Упаковочный способ и упаковочная машина для изготовления жесткой сигаретной пачки - RU2684723C2
Код документа: RU2684723C2
Чертежи












Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к упаковочному способу и упаковочной машине для изготовления жесткой сигаретной пачки.
УРОВЕНЬ ТЕХНИКИ
В патентной заявке WO2013170975-А1 описана сигаретная пачка, содержащая группу сигарет, помещенную в мягкую упаковку, внутренний жесткий вид емкости, в которой помещена указанная мягкая упаковка, и наружный жесткий вид емкости, вмещающий внутреннюю емкость. Наружная емкость содержит нижнюю стенку и два кожуха в форме коробки, симметричных и расположенных в зеркальном порядке относительно друг друга, а также шарнирно прикрепленных к нижней стенке вокруг соответствующих шарниром для вращения между закрытым положением, в котором указанные два кожуха взаимопроникают друг в друга, и открытым положением, в котором указанные два кожуха отделены друг от друга, открывая таким образом внутреннюю емкость и мягкую упаковку. Обеспечена коробчатая направляющая для возможности скольжения внутренней емкости относительно наружной емкости, при этом указанная направляющая расположена в наружной емкости, приклеена к нижней стенке наружной емкости и вмещает скользящим образом внутреннюю емкость для возможности скольжения самой внутренней емкости относительно указанной направляющей (и, следовательно, относительно наружной емкости). В частности, во время открывающего перемещения двух кожухов наружной емкости (то есть, когда два кожуха перемещаются вращающимся образом из закрытого положения в открытое) внутренняя емкость, удерживающая мягкую упаковку, образует линейное поступательное перемещение (то есть, скользит) относительно направляющей (и, следовательно, относительно наружной емкости) для скольжения из наружной емкости (то есть, покидает ее). В этих целях внутренняя емкость содержит два соединительных элемента, расположенных на противоположных сторонах внутренней емкости и соединяющих верхние края внутренней емкости с соответствующими стенками указанных двух кожухов, так что вращение указанных двух кожухов относительно нижней стенки также включает перемещение внутренней емкости относительно самой нижней стенки.
Мягкую пачку выполняют путем сгибания листа упаковочного материала вокруг всей группы сигарет, при этом внутренняя емкость выполнена путем сгибания первой жесткой заготовки вокруг всей мягкой упаковки, при этом направляющая выполнена путем сгибания второй жесткой заготовки вокруг вей внутренней емкости, и наружная емкость выполнена путем сгибания третьей жесткой заготовки вокруг всей внутренней емкости и поверх направляющей. Необходимость использования мягкого листа упаковочного материала и трех жестких заготовок, отделенных друг от друга, для получения сигаретной упаковки, описанной выше, делает производство самой сигаретной пачки в стандартной упаковочной машине невозможным, обычно имеющей структуру для удержания максимум одного мягкого листа упаковочного материала упаковочного материала и двух жестких заготовок, отделенных друг от друга. Таким образом, для получения сигаретной пачки, описанной выше, необходимо использовать две стандартные упаковочные машины, расположенные последовательно друг за другом, очевидным образом удваивая затраты и общую площадь.
В GB 721757 A описана упаковочная машина для изготовления сигаретной пачки, в которой группа сигарет обернута в мягкий лист упаковочного материала, образующего внутреннюю упаковку, и обернута в жесткую заготовку, образующую наружную емкость; при этом в упаковочной машине мягкий лист упаковочного материала и жесткая заготовка являются заранее наложенными и приклеенными друг к другу заранее, и затем их сгибают вместе вокруг всей группы сигарет.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является обеспечение упаковочного способа и упаковочной машины для получения жесткой сигаретной пачки, при этом указанный упаковочный способ и упаковочная машина не имеют описанных выше недостатков и, в то же время, они просты и недороги в производстве.
