Устройство (варианты) и способ изготовления упаковок для сигарет - RU2568089C2
Код документа: RU2568089C2
Чертежи















Описание
Изобретение относится к способу изготовления упаковок для сигарет с внешней упаковкой, предпочтительно в конструктивном выполнении в виде коробки с откидной крышкой, и внутренней упаковкой в виде уплотнительного элемента с окружающей содержимое упаковки внутренней заготовкой из, предпочтительно, не пропускающей запахи и влагу, термически свариваемой пленки, которая в области внутренней торцевой стенки имеет вспомогательное открывающее устройство многоразового использования, а в области боковых стенок внутренней упаковки имеет соединенные друг с другом посредством термической сварки фальцовочные закраины. При осуществлении способа содержимое упаковки подают через удерживаемую наготове внутреннюю заготовку с частичным оборачиванием содержимого упаковки во внутреннюю заготовку, фальцовочные закраины в области внутренней задней стенки внутренней заготовки соединяют друг с другом посредством термической сварки в плавниковый шов, и конечные участки плавникового шва фальцуют в плоскости внутренних боковых стенок таким образом, что они в области внутренних боковых стенок расположены на расстоянии от участков многократно перекрывающих друг друга фальцовочных закраин.
Изобретение относится также к вариантам устройства для изготовления упаковок для сигарет с внешней упаковкой, предпочтительно в конструктивном выполнении в виде коробки с откидной крышкой, и внутренней упаковкой в виде уплотнительного элемента с окружающей содержимое упаковки внутренней заготовкой из, предпочтительно, не пропускающей запахи и влагу, термически свариваемой пленки, которая в области внутренней торцевой стенки имеет вспомогательное открывающее устройство многоразового использования, а в области внутренних боковых стенок, а также внутренней задней стенки имеет соединенные друг с другом посредством термической сварки фальцовочные закраины, причем конечные участки плавникового шва расположены на расстоянии от участков многократно перекрывающих друг друга фальцовочных закраин в области внутренних боковых стенок.
Подобные способ и устройство известны из публикации WO 2009/098297.
Сигаретная упаковка, изготавливаемая с применением охарактеризованных выше способа и устройства, известна из практики. При этом в уровне техники сигаретный элемент или же уплотнительный элемент с группой сигарет расположен в коробке с откидной крышкой в качестве внешней упаковки. Заготовка внутренней оболочки имеет вспомогательное открывающее устройство многоразового использования. Оно состоит из заданного внутри заготовки внутренней оболочки за счет линиями тиснения затворного язычка и внешнего, перекрывающего затворный клапан и покрытого клеем манипуляционного язычка. Для открытия и закрытия уплотнительного элемента пользователь захватывает манипуляционный язычок. Заготовка уплотнительного элемента сфальцована вокруг партии сигарет так, что перекрывающие друг друга фальцовочные закраины возникают в области узких боковых сторон и в донной области. Расположенные по типу конверта фальцовочные закраины соединены друг с другом термической сваркой. Внутри уплотнительного элемента расположена внутренняя рамка из картона, которая имеет боковые закраины в области боковых закраин и донную закраину в области донной поверхности, соответственно для защиты сигарет от тепла и давления при термической сварке фальцовочных закраин.
Изобретение посвящено улучшениям этой и подобных (сигаретных) упаковок. Прежде всего, речь идет об условиях для эффективного изготовления упаковок и предотвращении деформации сигарет во время операций фальцовки и термического сваривания.
Согласно изобретению фальцовочные закраины в области внутренней задней стенки внутренней заготовки выполнены в виде плавниковой фальцовки и соединены друг с другом посредством термической сварки вне области партии сигарет в плавниковый шов, при этом плавниковый шов расположен на расстоянии от областей многократно перекрывающих друг друга фальцовочных закраин в области внутренних боковых стенок.
Согласно изобретению для термосвариваемой внутренней оболочки выбрана специальная фальцовка, которая переносит термические и механические нагрузки на концы сигарет. За счет плавникового шва тепло и давление не переносится на сигареты. В области боковых закраин могут быть соединены друг с другом посредством припаивания к боковой полке внутренней рамки перекрывающие друг друга фальцовочные закраины. Внутренняя рамка может быть выполнена в виде простой заготовки, прежде всего с U-образным поперечным сечением, а именно с опорным или же защитным язычком, только в области узких боковых стенок, но не в области задней стенки, которая имеет плавниковый шов.
Согласно предпочтительному осуществлению изобретения предусмотрено, что фальцовочные закраины внутренней заготовки сфальцованы по типу конверта с включением угловых закраин внутренней заготовки, и что плавниковый шов расположен в области перекрывающих друг друга угловых закраин и фальцовочных закраин в области выполненной по типу конверта фальцовки, прежде всего, на малом расстоянии в несколько миллиметров, предпочтительно, на расстоянии в 2-3 миллиметра, от области перекрывающих друг друга угловых закраин и фальцовочных закраин.
Еще одна особенность заключается в том, что фальцовочные закраины внутренней заготовки в области внутренних боковых стенок сфальцованы с образованием попеременного перекрытия в плоскости внутренних боковых стенок и соединены друг с другом посредством термической сварки, при этом фальцовочные закраины внутренней задней стенки с плавниковым швом прилегают к содержимому упаковки, а фальцовочные закраины внутренней передней стенки сфальцованы соответственно на фальцовочные закраины внутренней задней стенки с плавниковым швом.
Предлагаемый способ отличается тем, что содержимое упаковки подают через удерживаемую наготове внутреннюю заготовку в карман фальцовочного револьверного механизма, и что фальцовочные закраины в области внутренней задней стенки внутренней заготовки соединяют друг с другом посредством термической сварки в плавниковый шов на фальцовочном револьверном механизме, прежде всего в нескольких расположенных по контуру фальцовочного револьверного механизма и следующих друг за другом секциях термосваривания во время фазы остановки потактово приводимого в действие фальцовочного револьверного механизма.
