Способ изготовления и наполнения мешков из полимерного материала и устройство для его осуществления - SU728705A3
Код документа: SU728705A3
Чертежи


Описание
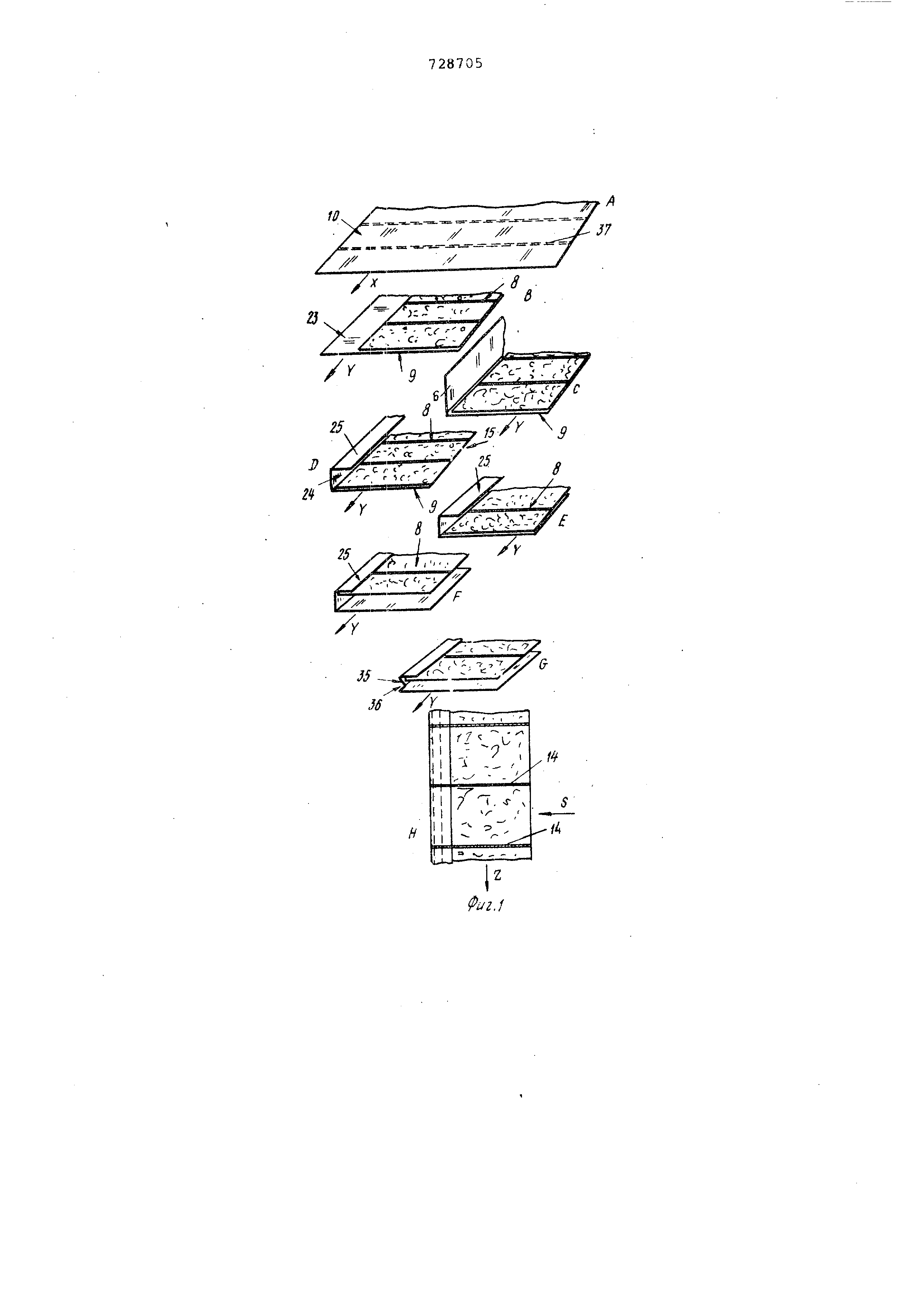
Изобретение относится к технике изготовления и заполнения мешков из полимерного материала, например листа полиэтилена, и к устройству для осуществления способа путем последовательного и автоматического выполнения всех операций, необходимых для получения готового продукта вдол линии подачи листового материала. Наиболее близким техническим решением к описываемому изобретению является способ изготовления и наполнения мешков из полимерного материала , предусматривающий загибани двух продольных краев листа с частич ным перекрытием их на разной высоте наполнение, запечатывание путем образования поперечных швов на мешках и их отрезание, и устройство дл осуществления этого способа, содержащее рулонодержатель, направляющие ролики, приспособление для загибани двух продольных краев .листа, имеющее направляющие, механизм для образова ния швов на мешках и их отрезания И В известном способе процесс изго товления и запо.лнения мешков из полимерного материала выполняется с недостаточно высокой скоростью,что повышает себестоимость продукции. Целью изобретения является ускорение процесса упаковки. Это достигается тем, что в предлагаемом способе при загибании двух продольных краев листа один из отогнутых краев разрезают по продольной линии перегиба и перед наполнением отделяют от оставшейся части листа на расстояние, соответствующее толщине заполняемого продукта. При этом ширина отрезаемого края .листа превышает ширину другого края, а край листа с .меньшей шириной расположен сверху другого края. Кроме того, край листа после загибания, расположенный над другим краем, сначала загибают на 90, а затем еще раз на 90° . При этом край листа, загнутый сначала на 90°, складывают гармошкой . Устройство для осуществления способа снабжено механизмом для оазрезания одного из отогнутых краев листа по линии перегиба и приспособлением для отделения отрезанного края листа от его оставшейся части, состоящим из пары расположенных одна над другой скоб, расплющенных на одном конце и укрепленных другим концом. При этом скобы выполнены из прут ков, одна из направляющих - в виде плоского треугольного элемента с направляющим роликом у его вершины для изменения направления подачи листа на 90° и смещения одного отог того продольного края от средней продольной линии листа к другому кр на величину, соответствуурщую полови не ширины последнего. Кроме того, две другие напраЕ1Ляю щие выполнены в виде планок, изогну тых по спирали с расположением их входного и выходного конца перпенди кулярно один другому для двухступенчатого загибания на 90 другого про дольного края листа, причем у каж/;ой планки установлен дополнительный направляющий элемент, укрепленный на рычаге. Для образованияна узком загнутом кpciю листа сгиба в виде гармошки между скобами установлено колесо Кроме того, за приспособлени€;м для загибания краев листа по ходу процесса размещена пара протяжных валиков, а за протяжными валиками расположен под углом 45° к ним еще один валик для переворо /а листа. На фиг. 1 изображены схематично различные стадии, производимые на непрерьшном листе полиэтилена до мо мента получения изделия; на фиг. -2 - устройство для выполнения предлагае мого способа с подробным указ.