По настоящему изобретению обеспечены упаковочный способ и упаковочная машина для получения жесткой сигаретной пачки, как указано в прилагаемой формуле.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение описано далее со ссылкой на сопровождающие чертежи, на которых показаны некоторые примеры неограничивающих вариантов выполнения, на которых:
Фиг. 1 – вид в перспективе жесткой сигаретной пачки в закрытой конфигурации;
Фиг. 2 – вид спереди в перспективе сигаретной пачки по Фиг. 1 в открытой конфигурации;
Фиг. 3 – вид в перспективе группы сигарет, содержащейся в сигаретной пачке по Фиг. 1;
Фиг. 4 – вид в перспективе мягкой упаковки, вмещающей группу сигарет по Фиг. 3 и расположенной в сигаретной пачке по Фиг. 1;
Фиг. 5 – вид в перспективе внутренней емкости, вмещающей мягкую упаковку по Фиг. 4 и расположенной в сигаретной пачке по Фиг. 1;
Фиг. 6 – вид сверху заготовки, используемой для изготовления наружной емкости сигаретной пачки по Фиг. 1;
Фиг. 7 – вид сверху заготовки, используемой для изготовления направляющей сигаретной пачки по Фиг. 1;
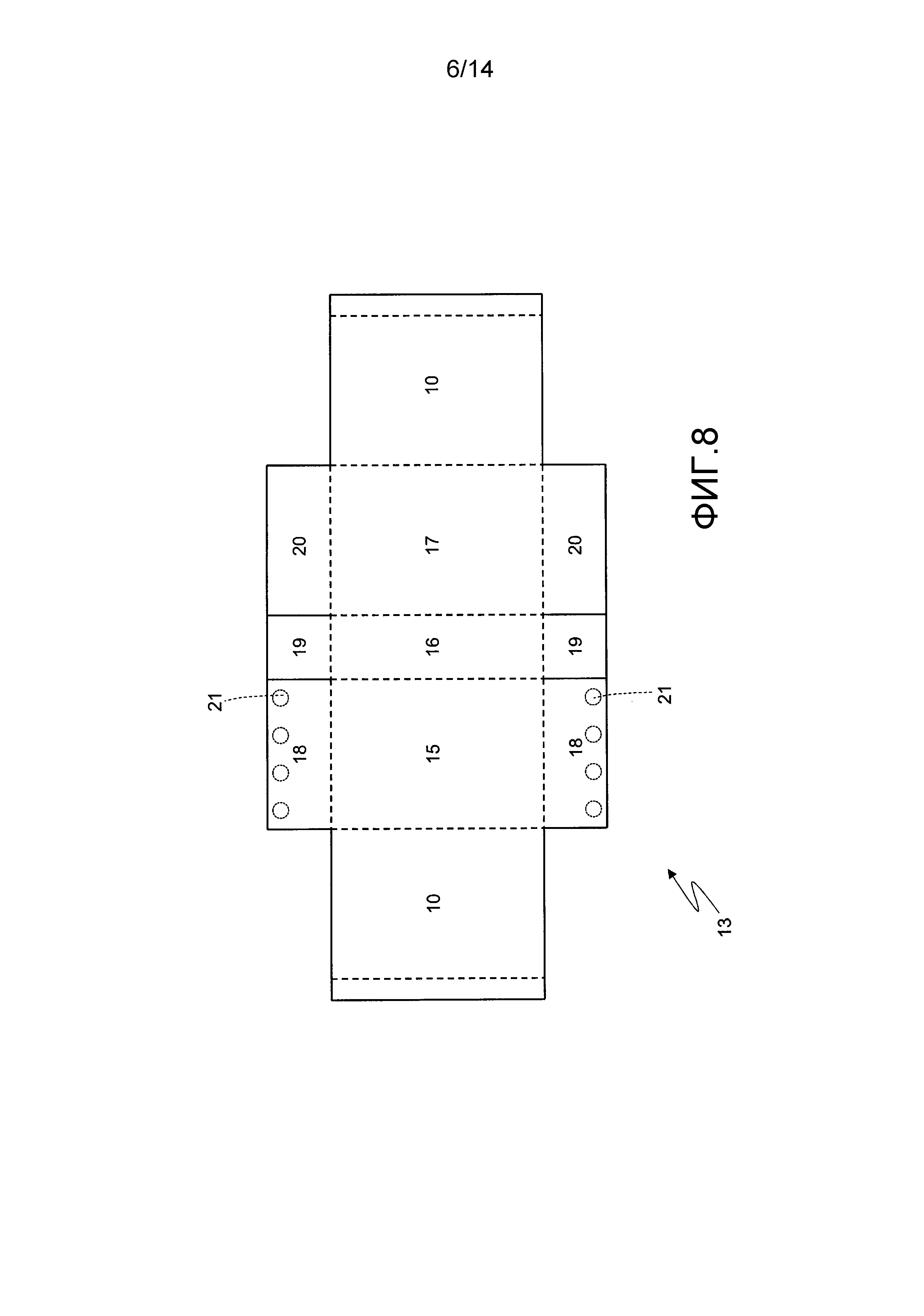
Фиг. 8 – вид сверху заготовки, используемой для изготовления внутренней емкости сигаретной почки по Фиг. 1;
Фиг. 9 – вид сверху листа упаковочного материала, используемого для изготовления мягкой упаковки сигаретной пачки по Фиг. 1;
Фиг. 10 – схематичный вид в перспективе упаковочной машины для изготовления сигаретной пачки по Фиг. 1, при этом не являющейся частью настоящего изобретения;
Фиг. 11 – схематичный вид спереди упаковочной машины по Фиг. 10;
Фиг. 12 – вид в перспективе упрощенной альтернативы жесткой сигаретной пачки по Фиг. 1;
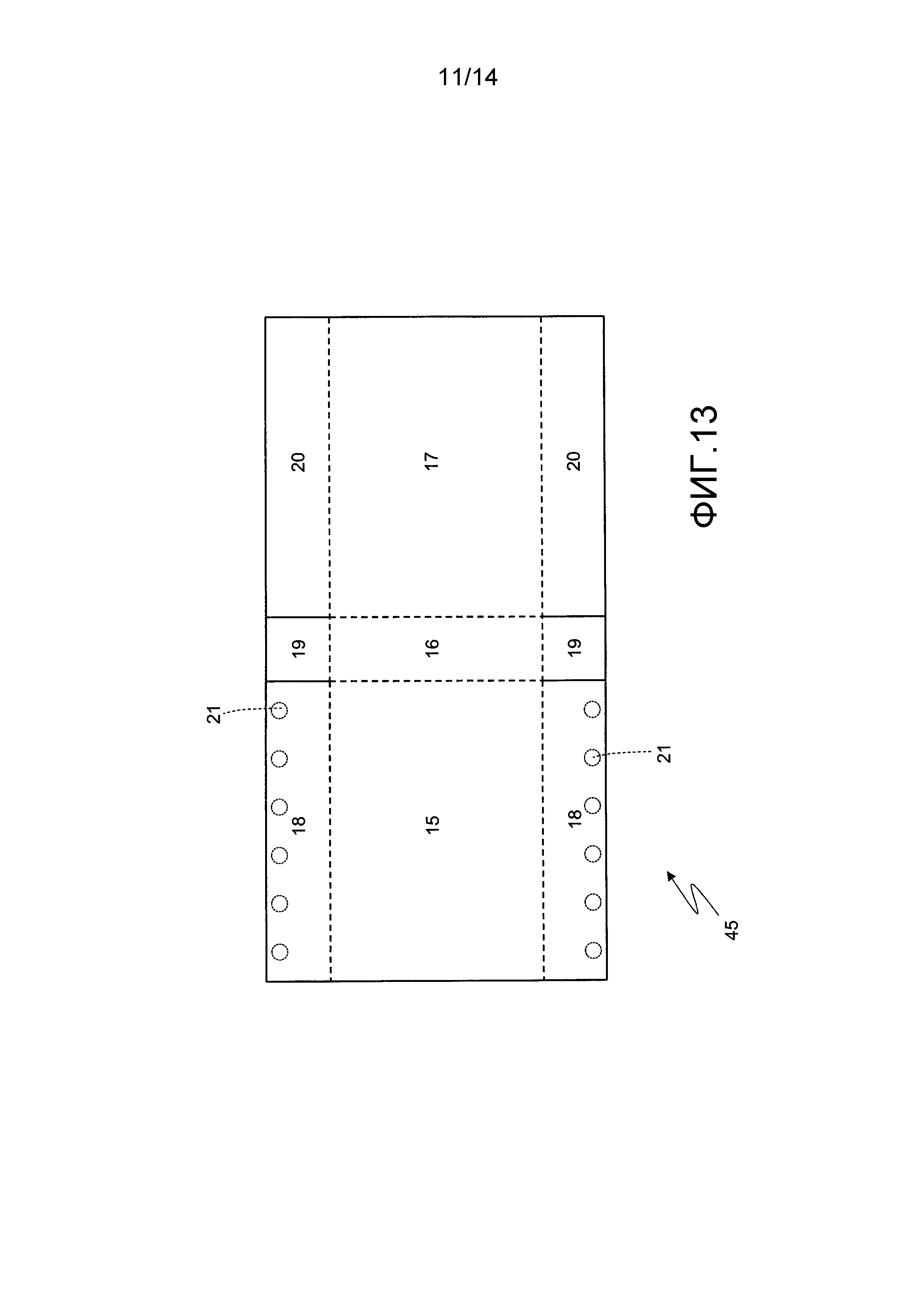