Особое усовершенствование предлагаемого способа относится к последовательности, в которой фальцовочные закраины фальцуются в области внутренней боковой стенки.
В предпочтительной форме осуществления предлагаемого способа образование уплотнительного элемента распределяется на три транспортера, а именно два (фальцовочных) револьверного механизма и расположенный между ними плоский транспортер. Термическая сварка фальцовочных закраин выполняется, предпочтительно, в два шага на обоих револьверных механизмах.
Еще одна особенность заключается в боковой подаче внутренней рамки к партиям сигарет.
Также, особенность заключается в том, что внутренняя заготовка подготавливается при подаче содержимого упаковки с внутренней рамкой в карманы фальцовочного револьверного механизма и захватывается содержимым упаковки, при этом внутреннюю заготовку посредством мундштука укладывает на содержимое упаковки или же внутреннюю рамку. Габариты мундштука можно изменить, чтобы либо уложить внутреннюю заготовку на содержимое упаковки, либо создать пространство для толкателя, который подает фальцовочную закраину внутренней заготовки на планку термосваривания.
Особое значение при этом также имеет способ, при осуществлении которого выполняется термическая сварка плавникового шва на фальцовочном револьверном механизме сбоку вблизи его карманов.
Варианты предлагаемого устройства охарактеризованы в независимых пунктах 8 и 14 формулы изобретения.
Технический результат, достигаемый при осуществлении изобретения, заключается, в частности, в предотвращении деформации сигарет при фальцовке и термической сварке благодаря тому, что фальцовочные закраины в области внутренней задней стенки внутренней заготовки соединяют в плавниковый шов на фальцовочном револьверном механизме.
Предпочтительный пример осуществления изобретения описывается в дальнейшем на основе чертежей, на которых показано:
Фиг.1 - (сигаретная) упаковка типа коробки с откидной крышкой в пространственном изображении,
Фиг.2 - заготовка для внутренней рамки в разложенном, то есть не сфальцованном положении,
Фиг.3 - схематическое изображение фальцовки уплотнительного элемента,
Фиг.4 - сфальцованный уплотнительный элемент,
Фиг.5 - устройство для изготовления упаковок согласно фиг.1 в схематическом пространственном изображении,
Фиг.6 - вид устройства сбоку согласно фиг.5, Фиг.7 деталь устройства в области VII фиг.5 в увеличенном пространственном изображении,
Фиг.8 - деталь устройства согласно фиг.5 в увеличенном виде сбоку,
Фиг.9 - вертикальный разрез устройства по линии разреза IX-IX на фиг.6,
Фиг.10 и фиг.11 - деталь устройства согласно фиг.8 в области Х в увеличенном виде сбоку, во время различных фаз движения,
Фиг.12 - разрез устройства по линии разреза XII-XII на фиг.11,
Фиг.13 - деталь устройства в области XIII фиг.8 в увеличенном виде сбоку,
Фиг.14 - вид сбоку для изображения согласно фиг.13,
Фиг.15 - деталь устройства согласно фиг.8 в области XV в увеличенном виде сбоку,
Фиг.16 - разрез устройства по линии XVI-XVI на фиг.8 в увеличенном масштабе, и
Фиг.17 - деталь устройства согласно области XVII на фиг.6 в увеличенном виде сбоку.
Представленная здесь упаковка 10 предназначена, в первую очередь, для размещения сигарет, при этом количество сигарет в образовании объединено в качестве содержимого упаковки в партию 11 сигарет. По конструкции (сигаретная) упаковка 10 состоит из внешней упаковки 12 и внутренней упаковки 13. Внешняя упаковка 12 в данном случае является коробкой с откидной крышкой стандартной конструкции, а именно с (нижней) коробочной частью 14 и (верхней) крышкой 15, а также, при необходимости, внутренней рамкой 16. Внешняя упаковка 12 может быть образована иным способом, прежде всего в виде «shell-and-slide» упаковки или в виде коробки портсигарного типа.
Коробочная часть 14 и крышка 15 состоят из цельной заготовки (не показана) с областями для передней стенки 17 коробки, донной стенки 18, задней стенки 19 коробки, задней стенки 20 крышки, торцевой стенки 21 и передней стенки 22 крышки. Боковые стенки 23 коробки и боковые стенки 24 крышки состоят соответственно из перекрывающих друг друга боковых закраин, то есть образованы двухслойными.
Внутри образованной таким образом внешней упаковки 12 расположена выполненная в форме элемента внутренняя упаковка 13, а именно в конструктивном выполнении в виде уплотнительного элемента 25. Содержимое упаковки, прежде всего партии 11 сигарет, со всех сторон окружено внутренней заготовкой 26 из пленки, которая благодаря своему составу, предпочтительно, не пропускает влагу и запахи. Кроме того, материал внутренней заготовки 26 может термически свариваться так, что фальцовочные закраины могут быть соединены друг с другом за счет тепла и давления.
Особенностью уплотнительного элемента 25 или же внутренней заготовки 26 является многоразово используемое, то есть повторно закрываемое вспомогательное открывающее устройство. Оно состоит из открывающего язычка 27, который высвобождает отверстие для отбора в расположенной внутри пленке или же слое пленки. Открывающий язычок 27 в данном случае ограничен U-образной линией 28 ослабления, а именно перфорацией, сквозной линией тиснения или иным подходящим ослаблением материала. При открытии уплотнительного элемента 25 открывающий язычок 27 помещается с помощью манипуляционного органа, а именно манипуляционного язычка 29, в положение открытия.
