Устройство и способ упаковывания контейнеров жидких продуктов в связки - RU2586479C2
Код документа: RU2586479C2
Чертежи






























Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к устройству и способу упаковывания контейнеров с жидкими продуктами, в частности групп бутылок, содержащих воду или другие напитки, в связки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Известно, что группы контейнеров, предназначенных для жидких продуктов, упаковывают в связки, которые легко может транспортировать один человек. Например, для супермаркетов довольно обычной является продажа связок, образованных шестью бутылками воды или безалкогольных напитков; обычно бутылки, продаваемые в связках, изготовлены из полиэтилентерефталата (PET), реже - из стекла.
Упаковывание PET-бутылок в связки обычно выполняется с помощью автоматизированных устройств, которые объединяют бутылки в группы и обертывают образованные таким образом группы пленкой из термоусадочного пластикового материала, как правило, полиэтилена низкой плотности (LDPE). Такая пленка обертывается вокруг группы бутылок, которые требуется упаковать, так чтобы противоположные края пленки по меньшей мере частично перекрывались внахлест. Перекрывающиеся внахлест края подвергаются термической сварке на специальном участке термической сварки упаковочного устройства; таким образом, образуется шов, придающий пленке конфигурацию по существу кольцеобразной ленты, внутри которой собраны бутылки. На следующем этапе упаковочного процесса группа бутылок, завернутая в кольцеобразную ленту, выполненную из термоусадочной пленки, поступает на участок нагрева в упаковочном устройстве, в пределах которого температура воздуха достаточно высока (180ºC - 190ºC), чтобы вызвать усадку пленки. Обычно нагревательный узел представляет собой печь туннельного типа.
На участке нагрева пленка подвергается усадке на группе бутылок, захватывая их; на практике кольцеобразная лента, определяемая пленкой, «формуется» по наружной стороне сгруппированных бутылок, поджимая их друг к другу и образуя связку.
В общем случае связка может содержать две, четыре, шесть бутылок и т.д.
В заявке Италии ITMI2009A001512, по которой испрашивается приоритет, описан способ упаковывания контейнеров для жидкостей, при котором обертывание групп контейнеров выполняется холодным способом, т.е. без использования нагревательных устройств, с применением пленки, полученной из поддающегося растяжению линейного полиэтилена низкой плотности, не обладающего свойством термической усадки. Пленку многослойно обертывают вокруг соответствующей группы контейнеров; различные слои пленки прилипают друг к другу, создавая достаточно жесткую упаковку для образования связки. Связки, образованные с помощью поддающейся растяжению пленки, обладают меньшим весом по сравнению со связками, образованными с использованием термоусадочной пленки, что дает очевидные преимущества в плане транспортировки большого количества контейнеров и утилизации пленки после распаковки связки. Очевидна также экономия, связанная с меньшим количеством материала, используемого для создания пленки.
В патенте US 4524568 описано устройство для упаковывания паллет, оборудованное единственным упаковочным узлом для пленки из линейного полиэтилена низкой плотности. Пленка подвергается предварительному растяжению перед выполнением соответствующего обертывания. Паллеты, подлежащие упаковыванию, подаются на упаковочный узел по единственной конвейерной ленте. Направление обертывания пленки вокруг паллеты является окружным относительно направления поступательного перемещения самих паллет. Упакованные паллеты, т.е. обернутые пленкой, выводятся из упаковочного узла с помощью единственной конвейерной ленты.
В патентной заявке US 2003/0024213 описано устройство для упаковывания групп бутылок в связки. С использованием поддающейся растяжению пленки образуют кольцеобразную (или в виде трубы) ленту, которая далее радиально растягивается в узле предварительного придания формы, чтобы обеспечить введение внутрь нее группы контейнеров, подлежащих упаковыванию. Последующее снятие нагрузки с кольцеобразной ленты приводит к ее упругому возврату к группе контейнеров и формированию в дальнейшем компактной связки. Подлежащие упаковыванию бутылки подаются на узел предварительного придания формы по единственной конвейерной ленте. Упакованные связки, т.е. группы бутылок, удерживаемые вместе в пленке, выводятся из упаковочного узла с помощью единственной конвейерной ленты.
В патентной заявке Германии DE 3910823A описано устройство для упаковывания бутылок в связки. Устройство содержит узел для обертывания групп бутылок поддающейся растяжению пленкой, при этом на узел обертывания заходит конвейерная лента для подачи предварительно сформированных групп бутылок, а с узла обертывания выходит конвейерная лента для отвода связок бутылок. Направление обертывания пленки вокруг бутылок является окружным относительно направления поступательного перемещения групп бутылок (которое всегда остается вертикальным). На участке обертывания бутылки поддерживаются вертикально, чтобы не допустить падения, с помощью специальных линейных направляющих, самостоятельно зацепляющих горлышко бутылок и позволяющих поступательно скользить упакованной связке в направлении отгружающего конвейера.
Из предшествующего описания ясно, что использование поддающейся растяжению пленки вместо термоусадочной пленки позволяет упростить упаковочное устройство, более не требуя присутствия участка для термической сварки и нагревательного узла.
Несмотря на привнесенные упрощения, по-прежнему имеется существенный недостаток. Возможное прерывание работы узла по обертыванию или узла предварительного придания формы приводит к прерыванию процесса упаковывания продуктов. С другой стороны, существует необходимость в реконструкции упаковочного устройства для обеспечения максимальной производительности, сводя к минимуму простои.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения, таким образом, является создание устройства для упаковывания контейнеров для жидкостей в связки, обладающего максимально высокой производительностью по сравнению с традиционными устройствами.
В первом своем аспекте изобретение, таким образом, касается устройства для упаковывания контейнеров для жидкостей в связки согласно п.1 формулы изобретения.
В частности, изобретение касается устройства для упаковывания контейнеров для жидкостей в связки, содержащего:
- по меньшей мере одну пару узлов обертывания групп контейнеров с образованием связок, при этом каждый узел в свою очередь содержит средство для обертывания поддающейся растяжению пленки вокруг группы контейнеров, а также управляющее средство для подачи и отвода упомянутых групп контейнеров на узел обертывания/от него;
- по меньшей мере одну линию подачи контейнеров, подлежащих упаковыванию;
- по меньшей мере одну линию отвода контейнеров, упакованных в связки;
при этом линия подачи является промежуточной по отношению к узлам обертывания каждой пары узлов обертывания, причем имеются по меньшей мере две линии отвода, каждая из которых противоположна упомянутой линии подачи относительно соответствующего узла обертывания, или наоборот линия отвода является промежуточной по отношению к узлам обертывания каждой пары узлов обертывания, причем имеются по меньшей мере две линии подачи, каждая из которых противоположна упомянутой линии отвода относительно соответствующего узла обертывания.
Предпочтительно конфигурация устройства предусматривает по меньшей мере одну пару узлов обертывания, а также предпочтительно множество пар, например две, три, четыре и т.д., линий подачи и отвода, проходящих так, чтобы быть в состоянии обслуживать множество узлов обертывания одновременно. Другими словами, линии подачи и отвода являются общими. Это позволяет не прерывать упаковочный процесс в случае прекращения работы одного узла обертывания, вызванного, например, поломкой. Остальные узлы будут продолжать работать, загружаемые с помощью линии подачи или линий подачи.
Под термином «конфигурация» понимается схема расположения различных компонентов или модулей устройства, а также соответствующих линий для подачи контейнеров и отвода связок.
В общем, линии подачи проходят по существу на той же высоте, что и упомянутые линии отвода, либо на других высотах. Предпочтительно линии отвода приподняты, т.е. находятся на большей высоте относительно линии/линий подачи.
В общем, каждая линия подачи и каждая линия отвода представляет собой одиночную дорожку, или по альтернативному варианту каждая линия поделена на множество дорожек, по каждой из которых могут перемещаться группы контейнеров/бутылок.
