Способ и устройство для отбора газа из упаковки - RU2656360C1
Код документа: RU2656360C1
Чертежи













Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу упаковывания с использованием блока отбора газа и упаковочному устройству, содержащему блок отбора газа. Способ упаковывания включает отбор газа из упаковки или частично герметизированной упаковки в блоке отбора газа, имеющем одну камеру вакуумирования.
Уровень техники
Упаковочное устройство может использоваться для упаковывания пищевого продукта. Продуктом может являться продукт как таковой или продукт, предварительно помещенный на лоток. Через формовочно-фасовочно-укупорочный автомат для пакетов/упаковок может непрерывно подаваться рукавная упаковочная пленка. Пленку и продукт соединяют, например, помещают продукт на пленку, или оборачивают пленку вокруг продукта. В некоторых примерах подают продукт посредством питающего конвейера. Формируют вокруг продукта рукав путем герметичного соединения противоположных продольных краев пленки. В качестве альтернативы, помещают продукт в рукав и герметизируют передний край упаковки. Затем герметизируют рукав со стороны заднего края (выше по потоку) упаковки и отделяют упаковку от непрерывно движущегося рукава.
В некоторых вариантах осуществления может использоваться готовая рукавная пленка, или рукавная пленка может формироваться из двух полотен пленки, герметично соединенных вдоль продольных краев, или из одного полотна пленки, сложенного вдвое и герметично соединенного вдоль продольных краев. В других вариантах осуществления продукты загружают в предварительно сформированные пакеты, которые затем подают в блок отбора газа и блок герметизации. Кроме того, в некоторых вариантах осуществления может быть предусмотрен отбор газа одновременно из двух или более упаковок в ходе одной технологической операции. Это может осуществляться, например, путем обработки двух или более пакетов в одном блоке отбора газа или путем параллельной подачи двух или более рукавных пленок в упаковочное устройство, в котором происходит их параллельная обработка.
Для укупоривания упаковки могут использоваться термосварочные прутки, при этом верхний и нижний прутки перемещаются относительно друг друга, входят в контакт и сжимают упаковочный материал между ними, формируя одно или несколько уплотнений. Термосварочные прутки также обычно формируют соседнее уплотнение на противоположном конце следующей упаковки, обеспечивая тем самым одну частично герметизированную упаковку (например, имеющую открытый конец) и одну герметизированную упаковку за одну операцию упаковывания.
Уплотнениями обычно являются проходящие в поперечном направлении области упаковочного материала, которые подвергнуты обработке с целью изоляции внутреннего пространства упаковки от внешней среды. Когда в контексте настоящего изобретения упоминается отбор газа, подразумевается, что термин "газ" может означать отдельный конкретный газ или смесь газов, например воздух (т.е. смесь газов, состав которой соответствует атмосферному воздуху). В некоторых вариантах осуществления упаковки могут продуваться защитным газом (иногда называемым "инертным" газом). Следует отметить, что может использоваться любой защитный газ или смесь газов, например, СО2.
Газ может нагнетаться в блоке загрузки в пространство между продуктом и пленкой упаковки, у которой необязательно сформировано первое уплотнение на ее первом конце (т.е. заднем конце). Любой газ, остающийся внутри упаковки после отбора из нее газа или воздуха и после герметизации упаковки, обеспечивает очень низкое остаточное содержание О2 внутри упаковки (например, остаточное содержание O2 1% или менее). Это в особенности выгодно с точки зрения защиты подверженных порче продуктов (например, сыра с низким уровнем выделения газа в процессе созревания).
Упаковочное устройство обычно применяется для упаковывания множества продуктов, различающихся своим типом, размером, весом, составом и т.д. Существует ряд автоматов с двумя камерами вакуумирования для создания так называемого "неглубокого вакуума", в которых вакуумируют продукт (например, мягкий или полутвердый сыр с дырками). В двух камерах поддерживается различное давление воздуха, при этом они разделены перегородкой с прокладкой. Первой камерой является камера вакуумирования, в которой поддерживается вакуумметрическое давление. Второй камерой является камера вакуумирования, в которой поддерживается более высокое вакуумметрическое давление, чем в первой камере, и содержится продукт, помещенный в пакет.
Обычно такой конструкции может быть присущи несколько недостатков. Например, из-за большого числа требуемых компонентов сложность оборудования и затраты на него оставляют возможности для усовершенствований. Кроме того, размер продукта, который может обрабатываться, зависит от размера второй камеры, в которой помещается продукт во время упаковывания. В некоторых случаях камеры различного размера сложно создать из-за конструктивных ограничений, присущих некоторых компонентам (например, исполнительным механизмам). Кроме того, обеспечение надежности технологии и долговечности компонентов может являться затруднительным при увеличении размера компонентов (например, камер, исполнительных механизмов, прокладок), поскольку размер обычно влияет на износ. Кроме того, из-за вакуумирования камер большего размера, занимающего относительно большее время, может увеличиваться время обработки.
В заявке US 2012/0174531 описана упаковочная машина и способ формирования вакуумной упаковки. Предусмотрена первая камера вакуумирования для размещения в ней содержащего продукт участка упаковки и вторая камера вакуумирования для размещения в ней открывающегося участка упаковки. Датчики давления измеряют давление в обеих камерах, а клапан подачи воздуха служит для подачи воздуха в первую камеру. Изобретение отличается тем, что клапан подачи воздуха является клапаном управления и приспособлен для управления в зависимости от перепада давлений, которые преобладают в первой и второй камерах и измеряются двумя датчиками давления. В изобретении также предусмотрен зазор в перегородке между двумя камерами и регулятор для изменения и регулирования площади поперечного сечения зазора.
В патенте ЕР 1564147 описаны устройство и способ вакуумного упаковывания продукта в пакет. Устройство содержит крышку, шарнирно прикрепленную к основанию, при этом крышка и основание снабжены верхней и нижней перегородками, совместно образующими первую камеру вакуумирования, вторую камеру вакуумирования, примыкающую к первой камере, и соединяющий первую и вторую камеры проход, через который проходит горловина пакета. Устройство дополнительно содержит средство вакуумирования первой и второй камер независимо друг от друга и средство укупоривания емкости. Устройство дополнительно содержит средство впуска воздуха в первую камеру вакуумирования и проход со средством уменьшения прохождения воздуха из одной камеры в другую. Процесс вакуумирования включает один или несколько циклов попеременного удаления воздуха из первой и второй камер вакуумирования, при этом на некоторых стадиях в первой камере вакуумирования, по меньшей мере, частично восстанавливают давление.
Задачей настоящего изобретения является создание способа упаковывания, который способствует эффективному упаковыванию продуктов большего размера независимо от размера камеры вакуумирования или рабочей камеры. Одной из дополнительных задач настоящего изобретения является создание способа упаковывания, который способствует отбору газа и/или воздуха из упаковки подобно вакуумированию, достигаемому в известных устройствах и способах, но использование всего одной камеры. В частности, одной из задач настоящего изобретения является создание упаковочного устройства, способного осуществлять способ упаковывания согласно изобретению.
Краткое изложение сущности изобретения
Согласно 1-й особенности изобретения предложен способ упаковывания, включающий стадии использования частично герметизированной упаковки, содержащей упаковываемый продукт, при этом частично герметизированная упаковка изготовлена из пленки и имеет уплотнение на первом конце и открытый второй конец, использования камеры вакуумирования, имеющей первое отделение и второе отделение, расположенное напротив первого отделения, при этом первое и второе отделения способны перемещаться относительно друг друга между первой конфигурацией, при которой первое и второе отделения отстоят друг от друга, и второй конфигурацией, при которой первое и второе отделения находятся в контакте друг с другом по своему периметру за исключением, по меньшей мере, одного отверстия, образующегося между первым и вторым отделениями, регулирования расстояния между первым и вторым отделениями с целью придания первому и второму отделениям первой конфигурации, чтобы тем самым открыть камеру вакуумирования, относительного позиционирования частично герметизированной упаковки и камеры вакуумирования, в результате чего оконечный участок второго конца размещается внутри камеры вакуумирования, неоконечный участок второго конца размещается снаружи камеры вакуумирования, и промежуточный участок второго конца, расположенный между оконечным и неоконечным участками второго конца, проходит через отверстие, регулирования расстояния между первым и вторым отделениями с целью придания первому и второму отделениям второй конфигурации, при которой первое и второе отделения за исключением отверстия находятся преимущественно в герметичном контакте друг с другом, и промежуточный участок второго конца входит в отверстие, создания в камере вакуумирования внутреннего вакуумметрического давления ниже, чем атмосферное давление снаружи камеры вакуумирования, при этом внутреннее вакуумметрическое давление выбирают таким образом, чтобы а) создавать поток газа через отверстие, при котором противоположные слои пленки на втором конце сохраняют преимущественно разнесенную конфигурацию, и b) отсасывать газ как изнутри частично герметизированной упаковки, так и из окружающей атмосферы через отверстие, и создания второго уплотнения на втором конце частично герметизированной упаковки и тем самым формирования герметизированной упаковки, содержащей продукт и имеющей первый и второй герметизированные концы.