Манипуляционный язычок 29 является частью внутренней заготовки 26 или же частью внешнего слоя внутренней заготовки 26. Манипуляционный язычок 29 ограничен по существу U-образной линией 30 ослабления или тиснения. Манипуляционный язычок 29 больше открывающего язычка 27 и перекрывает его образованной, предпочтительно, с трех сторон (U-образной) затворной полосой 31. Она примыкает к окружающей отверстие для извлечения краевой полосе внутреннего слоя в качестве подложки открывающего язычка 27. Манипуляционный язычок 29, по меньшей мере, в области затворной полосы 31 покрыт долговременно действующим клеем.
Заготовка для уплотнительного элемента 25, то есть внутренняя заготовка 26, разделена линиями фальцовки на области для внутренней передней стенки 32, внутренней торцевой стенки 33 и внутренней задней стенки 34. По всей длине внутренней заготовки 26 по обеим сторонам проходят боковые полосы для образования связанных между собой внутренних боковых закраин 35. На свободных концах развернутой внутренней заготовки 26 в области внутренней задней стенки 34 образованы фальцовочные закраины 108, 109, которые проходят по всей ширине внутренней заготовки 26. Эти фальцовочные закраины соединены друг с другом в плавниковый шов 37 особым способом.
Для захвата манипуляционного язычка 29 в области внутренней передней стенки 32 он имеет по центру язычок 45 для захвата. Он находится в свободной от клея области. Язычок 45 для захвата расположен так, что он всегда лежит над передней стенкой 17 коробки, то есть может быть свободно захвачен. Кроме того, язычок 45 для захвата может быть, предпочтительно, сфальцован на манипуляционный язычок 29 и может быть там зафиксирован клеем. Таким образом, манипуляционный язычок 29 позволяет его более просто захватить.
Еще одна особенность заключается в конструктивном выполнении уплотнительного элемента 25 или же фальцовки внутренней заготовки 26. Внутренняя заготовка 25 сфальцована таким образом, что с обратной стороны, а именно в области внутренней задней стенки 34, расположены выступающие фальцовочные закраины 108, 109 внутренней заготовки 26 с образованием плавникового шва 37. В этой области термическая сварка фальцовочных закраин 108, 109 может производиться без переноса давления и/или тепла на концы сигарет. Поперечно отстоящий плавниковый шов 37 после этого фальцуется на внутреннюю заднюю стенку 34. Выступающие по краям за содержимое упаковки конечные области плавникового шва 37 затем фальцуются вместе с соответствующими фальцовочными закраинами 110 по бокам в плоскости внутренних боковых стенок 35 уплотнительного элемента 25. Затем на них укладываются выступающие из плоскости внутренней передней стенки 32 фальцовочные закраины 111 и термически свариваются.
Для защиты содержимого упаковки, а именно сигарет, при термической сварке боковых закраин в области внутренних боковых стенок 35 внутри уплотнительного элемента 25 расположено защитное покрытие, которое проходит, по меньшей мере, в области внутренних боковых стенок 35 внутренней передней стенки 32. В области внутренней задней стенки 34 защитное покрытие не предусмотрено. В данном случае речь идет о внутренней рамке 38 (фиг.2), которая частично окружает партию 11 сигарет.
В этом примере осуществления внутренняя рамка 28 проходит по всей длине или же высоте партии 11 сигарет с передней стенкой 39 внутренней рамки с передней стороны. Боковые стенки 40 внутренней рамки фальцуются на боковые участки партии 11 сигарет и проходят в области внутренних боковых стенок 35 для защиты партии 11 сигарет от тепла и давления. Выемка 42 в области передней стенки 39 внутренней рамки обеспечивает возможность извлечения сигарет при открытом уплотнительном элементе 25. Еще одна особенность - это выступ 43, образованный на нижнем конце передней стенки 39 внутренней рамки напротив выемки 42 таким образом, что внутренняя рамка 38 может быть вырезана по существу без отходов из движущегося полотна 54 материала.
Особенностью является способ изготовления для уплотнительного элемента 25 (фиг.3). Сначала заготовка для внутренней рамки 38 фальцуется в U-образную форму, а выступ 43 укладывается в плоскость внутренней донной стенки 36 и подается к сформированной партии сигарет 11. Затем подготовленные внутренние заготовки 26 удерживаются наготове, а именно подаются в (вертикальной) поперечной плоскости. Партия 11 сигарет расположена таким образом, что концы с фильтром направлены назад в направлении транспортировки. В комбинации с направляющими или же фальцовочными органами во время транспортировки внутренняя заготовка 26 фальцуется U-образно вокруг партии 11 сигарет и внутренней рамки 38.
Во время первого шага U-образной фальцовки фальцуются также и угловые закраины 75 передней стороны (фиг.5). Затем фальцовка выполняется в области внутренней задней стенки 34, а именно выполняется плавниковый шов 37 и его термическая сварка. Затем плавниковый шов 37 укладывается к внутренней задней стенке, и фальцуются угловые закраины 89 с задней стороны. Затем фальцовочные закраины 110, 111 фальцуются в область внутренних боковых стенок 35. После этого осуществляется термическая сварка накладывающихся друг на друга фальцовочных закраин 110, 111. Изготовленный таким образом уплотнительный элемент 25 подходящим способом вводится во внешнюю упаковку 12.
Одна из особенностей заключается в том, что плавниковый шов 37 расположен на расстоянии от накладывающихся друг на друга несколько раз фальцовочных закраин 110, 111 и угловых закраин 75, 89 в области внутренней боковой стенки 35. При этом речь идет, прежде всего, об области, в которой сфальцованные по типу конверта фальцовочные закраины 110, 111 и угловые закраины 75 или же 89 накладываются друг на друга, за счет чего возникает многослойная конструкция. Плавниковый шов 37 расположен на расстоянии А от этой области. Предпочтительно, это расстояние А составляет несколько миллиметров, прежде всего 2-3 миллиметра.