Предпочтительно каждая линия подачи и линия отвода содержит по меньшей мере одну конвейерную ленту либо множество конвейерных лент, расположенных последовательно и/или параллельно. На практике каждая конвейерная лента выполнена в виде дорожки для групп контейнеров, перемещающихся по направлению к узлу обертывания или от него.
Предпочтительно каждый узел обертывания содержит блок захвата группы для группы контейнеров, подлежащих упаковыванию в связки, при этом управляющее средство содержит:
- первый механический рычаг, способный перемещаться между первым положением, предназначенным для снятия группы контейнеров с линии подачи, и вторым положением, предназначенным для доставки группы контейнеров в блок захвата группы, а также
- второй механический рычаг, способный перемещаться между первым положением, предназначенным для подхвата связки контейнеров из блока захвата группы, и вторым положением, предназначенным для высвобождения связки контейнеров на линию отвода.
Предпочтительно блок захвата группы содержит по меньшей мере два U-образных зажимных приспособления, способных перемещаться одно относительно другого вдоль продольной оси для латерального захвата группы контейнеров и удерживания их в вертикальном положении без вхождения в зацепление с соответствующим верхним участком и нижним участком. Блок захвата группы латерально сжимает группу контейнеров, например шесть бутылок, оставляя верхний участок, на котором располагается горлышко бутылки вместе с соответствующей крышкой, и нижний участок, на котором располагается днище бутылки, полностью свободными. Таким образом, блок захвата группы позволяет упаковывать бутылки с помощью полосы пленки, обернутой вокруг боковых частей всех бутылок и вокруг соответствующих верхнего и нижнего участков. Как будет показано далее, боковые участки двух зажимных приспособлений временно остаются обернутыми вместе с бутылками перед размыканием блока захвата группы, т.е. до того как эти два зажимных приспособления будут разведены для освобождения связки.
Предпочтительно средство для обертывания пленкой вокруг группы контейнеров содержит блок-носитель рулона, пригодный для горизонтальной поддержки, например по консольной схеме, рулона пленки. Блок-носитель рулона способен совершать вращение вокруг продольной оси блока захвата группы, чтобы обеспечить отматывание полосы пленки, как описывалось ранее.
Предпочтительно блок-носитель рулона содержит:
- скобу или другой опорный элемент вала рулона пленки, а также
- зубчатое колесо внутреннего зацепления, установленное так, чтобы обладать способностью вращения на специальной раме, при этом ось вращения совпадает с продольной осью блока захвата группы. Скоба выполнена заодно с зубчатым колесом внутреннего зацепления или закреплена на нем.
Предпочтительно устройство также содержит исполнительное средство блока-носителя рулона. Такое исполнительное средство в свою очередь содержит электродвигатель, а также зубчатое колесо внешнего зацепления, посаженное на вал электродвигателя и находящееся в непосредственном зацеплении с зубчатым колесом внутреннего зацепления. Таким образом, вращение ведущего вала вызывает вращение зубчатого колеса внутреннего зацепления соответственно относительно опорной рамы, а значит, вызывает вращение скобы-носителя рулона вокруг продольной оси.
Предпочтительно устройство также содержит опорный блок группы для контейнеров в дополнение к вышеописанному блоку захвата группы. Опорный блок группы в свою очередь содержит:
- горизонтальную плиту, или поддон-подставку, способную перемещаться параллельно продольной оси блока захвата группы между первым, отведенным назад положением, в котором плита не служит опорой группе контейнеров, а также выдвинутым положением, в котором плита поддерживает снизу по меньшей мере некоторую часть контейнеров, зажатых в блоке захвата группы, а также
- исполнительное средство опорной плиты.
Предпочтительно бутылки, поддерживаемые опорной плитой, фактически самостоятельно приходят в соприкосновение с плитой (днище некоторой части бутылок покоится на верхней поверхности плиты). По альтернативному варианту между опорной плитой и бутылками может сохраняться небольшой зазор, если бутылки эффективно удерживаются также одним из механических рычагов; в этом случае опорная плита предотвращает возможное вертикальное падение бутылок в случае, если механический рычаг не вполне справляется со своей задачей.
Опорный блок группы выполняет функцию поддержки контейнеров группы, подаваемой на узел обертывания, когда блок захвата группы не приведен в действие, т.е. когда соответствующие зажимные приспособления еще не зажали группу контейнеров, подлежащих обертыванию пленкой, либо когда зажимные приспособления раздвинуты, чтобы позволить отвести образованную связку. На практике контейнеры покоятся на плите опорного блока группы, когда они латерально не поддерживаются зажимными приспособлениями блока захвата группы и когда они не удерживаются одним из механических рычагов.
Предпочтительно устройство также содержит блок зажима группы, предназначенный для фиксирования участка полосы пленки на группе контейнеров, зажатых между зажимными приспособлениями блока захвата группы. Блок зажима группы содержит:
- зажимное приспособление, способное перемещаться до упора в плиту опорного блока группы для фиксирования пленки и предотвращения ее проскальзывания, а также
- исполнительное средство зажимного приспособления, пригодное для упора его в плиту опорного блока группы, когда последний находится в соответствующем выдвинутом состоянии.
Предпочтительно устройство также содержит элемент для разрезания пленки, способный перемещаться параллельно продольной оси блока захвата группы, рядом с нижним периметром образуемой связки. Режущий элемент выполняет функцию разделения полосы пленки на две краевые части. Одна краевая часть прилипает к связке, образованной на узле обертывания; оставшаяся краевая часть остается зафиксированной блоком зажима группы и образует исходную точку новой связки.
Блок зажима группы и режущий элемент могут приводиться в действие одновременно или быстро один за другим.
Предпочтительно режущий элемент является независимым, т.е. он оборудован своим собственным независимым исполнительным средством по отношению к блоку зажима группы и опорному блоку группы. По альтернативному варианту режущий элемент активируется, подчиняясь блоку зажима группы и/или плите опорного блока группы; в этом случае исполнительное средство режущего элемента поддерживается блоком зажима группы и/или опорным блоком группы или жестко связано с ними.
На примере упаковывания бутылок воды в связки далее будет описана работа устройства согласно настоящему изобретению, оборудованного по меньшей мере одной парой узлов обертывания, каждый из которых содержит управляющее средство, блок захвата группы, опорный блок группы и режущий элемент.
Множество бутылок, предпочтительно сгруппированных в блоки с заданным числом единиц на узле группирования, расположенном ближе по ходу от узла обертывания по направлению перемещения самих бутылок, подается на узел обертывания с помощью линии подачи. Например, бутылки подаются группами по шесть штук на узел обертывания посредством конвейерной ленты.
Первый механический рычаг управляющего средства узла обертывания снимает группу из шести бутылок с конвейерной ленты, которая, например, является промежуточной в отношении двух узлов обертывающей пары устройства и помещает ее на опорную плиту опорного блока группы этого узла обертывания; плита расположена в соответствующем выдвинутом положении и предотвращает вертикальное падение группы бутылок, когда механический рычаг не совершает активных действий с бутылками.
Зажимные приспособления блока захвата группы перемещаются один относительно другого и латерально блокируют группу из шести бутылок. Зажимные приспособления охватывают все бутылки, оставляя нижний участок и верхний участок каждой бутылки свободными. Первый механический рычаг отводится назад в исходное положение для снятия следующей группы бутылок с конвейерной ленты линии подачи.
В этих условиях блок зажима группы пребывает в активном состоянии, при этом соответствующие зажимные приспособления удерживают свободный край полосы пленки зафиксированным на опорной плите. В частности, зажимное приспособление блока зажима группы располагается в упор с нижней поверхностью опорной плиты, при этом пленка удерживается между этими элементами. Бутылки покоятся на верхней поверхности опорной плиты.
Двигатель блока-носителя рулона запускается для приведения во вращение зубчатого колеса внутреннего зацепления вокруг продольной оси блока захвата группы. Вследствие этого рулон пленки совершает вращение вокруг группы бутылок, удерживаемых блоком захвата группы. Пленка отматывается на группу бутылок, а также на зажимные приспособления блока захвата группы.