Согласно 2-й особенности изобретения предложен способ упаковывания, включающий стадии использования герметизированной упаковки, содержащей упаковываемый продукт, при этом герметизированная упаковка изготовлена из пленки и имеет уплотнение на первом конце и уплотнение на втором конце, использования камеры вакуумирования, имеющей первое отделение и второе отделение, расположенное напротив первого отделения, при этом первое отделение и второе отделение способны перемещаться относительно друг друга между первой конфигурацией, при которой первое и второе отделения отстоят друг от друга, и второй конфигурацией, при которой первое и второе отделения находятся в контакте друг с другом по своему периметру за исключением, по меньшей мере, одного отверстия, образующегося между первым и вторым отделениями, регулирования расстояния между первым и вторым отделениями с целью придания первому и второму отделениям первой конфигурации, чтобы тем самым открыть камеру вакуумирования, относительного позиционирования герметизированной упаковки и камеры вакуумирования, в результате чего оконечный участок второго конца размещается внутри камеры вакуумирования, неоконечный участок второго конца размещается снаружи камеры вакуумирования, и промежуточный участок второго конца, расположенный между оконечным и неоконечным участками второго конца, проходит через отверстие, регулирования расстояния между первым и вторым отделениями с целью придания первому и второму отделениям второй конфигурации, при которой первое и второе отделения за исключением отверстия находятся преимущественно в герметичном контакте друг с другом, а промежуточный участок второго конца входит в отверстие, создания прохода в пленке на оконечном участке второго конца, и создания в камере вакуумирования внутреннего вакуумметрического давления ниже, чем атмосферное давление снаружи камеры вакуумирования, при этом внутреннее вакуумметрическое давление и размер прохода выбирают таким образом, чтобы а) обеспечивать расширение оконечного участка, при котором противоположные слои пленки на втором конце сохраняют преимущественно разнесенную конфигурацию, и b) отсасывать газ в камеру вакуумирования изнутри частично герметизированной упаковки через отверстие и через проход.
В 3-й особенности согласной 1-й особенности стадия использования частично герметизированной упаковки включает размещение рукавной пленки вокруг упаковываемого продукта и создание в блоке герметизации первого уплотнения на рукавной пленке и формирование тем самым частично герметизированной упаковки, содержащей упаковываемый продукт.
В 4-й особенности согласно 2-й особенности стадия использования герметизированной упаковки включает размещение рукавной пленки вокруг упаковываемого продукта, создание в блоке герметизации первого уплотнения на рукавной пленке и формирование тем самым частично герметизированной упаковки, содержащей продукт, и создание в блоке герметизации второго уплотнения на рукавной пленке и формирование тем самым герметизированной упаковки, содержащей продукт.
В 5-й особенности согласно любой из особенностей с 1-й по 4-ю способ дополнительно включает создание продольного уплотнения вдоль пленки с целью получения рукавной пленки.
В 6-й особенности согласно любой из особенностей с 1-й по 5-ю стадия относительного позиционирования упаковки и камеры вакуумирования включает перемещение первого отделения камеры вакуумирования и/или перемещения второго отделения камеры вакуумирования относительно друг друга и перемещение упаковки и/или перемещение камеры вакуумирования относительно друг друга.
В 7-й особенности согласно любой из особенностей с 1-й по 6-ю стадия регулирования расстояния включает перемещение первого отделения камеры вакуумирования и/или перемещения второго отделения камеры вакуумирования относительно друг друга.
В 8-й особенности согласно любой из особенностей с 1-й по 7-ю стадия регулирования расстояния включает использование отверстия, высота которого в 8-20 раз превышает толщину пленки.
В 9-й особенности согласно любой из особенностей с 1-й по 8-ю стадия регулирования расстояния включает использование отверстия высотой от 0,3 мм до 1,0 мм, необязательно использование отверстия высотой 1 мм или менее, предпочтительно 0,8 мм или менее, наиболее предпочтительно 0,5 мм или менее.
В 10-й особенности согласно любой из особенностей с 1-й по 9-ю стадия создания внутреннего вакуумметрического давления в камере вакуумирования включает создание внутреннего вакуумметрического давления от 800 мбар до 500 мбар, предпочтительно от 750 мбар до 525 мбар, наиболее предпочтительно от 700 мбар до 550 мбар.
В 11-й особенности согласно любой из особенностей с 1-й по 10-ю способ дополнительно включает использование защитного газа, необязательно защитного газа, преимущественно состоящего из СО2, во внутреннем пространстве пленки и/или упаковки.
В 12-й особенности согласно любой из особенностей с 1-й по 11-ю способ дополнительно включает использование второй камеры вакуумирования, необязательно использование второй камеры вакуумирования преимущественно параллельно камере вакуумирования.
В 13-й особенности согласно 12-й особенности стадия регулирования расстояния между первым и вторым отделениями камеры вакуумирования с целью придания первому и второму отделениям первой конфигурации, чтобы тем самым открыть камеру вакуумирования, и стадия регулирования расстояния между первым и вторым отделениями второй камеры вакуумирования с целью придания первому и второму отделениям второй камеры вакуумирования второй конфигурации, при которой первое и второе отделения второй камеры вакуумирования за исключением отверстия во второй камере вакуумирования преимущественно находятся в герметичном контакте друг с другом, осуществляют преимущественно одновременно.
Согласно 14-й особенности изобретения предложено устройство для отвода газа в упаковочном устройстве из частично герметизированной упаковки, которая содержит продукт и имеет уплотнение на первом конце и открытый второй конец, второй конец имеет оконечный участок, неоконечный участок и промежуточный участок, находящийся между его оконечным и неоконечным участками, при этом устройство содержит камеру вакуумирования, имеющую первое отделение и второе отделение, расположенное напротив первого отделения, первое отделение камеры и/или второе отделение камеры способны перемещаться относительно друг друга между первой конфигурацией, при которой первое и второе отделения отстоят друг от друга, и второй конфигурацией, при которой первое и второе отделения находятся в контакте друг с другом по своему периметру за исключением, по меньшей мере, одного отверстия, образующегося между первым и вторым отделениями, средство вакуумирования для создания в камере внутреннего вакуумметрического давления ниже, чем атмосферное давление снаружи камеры, и блок управления, запрограммированный на а) регулирование расстояния между первым и вторым отделениями с целью придания первому и второму отделениям второй конфигурации, в результате чего промежуточный участок второго конца входит в отверстие без создания воздухонепроницаемого уплотнения между промежуточным участком и первым и вторым отделениями вдоль отверстия, при этом во второй конфигурации первое и второе отделения за исключением отверстия находятся преимущественно в герметичном контакте друг с другом, b) приведение в действие средства вакуумирования с целью создания в камере вакуумирования внутреннего вакуумметрического давления, и с) регулирование внутреннего вакуумметрического давления с целью i) обеспечения через отверстие потока газа, при котором противоположные слои пленки на втором конце сохраняют преимущественно разнесенную конфигурацию, и ii) обеспечения отсасывания газа как изнутри частично герметизированной упаковки, так и из окружающей атмосферы через отверстие.