Далее разъясняется предпочтительное устройство, а также способ изготовления показанных на фиг.1 упаковок 10. На фиг.5 и 6 показано соответствующее устройство в схематичном пространственном изображении или же виде сбоку.
Сигареты удерживаются наготове в вертикальных шахтах сигаретного магазина 46 и известным способом выталкиваются посредством толкающих направляющих 47 из сигаретного магазина 46. Каждая толкающая направляющая 47 при этом захватывает партию сигарет 11 из лежащих рядом и друг на друге сигарет, и толкает их из сигаретного магазина 46 в карманы 48 револьверного механизма 49. Для этого между сигаретным магазином 46 и револьверным механизмом 49 расположено сигаретное передаточное устройство 50, которое образует формацию сигарет.
За счет толкающих направляющих 47 при каждом втором такте револьверного механизма 49 совместно приводятся, за счет чего в каждой фазе остановки револьверного механизма 49 заполняются два кармана 48. Затем револьверный механизм 49 перемещается на две позиции дальше так, что могут быть введены следующие партии 11 сигарет.
Револьверный механизм 49 расположен поперек направлению выталкивания толкающих направляющих 47 и вращается вокруг горизонтальной оси. Партии 11 сигарет соответственно по бокам вталкиваются в карманы 48, которые находятся в верхнем положении. Выталкиваются партии сигарет 11 в нижнем положении после поворота револьверного механизма 49 за несколько шагов. Для этого служит толкатель 51, который выталкивает партию 11 сигарет в горизонтальном направлении и вталкивает в расположенные на примыкающем револьверном механизме 52 карманы 53. В этих карманах к этому моменту уже находится U-образно сформованная внутренняя рамка 38.
Внутренние рамки 38 подаются на револьверный механизм 52 в по существу горизонтальной плоскости. Это показано на фиг.7. Внутренние рамки 38 транспортируется в форме непрерывно движущегося полотна 54 материала вдоль горизонтального участка транспортировки и разъединяется посредством режущего устройства 55. В данном случае режущее устройство 55 состоит из ножевого вала 56 и соответствующего ответного ролика 57, которые разрезают полотно 54 материала известным способом.
Затем отрезанные внутренние рамки 38 за счет последовательных пар 58 транспортировочных роликов разносят на расстояние друг от друга, и транспортируются вдоль поперечного транспортера 60 в область направляющего стержня 59, который последовательно извлекает внутренние рамки 38 из транспортировочного канала 60 и за счет поворота направляющего стержня 59 на 90° вдавливается в формовочный карман 61. При этом внутренняя рамка 38 U-образно фальцуется. Во время транспортировки внутренних рамок 38 вдоль поперечного транспортера 60 также частично загибается выступ 43, а именно поперек к передней стенке 39 внутренней рамки. Это могут происходить за счет подходящих средств фальцовки, таких как, например, передаточные устройства фальцовки.
Сфальцованная внутренняя рамка 38 затем транспортируется толкателем 62, который воздействует на формовочный карман 61, в карман 53 потактово приводимого в действие револьверного механизма 52 и передается в него.
После того, как сфальцованные внутренние рамки 38 введены в карман 53 револьверного механизма 52, револьверный механизм 52 потактово перемещается дальше на две позиции, благодаря чему партии 11 сигарет в этой секции вталкиваются вдоль горизонтальной плоскости в карманы 53 и могут быть объединены с удерживаемой в них наготове внутренней рамкой 38. После поворота револьверного механизма 52 еще на 180° партия 11 сигарет с уложенной вокруг нее внутренней рамкой 38 может быть вытолкнута в горизонтальной плоскости. Для этого служит еще один толкатель 63.
С помощью толкателя 63 партии 11 сигарет с положенной вокруг них внутренней рамкой 38 вталкиваются в карманы 64 последующего фальцовочного револьверного механизма 65. Также и фальцовочный револьверный механизм 65 поворачивается вокруг горизонтальной оси и потактово приводится в действие как револьверный механизм 52. Фальцовочный револьверный механизм 65 выполнено в виде барабана с толкателем 66 для выталкивания внутренних упаковок 13. Фальцовочный револьверный механизм 65 и револьверный механизм 52 расположены в смещенных относительно друг друга на 90° плоскостях, при этом для передачи групп 11 сигарет соответственно один радиально расположенный карман 64 расположен соосно карману 53.
Во время передачи групп 11 сигарет с уложенной вокруг нее внутренней рамкой 38 с револьверного механизма 52 на фальцовочный револьверный механизм 65 подается внутренняя заготовка 26 и оборачивается вокруг партии 11 сигарет и внутренней рамки 38.
Внутренняя заготовка 26 подается сверху, а именно в форме непрерывно движущегося полотна 67 материала, которое подается по нескольким направляющим роликам 68 в область маятникового накопителя 69. После участка маятникового накопителя 69 отдельные внутренние заготовки 26 отделяются из полотна материала (не показано подробно). Затем разъединенные внутренние заготовки 26 со стороны края передаются по двум расположенным на расстоянии всасывающим пневмотранспортерам 70 и удерживаются наготове на пути транспортировки групп 11 сигарет. Всасывающие пневмотранспортеры 70 расположены на таком расстоянии, что партии 11 сигарет могут быть продвинуты между двумя всасывающими пневмотранспортерами 70 или же их ветвями 71 с захватом внутренней заготовки 26. При этом внутренняя заготовка 26 U-образно укладывается вокруг партии 11 сигарет с внутренней рамкой 38. Внутренние рамки 38 удерживаются за счет разряжения на ветвях 71 всасывающего пневмотрапспортера 70. В целях полного раскрытия приводится ссылка на ЕР 0031515 В1 заявителя, которая показывает конструкцию таких органов транспортировки.