Перед завершением первого поворота зубчатого колеса внутреннего зацепления, а значит, перед тем как пленка обернет группу бутылок, совершив полный поворот, блок зажима группы отключается, т.е. соответствующее зажимное приспособление освобождает пленку, при этом опорная плита опорного блока группы отводится назад, чтобы позволить также обернуть днища бутылок. В этих условиях пленка уже прилипла к верхней части группы бутылок, и, хотя она уже более не удерживается блоком зажима группы, пленка не выходит из зацепления с бутылками.
После того как опорная плита отводится назад, зубчатое колесо внутреннего зацепления, а значит и рулон пленки совершают множество полных оборотов вокруг группы бутылок, предпочтительно три, для завершения формирования связки.
После завершения предпоследнего полного оборота блока-носителя рулона опорная плита возвращается в выдвинутое положение, чтобы служить опорой снизу укомплектованной связке, при этом блок зажима группы активируется для фиксирования пленки на опорной плите.
В конце последнего полного оборота блок зажима группы, совершив продольное перемещение в аксиальном направлении, приводится в действие для фиксирования пленки к опорной плите, в частности, к ее нижней поверхности. Режущий элемент приводится в действие одновременно с блоком зажима группы или сразу после него; режущий элемент перемещается параллельно продольной оси блока захвата группы, предпочтительно параллельно и вдоль опорной плиты, чтобы разрезать полосу пленку на две краевые части. Первая краевая часть остается зафиксированной в блоке зажима группы, готовая к упаковыванию новой группы бутылок; вторая краевая часть прилипает к уже созданной связке. Зажимные приспособления блока захвата группы раскрываются для освобождения сформированной связки, совершая скольжение между бутылками и слоями пленки, обмотанной поверх них. В тот же момент второй управляющий рычаг управляющего средства узла обертывания подхватывает связку и доставляет ее на линию отвода, например на конвейерную ленту, приподнятую относительно подающей конвейерной ленты и расположенной противоположно ей относительно блока-носителя рулона.
Последовательность действий устройства повторяется для упаковывания следующей группы бутылок.
В качестве альтернативы только что описанному технологическому решению, отводящая конвейерная лента может являться промежуточной между двумя узлами обертывания одной пары, при этом имеются две подающие конвейерные ленты, расположенные с наружной стороны пары узлов обертывания.
Производительность устройства согласно настоящему изобретению высока; возможная остановка работы узла обертывания не препятствует продолжению работы другого узла той же пары.
Предпочтительно имеется более двух пар узлов обертывания, более предпочтительно - их три (в общей сложности - шесть узлов обертывания), при этом подающие и отводящие линии распределены между этими парами узлов.
Во втором своем аспекте настоящее изобретение касается устройства согласно п.14 формулы изобретения, предназначенного для упаковывания контейнеров для жидкостей в связки. В частности, устройство содержит по меньшей мере один узел обертывания групп контейнеров с образованием связок, при этом узел в свою очередь содержит:
- блок захвата группы, содержащий по меньшей мере два U-образных зажимных приспособления, способных перемещаться один относительно другого вдоль продольной оси для латерального захвата группы контейнеров и удерживания их в вертикальном положении без вхождения в зацепление с верхним участком и нижним участком,
- средство для обертывания поддающейся растяжению пленки вокруг группы контейнеров, удерживаемых блоком захвата группы, при этом направление обертывания пленки является окружным по отношению к продольной оси блока захвата группы, а также
- элемент для разрезания пленки, способный перемещаться параллельно продольной оси блока захвата группы, рядом с нижним периметром образуемой связки, для отделения части пленки, обернутой поверх связки контейнеров, от остальной части пленки.
Взаимное расположение блока захвата группы, средства для обертывания пленки и режущего элемента создает возможность минимизации производственного времени по изготовлению связки и максимально возможного упрощения конструкции устройства. Фактически данные компоненты совершают движение вдоль продольной оси (зажимные приспособления блока захвата группы) или вокруг такой оси (блок-носитель рулона), что дает очевидные преимущества в плане внутренней конфигурации устройства для обертывания (независимо от схемы расположения подающих и отводящих линий).
Предпочтительно устройство также содержит опорный блок группы для группы контейнеров, блок зажима группы и режущий элемент, имеющие характеристики, описанные выше в отношении первого аспекта изобретения.
В третьем своем аспекте настоящее изобретение касается способа упаковывания групп контейнеров для жидкостей согласно п.18 формулы изобретения.
