Система для обработки изделий - RU2499756C2
Код документа: RU2499756C2
Чертежи



















Описание
Область техники, к которой относится изобретения
Настоящее изобретение относится к области упаковки изделия и обработки изделия. Более конкретно, но не исключительно, настоящее изобретение относится к устройству и способу упорядочивания, группирования и выравнивания изделий.
Предпосылки создания изобретения
В области упаковки имеется потребность в создании переналаживаемых машин и узлов, способных упаковывать различные типы первичных изделий, таких как банки и бутылки, во вторичную упаковку (коробки), содержащие или удерживающие вместе набор изделий в групповой таре. Такая групповая тара подается на последующие узлы для сборки нескольких единиц групповой тары или коробок в третичную упаковку.
Для экономически выгодной и эффективной упаковки необходимо достичь наивысшей производительности при упаковке первичных изделий и обеспечить, чтобы производительность линии первичной упаковки, например, линии по разливу продукта в бутылки, не ограничивалась скоростью работы линии вторичной упаковки. Кроме того, важными факторами, которые следует учитывать, являются линейные габариты и/или площадь упаковочной линии, типы изделий и типы коробок, которые можно использовать в упаковочной линии. Повысить производительность можно, увеличив скорость машин, однако это не всегда возможно, когда манипулирование коробками создает сложности, которые ограничивают скорость перемещения, и при более высоких скоростях перемещения часто требуется увеличивать линейные размеры упаковочной машины. Дополнительно, перемещение с высокой скоростью может привести к повышенному износу и поломкам деталей машины из-за трения и нагрева. Это, в свою очередь, приводит к простоям упаковочной машины и, потенциально, всей линии бутылочного розлива и к дорогостоящему ремонту машин.
Таким образом, было бы предпочтительно оптимизировать производительность машины другими способами, а не просто увеличивать скорость работы машины. Желательно также создать гибкие упаковочные и обрабатывающие узлы, способные принимать изделия с линии первичной обработки и манипулировать ими разными способами. Упаковка первичных изделий в группы во вторичной картонной таре известна. Типично, если необходимо получить вторичные изделия, сгруппированные в некоторую матрицу, например, 2×3, используют упаковочную машину, которая выполнена с возможностью упорядочивать такие изделия, группировать изделия и, затем, манипулировать вторичными упаковочными коробками, так, чтобы упаковать группу из шести изделий в такой матрице. Затем, если потребуется упаковывать такие изделия в группы по восемь единиц, скажем, матрицей 2×4, нужно будет использовать совершенно другую машину, или потребуется длительная остановка упаковочной машины для замены определенных ее деталей, чтобы можно было упорядочивать, группировать и упаковывать первичные изделия в другой конфигурации. Такой простой может вывести из работы всю производственную линию и прервать производство первичных изделий, например, на линии бутылочного розлива.
Многие известные машины способны осуществлять упаковку только в один тип коробок, и на заводах по бутылочному розливу приходится использовать множество машин для упаковки изделий в коробки разного типа. Каждая машина занимает существенную площадь и может быть дорогой в приобретении и в эксплуатации. Каждая из машин имеет отдельный механизм подачи изделий. Желательно иметь упаковочные машины, способные обрабатывать разнообразные изделия, используя коробки разных типоразмеров. Желательно также минимизировать линейные размеры упаковочных машин для сокращения занимаемой ими площади.
Настоящее изобретение направлено на получение различных преимуществ или усовершенствований в области упаковки и обработки изделий.
Раскрытие изобретения
Согласно первому аспекту настоящего изобретения предлагается система конфигурирования изделий, содержащая первый транспортер для переноса изделий от входа, и второй транспортер, расположенный под нелинейным углом к первому транспортеру, для переноса изделий на выход, при этом система обработки изделий содержит механизм для переноса изделий с первого транспортера на второй транспортер, при этом механизм выполнен и расположен с возможностью облегчать реорганизацию изделий, транспортируемых первым транспортером так, чтобы после переноса на второй транспортер изделия располагались смежными упорядоченными рядами, где количество смежных упорядоченных рядов изделий, транспортируемых вторым транспортером, превышало количество смежных рядов изделий, транспортируемых первым транспортером.
Предпочтительно, механизм для переноса изделий содержит множество элементов, каждый из которых выполнен и расположен с возможностью освобождаемого захвата изделий в конфигурированной группе для переноса сконфигурированных групп изделий из первого положения во второе положение, при этом каждый элемент выполнен с возможностью перемещения между первым и вторым положением независимо относительно других элементов так, что каждый элемент выполнен с возможностью перемещения с переменной угловой скоростью между первым и вторым положением.
Предпочтительно, механизм для переноса изделий выполнен с возможностью подъема изделий в группе, имеющей поперечное количество изделий и продольное количество изделий N×W, и с возможностью переноса этой группы и манипулирования этой группой на второй транспортер так, что количество изделий укладывается на второй транспортер в группе, имеющей поперечное количество изделий и продольное количество изделий W×N, где N и W являются целыми числами и где W больше, чем N. Еще более предпочтительно, N=2 и W=6.
Предпочтительно, после этого механизма для переноса изделий расположен механизм перегруппировки, выполненный с возможностью подъема, поворота, перемещения и укладки одного или более из изделий, для перегруппировки тем самым изделий, в большее количество соседних упорядоченных рядов, транспортируемых вторым транспортером в исходящем потоке изделий, имеющем другую конфигурацию. Эта конфигурация отличается от начальной конфигурации изделий, заданной механизмом переноса изделий.
Согласно второму аспекту настоящего изобретения предлагается устройство или механизм переноса изделий, содержащий множество элементов, каждый из которых выполнен с возможностью захватывать и освобождать сконфигурированную группу для переноса сконфигурированных групп изделий из первого положения во второе положение, при этом каждый из элементов выполнен с возможностью перемещения между первым и вторым положением независимо от других элементов так, что каждый элемент выполнен с возможностью перемещения с переменной угловой скоростью между первым и вторым положением. Предпочтительно, множество элементов выполнено с возможностью вращения вокруг центральной оси устройства переноса.
Предпочтительно, устройство переноса или механизм для переноса изделий содержит множество элементов, каждый из которых выполнен с возможностью освобождаемого захвата сконфигурированной группы для переноса сконфигурированных групп изделий из первого положения во второе положение, в котором каждый элемент установлен на независимо управляемом рычаге для поворотного перемещения каждого элемента и в котором каждый рычаг соединен с собственным приводным средством так, что движение каждого рычага управляется независимо. Факультативно, приводное средство для каждого независимого рычага прикреплено к каждому независимому рычагу и перемещается с этим независимым рычагом.
Предпочтительно, каждый элемент для освобождаемого захвата изделий установлен на независимом рычаге посредством первого подвижного держателя, соединенного с первой направляющей, при этом первая направляющая выполнена с возможностью управлять положением первого подвижного держателя в первом измерении или плоскости относительно независимого рычага и, тем самым, управлять положением элемента в каждом из первого и второго положений, и между ними.
Факультативно, независимо управляемые приводные средства каждого рычага выполнены с возможностью перемещать элемент вдоль смежных рядов изделий, транспортируемых первым транспортером с той же скоростью, что и скорость первого транспортера, и выполнены с возможностью перемещать этот элемент вдоль смежных рядов второго транспортера с той же скоростью, что и скорость второго транспортера.
Предпочтительно, между согласованием скорости с первым транспортером и согласованием скорости со вторым транспортером управляемое приводное средство выполнено с возможностью приводить в движение элемент с соответствующей угловой скоростью так, что элемент приходит ко второму транспортеру выровненным с рядами этого второго транспортера и согласует скорость со скоростью второго транспортера.
Факультативно, каждый элемент содержит набор захватывающих инструментов, при этом каждый захватывающий элемент предназначен для удержания изделия с возможностью освобождения, и каждый захватывающий инструмент набора установлен на элементе так, что инструменты являются подвижными относительно друг друга для регулировки относительного интервала между изделиями, подобранными и установленными инструментальной головкой.
Факультативно, второй транспортер содержит серию подвижных поперечных делителей и механизм переноса устанавливает группу изделий по обе стороны от одного из подвижных поперечных делителей для создания выходной группы изделий, имеющей нечетное количество изделий в продольном направлении.
Согласно третьему аспекту настоящего изобретения предлагается механизм перегруппировки, выполненный с возможностью воздействовать на входной движущийся поток изделий, при этом механизм перегруппировки имеет один или более инструмент, выполненный с возможностью одновременного захвата одного или более изделия, и этот один или более инструмент выполнен подвижным относительно входного движущегося потока изделий так, что инструменты имеют возможность согласовать скорость со скоростью движущегося потока для захвата и подъема изделий в первом положении загрузки; кроме того, инструменты имеют возможность согласовать скорость со скоростью движущегося потока во втором положении разгрузки и имеют возможность менять скорость и/или положение перед или после движущихся изделий и/или поперечное положение относительно движущихся изделий так, что второе положение отстоит в продольном и/или поперечном направлении от первого положения, и тем самым механизм перегруппировки выполнен с возможностью перегруппировывать входной поток изделий в выходной поток изделий в разнесенных группах, имеющих конфигурацию, отличающуюся от входного потока изделий.
Согласно еще одному аспекту настоящего изобретения предлагается устройство, выполненное с возможностью упорядочивать поток изделий, при этом упорядочивающее устройство содержит последовательность равномерно расположенных кулачков, при этом каждый кулачок имеет переднюю и заднюю кромку, которые скошены относительно друг друга, и интервал между изделиями, упорядочиваемыми устройством, регулируется посредством изменения величины, на которую каждый скошенный кулачок вставляется в поток изделий.
Предпочтительно это устройство содержит бесконечный транспортер для удержания последовательности равномерно расположенных кулачков и бесконечный транспортер содержит рабочую ветвь для транспортировки изделий с постоянным шагом посредством равномерно расположенных кулачков, вставленных между соседними изделиями, и упомянутые передние и задние кромки имеют такую форму, чтобы ширина кулачка увеличивалась от конца кулачка, наиболее удаленного от бесконечного транспортера, к основанию кулачка, ближайшему к бесконечному транспортеру, при этом кулачки расположены так, что регулируя положение кулачков относительно потока упорядочиваемых изделий, можно задавать большее или меньшее расстояние между соседними изделиями и, тем самым, устройство выполнено с возможностью упорядочивать первый поток изделий, имеющий первую ширину и второй поток изделий, имеющий вторую, отличающуюся ширину, с одинаковым постоянным шагом.