Согласно 15-й особенности изобретения предложено устройство для отвода газа в упаковочном устройстве из герметизированной упаковки, которая содержит продукт и имеет уплотнение на первом конце и второй герметизированный конец, второй конец имеет оконечный участок, неоконечный участок и промежуточный участок, находящийся между его оконечным и неоконечным участками, при этом устройство содержит камеру вакуумирования, имеющую первое отделение и второе отделение, расположенное напротив первого отделения, при этом первое отделение камеры и/или второе отделение камеры способны перемещаться относительно друг друга между первой конфигурацией, при которой первое и второе отделения отстоят друг от друга, и второй конфигурацией, при которой первое и второе отделения находятся в контакте друг с другом по своему периметру за исключением, по меньшей мере, одного отверстия, образующегося между первым и вторым отделениями, средство прокалывания, средство вакуумирования для создания в камере внутреннего вакуумметрического давления ниже, чем атмосферное давление снаружи камеры, и блок управления, запрограммированный на а) регулирование расстояния между первым и вторым отделениями и придание первому и второму отделениям второй конфигурации, в результате чего промежуточный участок второго конца входит в отверстие без создания воздухонепроницаемого уплотнения между промежуточный участок и первым и вторым отделениями вдоль отверстия, при этом во второй конфигурации первое и второе отделения за исключением отверстия находятся преимущественно в герметичном контакте друг с другом, b) управление средством прокалывания с целью создания прохода на оконечном участке второго конца, с) приведение в действие средства вакуумирования с целью создания в камере вакуумирования внутреннего вакуумметрического давления и d) регулирования внутреннего вакуумметрического давления с целью i) обеспечения расширения оконечного участка, при котором противоположные слои пленки на втором конце сохраняют преимущественно разнесенную конфигурацию, и ii) обеспечение отсасывания газа в камеру вакуумирования изнутри герметизированной упаковки через отверстие и через проход.
В 16-й особенности согласно 15-й особенности устройство дополнительно содержит средство герметизации и резки, при этом блок управления дополнительно запрограммирован на управление средством герметизации и резки с целью создания упаковки с уплотнением на втором конце между первым концом и проходом.
В 17-й особенности согласно особенности 14 устройство дополнительно содержит средство герметизации и резки, при этом блок управления дополнительно запрограммирован на управление средством герметизации и резки с целью создания упаковки с уплотнением на втором конце.
В 18-й особенности согласно любой из любой из 15-й или 16-й особенности средство прокалывания содержит одно из следующего: пуансон и нагревательный проволочный элемент.
В 19-й особенности согласно любой из 15-й или 16-й особенности блок управления дополнительно запрограммирован на управление средством герметизации и резки с целью отрезания избытка пленки снаружи уплотнения от второго конца.
В 20-й особенности согласно любой из особенностей с 13-й по 19-ю имеет ширину 1000 мм или менее, предпочтительно 500 мм или менее.
В 21-й особенности согласно любой из особенностей с 13-й по 20-ю блок управления запрограммирован на регулирование расстояния таким образом, что высота отверстия в 8-20 раз превышает толщину пленки, при этом блок управления необязательно запрограммирован на регулирование расстояния таким образом, что высота отверстия в 10 раз или менее превышает толщину пленки.
В 22-й особенности согласно любой из особенностей с 13-й по 20-ю блок управления запрограммирован на регулирование расстояния таким образом, что высота отверстия составляет от 0,3 мм до 1,0 мм, необязательно 1 мм или менее, предпочтительно 0,8 мм или менее, наиболее предпочтительно 0,5 мм или менее.
В 23-й особенности согласно любой из особенностей с 13-й по 22-ю отверстие имеет глубину 50 мм или менее, предпочтительно 20 мм или менее, более предпочтительно 12 мм или менее.
В 24-й особенности согласно любой из особенностей с 13-й по 23-ю блок управления запрограммирован на управление средством вакуумирования с целью создания внутреннего вакуумметрического давления от 800 мбар до 500 мбар, предпочтительно от 750 мбар до 525 мбар, наиболее предпочтительно от 700 мбар до 550 мбар.
В 25-й особенности согласно любой из особенностей с 13-й по 24-ю устройство дополнительно содержит вторую камеру вакуумирования, имеющую соответствующее первое отделение и соответствующее второе отделение, расположенное напротив первого отделения, при этом первое отделение второй камеры вакуумирования и/или второе отделение второй камеры вакуумирования способны перемещаться относительно друг друга между первой конфигурацией, при которой первое и второе отделения второй камеры вакуумирования отстоят друг от друга, и второй конфигурацией, при которой первое и второе отделения второй камеры вакуумирования преимущественно находятся в контакте друг с другом по своему периметру за исключением, по меньшей мере, одного отверстия во второй камере вакуумирования, образующегося между первым и вторым отделениями второй камеры вакуумирования.
Согласно 26-й особенности изобретения предложено упаковочное устройство, содержащее блок управления, блок отбора газа, связанный с блоком управления, блок вывода, средство перемещения, связанное с блоком управления, который сконфигурирован на управление средством перемещения с целью перемещения одной или нескольких упаковок, в каждой из которых содержится упаковываемый продукт, в направлении блока отбора газа и через него в направлении блока вывода; при этом блок отбора газа содержит устройство для отбора газа согласно любой из особенностей с 13-й по 25-ю.
Согласно 27-й особенности изобретения предложено упаковочное устройство, содержащее блок управления, блок отбора газа, связанный с блоком управления, блок вывода, средство перемещения, связанное с блоком управления, который сконфигурирован на управление средством перемещения с целью перемещения одной или нескольких упаковок, в каждой из которых содержится упаковываемый продукт, в направлении блока отбора газа и через него в направлении блока вывода. Блок отбора газа содержит устройство для отбора газа согласно 25-й особенности, при этом блок управления необязательно сконфигурирован на управление средством перемещения с целью перемещения одной или нескольких упаковок и их попеременной подачи в камеру вакуумирования и вторую камеру вакуумирования.
В 28-й особенности согласно любой из 26-й или 27-й особенности упаковочное устройство дополнительно содержит блок загрузки, связанный с блоком управления, который сконфигурирован на управление блоком загрузки с целью позиционирования рукавной пленки вокруг упаковываемого продукта, и блок герметизации, связанный с блоком управления, который сконфигурирован на управление блоком герметизации с целью создания одного или нескольких уплотнений на рукавной пленке и тем самым создания одной или нескольких упаковок, в каждой из которых содержится один из упаковываемых продуктов, при этом блок управления сконфигурирован на управление средством перемещения с целью перемещения одной или нескольких упаковок из блока загрузки в направлении блока герметизации и через него.
В 29-й особенности согласно любой из особенностей с 26-й по 28-ю упаковочное устройство дополнительно содержит средство подачи защитного газа, связанное с блоком, который сконфигурирован на использование защитного газа, необязательно защитного газа, преимущественно состоящего из CO2, во внутреннем пространстве рукавной пленки.
Преимущества способа упаковывания и упаковочного устройства включают возможность осуществления способа упаковывания с использованием только одной камеры вакуумирования. Это также может обеспечивать сокращение продолжительности обработки и/или затрат на обработку.
Преимущества способа упаковывания и упаковочного устройства включают возможность масштабировать процедуру вакуумирования в блоке вакуумирования с целью оптимизации ее длительности относительно производительности и/или пропускной способности остальных производственных участков упаковочного устройства или стадий способа.
Преимущества способа упаковывания и упаковочного устройства дополнительно включают возможность упаковывания продуктов большего размера независимо от размера камеры.
Преимущества способа упаковывания и упаковочного устройства дополнительно включают возможность снижения риска порчи продуктов (например, образования плесени, вызванного остаточным кислородом) за счет использования в упаковках защитного газа до отбора газа или воздуха.
Способ упаковывания также может способствовать полной и автоматизированной интеграции с горизонтальным формовочно-фасовочно-укупорочным автоматом (HFFS).
