Способ резки и режущий узел в машине для упаковки изделий в растягивающуюся пленку - RU2725845C2
Код документа: RU2725845C2
Чертежи






Описание
Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к способу резки и режущему узлу в машине для упаковки изделий в растягивающуюся пленку.
Предшествующий уровень техники настоящего изобретения
В настоящее время в сфере упаковки изделий различных типов, таких как, например, бутылки, коробки разнообразных форм и пр., чаще всего используется пленка, выполненная из термоусадочного пластичного материала. После намотки вокруг изделия или блока изделий эта пленка позволяет режуще-сварочному устройству разделить сплошную упаковку на части с последующей обработкой в термоусаживающей печи, где упаковке придается устойчивость с тем, чтобы она могла прочно удерживать содержащиеся в ней изделия.
Использование режуще-сварочного устройства указанного типа влечет за собой необходимость размещения упаковываемого изделия или блока изделий под пленкой таким образом, чтобы перед сваркой и резкой он отстоял от другого изделия или блока изделий на определенное расстояние. Более того, требуется использование пленки определенной стоимости, так как применяемый пластичный материал должен обладать определенной толщиной с тем, чтобы его можно было подвергнуть последующей термоусадке.
Еще одна проблема связана со временем, затрачиваемым на получение готовой упаковки с изделиями, поскольку изделия или блоки изделий должны быть размещены с определенными интервалами, чтобы их можно было упаковать описанным выше способом.
Если в альтернативном варианте используется пленка из растягивающегося пластичного материала, которая наматывается по спирали вокруг изделий, подаваемых вперед в горизонтальном направлении, то стадия резки в настоящее время всегда выполняется с помощью режущих устройств режуще-сварочного типа, указанного выше. Эти режущие устройства не обеспечивают быстрое срабатывание.
Если, с одной стороны, упаковка в пленку из растягивающегося пластичного материала устраняет необходимость в использовании термоусаживающей печи и требует относительно небольших затрат энергии, а также позволяет использовать более тонкие пленки, то современные режуще-сварочные устройства не обеспечивают удовлетворительный результат, поскольку они существенно замедляют процесс упаковки.
В документе WO 2015/040565 описывается оборудование, используемое для упаковки бутылок в тонкую пленку, выполненную из растягивающегося пластичного материала, которая спирально наматывается вокруг бутылок, последовательно подающихся в непрерывном режиме. Это оборудование снабжено режущим узлом, установленным на каретке, который приводится в действие для выполнения резки сформованной таким образом сплошной упаковки.
Краткое раскрытие настоящего изобретения
Общая цель настоящего изобретения заключается в том, чтобы предложить способ резки и режущий узел, используемый в машине для упаковки изделий в растягивающуюся пленку, которые способны устранить указанные выше недостатки, присущие предшествующему уровню техники, в высшей степени простым, экономичным и функциональным способом.
Еще одна из целей настоящего изобретения заключается в том, чтобы предложить способ резки и режущий узел для реализации в упаковочной машине, которые могли бы ускорить процесс упаковки, увеличив интенсивность производства готовых упаковок.
Еще одна из целей настоящего изобретения заключается в том, чтобы предложить режущий узел в машине для упаковки изделий в растягивающуюся пленку, который мог бы сократить расходы на упаковочный материал.