Согласно еще одному аспекту настоящего изобретения, предлагается устройство для упорядочения потока изделий, содержащее средство для транспортировки потока изделий по первой траектории в первом направлении и бесконечный транспортер, содержащий кулачки для зацепления с изделиями в потоке, при этом кулачки содержат переднюю кромку и заднюю кромки, скошенные относительно друг друга, и в котором бесконечный транспортер выполнен с возможностью движения во втором направлении, поперечном первому направлению. Предпочтительно, бесконечный транспортер выполнен с возможностью поперечного движения доля приема потока изделий другого размера.
Согласно еще одному аспекту настоящего изобретения, предлагается способ обработки изделий, содержащий этапы, на которых:
(i) создают входной поток изделий, шириной N соседних изделий; выбирают группы изделий из входного потока, в конфигурации N изделий в ширину и W изделий в длину
(ii) последовательно поворачивают выбранные группы в конфигурацию W изделий в ширину и N изделий в длину; и
(iii) одновременно переносят повернутые выбранные группы на выход для создания выходного потока изделий, в котором изделия расположены соседними упорядоченными рядами и в котором количество W соседних упорядоченных рядов изделий в выходном потоке больше, чем количество N соседних изделий в выходном потоке.
Согласно еще одному аспекту настоящего изобретения предлагается система обработки изделий, содержащая первичный транспортер, выполненный с возможностью подавать изделия в потоке их выходного механизма первичного обрабатывающего устройства в одно или более вторичное обрабатывающее устройство, при этом каждое вторичное обрабатывающее устройство содержит средство для упорядочивания и конфигурирования изделий так, чтобы каждое вторичное обрабатывающее устройство создавало упорядоченный и конфигурированный поток изделий.
Краткое описание чертежей
Далее следует описание иллюстративных вариантов со ссылками на приложенные чертежи, где:
Фиг. 1 - схематическая иллюстрация системы обработки изделий согласно первому варианту настоящего изобретения;
Фиг 2 - часть первого узла системы обработки изделий согласно фиг. 1.
Фиг. 3 - схематический вид сверху части регулятора или упорядочивающего устройства для использования в первом узле согласно фиг. 2.
Фиг. 4А - первое рабочее положение регулятора согласно фиг. 3.
Фиг. 4В - второе рабочее положение регулятора согласно фиг. 3.
Фиг. 4С - схематическая диаграмма шага регулятора в первом положении согласно фиг. 4А и во втором положении согласно фиг. 4В.
Фиг. 5 - вид в перспективе роботизированного делителя.
Фиг. 6 - вид в перспективе независимого рычага роботизированного делителя согласно фиг. 5.
Фиг. 7 - вид в перспективе независимого рычага согласно фиг. 5 с инструментальными головками, соединенными с каждым из его концов, и круглая направляющая.
Фиг. 8 - схематический вид в перспективе рычага с двумя независимыми конусами с инструментальными головками, установленными на обоих его концах, движущегося по направляющему кулачку.
фиг. 9-12 - дополнительные виды роботизированного делителя.
Фиг. 13А - схематическая иллюстрация работы роботизированного делителя в первом режиме.
Фиг. 13В - схематическая иллюстрация работы роботизированного делителя во втором режиме.
Фиг. 13С - схематическая иллюстрация работы роботизированного делителя в третьем режиме.
Фиг. 14А - вид сверху в перспективе механизма перегруппировки в первом режиме работы.
Фиг. 14В - вид сверху в перспективе механизма перегруппировки во втором режиме работы.
Фиг. 14С - вид сверху в перспективе механизма перегруппировки в третьем режиме работы.
Фиг. 14D - вид сверху в перспективе механизма перегруппировки в четвертом режиме работы.
Для облегчения ссылок на признаки на чертежах ниже приведен перечень элементов и обозначающих их ссылочных позиций.
10 - система обработки изделий
12 - массовый транспортер
14 - поток изделий, шириной в две единицы изделий
16 - первое разветвление
18 - механизм перегруппировки
20 - второй механизм перегруппировки
22 - первая упаковочная машина
24 - вторая упаковочная машина
26 - фильтрующие направляющие
28 - первый узел
30 - роботизированный делитель
32 - второй поток изделий
34 - второй узел
36 - звездочка
38а-е - независимый рычаг
40а-е - подъемный инструмент
42 - загрузочный участок
44 - разгрузочный участок
46 - второй упорядочивающий участок
48 - секция перегруппировки
50 - приводное средство
52 - вертикальная кулачковая направляющая
52а - нижняя ориентирующая кулачковая направляющая
52b - верхняя ориентирующая кулачковая направляющая
54 - круглая направляющая
56 - ролик для движения по кулачковой направляющей, определяющей траекторию
58 - кулачковая направляющая, определяющая траекторию
60 - кулачковая направляющая для ориентирования инструмента
62 - шариковая обойма для перемещения по вертикальной кулачковой направляющей
64 - копиры круглой кулачковой направляющей
66 - модульная шестерня
68 - ступица
70 - вертикальная направляющая
72 - ось
74 - ролик для движения по вертикальной кулачковой направляющей
76 - шариковая обойма для перемещения кулачковой направляющей, определяющей траекторию
78 - суппорт для инструмента
80 - держатель
80а - первый копир ориентирования
80b - второй копир ориентирования
80с - третий копир ориентирования
80d - четвертый копир ориентирования
82 - зубчатый венец
84 - поток организованных и упорядоченных изделий
86 - регулятор
88 - второй транспортер
90 - первый входной транспортер
92 - кулачки первой цепи кулачков
94 - кулачки второй цепи кулачков
96 - стол первой цепи кулачков
98 - стол второй цепи кулачков
100 - первый ряд
102 - второй ряд
104 - кулачки
106 - рабочая ветвь
108 - возвратная ветвь
110 - ветвь перехвата
112 - вторая направляющая
114 - захватывающие инструменты
116 - делители рядов
118 - первый линейный участок кулачковой направляющей, определяющей траекторию
120 - второй линейный участок кулачковой направляющей, определяющей траекторию
118а - первый линейный участок верхней кулачковой направляющей, определяющей траекторию
120а - второй линейный участок верхней кулачковой направляющей, определяющей траекторию
118b - первый линейный участок нижней кулачковой направляющей, определяющей траекторию
120b - второй линейный участок нижней кулачковой направляющей, определяющей траекторию
122а-h - инструментальная головка механизма перегруппировки
124а - первый ряд
124b - второй ряд
124с - третий ряд
124d - четвертый ряд
124е - пятый ряд
124d - шестой ряд
126 - входящая группа
128а-d - перегруппированная группа
130а-d - рычаги
132 - контроллер
134 - платформа
136а - инструменты второго типа для механизма перегруппировки
138 - вращающийся рычаг
В - бутылки
О - направления выхода
y - направление вращения роботизированного делителя
Х - направление входа
Подробное описание иллюстративных вариантов
В основном по всему тексту нижеследующего описания приведены ссылки на чертежи. На фиг. 1 показана система 10 обработки изделий согласно первому варианту настоящего изобретения. Первичные изделия B, например, бутылки или банки, быстро и неравномерно выводятся из линии розлива или заполнения (не показана) и подаются на массовый транспортер 12. Фильтрующие направляющие 26 организуют входящую массу первичных изделий B в первый и второй ряд 100, 102, для создания входного потока 14 изделий B шириной в два изделия B. Изделия В во входном потоке 14 транспортируются в первом и втором ряду 100, 102 и шаг между следующими друг за другом изделиями неравномерен.
На фиг. 1 показано первое разветвление 16. На этом разветвлении на входной поток 14 изделий B воздействует первый узел 28. Регулятор 86 (не показан на фиг. 1, но полностью описан ниже со ссылками на фиг. 3-4В) используется для отделения пар изделий B от предыдущей и следующей пары изделий B и для управления шагом "Р" между парами изделий B, когда они транспортируются на первый узел 28. После упорядочения входного потока 14 изделий B, этот входной поток 14 обрабатывается роботизированным делителем 30, который захватывает группу изделий B из упорядоченного потока. Предпочтительно, с выходного конца упорядоченного потока последовательно поднимается двенадцать изделий в матрице 6×2, после чего эта группа поворачивается и устанавливается на второй транспортер 88. Этот процесс более подробно показан на фиг. 2 и описан ниже (со ссылками на фиг. 5-13С). В результате создается второй поток 32 изделий, шириной шесть изделий, в отличие от ширины входного потока 14, состоящего из двух рядов 100, 102. Этот второй поток 32 изделий B далее обрабатывается в первом узле механизмом 18 перегруппировки.
Вышеупомянутые механизмы более подробно показаны на фиг. 2, где приведен увеличенный вид части первого узла 28. На этом чертеже показано, что оригинальный входной поток 14 изделий B транспортируется на первый узел 28 в направлении Х. Регулятор 86, содержащий звездочку 36 (и другие компоненты, описанные ниже), упорядочивает входной поток 14 изделий B или, другими словами, создает одинаковый шаг Р (см. фиг. 3) между последовательными парами изделий B. Инструментальная головка 40а роботизированного делителя 30 воздействует на упорядоченный поток изделий на загрузочном участке 42 и одновременно поднимает двенадцать изделий B матрицей 2×6 изделий. Из каждого ряда 100, 102 отбирается по шесть изделий. Как показано на фиг. 2, роботизированный делитель 30 вращается в направлении Y. Когда роботизированный делитель 30 вращается, инструментальная головка 40а и поднятая группа изделий B перемещаются ко второму транспортеру 88 и ориентируется в нем. Предыдущая инструментальная головка 40b на фиг. 2 показана на разгрузочном участке 44. После разгрузки инструментальной головки 40b, непрерывное вращение роботизированного делителя 30 отводит эту инструментальную головку 40b от разгрузочного участка 44 для возврата на загрузочный участок 42, чтобы подобрать и переместить другую группу изделий B. В то же время следующая инструментальная головка 40а поворачивается так, чтобы выровняться по второму транспортеру 88. Такой последовательный подбор и перемещение сгруппированных изделий организованы так, что каждое отдельное изделие В упорядоченного входного потока на первом транспортере 90 переносится упорядоченно, предпочтительно, в отдельные физические ряды на второй транспортер 88, где создается упорядоченный второй поток 32 изделий B шириной в шесть рядов изделий B. Этот второй поток 32 изделий B, таким образом, имеет большую ширину, чем входной поток 14 изделий B, который имеет ширину только в два ряда 100, 102.
