Обвязочное устройство с накопителем энергии - RU2471688C2
Код документа: RU2471688C2
Чертежи



Описание
Изобретение относится к мобильному обвязочному устройству для обвязки упакованного груза обвязочной лентой, которое имеет натяжное приспособление для приложения натяжения к петле обвязочной ленты, а также соединительное приспособление для создания соединения в двух лежащих друг на друге зонах петли обвязочной ленты и заряжаемый накопитель энергии для хранения энергии, которая предназначена для выдачи в качестве приводной энергии для создания приводного движения с помощью двигателя, по меньшей мере, соединительного приспособления и/или натяжного приспособления.
Такие обвязочные устройства используются для обвязки упакованного груза пластмассовой лентой. Для этого вокруг упакованного груза укладывают петлю соответствующей пластмассовой ленты. При этом пластмассовую ленту, как правило, сматывают с рулона. После полной укладки петли вокруг упакованного груза концевая зона ленты перекрывает участок ленточной петли. К этой двухслойной зоне ленты прикладывают обвязочное устройство, при этом лента зажимается в обвязочном устройстве, с помощью натяжного устройства к ленточной петле прикладывается натяжение ленты, и с помощью соединительного приспособления на петле между обоими слоями ленты создается замыкание. При этом возможны различные технологии замыкания, наряду с другими, также фрикционная сварка. При фрикционной сварке с помощью совершающего колебательные движения фрикционного башмака нажимают на ленту в зоне двух концов ленточной петли. За счет давления и возникающего за счет движения тепла локально плавится, как правило, содержащая пластмассу лента на короткое время. За счет этого между обоими слоями ленты создается длительное и снова размыкаемое лишь с большой силой соединение между обоими слоями ленты. После этого петлю отделяют от рулона. Тем самым завершается обвязка упакованного груза.
Такие обвязочные устройства имеют для снабжения энергией, как правило, заряжаемый и при необходимости заменяемый аккумулятор, с помощью которого снабжаются электрической энергией двигатели постоянного тока. Двигатели постоянного тока предусмотрены в переносных мобильных обвязочных устройствах для создания приводного движения натяжного приспособления и/или сварочного приспособления.
Такие мобильные обвязочные устройства указанного рода используются в промышленности для упаковки грузов часто в режиме постоянного использования. Поэтому желательно как можно более простое управление обвязочными устройствами. За счет этого должны обеспечиваться, с одной стороны, высокая функциональная надежность обвязочного устройства в соединении с созданием обвязки высокого качества, и, с другой стороны, должны обеспечиваться как можно меньшие нагрузки для обслуживающего персонала. Известные до настоящего времени обвязочные устройства не являются в этом отношении полностью удовлетворительными.
Поэтому в основу изобретения положена задача создания мобильного обвязочного устройства указанного вначале рода, которое, несмотря на возможность, по меньшей мере, значительно автоматизированного создания ленточной обвязки, имеет высокую функциональную надежность и удобно в обращении и управлении.
Эта задача решена согласно изобретению в обвязочном устройстве указанного вначале вида тем, что накопитель энергии имеет литиевый ионный аккумулятор, с помощью которого поставляется энергия для привода выполненного в виде приспособления для фрикционной сварки соединительного приспособления. Было установлено, что с помощью таких аккумуляторов достигается особенно хорошая функциональная надежность, поскольку эти аккумуляторы поставляют достаточно энергии для выполнения с помощью мобильных обвязочных устройств большого количества обвязочных циклов, даже когда необходимо прикладывать большие натяжения ленты, и должны осуществляться, по меньшей мере, в значительной степени автоматизированные процессы обвязки с помощью приводного движения от двигателя.
Было установлено, что литиевые ионные аккумуляторы в комбинации с приспособлениями для фрикционной сварки можно рассматривать в качестве идеальной связки по сравнению с другими накопителями электрической энергии. Процесс фрикционной сварки, как таковой, зависит от прижатия обеих лент друг к другу, а также от частоты совершающего колебательные движения сварочного башмака, соответственно, сварочного элемента.
Для сварки лент из полипропилена (РР) или полиэтилентерефталата (РЕТ) желательна частота движения сварочного башмака примерно 250-300 Гц при давлении прижима 300-350 Н. Для достижения этих значений необходима на стороне привода скорость вращения приводящего в движение сварочный башмак эксцентрика примерно 6000-7000 об/мин. В идеальном случае при этих исходных значениях процесс сварки происходит в промежуток времени от 1,5 с до 2 с. Если скорость вращения эксцентрика падает ниже 6000 об/мин, то значительно ухудшается качество замыкания ленты.
В рамках изобретения было установлено, что наблюдаемое в обычных ручных обвязочных устройствах преждевременное ухудшение качества замыкания, хотя аккумуляторы не разрядились даже на 60%, при применении литиевых ионных аккумуляторов так не проявляется. Литиевые ионные аккумуляторы могут обеспечивать значительно дольше требуемую для натяжения высокую скорость вращения. Таким образом, литиевые ионные аккумуляторы по сравнению с другими аккумуляторами сравнимой величины способны обеспечивать значительно дольше, т.е. при значительно большем количестве обвязок, соединения фрикционной сварки с желаемой прочностью. Лишь незадолго до полного израсходования накопленной энергии выдаваемое литиевыми ионными аккумуляторами питающее напряжение падает до значений, которые должны исключаться в процессах фрикционной сварки. После того как момент времени, в который пользователю обвязочного устройства из-за предстоящей через короткое время полной разрядки литиевого ионного аккумулятора с помощью соответствующего сигнала сообщается о необходимости зарядки аккумулятора, примерно совпадет с моментом времени, начиная с которого аккумулятор больше не обеспечивает возможность создания фрикционных замыканий хорошего качества, в противоположность обычным аккумуляторам может быть предусмотрен сигнал для зарядки также в качестве указания для пользователя, что с данного момента больше не обеспечивается требуемое качество выполняемых после этого обвязок.
Поскольку литиевые ионные аккумуляторы имеют значительно более высокую плотность энергии, чем обычные аккумуляторы, то эти преимущества могут быть достигнуты также и для меньших по размеру аккумуляторов. Возможный за счет этого меньший вес применяемых аккумуляторов является дополнительным значительным преимуществом для использования, в частности, в мобильных переносных обвязочных устройствах.
Особые преимущества можно обеспечивать с помощью литиевых ионных аккумуляторов в соединении по меньшей мере с одним бесщеточным двигателем постоянного тока в качестве привода для натяжного приспособления и/или приспособления для фрикционной сварки. Эти преимущества можно дополнительно увеличить с помощью планетарной передачи, в частности, когда по меньшей мере одна планетарная передача вместе с бесщеточным двигателем постоянного тока и литиевым ионным аккумулятором расположены в приводной ветви для натяжного приспособления и/или приспособления для фрикционной сварки.
Кроме того, зависящий от числа оборотов, соответственно, выполняемый с управлением в зависимости от количества оборотов процесс натяжения обеспечивает также возможность быстрого первого натяжения, т.е. натяжения с высокой скоростью обратного хода ленты, за которым следует второй процесс натяжения с уменьшенной по сравнению с первым процессом натяжения скоростью обратного хода ленты. Скорости обратного хода ленты, в частности, при таких бесщеточных двигателях за счет возможности регулирования скорости вращения вала двигателя, а также крутящего момента двигателя независимо друг от друга в определенных диапазонах можно лучше согласовывать с требуемыми при обоих процессах натяжения условиями. С помощью указанного разделения на первый и по меньшей мере один второй процессы натяжения можно обеспечивать особенно высокие натяжения ленты.
Самостоятельное значение может иметь также выполнение обвязочного устройства, в котором натяжное приспособление и сварочное приспособление снабжены лишь одним общим приводом. Этот всего лишь один привод предпочтительно выполнен в виде электрического двигателя, с помощью приводного движения которого обеспечивается возможность последовательного привода натяжного приспособления и приспособления для фрикционной сварки. Предпочтительно, с помощью этого лишь одного двигателя создается не только приводное движение самого процесса сварки, но также перемещение приспособления для фрикционной сварки из исходного положения в положение сварки, в котором сварочный элемент приспособления для фрикционной сварки прилегает с давлением к подлежащим сварке друг с другом слоям ленты и за счет колебательного движения создает в слоях ленты соединение фрикционной сваркой. При этом сварочный элемент приспособления для фрикционной сварки в исходном положении является предпочтительно не активным и предпочтительно включается лишь с началом движения из исходного положения.
Согласно другому аспекту данного изобретения, который также может иметь самостоятельное значение, обвязочное устройство снабжено средствами, с помощью которых можно определять угловое положение вала двигателя или зависящие от положений вала двигателя положения компонентов обвязочного устройства. Информацию об одном или нескольких угловых положениях можно предпочтительно использовать для управления компонентами обвязочного устройства, такими как, например, приспособление для фрикционной сварки и/или натяжное приспособление. Если в качестве привода используется бесщеточный двигатель постоянного тока, то это можно осуществлять особенно простым образом. При таких двигателях необходимо уже для их коммутации определять информацию о моментальных положениях вращающегося конструктивного элемента двигателя, который выполнен, как правило, в виде вращающегося якоря. Для этого на двигателе предусмотрены датчики, такие как, например, датчики Холла, которые определяют угловые положения вращающихся компонентов двигателя и передают в устройство управления двигателем. Эту информацию можно предпочтительно применять также, в частности, для управления приспособлением для фрикционной сварки.
Так, в одном предпочтительном варианте выполнения обвязочного устройства может быть предусмотрено, что определяют количество оборотов вращающихся компонентов двигателя, с целью выполнения процесса переключения при достижении заданного количества оборотов. Этот процесс переключения может быть, в частности, процессом выключения приспособления для фрикционной сварки для завершения создания соединения фрикционной сваркой. В другом предпочтительном варианте выполнения изобретения может быть предусмотрено, что двигатель в одном или нескольких определенных угловых положениях не может быть остановлен или может быть остановлен лишь в одном или нескольких определенных угловых положениях.