В частности, изобретение касается способа, содержащего этапы:
a) образование группы контейнеров;
b) обертывание групп контейнеров вокруг продольной оси пленкой, выполненной из поддающегося растяжению пластикового материала, не обладающего свойством термической усадки;
c) фиксирование пленки на образуемой связке;
d) разрезание пленки для отделения участка, намотанного на связку, от остальной части,
при этом этап d) выполняется с помощью режущего элемента, способного перемещаться поочередно в направлении, параллельном упомянутой продольной оси.
В общем, этапы c) и d) могут выполняться одновременно, либо этап d) выполняется с определенной задержкой относительно этапа c), либо когда такой этап завершился.
Предпочтительно режущий элемент способен поступательно перемещаться поочередно в двух направлениях вдоль направления, параллельного продольной оси. Предпочтительно продольная ось совпадает с осью блока захвата группы.
Предпочтительно режущий элемент не препятствует обертыванию контейнеров именно благодаря своему продольному, а не поперечному перемещению.
Предпочтительно этап c) выполняется посредством блока зажима группы, содержащего по меньшей мере одно зажимное приспособление и соответствующее исполнительное средство, пригодное для упора зажимного приспособления в опорную поверхность, например вышеописанную опорную плиту. При этом режущий элемент содержит соответствующее исполнительное средство, которое является независимым или жестко связано с блоком зажима группы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные характеристики и преимущества настоящего изобретения станут понятнее из последующего описания предпочтительных вариантов его осуществления, представленных далее в указательных, но не ограничительных целях, со ссылкой на прилагаемые чертежи. На чертежах:
- на фигуре 1 показан вид спереди связки контейнеров для жидких пищевых продуктов, в частности бутылок с водой и/или напитками, упакованных с помощью устройства согласно настоящему изобретению;
- на фигуре 2 показан вид сбоку связки согласно предшествующей фигуре;
- на фигуре 3 показан вид сверху связки согласно предшествующим фигурам;
- на фигуре 4 показан схематичный вид сверху первого этапа образования связки согласно фигурам 1-3;
- на фигуре 5 показан схематичный вид сверху второго этапа образования связки согласно фигурам 1-3;
- на фигуре 6 показан схематичный вид сверху третьего этапа образования связки согласно фигурам 1-3;
- на фигуре 7 показан схематичный вид сверху четвертого этапа образования связки согласно фигурам 1-3;
- на фигуре 8 схематично показан узел обертывания в процессе выполнения третьего этапа, представленного на фигуре 6;
- на фигуре 9 схематично показан узел обертывания, представленный на фигуре 8, в процессе выполнения четвертого этапа, представленного на фигуре 7;
- на фигуре 10 показан схематичный вид сверху первой операции по загрузке контейнеров в узел обертывания, представленный на фигурах 8 и 9;
- на фигуре 11 показан схематичный вид сверху второй операции по загрузке контейнеров в узел обертывания, представленный на фигурах 8 и 9;
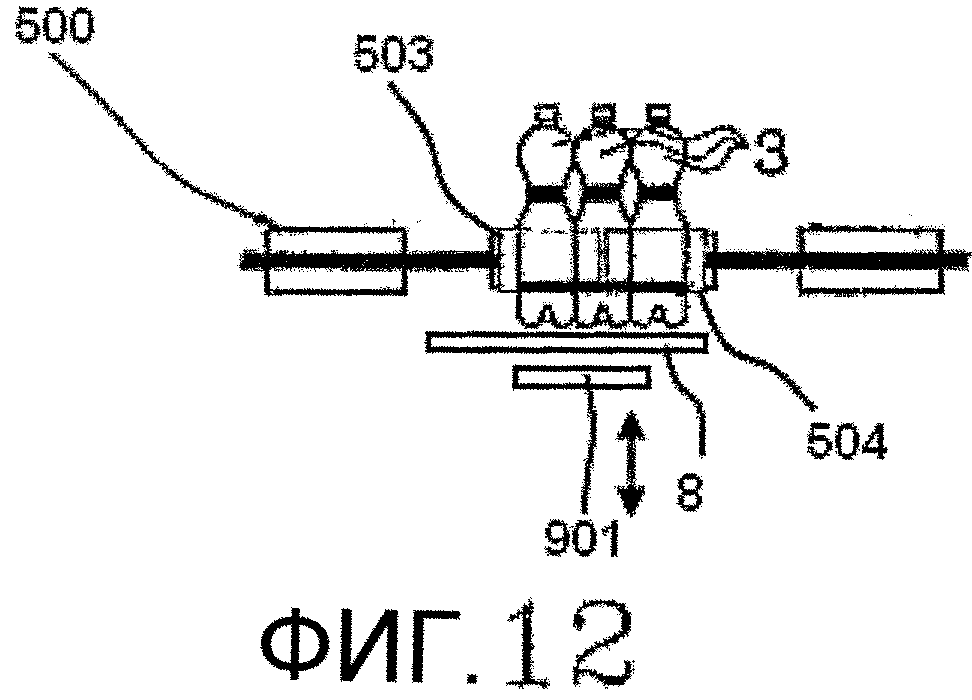
- на фигуре 12 показан схематичный вид сверху операции по зажатию контейнеров, загруженных в узел обертывания, представленный на фигурах 8 и 9;
- на фигуре 13 показан схематический вид сверху операции по пленке из пластикового материала вокруг контейнеров, показанных на фигурах 7 и 9;
- на фигуре 14 показан схематичный вид сверху операции по высвобождению и поддерживанию контейнеров, обернутых пленкой из пластикового материала, выполняемой на узле обертывания, представленном на фигурах 8 и 9;
- на фигуре 15 показан схематичный вид сверху операции по выгрузке контейнеров, образующих связку;
- на фигуре 16 показан схематичный вид сверху устройства согласно настоящему изобретению;
- на фигуре 17 показан схематичный вид спереди системы согласно фигуре 16;
- на фигуре 18 показан схематичный вид сверху узлов обертывания в системе согласно фигурам 16 и 17;
- на фигуре 19 показан вид в перспективе сверху на устройство согласно настоящему изобретению в первой конфигурации;
- на фигуре 20 показан вид спереди устройства, представленного на фигуре 19;
- на фигуре 21 показан вид сверху устройства, представленного на фигуре 19;
- на фигуре 22 показан вид в перспективе сверху на устройство согласно настоящему изобретению во второй конфигурации;
- на фигуре 23 показан вид в перспективе сверху на устройство согласно настоящему изобретению в третьей конфигурации;
- на фигуре 24 показан вид в перспективе справа на один узел (узел обертывания) устройства, представленного на фигуре 19;
- на фигуре 25 показан вид в перспективе слева на один узел (узел обертывания) устройства, представленного на фигуре 19;
- на фигуре 26 показан вид спереди одного узла (узла обертывания) устройства, представленного на фигуре 19;
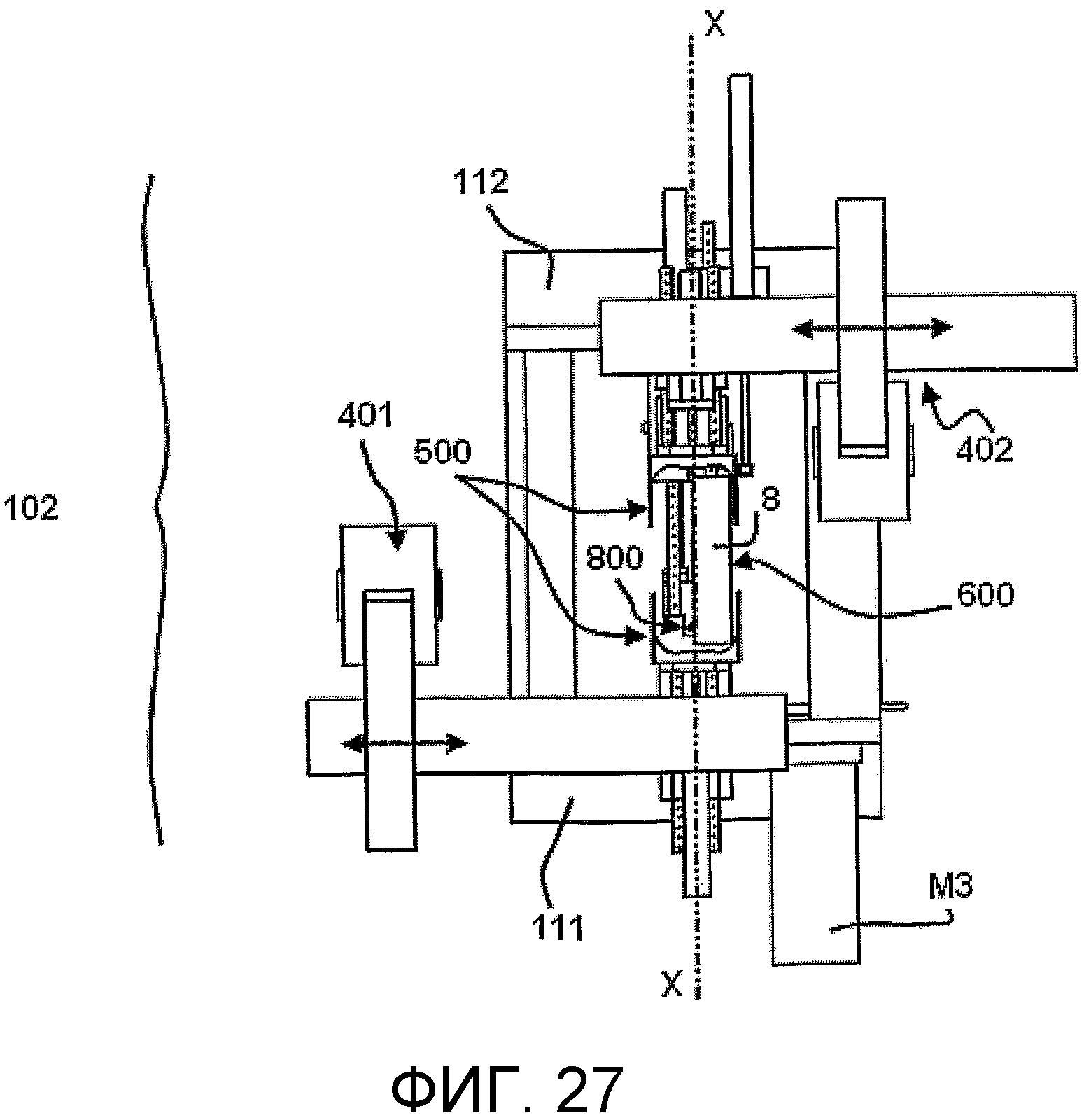