Система 10 обработки изделий содержит первый транспортер 90 для перемещения изделий B от входа, и второй транспортер 88, расположенный под нелинейным углом к первому транспортеру 90, для переноса изделий на выход. Система 10 обработки изделия также содержит механизм 30 для переноса изделий с первого транспортера 90 на второй транспортер 88. Этот механизм выполнен и расположен с возможностью перегруппировки изделий B, перемещаемых первым транспортером 90 так, чтобы при переносе на второй транспортер 88 изделия B располагались смежными упорядоченными рядами, и так, чтобы количество упорядоченных рядов изделий на втором транспортере было большим, чем количество смежных рядов изделий на первом транспортере 90. Механизм 30 переноса выполнен с возможностью подъема множества изделий B в группе, имеющей поперечное количество изделий и продольное количество изделий N×W, и с возможностью переноса этой группы и манипулирования ею на втором транспортере 88 так, чтобы изделия, помещаемые на второй транспортер 88, образовали группу, имеющую поперечное количество изделий и продольное количество изделий W×N, где N и W является целым числом, и где W больше, чем N. В показанном примере N=2, а W=6.
Механизм 18 перегруппировки (более подробно показанный на фиг. 2) выполнен с возможностью манипулировать вторым потоком 32 шириной в шесть рядов изделий, придавая этому потоку различные конфигурации (работа и конструкция иллюстративного механизма перегруппировки 18 и альтернативные варианты работы такого робота подробно описаны ниже со ссылками на фиг. 14А-14D). В показанном варианте системы 10 обработки изделий первый узел 28 снабжен механизмом 18 перегруппировки, который группирует изделия в матрицу 4×n (где n - целое число больше нуля). Этот процесс осуществляется на втором упорядочивающем участке 46. Поток 84 организованных и упорядоченных изделий в матрицах по 4×n изделий выводится из механизма 18 перегруппировки, или, другими словами, из второго упорядочивающего участка 46. Перегруппированные изделия показаны позицией 48, и упорядоченные изделия матрицами по 4×n изделий подаются на первую упаковочную машину 22 (не показана на фиг. 2). Первая упаковочная машина 22 (см. фиг. 1) налажена для приема заготовок (не показаны) для формирования вторичной упаковки или коробок (не показаны) для каждой матрицы 4×n изделий первичных изделий. Первая упаковочная машина 22 выполнена с возможностью переналадки для упаковки других конфигураций изделий. Первая упаковочная машина 22 является известной упаковочной машиной, например, производимой заявителем. В вариантах, где применяются упаковочные машины другого типа, использование перегруппирующего механизма может не потребоваться, либо механизм перегруппировки может быть интегральной частью упаковочной машины, и не поставляться как автономный узел.
Возвращаясь к фиг. 1, можно видеть, что поток 14 шириной в два изделия продолжает движение по системе 10 обработки изделий. В показанном варианте имеется второй узел 34, содержащий регулятор (не показан), роботизированный делитель (не показан), второй механизм 20 перегруппировки и вторую упаковочную машину 24. В других вариантах настоящего изобретения может быть установлено множество узлов, каждый из которых может обрабатывать поток 14 из двух рядов изделий. Количество 'N' узлов в других вариантах является целым числом больше нуля, вплоть до максимального количества требуемых узлов, которые можно разместить, учитывая практические аспекты (занимаемая площадь, пропускная способность и гибкость). Максимальное количество узлов также может ограничиваться производительностью линии первичной обработки (например, линии розлива). (В варианте, где каждый узел может обрабатывать треть изделий, выходящих из линии розлива, оптимальным количеством 'N' требуемых узлов будет три; четвертый узел будет избыточным). Второй узел 34 работает так же, как и первый узел 24 и далее не описывается.
Система 10 обработки изделий принимает массу изделий, расположенных в неупорядоченном потоке и выводимых из линии первичной обработки, и подает изделия B во множество 'N' (в данном примере N=2) узлов, в которых двухрядный входящий поток 14 изделий B упорядочивается и преобразуется во второй поток 32 изделий B, содержащий более, чем два ряда изделий B. Этот упорядоченный и более широкий поток 32 подвергается факультативной перегруппировке, и выходной перегруппированный поток 84 подается на следующее технологическое устройство. В этом варианте следующим технологическим устройством является вторичная упаковочная машина 22, 24, где сгруппированные изделия B упаковываются в групповую тару (не показана). Поскольку роботизированный делитель 30 является компактным и облегчает смену направления между входным потоком 14 и выходным потоком 84, а также перегруппировку количества рядов, можно достичь высокой производительности при обработке изделий, в то же время, сокращая линейный размер линии машин, или длину, или площадь, занимаемую линией машин. Экономия площади, повышение производительности и дополнительная гибкость системы 10 обработки изделий, способной упаковывать изделия B, выводимые из линии первичной обработки, во вторичную тару разного типа размеров и/или конфигураций (поскольку узел может выводит изделия B упорядоченными группами требуемой ширины), дают существенные преимущества в обработке и упаковке изделий.
Далее следует более подробное описание компонентов каждого узла со ссылками на фиг. 3-14D. Поскольку каждый узел имеет одинаковые компоненты, каждый компонент будет описан только один раз, при этом следует понимать, что каждый узел содержит регулятор 86, роботизированный делитель 30 и механизм 18, 20 перегруппировки. В альтернативном варианте системы 10 обработки изделий регулятор 86 расположен рядом с выходным концом массового транспортера 12, и входной поток 14, шириной в два ряда изделий B, является упорядоченным потоком. Таким образом, для всей системы 10 обработки изделий нужен только один регулятор 86, и каждый узел содержит роботизированный делитель 30 и механизм 18, 20 перегруппировки. Кроме того, механизм 18, 20 перегруппировки, показанный в каждом узле 28, 34, является факультативным, и в других вариантах один или более из узлов не снабжается механизмом 18, 20 перегруппировки.
Далее следует более подробное описание регулятора 86 со ссылками на фиг. 3 и 4В. Регулятор 86 содержит пару звездочек 36, расположенных по обе стороны от двух рядов 100, 102 входного потока 14 изделий B. Каждая звездочка 36 воздействует на изделия B в одном из рядов 100, 102 и инициирует первое упорядочение изделий. Механизмы звездочек хорошо известны и поэтому не требуют дальнейшего описания. Затем, изделия B, движущиеся рядами 100, 102, проходят между первым и вторым цепными столами 96, 98. На каждом цепном столе 96, 98 установлена бесконечная кулачковая цепь (или лента) 92, 94. Первая кулачковая цепь 92 установлена на первом цепном столе 96, и вторая кулачковая цепь 94 установлена на втором цепном столе 98. Каждая из кулачковых цепей 92, 94 содержит множество кулачков 104, расположенных с одинаковыми интервалами.
Каждый цепной стол 96, 98 имеет рабочую ветвь 106, проходящую параллельно линии изделий B входного потока 14, возвратную ветвь 108 и ветвь 110 перехвата. Ветвь 110 перехвата расположена под острым углом к входному потоку 14. Кулачки 104 имеют форму треугольника или по меньшей мере скошены, и первая сторона треугольного кулачка 104 является передней кромкой кулачка 104. Противоположная сторона треугольного кулачка 104 является задней кромкой кулачка 104. При прохождении по ветви 110 перехвата передняя кромка кулачка 104 и первой, и второй кулачковой цепи 92, 94, контактирует с задней боковой кромкой изделия B (см. фиг. 3). Предпочтительно первая и вторая кулачковые цепи приводятся в движение со скоростью, чуть превышающей скорость транспортера входного потока 14 и/или звездочки 36. Когда кулачок 104 каждой из кулачковых цепей 92, 94 контактирует с боковой поверхностью изделия B, изделие B транспортируется этим кулачком 104 со скоростью, превышающей ту, с которой изделие двигалось до этого. В результате переднее изделие В1, ускоряясь, отодвигается от заднего изделия B2. К концу ветви 110 перехвата и/или к началу рабочей ветви 106, кулачок 104 входит между передним изделием В1 и следующим за ним изделием В2. По мере того как последующие кулачки движутся по ветви 110 перехвата и последовательно разделяют изделия B каждого ряда 100, 102, создается упорядоченный поток шириной в два ряда изделий, который транспортируется на загрузочный участок первого узла 28. Постоянный и регулярный шаг "P" показан на фиг. 3. Скорость первой и второй кулачковых цепей 92, 94 регулируется компьютеризованным средством привода, например, серводвигателем или электродвигателем, как это известно специалистам в данной области техники. Управляющее средство для первой и второй кулачковой цепи 92, 94 может быть соединено с центральным управляющим устройством, отслеживающим скорость изделий, выводимых из начальной линии розлива (не показана), чтобы первая и вторая кулачковая цепи 92, 94 подходили к входящему потоку 14 изделий с соответствующей скоростью.
