Устройство и способ вакуумной упаковки продукта с формованием на нём оболочки и вакуумная упаковка с формованной оболочкой - RU2743378C2
Код документа: RU2743378C2
Чертежи

















Описание
Область техники
Настоящее изобретение в основном относится к устройству и способу вакуумной упаковки продукта с формованием на нем оболочки.
Предшествующий уровень техники
Вакуумная упаковка является широко известным способом упаковки широкого круга продуктов, в частности пищевых продуктов.
Среди известных способов вакуумной упаковки, вакуумную упаковку продукта применяют для упаковки пищевых продуктов, таких как свежее и замороженное мясо и рыба, сыр, переработанное мясо, готовые пищевые продукты и подобные им.
Вакуумная упаковка продукта по существу является способом термического формообразования. В частности, указанный продукт размещают на жесткую или полужесткую подложку (такую как поддон, миска, тарелка или чашка). Указанную подложку с указанным продуктом, размещенным на ней, помещают в вакуумную камеру, где пленка термопластичного материала, размещенного поверх указанного продукта, помещенного на указанную подложку, нагревается и размягчается. Затем пространство между указанной подложкой и указанной пленкой удаляют и в конце концов указанную пленку высвобождают для того, чтобы указанная пленка обернула вокруг весь указанный продукт с образованием плотной оболочки вокруг указанного продукта и на указанной подложке.
Для того, чтобы улучшить удаление воздуха из поддона в ходе вакуумной упаковки продукта, известным способом является формирование отверстия в боковой стенке указанного поддона, как описано в ЕР 0320294. Поддоны с предварительно сформированными отверстиями также известны из DE 102006022418, US 4919955, W0 9714313 и US 2005074531. Однако следует заметить, что формирование отверстий в указанном поддоне предполагает определенные трудности в указанной цепи производства. Более того, расположение или размер указанных отверстий или вентиляционных каналов, присутствующих на указанном поддоне не всегда может быть оптимизированным для конкретного упаковочного аппарата. В дополнение к этому, присутствие отверстий в стенках указанного поддона приводит к нежелательному эстетическому восприятию всей упаковки. Более того, в связи с указанными отверстиями, присутствующими на указанных поддонах, описанных в DE 102006022418, US 4919955 и US 2005074531, необходимо обеспечивать средства в виде клапанов, которые таким образом еще больше усложняют структуру указанного поддона.
В документе DE 102006022418 также раскрыта альтернатива, в которой подвижную трубку вставляют между кромкой указанного поддона и нижней поверхностью покрывной пленки: в положении для отсасывания, указанная трубка выступает поверх кромки и за внутреннюю границу кромки. Запечатывающее устройство, размещенное поверх указанной покрывной пленки и указанной кромки, нагревает указанную пленку для ее фиксации на указанной кромке поддона по всему периметру указанной кромки за исключением незапаянной области кромки, распложенной там, где указанная трубка введена между кромкой и пленкой. Когда указанную трубку удаляют с кромки указанного поддона, дополнительное подвижное нагревательное устройство подводят к покрывной пленке, покрывающей указанную незапаянную области кромки, для ее присоединения нагревом к указанной кромке. Указанное техническое решение требует наличия дополнительного нагревающего устройства, которое должно двигаться соответствующим образом и синхронизироваться с движением трубки, что приводит к дополнительному усложнению устройства. Кроме того, уровень вакуума, который может быть достигнут в этом решении, является компромиссным ввиду необходимости оставлять часть указанной пленки незапаянной по меньшей мере на короткий интервал времени.
Документы WO 2009141214 и WO 2014060507 раскрывают способ вакуумной упаковки продукта, в котором отверстия формируют в указанном поддоне перед удалением воздуха из указанного поддона через указанное отверстие. Этот способ позволяет с большой эффективностью получать вакуумную упаковку продукта с формованной на нем пленкой, хотя это требует дополнительной стадии формирования отверстия в стенке поддона.
Поэтому целью настоящего изобретения является предоставление устройства и способа, способных адекватно решить указанную проблему эффективного удаления воздуха в процессе способа вакуумного образования пленки без усложнения цикла указанного производства. Более того, еще одной целью настоящего изобретения является предоставление способа и устройства, которые способны эффективно удалять воздух из широкого круга поддонов или подложек в процессе вакуумной упаковки продукта.
В дополнение к этому, целью настоящего изобретения является предоставление способа и устройства, которые могут быть применены без необходимости усложнения традиционно используемых систем упаковки.
Еще одной целью настоящего изобретения является представление устройства, способного функционировать в безопасном режиме.
Еще одной целью настоящего изобретения является представление устройства и способа, обеспечивающих достижение цели удаления воздуха без нарушения эстетического вида конечного упакованного продукта.
Еще одной целью настоящего изобретения является представление новой упаковки, имеющей дизайн, позволяющий эффективно удалять воздух и улучшать эстетическое восприятие указанной упаковки.
Краткое описание настоящего изобретения
По меньшей мере одна из указанных выше целей по существу достигается с помощью устройства и посредством способа по одному или нескольким пунктам формулы, приведенным ниже.
Устройство и способы в соответствии с аспектами настоящего изобретения, позволяющие достигать одну или несколько из указанных выше целей раскрыты ниже в настоящем описании.
Первый аспект относится к предпочтительно к способу вакуумной упаковки с образованием пленки, включающем стадии:
- обеспечение подложки (7);
- обеспечение пленки (31; 32);
- размещение на указанной подложке (7) продукта (Р) таким образом, что остается свободное пространство между указанным продуктом (Р) и указанной подложкой (7), не контактируемой с указанным продуктом (Р);
- сохранение по меньшей мере одной части пленки (33) над указанным продуктом, размещенным на подложке (7), с по меньшей мере одной насадкой в виде трубки (80), размещенной в промежутке (90) между верхней поверхностью указанной подложки (7) и нижней поверхностью указанной части пленки (33);
- нагревание указанной по меньшей мере одной части пленки (33);
- удаление воздуха снизу указанной части пленки (33) посредством отсасывания воздуха через отверстие для отсасывания указанной насадки в виде трубки (80).
Указанное свободное пространство указанной подложки, в случае, когда указанной подложкой является поддон с нижней стенкой, боковой стенкой и верхней кромкой, может включать только верхнюю поверхность указанной кромки, или указанную верхнюю поверхность указанной кромки и часть внутренней поверхности указанной боковой стенки указанного поддона, или указанную верхнюю поверхность указанной кромки и часть внутренней поверхности указанной боковой стенки указанного поддона, а также часть
Во втором аспекте в соответствии с первым аспектом указанным способом является способ вакуумной упаковки продукта, в котором указанная часть пленки прилегает к внешней поверхности указанного продукта и присоединена посредством термосварки к указанной подложке, оставляя минимальное количество газа внутри указанной упаковки.
В третьем аспекте в соответствии с любым из предшествующих аспектов указанный способ включает следующую стадию:
- высвобождение указанной части пленки (33), приведение указанной части пленки (33) в контакт с указанным продуктом (Р) и термическое присоединение к свободной поверхности указанной подложки (7), где воздух, использующийся при указанном термическом присоединении, герметично запечатывает указанный продукт (Р) между указанной подложкой (7) и указанной частью пленки (33) с образованием таким образом вакуумной упаковки с формованной на продукте (Р) пленкой.
В четвертом аспекте в соответствии с любым из предшествующих аспектов указанный способ включает следующую дополнительную стадию:
- удаление указанной насадки в виде трубки (80) из указанного промежутка (90) посредством отведения указанной насадки в виде трубки (80) от указанной подложки (7). Эта стадия имеет место после термического присоединения с образованием герметично запечатанного указанного продукта между указанной частью пленки и указанной подложкой.
В пятом аспекте в соответствии с любым из предшествующих аспектов указанная по меньшей мере одну насадку в виде трубки (80) вводят между верхней поверхностью внешней границы указанной подложи (7) и нижней поверхностью внешней границы указанной части пленки (33) так, что указанное отверстие для отсасывания указанной насадки в виде трубки (80) направлено в сторону объема, образованного между указанной подложкой (7) и указанной частью пленки (33); а затем удаляют воздух из указанного объема посредством отсасывания воздуха через указанное отверстие для отсасывания.
В шестом аспекте в соответствии с любым из предшествующих аспектов, указанный способ предусматривает, что - после размещения указанного продукта (Р) на указанной подложке (7) - указанный продукт, размещенный на подложке (7), размещают в устройстве для упаковки, содержащем по меньшей мере нижний элемент оснастки (52) и верхний элемент оснастки (51), при этом удерживание указанной по меньшей мере одной части пленки (33) включает удерживание посредством указанного верхнего элемента оснастки (51) указанной части пленки (33) в положении ее удерживания поверх соответствующего продукта, размещенного на подложке (7), находящегося в указанном нижнем элементе оснастки (52).
В седьмом аспекте в соответствии с предшествующим аспектом указанный способ включает стадию приближения друг к другу указанных верхнего и нижнего элементов оснастки для приведения указанной части пленки (33) в контакт с указанной подложкой (7) перед удалением воздуха снизу этой же части пленки.
В восьмом аспекте в соответствии с шестым аспектом указанный способ включает стадию приближения друг к другу указанных верхнего и нижнего элементов оснастки для образования замкнутой, предпочтительно герметично замкнутой, камеры упаковки (58) и удаление воздуха, который остался после того как указанные верхний и нижний элементы оснастки сформировали указанную замкнутую камеру упаковки (58).
В девятом аспекте в соответствии с любым из предшествующих аспектов указанная стадия удаления воздуха также имеет место, когда указанная часть пленки (33) находится в положении ее удерживания поверх соответствующего продукта, размещенного на подложке (7), и продолжается после высвобождения указанной части пленки (33) и вплоть до осуществления стадии термического присоединения, в ходе которой указанный продукт (Р) плотно запаковывается между указанной подложкой (7) и указанной частью пленки (33).
В десятом аспекте в соответствии с восьмым и девятым аспектами указанная стадия удаления воздуха также имеет место, когда указанная часть пленки (33) находится в положении ее удерживания поверх и на некотором расстоянии от соответствующего продукта, размещенного на подложке (7).
В одиннадцатом аспекте в соответствии с любым из предшествующих аспектов, указанный способ предусматривает, что удаление воздуха осуществляют только через указанную по меньшей мере одну насадку в виде трубки (80) и только когда указанная часть пленки (33) приведена в контакт для термического присоединения к внешней границе или краю расположенной снизу подложки с образованием контакта для термического присоединения с указанной подложкой (7) и с частью боковой поверхности указанной насадки в виде трубки (80), введенной в указанное пространство (90). На практике указанная часть пленки сначала контактирует с указанной подложкой (например, с указанной внешней кромкой указанной подложки или внешним краем указанной подложки) и указанной внешней поверхностью указанной насадки в виде трубки (которая позднее была размещена в указанном пространстве) для образования кругового участка контакта, который не пропускает газ вокруг указанного отверстия для отсасывания или отверстий указанной насадки в виде трубки (трубок), которые таким образом служат как единственные каналы 8) для отсасывания газа из указанного объема между указанной частью пленки и указанной подложкой. Следует отметить, что формирование указанного кругового участка контакта осуществляют под действием указанных верхнего и нижнего элементов оснастки, которые по сути размещают между собой указанную часть пленки и указанную подложку с указанной насадкой в виде трубки (трубок), расположенные в соответствующем промежутке.
В двенадцатом аспекте в соответствии с любым из предшествующих аспектов с шестого по одиннадцатый:
- указанную стадию нагревания указанной части пленки (33) осуществляют посредством нагревателя (54), переносимого или формирующего указанный верхний элемент оснастки, в то время как указанная часть пленки (33) находится в положении ее удерживания поверх соответствующего продукта, размещенного на подложке (7).
В тринадцатом аспекте в соответствии с любым из предшествующих аспектом с шестого по двенадцатый:
- указанную стадию высвобождения указанной части пленки (33) из указанного верхнего элемента оснастки осуществляют после сближения указанных верхнего и нижнего элементов оснастки и либо приведения указанной части пленки (33) в контакт с указанной подложкой (7), либо формирования указанной замкнутой, предпочтительно герметично замкнутой, камеры упаковки (58),
- после указанной стадии высвобождения по меньшей мере часть нагретой части пленки (33) отделяют и отводят от указанного нагревателя (54), опуская вниз на указанный продукт (Р).
В четырнадцатом аспекте в соответствии с любым из предшествующих аспектов с шестого по тринадцатый:
- указанную насадку в виде трубки (80) удаляют, в частности полностью удаляют, из указанного промежутка (90) только после образования термического соединения, герметично запечатывающего указанный продукт (Р) между указанной подложкой (7) и указанной частью пленки (33).
В пятнадцатом аспекте в соответствии с любым из предшествующих аспектов, указанную насадку в виде трубки (80) оставляют в указанном промежутке (90) между указанной частью пленки (33) и указанной подложкой (7) во время осуществления указанной стадии термического присоединения, так что формируется по меньшей мере одна манжета (33а) из пленки, которая расположена поверх указанного промежутка (90), и которая не присоединена посредством термического присоединения к расположенной ниже подложке (7), с образованием таким образом элемента для захвата для более легкого открывания указанной пленочной упаковки.
В шестнадцатом аспекте в соответствии с предшествующим аспектом указанную насадку в виде трубки (80) удаляют, в частности полностью удаляют, из указанного промежутка (90) после осуществления одной или обеих из следующих стадий:
- указанный нагреватель (54) отделяют от указанной части пленки (33),
- поверхность указанного нагревателя (54), обращенную к указанной части пленки (33), охлаждают до температуры ниже температуры, вызывающей термическое присоединение указанной части пленки (33) к указанной подложке (7).
В семнадцатом аспекте в соответствии с любым из предшествующих аспектов, после указанной стадии приведения указанной части пленки (33) в контакт с указанным продуктом (Р) и термического присоединения к свободной поверхности указанной подложки (7), окружающей указанный продукт (Р), указанная часть пленки (33) включает внутреннюю часть пленки (34), которая находится в контакте с указанный продукт (Р), и внешнюю часть пленки (35), по существу окружающую указанный периметр указанной внутренней части пленки (33) и термически присоединенную к свободной поверхности подложки (7), не занятую указанным продуктом (Р), так чтобы образовывать полосу термического присоединения, также по существу окружающую указанный периметр указанной внутренней части пленки (33).
В восемнадцатом аспекте в соответствии с любым из предшествующих аспектов, после указанной стадии приведения указанной части пленки (33) в контакт с указанным продуктом (Р) и термического присоединения к свободной поверхности указанной подложки (7), окружающей указанный продукт (Р), указанный способ включает:
- прекращение отсасывания газа через отверстие указанной насадки в виде трубки (80) для отсасывания,
- относительное перемещение указанной насадки в виде трубки (80) по отношению к указанной подложке (7) для размещения указанной насадки в виде трубки (80) в исходное положение на заранее определенном расстоянии от внешней границы указанной подложки (7).
В девятнадцатом аспекте в соответствии с любым из предшествующих аспектов, указанная стадия удаления указанной насадки в виде трубки (80) из указанного промежутка (90) включает извлечение указанной насадки в виде трубки (80) из указанного промежутка (90).
В двадцатом аспекте в соответствии с предшествующим аспектом, указанное извлечение указанной насадки в виде трубки (80) начинают перед прекращением отсасывания газа через указанную насадку в виде трубки (80) так, что указанная насадка в виде трубки (80) продолжает отсасывать воздух по меньшей мере в процессе начальной фазы ее извлечения из указанного промежутка (90).
В двадцать первом аспекте в соответствии с любым из предшествующих аспектов, указанной подложкой (7) является поддон, содержащий нижнюю стенку (7а) и боковую стенку (7b), идущую вверх от указанной нижней стенки (7а) и при этом указанная часть пленки (33) термически присоединена к свободной поверхности указанной боковой стенки (7b) указанного поддона и образует указанное термическое соединение.
В двадцать втором аспекте в соответствии с предшествующим аспектом указанным термическим соединением является полоса термического присоединения, находящаяся вокруг указанного продукта (Р) и вокруг указанной боковой стенки (7b).
В двадцать третьем аспекте в соответствии с любым из предшествующих двух аспектов указанный поддон включает верхнюю кромку (7с), идущую радиально наружу от верхней части указанной боковой стенки (7b), и указанный промежуток (90) расположен между верхней поверхностью кромки (7с) указанного поддона и нижней поверхностью указанной части пленки (33), где указанная часть пленки (33) присоединена к указанной поверхности указанной кромки (7с) вдоль всего периметра указанной кромки (7с) за исключением зоны указанной кромки (7с), расположенной в указанном промежутке (90), для образования по меньшей мере одной пленочной манжеты (33а), не присоединенной термически к находящейся ниже кромке (7с).
В двадцать четвертом аспекте в соответствии с предшествующим аспектом указанная по меньшей мере одну насадку в виде трубки (80) вводят между верхней поверхностью кромки (7с) указанного поддона и нижней поверхностью внешней границы указанной части пленки (33), но не выводят за пределы внутренней границы кромки (7с) указанного поддона.
В двадцать пятом аспекте в соответствии с любым из предшествующих двух аспектов указанную часть пленки (33) удерживают в контакте с указанным нагревателем (54) указанного верхнего элемента оснастки (51), необязательно посредством вакуума, также пока указанная часть пленки (33) размещена поверх указанного поддона с размещенным на нем продуктом и пока указанная часть пленки (33) находится в контакте с указанной кромкой (7с) указанного поддона.
В двадцать шестом аспекте в соответствии с любым из предшествующих аспектов указанная подложка (7) имеет многогранную внешнюю границу, а указанную насадку в виде трубки (80) размещают в промежутке (90), размещенном в угловой части внешней границы указанной подложки (7) между верхней поверхностью указанной подложки (7) и нижней поверхностью указанной части пленки (33).