Краткое описание фигур
Конструктивные и функциональные характеристики настоящего изобретения и его преимущества в сравнении с известным уровнем техники станут еще более очевидными после ознакомления с последующим описанием в привязке к прилагаемым схематическим чертежам, на которых проиллюстрирован один из примеров осуществления заявленного изобретения, где:
На фиг. 1 показан вид сбоку, иллюстрирующий машину для упаковки изделий в растягивающуюся пленку в приподнятом положении, в которой предусмотрен режущий узел согласно настоящему изобретению;
На фиг. 2 представлен вид сверху машины для упаковки изделий в растягивающуюся пленку, показанной на фиг. 1, которая снабжена режущим узлом согласно настоящему изобретению;
На фиг. 3 представлено перспективное изображение режущего узла согласно настоящему изобретению;
На фиг. 4 представлен вид сбоку, иллюстрирующий весь режущий узел в приподнятом положении, являющийся составной частью машины, показанной на фиг. 1;
На фиг. 5 и 6 представлены перспективные изображения части режущего узла, показанного на фиг. 4;
На фиг. 7 представлен вид сверху режущего узла, показанного на предыдущих фиг. 4-6;
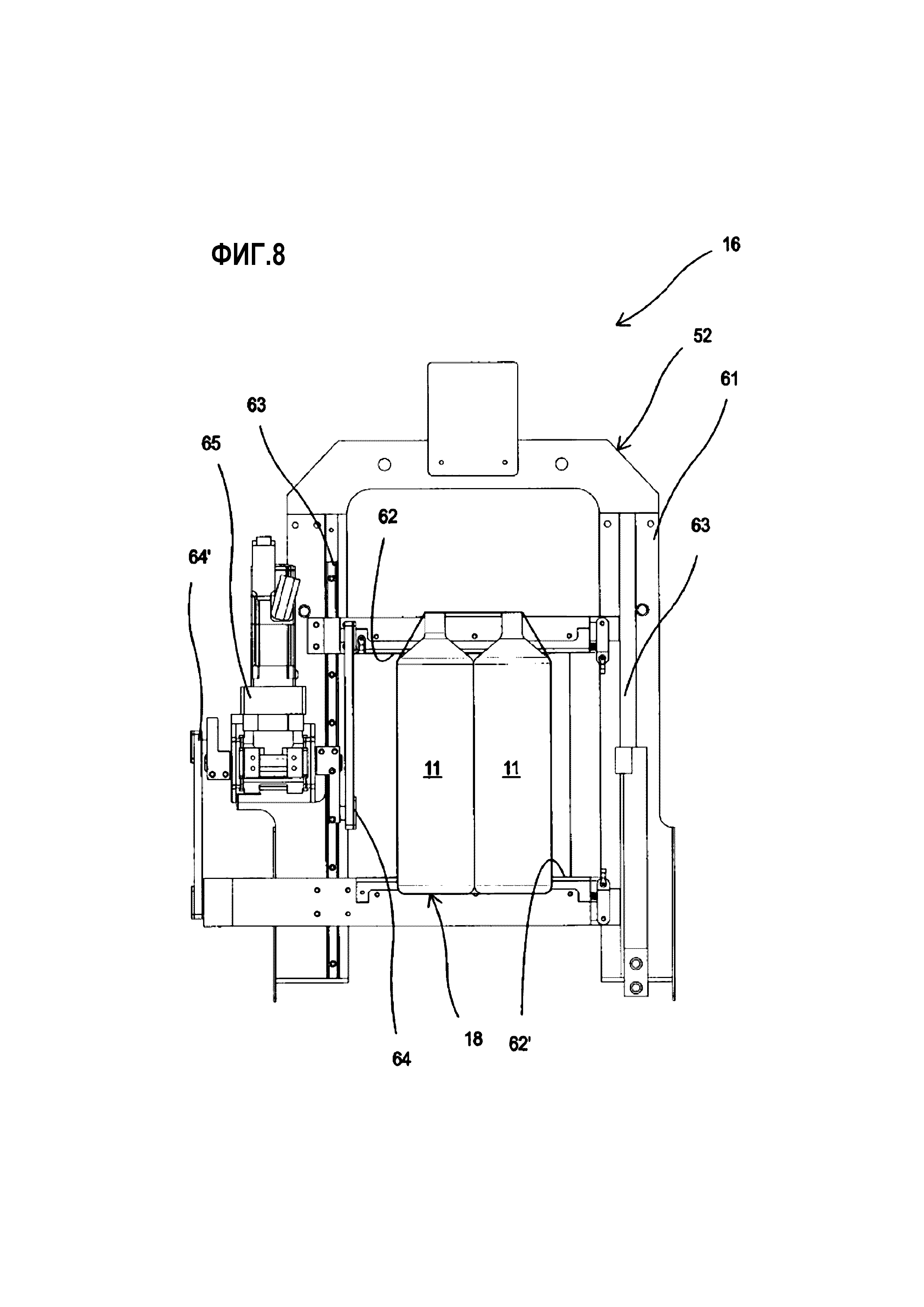
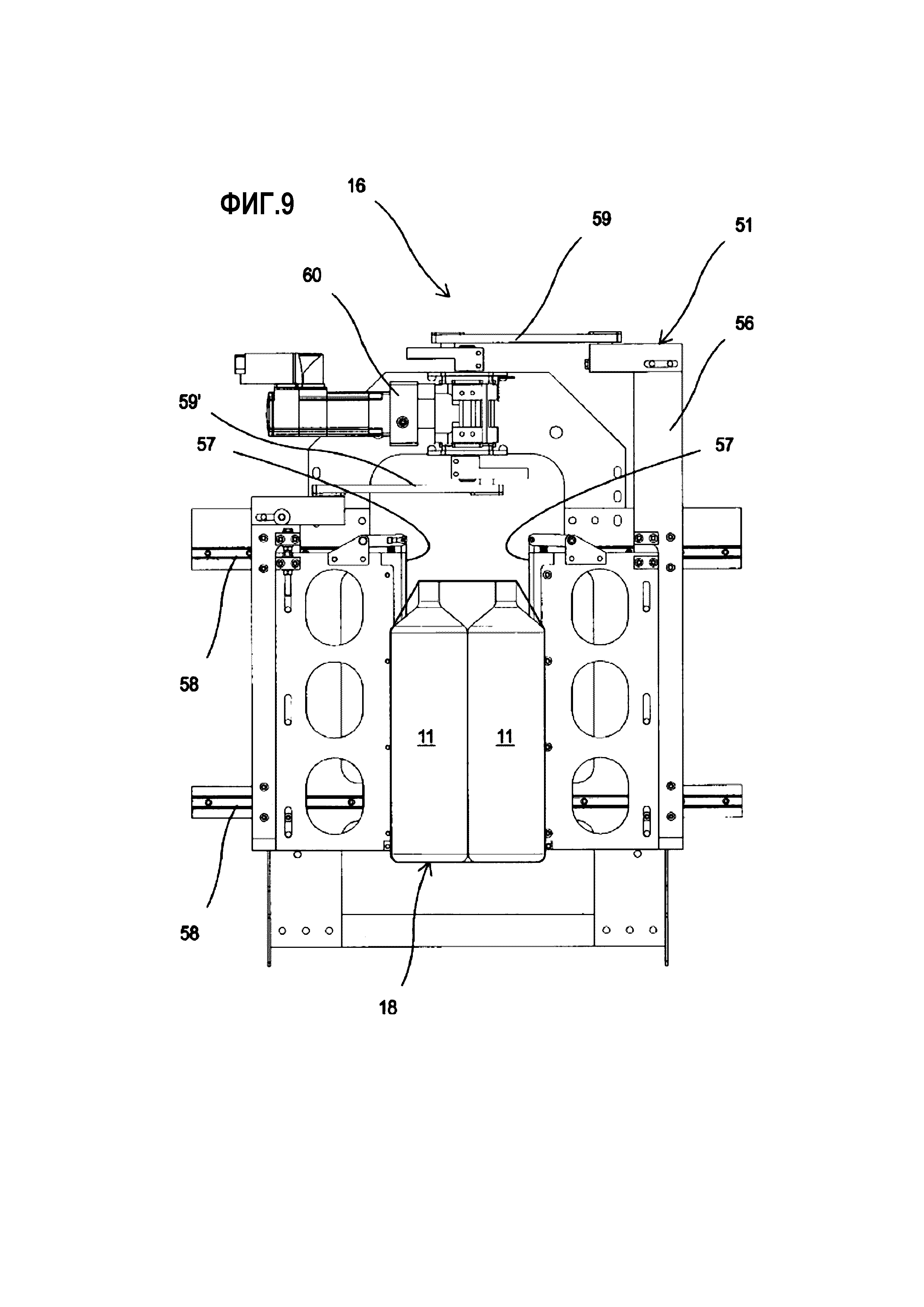
На фиг. 8 и 9 показаны поперечные сечения режущего узла с верхним и нижним ножами и боковыми ножами, соответственно, в рабочем положении, воздействующими на пленку, выполненную из пластичного материала, в которую обертываются изделия.
