Устройство для производства запечатанных упаковок (варианты) и способ производства запечатанных упаковок (варианты) - RU2136552C1
Код документа: RU2136552C1
Чертежи


Описание
Настоящее изобретение в целом относится к устройствам для прикрепления упаковок к ленте транспортера и, более конкретно - к способу и устройству для съемного прикрепления гибких упаковок к ленте демонстрационного транспортера и одновременного формирования запечатанного края каждой упаковки.
По предшествующему уровню техники известен способ формирования гибких упаковок, например, упаковок легких закусок, и прикрепления упаковок к ленте транспортера, которая может выставляться в бакалейных магазинах и т.п. Потребитель может снять упаковку с транспортера, не нарушая упаковку, то есть без нежелательного нарушения герметичности упаковки. Одно из главных свойств таких демонстрационных ленточных систем состоит в удобстве их применения на предприятиях розничной торговли, имеющих ограниченное пространство. Демонстрационные ленты значительно компактнее обычных демонстрационных стеллажей, которые не могут устанавливаться в некоторых заведениях из-за ограниченного пространства или не оправдывают себя из-за ограниченного объема продаж. Демонстрационные ленты и присоединенные к ним упаковки требуют мало места и могут располагаться на прилавке или другом пригодном основании.
В патентах США N 4422552 и N 4476619, выданных Палмеру, описаны способы и устройства для загиба запечатанного края или кромки упаковки в паз демонстрационной ленты. Процесс загиба и вставки запечатанного края множества упаковок в пазы демонстрационной ленты часто производится вручную и требует значительных временных и материальных затрат. В то же время, предшествующий уровень техники включает и альтернативные способы присоединения гибких упаковок к демонстрационной ленте.
Например, патент США N 2272623, выданный Раннеру, описывает демонстрационную ленту с упаковками, которые съемным способом присоединены к ней при помощи клея. В патенте США N 4003782, выданном Фарелли, описаны упаковки, которые приклеиваются к двум полосам клея, реагирующего на нажим, на ленте, после чего она укладывается в коробку или что-то подобное. Известен также способ присоединения пустых упаковок к ленте, монтажа ее основания, и последующего заполнения упаковок (см. Патент США N 3331182, выданный Хэннону). При применении упомянутых выше способов присоединения упаковок к демонстрационной ленте возникает несколько проблем. Одна проблема, которая часто возникает при креплении упаковок при помощи клея, состоит в том, что упаковки не могут легко отделяться от ленты без нарушения их герметичности. Дополнительные проблемы возникают при попытках автоматизировать процесс присоединения гибких упаковок к ленте транспортера вследствие ограниченности доступного пространства под запечатывающими губками обычного упаковочного устройства. Другими словами, пространство под запечатывающими губками для размещения автоматического устройства для присоединения упаковок к ленте ограничено или отсутствует.
Очевидно, что существует необходимость в способе и устройстве для съемного присоединения гибких упаковок к демонстрационной ленте без проблем, присущих существующим устройствам.
В настоящем изобретении предлагаются способ и устройство для съемного присоединения гибких упаковок к демонстрационной ленте с одновременным запечатыванием края каждой упаковки. В предпочтительном варианте настоящее изобретение включает новое устройство запечатывающих губок, которое допускает подачу демонстрационной ленты в непосредственной близости к запечатывающему устройству. Запечатывающие губки формируют поперечное уплотнение упаковки, причем заполненная упаковка, находящаяся снизу губок, запечатывается в верхней части, а пустая упаковка, находящаяся выше губок, запечатывается в нижней части. Верхнее уплотнение заполненной упаковки съемно прикрепляется к ленте демонстрационного транспортера одновременно с формированием поперечного уплотнения. Непрерывная демонстрационная лента с присоединенными к ней упаковками после этого может перемещаться подходящим для этой цели конвейером к месту упаковки и подготовки к транспортировке.