Наконец, предпочтительно, если для перевода сварочного приспособления из исходного положения в положение сварки и обратно предусмотрен коленчато-рычажный механизм. Соединенные друг за другом через шарнир рычаги коленчато-рычажного механизма могут быть приведены с преодолением двух положений мертвой точки в оба конечных положения, в которых они удерживают сварочное приспособление в исходном положении или в положении сварки. Предпочтительно коленчато-рычажный механизм удерживается по меньшей мере в обоих конечных положениях с помощью силы, предпочтительно с помощью создаваемой механической пружиной силы. Коленчато-рычажный механизм может переходить из одного конечного положения в другое конечное положение лишь с преодолением этой силы. С помощью коленчато-рычажного механизма достигается то преимущество, что конечные положения сварочного приспособления можно изменять лишь после преодоления сравнительно больших крутящих моментов. Поскольку это относится, в частности, к положению сварки, то коленчато-рычажный механизм способствует дальнейшему повышению функциональной надежности обвязочного устройства. Кроме того, коленчато-рычажный механизм дополняет имеющую в одном варианте выполнения, наряду с коленчато-рычажным механизмом также бесщеточный двигатель постоянного тока и планетарную передачу, приводную ветвь обвязочного устройства для автоматизированного перевода сварочного приспособления в его положение сварки, поскольку все компоненты способны создавать большие крутящие моменты, соответственно, выполнять перемещения лишь при наличии больших крутящих моментов.
Другие предпочтительные варианты выполнения изобретения следуют из формулы изобретения, описания и чертежей.
Ниже приводится более подробное пояснение изобретения на основании примеров выполнения со ссылками на прилагаемые чертежи, на которых изображено:
фиг.1 - обвязочное устройство согласно изобретению, в изометрической проекции;
фиг.2 - обвязочное устройство согласно фиг.1, без корпуса;
фиг.3 - частичный разрез двигателя обвязочного устройства согласно фиг.1, вместе с расположенными на валу двигателя компонентами;
фиг.4 - схема двигателя вместе с его электронной схемой для коммутации;
фиг.5 - часть приводной ветви обвязочного устройства согласно фиг.1, в изометрической проекции;
фиг.6 - приводная ветвь по фиг.5, в изометрической проекции под другим углом;
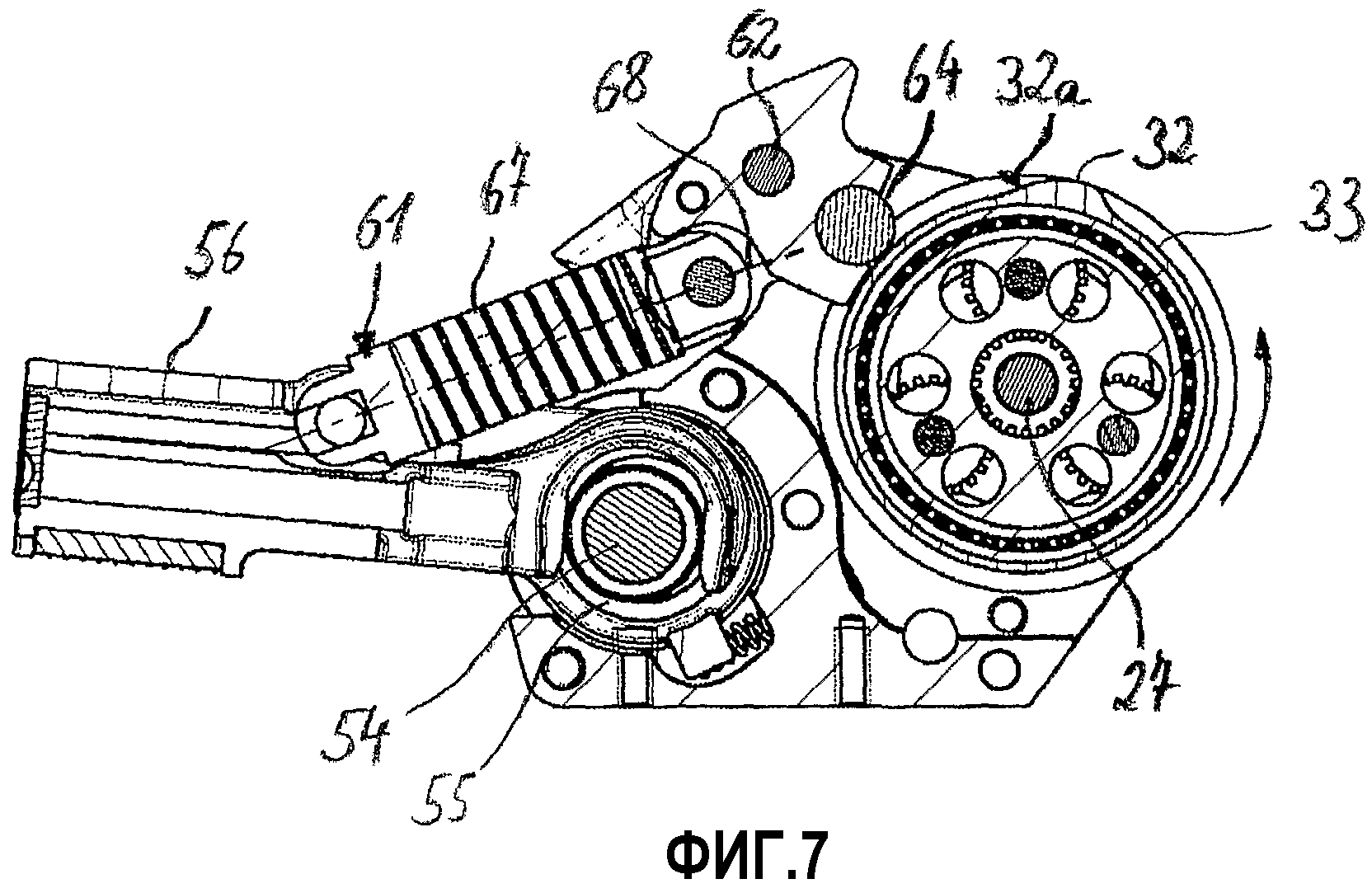
фиг.7 - приводная ветвь по фиг.5 со сварочным приспособлением в исходном положении, вид сбоку;
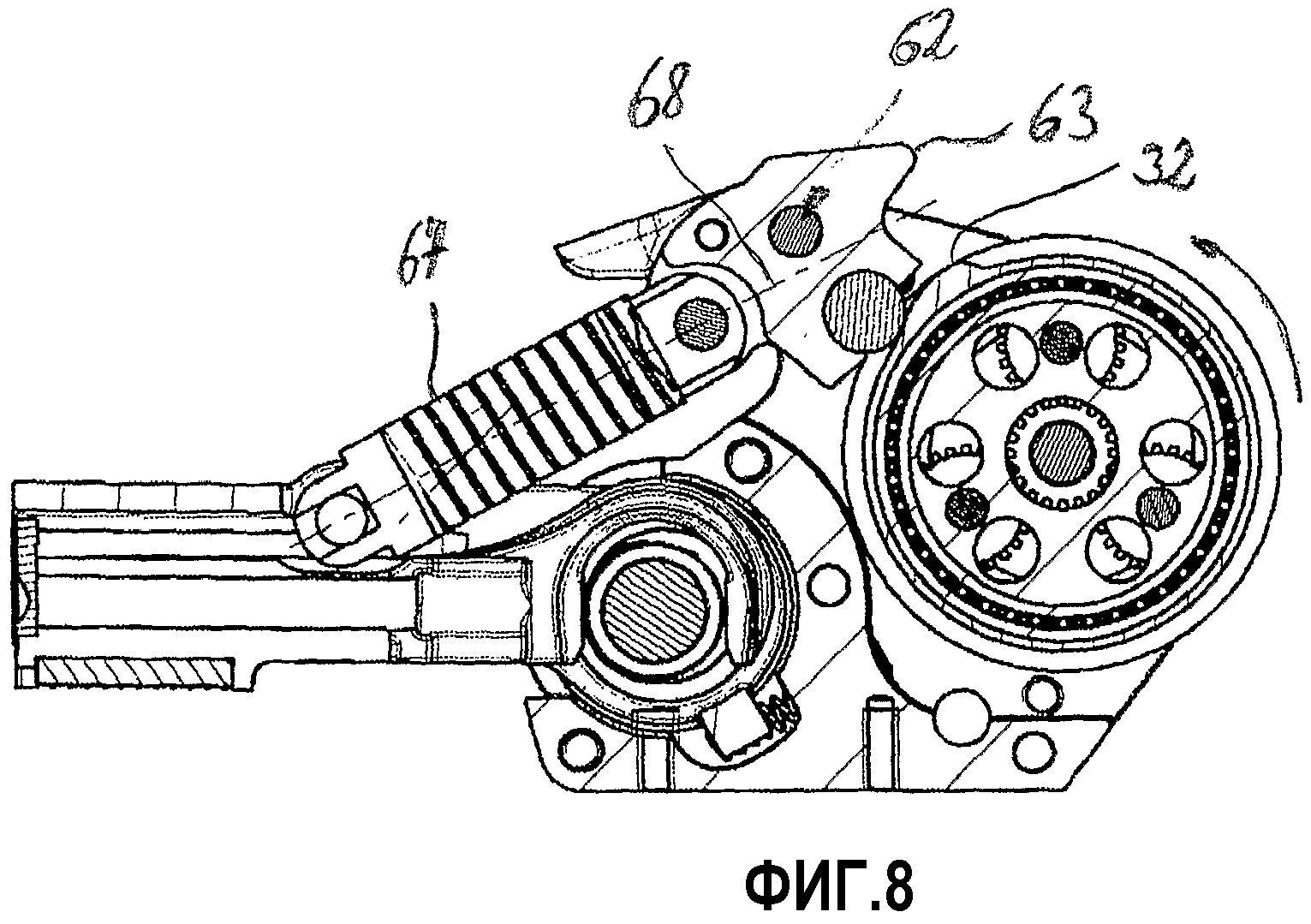
фиг.8 - приводная ветвь по фиг.5 со сварочным приспособлением в положении между двумя конечными положениями, вид сбоку;
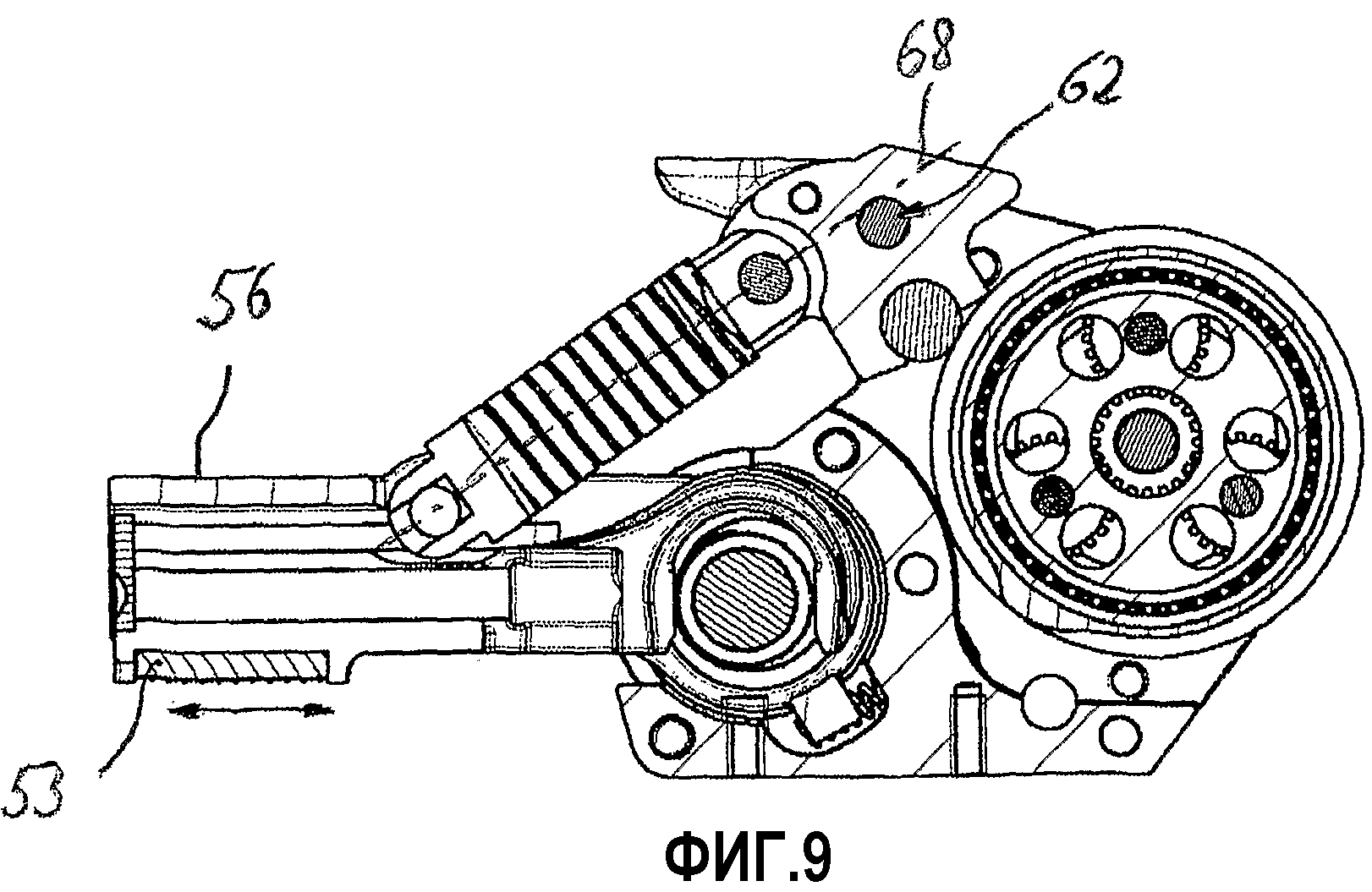