Подробное раскрытие настоящего изобретения
На фигурах проиллюстрирована конечная часть машины для упаковки в растягивающуюся пленку изделий 11, таких как бутылки или иные объекты, где предусмотрено использование режущего узла согласно настоящему изобретению.
Во-первых, следует отметить, что режущий узел согласно настоящему изобретению особенно эффективен в тех случаях, когда изделия подаются вперед в непрерывном режиме смыкающимися рядами последовательно один за другим. При упаковке, например, бутылок, указанные бутылки подаются парами, примыкающими друг к другу, и продвигаются вперед подающим конвейером.
Более того, указанные изделия 11 поступают обмотанными в растягивающуюся пленку перекрещивающимися слоями, которые намотаны по спирали для стабилизации готовой упаковки; при этом указанные слои пленки наложены один поверх другого и намотаны при вращении в двух противоположных направлениях. В альтернативном варианте может быть также использовано стандартное исходное расположение пленки, например, сложенной вдвое по центру, которая наматывается с помощью устройств, обеспечивающих ее устойчивость в сплошной упаковке, в которую обернуты изделия.
В практическом примере осуществления настоящего изобретения, показанном на фиг. 1 и 2, проиллюстрирована упаковочная машина, которая содержит упорядочивающий узел 13, принимающий два непрерывных ряда смыкающихся бутылок 11 с конвейерной ленты 12 и поддерживающий их в таком упорядоченном положении до поступления в первый узел 14 кольцевой намотки. За первым узлом 14 кольцевой намотки следует второй узел 15 кольцевой намотки, расположенный напротив первого узла 14 кольцевой намотки, который осуществляет намотку в направлении, противоположном направлению намотки первого узла 14, вследствие чего образуется сплошная упаковка или пакет. За вторым узлом 15 кольцевой намотки, в свою очередь, следует режущий узел 16 согласно настоящему изобретению, предназначенный для разделения сплошной упаковки на готовые блоки изделий 11, обернутых в пленку из растягивающегося пластичного материала и образующих окончательную упаковку 18.
Как было указано выше, режущий узел 16 согласно настоящему изобретению должен вступать в действие в упаковочной машине для разделения подаваемой вперед сплошной упаковки или пакета на ряд окончательных упаковок 18 с заданным количеством изделий 11. На представленных фигурах, например, перемещающаяся вперед сплошная упаковка или пакет разделяется на готовые упаковки 18, содержащие, например, по шесть примыкающих друг к другу бутылок 11, идущих парами.
Режущий узел 16 содержит раму 50, на которую опирается боковое режущее устройство 51 и устройство 52 верхней и нижней резки. Согласно настоящему изобретению режущий узел 16 по существу воздействует на пластичный материал сплошной упаковки, намотанной вокруг бутылок 11, осуществляя поперечную резку по периметру сплошной упаковки или пакета при его продвижении вперед. Резка выполняется по четырем сечениям упаковки, двум вертикальным и двум горизонтальным, которые образуют периметр сплошной упаковки или пакета.