В двадцать седьмом аспекте в соответствии с предшествующим аспектом указанной подложкой (7) является поддон с боковой стенкой (7b) и радиально выступающей верхней кромкой (7с), где указанная внешняя граница указанной кромки (7с) имеет несколько граней, а указанную насадку в виде трубки (80) размещают в указанном промежутке (90), размещенном в угловой части внешней границы указанной кромки (7с) между верхней поверхностью указанной кромки (7с) и нижней поверхностью указанной части пленки (33).
В двадцать восьмом аспекте в соответствии с любым из предшествующих аспектов указанной частью пленки (33) является отдельный кусок пленки, по существу имеющий - когда находится в положении ее удерживания поверх указанного продукта, размещенного на подложке, - размер, накрывающий по существу всю верхнюю поверхность указанной подложки, необязательно имеющей размер, накрывающий по существу всю указанную верхнюю поверхность кромки (7с) указанного поддона.
В двадцать девятом аспекте в соответствии с любым из предшествующих аспектов указанная кромка (7с) или верхняя часть указанной боковой стенки (7b) указанного поддона включает выемку (7d), сконфигурированную для размещения указанной насадки в виде трубки (80), где поперечное сечение указанной насадки в виде трубки (80) имеет профиль, идентичный профилю указанной выемки (7d), при этом указанную выемку (7d) необязательно размещают в угловом участке указанного поддона.
В двадцать девятом аспекте в соответствии с любым из предшествующих аспектов указанный верхний элемент оснастки (51) включает углубление, сконфигурированное для размещения указанной насадки в виде трубки (80), где поперечное сечение указанной насадки в виде трубки (80) имеет профиль, идентичный профилю углубления в указанном верхнем элементе оснастки (51).
В тридцатом аспекте в соответствии с любым из предшествующих двух аспектов указанная насадка в виде трубки (80), введенной в указанный промежуток (90), размещают либо в указанной выемке (7d), присутствующей в указанном поддоне или в указанном углублении, присутствующем в указанном верхнем элементе оснастки (51), или в обоих элементах.
Тридцать первый аспект относится к устройству (1) упаковки продукта (Р), размещенном на подложке (7).
В тридцать втором аспекте в соответствии с предшествующим аспектом указанное устройство конфигурируют для осуществления указанного способа в соответствии с любым из предшествующих аспектов.
В тридцать третьем аспекте в соответствии с любым из предшествующих двух аспектов указанное устройство конфигурируют для вакуумной упаковки продукта с формованием на нем оболочки на указанной подложке (7), которая является либо плоской подложкой или поддоном, имеющим основание (7а) и боковую стенку (7b).
В тридцать четвертом аспекте в соответствии с любым из предшествующих аспектов с 31-го по 33-й указанное устройство (1) включает:
раму (1а);
транспортирующее устройство (2), размещенное на указанной раме (1а) и сконфигурированное для перемещения одной или более подложек (7);
устройство подачи пленки (3), сконфигурированное для подачи пленки; устройство для упаковки (5), установленное на указанной раме (1а) и сконфигурированное для приема указанных одной или нескольких подложек (7) с продуктом (Р), размещенным на ней, и для удерживания части пленки (33) указанной пленки поверх соответствующих указанных одной или нескольких подложек (7), где указанное устройство для упаковки содержит:
нагреватель (54) для нагревания по меньшей мере части указанной пленки (33), по меньшей мере одну насадку в виде трубки (80), имеющую отверстие для отсасывания,
вакуумную установку (82), соединенную с указанной насадкой в виде трубки (80) и сконфигурированную для обеспечения отсасывания воздуха через указанную насадку в виде трубки (80);
блок управления (100), соединенное с указанным устройством для упаковки и сконфигурированное для управления указанным устройством для упаковки для:
размещения указанной насадки в виде трубки (80) в промежутке (90) между верхней поверхностью указанной подложки (7) и нижней поверхностью указанной части пленки (33),
функционирования указанного нагревателя (54) для нагревания указанной по меньшей мере одной части пленки (33), размещенной поверх указанной подложки (7),
функционирования указанной вакуумной установки (82) для удаления воздуха снизу указанной части пленки (33) посредством отсасывания воздуха через отверстие для отсасывания указанной насадки в виде трубки (80) с помощью насадки в виде трубки (80), размещенной в указанном промежутке (90).
В тридцать пятом аспекте в соответствии с предшествующим аспектом указанный блок управления также сконфигурировано для управления указанным устройством для упаковки чтобы:
высвобождать указанную часть пленки (33) так, чтобы указанная часть пленки (33) контактировала с указанным продуктом (Р) и термически присоединялась к свободной поверхности указанной подложки (7), окружающей указанный продукт (Р), так что воздух, использующийся при указанном термическом присоединении, герметично запечатывала указанный продукт (Р) между указанной подложкой (7) и указанной частью пленки (33) с образованием таким образом вакуумной упаковки с формованной пленкой на продукте (Р), и
затем удалять указанную насадку в виде трубки (80) из указанного промежутка (90) посредством относительного отведения указанной насадки в виде трубки (80) по отношению к указанной подложке (7) или к указанному нижнему элементу оснастки (52). В тридцать шестом аспекте в соответствии с предшествующим аспектом указанное устройство для упаковки включает:
верхний элемент оснастки (51), оснащенный указанным нагревателем (54) и сконфигурированный для удерживания указанной по меньшей мере одной части пленки (33), и
нижний элемент оснастки (51), сконфигурированный для приема указанного продукта, размещенного на подломе (7).
В тридцать седьмом аспекте в соответствии с предшествующим аспектом указанный нижний элемент оснастки (52) и указанный верхний элемент оснастки (51) сконфигурированы для размещения указанной части пленки (33) в положении удерживания поверх указанной соответствующей подложки (7), и при этом указанная насадка в виде трубки (80) установлена в указанное устройство для упаковки (5) для относительного перемещения по отношению к указанным верхнему и нижнему элементам оснастки в процессе функционирования - когда указанную насадку в виде трубки (80) вводят в указанный промежуток (90) - и в исходном положении - когда указанная насадка в виде трубки (80) извлечена из указанного промежутка (90) и размещена на заранее определенном расстоянии от внешней границы указанной подложки (7), присутствующей в указанном нижнем элементе оснастки (52).
В тридцать восьмом аспекте в соответствии с любым из предшествующих четырех аспектов указанный блок управления (100) конфигурируют для управления указанным устройством для упаковки (5) для того, чтобы:
- формировать замкнутую, предпочтительно герметично замкнутую, камеру упаковки (58).
В тридцать девятом аспекте в соответствии с любым из предшествующих пяти аспектов указанный блок управления (100) конфигурируют для управления указанным устройством для упаковки (5) для того, чтобы:
- привести часть указанной пленки в контакт для термического запечатывания с указанной верхней поверхностью расположенной снизу подложки (7), находящейся в указанном нижнем элементе оснастки (51) и с частью боковой поверхности указанной насадки в виде трубки.
В сороковом аспекте в соответствии с любым из предшествующих двух аспектов указанный блок управления (100) конфигурируют для управления указанным устройством для упаковки (5) для:
- размещения указанной насадки в виде трубки (80) в указанном промежутке (90); эту фазу возможно осуществлять в процесса приведения указанной части пленки в контакт с указанной верхней поверхностью указанной подложки или сразу после этого.
- затем, после размещения указанной насадки в виде трубки, функционирования указанной вакуумной установки (82) для удаления воздуха снизу указанной части пленки (33) посредством отсасывания воздуха через указанное отверстие для отсасывания указанной насадки в виде трубки (80).
В сорок первом аспекте в соответствии с предшествующим аспектом указанный блок управления (100) конфигурируют для управления указанным устройством для упаковки (5) для - одновременно с по меньшей мере начальной фазой удаления воздуха или после нее - высвобождения указанной части пленки (33) так, что по меньшей мере часть указанной части пленки (33) отделяют от указанного нагревателя (54) и приводят в контакт с указанным продуктом (Р) в процессе термического присоединения к свободной поверхности указанной подложки (7), окружающей указанный продукт (Р), а затем удаляют указанную насадку в виде трубки (80) из указанного промежутка (90) посредством отведения указанной насадки в виде трубки (80) от нижнего элемента оснастки (52) и, соответственно, от указанной подложки (7), находящейся в указанном нижнем элементе оснастки (52).
В сорок втором аспекте в соответствии с любым из предшествующих четырех аспектов указанный блок управления (100) дополнительно конфигурируют для управления указанных верхнего и нижнего элементов оснастки для образования герметично замкнутой камеры упаковки (58) перед подачей команды указанной вакуумной установке (82) для функционирования для удаления воздуха.
В сорок третьем аспекте в соответствии с любым из аспектов с 34-го по 42-й указанный блок управления (100) конфигурируют для:
управления указанным нагревателем (54) для нагревания указанной части пленки (33), в то время как часть пленки (33) находится в положении ее удерживания поверх указанной подложки (7); и
функционирования указанной насадки в виде трубки (80) для отведения, в частности полного отведения, из указанного промежутка (90) только после образования термического соединения, герметично запечатывающего указанный продукт (Р) между указанной подложкой (7) и указанной частью пленки (33).
В сорок четвертом аспекте в соответствии с любым из аспектов с 34-го по 43-й указанный блок управления (100) конфигурируют для управления указанным устройством для упаковки для: удерживания указанной насадки в виде трубки (80) в указанном промежутке (90) между указанной частью пленки (33) и указанной подложкой (7) по меньшей мере до осуществления одной или обеих из следующих стадий:
- указанный нагреватель (54) отделяют от указанной части пленки (33),
- поверхность указанного нагревателя (54), обращенную к указанной части пленки (33) охлаждают до температуры ниже температуры, вызывающей термическое присоединение указанной части пленки (33) к указанной подложке (7),
так что формируется по меньшей мере одна манжета (33а) из пленки, которая расположена поверх указанного промежутка (90) и которая не присоединена термически к находящейся снизу подложке (7).
В сорок пятом аспекте в соответствии с любым из аспектов с 34-го по 44-й указанный блок управления (100) конфигурируют для:
- прекращения отсасывания газа указанной вакуумной установкой (82) через отверстие для отсасывания указанной насадки в виде трубки (80),
- относительного перемещения указанной насадки в виде трубки (80) по отношению к указанной подложке (7) для размещения указанной насадки в виде трубки (80) в исходном положении на заранее определенном расстоянии от внешней границы указанной подложки (7).
В сорок шестом аспекте в соответствии с предшествующим аспектом указанный блок управления(100) конфигурируют для управления указанным относительным отведением указанной насадки в виде трубки (80), которое начинается перед прекращением отсасывания газа через указанную насадку в виде трубки (80) так, что указанная насадка в виде трубки (80) продолжается отсасывать воздух по меньшей мере в процессе начальной фазы ее извлечения из указанного промежутка (90).
В сорок седьмом аспекте в соответствии с любым из аспектов с 34-го по 46-й указанный нижний элемент оснастки (52) конфигурируют для приема подложки (7) в форме поддона, содержащего нижнюю стенку (7а), боковую стенку (7b), идущую вверх от указанной нижней стенки (7а), и необязательно верхнюю кромку (7с), идущую радиально наружу от верхней части указанной боковой стенки (7b) и при этом указанный блок управления (100) конфигурируют для управления указанным устройством для упаковки для размещения указанной насадки в виде трубки (80) в рабочем положении в указанном промежутке (90), образованном между нижней поверхностью указанной части пленки (33), удерживаемой посредством указанного верхнего элемента оснастки (51), и верхней поверхностью указанной кромки (7с) или верхней частью указанной боковой стенки (7b) поддона, размещенного в указанном нижнем элементе оснастки (52).
В сорок восьмом аспекте в соответствии с предшествующим аспектом указанный блок управления (100) конфигурируют для управления устройством для упаковки (5) для размещения указанной насадки в виде трубки (80) в рабочем положении радиально выходящей за внешнюю границу кромки (7с) указанного поддона, но не радиально выходящей за внутреннюю границу кромки (7с) указанного поддона, размещенного в указанном нижнем элементе оснастки (52).
В сорок девятом аспекте в соответствии с любым из аспектов с 34-го по 48-й указанный блок управления (100) конфигурируют для управления удерживающих средств (59), объединенных с указанным верхним элементом оснастки (51), для удерживания указанной части пленки (33) в контакте с нагревающей поверхностью нагревателя (54), закрепленного на указанном верхнем элементе оснастки (51) пока указанная часть пленки (33) размещена поверх указанной подложки (7), находящейся в указанном нижнем элементе оснастки (52).
В пятидесятом аспекте в соответствии с предшествующим аспектом указанные удерживающие средства (59) имеют множество отверстий для отсасывания, идущих к активной поверхности указанного нагревателя (54) и по меньшей мере одному источнику вакуума (59b), управляемого указанным блоком управления (100) и соединенного с отверстиями для отсасывания, где указанный блок управления (100) сконфигурировано для управления указанным источником вакуума (59b) для удержания указанной части пленки (33) в контакте с указанными отверстиями для отсасывания, пока периферическая граница указанной части пленки контактирует с указанной кромкой (7с) указанного поддона.
В пятьдесят первом аспекте в соответствии с любым из аспектов с 34-го по 50-й указанный нижний элемент оснастки (52) конфигурируют для приема подложки (7), имеющей многогранную периферическую границу, и при этом указанный блок управления (100) конфигурируют для управления указанным устройством для упаковки (5) для размещения указанной насадки в виде трубки (80) в рабочем положении в промежутке (90), размещенном в угловой части указанной внешней границы указанного поддона (7), размещенного в указанном нижнем элементе оснастки (52).
В пятьдесят втором аспекте в соответствии с любым из аспектов с 34-го по 51-й указанное устройство подачи пленки (3) конфигурируют для подачи неразрезанной пленки (31); а указанное устройство дополнительно включает устройство разрезания (4), сконфигурированное для образования указанной части пленки (33) в виде отдельного куска пленки, отрезанного от указанной неразрезанной пленки и, по существу имеющего радиальный размер указанной подложи (7), необязательно имеющего радиальный размер кромки (7с) указанного поддона; где указанное устройство разрезания функционирует снаружи от указанного устройства для упаковки в участке разрезания, расположенном между указанным устройством подачи пленки и указанным устройством для упаковки или указанным устройством разрезания, являющимся частью указанного устройства для упаковки и переносимого верхним и/или нижним элементом оснастки (51, 52).
В пятьдесят третьем аспекте в соответствии с любым из аспектов с 34-го по 52-й указанный нижний элемент оснастки (52) конфигурируют для приема подложки (7) в форме поддона, имеющего нижнюю стенку (7а), боковую стенку (7b), идущую вверх от указанной нижней стенки (7а), и необязательно верхнюю кромку (7с), идущую радиально наружу от верхней части указанной боковой стенки (7b) указанной кромки (7с), где указанная кромка (7с) или верхняя часть указанной боковой стенки (7b) указанного поддона содержит выемку (7d), сконфигурированную для размещения указанной насадки в виде трубки (80), где поперечное сечение указанной насадки в виде трубки (80) имеет профиль, идентичный профилю указанной выемки (7d), где указанную выемку (7d) необязательно размещают в углу указанного поддона.
В пятьдесят четвертом аспекте в соответствии с любым из аспектов с 34-го по 53-й указанный верхний элемент оснастки (51) включает а углубление, сконфигурированную для размещения указанной насадки в виде трубки (80), где поперечное сечение указанной насадки в виде трубки (80) имеет профиль, идентичный профилю углубления в указанном верхнем элементе оснастки (51).
В пятьдесят пятом аспекте в соответствии с любым из предшествующих двух аспектов указанный блок управления (100) конфигурируют для управления указанным устройством для упаковки для размещения указанной насадки в виде трубки (80) в указанном промежутке (90), либо в соответствии с указанной выемкой (7d), присутствующей в указанном поддоне, или в соответствии с указанным углублением, присутствующем в указанном верхнем элементе оснастки (51).
В пятьдесят шестом аспекте в соответствии с любым из предшествующих аспектов указанная насадка в виде трубки (80) или по меньшей мере внешнее покрытие, нанесенное на указанную насадку в виде трубки (80), выполнено из неадгезивного материала. Указанный неадгезивный материал выбран в частности для того, чтобы к нему не прилипала нагретая пластиковая пленка указанного типа, раскрытая в указанном подробном описании, когда ее нагревают для присоединения к указанной подложке.
В пятьдесят седьмом аспекте в соответствии с любым из предшествующих аспектов поперечное сечение указанной насадки в виде трубки (80) имеет вытянутую форму и является предпочтительно многогранной, например, прямоугольной, при этом дополнительно указанное отверстие для отсасывания насадкой в виде трубки (80) необязательно включает множество отверстий для отсасывания, равномерно распределенных на дальнем конце указанной насадки в виде трубки (80).
Пятьдесят восьмой аспект относится к вакуумной упаковке с формованной пленкой, например такого типа, который можно получить с помощью указанного способа в соответствии с любым из предшествующих аспектов, содержащем:
поддон (7), имеющий нижнюю стенку (7а) и боковую стенку (7b), идущую вверх от указанной нижней стенки (7а); и необязательную кромку (7с), идущую наружу от верхней части указанной боковой стенки указанного поддона;
продукт (Р), размещенный на указанный поддон (7);
часть пленки (33), обтягивающую указанный продукт и приваренную, в частности термически присоединенную, к внутренней поверхности указанного поддона, не занятой указанным продуктом (Р);
при этом указанная кромка или верхняя часть указанной боковой стенки указанного поддона включает выемку (7d).
В пятьдесят девятом аспекте в соответствии с предшествующим аспектом указанную выемку (7d) размещают в углу указанной кромки или указанной боковой стенки.
В шестидесятом аспекте в соответствии с любым из предшествующих двух аспектов указанный поддон (7) включает указанную верхнюю кромку (7а), идущую радиально наружу от верхней части указанной боковой стенки и оснащенную указанной выемкой (7d).