- на фигуре 27 показан вид сверху одного узла (узла обертывания) устройства, представленного на фигуре 19;
- на фигуре 28 показан вид в перспективе одного узла (блока захвата группы) устройства, представленного на фигуре 19;
- на фигуре 29 показан вид в перспективе одного узла (опорного блока группы и режущего элемента) устройства, представленного на фигуре 19;
- на фигуре 30 показан вид в перспективе снизу на один узел (блок захвата группы и опорный блок группы) устройства, представленного на фигуре 19;
- на фигуре 31 показан вид в перспективе сверху на один узел (блок захвата группы, опорный блок группы и блок зажима группы) устройства, представленного на фигуре 19;
- на фигуре 32 показан вид в перспективе сверху на один узел (опорный блок группы и режущий элемент) устройства, представленного на фигуре 19;
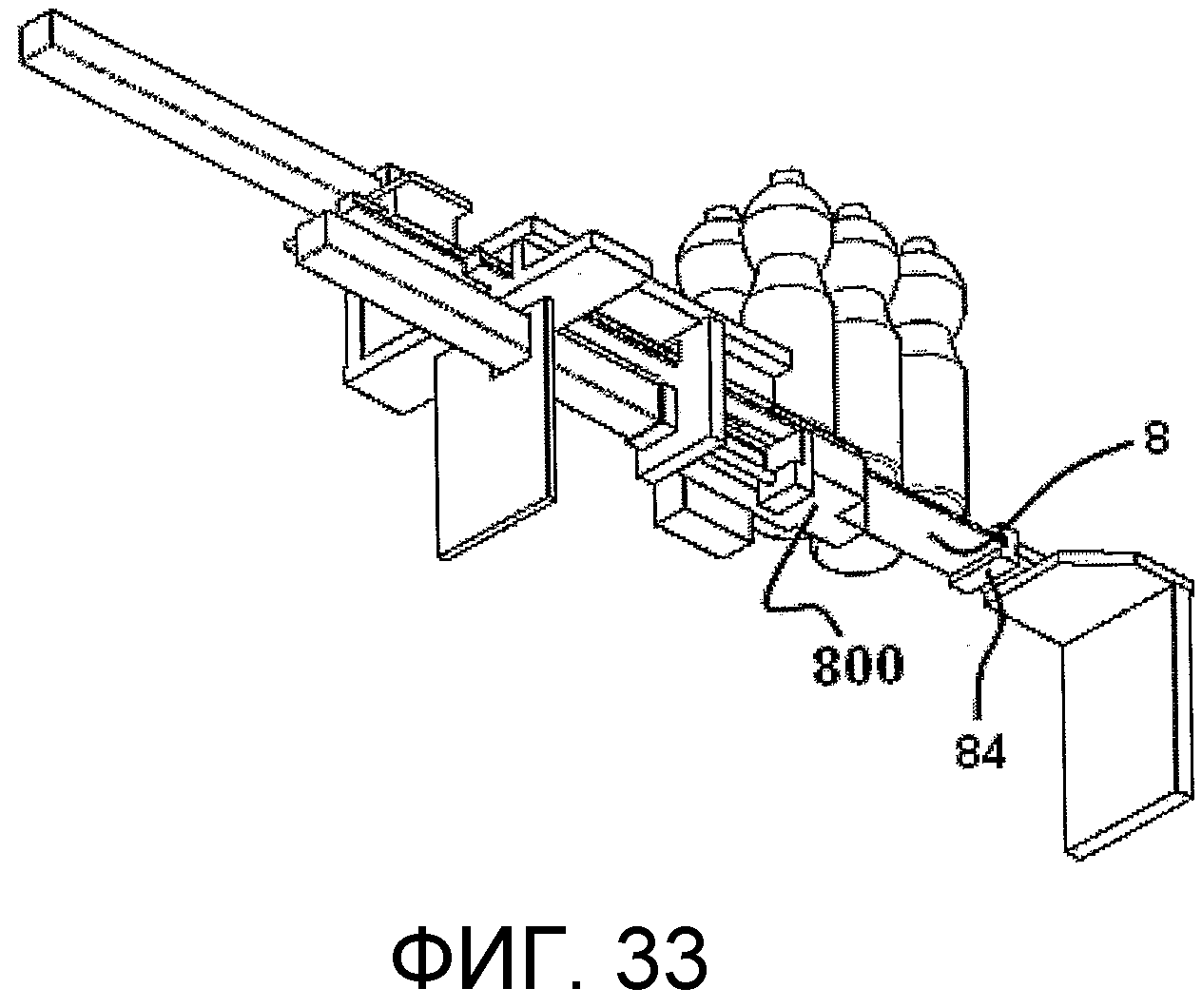
- на фигуре 33 показан вид в перспективе снизу на один узел (опорный блок группы и режущий элемент) устройства, представленного на фигуре 19;
- на фигуре 34 показан вид сверху одного узла (блока зажима группы и режущего элемента) устройства, представленного на фигуре 19.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На прилагаемых чертежах ссылочная позиция 1 в целом обозначает связку контейнеров для жидких продуктов питания, в частности бутылок с водой и/или напитками.
Как можно видеть на фигурах 1-3 и 15-17, связка 1 состоит по меньшей мере из одной группы 2 контейнеров 3, предпочтительно в количестве шести, предназначенных для жидких продуктов питания. В частности, контейнеры 3 содержат бутылки с водой и/или напитками, при этом связки могут также предусматривать число контейнеров 3, равное двум или четырем контейнерам 3, или даже более традиционных шести. В частности, контейнеры 3 расположены так, чтобы образовать компактную внутреннюю структуру, при которой каждый контейнер 3 расположен вплотную с по меньшей мере одним другим контейнером 3, соприкасаясь друг с другом.
Вышеупомянутая связка 1 также содержит по меньшей мере одну пленку пластикового материала, обернутую вокруг группы 2 контейнеров 3. Таким образом, контейнеры 3 по меньшей мере частично обернуты пленкой 4, которая слегка поджимает один контейнер 3 к другому.
Пленка 4, обернутая вокруг группы 2 контейнеров 3 с помощью устройства согласно настоящему изобретению, выполнена из пластикового материала; в частности, она представляет собой пленку 4 из поддающегося растяжению линейного полиэтилена низкой плотности (LLDPE), предпочтительно не обладающего свойством термической усадки (или подверженности термоусадке). Следовательно, применение такой пленки 4 для обертывания группы 2 контейнеров 3 осуществляется не через нагрев и подачу в печь, а посредством «холодного» обертывания. Предпочтительно пленка 4 обертывается вокруг группы 2 контейнеров 3 вслед за предварительным растяжением.
Предпочтительно толщина пленки 4 не превышает 10 микрон, более предпочтительно - составляет 8-10 микрон.
В пленку 4 предпочтительно добавлен по меньшей мере один полимер, предпочтительно металлоценовый, процентное содержание которого составляет 5-25%, предпочтительно 10-20% на 1 кг. Таким образом, механическая прочность пленки 4 повышается, придавая связке 1 высокую способность сопротивляться нагрузкам при транспортировке и оказываемым со стороны потребителей.
Предпочтительно пленка 4, выполненная из поддающегося растяжению линейного полиэтилена низкой плотности (LLDPE), имеет по меньшей мере одну поверхность, предпочтительно внутреннюю, иными словами, предназначенную для зацепления группы 2 контейнеров 3, которая снабжена слоем клейкого вещества. Таким образом, внутренняя поверхность может входить в прочное зацепление с группой 2 контейнеров 3, не оставаясь, однако, неразъемным образом склеенной с ней. Другими словами, клейкое вещество способно обеспечить устойчивое зацепление пленки на группе 2, не допуская при этом ее прочного сваривания с контейнерами 3.
Для обеспечения вышеописанного эффекта в пленке 4 присутствует клейкое вещество, процентное содержание которого предпочтительно составляет 10-20%, более предпочтительно - 13-18% на 1 кг.
Если рассматривать подробнее, вес пленки 4 из поддающегося растяжению линейного полиэтилена низкой плотности (LLDPE), приходящийся на одну связку 1, составляет не более 20 грамм, предпочтительно не более 10 грамм, более предпочтительно - 5-10 грамм.
Как опять же показано на фигурах 1-3, связка 1 может быть снабжена соответствующей ручкой 5, выполненной, например, из пластикового и/или бумажного материала, которая входит в зацепление с боковыми сторонами связки 1 и продолжается по обеим сторонам верхней части последней.
Упаковывание связки 1 предусматривает этап формирования по меньшей мере одной группы 2 контейнеров 3 согласно оптимальной конфигурации для образования связки 1 требуемого типа. После этого пленка 4, выполненная из пластикового материала, обертывается вокруг сформированной группы 2 контейнеров 3.