Фальцовочный револьверный механизм 65 потактово приводится в действие и имеет несколько радиально направленных карманов 64 для размещения частично обернутой во внутреннюю заготовку 26 партии 11 сигарет с внутренней рамкой 38. По бокам на карманах 64 расположены фальцеватели 74, которые также направлены радиально и укладывают по обеим сторонам внутренней торцевой стенки 33 выступающие за партию 11 сигарет угловые закраины 75 внутренней торцевой стенки 33 к боковым стенкам 40 внутренней рамки, в то время как партия 11 сигарет с внутренней заготовкой 26 вталкивается в карман 64 (фиг.10).
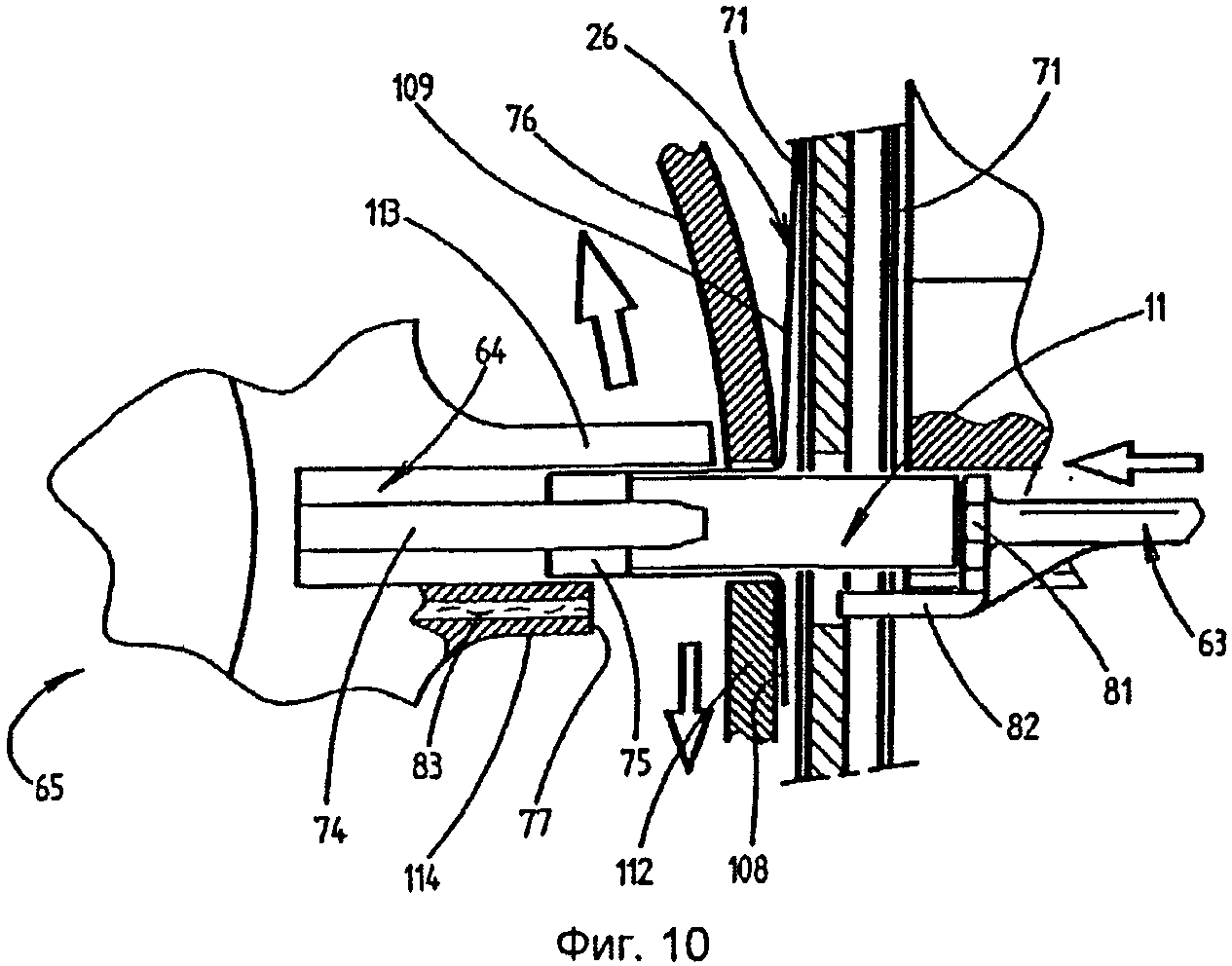
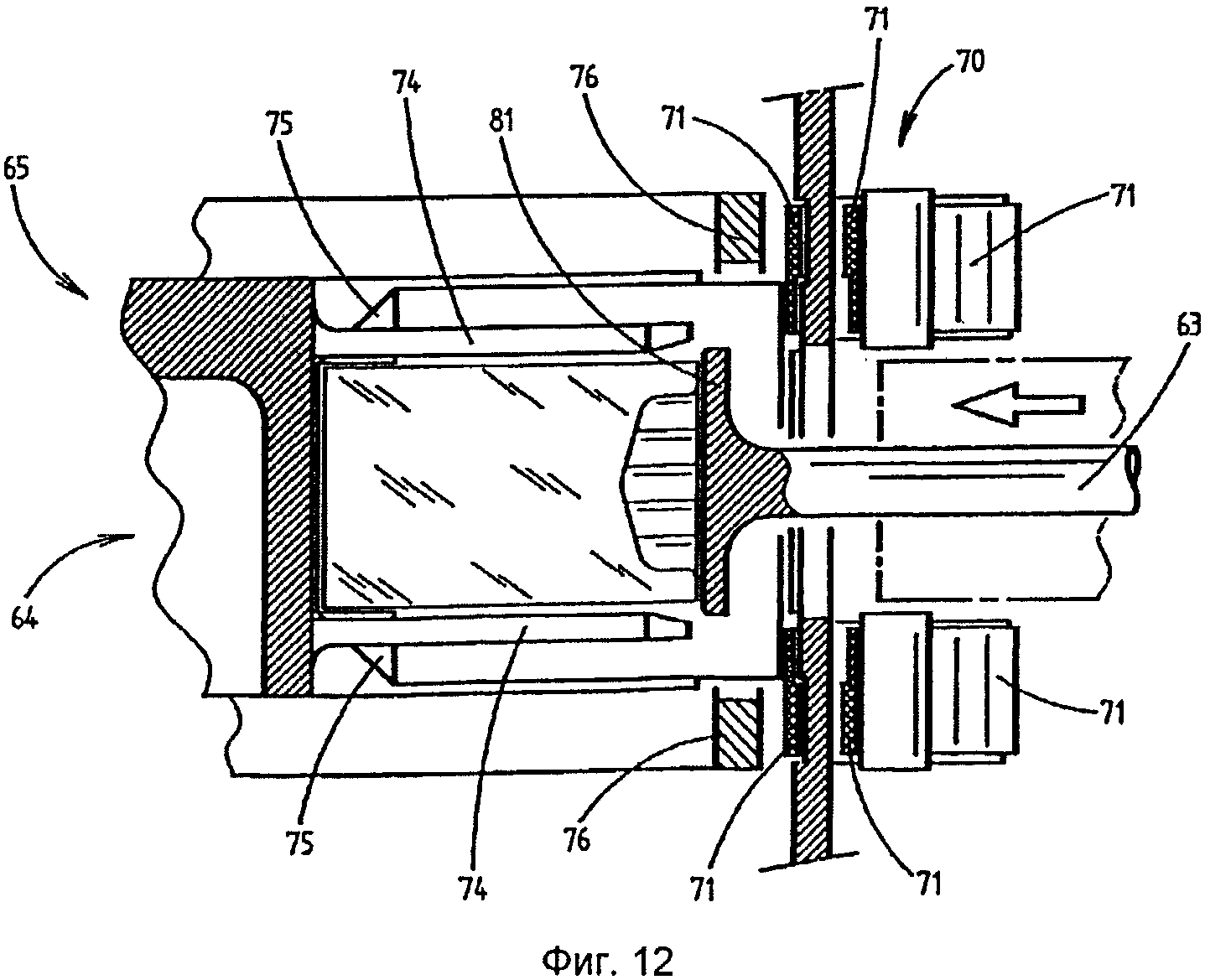
При этом особенность заключается в том, что толкатель 63 имеет вертикальную толкающую пластину 81, которая предназначена для прилегания к внутренней торцевой стенке 33 внутренней упаковки 13. Кроме того, под пластиной 81 толкателя выполнен выступающий в направлении транспортировки толкающий выступ 82. Толкающий выступ 82 проходит в области внутренней задней стенки 34 и обеспечивает, что нижняя фальцовочная закраина 108 внутренней заготовки 26 укладывается для плавникового шва 37 на соотнесенную с каждым карманом планку 77 термосваривания с несколькими расположенными на расстоянии друг от друга всасывающими каналами 83 (фиг.11) Толкающий выступ 82 выступает относительно толкающей пластины 81 настолько, что краевая область фальцовочной закраины 108 прижимается к планке 77 термосваривания кармана 64, где она удерживается за счет разряжения.