В шестьдесят первом аспекте в соответствии с любым из предшествующих трех аспектов указанная части пленки (33) присоединена к указанной поверхности указанной кромки (7с) вдоль всего периметра указанной кромки за исключением зоны указанной кромки, где указанная выемка (7d) сформирована с получением по меньшей мере одной пленочной манжеты (33а), не присоединенной термически к находящейся ниже кромке (7с).
В шестьдесят втором аспекте в соответствии с любым из предшествующих четырех аспектов указанная выемка (7d) в указанной кромке и указанная манжета пленки (33а) расположены в угловом участке указанной кромки.
В шестьдесят третьем аспекте в соответствии с любым из предшествующих пяти аспектов указанная выемка (7d), сформированная посредством снижения высоты указанной боковой стенки (7с), имеет постоянную глубину и протяженность вдоль указанного периметра указанной кромки или указанной боковой стенки, которая по меньшей мере в два раза больше глубины указанной выемки.
В шестьдесят четвертом аспекте в соответствии с любым из предшествующих шести аспектов указанная часть пленки (33) включает внутреннюю часть пленки (34), которая находится в контакте с указанным продуктом (Р), и внешнюю часть пленки (35), полностью окружающую указанный периметр указанной внутренней части пленки и термически присоединенную к свободной поверхности указанной подложки, не занятую указанным продуктом с получением таким образом кольцеобразной полосы термического присоединения (91), также по существу окружающей указанный периметр указанной внутренней части пленки и окружающей область или области контакта указанного продукта с указанной подложкой.
В шестьдесят пятом аспекте в соответствии с предшествующим аспектом указанная кольцеобразная полоса термического присоединения (91) распространяется до верхней границы указанной боковой стенки, и необязательно накрывает указанную кромку (7с) за исключением участка указанной выемки (7d).
В шестьдесят шестом аспекте в соответствии с любым из предшествующих восьми аспектов указанная выемка (7d) и/или указанная манжета (33а) ограничены с обеих сторон посредством отдельной линии термического присоединения, присоединяющей указанную пленку к указанной кромке и идущей поперек внешней периферической границы указанной кромки.
В шестьдесят седьмом аспекте в соответствии с любым из предшествующих аспектов с 58-го по 65-й указанная выемка (7d) и/или указанная манжета (33а) ограничены между внешней границей углового участка указанной кромки и единичной линией термического присоединения, пересекающей угловой участок указанной кромки по касательной по отношению к указанной боковой стенке указанного поддона.
Краткое описание чертежей
Аспекты настоящего изобретения раскрыты в последующем подробном описании, которое снабжено Примерами и которое не следует воспринимать, как ограничивающее рамки настоящего изобретения.
Указанное описание содержит ссылки на прилагающиеся чертежи, при этом:
На ФИГ. 1 изображена схема устройства первого варианта осуществления устройства для упаковки в соответствии с конкретным аспектом настоящего изобретения;
На ФИГ. 2 изображена схема устройства второго варианта осуществления устройства для упаковки в соответствии с конкретным аспектом настоящего изобретения;
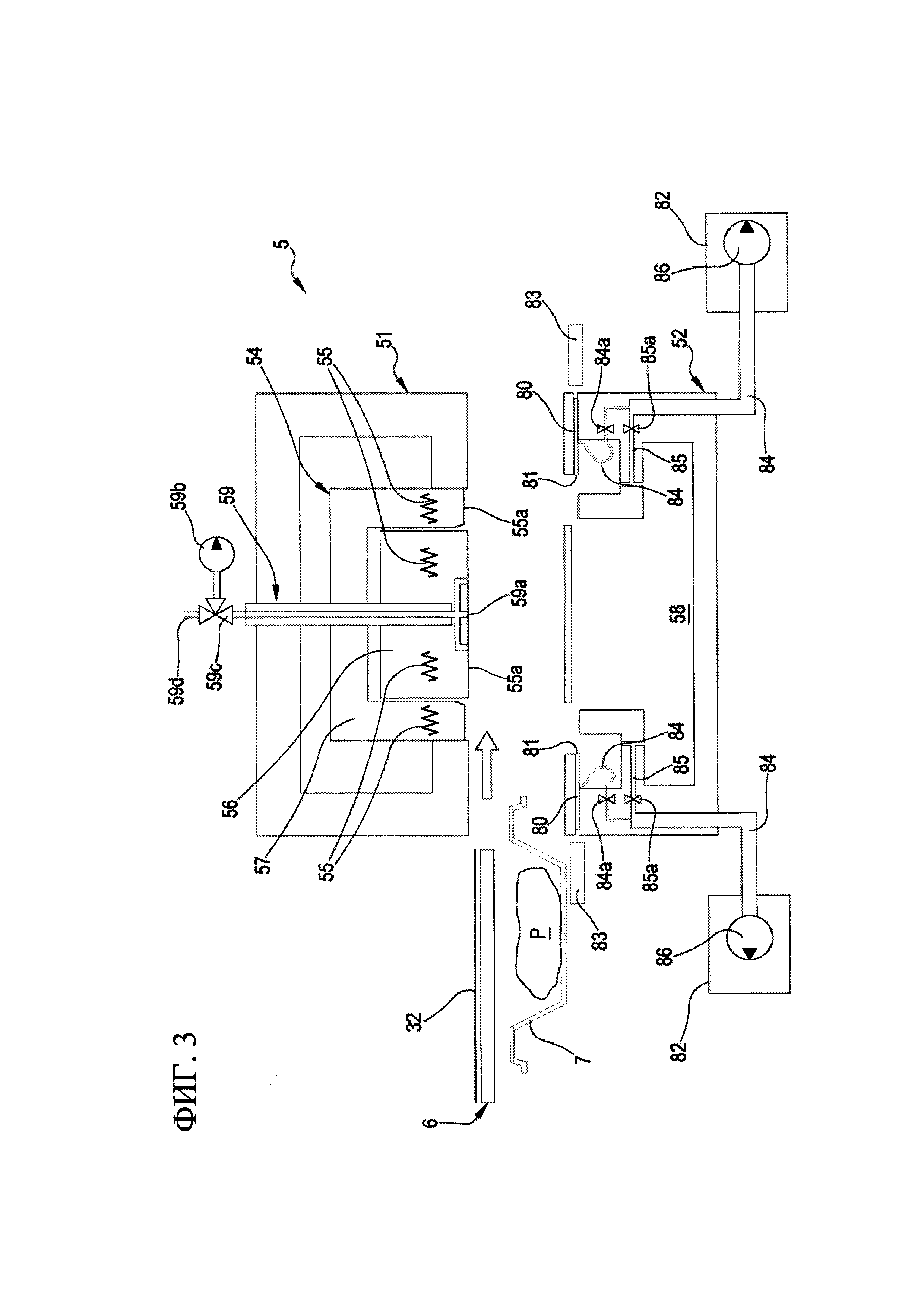
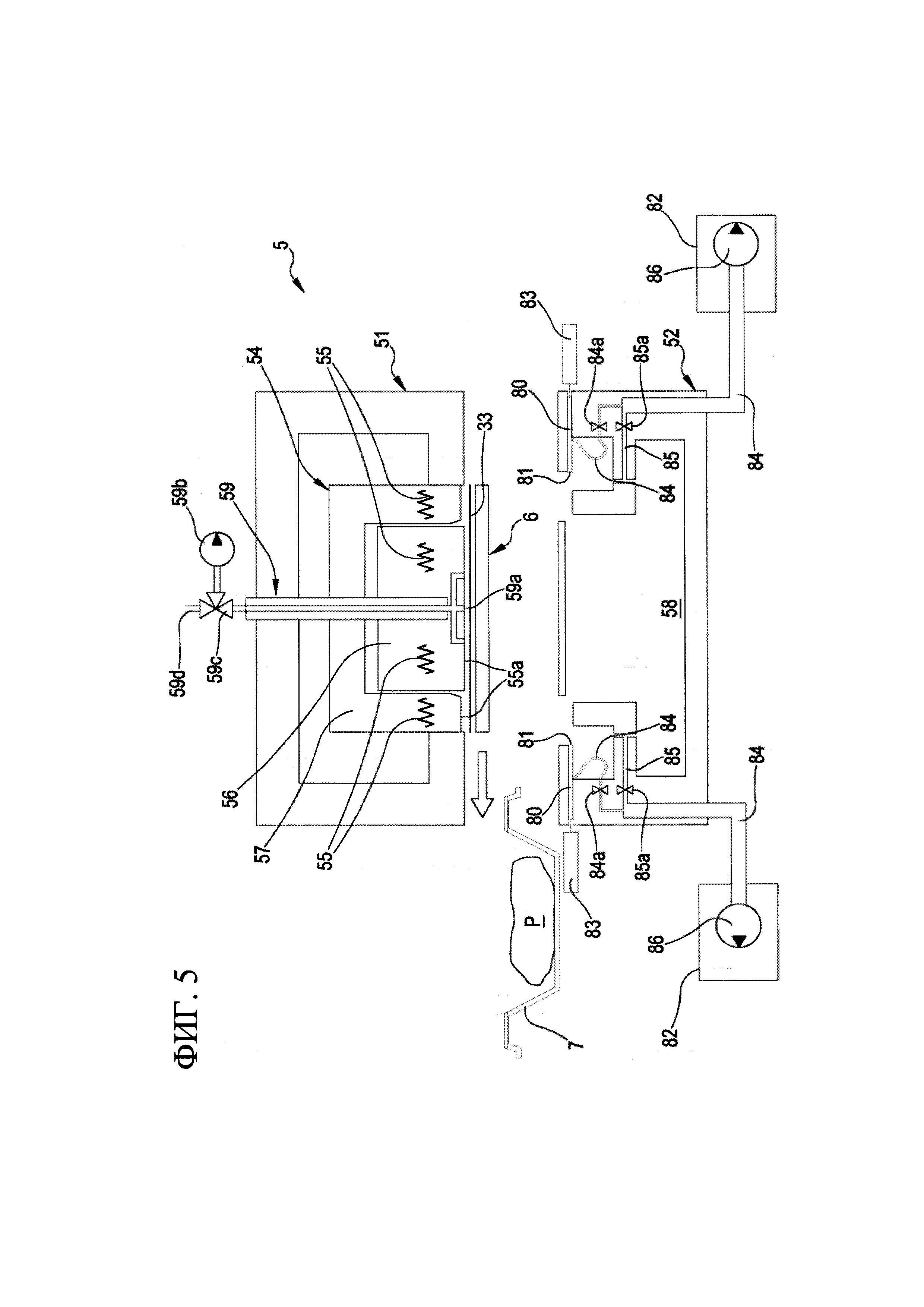
На ФИГ. 3-8, 9, 10 и 11 изображено возможное устройство указанного устройства для упаковки указанного устройства, изображенного на Фигуре 1, в процессе различных фаз способа упаковки; в соответствии с указанным решением, изображенным на Фигурах, указанное устройство для упаковки способно к формированию герметичной камеры, включающей указанную часть пленки, размещенной поверх указанного поддона с размещенным на нем продуктом, который предполагается термически запечатать;
На ФИГ. 8А изображен увеличенный вид, демонстрирующий часть Фигуры 8, имеющей отношение к насадке в виде трубки, используемой для отсасывания воздуха, с указанной насадкой в виде трубки в исходном положении;
На ФИГ. 10А изображен увеличенный вид, демонстрирующий часть Фигуры 10, имеющей отношение к насадке в виде трубки на Фигуре 8А, перемещенной в рабочее положение;
На ФИГ. 9А изображена возможная схема, альтернатива схеме на Фигурах 3-8, 9, 10 и 11, указанного устройства для упаковки указанного устройства, изображенного на Фигуре 1; в соответствии с решением, изображенным на Фигуре 9А, где указанное устройство для упаковки не формирует герметичную камеру, включающую указанную части пленки, размещенную поверх указанного поддона с размещенным на нем продуктом, который предполагается термически запечатать;
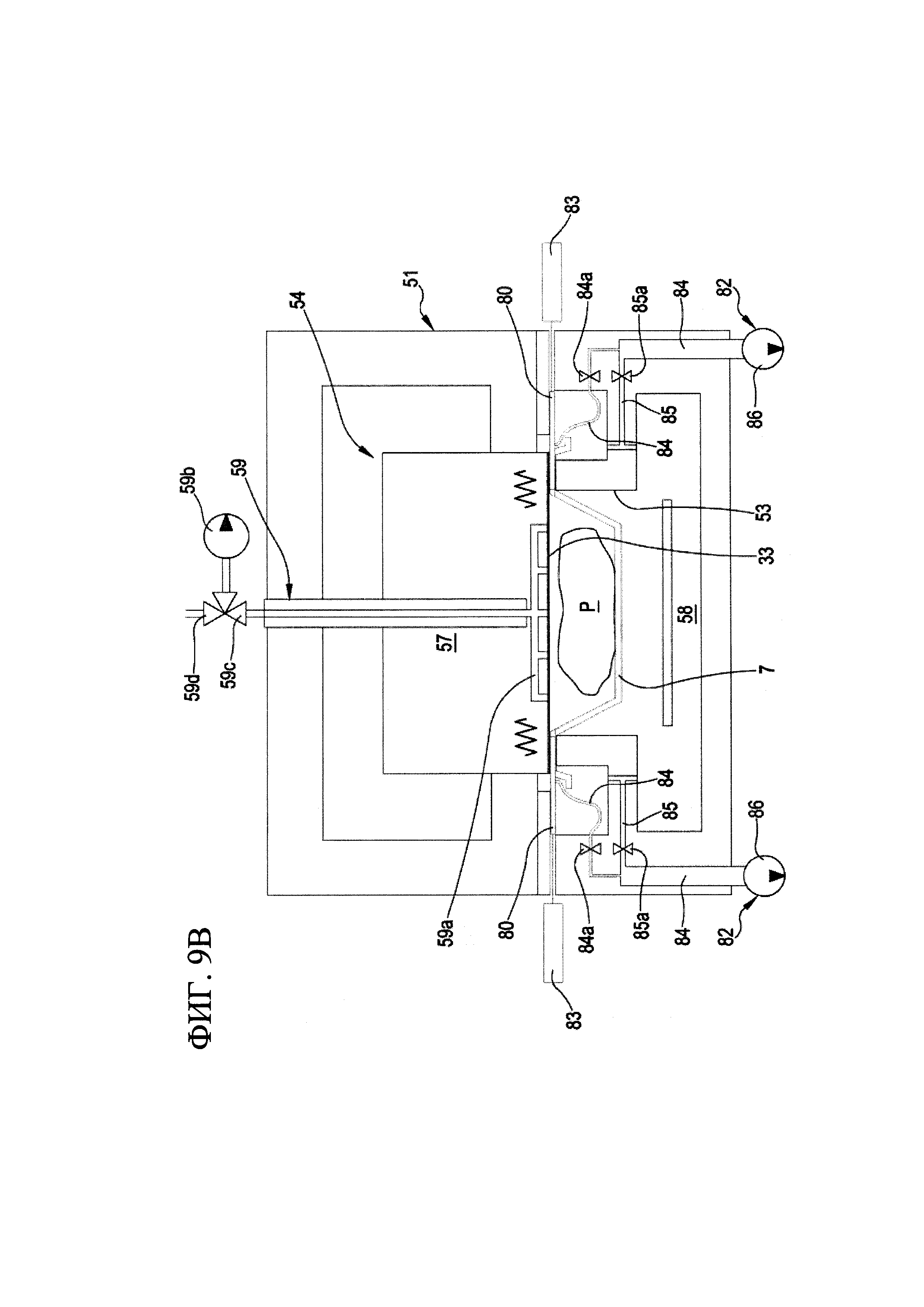
На ФИГ. 9 В изображена возможная схема, сходная со схемой на Фигурах 3-8, 9, 10 и 11, указанного устройства для упаковки указанного устройства, изображенного на Фигуре 1; отличающегося от устройства, изображенного, например, на Фигуре 9, где указанное решение, изображенное на Фигуре 9В, имеет нагреватель в едином корпусе;
На ФИГ. 9С изображена возможная схема, альтернатива схеме на Фигурах 3-8, 9, 10 и 11, указанного устройства для упаковки указанного устройства, изображенного на Фигуре 1; в соответствии с решением, изображенным на Фигуре 9С, где указанное устройство для упаковки не формирует герметичную камеру, включающую указанную часть пленки, размещенную поверх указанного поддона с размещенным на нем продуктом, который предполагается термически запечатать; более того, указанное решение, изображенное на Фигуре 9С, имеет указанный нагреватель в едином корпусе;
На ФИГ. 12 присутствует обрезанный вид в перспективе примера подложки, пригодной для использования в указанном способе упаковки согласно настоящему изобретению, при этом указанная подложка выполнена в форме поддона, оснащенного кромкой с контурным угловым углублением, сконструированном для приема насадки в виде трубки для отсасывания воздуха;
На ФИГ. 13 присутствует обрезанный вид в перспективе указанного поддона, изображенного на Фигуре 12, с листом пленки, приложенным к верхней кромке указанного поддона, и указанной насадкой в виде трубки, введенной в указанное пространство между указанным листом пленки и кромкой указанного поддона, в угловом углублении; на указанной Фигуре изображена ситуация перед применением вакуума (для целей ясности указанный продукт Р не показан);
На ФИГ. 14 изображен вид указанного поддона, аналогичного виду на Фигуре 13 с листом пленки, приложенным к верхней кромке указанного поддона и двумя насадками в виде трубок, введенных в соответствующие промежутки между указанным листом пленки и кромкой указанного поддона в двух противоположных угловых углублениях; на указанной Фигуре изображена ситуация перед применением вакуума (для целей ясности указанный продукт Р не показан);
ФИГ. 14А является схематическим видом сверху поддона в соответствии с вариантом с листом пленки, приложенным к верхней кромке указанного поддона и двумя насадками в виде трубок, введенных в соответствующие промежутки между указанным листом пленки и кромкой указанного поддона в двух противоположных угловых углублениях; на указанной Фигуре изображена ситуация перед применением вакуума (для целей ясности указанный продукт Р не показан);
ФИГ. 15 является видом поперечного сечения, сделанного вдоль поверхности сечения XV-XV указанного поддона, изображенного на Фигуре 14, с продуктом Р внутри указанного поддона и после применения вакуума для образования вакуумной упаковки продукта.