Обертывание пленкой 4 может варьироваться от минимального числа полных оборотов вокруг группы 2 контейнеров 3, соответствующего одному обороту, до заданного максимального числа полных оборотов согласно требованиям, превышающего один оборот. Разумеется, в процессе выполнения первого полного оборота внутренняя поверхность пленки 4 непосредственно входит в зацепление с группой 2 контейнеров 3, прилипая к наружной поверхности последней, чтобы войти в зацепление с наружной поверхностью участка пленки 4, уже намотанной на группу 2, при втором полном обороте.
Предпочтительно обертывание пленкой 4 из поддающегося растяжению линейного полиэтилена низкой плотности (LLDPE), снабженной клейким веществом, предусматривает обертывание пленкой 4, в которой процентное содержание клейкого вещества составляет 10-20%, предпочтительно - 13-18% на 1 кг. Таким образом, одновременно осуществляется прилипание пленки 4 к группе 2 контейнеров 3.
Обертывание контейнеров 3 пленкой 4 выполняется с помощью устройства 100 согласно настоящему изобретению, показанного на фигуре 19, на виде в перспективе сверху, а также на фигуре 16, на виде в плане.
Устройство 100 содержит по меньшей мере одну пару узлов 101, 102 обертывания, предпочтительно содержит множество пар узлов обертывания. В варианте осуществления, представленном на прилагаемых фигурах, устройство 100 содержит три пары узлов 101-102, 103-104, 105-106 обертывания. Предпочтительно узлы обертывания каждой пары расположены бок обок, как показано на фигуре 19.
Устройство 100 содержит одну или несколько линий 200 подачи контейнеров 3, предпочтительно уже собранных в группы 2, а также одну или несколько линий 300 отвода изготовленных связок. Направление подачи групп 2 контейнеров 3 обозначено стрелкой A, а направление отвода связок обозначено стрелкой S.
В устройстве 100, показанном на фигуре 19, линия 200 подачи поделена на две дорожки 201 и 202, фактически представляющие собой две параллельные конвейерные ленты, при этом она совместно используется для узлов обертывания всех пар 101-102, 103-104, 105-106 узлов. Имеются две линии отвода, обозначенные ссылочными позициями 301 и 302, параллельные линии 200 подачи; на практике они представляют собой конвейерные ленты 301, 302, которые проходят с наружной стороны узлов 101-106 обертывания.
На фигуре 20 показан вид спереди устройства 100, если смотреть по стрелке A на фигуре 19. Видны только узлы 101, 102 обертывания первой пары узлов; другие узлы 103-106 совмещены с ними, а потому не видны. Группы 2 бутылок 3, подлежащих упаковыванию в связки, подаются конвейерными лентами 201 и 202 линии 200 по центру относительно двух узлов 101 и 102. Связки 1 отводятся в латеральном направлении от каждого узла 101, 102 на соответствующие конвейерные ленты 301, 302, которые расположены на большей высоте, чем конвейерные ленты 201, 202, относительно пола.
Предпочтительно описанная схема позволяет максимально увеличить производительность устройства 100. В случае если происходит остановка работы одного из узлов 101-106 обертывания, вызванная поломкой или заменой рулона пленки 4, в остальные узлы обертывания продолжает осуществляться подача по линии 200 и отгружать связки 1 на линии 301, 302 отвода.
На фигуре 21 показан вид сверху устройства 100. Как можно видеть на этой фигуре, линия 200 подачи и линии 301, 302 отвода совместно используются для различных узлов 101-106 обертывания. Когда узел 101 осуществляет наматывание пленки 4 на группу 2 бутылок 3, конвейерная лента 201 продолжает подачу группы 2 контейнеров 3 на узлы 103, 105 обертывания, расположенные дальше по ходу от узла 101 в направлении A подачи (или поступательного перемещения). Точно так же, например, если узел 104 обертывания занят, конвейерная лента 202 продолжает подачу на узлы 102 и 106 обертывания.
На фигурах 22 и 23 показаны виды в перспективе, сверху, альтернативных конфигураций устройства 100. В частности, устройство 100, показанное на фигуре 22, содержит все элементы устройства 100, представленного на фигуре 19, а кроме того - две дополнительные линии 303, 304 отвода, фактически две дополнительные конвейерные ленты, расположенные бок обок соответственно с линиями 301, 302 отвода и параллельно им.
В конфигурации, показанной на фигуре 23, линии 301 и 302 отвода разбиты соответственно на линии 301 и 303', 302 и 304' отвода. Точка разделения линий 301, 302 отвода расположена между первой и второй парой узлов 101-102 и 103-104 обертывания, но она может также находиться дальше по ходу от второй пары узлов 103-104 обертывания или дальше по ходу от любой другой пары узлов.
Согласно настоящему изобретению линия 200 подачи и линии 301-304 отвода и т.д. могут быть переставлены местами в том смысле, что линии отвода могут проходить совместно в виде одной дорожки в промежутке между узлами обертывания пар узлов, при этом могут существовать две или более линий подачи, расположенных с наружной стороны узлов обертывания.
Далее будет описана конструкция узла обертывания в целом со ссылкой на фигуры 24-27, а также, в частности, конструкция блока захвата группы и опорного блока группы и режущего элемента со ссылкой на фигуры 28-34.
На фигурах 24 и 25 подробно показан узел 102 обертывания соответственно на виде в перспективе сзади (противоположно направлению стрелки A на фигуре 19) и на виде в перспективе спереди (по направлению стрелки A на фигуре 19). На фигурах 26 и 27 показан узел 102 обертывания соответственно на виде в перспективе спереди (по направлению стрелки A на фигуре 19) и на виде сверху. Конструкция других узлов 101, 103-106 обертывания аналогична, предпочтительно идентична, конструкции узла 102.
Как показано на фигурах 20, 24-27, узел 102 содержит раму 110, которая в свою очередь образована горизонтальным основанием 113, способным закрепляться на полу, и параллельными вертикальными стенками 111 и 112. Вертикальные стенки 111 и 112 поддерживают управляющее средство 400 узла обертывания.
Управляющее средство 400 содержит первый механический рычаг 401, способный перемещаться между первым положением, предназначенным для снятия группы 2 контейнеров 3 с конвейерной ленты 202, и вторым положением, предназначенным для доставки группы 2 контейнеров 3 на узел 102 обертывания, а также второй механический рычаг 402, способный перемещаться между первым положением, предназначенным для снятия связки 1 контейнеров с узла 102 обертывания, и вторым положением, предназначенным для высвобождения связки 1 на конвейерную ленту 302 (или 304, или 304').
Механические рычаги 401 и 402 способны перемещаться вдоль двух осей, как обозначено соответствующими стрелками; в частности, каждый рычаг 401, 402 может перемещаться горизонтально относительно вертикальной стенки 111 или 112, чтобы расположиться вертикально над конвейерной лентой 202 или вертикально над конвейерной лентой 302, а также вертикально над узлом 102 обертывания, при этом он также может перемещаться по вертикали, чтобы занять правильную высоту относительно этих конвейерных лент 202, 302.
Механические рычаги 401 и 402, показанные на фигурах, оборудованы зажимными приспособлениями, которые можно зажать на группах контейнеров 3.
Узел 102 обертывания также содержит блок 500 захвата группы, опорный блок 600 группы, блок-носитель 700 рулона, элемент 800 для разрезания пленки 4, а также блок 900 зажима группы, при этом все они по меньшей мере частично заключены между вертикальными стенками 111 и 112. Эти элементы далее будут описаны подробно со ссылкой на фигуры 24-34.
Как показано на фигурах 24-26, блок-носитель 700 рулона содержит кольцевую зубчатую рейку 702, на практике представляющую собой зубчатое колесо внутреннего зацепления, снабженное расположенной на периметре скобой 704 для поддержки вала 703 рулона пленки 4. Зубчатая рейка 702 установлена с возможностью вращения, например с использованием подшипниковых опор, на стенке 111 рамы 100 узла обертывания. Зубчатая рейка 702 приводится во вращение вокруг оси, параллельной продольной оси X-X или совпадающей с ней, которая, как будет показано далее, является осью блока 500 захвата группы, с помощью электродвигателя M3, вал которого оборудован зубчатым колесом внешнего зацепления, входящим в зацепление с зубьями рейки 702. Вращение вала электродвигателя M3, таким образом, вызывает вращение зубчатой рейки 702 относительно стенки 111, а значит, вызывает вращение скобы 704, несущей рулон, вокруг продольной оси X-X.