анием соответствующих стадий способа; на фиг. 3 - устройство при выполнении стадии А, В, и F способа; на фиг. 4 - то же, устройство показано в двух различных масштабах. Устройство для осуществления спо соба содержит рулонодержатель 1, установленный на холостых вращалзщихс валках 2, смонтированные на раме 3 направляющие ролики 4 и 5, направляю щие валики б и 7, приспособление для загибания двух продольных краев 8 и листа 10 полиэтилена, имеющее направляющие 11-13; механизм для образования швов 14 на мешках и их отрез ния (не показан); механизм для разрезания одного из отогнутых краев листа по линии 15 перегиба с погжэщью неподвижного ножа 16; приспособление для отделения отрезанного края 8 лис та от его оставшейся части, состоящее из пары расположенных одна над другой скоб 17 и 18, имеющих расплющенные концы 19 и 20, Другими концами скобы укреплены на раме 21, при этом скобь 17 и 18 могут быть выполнены из прутков. Направляющая 11 выполнена EI виде плоского треугольного элементе с направляющим роликом 22 у его вершины для изменения направления подачи листа на 90° и смещения одногс) отогнутого продольного края от средней линии листа к другому краю на величину, соответствующую половине ширины последнего. Направляющие 12 и 13 вь-; слнены в виде планок, изогнутых по спирали с расположением их входного и выходного концов перпендикулярно один для возможности двухступенчатого загибания на 90° продольного края 23 листа с образованием двух полос 24 и 25, перпендикулярных одна другой, У планок направляющих 12 и 13 установлены дополнительные направляющие элементы 26 и 27, укрепленные , соответственно, на рычагах 28 и 29. Направляющая 13 имеет поддерживающий элемент 30. За приспособлением для загибания краев листа по ходу процесса размещена пара протяжных валиков 31 и 32, за которыми ра .-положен под углом 45 к ним еще один валик 33 для переворота листа. Способ осуществляют следующим образом. . Лист 10 полиэтилена сматывают с рулонодержателя 1 (фиг.1,2) и перемещают по системе направляющих роликов 4 и 5 в направлении X (фиг.1, стадия А). Два продольные края 8 и 9 листа загибают с помощью направляющей 11 в направлении движения листа путем бокового смещения центральной оси симметрии- листа относительно биссектрисы Т (фиг.З, пунктирная линия ) активного угла, при этом край 8. имеет меньшую ширину и расположен сверху края 9 (фиг,1, стадия В).При загибе получают край 23, не закрытый краем 8 листа. Затем лист пропускают под направляющий ролик 22, после чего он выходит в направлении У, проходя далее через направляющие валики 6 и 7 (фиг.2 и 3). Далее край 23 листа при его движении загибают с помощью изогнутых по спирали направляющих 12 и 13 и направляющих элементов 26 и 27 сначала на 90, а затем еще раз на 90 с образованием полос 24 и 25 (фиг.1, фазы С,Д), после чего отогнутый край разрезают по продольной линии 15 перегиба с помощью ножа 16 (фиг.1; стадия Е). После разрезания лист подают на приспособление для отделения отрезанного края 8 листа от его оставшейся части (фиг.4) и скобами 17 и 18 отделяют край 8 от края 9 листа, поднимая край 8 до уровня полосы 25 (фиг.1,стадия F). На узком загнутом краю 23 листа на полосе 24 с помощью колеса 34, установленного между скобами 17 и 18, образуют сгиб в виде гармошки, имеющий кромки 35 и 36 (фиг.1, стадия G), Затем обе кромки 35 и,36 листа соединяют вместе с помощью протяжных
валиков 31 и 32, после чего лист попадает на валик 33, под воздействием которого направление подачи листа изменяется на 90 (направление Z - на фиг.1 - стадия Н) .