фиг.9 - приводная ветвь по фиг.5 со сварочным приспособлением в положении сварки, вид сбоку;
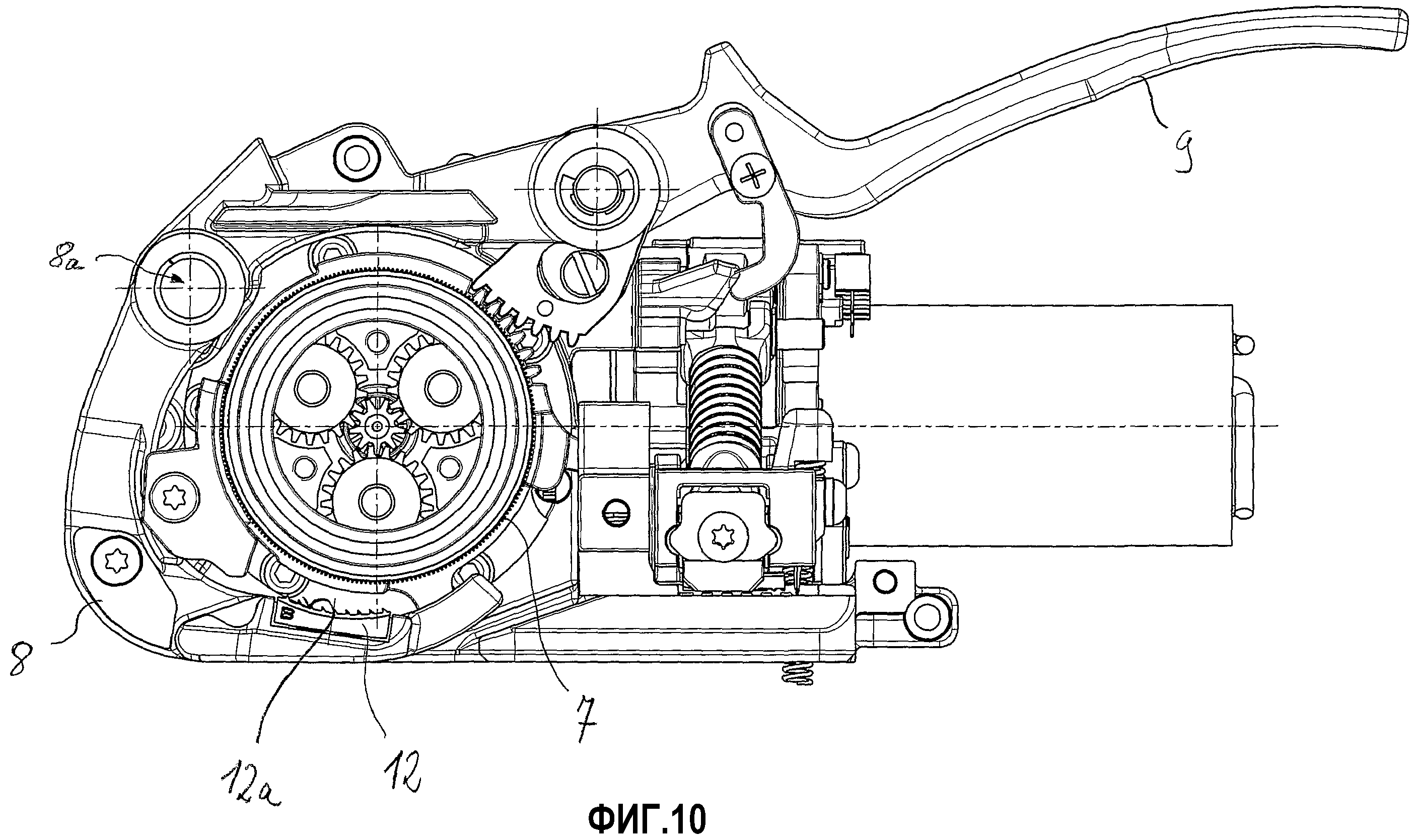
фиг.10 - натяжное приспособление обвязочного устройства без корпуса, в котором натяжное коромысло находится в исходном положении, вид сбоку;
фиг.11 - натяжное приспособление обвязочного устройства без корпуса, в котором натяжное коромысло находится в положении натяжения, вид сбоку;
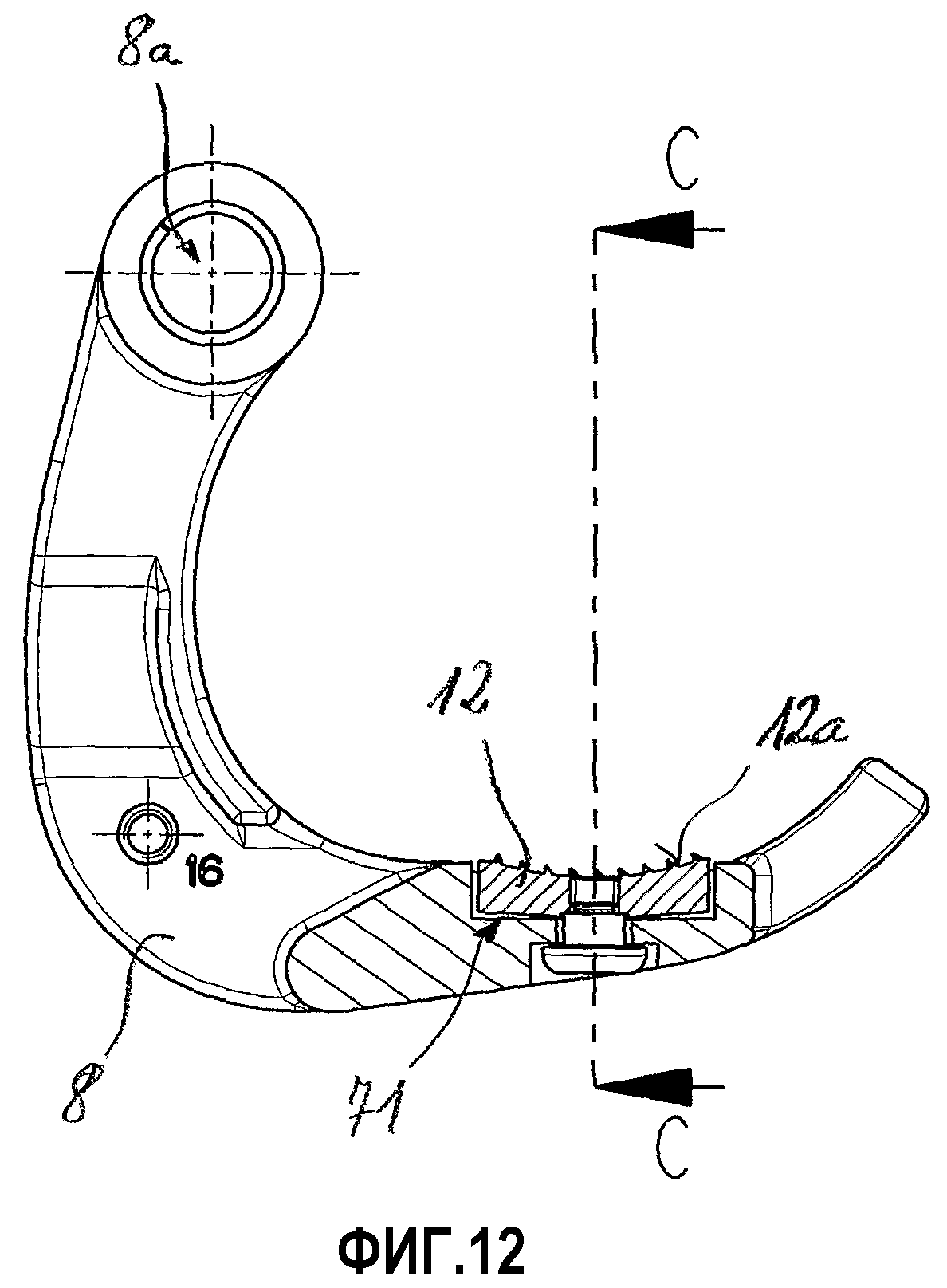
фиг.12 - частичный разрез натяжного коромысла обвязочного устройства по фиг.10, вид сбоку;
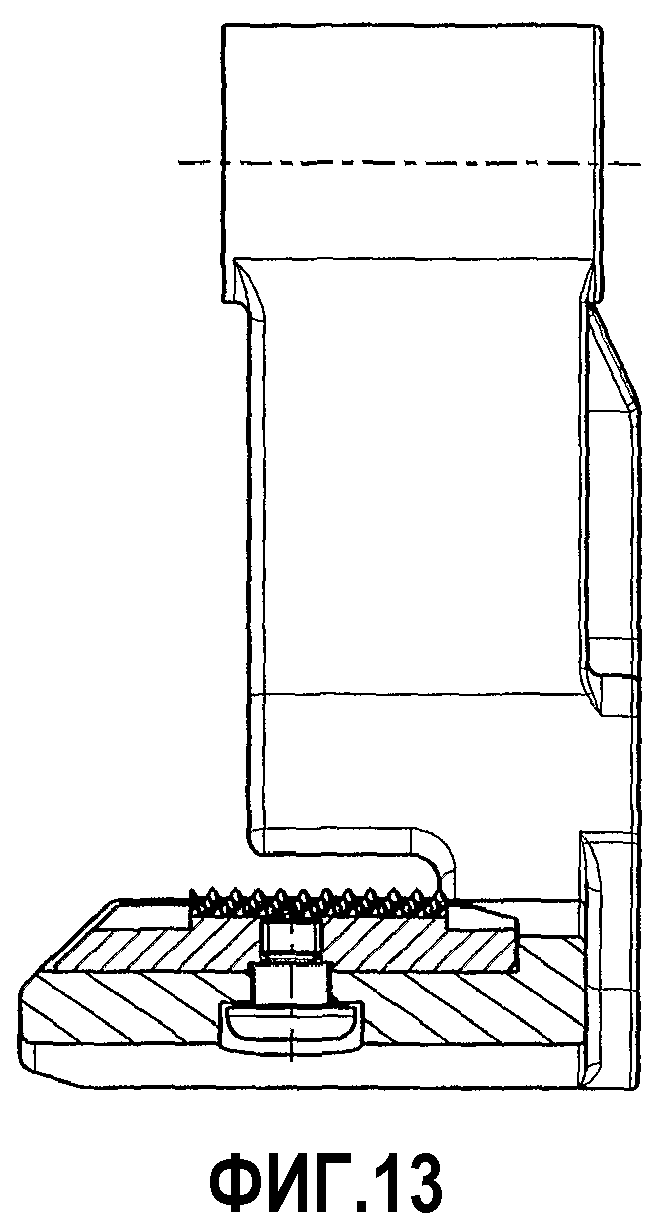
фиг.13 - натяжное коромысло по фиг.12, вид спереди;
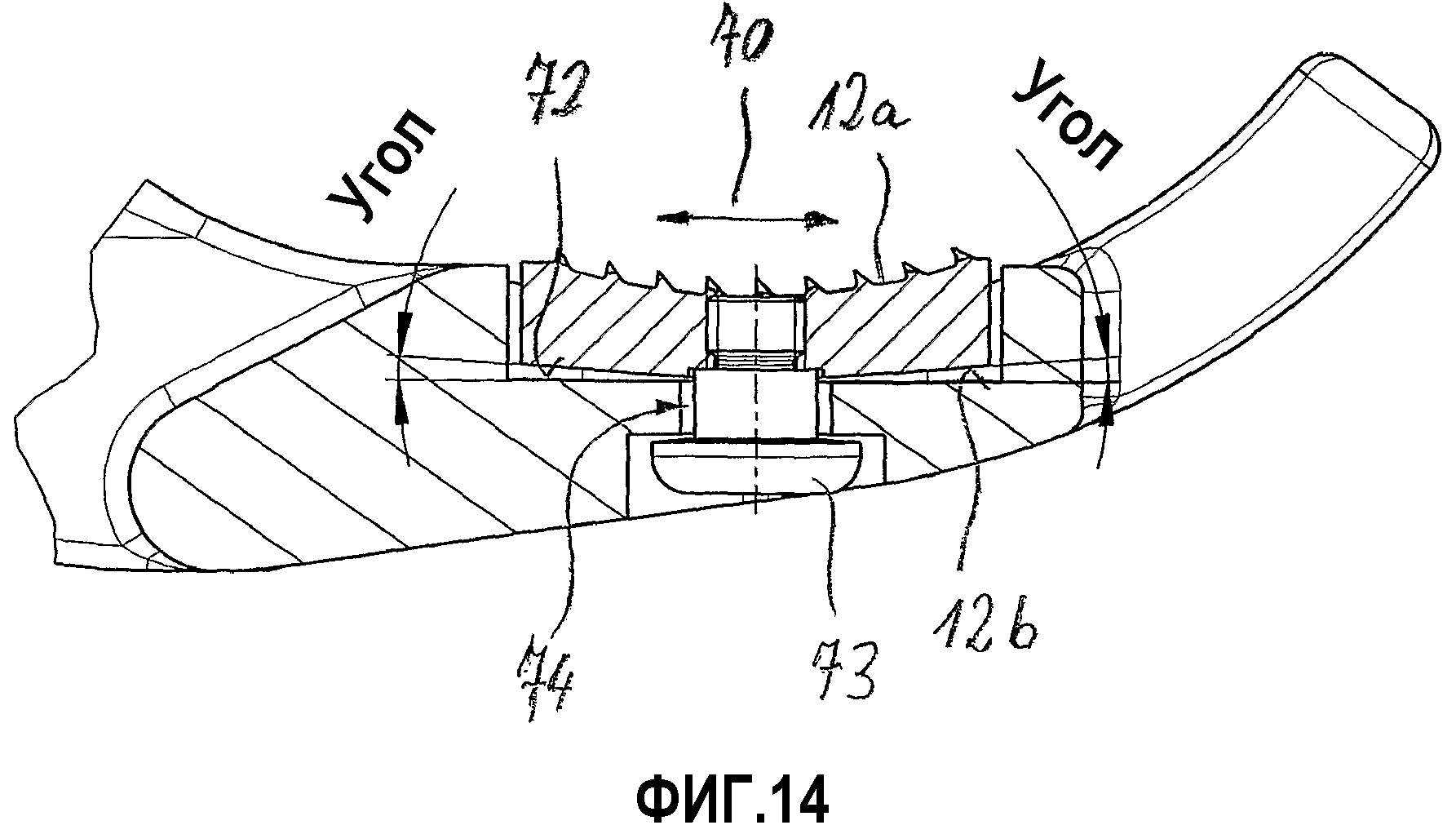
фиг.14 - фрагмент фиг.12 в соответствии с линией С-С, в увеличенном масштабе.
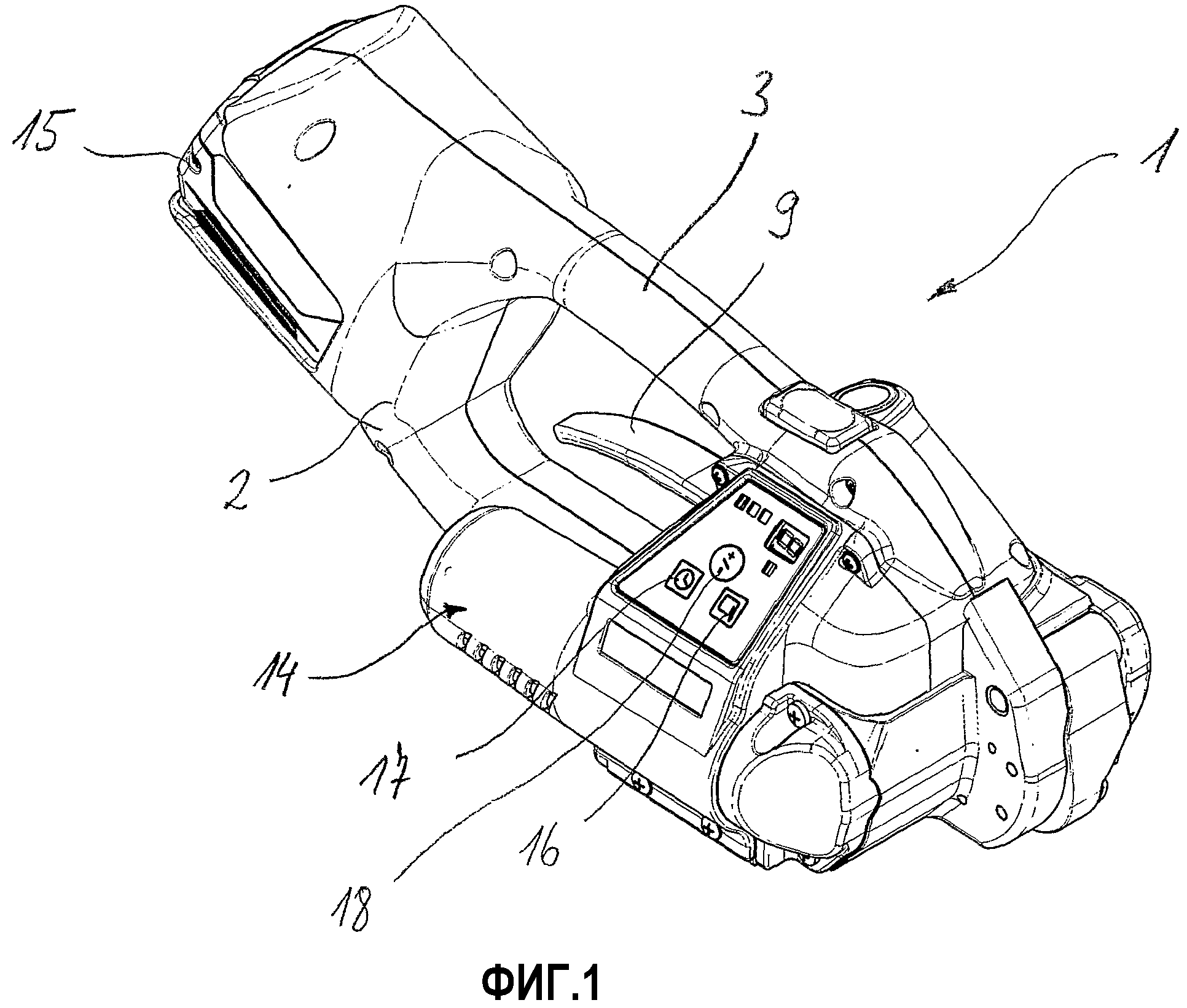
Показанное на фиг.1 и 2, используемое исключительно вручную обвязочное устройство 1 имеет корпус 2, который окружает механику обвязочного устройства и на котором образована рукоятка 3 для обращения с устройством. Кроме того, обвязочное устройство снабжено плитой 4 основания, нижняя сторона которой предназначена для размещения на подлежащем упаковке предмете. На плите 4 основания и на соединенной с плитой основания неизображенной балке обвязочного устройства закреплены все функциональные блоки обвязочного устройства 1.