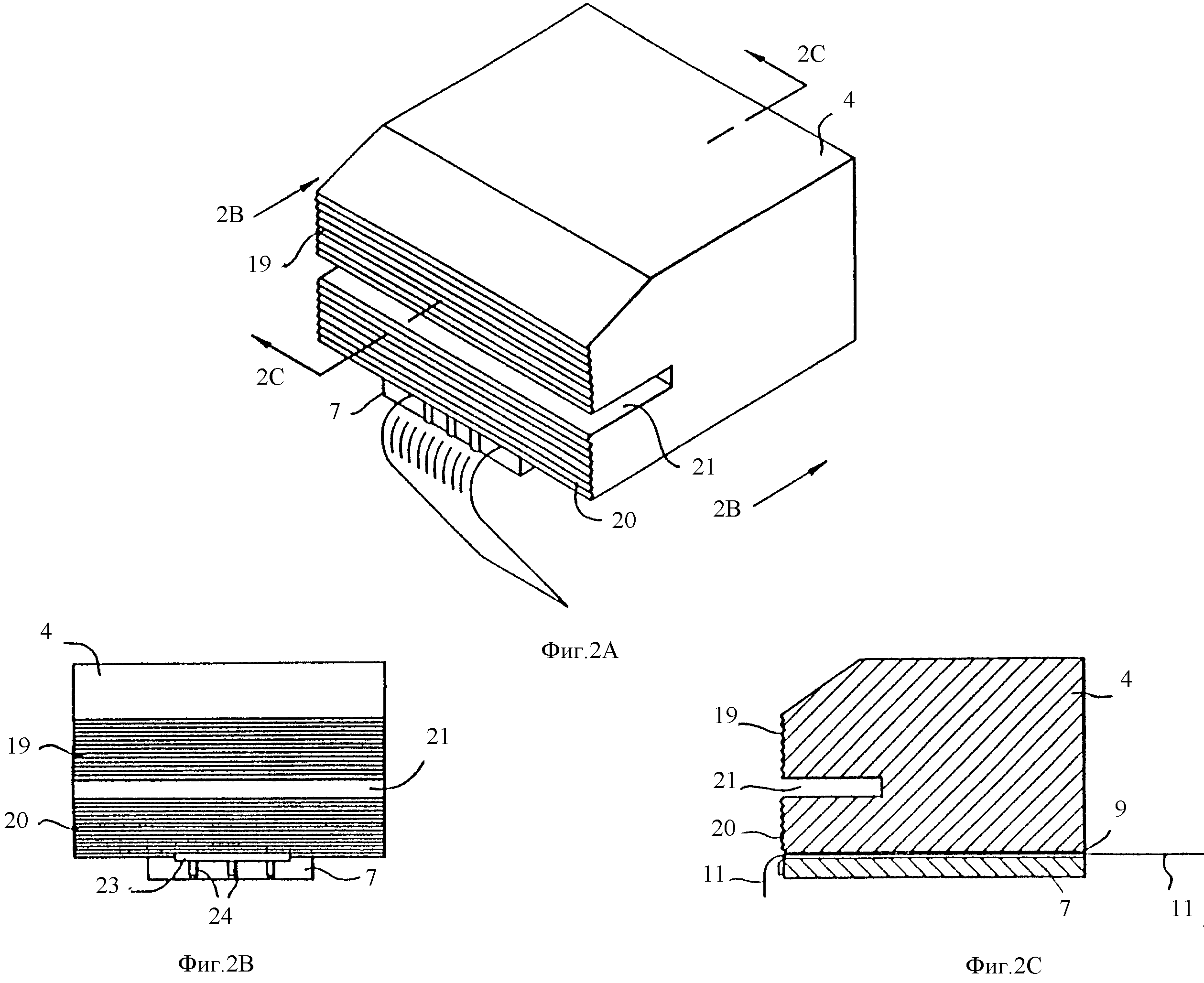
Другие признаки и преимущества настоящего изобретения будут изложены в нижеследующем описании со ссылками на прилагаемые чертежи: на фиг. 1 - схематический вид автоматизированного устройства для съемного прикрепления гибких упаковок к демонстрационной ленте; на фиг. 2A - вид в перспективе запечатывающих губок, соответствующих настоящему изобретению; на фиг. 2B - вертикальный вид с торца запечатывающих губок, показанных на фиг. 2A, по направлению стрелок b-b на фиг. 2A; на фиг. 2C - вид в разрезе запечатывающих губок, показанных на фиг. 2A, по направлению стрелок c-c на фиг. 2A; на фиг. 3A - увеличенный вид очерченной части, показанной на фиг. 1; на фиг. 3B - вертикальный вид спереди части, показанной на фиг. 3, по направлению стрелок на фиг. 3; на фиг. 4A - вертикальный вид спереди снаряженной демонстрационной ленты и присоединенных упаковок; на фиг. 4B - вертикальный вид сбоку демонстрационной ленты и присоединенных упаковок, показанных на фиг. 3A; на фиг. 4C - вертикальный вид спереди демонстрационной ленты и присоединенных упаковок, показанных на фиг. 3A, с которой снята часть упаковок.