Краткое описание чертежей
На фиг. 1 и 2 проиллюстрирован первый вариант осуществления упаковочного устройства согласно настоящему изобретению;
на фиг. 3 показан вид в поперечном разрезе участка блока отбора газа согласно настоящему изобретению;
на фиг. 4 показан вид в поперечном разрезе участка блока отбора газа согласно настоящему изобретению, иллюстрирующий конкретный профиль оконечных участков первого и второго отделений камеры вакуумирования, а также схему потока газа;
на фиг. 5 показан изометрический вид участка блока отбора газа согласно настоящему изобретению;
на фиг. 6 и 7 проиллюстрирован второй вариант осуществления упаковочного устройства согласно настоящему изобретению;
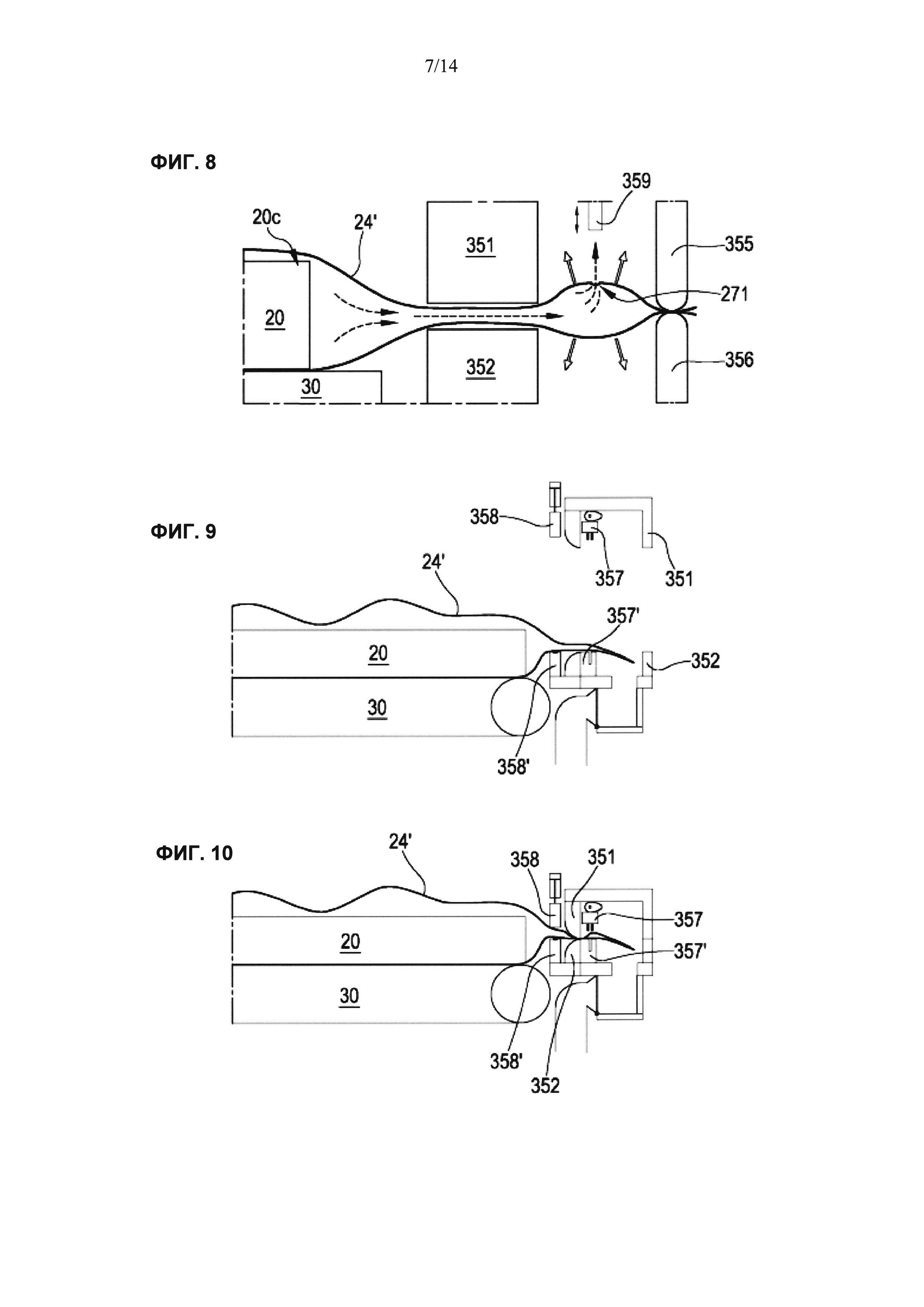
на фиг. 8 показан вид в поперечном разрезе участка блока отбора газа согласно настоящему изобретению;
на фиг. 9 и 10 показан вид в поперечном разрезе блока отбора газа согласно настоящему изобретению;
на фиг. 11А-11И показан вид в поперечном разрезе блока отбора газа и соответствующего средства перемещения согласно настоящему изобретению и проиллюстрированы различные стадии способа отбора газа;
на фиг. 12 показан изометрический вид третьего варианта осуществления упаковочного устройства согласно настоящему изобретению с использованием блока отбора газа, имеющего две параллельно расположенные вакуумные камеры; и
на фиг. 12А и 12Б показан подробный вид проиллюстрированного на фиг. 12 блока отбора газа.
Подробное описание
На фиг. 1 и 2 проиллюстрирован первый вариант осуществления упаковочного устройства согласно настоящему изобретению. Упаковочное устройство 1 содержит блок 3 герметизации, блок 35 отбора газа и средство 30 перемещения. Упаковочное устройство 1 дополнительно содержит блок загрузки (не показанный). Средство 30 перемещения сконфигурировано на перемещение продукта 20, помещающегося внутри пленки 21, из блока загрузки в направлении блока 3 герметизации и через него в направлении блока 35 отбора газа и через него.
Обычно продукты 20 загружают на пленку, например, непрерывно подаваемую из рулона (не показанного), при этом плену последовательно герметизируют в продольном направлении с целью создания ряда продуктов 20, помещенных в рукавную пленку 21. Может быть необязательно предусмотрено продувочное устройство 34 для продувки внутреннего пространства рукавной пленки 21 защитным газом или смесью газов. Газ или газы могут преимущественно содержать СО2 или состоять из СО2.
Упаковываемые продукты 20 имеют различные состояния (например, 20а, 20b, 20с, 20d) упаковывания. Состояния 20а, 20b, 20с и 20d упаковывания продукта 20 соответствуют различным стадиям упаковывания. Например, в состоянии 20а продукт 20 помещен внутрь рукавной пленки 21, в состоянии 20b продукт 20 содержится в частично герметизированной упаковке (т.е. упаковке, имеющей герметизированный конец и открытый конец), а в состояниях 20с и 20d продукт 20 содержится в герметизированной упаковке (т.е. упаковке, имеющей два герметизированных конца, при этом из упаковки необязательно отобран находящийся в ней газ).
В состоянии 20а пленка 21 помещена вокруг продукта 20 или продукт 20 помещен внутрь рукавной пленки 21. В качестве альтернативы, в состоянии 20а продукт 20 помещен на пленку 21, которую затем складывают вдвое и герметизируют по ее продольным краям с целью формирования рукавной пленки 21. Эта стадия может осуществляться в блоке загрузки и/или в (отдельном) блоке продольной герметизации.
Блок 3 герметизации содержит верхний герметизирующий и режущий элемент 31 и нижний герметизирующий и режущий элемент 32, сконфигурированный на герметизацию и резку пленки 21. Герметизирующие и режущие элементы 31 и 32 сконфигурированы на создание первого уплотнения на пленке 21 и тем самым создание частично герметизированной упаковки 23, содержащей продукт 20 в состоянии 20b, и отделение частично герметизированной упаковки 23 от непрерывно подаваемой пленки 21, конец которой, находящийся ниже по потоку, герметизирован. Продукт 20 в состоянии 20b находится внутри пленки 21, а частично герметизированная упаковка 23 имеет герметизированный конец и открытый противоположный конец.
Блок 35 отбора газа сконфигурирован на создание второго уплотнения на втором открытом конце частично герметизированной упаковки и тем самым создание герметизированной упаковки 24. В состоянии 20d продукт 20 находится внутри пленки 21, а герметизированная упаковка 24 имеет уплотнение на первом конце и противоположный второй герметизированный конец. Первый и второй герметизированные концы также могут быть не находиться прямо напротив друг друга, например, когда одно из уплотнений создается под углом к продольному направлению упаковки и/или поперечному направлению другого уплотнения. В другом варианте осуществления блок 35 отбора газа выполняет функцию блока 3 герметизации в том смысле, что во время отбора газа из частично герметизированной упаковки блок 35 отбора газа выполняет герметизацию и резку, как описано выше применительно к блоку 3 герметизации. Эта идея может быть проиллюстрирована вариантом осуществления, показанным на фиг. 2. Вместо герметизации одного конца упаковок 24 в состоянии 20d (смотри слева от блока 35 отбора газа), герметизируется находящийся ниже по потоку конец упаковки 23 непосредственно справа от блока 35 отбора газа (смотри упаковку/продукт непосредственно под стрелкой 30а) в то время, как отделения 351 и 352 находятся в контакте друг с другом с целью отбора газа из предыдущей упаковки и герметизации упаковки после отбора газа. Герметизация концов, находящихся выше и ниже по потоку блока 35 отбора газа, может осуществляться преимущественно одновременно.