С помощью обвязочного устройства 1 можно натягивать не изображенную на фиг.1 петлю пластмассовой ленты из полипропилена (РР) или полиэтилентерефталата (РЕТ), которая перед этим была уложена вокруг подлежащего упаковке предмета, посредством натяжного приспособления 6 обвязочного устройства. Для этого натяжное приспособление имеет натяжное колесо 7, с помощью которого можно захватывать ленту для процесса натяжения. При этом натяжное колесо 7 взаимодействует с коромыслом 8, которое с помощью одного рычага 9 коромысла поворачивается из конечного положения на расстоянии от натяжного колеса во второе конечное положение вокруг поворотной оси 8а коромысла, в котором коромысло 8 прижимается к натяжному колесу 7. При этом находящаяся между натяжным колесом 7 и коромыслом 8 лента также прижимается к натяжному колесу 7. Затем за счет вращения натяжного колеса 7 обеспечивается возможность придания ленточной петле натяжения, достаточно высокого для целей упаковки. Процесс натяжения и предпочтительно выполненное для этого коромысло 8 будут еще более подробно пояснены ниже.
Затем можно в месте ленточной петли, в котором два слоя ленты лежат друг на друге, выполнять сварку обоих слоев с помощью приспособления 10 для фрикционной сварки обвязочного устройства. За счет этого можно прочно замыкать ленточную петлю. Для этого приспособление 10 для фрикционной сварки снабжено сварочным башмаком 11, который за счет механического давления на обвязочную ленту и осуществляемого одновременно колебательного движения с заданной частотой вызывает оплавление обоих слоев обвязочной ленты. Пластифицированные, соответственно, оплавленные зоны втекают друг в друга, и после охлаждения ленты затем возникает соединение между обоими слоями ленты. При необходимости можно затем ленточную петлю отделять от рулона ленты с помощью неизображенного режущего приспособления обвязочного устройства 1.
Приведение в действие натяжного приспособления 6, подача приспособления 10 для фрикционной сварки с помощью переводного приспособления 19 (фиг.6), приспособления 10 для фрикционной сварки, а также использование самого приспособления для фрикционной сварки и приведение в действие режущего приспособления происходят с использованием лишь одного общего электрического двигателя 14, который обеспечивает приводное движение для этих компонентов. Для его электроснабжения на обвязочном устройстве расположен сменный и, в частности, снимаемый для зарядки аккумулятор 15. Подвод другой внешней вспомогательной энергии, такой как, например, сжатый воздух или дополнительное электричество, в обвязочном устройстве согласно фиг.1 и 2 не предусмотрен.
В данном случае переносное мобильное обвязочное устройство 1 имеет выполненный в виде кнопочного выключателя исполнительный элемент 16, который предназначен для включения двигателя. Для исполнительного элемента 16 можно устанавливать с помощью переключателя 17 три режима. В первом режиме за счет управления исполнительным элементом 16, без необходимости другой активности пользователя, последовательно и автоматически приводится в действие как натяжное приспособление 6, так и приспособление 10 для фрикционной сварки. Для установки второго режима переключатель 17 переключается во второй режим переключения. Затем во втором возможном режиме за счет управления исполнительным элементом 16 приводится в действие лишь натяжное приспособление 6. Для отдельного приведения в действие приспособления 10 для фрикционной сварки пользователь должен выполнить включение второго исполнительного элемента 18. В альтернативном варианте выполнения может быть также предусмотрено, что в этом режиме для приведения в действие приспособления для фрикционной сварки необходимо второй раз выполнить включение исполнительного элемента 16. Третий режим является своего рода полуавтоматическим режимом, в котором необходимо нажимать на натяжную кнопку 16 так долго, пока не будет достигнута в ленте предварительно ступенчато устанавливаемая сила натяжения, соответственно, напряжение растяжения. В этом режиме можно прерывать процесс натяжения посредством отпускания натяжной кнопки 16, например, для нанесения на обвязываемый предмет под обвязочную ленту защиту для кромок. За счет нажатия на натяжную кнопку можно затем снова продолжить процесс натяжения. Этот третий режим можно комбинировать как с отдельно инициируемым, так и с автоматически продолжающимся процессом фрикционной сварки.
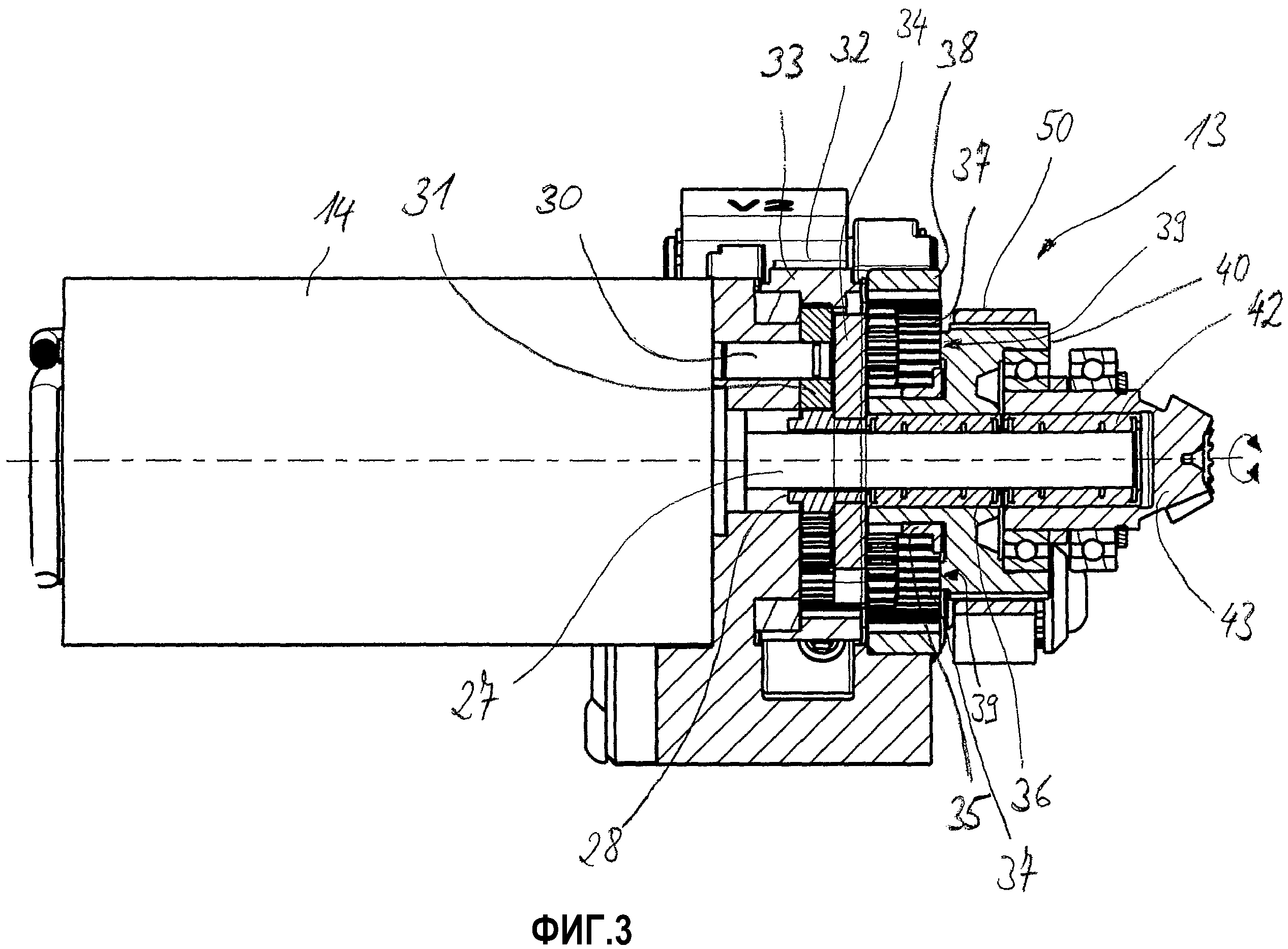
На показанном на фиг.3 валу 27 двигателя 14 постоянного тока, выполненного в виде бесщеточного двигателя с внутренним ротором с пазами, расположен передаточный механизм 13. В показанном примере выполнения используется двигатель типа ECI40 фирмы Maxon Motor AG, Brüningstrasse 20, 6072 Sachseln. Бесщеточный двигатель 14 постоянного тока может работать в обоих направлениях вращения, при этом одно направление вращения используется в качестве приводного движения натяжного приспособления 6, а другое направление вращения - в качестве приводного движения сварочного приспособления 10.