На раму 50 опирается каретка 53, свободно перемещающаяся вперед и назад по направляющим 67 и несущая на себе боковое режущее устройство 51 и устройство 52 верхней и нижней резки. Указанная каретка 53 перемещается вперед и назад под конвейерной лентой 55, верхняя часть которой выполнена с возможностью намотки вокруг консольных шкивов 54. Конвейерная лента 55 поддерживает различные пары бутылок 11, ранее упакованных в пленку с получением указанной сплошной упаковки, которые поступают обмотанными пленкой в два слоя; при этом эти два слоя перекрещиваются по спирали при перемещении вперед. Конвейерная лента 55, соответственно, перемещает различные пары бутылок, обмотанные отдельной упаковкой или упакованные в сплошной пакет, во время выполнения стадии резки.
Боковое режущее устройство 51 включает в себя портальную стойку 56, содержащую два вертикальных боковых ножа 57, установленных на горизонтальных направляющих 58 с возможностью перемещения вперед и назад. Таким образом, два вертикальных боковых ножа 57 могут приближаться или отходить от трубчатого пластичного материала, намотанного вокруг бутылок 11, обеспечивая резку по двум вертикальным сечениям указанной сплошной упаковки с противоположных сторон указанной сплошной упаковки или пакета. Функционально вертикальные ножи 57 находятся под действием разности потенциалов и нагреваются током, возникающим вследствие этого и проходящим через указанные ножи, в результате чего осуществляется горячая резка; или же, во всяком случае, резка осуществляется с использованием альтернативных систем, например, ультразвуком и пр. Портальная стойка 56 располагается поверх сплошной упаковки или пакета с изделиями 11, который подается вперед через указанный режущий узел.
При этом два вертикальных ножа 57 приводятся в действие двухкривошипными механизмами 59 и 59', верхним и нижним, которые активируются одним электродвигателем 60.
Устройство 52 верхней и нижней резки также включает в себя портальную стойку 61, содержащую верхний горизонтальный нож 62 и нижний горизонтальный нож 62', которые установлены на горизонтальных направляющих 63 с возможностью перемещения вперед и назад в вертикальной плоскости. Таким образом, два горизонтальных ножа 62 и 62' могут приближаться или отходить от сплошной упаковки или пакета, состоящего из двух слоев пленки, намотанной вокруг изделий 11 при вращении в противоположных направлениях, обеспечивая резку по двум горизонтальным сечениям указанной сплошной упаковки с противоположных сторон сплошной упаковки или пакета. Кроме того, в этом случае два горизонтальных ножа 62 и 62' функционально находятся под действием разности потенциалов и нагреваются током, возникающим вследствие этого и проходящим через указанные ножи, в результате чего осуществляется горячая резка; или же, во всяком случае, резка осуществляется с использованием альтернативных систем, например, ультразвуком и пр.
При этом два горизонтальных ножа 62 и 62' приводятся в действие двухкривошипными механизмами 64 и 64', верхним и нижним, которые активируются одним электродвигателем 65.
Более того, нижний нож 62' при его перемещении вперед/назад и вверх/вниз движется по подковообразной петле 66, сформованной в ленте 55; при этом указанная подковообразная петля может перемещаться вместе с кареткой 53 и устройством 52 верхней и нижней резки.
На фиг. 8 и 9 показаны поперечные сечения, соответственно, устройства 52 верхней и нижней резки режущего узла 16 с верхним горизонтальным ножом 62 и нижним горизонтальным ножом 62' и бокового режущего устройства 51 с вертикальными боковыми ножами 57 в рабочем положении, воздействующими на пленку, выполненную из пластичного материала, в которую обертываются изделия.
Взаимное расстояние d между двумя портальными стойками 56 и 61 бокового режущего устройства 51 и устройства 52 верхней и нижней резки может варьироваться; при этом оно регулируется на стадии установки параметров машины в зависимости от размеров упаковываемых бутылок 11 и, в первую очередь, от количества бутылок 11, которые должны содержаться в окончательной упаковке. Для этого регулируемые раскосы/штоки 68 соединяют две портальные стойки 56 и 61 двух режущих устройств 51 и 52 таким образом, чтобы взаимное расстояние могло варьироваться и регулироваться. Соответственно, при такой конфигурации могут быть получены готовые упаковки, каждая из которых содержит, например, четыре или шесть бутылок или бутылки в ином количестве или иных размеров.