Фиг. 13 – вид сверху заготовки, используемой для изготовления наружной емкости сигаретной пачки по Фиг. 12;
Фиг. 14 – схематичный вид в перспективе упаковочной машины для изготовления сигаретной пачки по Фиг. 12, при этом не являющейся частью настоящего изобретения;
Фиг. 15 – схематичный вид в перспективе альтернативной упаковочной машины по Фиг. 14; и
Фиг. 16 – схематичный вид в перспективе дополнительной альтернативной упаковочной машины по Фиг. 14, изготовленной по настоящему изобретению.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
На Фиг. 1 и 2 позиция 1 обозначает в целом жесткую сигаретную пачку.
Сигаретная пачка 1, показанная на Фиг. 1, содержит группу 2 сигарет 14 (показанную на Фиг. 3), помещенную в мягкую упаковку 3 (показанную на Фиг. 4), образованную листом 4 упаковочного материала, выполненного из металлизированной бумаги (показанной на Фиг. 9), согнутой вокруг самой группы 2 сигарет. Кроме того, сигаретная пачка 1 содержит внутренний жесткий вид емкости 5 (см. Фиг. 2 и 5), непосредственно внутри которой расположена мягкая упаковка 3 и наружный жесткий вид емкости 6, вмещающий внутреннюю емкость 5.
Наружная емкость 6 содержит нижнюю стенку 7 и два коробчатых кожуха 8, симметричных и расположенных зеркальным образом относительно друг друга и шарнирно прикрепленных к нижней стенке 7 вокруг соответствующих шарниров для вращения между закрытым положением (показанным на Фиг. 1), в котором два кожуха 8 взаимопроникают друг в друга для полного покрывания внутренней емкости 5 и мягкой упаковки 3 (таким образом, полностью изолированной от внешней среды), и открытым положением (показанным на Фиг. 2), в котором указанные два кожуха 8 отделены друг от друга для открытия внутренней емкости и мягкой упаковки.