На фиг. 1 показано автоматизированное устройство для съемного прикрепления гибких упаковок к демонстрационной ленте, в целом обозначенное цифрой 10. Устройство для формирования упаковок, например, вертикальное устройство для расфасовки и запечатывания, показано схематически и обозначено цифрой 12. Устройства для формирования упаковок, такие как вертикальное устройство для расфасовки и запечатывания, известны по предшествующему уровню техники, и в данном описании оно не будет описано подробно.
Устройство для формирования упаковок 12 превращает упаковочный материал в упаковки, которые последовательно проходят через него. В частности, упаковка поперечно запечатывается запечатывающими губками в пункте, находящемся под трубой для заполнения упаковок устройства. Процесс запечатывания включает запечатывание верхней кромки заполненной упаковки, находящейся ниже пункта запечатывания, и запечатывание нижней кромки еще пустой упаковки, находящейся выше пункта запечатывания. Нож устройства отрезает заготовку в районе поперечного уплотнения, разделяя ее на две отдельные упаковки; нижняя упаковка заполняется и запечатывается с обоих концов, а верхняя упаковка остается пустой и запечатывается с нижнего конца. После разделения упаковок резкой по поперечному уплотнению заготовки, пустая упаковка продвигается и заполняется, при этом ее верхний конец поступает к пункту запечатывания, где он запечатывается и отделяется от следующей упаковки, то есть теперь упаковка оказывается выше пункта запечатывания.
Запечатывающее средство обозначено цифрой 3 на фиг. 1 и включает запечатывающие губки 4, 5 для формирования упомянутого выше уплотнения. Нижнее средство для прикрепления упаковок к демонстрационной ленте показано на фиг. 1 и обозначено цифрой 6, оно включает нижние крепящие блоки или пластины 7, 8. Как лучше видно на фиг. 2A-2C, нижние крепящие блоки или пластины 7, 8, предпочтительно, крепятся к запечатывающим губкам 4, 5 соответственно. Запечатывающая губка 4 имеет вырез 23, ограничивающий проходящий через губку паз 9, назначение которого будет описано ниже.
Как показано на фиг. 1, от подающей катушки 10 с лентой демонстрационного транспортера лента 11 продвигается в направлении устройства для формирования упаковок 2. Тормоз 12 катушки контролирует скорость вращения подающей катушки 10. Лента демонстрационного транспортера, предпочтительно, выполняется из гибкого, но достаточно прочного материала для того, чтобы нести множество упаковок, как показано на фиг. 4A, изображающей конечный продукт. Материал для ленты подбирается с таким расчетом, чтобы он не плавился и/или не деформировался до прикрепления к нему упаковок, так как лента проходит запечатывающие губки, температура которых достигает 190oC. Например, лента демонстрационного транспортера может производиться из подходящих пластических материалов, таких как ламинированный бумагой металлизированный полиэтилен, спрессованный с 40 мкм слоем полипропилена.
Полотно 11 ленты транспортера проходит от подающей катушки 10 к лентопротяжному механизму, обозначенному в целом цифрой 13 и на фиг. 1 обведенному кругом 1. Лентопротяжный механизм 13 продвигает полотно 11 ленты в управляемом режиме в зависимости от продвижения заготовок для упаковок. Лентопротяжным механизмом 13 может быть любой пригодный механизм, пригодный для продвижения полотна 11 ленты транспортера через пункт запечатывания 3, 6.
Очерченная часть 1 фиг. 1 в увеличенном виде показана на фиг. 3A и 3B и изображает предпочтительный вариант лентопротяженого механизма 13, включающего шаговый двигатель 14, имеющий вал 15, приводящий шаговое колесо 16. Шаговое колесо 16 вращается, продвигая полотно 11 ленты в продолговатый паз, образованный в запечатывающей губке 4, что более подробно будет описано ниже. Прижимной ролик 38 расположен после шагового колеса 16, и полотно 11 полосы проходит между прижимным роликом 17 и шаговым колесом 16. Прижимной ролик 17 может устанавливаться с возможностью вращения на кронштейне 18 как показано на фиг. 3B. Шаговый двигатель может точно управляться, обеспечивая правильное расположение полотна ленты транспортера относительно заготовок упаковок, продвигаемых упаковочным устройством. Кроме того, лентопротяжный механизм 13 может быть запрограммирован так, что шаговый мотор 14 будет автоматически управляться, например, микропроцессором. Шаговое колесо, предпочтительно, представляет собой резиновое колесо, имеющее, например, диаметр 50,8 мм и ширину 76,2 мм. Резиновое колесо за счет силы трения удерживает полотно 11 ленты и, во взаимодействии с обратным роликом 17, продвигает полотно.