Очевидно, что с помощью режущего узла этого типа может быть также реализован новый способ нарезки сплошной упаковки с изделиями.
Этот новый способ резки, реализованный в машине для упаковки непрерывно подаваемых вперед изделий 11 в растягивающуюся пленку, включает в себя стадию подачи изделий, обернутых в сплошную упаковку или пакет, в режущий узел и нарезки сплошной упаковки с помощью этого режущего узла на готовые блоки изделий 11, обернутые указанной растягивающейся пленкой.
Этот способ включает в себя стадию нарезки указанной сплошной упаковки или пакета с изделиями с помощью, по меньшей мере, одного подвижного режущего устройства, которое смещается вперед с такой же скоростью, что и сплошная упаковка или пакет с изделиями, подлежащий нарезке.
Стадия резки реализуется новым и оригинальным способом путем выполнения поперечной периметрической резки подаваемой вперед сплошной упаковки или пакета с изделиями с помощью, по меньшей мере, одного смещающегося подвижного режущего устройства. За этим следует стадия отведения подвижного режущего устройства назад относительно подаваемой вперед сплошной упаковки или пакета с изделиями и выполнение новой стадии, аналогичной предыдущей. Естественным образом описываемый способ включает в себя повторение этих двух последних стадий в отношении всей подаваемой вперед сплошной упаковки или пакета с изделиями столько раз, сколько необходимо для завершения упаковки всех требуемых изделий.
Изделия, такие как бутылки, предпочтительно выстраиваются в два непрерывных ряда примыкающих друг к другу изделий 11.
Стадия периметрической резки предпочтительно реализуется путем выполнения резки по четырем сечениям сплошной упаковки, т.е. по двум вертикальным и двум горизонтальным сечениям, образующим периметр сплошной упаковки.
Согласно настоящему изобретению полная периметрическая резка упаковки или пакета осуществляется в два последовательных этапа. Каждый этап резки подаваемой вперед сплошной упаковки или пакета с изделиями выполняется одновременно в двух точках упаковки или пакета. Эти две точки отстоят друг от друга на указанное расстояние d, равное размеру окончательной упаковки 18.
В первой точке упаковки или пакета резка осуществляется по двум вертикальным сечениям, а во второй точке упаковки или пакета резка выполняется по двум горизонтальным сечениям с тем, чтобы путем последовательного повторения этой стадии резки сплошной упаковки или пакета с изделиями, осуществляемой одновременно в этих двух точках, можно было получить окончательную упаковку.
Принцип работы режущего узла согласно настоящему изобретению в машине для упаковки изделий в растягивающуюся пленку с их непрерывной подачей описан ниже.
После формирования в упаковочной машине сплошной упаковки или пакета, содержащего изделия, такие как пары бутылок, указанная упаковка подается в режущий узел.
Указанная сплошная упаковка или пакет с парами бутылок 11, выполненная, например, в виде перекрещивающихся слоев растягивающейся пленки, но не исключительно таким образом, перемещается конвейерной лентой 55. Конвейерная лента 55 режущего узла 16 поддерживает и перемещает сплошную упаковку или пакет во время выполнения стадии резки.
В частности, каретка 53, содержащая боковое режущее устройство 51 и устройство 52 верхней и нижней резки, перемещается таким образом, чтобы ее скорость была согласована со скоростью подачи сплошной упаковки конвейерной лентой 55. Резка осуществляется двумя устройствами, когда скорость перемещения каретки 53 относительно скорости перемещения пакета, содержащего бутылки 11, равна нулю.