В области вышеописанной секции вталкивания на контуре фальцовочного револьверного механизма 65 расположена внешняя направляющая 76, которая предназначена для того, что вначале выступающая радиально из кармана 64 фальцовочная закраина 109 укладывается для образования плавникового шва 37 на контуре фальцовочного револьверного механизма 65, как только фальцовочный револьверный механизм 65 будет провернуто дальше на одну позицию. Таким образом, одна фальцовочная закраина 109 находится на контуре фальцовочного револьверного механизма 65 сбоку вблизи группы 11 сигарет, а другая фальцовочная закраина 108 - на планке 77 термосваривания соответствующего кармана 64.
К тому же в удлинение внешней направляющей 76 в области вталкивающей секции расположена подвижная в вертикальном направлении ответная направляющая 102. Ответная направляющая 102 служит для того, чтобы вместе с нижним свободным концом внешней направляющей 76 образовывать мундштук, через который направляется партия 11 сигарет с внутренней заготовкой 26. За счет ответной направляющей 102 и внешней направляющей 76 внутренняя заготовка 26 укладывается на партию 11 сигарет или же внутреннюю рамку 18. Для этого ответная направляющая 102 и внешняя направляющая 76 располагаются на таком расстоянии относительно друг друга, что внутренняя заготовка 26 прижимается к партии 11 сигарет или же внутренней рамке 18. За счет возникающего трения не допускается, что внутренняя заготовка 26 при вталкивании смещается к партии 11 сигарет, прежде всего встает наклонно или соскальзывает (фиг.10). Эта мера связана с тем, что стенки 113, 114 кармана 64 имеют различную длину. Стенка 113 кармана проходит по всей длине партии 11 сигарет, а противоположная стенка 114 кармана, напротив, короче и имеет планку 77 термосваривания: Соответственно, внутренняя заготовка 26 при вталкивании сначала контактирует с более длинной стенкой 113 кармана и при этом может сместиться, если бы внутренняя заготовка 26 не прижималась к партии 11 сигарет или же внутренней рамке 18.