Специалистам, знакомым с предшествующим уровнем техники, будет понятно, что средство для продвижения полотна ленты транспортера может быть другого типа, нежели описанный выше шаговый двигатель. Например, вместо шагового двигателя может использоваться воздушный цилиндр, продвигающий полотно ленты механическими движениями, вызываемыми воздушным приводом.
На фиг. 2A-2C показаны в деталях запечатывающая губка 4 пункта запечатывания 3 и крепящая пластина 7 нижнего крепящего узла 6. Запечатывающая губка 4 включает верхнюю часть 19 и нижнюю часть 20, разделенные пазом 21. Паз 21 проходит на ограниченное расстояние от примыкающих внешних поверхностей частей 19, 20 вглубь запечатывающей губки 4 (см. фиг. 2C). Паз 21, предпочтительно, содержит резак (не показан), который служит для отделения нижней заполненной упаковки и верхней пустой упаковки как описано выше. Характерно, что верхняя часть 19 образует нижнее поперечное уплотнение верхней упаковки, а нижняя часть 20 образует верхнее поперечное уплотнение заполненной нижней упаковки. После того, как резак, отделяет упаковки друг от друга, верхняя упаковка, нижний конец которой теперь уже запечатан, может быть заполнена и продвинута вниз, где запечатывающие губки 4, 5 запечатывают верхнюю часть этой упаковки.
В соответствии с настоящим изобретением, заполненные и запечатанные упаковки прикрепляются к полотну 11 ленты одновременно с образованием поперечных уплотнений, как описано выше. К запечатывающим губкам 4, 5 любыми пригодными средствами крепятся крепящие пластины 7, 8 нижнего крепящего узла 6 соответственно. Как видно на фиг. 1 и 2C, полотно 11 ленты транспортера проходит от приемной катушки 22, далее, проходит через лентопротяжный механизм 13, через запечатывающую губку 4 и соединяется с упаковкой. Для этого запечатывающая губка 4 снабжена проходящим сквозь нее продолговатым пазом 9. Вырез 23 запечатывающей губки 4 взаимодействует с крепящей пластиной 7, ограничивая паз 9. В частности, крепящая пластина 7, предпочтительно, прикреплен к запечатывающей губке 4 так, что она накрывает вырез 23 (см. фиг. 2B). Крепящая пластина 7 также, предпочтительно, имеет ширину, которая немного превышает ширину выреза 23, но меньшую, чем общая ширина запечатывающей губки 4.
Нижние крепящие пластины 7, 8 имеют расположенные на них крепящие элементы 24, лучше видные на фиг. 2A и 2B. Элементы 24 каждой пластины 7, 8 соответствуют друг другу так, что когда запечатывающие губки 4, 5 сходятся, элементы 24 входят в зацепление. Полотно 11 ленты транспортера проходит в паз 9 запечатывающей губки 4 и проходит из паза вниз, поверх элементов 24 крепящей пластины 7 (см. фиг. 1, 2A и 2C). При этом полоса 11 демонстрационного транспортера оказывается в непосредственной близости к незапечатанной верхней кромке заполненной упаковки 25, показанной пунктиром на фиг. 1. В дополнение к запечатыванию верхней кромки заполненной упаковки 25 (и нижней кромки примыкающей пустой упаковки), при приведении запечатывающих губок 4, 5 в действии, они прикрепляют верхнюю кромку заполненной упаковки 25 к ленте 11 демонстрационного транспортера.
Нижние крепящие пластины 7, 8, предпочтительно, имеют некоторое множество расположенных на них крепящих элементов 24, которые прикрепляют заполненную упаковку к ленте 11 демонстрационного транспортера в точках, соответствующих расположению и количеству крепящих элементов 24. В предпочтительном варианте осуществления изобретения, на каждой крепящей пластине 7, 8 находится по три крепящих элемента 24. Однако для специалистов, знакомых с предшествующим уровнем техники, будет понятно, что могут применяться различные конфигурации расположения и количество элементов без выхода за рамки настоящего изобретения.