Блок 35 отбора газа содержит первой (или верхнее) отделение 351 и второе (или нижнее) отделение 352, которые могут переходить из первой конфигурации, при которой отделения 351 и 352 отстоят друг от друга (смотри фиг. 1), во вторую конфигурацию, при которой отделения 351 и 352 преимущественно находятся в контакте друг с другом (смотри фиг. 2). В некоторых вариантах осуществления при второй конфигурации отделения 351 и 352 находятся в контакте друг с другом по своему периметру за исключением, по меньшей мере, отверстия, образующегося между отделениями 351 и 352. В поперечном разрезе вдоль горизонтальной плоскости (т.е. плоскости, параллельной горизонтальной рабочей поверхности упаковочного устройства 1, например, верхней поверхности ленточного конвейера 30) отделения 351 и 352 могут иметь преимущественно прямоугольную форму. При второй конфигурации отделения 351 и 352 образуют камеру 353 вакуумирования. На фиг. 1 и 2 показаны отделения 351 и 352, а также камера 353 вакуумирования в разрезе по вертикали (относительно упомянутого выше разреза по горизонтали). Соответственно, передняя и задняя стенки (т.е. стенки, параллельные плоскости визирования) не показаны, чтобы наглядно представить внутреннее пространство камеры 353 вакуумирования.
Как показано на фиг. 1 и 2, упаковочное устройство 1 дополнительно содержит блок 50 управления. Блок 50 управления соединен (отдельные соединения не показаны для ясности) с одним или несколькими компонентами упаковочного устройства 1, включая блок загрузки, блок 3 герметизации, герметизирующий и режущий элементы 31 и 32, средство 30 перемещения, отделения 351 и 352 и продувочное устройство 34. Продувочное устройство 34 может служить для продувки внутреннего пространства упаковочной пленки 21 защитным газом или смесью газов. Блок 50 управления дополнительно соединен с блоком 35 отбора газа, в котором отводится газ из частично упакованных продуктов в состоянии 20b, и в котором они герметизируются (и, соответственно, переводятся в состояние 20d).
Блок 50 управления может быть дополнительно соединен с дополнительными компонентами, такими как термоусадочная камера 33, в которой пленочный материал вокруг упакованных продуктов 20 в состоянии 20d может дополнительно подвергаться термоусадке после герметизации. Следует отметить, что блок 35 отбора газа может представлять собой любое известное из техники средство отбора газа. На фиг. 1 и 2 для ясности не показаны отдельные соединения между блоком 50 управления и другими компонентами. Подразумевается, что упаковочное устройство 1 может содержать обычные соединительные средства для соединения блока 50 управления с другими компонентами, например электрические, оптические или другие соединения и/или выводы.
Блок 50 управления может быть сконфигурирован на управление транспортировкой продуктов 20 путем их периодического или непрерывного перемещения по заданной траектории, например, путем управления электродвигателем, которым оснащено средство 30 перемещения. Блок управления также может управлять исполнительными механизмами различных компонентов, как описано далее, например, с целью создания поперечных уплотнений на рукавной пленке или приведения в действие элементов 31, 32 и отделений 351 и/или 352.
Блок 50 управления может представлять собой цифровой процессор (ЦП) с запоминающим устройством (или устройствами), схему аналогового типа или сочетание одного или нескольких блоков цифровой обработки и одной или нескольких схем аналоговой обработки. В описании и формуле изобретения указано, что блок управления "сконфигурирован" или "запрограммирован" на выполнение определенных шагов. На практике это может достигаться любыми средствами, предусматривающими конфигурирование или программирование блока управления. В частности, когда блок управления представляет собой один или несколько ЦП, в соответствующем запоминающем устройстве хранится одна или несколько программ. Программа или программы содержат инструкции, которые при их выполнении блоком управления побуждают блок управления выполнять шаги, описанные и/или заявленные применительно к блоку управления. В качестве альтернативы, если блок управления является устройством аналогового типа, предусмотрено, что схемы блока управления сконфигурированы на обработку электрических сигналов в процессе работы с тем, чтобы выполнять описанные шаги блока управления.
Блок 50 управления соединен со средством вакуумирования (не показанным) и сконфигурирован на передачу средству вакуумирования и/или прием от средства вакуумирования управляющих сигналов. Блок 50 управления может быть дополнительно сконфигурирован на управление средством вакуумирования с целью создания внутреннего вакуумметрического давления в камере 353 вакуумирования. С этой целью блок 50 управления может быть сконфигурирован на управление силовым приводом вакуумного насоса, соединенного с камерой 353 вакуумирования.
Блок 50 управления может быть сконфигурирован на управление средством 30 перемещения. Например, блок 50 управления может быть сконфигурирован на увеличение или уменьшение быстродействия средства 30 перемещения. Блок 50 управления может быть дополнительно сконфигурирован на регулирование быстродействия средства 30 перемещения в зависимости от положения продуктов 20 по отношению к различным компонентам упаковочного устройства 1 (например, по отношению к блоку 3 герметизации или блоку 35 отбора газа).
Дополнительно или в качестве альтернативы, блок 50 управления может быть сконфигурирован на управление герметизирующими и режущими элементами 31 и 32. Блок 50 управления может быть дополнительно сконфигурирован на управление герметизирующими и режущими элементами 31 и 32 в зависимости от положения продуктов 20 по отношению к средству вакуумирования и/или герметизирующим и режущим элементам 31 и 32. Например, блок 50 управления может быть сконфигурирован на приведение в действие герметизирующих и режущих элементов 31 и 32 в зависимости от положения продуктов 20 и/или рукавной пленки 21 по отношению к выпускному отверстию и/или герметизирующим и режущим элементам 31 и 32.
В частности, блок 50 управления может быть сконфигурирован на управление одним или несколькими компонентами в зависимости от сигналов, передаваемых другим компонентам и/или принимаемых от них. Например, блок 50 управления может быть сконфигурирован на управление приведением в действие одного или нескольких компонентов в зависимости от положения продуктов 20 и/или рукавной пленки 21 по отношению к другим компонентам упаковочного устройства 1. Этим способом блок 50 управления может приводить в действие, например, герметизирующие и режущие элементы 31 и 32, когда два следующих друг за другом продукта 20 находятся в состоянии 20а, в результате чего на пленке 21 между двумя продуктами 20 создается первое уплотнение, и пленка соответствующим образом разрезается.
После создания первого уплотнения и резки пленки 21 частично герметизированные упаковки 23 перемещаются в направлении 30а через упаковочную машину в сторону блока 35 отбора газа и через него. На фиг. 1 отделения 351 и 352 имеют первую конфигурацию, при которой частично герметизированная упаковка 23 может перемещаться через открытую камеру 353 вакуумирования. Перед тем, как частично герметизированная упаковка 23 выходит из блока 35 отбора газа, она устанавливается таким образом, что ее открытый второй конец, по меньшей мере, частично находится внутри открытой камеры 353 вакуумирования. В частности, соответствующий продукт 20, содержащийся в частично герметизированной упаковке 23, а также неоконечный участок пленки 21 на втором открытом конце частично герметизированной упаковки 23 находятся снаружи открытой камеры 353 вакуумирования, а оконечный участок пленки 21 на втором открытом конце еще находится внутри открытой камеры 353 вакуумирования. Следовательно, промежуточный участок пленки 21 на втором открытом конце частично герметизированной упаковки, находящийся между неоконечным и оконечным участками, расположен между, по меньшей мере, частью отделений 351 и 352.
Затем отделениям 351 и 352 придается вторая конфигурация, при которой отделения 351 и 352 находятся преимущественно в герметичном контакте друг с другом и тем самым образуют закрытую камеру 353 вакуумирования. Контакт между отделениями 351 и 352 является преимущественно герметичным (например, воздухонепроницаемым) за исключение вытянутого отверстия, где отделения 351 и 352 входят в контакт с промежуточным участком второго открытого конца частично герметизированной упаковки 23 без создания воздухонепроницаемого уплотнения вдоль отверстия.
Эта конфигурация способствует достижению, по меньшей мере, следующих результатов при отборе газа из камеры 353 вакуумирования. С одной стороны, между противоположными поверхностями отделений 351 и 352 и соответствующими поверхностями промежуточного участка второго открытого конца, находящегося между отделениями 351 и 352, создается поток газа через отверстие в направлении внутреннего пространства камеры 353 вакуумирования. Этот поток газа заставляет соседние слои пленки на втором конце частично герметизированной упаковки 23 приобретать и/или сохранять преимущественно разнесенную конфигурацию (т.е. противоположные слои пленки отсоединяются друг от друга). С другой стороны, газ отсасывается не только снаружи камеры 353 вакуумирования и частично герметизированной упаковки 23, но также изнутри частично герметизированной упаковки 23, и тем самым из частично герметизированной упаковки 23 отводится воздух. Обычно, отсасываемый снаружи газом является воздух, а отсасываемым изнутри частично герметизированной упаковки газом является защитный газ или смесь газов, такая как СО2. Этот процесс подробнее описан далее.