После вталкивания партии сигарет и внутренней рамки 18 в карман 64 ответная направляющая 102 снова выставляется на расстояние от внешней направляющей 76 для того, чтобы обеспечить проходит толкателя 63 (фиг.11).
Еще одна особенность заключается в том, что сначала термически сваривается плавниковый шов 37 в области внутренней задней стенки 34 и только после этого фальцовочные закраины 110, 111 в области внутренних боковых стенок 35.
Термическая сварка плавникового шва 37 выполняется в трех секциях 78 термосваривания во время потактовой транспортировки внутренних упаковок 13 на фальцовочном револьверном механизме 65. В секциях 78 термосваривания на контуре фальцовочного револьверного механизма 65 расположен соответственно один орган термосваривания, например нагреваемая колодка 79 термосваривания. Колодка 79 термосваривания может передвигаться через непоказанный привод в радиальном направлении к фальцовочному револьверному механизму 65 для того, чтобы термически сваривать обе фальцовочные закраины 108, 109 внутренней заготовки 26 для плавникового шва 37 за счет давления и температуры. При этом колодка 79 термосваривания продвигается через выемку 80 во внешней направляющей 76 с захватом второй фальцовочной закраины 109 для плавникового шва 37 к планке 77 термосваривания. После (частичной) термической сварки плавникового шва 37 колодка 79 термосваривания выставляется на расстояние относительно планки 77 термосваривания, так что фальцовочный револьверный механизм 65 может смещаться на одну секцию дальше.
В данном примере осуществления фальцовочный револьверный механизм 65 имеет двенадцать карманов 64. Три секции 78 термосваривания находятся в положении 11, 12 и 1 час. В каждой секции 78 термосваривания фальцовочные закраины 108, 109 внутренней заготовки 26 термически свариваются в области плавникового шва 37, благодаря чему обеспечивается достаточно плотное или же прочное соединение. В зависимости от времени вращения на фальцовочном револьверном механизме 65 может быть предусмотрено большее или меньшее количество секций 78 термосваривания.
Во время изготовления плавникового шва 37 фальцовочные закраины 110, 111 внутренней заготовки 26 для внутренних боковых стенок 35 еще не сфальцованы и отстоят по существу по бокам. Фальцовка этих боковых закраин выполняется только после выталкивания внутренних упаковок 13 из фальцовочного револьверного механизма 65.
В секции выталкивания фальцовочного револьверного механизма 65 в положении 9 часов частично термически сваренные внутренние упаковки 13 с направленным вверх плавниковым швом 37 в области внутренней задней стенки 34 выталкиваются из фальцовочного револьверного механизма 65 и передаются на горизонтальный транспортер 85. Это происходит посредством толкателя 66, расположенного внутри выполненного в форме барабана фальцовочного револьверного механизма 65. Он толкает внутренние упаковки 13 в области примыкающего транспортера 85. При этом плавниковый шов 37 укладывается или же фальцуется через нижний конец внешней направляющей 76 против направления транспортировки на внутреннюю заднюю стенку 34.
Также и транспортер 85 приводится в действие потактово и имеет боковые, С-образные в поперечном сечении направляющие 86, в которых расположенные на расстоянии от друг друга внутренние упаковки 13 могут потактово смещаться вдоль горизонтального транспортера 85. Для этого служит толкатель 87, который захватывает непоказанным приводом соответственно две внутренних упаковки и транспортирует их на одну позицию дальше. Толкатель 87 имеет с верхней стороны два углубления 88, которые имеют соответствующие размеры для размещения одной внутренней упаковки 13. В качестве еще одной особенности направляющие 86 имеют в области входа фальцеватель 90 для укладывания других угловых закраин 89 с обеих сторон.
Затем во время транспортировки внутренней упаковки 13 фальцовочные закраины 110, 111 фальцуются в области внутренних боковых стенок 35. Это может выполняться за счет непоказанных передаточных устройств фальцовки, которые, в принципе, известны из уровня техники. Однако еще одна особенность заключается в выполнении фальцовки. А именно: сначала фальцуются отстоящие по бокам в области внутренней задней стенки 34 фальцовочные закраины 110, которые имеют также и плавниковую фальцовку 37, на содержимое упаковки, а затем выступающие по бокам в области внутренней передней стенки 32 фальцовочные закраины 111. Таким образом, фальцовка по типу конверта укомплектовывается во время транспортировки внутренней упаковки 13 на транспортере 85, и затем внутренняя упаковка 13 посредством толкателя 87 вводится в карманы примыкающего револьверного механизма 92 термосваривания. После передачи частично сфальцованной внутренней упаковки 13 она находится в конфигурации согласно фиг.4 на потактово приводимом в действие револьверном механизме 92 термосваривания.
Карманы 91 вращающегося вокруг горизонтальной оси револьверного механизма 92 термосваривания направлены радиально и служат для размещения соответственно одной внутренней упаковки 13. В секции вталкивания револьверного механизма 92 термосваривания согласно фиг.15 один карман 91 направлен соосно с ним для размещения внутренней упаковки 13 в удлинение транспортера 85. После термической сварки внутренней упаковки 13 в области внутренних боковых стенок 35 во время проворачивания на револьверном механизме 92 термосваривания упаковки выводятся в расположенной напротив секции вталкивания секции выдачи. То есть термическая сварка выполняется в течение одного поворота револьверного механизма 92 термосваривания на 180°.
В данном случае предусмотрены четыре устройства 93 термосваривания, а именно в положении 11 часов, 12 часов, 1 час и 2 часа. Устройства 93 термосваривания состоят соответственно из двух колодок 94 термосваривания, которые могут прижиматься с обеих сторон по всей поверхности к внутренним боковым стенкам 35 внутренней упаковки 13. Во время фазы остановки револьверного механизма 92 термосваривания производится соответственно термическая сварка фальцовочных закраин 110, 111 в четырех расположенных друг за другом секциях. Понятно, что может быть предусмотрено как большее, так и меньшее количество устройство 93 термосваривания. Устройства 93 термосваривания могут быть расположены также и в других позициях.