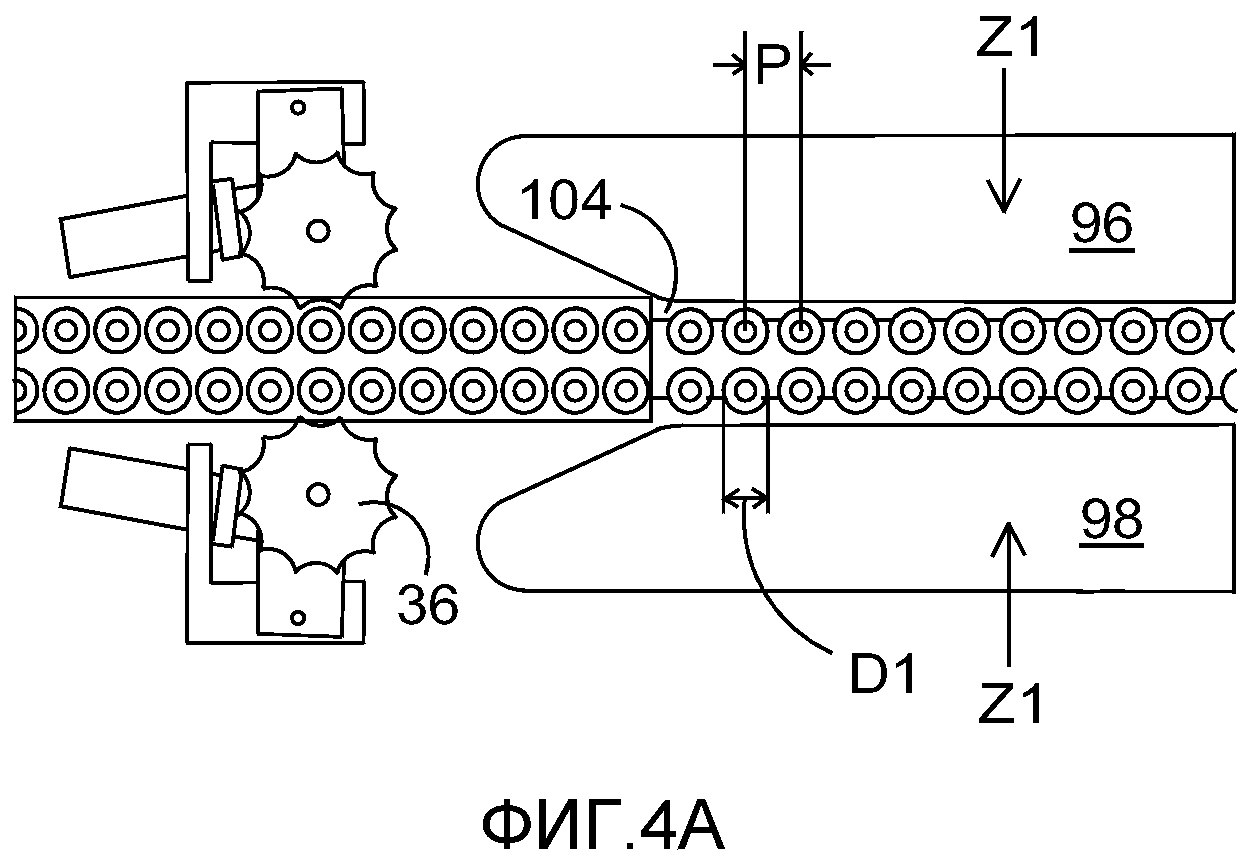
Пространственное положение треугольных (или скошенных) кулачков 104 на ветви 110 перехвата относительно первичных изделий B позволяет кулачкам 104 ускорять изделие В1 и затем выбирать по меньшей мере часть пространства, образовавшегося между ускоренным изделием B1 и последующим изделием В2. Пространство между соседними изделиями B1, B2 известно как шаг "Р" и может поддерживаться, даже когда обрабатываются изделия большего или меньшего диаметра. В показанном варианте фигурные кулачки 104 имеют треугольную форму, и описанную цель можно достичь с помощью любой скошенной формы, где ширина передней боковой кромки кулачка 104 относительно задней боковой кромки кулачка 104 относительно скошена, т.е. имеет увеличивающуюся ширину. На фиг. 4А и 4В показан способ сохранения шага "Р", независимо от диаметра входящих изделий B.
На фиг. 4А диаметр каждого входящего изделия B равен D1. Этот диаметр D1 меньше, чем диаметр изделия B, показанного на фиг. 3. Первый и второй цепные столы 96, 98 выполнены с возможностью перемещения и смещены ближе к входному потоку 14, как показано стрелками Z1. Таким способом треугольные (скошенные) кулачки 104 каждой из первой и второй кулачковых цепей 92, 94 глубже вставлены между соседними изделиями диаметром D1 так, что максимальное расстояние между соседними изделиями В определяет более широкий участок L1 кулачков 104. Как показано на фиг. 4А, шаг "Р" рассчитывается как Р=D1+L1, где L1- ширина треугольного кулачка 104 в самой широкой его части, расположенной между соседними изделиями В. Аналогично, и как показано на фиг. 4В, где обрабатываются изделия B большего диаметра D2, первый и второй цепные столы 96, 98 раздвинуты друг от друга в направлении Z2 так, что кулачки 104 вставлены между изделиями не так глубоко, и самая широкая часть L2 кулачка 104, расположенная между соседними изделиями B, меньше, чем L1 (т.е. L1>L2). Шаг Р в системе упорядочения по фиг. 4В рассчитывается как Р=D2+L2, и разница в диаметре D1, D2 изделий B компенсируется разницей в степени, на которую треугольные кулачки 104 разделяют соседние изделия B1, В2.
Таким образом, регулятор 86 осуществляет быструю и эффективную регулировку в случае, когда первичная обрабатывающая линия выдает изделия B с диаметром, отличающимся от диаметра выводимых ранее изделий. Изделия B, таким образом, подаются на роботизированный делитель 30 в регулярных положениях, как и ранее, и не возникает никаких проблем, когда инструментальная головка 40а роботизированного делителя 30 на загрузочном участке опускается для захвата матрицы изделий B. Первый и второй цепной столы 96, 98 являются опорой или держателем для кулачков и могут иметь различную физическую форму. Первый и второй цепные столы 96, 98 выполнены подвижными с помощью известных средств, например, с помощью ходового винта между рабочими ветвями двух столов, с помощью которого эти рабочие ветви можно сдвигать или раздвигать относительно друг друга. Альтернативно, для регулировки расстояния между двумя столами можно использовать механизм типа домкрата. Какой бы физический механизм не использовался, предпочтительно применять электронное и, следовательно, компьютеризованное средство привода, чтобы перемещение столов 96, 98 осуществлялось автоматически и с высокой точностью.
Далее со ссылками на фиг. 5-13С описана конкретная конструкция иллюстративного варианта роботизированного делителя 30. На фиг. 5 приведен вид спереди в перспективе роботизированного делителя 30. Роботизированный делитель 30 содержит пять независимых рычагов 38а, 28b, 38c, 38d и 38e, каждый из которых имеет два конца и установлен на центральной ступице 68 на оси 72 (см. фиг. 6). Каждый независимый рычаг 38а-38е имеет два конца, и на каждом конце установлена инструментальная головка 40а-40j (см. фиг. 12). Каждый независимый рычаг 38а-38е снабжен собственным приводным средством 50. В этом варианте все независимые рычаги 38а-38е имеют одинаковое приводное средство, предпочтительно, бесщеточный электродвигатель 50, например, серводвигатель. (Предусматривается, что можно использовать любое подходящее приводное средство, например, шаговый двигатель или реактивный электродвигатель). Приводное средство 50 приводит каждый независимый рычаг во вращение в направлении Y вокруг центральной оси 72, с помощью круглой направляющей 54 (см. фиг. 5 и 10). На фиг. 11 показана приводная шестерня 66, соединенная с приводным средством 50, и с зубчатым венцом 82. Когда приводное средство вращает приводную шестерню 66, независимый рычаг 38b поворачивается вокруг зубчатого венца или направляющей 82 вращения. Для обеспечения равномерного вращения независимого рычага 38b имеется круглая направляющая 54. Это показано на фиг. 10, где копиры 64 круглой кулачковой направляющей (выполненные в форме подшипников в дорожке) поддерживают каждый фиксированный конец независимого рычага 38а на круглой кулачковой направляющей 54. Можно использовать другие подходящие механизмы кулачковых направляющих и кулачковых копиров; в кулачковых системах, применяемых в показанном примере, используются детали (кулачковые направляющие и копиры), сконструированные компанией HCR и продаваемые компанией THK (http://www.thk.de). В настоящем изобретении используется предпочтительная кулачковая система, которая позволяет независимым рычагам 38а-38е работать, как описано ниже, и конкретный механизм, позволяющий осуществлять управляемое перемещение инструментальных головок роботизированного делителя, считается факультативным.
Поскольку каждый из независимых рычагов 38а-38е имеет собственное приводное средство 50, прикрепленное к нему, то частотой вращения (угловой скоростью) и величиной ускорения каждого независимого рычага 38а-38е вокруг круглой кулачковой направляющей 54 можно управлять индивидуально (каждое приводное средство 50, таким образом, вращается вокруг центральной оси 72 вместе с независимым рычагом 38а-38е, к которому это приводное средство 50 прикреплено). Следовательно, в одном положении на круглой направляющей 54 роботизированного делителя 30 один независимый рычаг 38а может ускоряться, на другом участке один из других независимых рычагов 38b может двигаться с постоянной скоростью, а другой рычаг 38с может тормозиться. Таким образом, скорость вращения каждой пары инструментальных головок 48а/48f, 48b/48g, 48c/48h, 48f/48i и 48e/48j регулируется независимо.
Инструментальные головки 40а-40j, расположенные на каждом конце соответствующего независимого рычага 38а-38е, соединены с подвижным рычагом подвижно так, что каждая инструментальная головка 40а-40j может перемещаться в вертикальном направлении относительно плоскости независимого рычага 38а-38е и в горизонтальном направлении к центральной оси 72 и от нее. Кроме того, каждая инструментальная головка 40а-40j выполнена с возможностью вращения так, что ориентация каждой инструментальной головки 40а-40j изменяется независимо. Например, длинная сторона инструментальной головки 40а-40j может позиционироваться под любым углом от 0° до 360° относительно независимого рычага 38.