Указанные поддоны или подложки
Термин «подложка», использующийся в настоящем описании, означает плоскую или по существу плоскую подложку или контейнер такого типа, который имеет основную стенку, боковую стенку и необязательно верхнюю кромку, идущую наружу от указанной боковой стенки; при этом указанная подложка или поддон может быть выполнен либо из материала пластика, либо из картона, либо из одного или более слоев картона, комбинированных с одним или более слоями пластика.
Указанный поддон или подложка может иметь форму многогранника, например, форму прямоугольника (при виде сверху) или любую другую приемлемую форму, такую как круг, квадрат, эллипс и др.
Поддоны или подложки с боковой стенкой могут, например, быть произведены посредством термического формообразования или литьем под давлением. Поддоны или подложки плоского вида могут быть выпрессованными, совместно выпрессованными, ламинированными, а затем обрезанными до нужного размера.
Указанные поддоны или подложки, описанные и заявленные в настоящем изобретении, являются, предпочтительно, хотя и не ограниченными каким-либо образом, выполненными из однослойного или многослойного полимерного материала.
В случае однослойного материала, приемлемыми полимерами являются, например, полистирол, полипропилен, полиэфиры, полиэтилен высокой плотности, поли(молочная кислота), ПВХ и тому подобные, либо вспененные, либо твердые.
Предпочтительно указанный поддон или подложка обладает свойствами газового барьера. Такой термин, использующийся в настоящем описании, относится к пленке или листу материала, который имеет скорость пропускания кислорода менее 200 см3/м2-день-бар, менее 150 см3/м2-день-бар, менее 100 см3/м2-день-бар, измеренную в соответствии с ASTM D-3985 при 23°С и 0% относительной влажности.
Подходящими материалами для газобарьерного однослойного термопластичного поддона 4 являются, например, сложные полиэфиры, полиамиды и подобные им материалы.
Если указанный поддон или подложка выполнены из многослойного полимерного материала, подходящими полимерами являются, например, этиленовые гомо- и сополимеры, пропиленовые гомо- и сополимеры, полиамиды, полистирол, сложные полиэфиры, поли(молочная кислота), ПВХ и другие. Часть многослойного материала может быть твердой, а часть - вспененной.
Например, указанный поддон или подложка может включать в себя по меньшей мере один слой вспененного полимерного материала, выбранного из группы, состоящей из полистирола, полипропилена, сложных полиэфиров и тому подобного.
Многослойный материал может быть получен либо посредством совместной экструзии всех слоев с использованием технологий совместной экструзии, либо посредством ламинирования клеем или нагреванием, например, твердой вспененной или твердой подложки с тонкой пленкой, обычно называемой «лайнером».
Тонкая пленка может быть ламинирована либо на стороне указанного поддона, либо на подложке 4 на стороне, обращенной к указанному продукту Р, или с обеих сторон. В последнем случае указанная пленка, ламинированная с двух сторон указанного поддона или подложки, может быть одинаковой или разной. Слой материала, являющегося барьером для кислорода, например, сополимера этилена и винилового спирта, необязательно присутствует для увеличения срока годности упакованного продукта Р.
Газобарьерные полимеры, которые могут быть использованы в качестве газобарьерного слоя, представляют собой ПВДХ, этиленвиниловый спирт (EVOH), полиамиды, сложные полиэфиры и их смеси. Толщина газобарьерного слоя будет установлена для того, чтобы обеспечить скорость пропускания кислорода указанным поддоном, подходящую для конфетного упакованного продукта.
Указанный поддон или подложка также может содержать термосвариваемый слой. Как правило, термосвариваемый слой может быть выбран из полиолефинов, таких как этиленовые гомо- или сополимеры, пропиленовые гомо- или сополимеры, этилен/винилацетатные сополимеры, иономеры и гомо- и сополиэфиры, например, ПЭТГ - модифицированный гликолем полиэтилентерефталат.
Дополнительные слои, такие как адгезивные слои, для лучшего сцепления газобарьерного слоя с соседними слоями могут присутствовать в газобарьерном материале указанного поддона и предпочтительно присутствуют в зависимости, в частности, от конкретных смол, используемых для газобарьерного слоя.
В случае использования многослойного материала для образования указанного поддона или подложки, часть этой структуры может быть вспенена, а часть может быть не вспенена. Например, указанный поддон или подложка может содержать (от наружного слоя до самого внутреннего слоя, контактирующего с пищевыми продуктами) один или несколько структурных слоев, как правило, из материала, такого как пенополистирол, пенополиэфир или вспененный полипропилен, или литой лист, например полипропилен, полистирол, поливинилхлорид, полиэфир или картон; газовый барьерный слой и термосвариваемый слой.
Указанный поддон или подложку можно получить из листа вспененного полимерного материала, имеющего по меньшей мере один слой, являющийся барьером для кислорода, и по меньшей мере один слой, герметизирующий слоя поверхности, ламинированный на стороне, обращенной к упакованному продукту, так что указанным герметизирующим слоем поверхности указанной пленки является слой контакта с пищевыми продуктами указанного поддона. Вторая пленка, либо барьерная, либо небарьерная, может быть ламинирована на наружной поверхности указанного поддона.
Конкретные составы поддона или подложки используются для пищевых продуктов, которые требуют подогрева в обычной или микроволновой печи перед употреблением. Поверхность контейнера в контакте с указанным продуктом, то есть поверхность, входящая в состав слоя уплотнения с пленочной крышкой, включает полиэфирную смолу. Например, контейнер может быть изготовлен из картона, покрытого полиэфиром, или он может быть целиком изготовлен из полиэфирной смолы. Примерами подходящих контейнеров для упаковки являются контейнеры из КПЭТ, АПЭТ или АПЭТ/КПЭТ. Такой контейнер может быть либо вспененным, либо невспененным.
Поддоны или подложки, содержащие вспененные детали, имеют общую толщину менее 8 мм, и, например, могут иметь толщину от 0,5 мм до 7,0 мм, а чаще от 1,0 мм до 6,0 мм.
В случае жесткого поддона, не содержащего вспененных частей, общая толщина однослойного или многослойного термопластичного материала составляет менее 2 мм, и, например, может составлять от 0,1 мм до 1,2 мм, а чаще от 0,2 мм до 1,0 мм.
Указанная пленка или материал пленки
Указанная пленка или материал пленки, описанные и защищенные в настоящем описании, могут быть приложенными к указанному поддону или подложке 4 для образования оболочки, соединенной с указанным поддоном и повторяющей контур указанного продукта.
Указанная пленка для для образования оболочки может быть выполнена из гибкого многослойного материала, содержащего по меньшей мере первый наружный термосвариваемый слой, необязательный газобарьерный слой и второй наружный термостойкий слой. Наружный термосвариваемый слой может содержать полимер, способный привариваться к внутренней поверхности, включая подложки, несущие указанные продукты для упаковки, такие как, например, этиленовые гомо- или сополимеры, такие как ПЭНП, этилен/альфа-олефиновые сополимеры, сополимеры этилен/акриловая кислота, сополимеры этилен/метакриловая кислота и сополимеры этилен/винилацетат, иономеры, сополиэфиры, например ПЭТГ. Необязательный газобарьерный слой включает в себя непроницаемые для кислорода смолы, такие как ПВДХ, EVOH, полиамиды и смеси EVOH и полиамидов. Наружный термостойкий слой может состоять из этиленовых гомо- или сополимеров, сополимеров этилен/циклические олефины, такие как этилен/норборненовые сополимеры, пропиленовых гомо- или сополимеров, иономеров, сополимеров сложных полиэфиров, сополимеров полиамидов. Указанная пленка также может содержать другие слои, такие как адгезивные слои или объемные слои, чтобы увеличить толщину указанной пленки и улучшить ее стойкость и свойства глубокой вытяжки. Особенно используемыми объемными слоями являются иономеры, этилен/винилацетатные сополимеры, полиамиды и сложные полиэфиры. Во всех слоях указанных пленок полимерные компоненты могут содержать соответствующие количества добавок, обычно включаемых в такие композиции. Некоторые из этих добавок включены во внешние слои или в один из наружных слоев, в то время как некоторые другие добавляются во внутренние слои. Эти добавки включают противоскользящие и антиблокирующие агенты, такие как тальк, воски, кремнезем и тому подобное, антиоксиданты, стабилизаторы, пластификаторы, наполнители, пигменты и красители, ингибиторы поперечной сшивки, усилители поперечной сшивки, УФ-поглотители, поглотители запахов, акцепторы кислорода, бактерициды, антистатики и подобные добавки, известные специалистам в области упаковочных пленок.
Один или несколько слоев указанной пленки могут быть поперечно сшиты для повышения прочности указанной пленки и/или ее термостойкости. Поперечное сшивание может быть достигнуто с помощью химических добавок или путем воздействия на слои указанной пленки энергией радиационной обработки. Указанные пленки для упаковки с получением оболочки обычно изготавливаются так, чтобы они имели низкую усадку при нагревании во время цикла упаковки. Эти пленки обычно дают усадку менее 15% при 160°С, чаще ниже 10%, еще чаще ниже 8% как в продольном, так и в поперечном направлении (ASTM D2732). Указанные пленки обычно имеют толщину от 20 до 200 мкм, чаще от 40 до 180 мкм и еще чаще от 50 до 150 мкм.
Во всех слоях пленок, раскрытых в настоящем описании, полимерные компоненты могут содержать соответствующие количества добавок, обычно включаемых в такие композиции. Некоторые из этих добавок включены во внешние слои или в один из наружных слоев, в то время как некоторые другие добавляются во внутренние слои. Эти добавки включают противоскользящие и антиблокирующие агенты, такие как тальк, воски, кремнезем и тому подобное, антиоксиданты, стабилизаторы, пластификаторы, наполнители, пигменты и красители, ингибиторы сшивки, усилители сшивки, УФ-поглотители, поглотители запахов, поглотители кислорода, бактерициды, антистатики, агенты или композиции против запотевания и тому подобные добавки, известные специалистам в области упаковочных пленок.
Определения и условные обозначения, касающиеся материалов
ПВДХ представляет собой любые винилиденхлоридные сополимеры, в которых основное количество сополимера включает винилиденхлорид и незначительное количество сополимера, включая сополимеризуемый с ним один или несколько ненасыщенных мономеров, обычно винилхлорид и алкилакрилаты или метакрилаты (например, метилакрилат или метакрилат) и их смеси в разных пропорциях. Как правило, барьерный слой ПВДХ будет содержать пластификаторы и/или стабилизаторы, известные в данной области техники.
Используемый в настоящем описании термин EVOH включает омыленные или гидролизованные этилен-винилацетатные сополимеры и относится к сополимерам этилена/винилового спирта, имеющим содержание этиленового сомономера, составляющее от около 28 до около 48 мол. %, более предпочтительно, от около 32 до около 44 мол. % этилена, и даже более предпочтительно, и степень омыления по меньшей мере 85%, предпочтительно по меньшей мере 90%.
Используемый в настоящем описании термин «полиамиды» предназначен для обозначения как гомо-, так и тер-полиамидов. Этот термин, в частности, включает алифатические полиамиды или сополиамиды, например полиамид 6, полиамид 11, полиамид 12, полиамид 66, полиамид 69, полиамид 610, полиамид 612, сополиамид 6/9, сополиамид 6/10, сополиамид 6/12, сополиамид 6/66, сополиамид 6/69, ароматические и частично ароматические полиамиды или сополиамиды, такие как полиамид 6I, полиамид 6I/6T, полиамид MXD6, полиамид MXD6/MXDI и их смеси.
Использующийся в данном описании термин «сополимер» относится к полимеру, полученному из двух или более типов мономеров, и включает терполимеры. Гомополимеры этилена включают полиэтилен высокой плотности (ПЭВП) и полиэтилен низкой плотности (ПЭНП). Этиленовые сополимеры включают этилен/альфа-олефиновые сополимеры и этилен/ненасыщенные эфирные сополимеры. Этилен/альфа-олефиновые сополимеры обычно включают сополимеры этилена и одного или нескольких сомономеров, выбранных из альфа-олефинов, имеющих от 3 до 20 атомов углерода, таких как 1-бутен, 1-пентен, 1-гексен, 1-октен, 4-метил-1-пентен и подобных им.
Этилен/альфа-олефиновые сополимеры обычно имеют плотность в диапазоне от около 0,86 до около 0,94 г/см3. Обычно подразумевается, что термин линейный полиэтилен низкой плотности (ЛПЭНП) включает ту группу сополимеров этилена/альфа-олефина, которая попадает в диапазон плотностей от около 0,915 до около 0,94 г/см3 и в особенности от около 0,915 до около 0,925 г/см3. Иногда линейный полиэтилен в диапазоне плотностей от около 0,926 до около 0,94 г/см3 называют линейным полиэтиленом средней плотности (ЛПЭСП). Этилен/альфа-олефиновые сополимеры более низкой плотности могут упоминаться как полиэтилен очень низкой плотности (ПЭОНП) и полиэтилен сверхнизкой плотности (ПЭСНП). Этилен/альфа-олефиновые сополимеры могут быть получены гетерогенными или гомогенными способами полимеризации.
Другим полезным этиленовым сополимером является сополимер этилена/ненасыщенного эфира, который является сополимером этилена и одного или нескольких ненасыщенных сложноэфирных мономеров. Полезные ненасыщенные сложные эфиры включают виниловые сложные эфиры алифатических карбоновых кислот, где, сложные эфиры имеют от 4 до 12 атомов углерода, такие как винилацетат, и алкильные сложные эфиры акриловой или метакриловой кислоты, где сложные эфиры имеют от 4 до 12 атомов углерода.
Иономеры представляют собой сополимеры этилена и ненасыщенной монокарбоновой кислоты, в которой карбоновая кислота нейтрализована ионом металла, таким как цинк или, предпочтительно, натрий.
Подходящие пропиленовые сополимеры включают пропилен/этиленовые сополимеры, которые представляют собой сополимеры пропилена и этилена с массовым процентным содержанием пропилена, и терполимеры пропилена/этилена/бутена, которые являются сополимерами пропилена, этилена и 1-бутена.
Использующийся в настоящем описании термин «полиолефин» относится к любому полимеризованному олефину, который может быть линейным, разветвленным, циклическим, алифатическим, ароматическим, замещенным или незамещенным. Более конкретно, в термин «полиолефин» входят гомополимеры олефина, сополимеры олефина, сополимеры олефина и неолефиновый сомономер, которые могут полимеризоваться с олефином, такие как винильные мономеры, их модифицированные полимеры и тому подобное. Конкретные примеры включают гомополимер полиэтилена, гомополимер полипропилена, гомополимер полибутена, сополимер этилена-альфа-олефина, сополимер пропилена-альфа-олефина, сополимер бутена-альфа-олефина, сополимер этилена и ненасыщенного сложного эфира, сополимер этилена и ненасыщенной кислоты (например, сополимер этилена и этилакрилата, сополимер этилена и бутилакрилата, сополимер этилена и метилакрилата, сополимер этилена и акриловой кислоты и сополимер этилена и метакриловой кислоты), этилен-винилацетатный сополимер, иономерная смола, полиметилпентен и др.
Термин «полиэфир» используется в настоящем описании для обозначения как гомо-, так и сополиэфиров, причем гомополиэфиры определяются как полимеры, полученные конденсацией одной дикарбоновой кислоты с одним диолом, а сополиэфиры определяются как полимеры, полученные конденсацией одной или нескольких дикарбоновых кислот с одним или несколькими диолами. Подходящими полиэфирными смолами являются, например, сложные полиэфиры этиленгликоля и терефталевой кислоты, то есть поли(этилентерефталат) (ПЭТ). Предпочтение отдается сложным полиэфирам, которые содержат этиленовые звенья, и включают, на основе дикарбоксилатных звеньев, по меньшей мере 90 мол. %, более предпочтительно по меньшей мере 95 мол. % терефталатных звеньев. Оставшиеся мономерные звенья выбраны из других дикарбоновых кислот или диолов. Подходящими другими ароматическими дикарбоновыми кислотами являются, например, изофталевая кислота, фталевая кислота, 2,5-, 2,6- или 2,7-нафталиндикарбоновая кислота. Из циклоалифатических дикарбоновых кислот следует упомянуть циклогександикарбоновые кислоты (в частности, циклогексан-1,4-дикарбоновую кислоту). Из алифатических дикарбоновых кислот особенно пригодны (С3-С9) алкандиоевые кислоты, в частности янтарная кислота, себациновая кислота, адипиновая кислота, азелаиновая кислота, суберовая кислота или пимелиновая кислота. Подходящими диолами являются, например, алифатические диолы, такие как этиленгликоль, диэтиленгликоль, триэтиленгликоль, пропиленгликоль, 1,3-бутандиол, 1,4-бутандиол, 1,5-пентандиол, 2,2-диметил-1, 3-пропандиол, неопентилгликоль и 1,6-гександиол, и циклоалифатические диолы, такие как 1,4-циклогександиметанол и 1,4-циклогександиол, необязательно содержащие гетероатом диолы, имеющие одно или несколько колец.