Коробчатая направляющая 9 обеспечена для возможности скольжения внутренней емкости относительно наружной емкости 6, при этом указанная направляющая расположена в наружной емкости 6, приклеена к нижней стенке 7 наружной емкости и вмещает скользящим образом внутреннюю емкость 5 для возможности скольжения самой внутренней емкости 5 относительно указанной направляющей 9 (и, следовательно, относительно наружной емкости). В частности, во время открывающего перемещения двух кожухов 8 наружной емкости 6 (то есть, когда два кожуха 8 перемещаются вращающимся образом из закрытого положения в открытое) внутренняя емкость 5, удерживающая мягкую упаковку 3, образует линейное поступательное перемещение (то есть, скользит) относительно направляющей 9 (и, следовательно, относительно наружной емкости 6) для скольжения из наружной емкости 6 (то есть, покидает ее); очевидно, во время закрывающего перемещения двух кожухов 8 наружной емкости 6 (то есть, когда два кожуха 8 перемещают путем вращения из открытого положения в закрытое положение) внутренняя емкость 5, удерживающая мягкую упаковку, выполняет линейное поступательное перемещение в противоположном направлении относительно направляющей 9 (и, следовательно, относительно наружной емкости 6) для скольжения назад, полностью внутрь наружной емкости 6. По предпочтительному варианту выполнения внутренняя емкость 5 содержит два соединительных элемента 10, расположенных на противоположных сторонах внутренней емкости 5 и соединяющих соответствующие верхние края внутренней емкости 5 с соответствующими стенками двух кожухов 8, так что вращение двух кожухов 8 относительно нижней стенки 7 также задействует перемещение внутренней емкости 5 относительно самой нижней стенки 7.
Наружная емкость 6 и направляющая 9 выполнены путем сгибания одного за другим (как лучше описано в дальнейшем), соответственно, жесткой заготовки 11 (показанной на Фиг. 6) и жесткой заготовки 12 (показанной на Фиг. 7) вокруг внутренней емкости 5. Указанная внутренняя емкость 5 и мягкая упаковка 3 выполнены путем сгибания вместе (как лучшим образом описано в дальнейшем), соответственно, жесткой заготовки 13 (показанной на Фиг. 8) и листа 4 упаковочного материала (показанного схематично на Фиг. 9) вокруг всей группы 2 сигарет.
По Фиг. 8 заготовка 13 содержит две продольные линии сгиба и множество поперечных линий сгиба, образующих между продольными линиями сгиба панель 15, большую боковую стенку 5 внутренней емкости, панель 16, образующей нижнюю стенку внутренней емкости 5, и панель 17, образующую другую большую боковую стенку внутренней емкости 5. Каждая панель 15 или 17 соединена с соединительным элементом 10 вдоль соответствующей линии сгиба. Указанная панель 15 снабжена парой язычков 18, расположенных на противоположных сторонах панели 15, отделенных от панели 15 двумя продольными линиями сгиба, и образует часть второстепенных боковых стенок внутренней емкости 5 под наклоном 90° относительно самой панели 15. Указанная панель 16 снабжена парой язычков 19, расположенных на противоположных сторонах панели 16, отделенных от панели 16 двумя продольными линиями сгиба и прикрепленных внутри второстепенных боковых стенок внутренней емкости 5 под наклоном 90° относительно самой панели 16. Указанная панель 17 снабжена парой язычков 20, расположенных на противоположных сторонах панели 17, отделенных от панели 17 двумя продольными линиями сгиба и образующих часть второстепенных боковых стенок внутренней емкости 5 под наклоном 90° относительно самой панели 17. В частности, каждый язычок 18 наложен на язычок 20 для образования соответствующей боковой стенки 5 внутренней емкости; для стабилизации формы внутренней емкости 5 каждый язычок 18 приклеен к соответствующему язычку 20 посредством клея 21.
На Фиг. 10 показана описанная выше упаковочная машина 22 для изготовления пачки 1 и придания формы мягкой упаковке 3 путем сгибания листа 4 упаковочного материала вокруг всей группы 2 сигарет, образования внутренней емкости 5 путем сгибания заготовки 13 вокруг всего листа 4 упаковочного материала, образования направляющей 9 путем сгибания заготовки 12 вокруг внутренней емкости 5 и, наконец, образования наружной емкости 6 путем сгибания заготовки 11 вокруг внутренней емкости 5 и поверх направляющей 9.
Упаковочная машина 22 содержит формирующий группу узел 23, в котором выполнены сигаретные группы 2. Указанный формирующий группу узел 23 содержит четыре сдвоенных бункера 24, каждый из которых содержит множество сигарет и имеет в нижней части выпускное отверстие, через которое аксиально экстрагируют группу 2 сигарет из бункера посредством соответствующего толкателя, снабженного альтернативным перемещением.