После того как газ отобран из частично герметизированной упаковки 23, узел герметизации, обычно встроенный в блок 35 отбора газа, создает второе уплотнение на втором открытом конце и тем самым герметизирует упаковку и преобразует частично герметизированную упаковку 23 в герметизированную упаковку 24, в которой содержится продукт 20 в состоянии 20d (смотри крайнюю левую часть фиг. 2) и из которой отобран преимущественно весь находившийся внутри газ. От герметизированной упаковки 24 необязательно отрезают наружный участок избытка пленки на втором конце (который теперь герметизирован).
Как показано на фиг. 1 и 2, средство 30 перемещения может содержать один или несколько ленточных конвейеров 30. Один или несколько ленточных конвейеров сконфигурированы на транспортировку продуктов 20 в состояниях 20а, 20b и 20d, например, в форме упаковок 22, 23 и 24 по заданной траектории через упаковочное устройство 1. Например, упаковочное устройство может содержать несколько ленточных конвейера 30 (например, три, как показано на фиг. 1 и 2). Первый ленточный конвейер 30 сконфигурирован на транспортировку продуктов 20 и/или пленки 21 выше по потоку герметизирующих и режущих элементов 31 и 32. Второй ленточный конвейер 30 сконфигурирован на транспортировку продуктов 20 и/или упаковок 22 и 23 ниже по потоку герметизирующих и режущих элементов 31 и 32. А третий ленточный конвейер сконфигурирован на транспортировку упаковок 24 ниже по потоку блока 35 отбора газа.
На фиг. 3 показан вид в поперечном разрезе участка блока 35 отбора газа согласно настоящему изобретению. Обычно внутреннее пространство камеры 353 вакуумирования и окружающая атмосфера (например, вокруг камеры и/или частично герметизированной упаковки 23) соединены одним или несколькими каналами, проходящими вдоль или вблизи отверстия 354 и через него. В данном случае различные участки второго открытого конца частично герметизированной упаковки 23 показаны как оконечный участок 236, промежуточный участок 234 и неоконечный участок 232. Следует отметить, что термин "оконечный" относится к самому наружному участку пленки 21 на втором открытом конце частично герметизированной упаковки 23, которая была отрезана от непрерывной пленки 21 и не была герметизирована (смотри выше описание фиг. 1 и 2). Для ясности фиг. 3, 4 и 5 представлены не в масштабе. В целом, отверстие 354 обычно имеет высоту от 0,3 мм до 1 мм или примерно в 8-20 больше, чем толщина одного слоя пленки 21. В некоторых вариантах осуществления высота отверстия 354 составляет 0,8 мм, 0,5 мм или 0,4 мм. Пленка обычно имеет толщину от 30 мкм до 60 мкм, предпочтительно от 40 мкм до 55 мкм, наиболее предпочтительно от 45 мкм до 52 мкм.
Как показано на фиг. 3, отделения 351 и 352 входят в контакт с промежуточным участком 234 второго открытого конца без создания воздухонепроницаемого уплотнения между внутренним пространством камеры 353 вакуумирования и окружающей атмосферой. Между отделениями 351 и 352 и неоконечным участком 232, промежуточным участком 234 и/или оконечным участком 236 могут быть механическим путем созданы каналы, соединяющие два пространства (т.е. пространство внутри камеры 353 вакуумирования и пространство снаружи нее), с целью обеспечения возможного воздушного потока вследствие перепада давлений, созданной средством отбора газа из камеры 353 вакуумирования. Иными словами, газ или воздух снаружи частично герметизированной упаковки может проходить между отделениями 351 и 352 и неоконечным участком 232 (по каналам С1), между отделениями 351 и 352 и промежуточным участком 234 (по каналам С2) и/или между отделениями 351 и 352 и оконечным участком 236 (по каналам С3). Следует отметить, что расстояния между отдельными каналами необязательно должны быть одинаковыми с обеих сторон (например, верхней и нижней) пленочного материала второго открытого конца. Например, размер (например, высота) канала С2 между отделением 351 и промежуточным участком 234 (т.е. канала С2 на верхней стороне промежуточного участка 234) необязательно соответствует размеру канала С2 между отделением 352 и промежуточным участком 234 (т.е. канала С2 на нижней стороне промежуточного участка 234). В силу различных воздействий (например, силы тяжести, турбулентности, неодинаковых давлений и/или изменений давления) на гибкий пленочный материал размеры каналов могут изменяться до, во время и после отбора газа. Это же относится к каналам С1 и С3. Кроме того, расстояние между пленочным материалом может изменяться на протяжении отверстия 354, например, из-за волнистой формы пленочного материала на втором открытом конце частично герметизированной упаковки.
Ширина отверстия 354 может изменяться в зависимости от применения и предпочтительно соответствует ширине продукта или кратна ей, не считая определенного допуска. Это значит, что размер камеры 353 вакуумирования может выбираться в соответствии с шириной продукт в том смысле, что отверстие 354 преимущественно соответствует ширине пленки 21 на втором открытом конце (когда ей придана сплющенная конфигурация, как показано на фиг. 3 и 4), при этом ширина отверстия должна незначительно превышать ширину пленки с учетом допусков на позиционирование и обработку во время упаковывания. Кроме того, следует избегать того, чтобы большие участки отверстия 354 оставались незанятыми пленочным материалом из-за возникающей потери сопротивления потока газа в областях вблизи пленочного материала и последующей потери потока газа через отверстие в областях, занятых пленочным материалом. Даже при этом можно отводить газ из двух или более расположенных рядом частично герметизированных упаковок 23 за счет использования камеры 353 вакуумирования (и, соответственно, отверстия 354), ширина которого кратна ширине упаковки или превышает ее (например, на 33%; в некоторых вариантах осуществления на 25%). В некоторых примерах газ из трех или более частично герметизированных упаковок 23 может параллельно отводиться в блоке отбора газа, имеющем рабочую ширину до 1000 мм (т.е., имеющем отверстие шириной 1000 мм). В некоторых вариантах осуществления блок отбора газа имеет рабочую ширину (т.е. отверстие шириной) 900 мм. В других вариантах осуществления он имеет ширину 450 мм. Что касается участка отверстия, занятого пленочным материалом, вторые концы ряда частично герметизированных упаковок могут занимать 70-90% отверстия, предпочтительно 75-80% отверстия.
Далее со ссылкой на фиг. 4 и 5 более подробно пояснены различные факторы, способствующие отбору газа из упаковок. На фиг. 4 показан вид в поперечном разрезе участка блока 35 отбора газа согласно настоящему изобретению, иллюстрирующий конкретный профиль оконечных участков отделений 351 и 352, а также схему потока газа. Одной из ключевых задач при отборе газа из частично герметизированных упаковок является обеспечение того, чтобы открытый конец упаковки был достаточно открыт для облегчения всасывания газа изнутри упаковки. В некоторых случаях пленочный материал имеет тенденцию прилипать к соседнему пленочному материалу и тем самым временно закрывать открытый конец частично герметизированной упаковки и предотвращать отбор газа из упаковки. В других случаях пленочный материал частично прилипает к соседнему пленочному материалу и тем самым уменьшает размер отверстия(-й), в результате чего, по меньшей мере, частично нарушается всасывание газа изнутри частично герметизированной упаковки.
Одним из способов разделения противоположных слоев пленки или предотвращения их слипания друг с другом является создание перехода от области относительно высокого давления и низкой скорости (обозначенной как HP/LV в левой верхней части на фиг. 4) к области относительно низкого давления и высокой скорости (обозначенной как LP/HV) или наоборот и необязательно обратно к области HP/LV (справа). В данном случае за счет перехода от высокого давления к низкому (или наоборот), а также переход от низкой скорости к высокой (или наоборот) в сочетании с возбуждением пленочного материала (например, вследствие турбулентности и/или потока газа) слои контактирующего пленочного материала могут переставать прилипать друг к другу и отсоединяться друг от друга под действием перепада давлений, перепада скоростей и/или сил трения потока газа. Кроме того, положение слоев пленки в отверстии может влиять на свойства саморегулирования потока газа. Например, если канал между слоем пленки и одним из отделений 351 и 352 уменьшается (или увеличивается), давление и скорость газа, протекающего через канал, соответствующим образом изменяются и, таким образом, могут свою очередь влиять на положение пленки и тем самым изменять размер канала.