На стадии резки вертикальные боковые ножи 57 бокового режущего устройства 51 воздействуют на одно сечение сплошной упаковки или пакета, тогда как верхний горизонтальный нож 62 и нижний горизонтальный нож 62' устройства 52 верхней и нижней резки воздействуют на другое сечение сплошной упаковки или пакета.
Формирование и разделение готовых упаковок завершается тогда, когда по мере дальнейшего перемещения вперед сплошной упаковки каретка 53 отводит режущие устройства 51 и 52 назад, вследствие чего те отходят от упаковки. Затем каретка повторно активируется в направлении подачи сплошной упаковки, синхронизируя свою скорость со скоростью подачи сплошной упаковки. По существу в этой ситуации вновь срабатывают два режущих устройства 51 и 52, выполняя, соответственно, вертикальную и горизонтальную периметрическую резку пакета в тех сечениях, в которых были выполнены предыдущие резы, но в другом направлении. Выполнение этих дополнительных горизонтальных и вертикальных периметрических резов завершает периметрическую нарезку сплошной упаковки и ее разделение на отдельные упаковки.
Таким образом, правильная нарезка сплошного пакета на окончательные упаковки желаемого и требуемого размера осуществляется в два повторяющихся последовательных этапа резки сплошной упаковки, разделенных в продольном направлении расстоянием, равным длине окончательной упаковки, содержащей требуемое количество изделий.
Поскольку этот тип периметрической резки предусматривает смещение ножей на короткое расстояние, сам процесс занимает намного меньше времени.
Таким образом, цель, указанная во вводной части настоящего описания, успешно достигнута.
По существу предложен способ резки и режущее устройство с существенно сокращенным временем выполнения операций. Как способ резки, так и режущее устройство обеспечивают эффективное использование растягивающейся пленки, которая отличается высокой эластичностью и легким весом, что обеспечивает значительную экономию материала.
Более того, отпадает необходимость в термоусадке, что также экономит электроэнергию, поскольку после обмотки изделий с определенным натяжением обеспечивается сохранение формы образованной таким способом упаковки.
Кроме того, в упаковочной машине может быть предусмотрен один или более режущий узел для повышения ее почасовой производительности.
Очевидно, что варианты конструкции для реализации режущего узла и способа резки согласно настоящему изобретению, а также материалы и режимы сборки, могут отличаться от тех, которые представлены на чертежах исключительно в иллюстративных целях, и которые не носят ограничительного характера.
Объем правовой охраны настоящего изобретения определяется прилагаемой формулой.
Реферат
Изобретение относится к пищевой промышленности. Предложен способ резки в машине для упаковки в растягивающуюся пленку изделий, подаваемых вперед в непрерывном режиме, включающий в себя подачу изделий, обернутых в сплошную упаковку, в режущий узел, нарезку режущим узлом сплошной упаковки на готовые блоки изделий, обернутых растягивающейся пленкой. Резку сплошной упаковки с изделиями проводят с помощью подвижного режущего устройства, которое смещается вперед с такой же скоростью, что и сплошная упаковка с изделиями, подлежащая нарезке, реализацию стадии путем выполнения поперечной периметрической резки подаваемой вперед сплошной упаковки с изделиями с помощью смещающегося подвижного режущего устройства, и последующее отведение подвижного режущего устройства назад относительно подаваемой вперед сплошной упаковки с изделиями и выполнение новой стадии резки. Резка подаваемой вперед сплошной упаковки с изделиями осуществляется одновременно в двух точках упаковки, отстоящих друг от друга на определенное расстояние в направлении сплошной упаковки, равное длине окончательной упаковки. Причем в первой точке упаковки резка осуществляется по двум вертикальным сечениям, а во второй точке упаковки резка выполняется по двум горизонтальным сечениям с тем, чтобы путем последовательного повторения этой стадии резки сплошной упаковки с изделиями одновременно в двух точках можно было получить окончательную упаковку. Изобретение обеспечивает высокую эффективность при упаковке изделий. 2 н. и 6 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Аппарат для упаковки пастообразных пищевых продуктов
Комментарии