Сложнополиэфирные смолы, полученные из одной или нескольких дикарбоновых кислот или их сложных диэфиров низших алкилов (до 14 атомов углерода) с одним или несколькими гликолями, в частности алифатическим или циклоалифатическим гликолем, также могут использоваться в качестве полиэфирных смол для основной пленки. Подходящие дикарбоновые кислоты включают ароматические дикарбоновые кислоты, такие как терефталевая кислота, изофталевая кислота, фталевая кислота или 2,5-, 2,6- или 2,7-нафталиндикарбоновая кислота и алифатические дикарбоновые кислоты, такие как янтарная кислота, себациновая кислота, адипиновая кислота, азелаиновая кислота, суберная кислота или пимелиновая кислота. Подходящие гликоли включают алифатические диолы, такие как этиленгликоль, диэтиленгликоль, триэтиленгликоль, пропиленгликоль, 1,3-бутандиол, 1,4-бутандиол, 1,5-пентандиол, 2,2-диметил-1,3-пропандиол, неопентилгликоль и 1,6-гександиол, и циклоалифатические диолы, такие как 1,4-циклогександиметанол и 1,4-циклогександиол. Примерами таких сополиэфиров являются (i) сополиэфиры азелаиновой кислоты и терефталевой кислоты с алифатическим гликолем, предпочтительно с этиленгликолем; (ii) сополиэфиры адипиновой кислоты и терефталевой кислоты с алифатическим гликолем, предпочтительно этиленгликолем; и (iii) сополиэфиры себациновой и терефталевой кислот с алифатическим гликолем, предпочтительно бутиленгликолем; (iv) сополиэфиры этиленгликоля, терефталевой кислоты и изофталевой кислоты. Подходящими аморфными сополиэфирами являются те, которые получены из алифатического диола и циклоалифатического диола с одной или несколькими дикарбоновыми кислотами, предпочтительно ароматической дикарбоновой кислотой. Типичные аморфные сополиэфиры включают сополиэфиры терефталевой кислоты с алифатическим диолом и циклоалифатическим диолом, особенно этиленгликоль и 1,4-циклогександиметанол.
Подробное описание настоящего изобретения
Следует отметить, что в настоящем подробном описании соответствующие части, показанные на разных фигурах, обозначены одинаковыми ссылочными номерами на фигурах. Следует отметить, что указанные фигуры приведены не в масштабе.
На Фиг. 1 раскрыто устройство 1 упаковки продукта Р, размещенного на подложке 7, которая может представлять собой плоскую подложку или поддон (см., в частности, Фиг. 12-14), имеющую основную стенку 7а, боковую стенку 7b и необязательно верхнюю кромку 7с, идущую из указанной боковой стенки. Устройство 1, например, сконфигурировано для вакуумной упаковки продукта указанного продукта, где тонкая пленка пластика охватывает указанный продукт Р и плотно прилегает к внутренней поверхности указанного поддона или к верхней поверхности плоской подложки, не занятой указанным продуктом, к верхней кромке, если имеется, а также к указанной поверхности продукта, оставляя, таким образом, минимальное количество воздуха внутри упаковки.
Устройство 1 включает раму 1а, транспортный узел 2, сконфигурированное для перемещения указанной подложки или поддона 7, устройство подачи пленки 3, необязательную пленочный режущий аппарат 4 и устройство для упаковки 5.
Рамка 1а определяет фиксирующую структуру, поддерживающую различные части устройства указаны, и может включать в себя одну фиксирующую структуру из множества фиксирующих структур.
Транспортный узел 2 является переносимой рамой 1а и служит для смещения указанной подложки или поддона 7 по заданному пути. Конструкция транспортного узла 2 не имеет особого отношения к настоящему изобретению, и поэтому может быть использовано любое известное решение. Например, транспортный узел 2 может содержать плоскость 20 смещения (которая может быть физической плоскостью, в которой указанные поддоны или подложки лежат и скользят, или идеальной плоскостью, вдоль которой указанные поддоны или подложки направляются, например, с помощью железных рельсов или направляющих). Плоскость 20 определена в верхней области рамы, а конвейер 21 расположен в соответствии с плоскостью 20. В показанном примере транспортный узел 2 является переносимым, например, прикрепленным к раме 1а так, что плоскость 20 по существу горизонтальна, а конвейер 21 перемещается указанными поддонами или подложками в соответствии с горизонтальным направлением, обозначенным стрелкой А1. Транспортный узел 2 конфигурируют для перемещения указанной подложки или поддона по заданному пути от станции размещения (не показана), где размещены подложки или поддоны, которые уже могут быть заполнены тестовым продуктом (продуктами) Р, к устройству для упаковки 5, где пленка плотно прикреплена к каждой подложке или поддону, как это будет подробно объяснено ниже. Конвейер 21 смещает указанные поддоны или подложки, например, предварительно определенное количество поддонов за раз, внутри устройства для упаковки 5 в правильном положении для приема разрезанных листов пленки или в любом случае части указанной пленки. Например, блок управления 100 (работа которого будет дополнительно раскрыта в настоящем описании ниже) может управлять конвейером 21, чтобы перемещать предварительно установленное количество поддонов или подложек за раз из области снаружи от устройства для упаковки в область внутри устройства для упаковки, где указанный поддон или подложка расположены вертикально по отношению к указанным листам или частям, к которым необходимо указывать поддон или подложку, которые должны быть термически запечатаны. Конвейер 21 может, например, включать в себя первый элемент передачи оснастки (такой как ремень), сконфигурированный для приведения указанных поддонов или подложек в непосредственной близости к устройству для упаковки 5, и второй элемент передачи оснастки (не показан), приспособленный для выбора одного или нескольких указанных поддонов или подложек и внесения их в устройство для упаковки 5. Второй элемент передачи оснастки может, например, включать в себя рычаги, действующие по боковым сторонам указанных поддонов или подложки, так, чтобы выбрать указанную основу из первого инструмента переноса, перенести их в устройство для упаковки и затем вернуться к первому элементу переноса оснастки, чтобы выбрать новый набор поддонов или подложек. Альтернативно, конвейер 21 может включать в себя толкатели (например, в форме полос, идущих к указанному направлению А1), действующие на указанные поддоны или подложки и толкающие их внутри устройства для упаковки. Толкатели могут перемещаться с помощью цепей или ремней и могут перемещаться в устройство для упаковки для правильного расположения ряда поддонов или подложек, а затем отводиться от устройства для упаковки, как только указанные поддоны или подложки достигают своего надлежащего положения внутри этого последний. В соответствии с еще одной альтернативой, конвейер 21 может включать в себя включающие (например, в форме пластин или корпусов, оснащенных полостями для приложения ряда поддонов или подложек), которые перемещаются вдоль указанного направления А1 и которые движутся внутри устройства для упаковки вместе с указанной подложкой или поддонами: в соответствии с этой последней альтернативой включающие формы имеют правильную форму, чтобы быть находящимся внутри устройства для упаковки при нанесении указанной листовой пленки или части пленки на указанный поддон или подложку. Транспортный узел 2 дополнительно включает двигатель 22, например, блок шагового двигателя для работы конвейера 21, например, с пошаговым движением. Несмотря на то, что было описано несколько альтернатив для подачи указанной подложки или поддона в устройство для упаковки, могут использоваться любые другие удобные средства, приспособленные для размещения указанной подложки или поддона в устройстве для упаковки, поскольку конкретная структура и конструкция транспортного узла 2 не относятся к заявленному изобретению. Следует отметить, что указанный продукт может быть размещен на указанной подложке или поддоне 7 либо перед попаданием в станцию размещения, либо в любом месте между станцией размещения и устройством для упаковки 5. В еще одной альтернативе, которая не показана на чертежах, указан поддон или подложки могут быть сформированы в ходе процесса: другими словами, вместо того, чтобы иметь станцию размещения поддонов, дополнительный материал пленки может быть подан от дополнительной станции подачи пленки и подан к элементу термического формообразования, размещенному на раме 1а и сконфигурированному для формирования указанной подложки или поддонов. Элементы оснастки термического формообразования известны в данной области техники и поэтому далее не описывается.
Указанное устройство подачи пленки 3 конфигурируют для подачи указанной пленки, которая затем будет присоединена посредством термосварки к указанной подложке или поддону 7. Например, указанное устройство подачи пленки 3 может содержать рулон пленки 30, который является источником неразрезанной пленки 31. Указанное устройство подачи пленки 3 может дополнительно содержать рычаг или другую конструкцию, прикрепленную к раме 1а и пригодную для поддерживания рулона 30 с возможностью вращения. Кроме того, указанное устройство подачи пленки 3 может содержать устройства для перфорации пленки (не показанные как таковые сами по себе), сконфигурированные, по существу, для обеспечения правильного профиля краев указанной пленки. Указанные устройства для перфорации пленки могут также помогать в удерживании развернутой части пленки, вытянутой из указанного рулона пленки, выровненной в соответствии с предварительно установленным направлением. Указанное устройство подачи пленки 3 может также включать прижимные ролики и/или другие средства 33 для вытягивания указанной пленки из рулона 10 и правильного расположения ее на устройстве разрезания 4 (например, указанное средство может содержать зажимы, функционирующие на стороне указанной пленки и/или зажимы, функционирующие в переднем крае указанной пленки и сконфигурированные для натяжения указанной пленки). Указанная пленка, свернутая в указанный рулон пленки, может быть выполнена и иметь структуру развернутой поверх секции, предназначенной для указанной пленки, в зависимости от конфетной необходимости.
Указанное необязательное устройство разрезания пленки 4 (см. Фиг. 1) служит для того, чтобы по меньшей мере поперечно разрезать неразрезанную пленку 31, подаваемую устройство подачи пленки 3, на отдельные листы пленки 32, имеющие форму указанного периметра поверхности подложки или поддона и имеющие радиальный размер, достаточный для того, чтобы покрывать всю или по существу всю подложку (указанная листовая пленка может фактически быть немного меньше, чем площадь вида сверху указанного поддона или подложки, если она достаточно велика, чтобы покрыть указанный продукт и плотно прилегать к основной подложке или поддону). Указанное устройство разрезания 4 не является существенным с точки зрения заявленного изобретения: например (как показано на Фиг. 2), в качестве альтернативы, неразрезанная пленка 31 может подаваться непосредственно к поверхности или поддону без предварительной нарезки на листы пленки; в этом случае обрезка пленки - при необходимости -может осуществляться после того, как указанная пленка будет зафиксирована на основной подложке 7 и/или после того, как воздух будет удален изнутри указанной подложки 7 или даже после образования вакуумной упаковки с формованной оболочкой, например, после ее получения в указанном устройстве для упаковки. Если указанное устройство содержит устройство разрезания 4, то устройство разрезания может быть расположено снаружи устройства для упаковки (например, между указанным устройством подачи пленки и устройством для упаковки, как показано на Фиг. 2) или внутри устройства для упаковки 5 и объединено с верхним элементом оснастки 51 указанного устройства для упаковки 5 (вариант, схематически показанный на Фиг. 2) или нижним элементом оснастки 52 устройства для упаковки (вариант не показан). В случае, когда устройство 1 сконструировано для разрезания неразрезанной пленки 31, подаваемой узлом подачи пленки 3, на отдельные листы пленки 32 в месте (устройство разрезания), удаленном от устройства для упаковки 5 и размещенном снаружи от него, тогда устройство 1 также включает в себя передающее устройство 6 для транспортировки разрезанных пленочных листов в устройство для упаковки 5, где указанная листовая пленка соединена с соответствующими поверхностями подложки или поддона. То, как листы разрезанной пленки транспортируются в устройство для упаковки и размещаются поверх соответствующего поддона или подложки, не имеет значения: иными словами, передающее устройство 6 может быть любого подходящего типа. Например, в соответствии с первой возможной альтернативой, показанной на Фиг. 1 и на Фиг. 3-11, передающее устройство 6 может включать в себя передающий механизм, работающий с листом (листами) разрезанной пленки и транспортирующий отрезанные листы 32 пленки из устройства разрезания 4 в устройство для упаковки 5. В соответствии с возможной альтернативой, передающее устройство 6 может включать в себя механизм перемещения, сконфигурированный для перемещения устройства для упаковки или его части (например, верхнего элемента оснастки указанного устройства для упаковки) в положение снаружи, где устройство разрезания осуществляет нарезание указанных листов пленки; таким образом, указанный верхний элемент оснастки может получать лист(ы) разрезанной пленки и возвращаться к устройству для упаковки для совмещения с нижним элементом оснастки того же устройства для упаковки. Следует отметить, что могут быть предусмотрены и другие способы переноса предварительно нарезанного листа пленки или листов внутри устройства для упаковки, не выходя за рамки настоящего изобретения. На практике любое решение, приспособленное для получения указанной листом пленки и передачи его в устройство для упаковки, может быть пригодным.
Устройство для упаковки 5, которое схематически показано на прилагаемых фигурах, представляет собой устройство, установленное на указанной раме 1а и сконфигурированное для приема одной или нескольких подложек с продуктом Р, размещенным на ней, и для удерживания части пленки 33 указанной пленками (которая может быть частью неразрезанной пленки или предварительно нарезанным листом пленки) поверх соответствующих одной или нескольких подложек 7, чтобы затем плотно закрепить части указанной пленки к соответствующим подложкам. Как уже упоминалось, устройство для упаковки включает в себя нижний элемент оснастки 52 и верхний элемент оснастки 51. Указанный нижний элемент оснастки 52 включает в себя предварительно заданное количество посадочных мест 53 для приема одной или нескольким подложек, тогда как указанный верхний элемент оснастки 51 конфигурируют для удерживания указанной части пленки 33 поверх соответствующей подложки, когда последние должным образом размещены в гнездах 53, предусмотренных в указанном нижнем элементе оснастки. Указанный верхний элемент оснастки и указанный нижний элемент оснастки сконфигурированы так, чтобы быть подвижными относительно друг друга между по меньшей мере первым рабочим положением (см. Фиг. 3-7 и 11), где указанный нижний элемент оснастки и указанный верхний элемент оснастки расположены на расстоянии друг от друга и позволяют позиционировать одну или несколько подложек на указанных посадочных местах и вторым рабочим положением (см. Фиг. 8, 9, 9А, 9В, 9С и 10), где указанный нижний элемент оснастки и указанный верхний элемент оснастки приближены друг другу так, что возможно осуществить присоединение указанной части пленки с соответствующей подложкой.
Например, в неограничивающем варианте осуществления указанные верхний и нижний элементы оснастки при переходе ко второму рабочему положению определяют или осуществляют операцию получения упаковки 58 (см. Фиг. 3-9 и 9В). В одном аспекте указанная камера упаковки 58 может быть герметично замкнутой по отношению к наружной атмосфере, а это означает, что камеры упаковки 58 могут быть приведены в состояние, в котором они не могут свободно взаимодействовать с атмосферой снаружи от этой же камеры, и газ может подаваться или извлекается из камеры только через соответствующие каналы подачи или отвода под управлением указанного устройства 1. С другой стороны, в примерах на Фиг. 9А и 9С имеются верхние и нижние элементы оснастки 51, 52, когда во втором рабочем положении можно просто привести указанные части пленки в плотный контакт с указанной подложкой, например, с внешним краем верхней поверхности указанной подложки без обязательного получения герметичной камеры вокруг указанного продукта, размещенного на подложке, и указанными частями пленки.
Обращаясь к Фиг. 3-9, 10 и 11, на которых показан возможный вариант осуществления устройства для упаковки, указанный верхний элемент оснастки 51 конфигурируют для удерживания указанной по меньшей мере одной части пленки 33 и оснащают нагревателем 54, сконфигурированным для нагревания указанной части пленки 33, полученной устройством для упаковки 5. Указанный нагреватель 54 включает в себя средства нагревания 55, сконфигурированные для нагревания по меньшей мере активной поверхности 55а указанного нагревателя, которые конфигурируют для приведения в контакт с указанными частями пленки. Средства нагревания 55 могут включать в себя сопротивления или индуктивные элементы (например, в виде печатных плат) или средства нагревания другого типа, расположенные внутри соответствующего нагревателя или в непосредственной близости от активной поверхности (такие как излучатели тепла) и способные по определенной мере непосредственно или опосредованно нагревать активную поверхность. Указанные средства нагревания управляются контролируемым устройством 100, которое конфигурируют для регулирования нагревательных средств так, что активная поверхность нагревательного элемента доводится по определенной мере до рабочей температуры, составляющей от 150°С до 260°С, предпочтительно в диапазоне 180-240°С, наиболее предпочтительно в диапазоне 200-220°С. В соответствии с этим вариантом осуществления указанный нагреватель 54 может быть сформирован в двух корпусах (как показано на Фиг. 3-11) с центральным корпусом 56 и нагревательным стержнем 57: центральный корпус 56 и нагревательный стержень 57 могут быть подвижными по отношению друг к другу, чтобы иметь возможность приближения периферийного нагревательного стержня к находящейся снизу подложке перед сближением центрального корпуса, который может быть использован для удерживания центральной области указанной части пленки. Кроме того, способность к относительному перемещению центрального корпуса по отношению к нагревательному стержню 57 позволяет получить упаковку продуктов в оболочке, выступающей поверх указанной подложки: относительный ход между центральным корпусом и нагревательным стержнем может быть более выраженным, чем показано на упомянутых фигурах, если речь идет о получении упаковки со значительно выступающими продуктами, то есть выступающими на несколько сантиметров над указанной внешней границей или кромкой указанной подложки 7.
Один или несколько датчиков температуры или один или несколько тепловых переключателей могут быть размещены в соответствующем месте или в непосредственной близости от нагревателя, чтобы обеспечить контролируемое устройство 100 сигналом обратной связи и позволить контролировать температуру активной поверхности в пределах указанных выше диапазонов. В соответствии с предпочтительным аспектом, контролируемое устройство 100 управляет нагревательными средствами 55 для поддержания активной поверхности при указанной рабочей температуре в течение всего цикла получения упаковки с оболочкой, так что, как только указанная пленка касается активной поверхности 55а, она немедленно и равномерно нагревается.