Для облегчения перемещений, описанных в предыдущем параграфе, каждая инструментальная головка 40а-40j соединена с возможностью скольжения с держателем или вертикальной направляющей 78 с помощью вала 70, который фиксированно прикреплен к инструментальной головке 40а-40j и прикреплен с возможностью скольжения к держателю 78. Каждая инструментальная головка 40а-40j установлена с возможностью скольжения на второй направляющей 112. Вертикальная направляющая 78 и вторая направляющая 112 соединены так, что вертикальная направляющая также подвижна в горизонтальной плоскости в направлении к центральной оси 72 и от нее. Вторая направляющая 112 факультативно установлена в канавке независимого рычага 38а, поэтому движение второй направляющей 112 и, следовательно, инструментальной головки 40а-40j к центральной оси 72 и от нее происходит в горизонтальной плоскости, т.е. радиально относительно центральной оси 72 (см. фиг. 6).
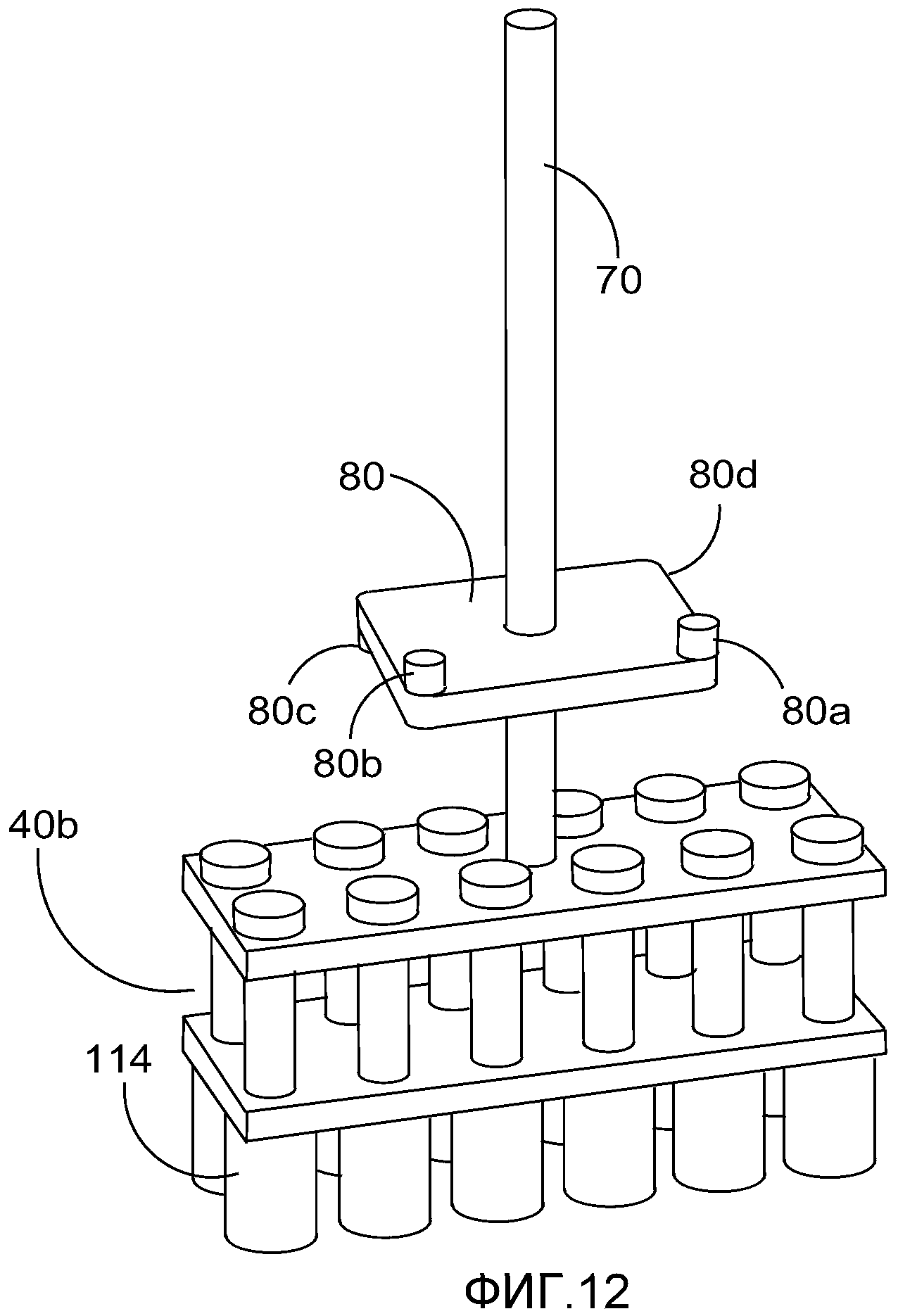
На фиг. 7 и 10 показано, что каждая инструментальная головка 40а-40j снабжена держателем 80. Держатель 80 фиксированно прикреплен к валу 70 так, что если держатель 80 приводится во вращение, вал 70 вращается вместе с ним и, следовательно, вращается и инструментальная головка 40а. Держатель 80 снабжен двумя парами копиров 80а/80b и 80с/80d. Эти ориентирующие копиры движутся по траектории, определенной верхней и нижней кулачковыми направляющими 52b/52а, которые управляют движением поворота инструментальных головок 40а-40j, когда каждая из них вращается вокруг центральной оси 72. Этот механизм показан на фиг. 9.
На вертикальной направляющей 78 и на второй направляющей 112 имеются, соответственно, компоненты 74, 62, которые позволяют инструментальной головке 40а-40j следовать по вертикальной кулачковой направляющей 52 (см. фиг. 5 и 7). Вертикальная кулачковая направляющая 52 расположена так, что в области загрузочного участка 42 инструментальная головка 40а-40j при копировании этой направляющей опускается под углом, чтобы встретиться с группой изделий B, сгруппированных регулятором 86 на загрузочном участке 42. Таким образом, каждая инструментальная головка 40а-40j опускается на группу изделий B, и каждый из двенадцати захватывающих инструментов 114 позиционирует изделие этой группы и захватывает это изделие B. Захватывающие инструменты 114 могут быть вакуумными присосками или другими подходящими компонентами, способными захватывать изделие с возможностью освобождения. По мере продолжения вращения каждого независимого рычага 38а-38е, каждая инструментальная головка 40а-40j, следуя по вертикальной кулачковой направляющей 52 и по направляющей 58, определяющей траекторию, движется ко второму транспортеру 88. Второй транспортер 88 предпочтительно содержит серию делителей 116 рядов, расположенных по существу перпендикулярно основанию второго транспортера 88. Когда второй (бесконечный) транспортер вращается, делители 116 рядов поднимаются. Для того чтобы инструментальная головка и захваченная группа изделий миновали делители 116 рядов, вертикальная кулачковая направляющая имеет короткий восходящий участок. Группа изделий, захваченная инструментальной головкой, таким образом, минует делители рядов и почти сразу после этого группа изделий опускается вертикальной кулачковой направляющей 52, имеющей нисходящий участок. Группа изделий выравнивается по делителям 116 рядов так, чтобы передний ряд из шести изделий B был выстроен в передний ряд, в задний ряд из шести изделий был выстроен в задний ряд. Это движение и выравнивание будет описано ниже со ссылками на фиг. 13А-13С. После выравнивания инструментальная головка 40а-40j освобождает группу изделий и следует по восходящему участку вертикальной кулачковой направляющей 52, в результате чего инструментальная головка 40а-40j поднимается над группой изделий. Каждая инструментальная головка 40а-40j повторяет этот цикл, следуя по одной и той же вертикальной кулачковой направляющей 52, последовательно подбирая и транспортируя группу изделий B из потока 14 на второй транспортер 88.
На фиг. 8 показана кулачковая направляющая 58, определяющая траекторию, на которой установлена вторая направляющая 112. Вторая направляющая 112 копирует кулачковую направляющую 58, определяющую траекторию, с помощью копиров 76, 56, задающих траекторию, соединенных со второй направляющей 112, находящейся в контакте с кулачковой направляющей 112, определяющей траекторию. Кулачковая направляющая 58, определяющая траекторию, выполнена круглой, за исключением двух прямых участков. Первый прямой участок 118 расположен по существу параллельно входному потоку 14 изделий, а второй короткий прямой участок 120 расположен по существу параллельно второму транспортеру 88. Когда каждый независимый рычаг 38а-38е поворачивается своим приводным средством 50 по круглой направляющей 54, каждая инструментальная головка 40а-40j перемещается по кулачковой направляющей 58, определяющей траекторию, на первый линейный участок 118, где каждая инструментальная головка (последовательно) удерживается параллельно входному потоку упорядоченных изделий B на загрузочном участке 42; проходит через изогнутый угол, чтобы обогнуть угол между первым транспортером 90 и вторым транспортером 88; и затем движется по второму прямому участку 120, где каждая инструментальная головка 40а-40j поддерживается в ориентации, параллельной второму транспортеру 88 на разгрузочном участке 44. На прямых участках 118, 120 кулачковой направляющей 58, определяющей траекторию, инструментальная головка 40а-40j одновременно поднимается и опускается под действием вышеупомянутой вертикальной кулачковой направляющей 52. Таким образом, положение инструментальной головки 40а-40j регулируется в трех измерениях для последовательного подбора и перемещения групп изделий.
В то время как каждая инструментальная головка следует по вертикальной кулачковой направляющей 52 и по кулачковой направляющей 58, определяющей траекторию, также работает и кулачковая система 52а/52b ориентации. Кулачковая система 52а/52b ориентации содержит верхнюю кулачковую направляющую 52а, расположенную над нижней кулачковой направляющей 52b и ориентированную одинаково с ней. Верхняя и нижняя кулачковые направляющие 52b, 52a показаны на фиг. 9А и 9B на виде сверху и рядом друг с другом, чтобы можно было видеть курс каждой кулачковой направляющей.