Упаковочная машина 22 содержит упаковочный узел 25, в котором мягкая упаковка 3 образована путем сгибания листа 4 упаковочного материала вокруг всей группы 2 сигарет, а внутренняя емкость 5 выполнена путем сгибания заготовки 13 вокруг всего листа 4 упаковочного материала. Указанный упаковочный узел 25 содержит упаковочный конвейер 26, снабженный множеством гнезд 27, подаваемых циклично по упаковочному пути Р1 скачкообразным образом (то есть, с цикличными поочередными этапами перемещений и остановок); при этом каждое гнездо 27 упаковочного конвейера 26 приспособлено для содержания группы 2 сигарет, принимаемой соответствующим бункером 24 формирующего группу узла 23 на станции S1 формирования группы. В показанном на прилагаемых чертежах варианте выполнения упаковочный конвейер 26 содержит конвейерную ленту, обмотанную петлей вокруг соответствующих концевых шкивов; по другому и полностью эквивалентному непоказанному варианту выполнения указанный упаковочный конвейер 26 содержит барабан, установленный вращаемым образом вокруг центральной оси вращения.
Указанный упаковочный узел 25 содержит устройство 28 подачи, циклично подающее на станции S2 подачи и перед каждым гнездом 27 упаковочного конвейера 26 лист 4 полностью вытянутой соответствующей заготовки 13 (то есть, лишенной сгибов), наложенные друг на друга. В частности, подающее устройство 28 наложено на каждый лист 4 полностью вытянутого упаковочного материала и соответствующую полностью вытянутую заготовку 13 на соединительной станции SA, расположенной до (то есть, на определенном расстоянии) станции S2 подачи (и, следовательно, от упаковочного конвейера 26); соответственно, полностью вытянутый лист 4 упаковочного материала и полностью вытянутая соответствующая заготовка 13 наложены (широко) до соединения с сигаретной группой 2.
На станции S2 подачи упаковочный узел 25 содержит сгибающее устройство 29, сгибающее лист 4 упаковочного материала и первую заготовку 13 вместе и одновременно в виде “U” вокруг всей группы 2 сигарет для сгибания панели 15 и 17 (примерно) на 90° относительно панели 16 и поверх соответствующих частей листа 4 упаковочного материала; в частности, сгибающее устройство 29 действует прямым образом (то есть, с прямым контактом) на части заготовки 13 для сгибания самой заготовки 13 и действует непрямым образом (то есть, без прямого контакта) на части листа 4 самого упаковочного материала: фактически, указанный лист 4 упаковочного материала сгибают путем эффекта соответствующего сгибания заготовки 13, наложенной на лист 4 самого упаковочного материала.
Согласно возможному (но не ограничивающему) варианту выполнения, каждое гнездо 27 имеет трубчатую форму, содержит внутри группу 2 сигарет и действует как сгибающий вал, вокруг которого сгибают лист 4 упаковочного материала и заготовку 13 в виде “U”; другими словами, группа сигарет 2 расположена внутри гнезда 27, имеющего трубчатую форму, в то время как лист 4 упаковочного материала и заготовку 13 сгибают наружу к гнезду 27.
Указанный упаковочный узел 25 содержит упаковочный конвейер 30, снабженный множеством толкателей 31, каждый из которых подходит для аксиального извлечения группы 2 сигарет и заготовки 13 из гнезда 27 упаковочного конвейера 26 на передающей станции S3, а затем подает саму группу 2 сигарет по прямому упаковочному пути Р2.
Важно отметить, что в упаковочной машине 22, показанной на Фиг. 10 и 11, панели 15 и 17 заготовки 45 сгибают исходно (слегка) на менее чем 90° относительно панели 16 на станции S2 подачи и завершают их сгибание на 90° на станции S3 передачи.
Упаковочный узел 25 содержит сгибающее устройство 32, расположенное вдоль упаковочного пути Р2 непосредственно после станции S3 передачи и одновременно сгибающее вместе лист 4 упаковочного материала и заготовку 13 вокруг всей соответствующей группы 2 сигарет для сгибания язычков 19 на 90° относительно панели 16 вместе с соответствующими частями листа 4 упаковочного материала; в частности, сгибающее устройство 32 действует напрямую (то есть, с прямым контактом) на части заготовки 13 для сгибания самой заготовки 13 и непрямым образом (то есть, без прямого контакта) действует на части листа 4 упаковочного материала для сгибания листа 4 упаковочного материала: фактически, лист 4 упаковочного материала сгибается благодаря эффекту соответствующего сгибания заготовки 13, наложенной на сам лист 4 упаковочного материала.
Упаковочный узел 25 содержит сгибающее устройство 33, расположенное вдоль упаковочного пути Р2 непосредственно после сгибающего устройства 32 и одновременно сгибающее вместе лист 4 упаковочного материала и заготовки 13 вокруг всей соответствующей группы 2 сигарет и поверх язычков 19 (ранее сгибаемых сгибающим устройством 32) вместе с соответствующими частями листа 4 упаковочного материала; в частности, сгибающее устройство 33 действует непосредственно (то есть, с прямым контактом) на части заготовки 13 для сгибания самой заготовки 13 и действует непрямым образом (то есть, без прямого контакта) на части листа 4 упаковочного материала для сгибания листа 4 самого упаковочного материала: фактически, лист 4 упаковочного материала сгибают путем соответствующего сгибания заготовки 13, наложенной на лист 4 самого упаковочного материала.