Как уже упоминалось, указанный верхний элемент оснастки 51 и, в частности, указанный нагреватель 54, включает в себя удерживающие средства 59 для удержания соответствующих частей пленки 33 внутри указанной камеры упаковки поверх указанного поддона или подложки 7 в указанном гнезде 53. В примере, показанном на Фигурах, указанные удерживающие средства включают в себя множество отверстий для отсасывания 59а, идущих к активной поверхности 55а указанного нагревателя от по меньшей мере одного источника вакуума 59b (например, содержащего вакуумный насос), управляемого указанным блоком управления 100 и соединенного с указанными отверстиями для отсасывания и необязательно по меньшей мере одним распределительным клапаном 59с также управляемого указанным блоком управления 100, избирательно соединяющим указанные отверстия для отсасывания либо с указанным источником вакуума, либо с вентиляционной линией 59d. Указанный блок управления 100 может быть сконфигурировано для активации указанных удерживающих средств путем переключения распределительного клапана в положение, когда клапан соединяет отверстие для отсасывания с указанным источником вакуума, тем самым вызывая всасывание газа через отверстия. В качестве альтернативы могут быть использованы два клапана, которые могут быть выборочно открыты и закрыты для получения соединения между указанными отверстиями или указанным источником вакуума или вентиляционной линией с возможностью перетекания среды. Следует отметить, что в дополнение или в качестве альтернативы источнику вакуума указанные удерживающие средства могут включать один или несколько из следующих элементов:
- механические держатели, такие как зажимы, фиксаторы или тому подобное,
- адгезивные системы, например содержащие адгезивные участки, объединенные с активной поверхностью,
- нагревательные системы, например, содержащие нагреваемые части, управляемые с помощью блока управления 100, объединенные с необходимыми удерживающими средствами для нагревания активной поверхности и, таким образом, указанной части пленки для усиления прилипания указанной пленки к активной поверхности,
- электрические системы, например, активной поверхности могут быть заряжены полярностью, отличной от полярности, типичной для пластиковой пленки. В этом случае указанный блок управления может быть соединен с генератором напряжения и может контролировать электрический заряд поверхности.
В указанном варианте осуществления, показанном на Фиг. 9А, устройство для упаковки может быть в основном идентичным тому, что показано на Фиг. 3-9, 10-11, но указанный верхний элемент оснастки и нижний элемент оснастки не образуют герметичную камеру упаковки 58, образованную поддоном с размещенным на нем продуктом и указанной частью пленки.
В варианте осуществления, показанном на Фиг. 9В, указанное устройство для упаковки может быть в основном идентичным таковому на Фиг. 3-9, 10-11, но иметь указанный нагреватель 54 в виде единого корпуса 57 (такого как нагревательная пластина), имеющего непрерывную плоскую нагревательную поверхность размера, достаточного для того, чтобы покрывать указанную часть пленки или часть части пленки, вертикально перекрывающей указанную подложку 7, размещенную в указанном нижнем элементе оснастки 52.
В варианте осуществления, показанном на Фиг. 9с, указанное устройство для упаковки может быть в основном идентичным устройству на Фиг. 9А, но иметь указанный нагреватель 54 в виде единого корпуса 57 (такого, как нагревательная пластина), имеющего непрерывную плоскую нагревательную поверхность размера, достаточную для того, чтобы накрывать указанную часть пленки или часть указанной части пленки, накрывающей подложку 7, размещенную в указанном нижнем элементе оснастки 52.
Указанное устройство для упаковки 5 также включает в себя по меньшей мере одну насадку в виде трубки 80, имеющую отверстие для отсасывания 81, и вакуумную установку 82, соединенную с указанной насадкой в виде трубки 80 и сконфигурированную для обеспечения отсасывания воздуха через насадку в виде трубке для создания желаемого уровня вакуума в камере упаковки 58 и/или в объеме между соответствующими частями пленки и указанной подложкой. На практике указанная насадка в виде трубки может быть сформирована или размещена на конце трубки 84, имеющей противоположный концевой участок, соединенный с указанной вакуумной установкой 82, которая может включать в себя по меньшей мере один вакуумный насос 86, управляемый блоком управления 100. Необязательно (см. варианты осуществления, представленные на Фиг. 9 и 9В) указанная вакуумная установка 82 может быть соединена с дополнительным каналом 85 в указанном нижнем элементе оснастки 52. Как трубка 84, так и дополнительный канал 85 могут быть оснащены соответствующим клапаном 84а и 85а для открытия и закрытия прохода текучей среду под управлением блока управления 100, могут вести к части камеры упаковки 58, определяемая указанным нижним элементом оснастки 52, и также могут способствовать отсасыванию воздуха контролируемым образом из указанной камеры упаковки 58 (варианты осуществления, представленные на Фиг 9, 9В), когда камера 58 является замкнутой и уровень вакуума должен быть создан в этой же камере 58.
На практике, указанный нижний элемент оснастки 52 и указанный верхний элемент оснастки 51 сконфигурированы для приема указанной части пленки 33, удерживания ее на месте благодаря указанным удерживающим средствам 55 и затем размещения указанной части пленки 33 в положении удерживания поверх указанной соответствующей подложки 7, расположенной в гнезде 53: указанная насадка в виде трубки установлена в указанном устройстве для упаковки для относительного перемещения по отношению к указанным верхнему и нижнему элементам оснастки для размещения указанной насадки в виде трубки как описано ниже. Относительное перемещение указанной насадки в виде трубки может быть получено посредством действительного движения указанной насадки в виде трубки (например, посредством привода 83, установленного на указанном устройстве для упаковки и действующего на указанную насадку в виде трубки) или перемещения указанных верхнего и нижнего элементов оснастки по отношению к указанной насадке в виде трубки (например, посредством приводов, непоказанных на Фигурах, действующих на указанные верхний и нижний элементы оснастки) или посредством перемещения указанных верхнего и/или нижнего элементов оснастки и указанной насадки в виде трубки. В соответствии с одним аспектом настоящего изобретения указанная насадка в виде трубки 80 располагается между указанной нижней поверхностью указанной части пленки 33, удерживаемой верхним элементом оснастки и верхней поверхностью указанной подложки 7, размещенной в соответствующем гнезде 53 указанного нижнего элемента оснастки и совмещенной по вертикали с указанной частью пленки (смотри Фиг. 8 и 8А). Более детально, указанный блок управления 100 указанного устройства 1 также соединяют с указанным устройством для упаковки 5 и конфигурируют для управления указанным устройством для упаковки 5 или непосредственно указанной насадкой в виде трубки 80 для размещения указанной насадки в виде трубки в промежутке 90 между верхней поверхностью указанной подложки 7 и нижней поверхностью указанной части пленки 33. На практике, указанная насадкой в виде трубки 80 может перемещаться под действием привода 83 насадки в виде трубки, действующей, например, между указанным нижним элементом оснастки и указанной насадкой в виде трубки как это показано на Фигурах, и, управляемого указанным блоком управления 100. Как уже упоминалось, возможны и другие альтернативы для размещения указанной насадки в виде трубки 80 в промежутке 90: например, указанное устройство для упаковки может быть сконфигурировано для перемещения указанной подложки, указанной части пленки и (после завершения термического присоединения) упакованного продукта по отношению к указанной насадке в виде трубки 80.
Указанный блок управления 100 конфигурируют для управления и для того, чтобы своевременно синхронизировать:
- относительное расположение указанных верхнего и нижнего элементов оснастки, в частности приведения указанных верхнего и нижнего элементов оснастки в их второе положение функционирования (см. Фиг. 8-10), когда указанный поддон или подложка 7 и указанная часть пленки 33 находятся в подходящих положениях внутри указанного устройства для упаковки,
- положение указанной насадки в виде трубки 80, например, посредством управления приводом 83 насадки в виде трубки для перемещения назад и вперед указанной насадки в виде трубки,
- указанный нагреватель 54 для соответствующего нагревания указанной части пленки,
- указанные удерживающие средства 59 для удержания указанной части пленки, присоединенной к указанному нагревателю,
- указанную вакуумную установки 82 для отсасывания воздуха через указанную насадку в виде трубки.
В зависимости от вариантов осуществления, когда указанный нижний элемент оснастки и указанный верхний элемент оснастки приходят в соприкосновение друг с другом во втором режиме функционирования, они могут формировать или вносить вклад в с получение указанной камеры упаковки 58 (Фиг. 9, 9В) или они могут осуществлять нагревание поверхности указанного нагревателя 54 в условиях герметичного контакта с верхней поверхностью внешнего края указанного поддона или подложки 7.
Более детально, в вариантах осуществления на Фиг. 9, 9В указанный блок управления 100 дает команду указанному нагревателю 54 для нагревания указанной по меньшей мере одной части пленки 33, размещенной поверх указанной подложки, и дает команду указанной вакуумной установке 82 для удаления воздуха снизу указанной части пленки посредством отсасывания воздуха через отверстие для отсасывания указанной насадки в виде трубки 80 пока указанная насадка в виде трубки размещена в указанном промежутке 90 и пока указанная камера упаковки является замкнутой. Как только достигается необходимый уровень вакуума под указанной частью пленки 33 (или в указанной камере упаковки 58), указанный блок управления может дать команду указанным удерживающим средствам 59 для высвобождения указанной части пленки 33 так, чтобы указанная часть пленки приводилась в контакт с указанным продуктом и термически присоединялась к свободной поверхности указанной подложки с образованием термического соединения 91, окружающего указанный продукт. Посредством вертикального совмещения указанной части пленки 33 и указанной соответствующей подложки 7 в указанном устройстве для упаковки 5, и посредством особого расположения указанной насадки в виде трубки 80, указанное термическое соединение 91 герметично запечатывало указанный продукт между указанной подложкой и указанной частью пленки с образованием таким образом вакуумной упаковка продукта с формованной на нем оболочкой: на практике указанное термическое соединение 91 полностью окружает указанный периметр 93 области контакта 92 между продуктом Р и подложкой 7, пока указанная насадка в виде трубки остается радиально снаружи от указанного термического соединения 91 (см. Фиг. 10, где указанная область контакта 92 определяется на основе указанной подложки или поддона 7 и где указанное термическое соединение 91 является круговой полосой, образованной, например, на указанной боковой стенке и полностью окружающей указанный периметр 93 контакта между продуктом и подложкой). Следует отметить, что, поскольку в вариантах осуществления на Фиг. 9 и 9В может быть сформирована герметично замкнутая вакуумная камера 58, прежде чем соответствующие части пленки войдут в контакт с нижележащей подложкой (см., например, Фиг. 8), тогда указанный блок управления может начать отсасывать воздух из вакуумной камеры перед тем, как указанный нагреватель 54 будет приведен в положение на Фиг. 9 и 9В, т.е. перед приведением в контакт указанной части пленки с указанной верхней поверхностью указанной подложки 7
В вариантах осуществления на Фиг. 9А и 9С указанный блок управления 100 дает команду указанному нагревателю 54 для нагревания указанной по меньшей мере одной части пленки 33, размещенной поверх указанной подложки и дает команду указанному нагревателю перемещаться в положение, показанное на Фиг. 9А и 9С, где указанная часть пленки контактирует с указанной верхней поверхностью указанной подложки по существу вдоль внешнего края. Более детально, указанный блок управления также дает команду указанной вакуумной установке 82 для удаления воздуха снизу указанной части пленки посредством отсасывания воздуха исключительно через указанное(ые) отверстие(я) для отсасывания указанной насадки в виде трубки(ок) 80, пока каждая насадка в виде трубки размещена в указанном промежутке 90 и пока указанная часть пленки находится в контакте для термического запечатывания с указанной верхней поверхностью указанной подложки 7 и с частью боковой поверхности указанной насадки в виде трубки. Когда под указанной частью пленки 33 достигается подходящий уровень вакуума, указанный блок управления может дать команду указанным удерживающим средствам 59 на высвобождение указанной части пленки 33 так, чтобы указанная часть пленки приводилась в контакт с указанным продуктом и термически присоединялась к свободной поверхности указанной подложки, образуя термическое соединение 91, окружающее указанный продукт. Посредством указанного вертикального совмещения указанной части пленки 33 и указанной соответствующей подложи 7 в устройстве для упаковки 5, и посредством конфетного расположения указанной насадки в виде трубки 80, указанное термическое соединение 91 герметично запечатывает указанный продукт между указанной подложкой и указанной частью пленки с образованием таким образом вакуумной упаковки продукта с формованной на нем оболочкой: на практике указанное термическое соединение 91 полностью окружает указанный периметр 93 области контакта 92 между продуктом Р и подложкой 7, пока указанная насадка в виде трубки остается радиально снаружи от указанного термического соединения 91 (указанная область контакта 92 определяется на основе указанной подложки или поддона 7 и указанное термическое соединение 91 является круговой полосой, образованной, например, на указанной боковой стенке и полностью окружающей указанный периметр 93 контакта между продуктом и подложой).
В соответствии с одним аспектом, указанная насадка в виде трубки или по меньшей мере внешнее покрытие, нанесенное на указанную насадку в виде трубки выполнено из неприлипающего материала; подходящими неприлипающими материалами могут быть, например: политетрафторэтилен (ПТФЭ), анодированный алюминий, керамика, силикон, эмалированный чугун и закаленный чугун. Это позволяет избегать того, чтобы указанная насадка в виде трубки 80, когда она введена в указанное пространство между указанной частью пленки и указанной подложкой, термически присоединялась к указанной подложке или к указанной части пленки.
После завершения образования термического соединения так, что указанный продукт герметично запечатан на указанной подложке, указанный блок управления 100 дает команду указанному устройству для упаковки отвести насадку в виде трубки 80 из указанного промежутка 90 посредством отведения указанной насадки в виде трубки по отношению к указанной подложке. Более подробно, указанная насадка в виде трубки 80 (например, под действием привода 83 указанной насадки в виде трубки) может быть приведена в режим функционирования - когда указанную насадку в виде трубки вводят в указанный промежуток 90 - и исходное положение -когда указанная насадка в виде трубки полностью извлечена из указанного промежутка 90 и размещена на заранее определенном расстоянии от внешней границы указанной подложки, присутствующей в указанном нижнем элементе оснастки так, чтобы не мешать дальнейшему перемещению, осуществляемому со сформированной упаковкой, которое необходимо для ее извлечения из указанного устройства для упаковки.
В итоге, когда камера упаковки 58 является замкнутой и указанная насадка в виде трубки 80 приведена в рабочее положение (Фиг. 8, 9, 9В) или когда указанная часть пленки 33 приведена в плотный контакт с по меньшей мере внешним краем или кромкой указанной подложки 7 и с указанной внешней поверхностью указанной насадки в виде трубки, приведенной в рабочее положение (Фиг. 9А, 9С), указанная вакуумная установка 82 может начать под действием указанного блока управления отсасывать воздух по меньшей мере через указанную насадку в виде трубки 80 под управлением указанного блока управления 100, управляющего вакуумным насосом 86 и/или указанными клапанами 84а и/или 85а указанной вакуумной установки 82, для удаления газа снизу указанной части пленки 33 и необязательно из указанной камеры упаковки 58 (для тех случаев, когда указанное устройство для упаковки герметично закрыто с формированием камеры упаковки). Когда удален газ и осуществлено термическое соединение, указанный блок управления 100 может отвести указанную насадку в виде трубки 80 назад в исходное положение и дать команду на открытие указанной камеры упаковки или по меньшей мере перемещение указанных верхнего и нижнего элементов оснастки в первое рабочее положение, позволяя таким образом извлечь сформированную вакуумную упаковку из указанного устройства для упаковки: извлечение может осуществляться либо вручную, либо посредством любого традиционно используемого устройства для извлечения.
В соответствии с возможным аспектом, который применим для варианта осуществления, в котором верхний и нижний элементы оснастки обладают способностью образования вакуумной камеры 58, состояние вакуума внутри указанной камеры 58 и под указанной частью пленки 33 может быть создано также пока указанная часть пленки 33 удерживается отдельно от указанного поддона или подложки 7 в то время, когда вакуумная установка 82 уже находится в активном состоянии. Другими словами, указанный блок управления 100 может дать команду указанному устройству для упаковки 5 (например, указанным удерживающим средствам 59) для удерживания указанной части пленки поверх указанной соответствующей подложки (см. Фиг. 8) для размещения указанной насадки в виде трубки в рабочем положении и для последующего функционирования указанной вакуумной установки для удаления воздуха снизу указанной части пленки посредством отсасывания воздуха через указанное отверстие для отсасывания указанной насадки в виде трубки. Таким образом, удаление воздуха может начаться, когда указанная часть пленки 33 все еще удерживается указанными удерживающими средствами 59. Другими словами, в зависимости от обстоятельств, указанная вакуумная установка 82 может быть активирована, когда указанная часть пленки размещена поверх указанной подложки или одновременно с указанной стадией высвобождения указанной части пленки. В заранее установленный момент цикла или при достижении определенного уровня вакуума, указанный блок управления может дать команду указанным удерживающим средствам 59 на высвобождение указанной части пленки 33 так, что по меньшей мере часть указанной части пленки отделяется от указанного нагревателя и приводится в контакт с указанным продуктом в процессе термического присоединения к свободной поверхности указанной подложки, окружающей указанный продукт.