На фигуре 28 показан вид в перспективе блока 500 захвата группы, который, в общем, содержит два U-образных зажимных приспособления 503 и 504, способных перемещаться одно относительно другого вдоль продольной оси X-X, чтобы латерально зажимать группу 2 контейнеров 3 и удерживать их в вертикальном положении, не входя в зацепление с их верхним участком и нижним участком.
На фигуре 28 блок 500 захвата группы показан в своем сомкнутом виде, т.е. когда зажимные приспособления 503 и 504 примыкают друг к другу (в общем случае зажимные приспособления могут не соприкасаться друг с другом). Для простоты бутылки 3 не показаны. Специалисту в данной области техники должно быть ясно, что зажимные приспособления 503 и 504 могут иметь иную форму, чем та, что показана, при условии что они не препятствуют доступу к верхнему участку (горлышку и крышке) и нижнему участку (днищу) всех бутылок 3.
Поочередное поступательное перемещение зажимных приспособлений 503 и 504 контролируется соответствующими электродвигателями M1 и M2, воздействующими на опоры 506, прикрепленные к зажимным приспособлениям 503 и 504 и способные скользить в соответствующих направляющих, образованных на опорных скобах 501 и 502, которые в свою очередь жестко связаны со стенками 111 и 112 узла 102 обертывания. Предпочтительно зажимные приспособления 503 и 504 являются регулируемыми, т.е. их относительное положение можно изменять с высокой точностью в направлении, перпендикулярном продольной оси X-X, как по вертикали, так и по горизонтали.
Размыкание блока 500 захвата группы соответствует отводу назад зажимных приспособлений 503 и 504 вдоль продольной оси X-X.
На фигуре 29 показан вид в перспективе опорного блока 600 группы, который, в общем, содержит горизонтальную плиту 8, или поддон-подставку, способную перемещаться параллельно продольной оси X-X блока 500 захвата группы между первым, отведенным назад положением, в котором плита 8 не служит опорой группе 2 контейнеров 3, а также выдвинутым положением, в котором плита 8 располагается в упор с опорной поверхностью 84 и непосредственно поддерживает днище некоторой части контейнеров 3. Плита 8 поочередно поступательно перемещается вдоль оси X-X с помощью электродвигателя M4, который прикладывает усилие к соответствующему валу 83 и вызывает скольжение опор 81 плиты 8 в соответствующих закрепленных направляющих 82. Опорный блок 600 группы крепится к боковым стенкам 111 и 112 рамы 100 узла обертывания посредством соответственно скоб 601 и 602.
Опорный блок 600 группы выполняет функцию поддерживания контейнеров, входящих в состав группы, подаваемой на узел обертывания, когда блок 500 захвата группы не выполняет свои непосредственные функции, т.е. когда зажимные приспособления 503 и 504 отведены и находятся на расстоянии друг от друга, как показано на фигурах 24, 25 и 27.
На фигурах 32 и 33 показаны виды в перспективе, соответственно сверху и снизу, опорного блока 600 группы в процессе работы, когда опорная плита 8 полностью выдвинута вперед и располагается в упор с опорной поверхностью 84. Плита 8 непосредственно поддерживает некоторую часть бутылок 3. На этих же фигурах можно видеть элемент 800, предназначенный для разрезания пленки 4.
Режущий элемент 800, который также можно видеть на фигурах 30 и 34, содержит нож 801, способный поступательно перемещаться параллельно продольной оси X-X (которая также параллельна оси вращения блока-носителя 700 рулона или совпадает с ней), по существу вдоль опорной плиты 8. Приведение в действие режущего элемента 800 контролируется электродвигателем 5 тем же способом, что был показан для других блоков узла обертывания.
Блок 900 зажима группы ясно показан на фигурах 30 и 34. Этот блок содержит электродвигатель M6, а также зажимное приспособление 901, связанное с ним. Зажимное приспособление 901 способно поступательно перемещаться вертикально вдоль оси Y-Y, перпендикулярной продольной оси X-X, для фиксирования пленки 4 на нижней поверхности опорной плиты 8.
Блок 900 зажима группы также способен поочередно поступательно перемещаться в направлении, параллельном оси X-X, чтобы следовать за плитой 8 при ее переходе в выдвинутое положение. Чтобы это выполнить, блок 900 зажима группы предпочтительно оборудован своими электродвигателем и направляющими.
Со ссылками на все фигуры и, в частности, на фигуры 4-15 далее будет описан этап обертывания группы 2 контейнеров 3.
Когда ранее сформированная группа 2 контейнеров 3 поступает с линии 200 подачи в загрузочную зону, примыкающую к узлу 102 обертывания, механический рычаг 401 переносит группу 2 в блок 500 захвата группы и в опорный блок 600 группы, действующие совместно для правильного расположения группы 2 контейнеров 3 относительно пленки 4, которую требуется намотать, т.е. относительно рулона пленки 4. Опорная плита 8 опорного блока 600 группы полностью выдвинута, как показано на фигурах 32 и 33, и совместно с манипулятором 401 поддерживает группу 2 бутылок, не давая им упасть.
Рулон 12 пленки 4 загружен на вал 703, который в свою очередь входит в зацепление по консольной схеме со скобой 704 блока-носителя 700 рулона. Полоса пленки 4, частично отмотанной от рулона 12, имеет свободную кромку, зафиксированную между опорной плитой 8 и зажимным приспособлением 901 блока 900 зажима группы.
В этот момент зажимные приспособления 503 и 504 смыкаются на группе 2 бутылок 3, как показано на фигурах 4-5, 10-12 и 30-31. В таком положении зажимные приспособления 503 и 504 сжимают контейнеры 3, так чтобы образовать компактную внутреннюю структуру. Манипулятор 401 совершает обратный ход для снятия с линии 200 подачи следующей группы бутылок 3, предназначенных для упаковывания.
Далее начинается этап обматывания пленкой 4, выполненной из вышеописанного поддающегося растяжению полиэтилена низкой плотности (LLDPE).
Электродвигатель M3 блока-носителя рулона приводит во вращение зубчатую рейку 702 вокруг продольной оси X-X блока захвата группы. Следовательно, рулон 12 пленки 4 совершает вращение вокруг группы 2 контейнеров 3, удерживаемых блоком 500 захвата группы (фигуры 6-9, 17). Пленка 4 отматывается на группу 2 бутылок и на зажимные приспособления блока захвата группы.
До того как первый полный оборот кольцевой зубчатой рейки 702 будет завершен, а значит до того как пленка 4 полностью обернет группу 2 контейнеров 3, блок 900 зажима группы отключается, т.е. зажимное приспособление 901 опускается вдоль оси Y-Y, отделяясь от опорной плиты 8 и освобождая пленку 4 (фигура 18). Блок 900 зажима группы полностью отводится в направлении плиты 602, показанной на фигуре 30, освобождая область под плитой 8 (см. также фигуры 12 и 29). Блок зажима группы и режущий элемент могут приводиться в действие одновременно либо в разное время, например режущий элемент может приводиться в действие чуть позже блока зажима группы.
В этих условиях пленка 4 уже прилипла по меньшей мере к части трех бутылок 3 из шести, входящих в группу 2, и хотя она более не удерживается блоком 900 зажима группы, пленка не выходит из зацепления с бутылками 3.
Опорная плита 8 далее отводится (фигура 13), чтобы позволить полностью обернуть бутылки 3. Практически одновременно кольцевая зубчатая рейка 702 и рулон 12 пленки 4 совершают множество полных оборотов вокруг группы 2 контейнеров 3 (фигура 17). Предпочтительно пленка 4 трижды обертывается вокруг группы 2 контейнеров 3.
По завершении предпоследнего полного оборота рулона 12 опорная плита 8 переходит обратно в выдвинутое положение (фигура 14), располагаясь в упор с поверхностью 84, чтобы создать опору снизу связке 1, работа с которой завершена.