К валу 70 фиксированно прикреплен держатель 80. Это показано на фиг. 12 и на фиг. 9А и 9В. Каждый держатель 80 содержит пару верхних копиров 80а и 80b (факультативно сформированных как ролики с низким коэффициентом трения). Каждый держатель 80 также содержит пару нижних копиров 80с и 80d (также факультативно сформированных как ролики с низким коэффициентом трения). Держатель 80 выполнен по существу прямоугольным (хотя для выполнения функции копирования кулачковой направляющей можно использовать структуры и других форм). Верхние копиры 80а и 80b расположены на одной верхней первой стороне держателя 80, а пара нижних копиров 80с, 80d расположена на диагонально противоположной нижней второй стороне держателя 80. Такое расположение лучше всего видно на фиг. 12 (копир 80d не виден). Эти четыре копира 80а-80d ориентации движутся по верхней и нижней кулачковым направляющим 52b/52а, задающим ориентацию (см. фиг. 9А и 9В). Пара верхних копиров 80а и 80b движется по верхней кулачковой направляющей 52b, а пара нижних копиров 80с и 80d движется по нижней кулачковой направляющей 52а. Верхняя и нижняя кулачковые направляющие 52b, 52a имеют такую форму, что каждая инструментальна головка 40а-40j сохраняет ориентацию, при которой ее длинная кромка всегда остается по существу параллельной входному потоку упорядоченных изделий. Эта конкретная ориентация является факультативной и предпочтительной, когда входной транспортер 90 и второй транспортер 88 расположены по существу перпендикулярно друг к другу. В вариантах, где второй транспортер 88 расположен под другим углом, кулачковые направляющие 52а, 52b, задающие ориентацию, будут иметь другую форму, чтобы осуществлять поворот держателя 80 и, следовательно, поворот инструментальной головки 40а-40j между подбором и укладкой групп изделий B. Таким образом, группу изделий, укладываемых на разгрузочном участке 44, можно ориентировать параллельно делителям 116 рядов второго транспортера 88, чтобы выровнять каждый ряд из шести изделий B по рядам второго транспортера, независимо от угла между входным транспортером 90 и вторым транспортером 88.
Угловое положение держателя 88 определяется верхними копирами 80а, 80b, движущимися по траектории, задаваемой верхней кулачковой направляющей 52b, которая показана на виде сверху на фиг. 9А; кроме того, угловое положение держателя 80 также (и большей частью одновременно) определяется нижними копирами 80с, 80d, движущимися по траектории, задаваемой нижней кулачковой направляющей 52а, показанной на виде сверху на фиг. 9В. Держатели 80 показаны во множестве положений во время цикла перемещения по верхней и нижней кулачковым направляющим 52b, 52а. На чертеже показан цикл одного держателя 80, а не соответствующие положения всех держателей 80, соединенных с каждым валом 78, соединенным с инструментальной головкой 40а-40j. На чертежах видно, что верхняя кулачковая направляющая 52b имеет два прямых участка 118а, 120а. Во время цикла перемещения вокруг роботизированного делителя 30, когда каждая инструментальная головка 40а-40j достигает положения, находящегося рядом с одним из транспортеров 90, 88, при этом эта инструментальная головка 40а-40j должна быть ориентирована параллельно этому транспортеру 90, 88. В то же время каждая инструментальная головка 40а-40j также должна двигаться в вертикальном направлении (как определено вертикальной кулачковой направляющей 58, описанной выше). Вертикальная кулачковая направляющая 58 имеет преимущество во время движения по участкам 118а и 120а, и держатель 80 опускается с верхней кулачковой направляющей 52b. Для такого опускания нижняя кулачковая направляющая в этих положениях имеет разрыв и не мешает опусканию держателя 80 под плоскость нижней кулачковой направляющей 52а. Чтобы держатель 80 не поворачивался во время опускания (и во время последующего подъема), верхняя кулачковая направляющая на участках 118а, 120а снабжена удлинителем (не показан). Этот удлинитель имеет форму пластины, соединенной перпендикулярно плоскости верхней кулачковой направляющей 52b так, что контакт между боковой стороной держателя 80 и этим удлинителем предотвращает поворот держателя 80 и, таким образом, верхняя кулачковая направляющая 52b регулирует движение держателя 80 в трех измерениях, т.е. в плоскости x-y (плоскость, показанная на виде сверху верхней кулачковой направляющей 52b, задающей ориентацию), и по оси z (из плоскости чертежа фиг. 9А), т.е. между верхней кулачковой направляющей и нижней кулачковой направляющей 52а, как показано на фиг. 5.
Угловое положение каждой инструментальной головки 40а-40j во время цикла роботизированного делителя показано на фиг. 13А-13С. Каждая из фиг. 13А-13С схематически показывает одно из положений роботизированного делителя 30. Каждая из фиг. 13А-13С схематически показывает положение роботизированного делителя 30 в один и тот же момент цикла, но на каждой из фиг. 13А-13С показан отдельный режим работы. Режим работы определяется требуемой конфигурацией выводимых сгруппированных изделий на участке 48 перегруппировки, в выходном потоке 84. В каждом режиме работы роботизированный делитель 30 отбирает из упорядоченного входного потока полную группу изделий в конфигурации 2×6 и перемещает эту группу на второй транспортер 88. В зависимости от конфигурации сгруппированных изделий, которую должен создать механизм 18 перегруппировки (которая в свою очередь определяется требованиями последующей обрабатывающей машины 22, 24), каждый независимый рычаг 38а-38е будет поворачиваться от загрузочного участка 42 к разгрузочному участку 44 с заданной средней скоростью так, что когда инструментальная головка 40а-40j достигает разгрузочного участка, укладка группы из двенадцати изделий будет синхронизирована с движением второго транспортера, и интервал между предыдущей уже уложенной группой и текущей укладываемой группой можно регулировать. Дополнительно, линейная скорость инструментальной головки 40а-40j во время укладки группы изделий регулируется так, чтобы она совпадала с линейной скоростью второго транспортера, чтобы обеспечить плавную разгрузку. В одном иллюстративном режиме работы механизм 18 перегруппировки (расположенный после роботизированного делителя 30) должен сгруппировать изделия в матрицы 2×3 (такое расположение показано на фиг. 14А). Для этого механизму 18 перегруппировки требуется, чтобы каждая группа по 2×6 изделий была разделена интервалом в два делителя 116 рядов. На фиг. 13А показано, что укладка матриц 2×6 изделий B головками 40b, 40c и 40d синхронизирована с линейной скоростью второго транспортера 88 так, чтобы каждая группа по 6×2 изделий была отделена от следующей группы двумя пустыми рядами.
Поворачивая каждый независимый рычаг 38а-38е с соответствующей угловой скоростью относительно второго транспортера 88, можно регулировать положение, в котором последовательные группы изделий укладываются на транспортер 88. В некоторых случаях может потребоваться, чтобы после загрузки инструментальной головки 40а, для разгрузки инструментальной головки 40а-40j с правильным шагом на второй транспортер 88, было необходимо ускорение инструментальной головки. Таким образом, угловая скорость инструментальной головки 40а увеличивается между участками загрузки и разгрузки так, чтобы линейный компонент (параллельный угловой второму транспортеру 88) угловой скорости инструментальной головки 40а совпадал с линейной скоростью второго транспортера. Поскольку каждый независимый рычаг 38а-38е имеет собственное управляемое приводное средство 50, можно реализовать такое независимое ускорение (и торможение). Конкретная угловая скорость и величина ускорения/торможения каждого независимого рычага 38а-38е во время цикла запрограммированы заранее в логическом контроллере, соединенном с приводным средством 50. Программа, выбираемая для управления каждым приводным средством 50, зависит от режима работы роботизированного делителя 30. Каждое приводное средство 50, хотя и управляется индивидуально, предпочтительно соединено с общим управляющим средством (например, компьютером) так, чтобы для изменения режима работы каждого приводного средства 50 нужно было лишь выбрать режим работы на этом общем управляющем средстве. Кроме того, таким способом синхронизируется работа каждого независимого приводного средства 50. Понятно, что требуется одновременная и синхронная работа каждого приводного средства 50.