Указанный блок управления 100 также сконфигурирован, чтобы затем дать команду на удаление указанной насадки в виде трубки из указанного промежутка посредством отведения указанной насадкой в виде трубки по отношению к нижнему элемент оснастки и, таким образом, по отношению к указанной подложке, присутствующей в указанном нижнем элементе оснастки. В другом определенном аспекте, указанный блок управления 100 может быть сконфигурирован для создания вакуума в указанной камере упаковки (посредством управления вакуумным насосом 86 для удаления газа из указанной камеры упаковки) до достижения достаточно низкого давления (например, ниже 100 мбар или ниже 50 мбар или ниже 10 мбар), пока все еще удерживаемая указанная часть пленки прикреплена к указанному нагревателю. Этот уровень давления является достаточно низким, но не слишком низким, так чтобы избежать отделения указанной пленки от указанного нагревателя (по меньшей мере в ходе этой первой фазы), когда указанный блок управления также создает уровень давления в соответствующих отверстиях для отсасывания или отверстиях 59а указанных удерживающих средств 59 под действием источника вакуума 59b ниже ниже уровня давления, достигнутого в указанной камере упаковки. Когда желаемый уровень вакуума внутри указанной камеры 58 достигнут, указанный блок управления 100 дает указанным удерживающим средствам команду на высвобождение указанной части пленки: это может быть достигнуто посредством подачи команды селекторному клапану (или клапанам) на переключение указанной дренажной трубки, связанной с отверстиями для отсасывания. Вакуум заставляет указанную пленку обволакивать указанный поддон или подложку для образования оболочки вокруг указанного продукта, присоединяясь также к поверхности указанного поддона или подложки, не занятой указанным продуктом. В этот момент, указанный блок управления снова может направить команду указанному устройству для упаковки и поднять указанный верхний элемент оснастки, также вызывающую извлечение указанной насадки в виде трубки из указанного промежутка, позволяя таким образом осуществить извлечение указанного упакованного продукта. Указанный цикл, описанный выше, затем может быть повторен.
Следует отметить, что в предпочтительном варианте осуществления указанный блок управления 100 конфигурируют для управления указанным нагревателем 54 для нагревания указанной части пленки 33, пока эта часть пленки находится в положении ее удерживания поверх указанной подложки. Более того, хотя указанная насадка в виде трубки 80 может быть частично извлечена из указанного промежутка 90 перед тем, как будет завершено получение термического соединения 91, указанный блок управления 100 предпочтительно конфигурируют для функционирования указанной насадки в виде трубки 80, чтобы полностью удалить ее из указанного промежутка только после образования термического соединения герметично запечатанного указанного продукта между указанной подложкой и указанной частью пленки. В частности, указанный блок управления 100 может быть сконфигурирован для удерживания насадки в виде трубки 80 в указанном промежутке 90 между указанной частью пленки 33 и указанной подложкой 7 по меньшей мере до того, как указанный верхний элемент оснастки 51 будет отведен от указанного нижнего элемента оснастки 52, а указанный нагреватель 54 отделен от указанной части пленки, которая присоединена к указанной подложке. В качестве альтернативы, или в дополнение, указанный блок управления 100 может быть сконфигурирован для удерживания указанной насадки в виде трубки 80 в указанном промежутке 90 между указанной частью пленки и указанной подложкой по меньшей мере до того, как поверхность указанного нагревателя, обращенную к указанной части пленки, охладят до температуры ниже температуры, вызывающей термическое присоединение указанной части пленки к указанной подложке. Таким образом, насадка в виде трубки всегда находится между указанной частью пленки и указанной подложкой, пока указанная пленка имеет температуру, при которой возможно термическое присоединение к указанной подложке, и удаляется только тогда, когда указанная пленка достигла состояния, при котором она не может присоединяться к указанной подложке, так что формируется по меньшей мере одна пленочная манжета 33а (см. Фиг. 13 и 14), которая расположена поверх указанного промежутка и которая не имеет термического присоединения к находящейся снизу подложке. Более того, указанный блок управления 100 может быть сконфигурирован для управления указанной вакуумной установкой 82 для прекращения отсасывания газа через указанное отверстие для отсасывания 81 насадки в виде трубки перед отведением насадки в виде трубки по отношению к указанной подложке и размещения насадки в виде трубки в исходном положении на заранее определенном расстоянии от внешней границы указанной подложки. Другими словами, хотя указанный блок управления может дать команду на отведение указанной насадки в виде трубки перед прекращением отсасывания газа через указанную насадку в виде трубки (так что что насадкой в виде трубки продолжается отсасывать воздух по меньшей мере в процессе начальной фазы ее извлечения из указанного промежутка), отсасывание прекращают перед тем, как указанная насадка в виде трубки полностью извлечена из указанного промежутка между указанной частью пленки и указанной подложкой.
В соответствии с одним аспектом настоящего изобретения, указанный нижний элемент оснастки 52 конфигурируют для приема подложки в форме поддона, содержащего нижнюю стенку 7а и боковую стенку 7b, идущую вверх от указанной нижней стенки. Указанный поддон также может включать верхнюю кромку 7с, идущую радиально наружу от верхней части указанной боковой стенки. В этом случае, указанный блок управления 100 дает команду устройству для упаковки на размещение указанной насадки в виде трубки 80 в рабочем положении в указанном промежутке 90, который образован между нижней поверхностью указанной части пленки, удерживаемой указанным верхним элементом оснастки и либо верхней поверхностью кромки (если указанный поддон имеет кромку) или верхней частью указанной боковой стенки поддона, размещенного в указанном нижнем элементе оснастки. В частности, указанный блок управления 100 может быть сконфигурирован для управления указанным устройством для упаковки для размещения указанной насадки в виде трубки, когда она находится в рабочем положении, так что указанная насадка в виде трубки радиально отходит от внешней границы указанной кромки поддона (для соединения с указанной вакуумной установкой - см. Фиг. 10А, 13 и 14), но не радиально отходит за пределы внутренней границы кромки указанного поддона, размещенного в указанном нижнем элементе оснастки. На практике указанное отверстие для отсасывания может быть размещено, в рабочем положении указанной насадки в виде трубки, на одном уровне с внутренней поверхностью боковой стенки указанного поддона 7 (см. Фиг. 10А). Также в случае когда поддоном является подложка, указанный блок управления 100 дает команду указанным удерживающим средствам 59, объединенным с указанным верхним элементом оснастки, для удерживания указанной части пленки 33 в контакте с поверхностью нагревания нагревателя 54, закрепленного на указанном верхнем элементе оснастки, пока указанная часть пленки размещена поверх указанного поддона 7, размещенного в указанном нижнем элементе оснастки: в одном аспекте, указанный блок управления может дать команду указанному источнику вакуума для удерживания указанной части пленки в контакте с указанными отверстиями для отсасывания до тех пор, пока периферическая граница указанной части пленки контактирует с кромкой указанного поддона.
Поскольку поддоны или подложки 7 могут иметь многогранную форму (при виде сверху), указанный нижний элемент оснастки дополнительно может быть сконфигурирован для приема подложки, имеющей многогранную периферическую границу: в случае плоских подложек множество угловых участков присутствуют в указанном периметре плоской подложки, в то время как в случае поддонов угловые участки сформированы либо на верхней границе указанной боковой стенки и/или на указанной кромке. В случае, когда указанная подложка 7 имеет угловые участки, указанный блок управления может быть сконфигурированным для управления указанным устройством для упаковки для размещения указанной насадки в виде трубки 80 в рабочем положении в промежутке 90, размещенном в угловой части указанной внешней границы указанного поддона или подложки, размещенной в указанном нижнем элементе оснастки.
Как уже отмечалось, в соответствии с неким аспектом настоящего изобретения, указанный нижний элемент оснастки 52 может быть сконфигурирован для приема подложки в форме поддона 7, содержащего нижнюю стенку 7а, боковую стенку 7b, идущую вверх от указанной нижней стенки и необязательную верхнюю кромку 7с, идущую радиально наружу от верхней части указанной боковой стенки. В одном из вариантов этого аспекта настоящего изобретения, указанная кромка 7с или верхняя часть указанной боковой стенки 7b указанного поддона 7 может иметь выемку 7d (см. Фиг. 12), сконфигурированную для приема насадки в виде трубки 80. В частности, поперечное сечение указанной насадки в виде трубки имеет профиль, идентичный профилю указанной выемки 7d и имеет такой размер, что когда указанная насадка в виде трубки находится в рабочем положении, указанная верхняя поверхность указанной насадки в виде трубки находится на одном уровне с указанной верхней поверхностью указанной кромки (если она присутствует) или с верхней границей боковой стенки указанного поддона (см. Фиг. 10А).
В качестве альтернативы (не показана на Фигурах), для размещения указанной насадки в виде трубки в рабочем положении, указанный верхний элемент оснастки включает углубление, сконфигурированное для размещения указанной насадки в виде трубки: в частности, поперечное сечение указанной насадки в виде трубки имеет профиль, идентичный профилю указанного углубления верхнего элемента оснастки; таким образом в случае плоской подложки или полностью плоской кромки указанная насадка в виде трубки не мешает указанной подложке и приводится в рабочее положение без каких-либо проблем, с нижней поверхностью указанной насадки в виде трубки, расположенной на одном уровне с нижней нагревающей поверхностью указанного нагревателя.
В качестве еще одной альтернативы, указанный верхний элемент оснастки 51 включает углубление, сконфигурированное для приема части указанного насадки в виде трубки, в то время как кромка 7с или верхняя часть указанной боковой стенки 7b указанного поддона 7 может иметь выемку 7d, сконфигурированную для приема нижней части той же насадки в виде трубки 80. Другими словами, указанная насадка в виде трубки, будучи в рабочем положении, может находиться в гнезде, сформированном указанным углублением и/или указанной выемкой.
Указанная выемка 7d или углубление в указанном верхнем элементе оснастки и, таким образом, поперечное сечение насадки в виде трубки может иметь многогранный, например четырехугольный профиль. Более того, указанная выемка 7d может быть расположена в углу указанного поддона.
Указанный блок управления конфигурируют для управления указанным устройством для упаковки (например, указанными верхним и нижним элементами оснастки и приводом насадки в виде трубки) для размещения указанной насадки в виде трубки в указанном промежутке либо в указанной выемке, присутствующих в указанном поддоне, или в указанном углублении, присутствующем в указанном верхнем элементе оснастки.
Способ упаковки
Настоящее изобретение также включает способ упаковки, в частности способ вакуумной упаковки продукта. Ниже будут описаны примеры вариантов осуществления указанного способа упаковки согласно настоящему изобретению, которые могут быть, например, осуществлены с использованием устройства, описанного выше или заявленного в любом из прилагающихся пунктов формулы.
В соответствии с неким аспектом настоящего изобретения, способ вакуумной упаковки продукта включает следующие стадии. Обеспечивают подложку 7, например такого типа, как описано: указанная подложка может быть изготовлена в отдельном устройстве или она может быть сформирована термически с помощью станции термического формообразования непосредственно в указанном устройстве 1. Продукт Р размещают на указанной подложке на станции размещения, которая может быть частью указанного устройства или может быть расположена перед указанным устройством: в любом случае указанное размещение указанного продукта оставляет на указанной подложке свободное пространство, окружающее указанный продукт и которое не контактирует с указанным продуктом; указанное свободное пространство выступает в качестве площади, посредством которой указанная пленка может быть присоединена к указанной подложке. Когда указанная подложка 7 обеспечена и перемещена в указанное устройство для упаковки 5, пленку 31 подают посредством указанной станции подачи пленки 3 в указанное устройство для упаковки 5. Как разъяснено выше, указанная пленка может подаваться в указанное устройство для упаковки в виде неразрезанной пленки или она может быть разрезана на отдельные куски пленки перед помещением в устройство для упаковки: если указанной частью пленки является отдельный кусок пленки, предпочтительно чтобы указанная часть пленки по существу имела радиальный размер указанной подложки; если используется поддон с кромкой, указанная часть пленки в форме листа пленки должна иметь радиальный размер кромки указанного поддона или по меньшей мере размер периферической границы, достаточный для накрывания указанной кромки по всему периметру указанного поддона. В любом случае, указанный способ включает указанную стадию удерживания по меньшей мере одной части пленки 33 поверх указанного продукта, размещенного на подложке, или подложках 7, присутствующих в указанном устройстве для упаковки. Когда указанный продукт размещен на подложке 7 и соответствующий кусок пленки или часть пленки 33 были поданы в устройство для упаковки и размещены с подходящем вертикальным совмещением, указанную насадку в виде трубки 80 размещают в промежутке 90 между верхней поверхностью указанной подложки и нижней поверхностью указанной части пленки, так что отверстие для отсасывания 81 указанной насадки в виде трубки может отсасывать воздух из указанного объема под указанной частью пленки и над указанной подложкой. Пока указанную часть пленки 33 удерживают посредством указанного верхнего элемента оснастки 51 указанного устройства для упаковки в положении ее удерживания поверх указанной подложки, указанный нагреватель 54 обеспечивает нагревание по меньшей мере одной части пленки. Указанный способ также включает удаление воздуха снизу указанной части пленки посредством отсасывания воздуха через отверстие для отсасывания указанной насадки в виде трубки; удаление воздуха может начинаться когда указанная часть пленки 33 все еще удерживается посредством указанного нагревателя 54 (это возможно в тех случаях, когда указанные верхний и нижний элементы оснастки образуют камеру упаковки 58 как описано выше). Затем, когда достигнут желаемый уровень вакуума в камере упаковки или по меньшей мере в объеме между указанной подложкой и соответствующей частью пленки, или после заранее определенного промежутка времени после начала отсасывания, указанную часть пленки высвобождают из указанного верхнего элемента оснастки и в частности из активной поверхности указанного нагревателя. Как разъяснено в разделе «Устройство», когда осуществляют удаление воздуха, указанные верхний и нижний элементы оснастки 51 и 52 могут образовывать герметично замкнутую камеру и/или указанную часть пленки могут приводить в контакт с внешней границей или полосой расположенной снизу подложки с образованием контакта для термического присоединения с указанной подложкой и с частью боковой поверхности указанной насадки в виде трубки, введенной между подложкой и верхним элементом оснастки; более того для удаления воздуха могут использоваться дополнительные каналы 85, соединенные с указанной вакуумной установкой 82 (см., например, Фиг. 9 и 9В). Высвобождение могут осуществлять, когда указанная часть пленки 33 приведена в контакт с указанной соответствующей подложкой (по меньшей мере с некоторыми точками последней). Высвобождение указанной части пленки позволяет указанной части пленки 33 опуститься и войти в контакт с указанным продуктом Р и осуществить термическое присоединение к свободной поверхности указанной подложки 7. В частности, в указанном способе требуется образование термического соединения 91 для полного окружения области (или областей) контакта 92 между продуктом Р и подложкой 7 для плотного герметичного запечатывания указанного продукта между указанной подложкой и указанной частью пленки и образования вакуумной упаковки с формованной оболочкой на продукте. Более точно, когда указанная часть пленки 33 окончательно присоединена к указанной соответствующей подложке 7, указанная часть пленки включает внутреннюю части пленки 34, находящуюся в контакте с указанным продуктом Р, и внешнюю части пленки 35, полностью окружающую указанный периметр указанной внутренней части пленки 34 и термически присоединенную к указанной верхней поверхности или свободной поверхности указанной подложки, не занятой указанным продуктом Р, так что образуется круговая полоса термического соединения 91, также по существу окружающая указанный периметр указанной внутренней части пленки. Когда указанный продукт герметично запечатан, насадка в виде трубки 80 может быть удалена из указанного промежутка посредством отведения указанной насадки в виде трубки от указанной подложки и полученная таким образом вакуумная упаковка с формованной оболочкой может быть удалена из указанного устройства для упаковки. В частности, хотя насадка в виде трубки 80 может быть частично удалена из указанного промежутка 90 также когда образование термического соединения не завершено, указанную насадку в виде трубки полностью удаляют из указанного промежутка только после образования термического соединения, герметично запечатывающего указанный продукт между указанной подложкой 7 и указанной частью пленки 33.
Также как было разъяснено в разделе, относящемуся к подробному описанию указанного устройства 1, насадку в виде трубки 80 вводят между верхней поверхностью внешней границы указанной подложки 7 и нижней поверхностью внешней границы указанной части пленки 33, так что отверстие для отсасывания указанной насадки в виде трубки ориентировано по направлению к объему, образованному между указанной подложкой и указанной частью пленки, но без глубокого введения в указанный объем для того, чтобы способствовать образованию оболочки отличного качества на указанном продукте и на свободной поверхности указанной подложки.
В соответствии с некоторыми аспектами настоящего изобретения, следует также отметить, что указанную стадию удаления воздуха можно осуществлять также пока указанная часть пленки 33 находится в положении ее удерживания поверх соответствующего продукта, размещенного на подложке, (см. примеры на Фиг. 3-9 и 9В, где может быть образована герметично замкнутая камера 58), и продолжается после высвобождения указанной части пленки и вплоть до осуществления стадии образования термического присоединения 91, которое плотно запаковывает указанный продукт между указанной подложкой и указанной частью пленки, максимально усиливая таким образом обтягивающий эффект оболочки. Вместо этого, в вариантах осуществления на Фиг. 9А и 9С, удаление воздуха осуществляют только через насадку в виде трубки или насадки в виде трубки 80 и только когда указанная часть пленки 33 находится в плотном контакте с указанной верхней поверхностью расположенной снизу подложки 7 и частью боковой поверхности указанной насадки в виде трубки или насадок в виде трубки 80, приведенных в их рабочее состояние.
В соответствии с еще одним аспектом настоящего изобретения манжету 33а формируют в процессе указанного способа упаковки для более легкого отделения указанной части пленки 33 и, таким образом, для облегчения открытия указанной вакуумной упаковки с формованной оболочкой, сформированной с помощью устройства и способа, описанных выше. Более подробно, указанная насадка в виде трубки, которая выполнена из материала, не прилипающего или не связывающегося с указанной пленкой, остается в промежутке 90 между указанной частью пленки и указанной подложкой во время осуществления указанной стадии термического присоединения и по существу ее окончания, так что формируется по меньшей мере одна пленочная манжета 33а, которая расположена поверх указанного промежутка 90 и которая не присоединена термически к находящейся снизу подложке 7, с образованием таким образом элемента для захвата для более легкого открывания указанной пленочной упаковки. Более подробно, для образования указанной манжеты указанную насадку в виде трубки удаляют, в частности полностью удаляют, из указанного промежутка после отделения указанного нагревателя 54 от указанной части пленки, или после охлаждения поверхности указанного нагревателя, обращенной к указанной части пленки, до температуры ниже температуры, вызывающей термическое присоединение указанной части пленки к указанной подложке.