Упаковочный узел 25 содержит сгибающее устройство 34, расположенное вдоль упаковочного пути Р2 сразу после сгибающего устройства 33 и сгибает вместе и одновременно лист 4 упаковочного материала и заготовку 13 вокруг соответствующей группы 2 сигарет для сгибания язычков 18 на 90° относительно панели 15 и поверх язычков 20 (ранее согнутых сгибающим устройством 33) вместе с соответствующими частями листа 4 упаковочного материала; в частности, сгибающее устройство 34 действует прямым образом (то есть, с прямым контактом) на части заготовки 13 для сгибания само заготовки 13 и действует непрямым образом (то есть, без прямого контакта) на части лист 4 упаковочного материала для сгибания листа 4 самого упаковочного материала: фактически, лист 4 упаковочного материала сгибается в результате соответствующего сгибания заготовки 13, наложенной на лист 4 упаковочного материала.
Наконец, упаковочный узел 25 содержит сгибающее устройство 35, расположенное вдоль упаковочного пути Р2 непосредственно после сгибающего устройства 34 и сгибает вокруг соответствующей группы 2 сигарет открытый верхний конец лист 4 упаковочного материала, выступающего из внутренней емкости 5 для образования верхней стенки мягкой упаковки 3 (показанной на Фиг. 4 и 5).
В раскрытом выше варианте выполнения язычки 20 сгибают первыми, а затем указанные язычки 18 сгибают поверх ранее согнутых язычков 20; очевидно, возможно перевернуть это утверждение, то есть, сначала согнуть язычки 18, а затем последовательно согнуть язычки 20 поверх ранее согнутых язычков 18.
Между сгибающим устройством 33 и сгибающим устройством 34 расположено гуммирующее устройство 36, наносящее клей 21 на язычки 18, после чего их немедленно сгибают на 90° путем действия сгибающего устройства 34 и против ранее согнутых язычков 20.
По предпочтительному варианту выполнения сгибающее устройство 29 содержит одиночный сгибающий элемент, имеющий U-образную форму и перемещающийся циклично по направлению перпендикулярно упаковочному пути Р1. Кроме того, сгибающее устройство 32, сгибающее устройство 33 и сгибающее устройство 34 образованы соответствующими жесткими корпусами в зафиксированном положении вдоль упаковочного пути Р2; другими словами, устройства 32, 33 и 34 образованы неизменяемым различием сгибания и/или зафиксированным спиральным сгибанием и полностью лишены подвижных частей. Наконец, сгибающее устройство 35 содержит четыре подвижных сгибающих элемента, перемещающихся перпендикулярно упаковочному пути Р2.
Упаковочная машина 22 содержит упаковочный узел 37, расположенный возле и непосредственно после упаковочного узла 25, и в котором путем сгибания заготовки 12 вокруг внутренней емкости 5 образована направляющая 9, и в котором наружная емкость 6 выполнена путем сгибания заготовки 11 вокруг внутренней емкости 5 и поверх направляющей 9. Указанный упаковочный узел 27 содержит упаковочный конвейер 38, снабженный множеством гнезд 39, подаваемых циклично по упаковочному пути Р3 скачкообразным образом (то есть, с цикличными поочередными этапами перемещений и остановок). Каждое гнездо 39 упаковочного конвейера 38 приспособлено для содержания заготовки 12, подаваемой на станцию S4 подачи (где заготовку 12 сгибают в виде “U”, поступающую в гнездо 39), приспособлено для содержания внутренней емкости 5, передаваемой упаковочным конвейером 30 на станцию S5 передачи (расположенную после станции S4 подачи), а также приспособлено для содержания заготовки 11, подаваемой на станцию S6 подачи (расположенную после станции S5 передачи). В показанном на чертежах варианте выполнения указанный упаковочный конвейер 38 содержит барабан, установленный вращаемым образом вокруг центральной оси 40 вращения; по другому, полностью эквивалентному непоказанному варианту выполнения упаковочный конвейер 38 содержит конвейерную ленту, обмотанную петлей вокруг соответствующих концевых шкивов.
На упаковочном пути Р3 каждую заготовку 12 полностью сгибают вокруг внутренней емкости 5 для образования направляющей 9, а каждую заготовку 11 частично сгибают вокруг внутренней емкости 5 и поверх направляющей 9.
Упаковочный узел 37 содержит упаковочный конвейер 41, снабженный множеством гнезд 42, циклично подаваемых по упаковочному пути Р4 скачкообразным образом (то есть, с цикличными поочередными этапами перемещений и остановок). Каждое гнездо 42 упаковочного конвейера 41 подходит для содержания внутренней емкости 5, снабженной направляющей 9 и соединенной с частично согнутой заготовкой 11, подаваемых вместе на станцию S7 передачи посредством гнезда 39 упаковочного конвейера 38. На станции S8 передачи завершенные сигаретные пачки 1 передают из гнезд 42 упаковочного конвейера 41 в сушильный конвейер. В показанном на чертежах варианте выполнения упаковочный конвейер 41 содержит барабан, установленный вращаемым образом вокруг центральной оси 43 вращения; по другому, полностью эквивалентному непоказанному варианту выполнения упаковочный конвейер 41 содержит конвейерную ленту, обмотанную петлей вокруг соответствующих концевых шкивов.