Изменения градиента давления/скорости изменяется при переходе между областями HP/LV и LP/HV можно модифицировать путем использования краев D, F, D' и/или F' с соответствующими профилями. Модификация формы краев D, D', F и F' влияет на поток газа в соответствующих областях и может, например, облегчать или предотвращать расслаивание потока газа или облегчать или предотвращать турбулентность. Индивидуальное влияние может являться результатом влияния соответствующих форм на поток газа (например, давление, скорость, направление и т.д.). Позициями D и D' обозначены входные края на чертежах, а позициями F и F' обозначены выходные края относительно потока газа после отбора газа из камеры 353 вакуумирования. Как показано на фиг. 4, края D, F, D' и F' могут иметь преимущественно закругленную форму, например, имеющую радиус от 1 до 5 мм, в некоторых вариантах осуществления предпочтительно 2 мм или 2,5 мм. Следует отметить, что края D, F, D' и F' могут иметь одинаковую форму или формы, отличающиеся тем, что, в частности, форма входных краев D и D' может отличаться от форы выходных краев F и F', но также тем, что форма края D или F отделения 351 может отличаться от формы края D' или F' отделения 352.
На фиг. 5 показан изометрический вид участка блока 35 отбора газа согласно настоящему изобретению. В данном случае проиллюстрирован конкретный профиль отделения 351 и 352. Параметры, которые характеризуют отделения 351 и 352, а также отверстие 354, включают: глубину С, высоту В, ширину А, угол G и радиусы D, Е и F. Отверстие 354 имеет высоту В 1 мм или менее, предпочтительно от 0,4 до 0,8 мм (например, 0,4 мм, 0,5 мм или 0,8 мм). Отверстие 354 имеет ширину 1000 мм или менее (например 900 мм), предпочтительно 500 мм или менее (например 450 мм). Отверстие 354 имеет глубину 50 мм или менее (например, 45 мм), предпочтительно 20 мм или менее (например, 20 мм), более предпочтительно 12 мм или менее (например, 12 мм). Форма входного края D имеет радиус кривизны 5 мм или менее, предпочтительно 2,5 мм или менее (например, 2,5 мм или 2 мм). Форма наклонного края Е имеет радиус кривизны 50 мм или менее (например, 50 мм), предпочтительно 30 мм или менее (например 30 мм). Наклонный край Е может присутствовать (т.е. соответствующий радиус больше 0) или отсутствовать (т.е. соответствующий радиус равен 0). Форма выходного края F имеет радиус кривизны 10 мм или менее (например 9 мм), предпочтительно 5 мм или менее (например 2 мм). Соответствующие края D', Е' и/или F' (не показанные) отделения 352 могут обладать такими же свойствами, которые описаны выше применительно к краям D, Е и F, хотя отдельные показатели необязательно совпадают (например, край D имеет радиус кривизны 2,5 мм, а край D' имеет отличающийся радиус кривизны). Н означает толщину пленочного материала, при этом Н означает толщину двух слоев пленочного материала, поскольку описанный открытый конец частично герметизированной упаковки содержит, по меньшей мере, два слоя пленочного материала. Ширина второго открытого конца частично герметизированной упаковки 23 или упаковки 24 может составлять процент А ширины А отверстия 354. Второй конец упаковки 23/24 может иметь ширину, например, 70-90% А, предпочтительно 75-80% А.
Другая особенность, преимущественно присущая отделениям 351 и 352, имеющим профили, описанные выше со ссылкой на фиг. 5, связана с характеристиками потока газа через отверстие и вдоль профилей отделений 351 и 352. Следует отметить, что поперечное сечение отверстия является непостоянным на протяжении глубины С (смотри "С" на фиг. 5) и, в частности, увеличивается, от наклонного края Е и Е' в направлении выходного края F и F'. Поток газа вдоль поверхностей отделений 351 и 352 имеет тенденцию повторять форму поверхностей вследствие эффекта вязкости между потоком газа и соседними поверхностями, а также эффекта флотации. Этот же эффект имеет место между потоком газа и поверхностями пленочного материала упаковки 23. Поскольку поток газа между пленочным материалом и, например, отделением 351 имеет тенденцию повторять форму поверхности (т.е. форму поверхности) как пленочного материала, так и отделения 351, поток газа должен расширяться и замедляться, прилагая тем самым усилие к обеим поверхностям в направлении потока газа. Иными словами, поток газа прижимает пленку и соответствующее отделение друг к другу. Поскольку отделения 351 и 352 неподвижно зафиксированы в соответствующих положениях, преимущественно слои пленочного материала на промежуточном и оконечном участках второго конца отделяются друг от друга. За счет этого создается и/или поддерживается канал, проходящий изнутри упаковки в направлении второго конца и через второй конец, через который может отводиться газ изнутри упаковки.
Отдельные параметры для достижения описанных эффектов варьируют в зависимости от применения. Например, для более толстого пленочного материала и для более тонкого пленочного материала может требоваться различный градиент перепада давлений. Кроме того, решающим фактором также являются значения различных давления и скоростей потока газа. Далее в Таблице 1 приведены примеры различных сочетаний параметров, которые доказали свои эффективность в описанном выше первом варианте осуществления. В этих примерах обеспечивалось отверстие в обработанных частично герметизированных упаковках, и достигался эффективный отбор газа из упаковок.

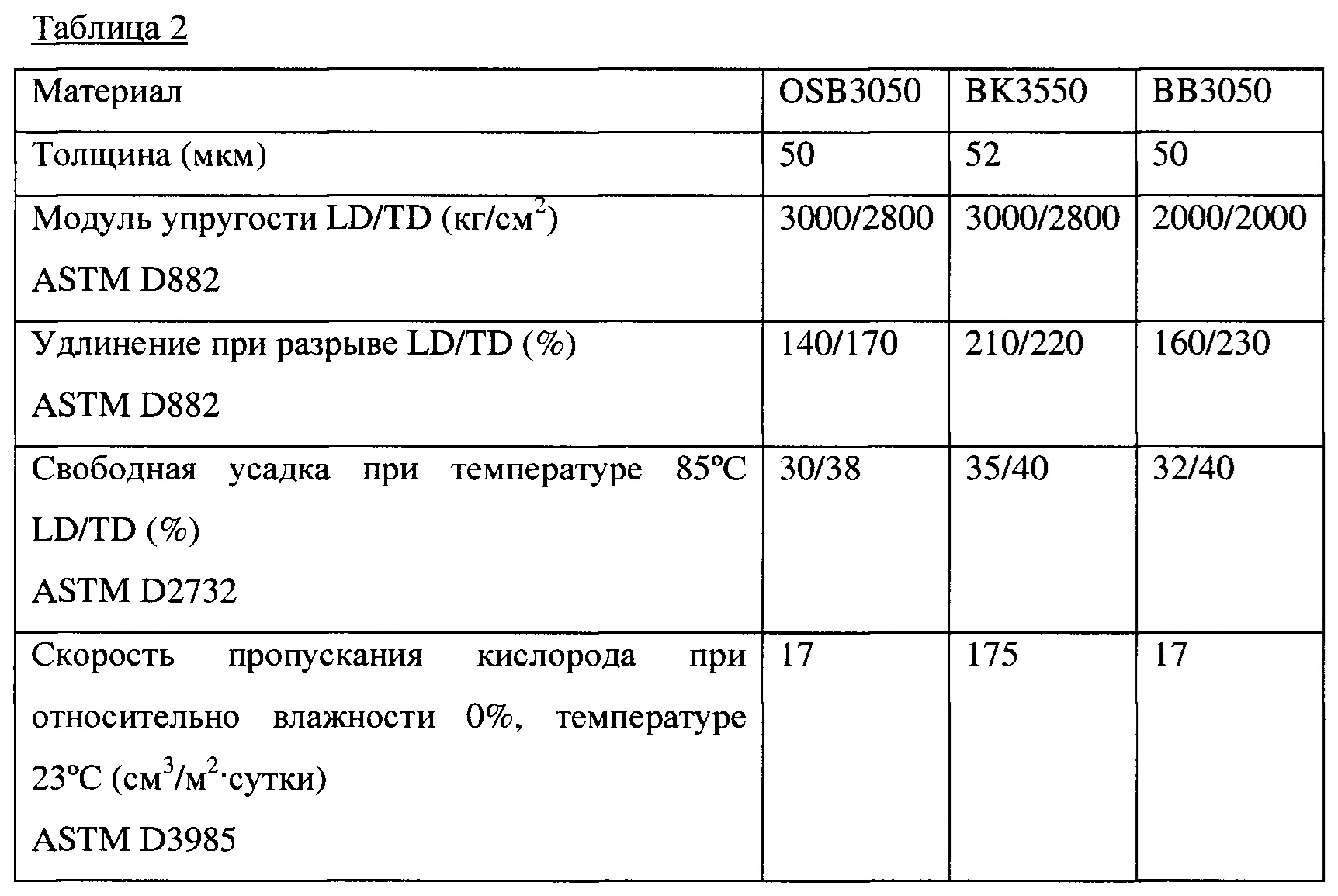
Описанные способ и устройство могут в целом применяться в сочетании с большим числом известных пленочных материалов. В некоторых примерах используемые пленочные материалы имеют свойства, приведенные далее в Таблице 2 (LD означает продольное направление, TD означает поперечное направление). Следует отметить, что эти пленки служат лишь примерами, демонстрирующими применимость описанных способа и устройства.