Как описано выше, воздух отсасывают через указанную насадку в виде трубки для создания уровня вакуума, необходимого для получения оболочки упаковки. Как только указанная часть пленки 33 термически присоединена к свободной поверхности указанной подложки, окружающей указанный продукт, указанный способ обеспечивает прекращение отсасывания газа через отверстие указанной насадки в виде трубки для отсасывания 81 и относительное перемещение указанной насадки в виде трубки 80 по отношению к указанной подложке для размещения указанной насадки в виде трубки в исходном положении на заранее определенном расстоянии от внешней границы указанной подложки, до тех пор пока продолжающееся отсасывание воздуха не прекратится. В соответствии с возможной альтернативой, извлечение указанной насадки в виде трубки 80 из указанного промежутка 90 начинают перед прекращением отсасывания газа через указанную насадку в виде трубки так, что указанная насадка в виде трубки продолжает отсасывать воздух по меньшей мере в процессе начальной фазы ее извлечения из указанного промежутка.
Как указано в приведенном выше описании указанные способ и устройство согласно настоящему изобретению могут использоваться для формирования упаковки с оболочкой с использованием поддона 7, содержащего нижнюю стенку 7а и боковую стенку 7b, идущую вверх от указанной нижней стенки: в этом случае часть пленки термически присоединена к свободной поверхности указанной боковой стенки 7b указанного поддона (и в некоторых случаях также к свободной поверхности подложки) и образует термическое соединение в форме замкнутой кольцевой ленты 91, находящаяся вокруг указанного продукта, который обычно расположен на основании указанного поддона и контактирует только с ним.
В случае, когда указанный поддон включает верхнюю кромку 7с, идущую радиально наружу от верхней части указанной боковой стенки, промежуток 90 образуется между верхней поверхностью кромки указанного поддона 7с и нижней поверхностью указанной части пленки 33: в этой ситуации, периферическая часть указанной части пленки присоединена к указанной поверхности указанной кромки вдоль всего периметра указанной кромки за исключением зоны указанной кромки, расположенной в указанном промежутке; это также позволяет получить по меньшей мере одну пленочную манжету 33а, не присоединенную термически к находящейся ниже кромке. В случае поддона с кромкой 7с, указанную насадку в виде трубки вводят между верхней поверхностью кромки указанного поддона и нижней поверхностью внешней границы указанной части пленки, при этом сама насадка в виде трубки и в частности дальний конец насадку в виде трубки не выходит за край внутренней границы кромки указанного поддона. Таким образом, когда указанная насадка в виде трубки находится в рабочем положении, указанное отверстие для отсасывания 81 находится по существу на одном уровне (заподлицо) с внутренней поверхностью указанной боковой стенки 7b указанного поддона, не мешая тем самым укладыванию указанной части пленки 33 на указанную подложку 7 и присоединению указанной части пленки 33 к указанной подложке 7.
В еще одном конкретном варианте осуществления, указанная подложка имеет многогранную внешнюю границу: в этом случае указанный способ может обеспечивать размещение указанной насадки в виде трубки 80 в промежутке 90, размещенном в угловой части внешней границы указанной подложки между верхней поверхностью указанной подложи и нижней поверхностью указанной части пленки. Например, когда указанной подложкой является поддон с боковой стенкой и радиально выступающей верхней кромкой, указанная внешняя граница указанной кромки может быть многогранной, а указанная насадка в виде трубки может быть размещена в указанном промежутке, размещенном в угловой части внешней границы указанной кромки между верхней поверхностью указанной кромки и нижней поверхностью указанной части пленки.
Наконец, в соответствии с конкретным аспектом указанной подложкой может быть поддон с кромкой (или с верхней частью указанной боковой стенки), имеющей выемку 7d, сконфигурированную для размещения указанной насадки в виде трубки: в соответствии с возможным вариантом осуществления, указанная выемка 7d сформирована посредством снижения высоты указанной боковой стенки, имеет постоянную глубину и протяженность вдоль указанного периметра указанной кромки или указанной боковой стенки, которая по меньшей мере вдвое больше глубины указанной выемки. На практике указанная боковая стенка указанного поддона имеет одинаковую высоту вдоль всего периметра за исключением участков, в которых сформирована указанная выемка 7d, где эта выемка имеет вытянутую конфигурацию в плоскости, параллельной основанию указанного поддона. Поскольку поперечное сечение указанной насадки в виде трубки имеет профиль, идентичный профилю указанной выемки, поперечное сечение насадки в виде трубки принимает вытянутую конфигурацию, предпочтительно многогранную, например прямоугольную. Более того, указанное отверстие для отсасывания 81 насадки в виде трубки необязательно включает множество отверстий для отсасывания, равномерно распределенных на удаленном конце указанной насадки в виде трубки: например, указанные отверстия для отсасывания могут быть размещены в соответствии с множеством параллельных линий, которые ориентированы вдоль вытянутого поперечного сечения. В частности, указанную выемку размещают в углу указанной боковой стенки указанного поддона. Следует отметить, что указанная манжета 33а сформирована в соответствии с указанной выемкой 7d и поверх нее.
В соответствии с некоей альтернативой, которая может быть адаптирована для плоских подложек или для поддонов, не имеющих выемок, указанный верхний элемент оснастки включает углубление, сконфигурированное для размещения указанной насадки в виде трубки: более детально, поперечное сечение указанной насадки в виде трубки имеет профиль, идентичный профилю углубления указанного верхнего элемента оснастки, и последний может быть сконфигурирован чтобы иметь постоянную глубину и протяженность вдоль горизонтальной плоскости, которая по меньшей мере вдвое больше глубины указанного углубления.
Когда указанная насадка в виде трубки 80 введена в указанное пространство и, в частности, когда указанная насадка в виде трубки отсасывает воздух, указанную насадку в виде трубки размещают либо в указанной выемке 7d, присутствующей в указанном поддоне, либо в указанном углублении, присутствующем в указанном верхнем элементе оснастки, так что в первом случае верхняя поверхность указанной насадки в виде трубки остается на одном уровне с верхней кромкой или верхней границей указанного поддона 7, а во втором случае нижняя поверхность указанной насадки в виде трубки остается на одном уровне с активной поверхностью указанного нагревателя 54. Однако, как уже отмечалось, может быть выполнена такая конструкция, что как указанный поддон имеет выемку, так и указанный верхний элемент оснастки имеет соответствующее углубление, сконфигурированное для совместного использования с указанной подложки для приема указанной насадки в виде трубки в рабочем положении.
На Фиг. 14 и 14А показаны два альтернативных варианта осуществления указанной насадки в виде трубки 80 и соответствующей выемки 7d в кромке указанного поддона: на Фиг. 14 указанная насадка в виде трубки и указанная выемка являются относительно узкими по сравнению с шириной указанного углубления и указанной насадкой в виде трубки на Фиг. 14. Как следствие, указанное решение, изображенное на Фиг. 14, является более подходящим для случая, когда указанная насадка в виде трубки перемещается, например посредством привода 83, между рабочим и исходным положениями, потому что указанная манжета, сформированная в случае решения в соответствии с Фиг. 14, имеет незначительную подвижность, не влияющую на запечатывание указанной пленки поверх указанной подложки. В отличие от этого, при применении решения, изображенного на Фиг. 14А, указанную насадку в виде трубки (и указанную выемку) конфигурируют и размещают по всей длине углового участка указанного поддона (а именно, по меньшей мере соприкасаясь или пересекая два сходящихся внешних прямых ребра указанной кромки или указанного периметра плоской подложки), затем указанная манжета 33а может быть легко приподнята, не влияя на указанное запечатывание, и, таким образом, указанная насадка в виде трубки может быть извлечена либо посредством перемещения указанной насадки в виде трубки с помощью привода 83, либо посредством перемещения упакованного продукта по отношению к указанной насадке в виде трубки (например, опускания нижнего элемента оснастки или извлечения указанного упакованного продукта из устройства для упаковки с помощью подходящих устройств для извлечения).
Блок управления устройства 1
Указанное устройство в соответствии с настоящим изобретением имеет по меньшей мере один блок управления 100.
Указанный блок управления (схематично изображенный на Фиг. 1 и 2) соединен с по меньшей мере устройством транспортировки, указанным устройством для упаковки (и, в частности, с указанной вакуумной установкой и указанными удерживающими средствами), устройством разрезания, приводами, необходимыми для осуществления перемещений насадки в виде трубки и верхнего и/или нижнего элементов оснастки, устройством для разрезания, если оно присутствует. Указанный блок управления управляет указанными стадиями указанного способа, описанного выше, и, в частности, сконфигурирован для управления устройством транспортировки для перемещения указанной подложки вдоль заранее определенного пути, указанным устройством подачи пленки для подачи указанной пленки в соответствии с соответствующими пошаговыми перемещениями; указанный блок управления также управляет устройством для упаковки и, таким образом, всеми приводами, описанными выше, для плотного прикрепления указанной части пленки к указанной подложке, когда последняя достигает указанного устройства для упаковки; кроме того, указанный блок управления управляет перемещением указанной насадки в виде трубки между исходным и рабочим положениями. Например, с помощью датчиков положения указанный блок управления может определять когда указанная подложка и соответствующие части пленки размещены в устройстве для упаковки, и давать команду на перемещение указанной насадки в виде трубки из исходного положения в рабочее положение и затем активировать отсасывание воздуха, как описано выше.
Указанный блок управления может включать цифровой процессор (ЦПУ) с блоком памяти (или блоками памяти), микросхему аналогового типа или комбинацию одного или более цифровых процессоров с одной или более микросхемами аналогового типа. В настоящем описании и в формуле изобретения указано, что указанный блок управления "сконфигурирован" или "запрограммирован" на выполнение определенных стадий: это может быть достигнуто на практике посредством любых средств, которые позволяют конфигурировать или программировать указанный блок управления. Например, в случае блока управления, содержащего одно или более ЦПУ, одна или несколько программ хранятся в подходящем блоке памяти: указанная программа или программы содержат инструкции, которые при выполнении указанным блоком управления позволяют указанному блоку управления осуществлять указанные стадии, описанные и/или заявленные по отношению к указанному блоку управления. В качестве альтернативы, если указанный блок управления является блоком аналогового типа, то указанную микросхему указанного блока управления конструируют так, чтобы она содержала электронную схему, сконфигурированную для применения в способе, генерирующую электрические сигналы для осуществления указанным блоком управления стадий, раскрытых в настоящем описании.
Вакуумная упаковка с формованной оболочкой
Указанные устройства и способы, описанные выше, могут быть подходящими для изготовления вакуумной упаковки с формованной оболочкой, содержащей по меньшей мере один продукт, описанной выше и защищенной любым из пунктов прилагающейся формулы изобретения.
В частности, в соответствии с конкретным аспектом настоящего изобретения и со ссылкой на Фиг. 12-15, указанной подложкой 7 может быть поддон, имеющий нижнюю стенку 7а, которая может круглой, овальной или многогранной, необязательно прямоугольной, формы, и боковую стенку 7b, идущую вверх от нижней стенки и имеющую верхнюю кромку 7с, которая направлена наружу и служит в качестве опорной поверхности для указанной части пленки. Указанный поддон может быть выполнен из материалов, указанных выше. Указанная кромка 7с может иметь выемку 7d, сконфигурированную для приема насадки в виде трубки: в соответствии с необязательным аспектом, указанная выемка сформирована посредством снижения высоты указанной боковой стенки, имеет постоянную глубину и протяженность вдоль указанного периметра указанной кромки или указанной боковой стенки, которая по меньшей мере вдвое больше глубины указанной выемки. На практике указанная боковая стенка указанного поддона имеет одинаковую высоты по всему периметру за исключением участка, в котором сформирована выемка, имеющая вытянутую конфигурацию в плоскости, параллельной основанию указанного поддона. Указанный поддон 7 содержит продукт Р, который размещен на нижней стенке 7а. Указанный продукт Р также может контактировать с боковой стенкой 7b, но оставляет по меньшей мере часть внутренней поверхности указанной боковой стенки свободной: в частности указанная свободная поверхность полностью окружает указанный периметр 93 области контакта или участки 92 между продуктом и внутренней поверхностью указанного поддона. Упаковка с оболочкой, использующая поддон 7 включает части пленки 33, которая термически присоединена к свободной поверхности указанной боковой стенки 7b указанного поддона (и в некоторых случаях также к свободной поверхности основания) и образует термическое соединение в форме замкнутой кольцевой ленты 91, находящейся вокруг указанного продукта, который обычно расположен на основании указанного поддона и контактирует только с ним. Периферическая часть указанной части пленки 33 может быть присоединена к указанной поверхности указанной кромки 7с вдоль всего периметра указанной кромки за исключением зоны указанной кромки для образования по меньшей мере одной пленочной манжеты 33а, не присоединенной термически к находящейся ниже кромке. В случае поддона с кромкой 7с, указанная манжета сформирована в соответствии и поверх указанной выемки 7b. В частности, указанная манжета расположена вдоль указанного периметра указанной кромки по меньшей мере, необязательно обязательно, как и указанная выемка 7b. Как уже указывалось, указанная выемка и, соответственно, указанная манжета могут иметь конфигурацию, изображенную на Фиг. 14, или конфигурацию, изображенную на Фиг. 14А. На Фиг. 14, как указанная манжета 33а, так и указанная выемка 7b отделены с обеих сторон посредством отдельной линии термического присоединения (присоединяющей указанную пленка к указанной подложке), идущей поперек внешней периферической границы указанной кромки или указанной подложки. На практике две линии термического присоединения направлены радиально по отношению к указанной выемке или участку, где расположен указанный продукт. На Фиг. 14А указанная пленка присоединена к указанной подложке только одной линией термического присоединения, которая по существу пересекает угловой участок указанной подложи по касательной по отношению выемке или участку, где размещен указанный продукт.
Хотя настоящее изобретение было описано со ссылкой на то, что в настоящее время считается наиболее практичными и предпочтительными вариантами осуществления, следует понимать, что настоящее изобретение не ограничивается раскрытыми вариантами осуществления, а, в противоположность этому, включает различные модификации и эквивалентные замены, соответствующие сущности и объему приложенных пунктов формулы.
Реферат
Группа изобретений относится к способу вакуумной упаковки продукта, устройству для упаковки и вакуумной упаковке, полученной вышеуказанными способом и устройством. Способ включает стадию обеспечения подложки, стадию обеспечения пленки, стадию размещения подложки с продуктом так, чтобы вокруг указанного продукта оставалась свободная поверхность подложки, не контактирующая с указанным продуктом, стадию удерживания по меньшей мере одной части пленки поверх указанного продукта, размещенного на подложке, с по меньшей мере одной насадкой в виде трубки, размещенной в промежутке между верхней поверхностью подложки и нижней поверхностью части пленки, стадию нагревания по меньшей мере одной части пленки, стадию удаления воздуха снизу части пленки посредством отсасывания воздуха через отверстие для отсасывания указанной насадки в виде трубки и стадию высвобождения указанной части пленки и приведения указанной части пленки в контакт с указанным продуктом и термического присоединения к свободной поверхности указанной подложки. При этом воздух, использующийся при указанном термическом присоединении, герметично запечатывает указанный продукт между подложкой и частью пленки с образованием вакуумной упаковки с формованной оболочкой на продукте. Причем насадку в виде трубки удерживают в указанном промежутке между указанной частью пленки и указанной подложкой в процессе осуществления термического присоединения так, что формируют по меньшей мере одну манжету из пленки, которая расположена поверх указанного промежутка и которая не присоединена термически к находящейся снизу подложке, с образованием элемента для захвата для более легкого открывания указанной пленочной упаковки. Устройство упаковки продукта содержит раму, размещенное на раме транспортирующее устройство, устройство подачи пленки, размещенное на раме устройство для упаковки. При этом устройство для упаковки содержит нагреватель для нагревания по меньшей мере части указанной пленки, по меньшей мере одну насадку в виде трубки, имеющую отверстие для отсасывания, вакуумную установку, соединенную с указанной насадкой в виде трубки и сконфигурированную для обеспечения отсасывания, блок управления, соединенный с устройством для упаковки. Блок управления сконфигурирован для управления указанным устройством для упаковки с возможностью размещения насадки в промежутке между верхней поверхностью указанной подложки и нижней поверхностью указанной части пленки, с возможностью функционирования указанного нагревателя для нагревания указанной по меньшей мере одной части пленки, размещенной поверх указанной подложки, а также с возможностью функционирования указанной вакуумной установки для удаления воздуха снизу указанной части пленки посредством отсасывания воздуха через отверстие для отсасывания указанной насадки в виде трубки, размещенной в указанном промежутке. При этом блок управления дополнительно сконфигурирован для удержания насадки в виде трубки в указанном промежутке между указанной частью пленки и указанной подложкой в процессе осуществления термического присоединения с возможностью формирования по меньшей мере одной манжеты из пленки, которая расположена поверх указанного промежутка и которая не присоединена термически к находящейся снизу подложке. Вакуумная упаковка с формованной оболочкой, полученной вышеуказанным способом, содержащая поддон, имеющий нижнюю и боковую стенки, размещенный на указанном поддоне продукт, и часть пленки, обтягивающую указанный продукт и термически присоединенную к внутренней поверхности указанного поддона, не занятой указанным продуктом, при этом кромка имеет выемку, часть пленки включает внутреннюю часть пленки, находящуюся в контакте с продуктом, и внешнюю часть пленки, полностью окружающую указанный периметр указанной внутренней части пленки и термически присоединенную к свободной поверхности указанной подложки, не занятую указанным продуктом. Группа изобретений обеспечивает эффективное удаление воздуха из широкого круга поддонов или подложек в процессе вакуумной упаковки продукта. 3 н. и 22 з.п. ф-лы, 15 ил.
Формула
Документы, цитированные в отчёте о поиске
Вакуум-формованное упаковывание помещающегося на подложке продукта в плотно прилегающую пленку
Комментарии