В конце последнего полного оборота блок 900 зажима группы подводится под опорную плиту 8 и приводится в действие, чтобы зафиксировать пленку на той же плите 8.
Блок 900 зажима группы также активируется для подхода к опорной плите 8 снизу и фиксирования пленки 4 на плите 8 (фигура 34).
Режущий элемент 800 приводится в действие, как показано на фигуре 34, поступательно перемещая нож 801 параллельно продольной оси X-X блока 500 захвата группы вдоль опорной плиты 8, чтобы отрезать полосу пленки 4.
Первая краевая часть полосы остается зафиксированной в блоке 900 зажима группы, готовая к упаковыванию следующей группы 2 бутылок 3; вторая краевая часть прилипает к уже сформированной связке 1.
Зажимные приспособления 503 и 504 блока 500 захвата группы размыкаются, чтобы освободить сформированную связку 1. На этом этапе зажимные приспособления 503 и 504 совершают скольжение между бутылками 3 и слоями пленки 4, намотанными на них.
Второй управляющий рычаг 402 управляющего средства 400 подхватывает связку 1 и доставляет ее на линию 302 или 304 отвода (фигура 16).
Последовательность действий узла 102 обертывания повторяется для упаковывания следующей группы 2 бутылок 3.
Работа других узлов 101, 103-106 обертывания аналогична той, которая только что была описана.
Реферат
Описано устройство для упаковывания групп (2) контейнеров (3) для жидкостей в связки. Устройство содержит по меньшей мере одну пару узлов (101-102, 103-104, 105-106) обертывания групп контейнеров. Каждый узел содержит средство (700) для обертывания поддающейся растяжению пленки (4) вокруг группы контейнеров, а также манипулирующее средство (400) для подачи и отвода групп контейнеров на узел обертывания/от него, по меньшей мере одну линию (200) подачи контейнеров, а также по меньшей мере одну линию (300) отвода связок. Предпочтительно линии подачи и отвода используются совместно для различных узлов обертывания. Кроме того, описан способ упаковывания контейнеров в связки. 3 н. и 17 з.п. ф-лы, 34 ил.
Формула
- по меньшей мере одну пару (101-102, 103-104, 105-106) узлов (101-106) обертывания групп (2) контейнеров (3), при этом каждый узел (101-106) в свою очередь содержит средство для обертывания поддающейся растяжению пленки (4) вокруг группы (2) контейнеров (3), а также манипулирующее средство (400) для подачи и отвода упомянутых групп (2) контейнеров (3) на узел (101-106) обертывания/от него;
- по меньшей мере одну линию (200) подачи контейнеров (3), подлежащих упаковыванию;
- по меньшей мере одну линию (300) отвода контейнеров (3), упакованных в связки (1);
при этом линия (200) подачи является промежуточной по отношению к узлам (101-106) обертывания каждой пары (101-102, 103-104, 105-106) узлов (101-106) обертывания, причем имеются по меньшей мере две линии (301, 302) отвода, каждая из которых противоположна упомянутой линии (200) подачи относительно соответствующего узла (101-106) обертывания, или наоборот линия (300) отвода является промежуточной по отношению к узлам (101-106) обертывания каждой пары (101-102, 103-104, 105-106) узлов (101-106) обертывания, причем имеются по меньшей мере две линии (200) подачи, каждая из которых противоположна упомянутой линии (301, 302) отвода относительно соответствующего узла (101-106) обертывания.
- первый механический рычаг (401), способный перемещаться между первым положением, предназначенным для подхвата группы (2) контейнеров по меньшей мере с одной упомянутой линией (200) подачи, и вторым положением, предназначенным для доставки группы (2) контейнеров в упомянутый блок (500) захвата группы, а также
- второй механический рычаг (402), способный перемещаться между первым положением, предназначенным для подхвата связки (1) контейнеров (3) из упомянутого блока (500) захвата группы, и вторым положением, предназначенным для высвобождения связки (1) контейнеров на линию (301, 302) отвода.
- скобу (704) для поддержки вала (703) рулона (12) пленки (4), а также
- зубчатое колесо (702) внутреннего зацепления, ось вращения которого совпадает с продольной осью (X-X) блока (500) захвата группы, при этом упомянутая скоба (704) выполнена заодно с упомянутым зубчатым колесом (702) внутреннего зацепления или закреплена на нем.
- горизонтальную плиту (8), способную перемещаться параллельно продольной оси (X-X) упомянутого блока (500) захвата группы между первым, отведенным назад положением, в котором упомянутая плита (8) не служит опорой группе (2) контейнеров (3), а также выдвинутым положением, в котором упомянутая плита (8) поддерживает основание упомянутых контейнеров (3), зажатых в блоке (500) захвата группы,
- опорную поверхность (84) упомянутой горизонтальной плиты (8) в выдвинутом положении, а также
- исполнительное средство (M4, 81-83) упомянутой опорной плиты (8).
- зажимное приспособление (901), способное перемещаться до упора в упомянутую плиту (8) опорного блока (600) группы для фиксирования пленки (4) и предотвращения ее проскальзывания, а также
- исполнительное средство упомянутого зажимного приспособления (901), пригодное для проталкивания его вдоль упомянутой продольной оси X-X под плитой (8) опорного блока (600) группы в выдвинутое положение, а также
- исполнительное средство (M6) упомянутого зажимного приспособления (901), пригодное для упора его в плиту (8) опорного блока (600) группы в выдвинутом положении.
- блок (500) захвата группы, содержащий по меньшей мере два U-образных зажимных приспособления (503, 504), способных перемещаться одно относительно другого вдоль продольной оси (X-X) для латерального захвата группы (2) контейнеров (3) и удерживания их в вертикальном положении без вхождения в зацепление с их верхним участком и нижним участком;
- средство для обертывания поддающейся растяжению пленки вокруг группы (2) контейнеров (3), удерживаемых блоком (500) захвата группы, при этом направление обертывания пленки (4) является окружным по отношению к продольной оси (X-X) блока (500) захвата группы; а также
- элемент (800) для разрезания пленки (4), способный перемещаться параллельно продольной оси (X-X) блока (500) захвата группы, рядом с нижним периметром образуемой связки (1), для отделения части пленки, намотанной на связку (1) контейнеров (3), от остальной части пленки (4).
- горизонтальную плиту (8), способную перемещаться параллельно продольной оси (X-X) упомянутого блока (500) захвата группы между первым, отведенным назад положением, в котором упомянутая плита не служит опорой группе (2) контейнеров (3), а также выдвинутым положением, в котором упомянутая плита (8) поддерживает днище по меньшей мере некоторой части упомянутых контейнеров (3), зажатых в блоке (500) захвата группы,
- опорную поверхность (84) упомянутой горизонтальной плиты (8) в выдвинутом положении, а также
- исполнительное средство (M4, 81-83) упомянутой опорной плиты (8).
- зажимное приспособление (901), способное перемещаться до упора в упомянутую плиту (8) опорного блока (600) группы для фиксирования пленки (4) и предотвращения ее проскальзывания относительно плиты (8) опорного блока (600) группы, а также
- исполнительное средство упомянутого зажимного приспособления (901), пригодное для проталкивания его вдоль упомянутой продольной оси X-X под плитой (8) опорного блока (600) группы в выдвинутое положение, а также
- исполнительное средство (M6) упомянутого зажимного приспособления (901), пригодное для упора его в плиту (8) опорного блока (600) группы в выдвинутом положении.
a) образование группы (2) контейнеров (3);
b) обертывание упомянутой группы (2) контейнеров (3) вокруг продольной оси (X-X) пленкой (4), выполненной из поддающегося растяжению пластикового материала, не обладающего свойством термической усадки;
c) фиксирование упомянутой пленки (4) на образуемой связке (1);
d) разрезание пленки (4) для отделения участка, намотанного на связку (1), от остальной части,
при этом этап d) выполняют с помощью режущего элемента (800), способного возвратно-поступательно перемещаться в направлении, параллельном упомянутой продольной оси (X-X).
Комментарии