Крепящие пластины 7, 8 термическим способом крепят верхнюю кромку заполненной упаковки к ленте 11 демонстрационного транспортера при приведении в действие запечатывающих губок 4, 5. Крепящие элементы 24 прикрепляют упаковку к ленте 11 таким образом, что упаковка может легко отделяться от нее без повреждения запечатанной кромки и нарушения герметичности заполненной упаковки. Материал, из которого изготовлена лента 11 демонстрационного транспортера, прилипает к материалу упаковки благодаря точечному нагреву и давлению, прилагаемому крепящими пластинами 7, 8. Таким образом, при приведении в действие запечатывающих губок 4, 5, они запечатывают верхнюю кромку заполненной упаковки и прикрепляют упаковку к ленте демонстрационного транспортера. Такое устройство значительно упрощает весь процесс и является значительным усовершенствованием предшествующего уровня техники.
Полоса 11 транспортера с заполненными и запечатанными упаковками, прикрепленными к ней, перемещается конвейером 26 к месту ее подготовки к отправке потребителям. Гибкость ленты демонстрационного транспортера позволяет упаковывать ее в коробку вместе с прикрепленными упаковками, благодаря чему ее удобно хранить и транспортировать.
На фиг. 4A-4C показана лента, изготовленная в соответствии с настоящим изобретением и имеющая множество прикрепленных к ней съемных упаковок. Лента 27 демонстрационного транспортера включает элемент 28 для крепления при помощи клея и крюка, который служит для крепления всего изделия на пригодном основании. Конечно, может применяться любое другое средство для крепления. На ленте 27 имеются упаковки 29, прикрепленные к ней термическим способом в точках 30, образованных крепящими элементами пластин 7, 8 как описано выше. На фиг. 4A и 4B показана лента 27 демонстрационного транспортера, целиком покрытая упаковками 29. На фиг. 4C показана лента демонстрационного транспортера, соответствующая фиг. 4A и 4B, с которой несколько упаковок сняты. Разъединяемые тепловые соединения 30, допускающие отделение упаковок 29 без нарушения их герметичности, видны на части ленты 27 демонстрационного транспортера, с которой сняты упаковки.
Очевидно, что способ и устройство, соответствующее настоящему изобретению обеспечивают съемное крепление заполненных, запечатанных гибких упаковок на ленте демонстрационного транспортера без проблем, присущих устройствам предшествующего уровня техники. Прикрепление упаковок к ленте демонстрационного транспортера производится при движении запечатывающих губок, которые образуют уплотнения верхней и нижней кромок каждой упаковки. Механизм подачи ленты с точным управлением взаимодействует с запечатывающими губками, устраняя проблемы контроля расфасовки и положения ленты, присущие устройствам предшествующего уровня техники. Кроме того, устройство крепления упаковок к ленте транспортера в значительной степени упрощено по сравнению с устройствами предшествующего уровня техники. Соответственно, настоящее изобретение значительно сокращает производственные затраты по сравнению с обычными устройствами прикрепления упаковок.
Другие признаки и преимущества настоящего изобретения будут обнаруживаться специалистами, знакомыми с предшествующим уровнем техники, поскольку могут создаваться многие модификации и альтернативные варианты описанных здесь предпочтительных вариантов осуществления изобретения, которые не будут отступать от духа и рамок изобретения, определенных прилагаемой формулой изобретения.
Реферат
Способ и устройство предназначены для съемного прикрепления гибких упаковок к ленте демонстрационного транспортера так, что упаковки могут отделяться от нее без нарушения герметичности упаковок. Устройство включает запечатывающие губки, формирующие поперечные уплотнения на заготовке упаковки, которая разделяется на две упаковки. Запечатывающие губки имеют прикрепленные к ним снизу крепящие пластины, имеющие крепящие элементы, которые термическим способом прикрепляют ленту демонстрационного транспортера к верхнему краю каждой заполненной упаковки одновременно с формированием поперечных уплотнений при помощи запечатывающих губок. Прикрепление упаковок к ленте транспортера значительно упрощено по сравнению с устройствами предшествующего уровня техники. 4 с. и 10 з.п. ф-лы, 9 ил.

Комментарии