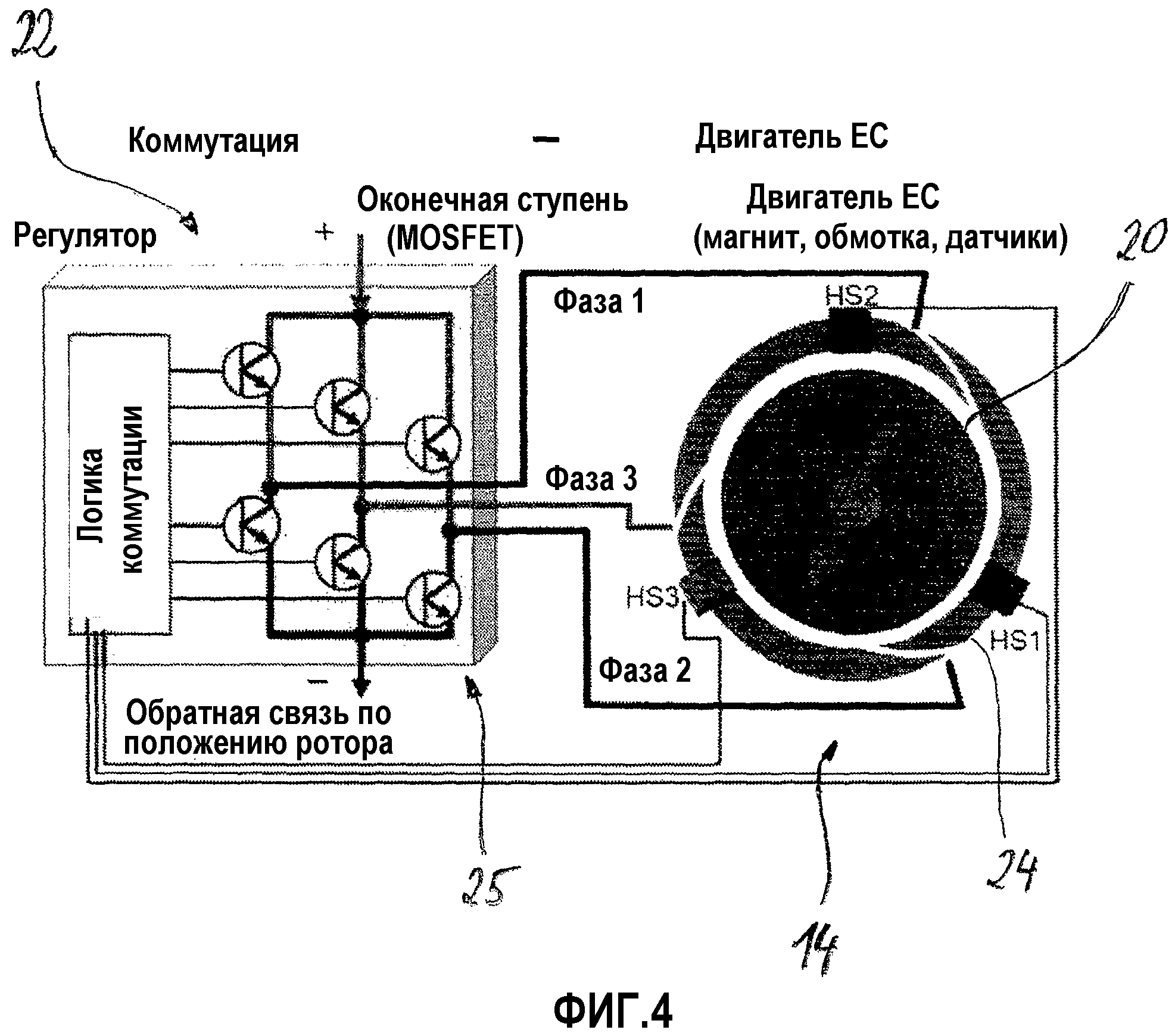
На фиг.4 показана схема бесщеточного двигателя 14 постоянного тока со снабженным пазами внутренним ротором 20 с тремя датчиками HS1, HS2, HS3 Холла. Этот двигатель ЕС (электронно-коммутируемый двигатель) имеет в своем роторе 20 постоянный магнит и снабжен электронным устройством 22 управления, которое предназначено для электронной коммутации в статоре 24. Электронное устройство 22 управления определяет с помощью датчиков HS1, HS2, HS3 Холла, которые в показанном примере выполнения выполняют также функции датчиков положения, моментальное положение ротора 20 и включает электрическое магнитное поле в обмотках статора 24. Таким образом, можно включать фазы (фазу 1, фазу 2, фазу 3) в зависимости от положения ротора 20 с целью вызывания вращательного движения ротора в определенном направлении вращения, с предварительно задаваемыми изменяемыми скоростью вращения и крутящим моментом. В данном случае используется так называемый «усилитель для одноквадрантного привода», который поставляет для двигателя напряжение, а также пиковый и длительный ток, и регулирует их. Ток для неизображенных катушек обмотки статора 24 регулируется, т.е. коммутируется с помощью мостиковой схемы 25 (с транзисторами MOSFET). Кроме того, на двигателе предусмотрен неизображенный датчик температуры. Таким образом, можно контролировать и управлять направлением вращения, скоростью вращения, ограничением тока и температурой. Коммутатор выполнен в виде отдельного печатного конструктивного элемента и расположен в обвязочном устройстве отдельно от двигателя.
Электроснабжение обеспечивается от аккумулятора 15, выполненного в виде литиевого ионного аккумулятора. Такие аккумуляторы основаны на нескольких самостоятельных литиевых ионных элементах, в которых, по меньшей мере, по существу отдельно друг от друга происходят химические процессы для создания разности потенциалов между двумя полюсами соответствующего элемента. В показанном варианте выполнения аккумулятор является литиевым ионным аккумулятором фирмы Robert Bosch GmbH, D-70745 Leinfelden-Echterdingen. Аккумулятор в показанном примере выполнения содержит восемь элементов и имеет емкость 2,6 А·ч. В качестве активного материала, соответственно, в качестве отрицательного электрода литиевого ионного аккумулятора предусмотрен графит. Положительный электрод аккумулятора часто имеет металлооксиды лития, в частности, в виде слоистых структур. В качестве электролита обычно применяются безводные соли, такие как гексафторфосфат лития, или полимеры. Отдаваемое обычным литиевым ионным аккумулятором напряжение составляет обычно 3,6 В. Плотность энергии таких аккумуляторов составляет примерно 100-120 Втч/кг.
Передаточный механизм 13 имеет расположенную на приводном валу двигателя муфту 36 свободного хода, на которой расположено солнечное колесо 35 первой ступени планетарной передачи. Муфта 36 свободного хода передает лишь при одном из обоих возможных направлений вращения привода приводное движение на солнечное колесо 35. Солнечное колесо 35 находится в зацеплении с планетарными колесами 37, которые самим по себе известным образом находятся в зацеплении с неподвижной коронной шестерней 38 планетарной передачи. Каждое из планетарных колес 37 расположено в свою очередь на соответствующем валу 39, который соединен в единое целое с ведомым колесом 40. Вращение планетарных колес 37 вокруг вала 27 двигателя приводит к вращательному движению ведомого вала 40 вокруг вала 27 двигателя и определяет скорость вращения этого вращательного движения ведомого колеса 40. Наряду с солнечным колесом 35 на муфте 36 свободного хода находится также ведомое колесо 40, которое, тем самым, также опирается на вал двигателя. Эта муфта 36 свободного хода приводит к тому, что как солнечное колесо 35, так и ведомый вал 40 вращаются лишь при одном направлении вращения вала 27 двигателя. Муфта 36 свободного хода может быть, например, муфтой типа INA HFL0615, которая предлагается фирмой Schaeffler KG, D-91074 Herzogenaurach.
Кроме того, передаточный механизм 13 имеет на приводном валу 27 двигателя относящееся ко второй ступени планетарной передачи солнечное зубчатое колесо 28, через выемку которого хотя и проходит вал 27, однако при этом вал 27 не соединен с солнечным колесом 28. Солнечное колесо закреплено на диске 34, который в свою очередь соединен с планетарными колесами 37. Таким образом, вращательное движение планетарных колес 37 вокруг выходного вала 27 двигателя передается на диск 34, который передает в свою очередь вращательное движение с той же скоростью вращения на солнечное колесо 28. Солнечное колесо 28 находится в зацеплении с несколькими планетарными колесами, а именно с тремя зубчатыми колесами 31, расположенными, каждое, на проходящем параллельно валу 27 двигателя валу 30. Валы 30 трех зубчатых колес 31 расположены неподвижно, т.е. они не вращаются вокруг вала 27 двигателя. Три зубчатых колеса 31 в свою очередь находятся в зацеплении с имеющим внутренние зубья зубчатым венцом, который на своей наружной стороне имеет кулачок 32 и называется в последующем кулачковым колесом 33. Солнечное колесо 28, три зубчатых колеса 31, а также кулачковое колесо 33 являются составляющими частями второй ступени планетарной передачи. Вращательное движение вала 27 на входе планетарной передачи, а также вращательное движение кулачкового колеса 33 имеют соотношение 60:1, т.е. за счет двухступенчатой планетарной передачи происходит уменьшение скорости вращения в 60 раз.
Кроме того, на конце вала 27 двигателя на второй муфте 42 свободного хода расположено коническое зубчатое колесо 43, которое находится в зацеплении с неизображенным вторым коническим зубчатым колесом. Эта муфта 42 свободного хода также передает вращательное движение лишь при одном направлении вращения вала 27 двигателя. Направления вращения, при которых муфта 36 свободного хода солнечного колеса 35 и муфта 42 свободного хода передают вращательное движение вала 27 двигателя, противоположны друг другу. Это означает, что при одном направлении вращения вращается лишь муфта 36 свободного хода, а при другом направлении вращения - лишь муфта 42 свободного хода.
Второе коническое зубчатое колесо расположено на одном конце неизображенного натяжного вала, который на своем другом конце несет другую планетарную передачу 46 (фиг.2). Таким образом, приводное движение электродвигателя в одном определенном направлении вращения передается на оба конических зубчатых колеса 43 на натяжном валу. За счет этого через солнечное колесо 47, а также планетарные колеса 48 приводится во вращение выполненное в виде имеющего внутренние зубья полого колеса натяжное колесо 49 натяжного приспособления 6. Снабженное на своей наружной поверхности поверхностной структурой натяжное колесо 7 захватывает при своем вращательном движении соответствующую обвязочную ленту за счет фрикционного замыкания, за счет чего к ленточной петле прикладывается предусмотренное натяжение ленты.