Роботизированный делитель 30 предназначен для перемещения инструментальной головки 40а-40j вдоль входного упорядоченного потока с первой угловой скоростью ω1, имеющей линейную составляющую V1 (параллельную потоку), которая совпадает с линейной скоростью V1 перемещения этого потока. Таким образом, подбор группы из 2×6 изделий можно осуществлять плавно. Движение инструментальной головки 40а-40j ко второму транспортеру осуществляется со средней угловой скоростью ωа1 (посредством управления вращением независимого рычага 38а). Эта средняя угловая скорость ωа1 регулируется так, чтобы подход инструментальной головки был синхронизирован с относительным положением поперечных рядов второго транспортера 88. Дополнительно, средняя угловая скорость ωа1 регулируется так, чтобы угловая скорость ωа2 инструментальной головки 40а, когда эта инструментальная головка достигает второго транспортера 88, имела линейную составляющую V2 (параллельную второму транспортеру 88), совпадающую с линейной скоростью V2 второго транспортера 88. Поэтому плавность укладки группы изделий B на второй транспортер 88 нарушается. Предпочтительно, линейные составляющие угловых скоростей ω1и ωа2 равны, однако роботизированный делитель 30 выполнен с возможностью согласования линейной составляющей угловой скорости ω2 с линейной скоростью V2 второго транспортера 88, независимо от отношения скоростей V1=V2; V1>V2; или V1
На фиг. 14А показан второй поток 32 изделий на разгрузочном участке 46, где каждая группа 2×6 изделий отстоит на два шага от предшествующей или последующей группы. Каждая группа из 2×6 изделий обозначена позицией 126а. Второй транспортер 88 (на фиг. 14А показан не полностью) факультативно содержит продольные разделители рядов, а также поперечные разделители 116 рядов. Таким образом, изделия B удерживаются на таком решетчатом транспортере, имеющем первый ряд 124а, второй ряд 124b, третий ряд 124с, четвертый ряд 124d, пятый ряд 124e и шестой ряд 124f. Механизм 18 перегруппировки расположен над потоком 32 изделий (предпочтительно, в соединении с подвесной линией), который содержит шесть рядов изделий B. Перегруппирующий робот 18 содержит контролер 132, который приводит в действие шарнирные рычаги 130а, 130b, 130с и 130d. Перегруппирующий робот 18 также содержит платформу 134, с которой соединены четыре инструментальные головки 112е-122h механизма перегруппировки. Каждая инструментальная головка 112е-122h механизма перегруппировки в данном режиме работы выполнена с возможностью поднимать и опускать группу из 2×3 изделий. Контроллер 132 механизма 18 перегруппировки управляет этими четырьмя инструментальными головками 122е-122h так, что каждая инструментальная головка 122е-122h одновременно поднимает группу из 2×3 изделий из каждой из четырех входящих соседних групп 126а. Шарнирные рычаги 130а-130b соединены с платформой 134 и/или одной из инструментальных головок 122f, 122g. Шарнирные рычаги 130а-130d приводятся в движение и управляются контроллером 132 так, что они опускаются на четыре входящие группы 126а, когда эти входящие группы 126а транспортируются в направлении "О". Чтобы следовать за движущимися входящими группами 126а, когда эти группы захватываются и поднимаются вертикально с решетчатого транспортера, шарнирные рычаги 130а-130d и, следовательно, инструментальные головки 122е-122h движутся в направлении "О" с линейной скоростью, согласованной со скоростью решетчатого транспортера 88. Сгруппированные изделия поднимаются вверх на достаточную высоту, чтобы обойти разделители 116 и продольные разделители. Когда четыре набора сгруппированных изделий подняты, шарнирные рычаги на время останавливаются или по меньшей мере замедляются относительно движущегося транспортера 88 так, что пустые ряды, следующие за каждой поднятой группой, подходят под каждую поднятую группу. Шарнирные рычаги 130а-130b опускаются так, что инструментальные головки 122е-122h опускаются и поднятые группы укладываются в эти пустые ряды. Для повышения скорости, с которой укладываются поднятые изделия, шарнирные рычаги 130а-130b (и, следовательно, инструментальные головки 122е-122h) предпочтительно движутся в направлении, противоположном направлению "О" и, таким образом, поднятые группы подходят к пустым рядам быстрее. Когда четыре группы будут уложены, как показано участком 48 перегруппировки на фиг. 14А, образуются восемь выходящих групп 128а, 128b, каждая из которых состоит из 2×3 изделий. Цикл механизма перегруппировки повторяется. Сначала механизм перегруппировки нужно привести в исходное положение. Для этого механизм 18 перегруппировки перемещает инструментальные головки 122е-122h далее вверх относительно потока 32, в направлении, противоположном направлению "О", пока самая дальняя инструментальная головка 122h не совместится с четвертной входной группой набора из четырех групп 126а. Одновременно, первая инструментальная головка 122е подходит к первой входящей группе этого набора, т.е. первая инструментальная головка приходит в положение, заменяя собой дальнюю инструментальную головку 122h, а дальняя головка 122h уходит вперед против направления движения второго транспортера 88 и совмещается с четвертой входящей группой 126а изделий. Фактически платформа 134 и инструментальные головки 122е-122h движутся против направления движения второго транспортера 88 на расстояние, эквивалентное 12 продольным рядам второго транспортера 88. Платформа 134 проходит не все это расстояние, поскольку второй транспортер 88 движется в направлении платформы 134 в направлении "О", в то же время, когда платформа 134 механизма перегруппировки движется в противоположном направлении. Цикл перегруппировки повторяется, и механизм 18 перегруппировки воздействует на следующие четыре входящие группы 126а для создания еще восьми групп из 6 изделий в конфигурации 2×3. Таким образом, механизм 18 перегруппировки является механизмом для перегруппировки N соседних упорядоченных рядов изделий в матрицы или группы изделий, имеющие конфигурацию m×N', где N' - любое число изделий от 1 до N и где m предпочтительно равно от 1 до 10.
Рассмотрим второй режим работы роботизированного делителя 30, показанный на фиг. 13В. На чертеже видно, что движение каждого независимого рычага 38а-38е роботизированного делителя 30 управляется так, что группы по 6×2 изделий укладываются на второй транспортер 88 с интервалом между последовательными группами только в один поперечный ряд. Если транспортер 88 движется с такой же линейной скоростью, что и в первом режиме работы, то во втором режиме каждый независимый рычаг 38а-38е движется между загрузочным участком 42 и разгрузочным участком 44 со средней угловой скоростью ωа2, которая выше средней скорости ωа1 каждого независимого рычага 38а-38е в первом режиме работы. Понятно, что для укладки групп изделий, снятых с входящего упорядоченного потока на второй транспортер 88 так, чтобы на втором упорядочивающем участке 46 получить интервал в один поперечный ряд, также осуществляется синхронизация с линейной скоростью входного транспортера и второго транспортера 90, 88.
Во втором режиме работы такой интервал в один поперечный ряд между соседними входными группами 126а изделий B на втором упорядочивающем участке 46 позволяет перегруппировать входные группы 126а размерностью 2×6 в выходные группы 128а изделий размерностью 3×4, что происходит на участке 48 перегруппировки. Механизм перегруппировки 18 использует восемь инструментальных головок 122а-122h, каждая из которых подбирает и перемещает два изделия. Каждая из инструментальных головок 122а-122h соединена с платформой 134 вращающимся рычагом 138, который выполнен с возможностью поворота относительно платформы 134 так, что каждая инструментальная головка 122а-122h может перемещаться из положения, в котором она ориентирована по существу параллельно продольному ряду 124а-124f, в положение, в котором она ориентирована по существу перпендикулярно этому продольному ряду. Дополнительно, длина каждого вращающегося рычага 138 выбрана такой, что, когда противоположные инструментальные головки 122а и 122h развернуты (по существу на 90°), эти головки располагаются рядом друг с другом над вторым и третьим рядами 124b и 124c, и над четвертым и пятым рядами 124d и 124e, соответственно. Шарнирные рычаги 130а-130d механизма 18 перегруппировки затем вытягиваются (путем выпрямления шарнирных сочленений) для опускания инструментальных головок 122а и 122h, чтобы уложить изделия в соответствующие второй 124b, третий 124c, четвертый 124d и пятый 124е ряды. Аналогично, вращающиеся рычаги, соединенные с каждой из остальных инструментальных головок 122b, 122c, 122d, 122g, 122f, 122e механизма 18 перегруппировки, осуществляют такие же перемещения этих инструментальных головок, которые описаны выше. Таким образом, каждый отдельный пустой поперечный ряд между четырьмя соседними входящими группами 126а из 2×6 изделий содержит четыре изделия B, установленные в продольные ряды со второго по пятый, т.е. в ряды 124b, 124c, 124d, 124e. Первый и второй продольные ряды освобождаются, и поток 84 организованных и упорядоченных изделий содержит поперечные ряды шириной в четыре изделия. Перегруппировка входного потока 14 шириной в два изделия осуществлялась роботизированным делителем 18. Исходящий поток 84 организованных и упорядоченных изделий направляется на следующую обрабатывающую установку 22, где легко можно осуществлять упаковку изделий в любой конфигурации, шириной в четыре изделия (т.е. 4×1; 4×2; 4×3 и т.д.).
Наконец, на фиг. 13С показан третий режим работы роботизированного делителя 30. В третьем режиме работы поток шириной в шесть изделий создается так же, как описано выше, хотя между соседними последовательно укладываемыми группами из 2×6 изделий B отсутствует пустой ряд, пока на будет уложено пять групп. В этот момент роботизированный делитель 30 управляет независимыми рычагами 38а-38е так, что два поперечных ряда остаются пустыми. Дальнейшая перегруппировка входящих групп по 10×6 изделий выполняется механизмом перегруппировки, где используется вторая инструментальная головка 136а, имеющая две части, каждая из которых способна одновременно поднимать 5 изделий B из шестого продольного ряда 124f и манипулировать этими изделиями (путем перемещения платформы 134 и/или шарнирных рычагов 130а-130d, и/или за счет поворотного соединения между инструментальной головкой 136а и платформой 134) так, что изделия B укладываются в первый ряд 124а, второй ряд 124b, третий ряд 124с, четвертый ряд 124d и пятый ряд 124е в каждый из двух пустых поперечных рядов. В результате входной поток 14 шириной в два изделия B перегруппируется роботизированным делителем 30, забирающим за один раз группу из двенадцати изделий, и механизмом 18 перегруппировки, чтобы получить непрерывный выходной поток 84 изделий B шириной в пять изделий, и в котором изделия упорядочены относительно друг друга. На фиг. 14С показан участок перегруппировки, из которого видно, что при необходимости выходной поток 84 разбивается на группы 128а, 128b в конфигурации 5×3. Легко понять, что выходной поток 84 шириной в 5 изделий B позволяет осуществлять сборку упаковок любой конфигурации, имеющей ширину в пять изделий (т.е. 5×1; 5×2; 5×3 и т.д.). Показанные группы 5×3 являются иллюстративными и не должны толковаться как ограничивающие.
В четвертом иллюстративном режиме работы механизма перегруппировки, показанного на фиг. 14D, входящие группы 126а по 2×6 изделий B разделены четырьмя поперечными рядами и механизм 18 перегруппировки использует инструментальные головки, способные одновременно поднимать четыре изделия B, при этом одна центральная инструментальная головка расположена над третьим и четвертым рядами 124с, 124d, а другая инструментальная головка расположена над пятым и шестым рядами 124е, 124f, чтобы перемещать четыре изделия из входной группы 126а в первые два пустых поперечных ряда и во вторые два пустых поперечных ряда. Таким образом формируется три выходных группы 128а, 128b, 128c в конфигурации 2×2 каждая.
В еще одном рабочем режиме, где роботизированный механизм 18 перегруппировки отсутствует, группа из 2×6 изделий, удерживаемая передней инструментальной головкой 40b, помещается на второй транспортер 88 между поперечными разделителями 116 рядов. Продольных разделителей рядов нет. Затем, последующая инструментальная головка 40а помещает набор из 2×6 изделий, который она удерживает, по обе стороны от следующего поперечного разделителя 116 рядов. Эта операция повторяется с полным набором из 2×6 изделий и с половиной набора из 2×6 изделий (другими словами, с набором 1×6 изделий), которые помещаются совместно между поперечными разделителями 116 рядов. Таким образом, изделия группируются на втором транспортере в группы по 3×6 изделий. Второй транспортер 88 предпочтительно движется со скоростью, чуть меньшей, чем поперечные кулачки 116, поэтому набор из 2×6 изделий и набор из 1×6 изделий сводятся в единую группу за счет того, что последующие изделия (в данном случае набор из 1×6 изделий), транспортируемые поперечным кулачком 116, догоняют передний набор из 2×6 изделий. Когда формируется следующий набор из 3×6 изделий, впереди оказывается группа 1×6 изделий, но эта группа перемещается на втором транспортере 90 медленнее, а поперечный кулачок перемещает заднюю группу из 2×6 изделий быстрее, поэтому группа из 2×6 изделий "догоняет" переднюю группу из 1×6 изделий и формирует единую группу из 3×6 изделий.