На Фиг. 12 показана упрощенная альтернатива жесткой сигаретной пачки 1, поскольку сигаретная пачка 1 по Фиг. 12 лишена как направляющей 9, так и наружной емкости 6. В частности, сигаретная пачка 1 по Фиг. 12 содержит мягкую упаковку 3, полностью идентичную мягкой упаковке 3 сигаретной пачки 1 по Фиг. 1 и 2, и содержит жесткий вид емкости 44, сходный с внутренней емкостью 5 сигаретной пачки 1, показанной на Фиг. 1 и 2. Емкость 44 отличается от внутренней емкости 5 благодаря отсутствию соединительных элементов 10 и большей высотой (то есть, продольным измерением) ее боковых стенок; фактически, во внутренней емкости 5 боковые стенки имеют высоту (то есть, продольное измерение), составляющую примерно половину высоты (то есть, продольного измерения) мягкой упаковки 3, в то время как в емкости 44 боковые стенки имеют высоту (то есть, продольное измерение), примерно равное (фактически, немного меньшее) высоте (то есть, продольному измерению) мягкой упаковки 3.
Емкость 44 выполнена путем сгибания заготовки 45 (показанной на Фиг. 13), сходной с заготовкой 13, показанной на Фиг. 8; соответственно, для подробного описания заготовки 45, показанной на Фиг. 13 следует обращаться полностью к предыдущему описанию заготовки 13 по Фиг. 8.
На Фиг. 14 показана упаковочная машина 22, изготавливающая пачку 1 по Фиг. 12, после этого образующая мягкую упаковку 3 путем сгибания листа 4 упаковочного материала вокруг всей группы 2 сигарет и образующая емкость 44 путем сгибания заготовки 45 вокруг всего листа 4 упаковочного материала. Указанная упаковочная машина 22 по Фиг. 14 сходна с упаковочной машиной 22 по Фиг. 10 и 11; соответственно, для подробного описания упаковочной машины 22 по Фиг. 14 дана ссылка на предыдущее описание упаковочной машины 22, показанной на Фиг. 10 и 11.
На Фиг. 15 показана дополнительная упаковочная машина 22, изготавливающая пачку 1 по Фиг. 12, после этого образующая мягкую упаковку 3 путем сгибания листа 4 упаковочного материала вокруг всей группы 2 сигарет и образующая емкость 44 путем сгибания заготовки 45 вокруг всего листа 4 упаковочного материала. Указанная упаковочная машина 22, показанная на Фиг. 15, сходна с упаковочной машиной 22, показанной на Фиг. 14, от которой она отличается горизонтальным расположением (вместо вертикального) упаковочного пути Р1, а также тем, что панели 15 и 17 заготовки 45 сразу сгибают на 90° относительно панели 16, когда заготовку 45 вместе с листом 4 упаковочного материала соединяют с сигаретной группой 2 на станции S2 подачи (в упаковочной машине 22, показанной на Фиг. 14, также как в упаковочной машине 22, показанной на Фиг. 10 и 11, панели 15 и 17 заготовки 45 сгибают исходно немного менее чем на 90° относительно панели 16 на станции S2 подачи, и их сгибание завершается на 90° на передаточной станции S3).
На Фиг. 16 показана дополнительная упаковочная машина 22, выполненная по настоящему изобретения, изготавливающая пачку 1 по Фиг. 12 и впоследствии образующая мягкую упаковку 3 путем сгибания листа 4 упаковочного материала вокруг всей группы 2 сигарет и образующая емкость 44 путем сгибания заготовки 45 вокруг всего листа 4 упаковочного материала. Упаковочная машина 22, показанная на Фиг. 16, схожая с упаковочной машиной 22, показанной на Фиг. 15, от которой она отличается только тем, что на станции S2 подачи лист 4 упаковочного материала и заготовку 45 подают отдельно от упаковочного конвейера 26. В частности, устройство 46 подачи подает лист 4 упаковочного материала, согнутого в виде “U” вокруг всей группы 2 сигарет, в гнездо 27 конвейера 26; впоследствии устройство 47 подачи подает заготовку 45, согнутую в виде “U” вокруг всей группы 2 сигарет и поверх листа 4 упаковочного материала, предварительно согнутого в виде “U”, в гнездо 27 упаковочного конвейера 26. Далее (то есть, после станции S2 подачи) заготовку 45 всегда сгибают вместе и одновременно с листом 4 упаковочного материала, как описано выше.