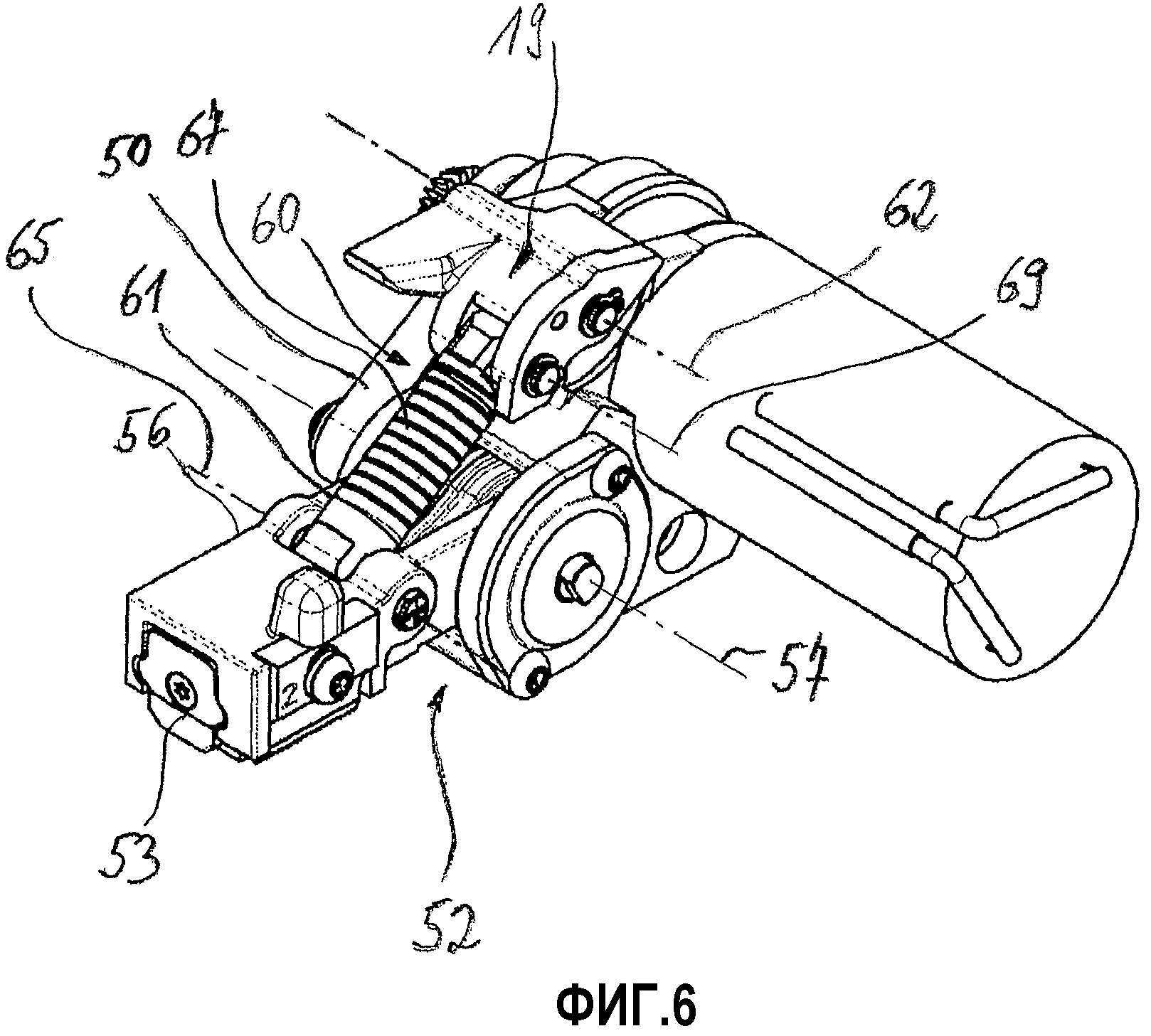
Ведомое колесо 40 выполнено в зоне своей наружной окружной поверхности в виде зубчатого колеса, на котором расположен зубчатый ремень 50 передачи с гибкой связью (фиг.5 и 6). Дополнительно к этому, зубчатый ремень 50 охватывает меньшую по диаметру по сравнению с ведомым колесом 40 шестерню 51, вал которой приводит в движение эксцентриковый привод 52 для колебательного возвратно-поступательного движения сварочного башмака 53. Вместо зубчато-ременного привода может быть также предусмотрен любой другой вид передачи с гибкой связью, например, клиноременный привод или цепной привод. Эксцентриковый привод 52 имеет эксцентриковый вал 54, на котором расположен эксцентрик 55, на котором в свою очередь сидит плечо 56 сварочного башмака с круглой выемкой. Эксцентриковое вращательное движение эксцентрика 55 вокруг оси 57 вращения эксцентрикового вала 54 приводит к линейному колебательному возвратно-поступательному движению сварочного башмака 53. Как эксцентриковый привод 52, так и сам сварочный башмак 53 могут быть также выполнены любым другим известным образом.
Кроме того, сварочное приспособление снабжено коленчато-рычажным механизмом 60, с помощью которого сварочное приспособление можно переводить из исходного положения (фиг.7) в положение сварки (фиг.9). Коленчато-рычажный механизм 60 закреплен на плече 56 сварочного башмака и при этом снабжен шарнирно соединенным с возможностью поворота с плечом 56 сварочного башмака более длинным коленчатым рычагом 61. Кроме того, коленчато-рычажный механизм 60 снабжен шарнирно соединенным с возможностью поворота вокруг поворотной оси 62 поворотным элементом 63, который действует в коленчато-рычажном механизме 60 в качестве более короткого коленчатого рычага. При этом поворотная ось 62 поворотного элемента 63 проходит параллельно осям вала 27 двигателя и эксцентрикового вала 57.
Поворотное движение запускается с помощью кулачка 32 кулачкового колеса 33, который при вращательном движении против часовой стрелки кулачкового колеса 33, относительно показанного на фиг.7-9, заходит под поворотный элемент 63 (фиг.8). При этом наклонно поднимающаяся поверхность 32а кулачка 32 приходит в соприкосновение с вставленным в поворотный элемент 63 контактным элементом 64. За счет этого поворотный элемент 63 поворачивается по часовой стрелке вокруг своей поворотной оси 62. В зоне вогнутой выемки поворотного элемента 63 расположена с возможностью поворота по принципу «поршень-цилиндр» вокруг поворотной оси 69 состоящая из двух частей с возможностью изменения длины коленчато-рычажная штанга коленчатого рычага 61. Дополнительно к этому, коленчатый рычаг 61 соединен с возможностью поворота с выполненным в виде другой поворотной оси 65 местом 65 шарнирного соединения плеча 56 сварочного башмака вблизи сварочного башмака 53 и на расстоянии от поворотной оси 57 плеча 56 сварочного башмака. Между обоими концами изменяемой по длине коленчато-рычажной штанги на ней расположена пружина 67 сжатия, с помощью которой коленчатый рычаг 61 прижимается как к плечу 56 сварочного башмака, так и к поворотному элементу 63. Таким образом, поворотный элемент 63 соединен относительно своего поворотного движения с коленчатым рычагом 61 и с плечом 56 сварочного башмака.
Как показано на фиг.7 и 9, в исходном положении проходящая через коленчатый рычаг 61 (воображаемая) соединительная линия 68 обоих мест шарнирного соединения коленчатого рычага 61 находится между поворотной осью 62 поворотного элемента 63 и кулачковым колесом 33, т.е. на одной стороне поворотной оси 62. За счет приведения в действие кулачкового колеса 33 поворачивается поворотный элемент 63 по часовой стрелке, относительно показанного на фиг.7-9. При этом коленчатый рычаг 61 увлекается поворотным элементом 63. На фиг.8 показано промежуточное положение коленчатого рычага 61, в котором соединительная линия 68 мест 65, 69 шарнирного соединения пересекает поворотную ось 62 поворотного элемента 63. В показанном на фиг.9 конечном положении движения (положении сварки) коленчатый рычаг 61 находится со своей соединительной линией 68 относительно кулачкового колеса 33 и исходного положения на другой стороне поворотной оси 62 поворотного элемента 63. При этом движении плечо 56 сварочного башмака переводится с помощью коленчатого рычага 61 из своего исходного положения посредством поворота вокруг поворотной оси 57 в положение сварки. В положении сварки пружина 67 сжатия прижимает поворотный элемент 63 к неизображенному упору и сварочный башмак 53 к обоим подлежащим сварке друг с другом слоям ленты. Таким образом, коленчатый рычаг 61 и, тем самым, также плечо 56 сварочного башмака находятся в стабильном положении сварки.
Показанное на фиг.6 и 9 приводное движение электродвигателя против часовой стрелки передается зубчатым ремнем 50 на переведенный с помощью коленчато-рычажного механизма 60 в положение сварки сварочный башмак 53, который нажимает на оба слоя ленты и совершает возвратно-поступательное колебательное движение. При этом время сварки для создания соединения фрикционной сварки определяется тем, что осуществляется счет устанавливаемого количества оборотов кулачкового колеса 33 с момента времени, в который кулачок приводит в действие контактный элемент 64. Для этого осуществляется счет количества оборотов вала 27 бесщеточного двигателя 14 постоянного тока, с целью определения положения кулачкового вала 33, начиная с которого необходимо выключать двигатель 14 и, тем самым, завершать процесс сварки. При этом должна предотвращаться остановка кулачка 32 под контактным элементом 64 при остановке двигателя 14. Поэтому для остановки двигателя 14 предусмотрены лишь относительные положения кулачка 32 относительно поворотного элемента 63, в которых кулачок 32 не находится под поворотным элементом. Это обеспечивает возможность поворота сварочного башмака 56 из положения сварки обратно в исходное положение (фиг.7). За счет этого, в частности, исключается положение кулачка 32, в котором кулачок 32 оставляет коленчатый рычаг 61 в положении мертвой точки, т.е. в положении, в котором соединительная линия 68 обоих мест шарнирного соединения пересекает поворотную ось 62 поворотного элемента, как показано на фиг.8. Поскольку такое положение должно исключаться, можно с помощью управления рычагом коромысла отводить коромысло (фиг.2) от натяжного колеса 7 и при этом дополнительно поворачивать коленчатый рычаг 61 по направлению к кулачковому колесу 33 в показанное на фиг.7 положение. После извлечения ленточной петли из обвязочного устройства оно готово для следующего процесса обвязки.