Следует понимать, что этот режим работы можно изменить так, что укладка выбранной группы из 2×6 изделий будет синхронизирована со скоростью второго транспортера 88 и вертикальных поперечных разделителей 116 рядов для создания групп других размеров, например, 5×6 или 4×5 изделий.
В еще одной модификации показанного варианта одна или каждая инструментальная головка или элемент 40а-40j может быть сформирована с разделяемыми головками или может содержать две разделяемые, и подвижные относительно друг друга головки или захваты 114 с вакуумными присосками могут быть выполнены подвижными. Например, составная инструментальная головка сформирована из двух расположенных рядом друг с другом инструментальных головок, каждая из которых способна захватывать группу из 2×2 изделий. Совместно эти две головки могут захватить и поднять группу из 2×4 изделий, которую при установке на второй транспортер 88 можно разделить, чтобы установить две группы по 2×2 изделий. Альтернативно или дополнительно, вакуумные присоски или другие захватывающие инструменты каждой инструментальной головки могут быть подвижными относительно друг друга. Например, каждый захватывающий инструмент может быть установлен с возможностью скольжения на направляющей планке (не показана) инструментальной головки, и для регулировки относительного положения каждого захватывающего инструмента 114 используются автоматические поршни. Таким образом, когда изделия помещаются на второй транспортер, между ними также можно создавать интервал. Поэтому механизм переноса также используется для перегруппировки изделий на втором транспортере при их укладке. В таком варианте механизм 18 перегруппировки не нужен.
Например, инструментальная головка содержит 8 подвижных захватывающих инструментов 114, расположенных матрицей 2×8. Такая головка выровнена по первому транспортеру 90 для подбора группы изделий из входящего потока, забирая по 8 изделий из каждого ряда 100, 102. Затем, независимо приводимый рычаг, с которым соединена инструментальная головка, поворачивает и перемещает подобранную группу над вторым транспортером 88. Инструментальная головка выравнивается по факультативным поперечным разделителям 116 рядов и опускается, при этом ее скорость согласуется со скоростью второго транспортера для выполнения укладки. Когда инструментальная головка опускается, захватывающие инструменты 114 перемещаются в направлениях х-у инструментальной головки, чтобы разделить подобранную группу 2×8 на группу 2×2 и группу 2×6; или на три группы 2×2 изделия; или на две группы 2×4 изделия, как того требует упаковочная машина.
Из вышеприведенного описания понятно, что согласно настоящему изобретению предлагаются усовершенствования в области упаковочного оборудования и оборудования для манипуляций изделиями. Система 10 обработки изделий и входящие в нее регулятор 86, роботизированный делитель 30 и механизм 18 перегруппировки позволяют гибко и адаптивно перегруппировывать изделия эффективным способом. Следует понимать, что хотя можно подавать нерегулярный или неупорядоченный поток 14 изделий, поворачивающий, или следующий нерегулярными маршрутами на различные вторичные обрабатывающие станции в системе, каждая из которых оснащена упорядочивающим устройством для регулирования шага изделий, в других вариантах регулятор 86 установлен на выходе массового транспортера 12, и поток 14 изделий, подаваемых на каждую вторичную обрабатывающую станцию, является уже упорядоченным, и эти вторичные обрабатывающие станции 28, 34 могут не содержать дополнительного регулятора 86.
В рамках настоящего изобретения могут быть внесены различные другие изменения, например, хотя было показано создание более широкого исходящего потока 32 с помощью роботизированного делителя 30, имеющего инструментальные головки для подъема изделий группами по 2×6, следует понимать, что предусматривается использование инструментальных головок в широком диапазоне конфигураций. В области групповой упаковки, где не принято упаковывать изделия группами, превышающими 36 единицу, вышеописанная система представляет собой адаптивную систему. Однако понятно, что механизмы для создания упорядоченного и организованного потока изделий, ширина которого больше ширины входного потока изделий, обладают преимуществами и с помощью роботизированного делителя 30, описанного выше, можно создавать потоки шириной три, четыре, пять, и более чем шесть изделий. Следует понимать, что хотя можно создавать ряды шириной более шести изделий, при создании очень широких рядов преимущества теряются.
Предпочтительно используются инструментальные головки для подъема наборов 2×6 изделий, поскольку создание исходящего потока шириной 6 изделий с соответствующими пустыми рядами между группами, позволяет перегруппировывать поток по меньшей мере в следующие конфигурации изделий: 1×4; 1×5; 1×6; 2×2; 2×3; 2×4; 2×5; 2×6; 3×4; 3×5; 3×6; 4×4; 4×5; 4×6; 5×5; 5×6 и 6×6. В области групповой упаковки используются все эти конфигурации, и описанное выше устройство может формировать также и другие, специально не упомянутые конфигурации. Дополнительно, предусматривается, что подъемный инструмент может иметь различные форматы и может иметь такую конструкцию, чтобы поднимать только группы, имеющие конфигурацию 2×4 или 2×3 изделия или группы изделий других подобных конфигураций. Предусматривается также, что одни и те же головки 40а можно использовать для перемещения менее чем двенадцати изделий за один раз. Инструментальными головками 40а-40j можно управлять так, чтобы они перемещались к концу входного потока шириной в два изделия, и выбирали изделия, расположенные матрицей 2×4, т.е. чтобы были задействованы только восемь задних захватывающих инструментов 114. Понятно, что в таком варианте потребуются более быстрые перемещения роботизированного делителя 30, если нужна та же пропускная способность по сравнению с режимом, в котором используется каждый из двенадцати захватывающих инструментов 114. Поэтому предпочтительно используется головка с 2×6 захватывающими инструментами, все из которых используются при работе.
Предусматривается, что описанный роботизированный делитель является адаптируемым различными способами, что дает высокую гибкость в отношении количества и расположения изделий, захватываемых в первом положении и укладываемых во втором положении, при этом первое и второе положения расположены под углом друг к другу, т.е. находятся не на одной прямой. Таким способом можно осуществлять перегруппировку и упорядочение входного потока шириной z изделий и получать упорядоченный поток шириной y изделий, между группами которого, организованными в матрицы z×n, могут иметься интервалы.
Следует понимать, что при описании механических аспектов оборудования описывалась в первую очередь функция таких элементов, а не конкретный тип, размер или расположение. Например, кулачки 104 должны быть скошены, чтобы получить систему упорядочения с прокладками регулируемой ширины. В других вариантах кулачки 104 не обязательно являются треугольными. В других вариантах можно осуществлять перемещение транспортера с потоком изделий, а не первого и второго цепных столов 94, 96, чтобы изменять глубину проникновения кулачков 104 в поток 14 изделий. Легко понять, что необходимо выполнить относительное перемещение между кулачками 104 и потоком 14 изделий, и настоящее изобретение охватывает разнообразные средства для выполнения этого перемещения, помимо описанных выше. Предпочтительно, относительное положение всех кулачков 104 на первой и второй кулачковых цепях 92, 94 регулируется одновременно. В одном варианте каждый кулачок экстенсивно прикреплен к кулачковой цепи 92, 94.
Кроме того, хотя предпочтительной является кулачковая система управления перемещением независимых рычагов, в конкретную конструкцию роботизированного делителя 30, описанную выше, могут быть внесены многочисленные изменения. Например, в одном варианте имеется меньше, чем пять независимых рычагов, в другом - больше пяти независимых рычагов. Независимые рычаги могут приводиться в движение различными управляемыми приводными средствами, включая серводвигатели. В другом варианте предусматривается, что один или более из независимых рычагов содержит инструментальную головку другого размера для сборки потока изделий альтернативной ширины. В другом варианте приводное средство 50 каждого рычага не вращается вместе с независимым рычагом, который он приводит в движение. В механизме перегруппировки был описан набор шарнирных рычагов 130а-130d, однако движение инструментальных головок 122а-122h в других вариантах осуществляется системой кулачка и копира, поршневой системой или другим известным механическим способом перемещения.
Следует понимать, что в настоящем описании указания на направление, такие как "в", "конец", "вверх", "вниз", "сторона", не ограничивают описываемый признак такой ориентацией, а приведены лишь для отличия одной ориентации от другой.
Реферат
Система предназначена для конфигурирования потока изделий, в частности банок и бутылок, для их дальнейшей упаковки в тару. Система содержит первый транспортер (90) для переноса изделий (В) от входа и второй транспортер (88), расположенный под нелинейным углом к первому транспортеру, для переноса изделий на выход. Система содержит механизм (30) для переноса изделий с первого транспортера (90) на второй транспортер (88). Механизм содержит элементы (38а-38е) для захвата и освобождения изделий. Элементы выполнены с возможностью перемещения между первым положением и вторым положением независимо друг от друга. При переносе на второй транспортер изделия располагаются соседними упорядоченными рядами (124а-124f), при этом количество соседних упорядоченных рядов изделий, транспортируемых вторым транспортером, больше, чем количество соседних рядов (100, 102) изделий, транспортируемых первым транспортером (90). Обеспечивается гибкое управление конфигурацией потока изделий. 6 н. и 11 з.п. ф-лы, 21 ил.
Формула
(i) подают изделия во входном потоке шириной N соседних изделий;
(ii) выбирают группы изделий из входного потока в конфигурации N изделий в ширину и W изделий в длину;
(iii) последовательно поворачивают выбранные группы в конфигурацию W изделий в ширину и N изделий в длину; и
(iv) одновременно переносят повернутые выбранные группы на выход для создания выходного потока изделий, в котором изделия расположены соседними упорядоченными рядами, и в котором количество W соседних упорядоченных рядов изделий на выходе больше, чем количество N соседних изделий во входном потоке.
Комментарии