней стороне большое количество пазообразных вырезов 15, обеспечивающих изогнутость соответствующих направляющих 7 и 8 емкостей.
Выше изобретение описано на основе примера его осуществления. Понятно, что существует возможность изменений и модернизаций, не выходящих за пределы положенного в основу изобретения изобретательского замысла.
В основу приведенного выше описания фиг. 1 положена идея, что участок 2,4 выхода емкостей участка 2 формирования смещен в правую сторону относительно направления А транспортировки. Естественно возможно выполнение устройства, ориентированного относительно плоскости, параллельной оси Х и перпендикулярной плоскости транспортировки, зеркально по отношению изображению по фиг. 1.
Перечень условных обозначений
Реферат
Устройство формирования узкого потока емкостей с первой шириной подачи, предпочтительно однорядного потока емкостей, в широкий поток емкостей с шириной подачи, увеличенной по сравнению с первой шириной подачи, имеющее подающий транспортер для подачи емкостей на участок входа емкостей участка формирования, включающего в направлении транспортировки емкостей участок замедления, следующий за участком входа емкостей, и отрезок формирования, следующий за участком замедления. Обеспечивается возможность формирования узкого, например однорядного, потока емкостей в широкий поток емкостей, т.е. в поток емкостей большей ширины подачи, уже на участке транспортера с укороченной длиной. 12 з.п. ф-лы, 3 ил., 1 табл.
Формула




Комментарии