Указанные выше последовательно проходящие процессы натяжения и сварки можно совместно запускать в одном состоянии переключения исполнительного элемента 16. Для этого необходимо привести один раз в действие исполнительный элемент 16, за счет чего электродвигатель 14 сначала вращается в первом направлении вращения и при этом приводит в движение (исключительно) натяжное приспособление 6. Подлежащее созданию в соответствующей ленте натяжение можно устанавливать в обвязочном устройстве предпочтительно с помощью нажимной клавиши с девятью ступенями, которые соответствуют девяти различным величинам натяжения ленты. В качестве альтернативного решения может быть также предусмотрена бесступенчатая установка натяжения ленты. Поскольку ток двигателя зависит от крутящего момента натяжного колеса 7, а тот в свою очередь зависит от моментального натяжения ленты, то можно устанавливать подлежащее созданию натяжение ленты в виде предельного значения тока двигателя с помощью нажимных клавиш с девятью ступенями в электронном устройстве управления обвязочного устройства.
После достижения устанавливаемого и, тем самым, заданного предельного значения тока двигателя, соответственно, натяжения ленты двигатель 14 выключается с помощью своего устройства 22 управления. Непосредственно после этого двигатель запускается с помощью устройства 22 управления с противоположным направлением вращения. За счет этого сварочный башмак 53 опускается указанным выше образом на оба лежащих друг на друге слоя ленты, и выполняется колебательное движение сварочного башмака для создания соединения фрикционной сваркой.
За счет управления переключателем 17 можно придавать исполнительному элементу 16 функцию запуска натяжного приспособления. После выполнения такой установки запускается лишь натяжное устройство посредством приведения в действие исполнительного элемента и после достижения заданного натяжения ленты снова останавливается. Для запуска процесса фрикционной сварки необходимо привести в действие второй исполнительный элемент 18. За исключением раздельного запуска, функция приспособления для фрикционной сварки идентична другому режиму первого исполнительного элемента.
Как указывалось выше, коромысло 8 за счет приведения в действие показанного на фиг.2, 10, 11 рычага 9 коромысла может выполнять поворотные движения вокруг оси 8а коромысла. Для этого коромысло приводится в движение с помощью расположенного позади натяжного колеса 7 и поэтому невидимого на фиг.2, установленного с возможностью поворота кулачкового диска. С помощью рычага 9 коромысла кулачковый диск может совершать поворотное движение примерно в 30° и перемещать коромысло 8, соответственно, натяжную плиту 12 относительно натяжного колеса 7, что обеспечивает возможность закладки ленты в обвязочное устройство, соответственно, между натяжным колесом 7 и натяжной плитой 12.
За счет этого зубчатая натяжная плита 12, расположенная в зоне свободного конца коромысла, также может поворачиваться на коромысле из показанного на фиг.10 исходного положения в показанное на фиг.11 положение натяжения и снова обратно. В исходном положении натяжная плита 12 имеет достаточно большое расстояние до натяжного колеса 7, с целью обеспечения возможности расположения в два слоя обвязочной ленты между натяжным колесом и натяжной плитой, что требуется для образования замка на ленточной петле. В положении натяжения натяжная плита прижимается самим по себе известным образом, например, с помощью воздействующей на коромысло пружинной силы, к натяжному колесу 7, при этом в отличие от показанного на фиг.11 состояния в процессе обвязки двухслойная лента находится между натяжной плитой и натяжным колесом, и, тем самым, между ними не происходит контакт. Обращенная к натяжному колесу зубчатая поверхность 12а (натяжная поверхность) выполнена вогнутой, причем радиус кривизны соответствует радиусу натяжного колеса 7 или же незначительно больше.
Как показано, в частности, на фиг.10 и 11, а также детально на фиг.12-14, зубчатая натяжная плита 12 расположена в имеющей форму канавки выемке 71 коромысла. Длина выемки 71 в направлении прохождения ленты больше длины натяжной плиты 12. Кроме того, натяжная плита 12 снабжена выпукло изогнутой контактной поверхностью 12b, с помощью которой она опирается в выемке 71 коромысла 8 на плоскую опорную поверхность 72. Как показано, в частности, на фиг.11 и 12, выпуклый изгиб проходит в направлении, параллельном направлению 70 прохождения ленты, в то время как контактная поверхность 12b образована плоской поперек этого направления (фиг.13). За счет такого выполнения натяжная плита 12 способна выполнять движения опрокидывания в направлении 70 прохождения ленты относительно коромысла 8 и натяжного колеса 7. Кроме того, натяжная плита 12 закреплена на коромысле 8 с помощью проходящего снизу через коромысло винта 73. Для этого винт находится в удлиненном отверстии 74 коромысла, продольное направление которого проходит параллельно направлению 70 прохождения ленты в обвязочном устройстве. За счет этого натяжная плита 12 расположена на коромысле 8 не только с возможностью опрокидывания, но также с возможностью продольного сдвига.
В процессе натяжения сначала натяжное коромысло 8 переводится из исходного положения (фиг.10) в положение натяжения (фиг.11). В положении натяжения нагруженное силой пружины коромысло 8 отжимает натяжную плиту 12 в направлении натяжного колеса и при этом зажимает оба слоя ленты между натяжным колесом 7 и натяжной плитой 12. При этом вследствие различной толщины лент могут образовываться различные расстояния натяжной плиты от окружной поверхности 7а натяжного колеса 7. Это приводит не только к различным положениям поворота коромысла 8, но также к различному положению натяжной плиты 12 относительно окружного направления натяжного колеса 7. Для достижения, тем не менее, равномерных условий прижима натяжная плита 12 в процессе прижатия к ленте ориентируется самостоятельно за счет продольного перемещения в выемке 71, а также движения опрокидывания над контактной поверхностью 12b на опорной поверхности 72 так, что натяжная плита 12 по всей своей длине оказывает максимально равномерное давление на обвязочную ленту. При включении натяжного колеса 7 зубцы натяжной плиты 12 удерживают неподвижно нижний слой ленты, в то время как натяжное колесо 7 своей зубчатой окружной поверхностью 7а захватывает верхний слой ленты. Вращательное движение натяжного колеса 7, а также небольшой коэффициент трения между обоими слоями ленты приводят к тому, что натяжное колесо тянет верхний слой ленты назад и, тем самым, повышает натяжение в ленточной петле до желаемого значения напряжения растяжения.
Перечень позиций
1 Обвязочное устройство
2 Корпус
3 Рукоятка
4 Плита основания
6 Натяжное приспособление
7 Натяжное колесо
7а Окружная поверхность
8 Коромысло
8а Поворотная ось коромысла
9 Рычаг коромысла
10 Приспособление для фрикционной сварки
11 Сварочный башмак
12 Натяжная плита
12а Натяжная поверхность
12b Контактная поверхность
13 Передаточный механизм
14 Электрический двигатель постоянного тока
15 Аккумулятор
16 Исполнительный элемент
17 Переключатель
18 Исполнительный элемент
19 Переводное приспособление
20 Ротор
HS1 Датчик Холла
HS2 Датчик Холла
HS3 Датчик Холла
22 Электронное устройство управления
24 Статор
25 Мостиковая схема
27 Выходной вал двигателя
28 Солнечное колесо
30 Вал
31 Зубчатое колесо
32 Кулачок
32а Поверхность
33 Кулачковое колесо
35 Солнечное колесо
36 Муфта свободного хода
37 Планетарное колесо
38 Коронная шестерня планетарной передачи
39 Вал
40 Ведомое колесо
42 Муфта свободного хода
43 Коническое зубчатое колесо
46 Планетарная передача
47 Солнечное колесо
48 Планетарное колесо
49 Натяжное колесо
50 Зубчатый ремень
51 Шестерня
52 Эксцентриковый привод
53 Сварочный башмак
54 Эксцентриковый вал
55 Эксцентрик
56 Плечо сварочного башмака
57 Ось вращения эксцентрикового вала
60 Коленчато-рычажный механизм
61 Длинный коленчатый рычаг
62 Поворотная ось
63 Поворотный элемент
64 Контактный элемент
65 Поворотная ось
66 Поворотная ось
67 Пружина сжатия
68 Соединительная линия
69 Поворотная ось
70 Направление прохождения ленты
71 Выемка
72 Опорная поверхность
73 Винт
74 Удлиненное отверстие
Реферат
Мобильное обвязочное устройство содержит натяжное приспособление для приложения натяжения к петле обвязочной ленты, соединительное приспособление для соединения двух лежащих друг на друге зон петли ленты и заряжаемый накопитель энергии для приведения в движение с помощью двигателя, по меньшей мере, приспособления для фрикционной сварки и/или натяжного приспособления. При этом накопитель энергии представляет собой литиевый ионный аккумулятор для обеспечения энергией привода приспособления для сварки, а устройство снабжено исполнительным элементом, предназначенным для включения двигателя. Исполнительный элемент выполнен с возможностью управления так, что натяжное приспособление и приспособление для фрикционной сварки приводятся в действие последовательно и автоматически или по отдельности. Изобретение обеспечивает повышение производительности и качества. 20 з.п. ф-лы, 14 ил.
Формула
натяжное приспособление для приложения натяжения к петле обвязочной ленты, а также
соединительное приспособление для создания соединения двух лежащих друг на друге зон петли обвязочной ленты, и
заряжаемый накопитель энергии для хранения энергии, которая предназначена для выдачи в качестве приводной энергии для приведения в движение с помощью двигателя, по меньшей мере, приспособления для фрикционной сварки, обеспечивающего создание соединения фрикционной сваркой, и/или натяжного приспособления, отличающееся тем, что накопитель энергии имеет литиевый ионный аккумулятор для обеспечения энергией привода соединительного приспособления, выполненного в виде приспособления для фрикционной сварки, при этом мобильное обвязочное устройство снабжено исполнительным элементом, предназначенным для включения двигателя, при этом исполнительный элемент выполнен с возможностью управления таким образом, что натяжное приспособление и приспособление для фрикционной сварки приводятся в действие последовательно и автоматически или по отдельности.
Комментарии