Далее мешки запечатывают путем образования поперечных швов 14, соответствующих штриховым линиям 37 стадии А (фиг.1, стадии Н и А). Мешки отделяют один от другого и подают по направляющим на установку для их раскрытия и заполнения. Последовательный ряд операций от стадии А до стадии Н осуществляют в направлении одной линии, а полиэтиленовый лист при этом находится в непрерывном движении. В конце стадии Н в мешки через их открытый конец помещают продукт, например абсорбент,в направлении стрелки S и сваривают ег термосваркой. Для сварки используют выступеиощий за линию сварки кусок материала размером, примерно, 5 см, который может быть подрезан или использован в мешках некоторых типов для получения ручек в готовом изделии .
Способ и устройство обеспечивают ускорение процесса упаковки.
Формула изобретения
1.Способ изготовления и наполнения мешков из полимерного материала , предусматривающий загибание двух продольных краев листа с частичным перекрытием их на разной высоте, наполне ие , запечатывание путем образования поперечных швов на мешках и их отрезание, отли чающийс тем, что, с целью ускорения процесса упаковки, один из отогнутых краев разрезают по продольной линии перегиба и перед наполнением отделяют
от оставшейся части листа на расстояние , соответствующее толщине заполняемого продукта.
2.Способ ПОП.1, отлича ющ и и с я тем, что ширина отрезаемого края листа превышает ширину другого края.
3.Способ по пп.1 и 2, отличающийся тем, что край листа с меньшей шириной расположен сверху другого края,
4.Способ по пп.1 и 3, о т л ичающийс я тем, что край листа после загибания, расположенный над другим краем, сначала загибают на 9(Г , а затем еше раз на 90 .
5.Способ по пп. 1 и 4, о т л ичающийс я тем, что край листа
загнутый сначала на 90, складывают гармошкой.
6.Устройство для осуществления способа по П.1, содержащее рулонодержатель , направляющие ролики, приспособление для загибания двух продольных краев листа, имеющее направляющие , механизм для образования швов на мешках и их отрезания, о тличающеес я тем, что оно снабжено механизмом для разрезания
0 одного из отогнутых краев листа по линии перегиба и приспособлением для отделения отрезанного края листа
от его оставшейся части, состоящим из пары расположенных одна над другой
5 скоб, расплющенных на одном конце и укрепленных другим концом.
7.Устройство по п.б, о т л ичающееся тем, что скобы выполнены из прутков.
8.Устройство по п.6, о т л и0 чающеес я тем, что одна из направляющих выполнена в виде плоского треугольного элемента с направляющим роликом у его вершины для изменения направления-подачи листа
5 на 90 и смещения одного отогнутого продольного края от средней продольной линии -листа к другому краю на величину, соответствующую половине ширины последнего.
0
9.Устройство по пп, 6 и 8, о тличающеес я тем, что две другие направляющие выполнены в виде планок, изогнутых по спирали с расположением их входного и выходного
5 концов перпендикулярно один другому для двухступенчатого загибания на 90° другого продольного края листа, причем у каждой планки установлен дополнительный направляющий элемент,
0 укрепленный на рычаге,
10.Устройство по пп. б и 7, отличающееся тем, что между скобами установлено колесо для образования на узком загнутом кргио листа сгиба в виде гармошки.
5
11.Устройство по пп. 6 и 10, о тличающееся тем, что за приспособлением для загибания краев листа по ходу процесса р5змещена пара протяжных валиков.
0
12.Устройство по пп. 6 и 11, о тличающеес я тем, что за протяжными валиками расположен под углом 45 к ним еше один валик для переворота листа.
5
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 549381, кл. В 65 В 9/06, 1973.
10
///
37


Реферат
Формула

Комментарии