Как показано, прежде всего, на фиг.16, револьверный механизм 92 термосваривания имеет два расположенных в параллельных плоскостях диска 95 револьверного механизма, которые расположены на расстоянии от друг друга. В дисках 95 револьверного механизма расположены выемки для образования радиальных карманов 91. Для вталкивания внутренних упаковок 13 в карманы 91 толкатель 87 входит между двумя дисками 95 револьверного механизма. Кроме того, вдоль пути транспортировки внутренних упаковок 13 по контуру револьверного механизма 92 термосваривания предусмотрена внешняя направляющая 96. Колодки 94 термосваривания перемещаются для термической сварки в горизонтальном направлении к внутренним боковым стенкам 35 или же снова удаляются после термической сварки для дальнейшего перемещения револьверного механизма 92 термосваривания на одну позицию,
Выдача полностью термически заваренных внутренних упаковок 13 выполняется в уже названной секции выдачи. Там упаковки захватываются горизонтальным выходным транспортером 97, который как толкатель 87 входит между дисками 95 револьверного механизма для того, чтобы извлечь упаковку из кармана 91. На выходном транспортере 97 лежат внутренние упаковки внутренней задней стороной 34 вниз на ветви 98 транспортера между его поводками 99.
В области выходного транспортера 97 на внутренние передние стенки 32 уплотнительных элементов 25 могут быть уложены сверху купоны 100 или другие элементы с нанесенной печатью. Подходящие для этого укладчики купонов и магазины для предоставления купонов 100 известны из уровня техники.
Кроме того, предусмотрен узел для разъединения, подачи и укладки внутренней рамки 16 к уплотнительным элементам 25. На фиг.5 показана подача непрерывно движущегося полотна 101 материала и следующее за ней режущее устройство 102 с ножевым роликом 103 и ответным роликом 104 для вырезания внутренней рамки 16 из полотна 101 материала. Разъединенные внутренние рамки 16 далее разводятся на расстояние друг от друга и затем передаются на поперечный транспортер 105, который транспортирует внутреннюю рамку 16 в направлении транспортера 106 до положения над уплотнительными элементами 25. Там вталкиватель 106 внутренней рамки укладывает их на уплотнительные элементы 25. Устройство может быть выполнено в этой области согласно ЕР 0496261 В1 или ЕР 0667232 В1 фирмы-заявителя.
После подачи внутренней рамки 16 уплотнительные элементы 25 передаются на фальцовочный револьверный механизм 107, в котором наготове держаться предварительно сфальцованные заготовки для внешней упаковки 12. Затем упаковку 10 известным способом укомплектовывают в фальцовочном револьверном механизме 107.
Понятно, что подача купонов 100 и внутренних рамок 16 является факультативной и не обязательно должна присутствовать.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
Реферат
Способ изготовления упаковок для сигарет с внешней упаковкой в виде коробки с откидной крышкой и внутренней упаковкой в виде уплотнительного элемента с окружающей содержимое упаковки внутренней заготовкой из не пропускающей запахи и влагу термически свариваемой пленки, которая в области внутренней торцевой стенки имеет открывающее устройство многоразового использования, а в области боковых стенок внутренней упаковки имеет соединенные посредством термической сварки фальцовочные закраины. Содержимое упаковки подают через удерживаемую наготове внутреннюю заготовку с частичным оборачиванием содержимого во внутреннюю заготовку. Фальцовочные закраины в области внутренней задней стенки внутренней заготовки соединяют друг с другом посредством термической сварки в плавниковый шов. Конечные участки плавникового шва фальцуют в плоскости внутренних боковых стенок таким образом, что они в области внутренних боковых стенок расположены на расстоянии от участков многократно перекрывающих друг друга фальцовочных закраин. Содержимое упаковки подают через внутреннюю заготовку в карман фальцовочного револьверного механизма. Фальцовочные закраины соединяют друг с другом в плавниковый шов на фальцовочном револьверном механизме в нескольких расположенных по контуру фальцовочного револьверного механизма и следующих друг за другом секциях термосваривания во время фазы остановки потактово приводимого в действие фальцовочного револьверного механизма. Группа изобретений обеспечивает при фальцовке и сварке отсутствие сдавливания сигарет. 3 н. и 13 з.п. ф-лы, 17 ил.
Формула
- оно содержит фальцовочный револьверный механизм (65) с карманами (64), выполненными с возможностью вталкивания в каждый из них содержимого упаковки с уложенной вокруг него внутренней заготовкой (26) вдоль горизонтального участка (85) транспортировки,
- предусмотрено несколько расположенных по контуру фальцовочного револьверного механизма (65) секций (78) термосваривания для термической сварки фальцовочных закраин внутренней заготовки (26) в области внутренней задней стенки (34) внутренней заготовки (26) по типу плавникового шва (37),
- в области примыкающего к фальцовочному револьверному механизму (65) горизонтального участка (85) транспортировки, который выполнен с возможностью транспортировки частично термически заваренной внутренней упаковки (13), боковые закраины фальцовки в области внутренних боковых стенок (35) являются фальцуемыми по типу конверта,
- к горизонтальному участку (85) транспортировки примыкает револьверный механизм (92) термосваривания с возможностью ввода в его карман (91) частично термически заваренной и полностью сфальцованной внутренней упаковки (13),
- по контуру револьверного механизма (92) термосваривания расположены секции (93) термосваривания для термической сварки по всей площади фальцовочных закраин в области внутренних боковых стенок (35).
Комментарии