Показанный на Фиг. 16 вариант выполнения является особенно предпочтительным, поскольку отдельная подача лист а 4 упаковочного материала и заготовки 45 позволяют более точно контролировать расположение листа 4 упаковочного материала и заготовки 45 относительно группы 2 сигарет. Другими словами, когда лист 4 упаковочного материала и заготовка 45 предварительно наложены (как показано на Фиг. 14 и 15), сложно убедиться в том, что лист 4 упаковочного материала и заготовка 45 не образуют нежелательных перемещений относительно друг друга, которые могут создать неправильное расположение листа 4 упаковочного материала и/или заготовки 45 относительно группы 2 сигарет; вместо этого путем отдельной подачи листа 4 упаковочного материала и заготовки 45 возможно точно контролировать расположение обоих, всегда убеждаясь в верном расположении обоих относительно группы 2 сигарет. То есть, когда лист 4 упаковочного материала и заготовка 45 предварительно наложены, сложно контролировать верное расположение обоих, поскольку их наложение не позволяет полностью контролировать расположение отдельных элементов. Даже применение клея между листом 4 упаковочного материала и заготовкой 45 не является определяющим, поскольку недостаточно времени для высыхания клея, обеспечивая застывание положения листа 4 упаковочного материала относительно заготовки 45.
Важно отметить, что могут использоваться альтернативы упаковочной машины 22, показанной на Фиг. 15 и 16, с соответствующими изменениями, а также упаковочной машины 22 по Фиг. 10 и 11 для изготовления сигаретной пачки 1 по Фиг. 1 и 2.
Важно отметить, что лист 4 упаковочного материала длиннее (то есть, имеет большую продольную протяженность) и уже (то есть, имеет меньшую поперечную протяженность) относительно заготовок 13 и 45. Указанный лист 4 упаковочного материала длиннее (то есть, имеет большую продольную протяженность) относительно заготовок 13 и 45 для возможности изготовления верхней стенки мягкой упаковки 3 (вместо этого емкость 5 и 44 лишена верхней стенки). Кроме того, лист 4 упаковочного материала уже (то есть, имеет меньшую поперечную протяженность) относительно заготовок 13 и 45 для возможности применения клея 21, соединяющего один с другим язычки 18 и 20 заготовок 13 и 45 посредством гуммирующего устройства 36 (Фиг. 14 и 15).
Описанная выше упаковочная машина 22 имеет множество преимуществ.
В первую очередь, описанная выше упаковочная машина 22 структурно аналогична стандартной упаковочной машине, то есть, раскрытая выше упаковочная машина 22 может быть изготовлена посредством нескольких простых модификаций стандартной упаковочной машины.
Кроме того, упаковочная машина 22, описанная выше, также подходит для быстрой работы (то есть, с максимальной продуктивностью), в то же время обеспечивая высокое качество продукции.
Наконец, важно отметить, что описанную выше упаковочную машину 22 можно использовать как для получения пачки 1 по Фиг. 1 или 2, так и пачки 1 по Фиг. 12; просто для получения пачки 1 по Фиг. 1 и 2 также активно используются упаковочные конвейеры 38 и 41, однако в то же время для получения пачки 1 по Фиг. 12 упаковочные конвейеры 38 и 41 не используются активно (их можно проигнорировать или использовать пассивно в качестве конвейерных средств).
Реферат
Способ предназначен для получения жесткой пачки сигарет, содержащей мягкую упаковку, образованную путем сгибания листа упаковочного материала, и жесткую первую емкость, выполненную путем сгибания первой заготовки, причем первая заготовка содержит первую панель, образующую большую боковую стенку емкости, вторую панель, образующую нижнюю ее стенку, и третью панель, образующую другую большую боковую стенку емкости. Первая панель имеет два первых язычка, образующих часть малых боковых стенок емкости, вторая панель имеет два вторых язычка, а третья панель - два третьих язычка, образующих оставшуюся часть малых боковых стенок емкости. Способ содержит образование группы сигарет посредством формирующего узла, сгибание листа упаковочного материала и первой заготовки в виде “U” вокруг группы сигарет посредством первого сгибающего устройства так, чтобы согнуть первую панель и третью панель на 90° относительно второй панели и поверх соответствующих частей листа, сгибание листа и первой заготовки вместе и одновременно вокруг группы сигарет посредством третьего сгибающего устройства так, чтобы согнуть вторые язычки на 90° относительно второй панели вместе с соответствующими частями листа, сгибание листа и первой заготовки вместе и одновременно вокруг всей группы сигарет посредством третьего сгибающего устройства так, чтобы согнуть третьи язычки на 90° относительно третьей панели и поверх вторых язычков вместе с соответствующими частями листа, и сгибание листа и первой заготовки вместе и одновременно вокруг группы сигарет посредством четвертого сгибающего устройства так, чтобы согнуть первые язычки на 90° относительно первой панели и поверх третьих язычков вместе с соответствующими частями листа. При этом в способе дополнительно вначале сгибают только лист упаковочного материала в виде “U” вокруг группы сигарет, а затем сгибают первую заготовку в виде “U” вокруг группы сигарет и поверх листа. Изобретением является также и машина для осуществления способа. Группа изобретений обеспечивает упрощение. 2 н. и 10 з.п. ф-лы, 16 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ формирования пачки сигарет и устройство для его осуществления
Комментарии