На фиг. 6-8 проиллюстрирован второй вариант осуществления упаковочного устройства согласно настоящему изобретению. Компоненты в целом действуют таким же образом, как это описано выше применительно к первому варианту осуществления и как показано на фиг. 1 и 2, если далее конкретно не указано иное. Компоненты на фиг. 6 и 7 обозначены теми же позициями, что и соответствующие им компоненты на фиг. 1 и 2. Если не указано иное, такие компоненты имеют такие же функции и свойства, как описано выше.
Во втором варианте осуществления герметизирующие и режущие элементы 31 и 32 сконфигурированы на создание не только первого уплотнения на рукавной пленке 21, но также второго уплотнения. За счет этого продукты 20, помещенные внутрь рукавной пленки 21, выходят из блока 3 герметизации в состоянии 20 с, а именно, в герметизированной упаковке 24' (а не в состоянии 20b, т.е. в частично герметизированной упаковке 23). Герметизированная упаковка 24' отличается от герметизированной упаковки 24 тем, что газ, присутствующие в упаковке 24', еще не отобран. Показано, что средство 30 перемещения перемещает упаковки 24' в сторону блока 35 отбора газа и через него. Блок 35 отбора газа действует преимущественно таким же образом, как это описано выше, хотя он приспособлен для обращения с герметизированными упаковками, как это описано далее. После отбора газа из упаковки 24' и тем самым ее преобразования в герметизированную упаковку 24 (из которой отобран газ), средство 30 перемещения удаляет упаковки 24 из блока 35 отбора газа.
Как показано на фиг. 7, герметизированные упаковки 24 размещены таким образом по отношению к камере 353 вакуумирования, что после придания отделениям 351 и 352 второй конфигурации отделения 351 и 352 захватывают второй (в данном случае герметизированный) конец упаковки 24', результате чего неоконечный участок второго конца размещается снаружи камеры 353 вакуумирования, промежуточный участок второго конца захвачен отделениями 351 и 352, а оконечный участок второго конца размещается снаружи камеры 353 вакуумирования. Эта конструкция преимущественно соответствует описанию первого варианта осуществления и частично герметизированной упаковки за исключением того, что во второй вариант осуществления рассчитан на обработку герметизированных упаковок. Подробности отбора газа более подробно описаны со ссылкой на фиг. 8-10.
На фиг. 8 показан вид в поперечном разрезе участка блока отбора газа согласно настоящему изобретению. Промежуточный участок второго герметизированного конца герметизированной упаковки 24' захвачен отделениями 351 и 352. Следует отметить, что неоконечный участок 232, промежуточный участок 234 и оконечный участок 236 второго конца герметизированной упаковки соответствуют участкам частично герметизированной упаковки 23, проиллюстрированным на фиг. 3. Для ясности эти участки не показаны на фиг. 8. После того как отделениям 351 и 352 придана вторая конфигурация, оконечный участок второго конца, а также остальная часть упаковки 24' (снаружи камеры 353 вакуумирования) незначительно расширяется за счет присутствующего на промежуточном участке второго конца газа, вытесняемого наружу в направлении как оконечного участка, так и неоконечного участка второго конца. Помимо описанных выше компонентов камера 353 вакуумирования может дополнительно содержать первый и второй крепежные элементы 355 и 356, которые захватывают самую наружную часть оконечного участка второго конца. Это может делаться, чтобы неподвижно удерживать оконечный участок в определенном положении внутри камеры 353 вакуумирования.
С помощью средства прокалывания 359 на оконечном участке выполняется проход 241, чтобы тем самым обеспечить возможность выхода газа изнутри упаковки 24' в камеру 353 вакуумирования. В данном случае может использоваться в целом любое средство прокалывания, применимое для прокалывания оконечного участка второго конца, например, пуансон (например, создающий преимущественно круглое отверстие путем перфорирования или выдавливания) или нагревательный проволочный элемент соответствующей формы (например, нагревательный проволочный элемент в форме подковы, создающий соответствующее преимущественно круглое отверстие путем термической резки пленки). Средство прокалывания предпочтительно сконфигурировано на формирование на оконечном участке второго конца отверстия, которое предотвращает (дальнейший) разрыв пленочного материала, который может происходить, например, при формировании простого (линейного) разреза или отверстия, имеющего острые углы. После отбора газа из камеры 353 вакуумирования оконечный участок расширяется (смотри указывающие наружу двойные стрелки на фиг. 8) за счет разности давлений между внутренним пространством упаковки 24' и внутренним пространством камеры 353 вакуумирования. В результате расширения оконечного участка сохраняется разнесенная конфигурация пленочного материала второго конца и тем самым обеспечивается возможность протекания газа изнутри упаковки 24' в сторону неоконечного участка, промежуточного участка и оконечного участка второго конца и через них прежде, чем он будет втянут через проход 241 в камеру 353 вакуумирования, как указано пунктирными стрелками. Этим способом газ отводится из упаковки 24', которая затем герметизируется соответствующим средством герметизации (не показанным на фиг. 8). Средство герметизации может представлять собой известные из техники термосварочные прутки (например, аналогичные герметизирующим и режущим элементам 31 и 32) и может быть, например, встроено в отделения 351 и 352 или предусмотрено в виде отдельных средств снаружи камеры 353 вакуумирования для герметизации упаковки 24' и отрезания наружной части второго конца от упаковки 24' и формирования тем самым герметизированной упаковки 24, из которой отобран газ (смотри фиг. 6). Следует отметить, что, в качестве альтернативы, прокалывание оконечного участка может осуществляться после начала и во время отбора газа. В этом случае расширение оконечного участка, которое происходит вследствие разности давлений и независимо от присутствия или отсутствия прохода 241, может служить тому, чтобы противодействовать пуансону или другому средству прокалывания и тем самым способствовать точному и надежному размещению средства прокалывания и созданию прохода 241.
На фиг. 9 и 10 показан вид в поперечном разрезе третьего варианта осуществления блока отбора газа согласно настоящему изобретению. На фиг. 9 и 10 проиллюстрировано одно из преимуществ настоящего изобретения, а также дополнительные компоненты, связанные с камерой 353 вакуумирования. Как показано на фиг. 9 и 10, продукта 20 является значительно более крупным объектом, чем на остальных фигурах. Следует отметить, что размер камеры вакуумирования и, соответственно, отверстия 354 ограничивает лишь одно измерение возможного размера обрабатываемых продуктов, а именно, ширину упаковки. Как показано на фиг. 9 и 10, размер (например, длина) продукта 20 не влияет на процесс отбора газа, поскольку в камере 353 вакуумирования должен помещаться лишь участок герметизированного (или негерметизированного) конца упаковки, а не весь продукт. Высота продукта 20 также оказывает лишь незначительное влияние на процесс отбора газа, поскольку рабочая высота отделений 351 и 352, а также зазор между двумя отделениями 351 и 352 при первой конфигурации могут соответствующим образом регулироваться.
На фиг. 9 показаны отделения 351 и 352 при первой конфигурации, позволяющей размещать упаковку 24' таким образом, что неоконечный, промежуточный и оконечный участки герметизированного конца упаковки 24' могут быть размещены, как описано выше. Кроме того, отделения 351 и 352, связаны с соответствующими средствами 357 и 357' резки, а также средствами 358 и 358' герметизации. Вблизи средств 357 и 357' резки отделения 351 и 352 имеют изогнутую форму для захвата промежуточного участка второго конца упаковки 24'. Вблизи них находятся средства 358 и 358' герметизации.
На фиг. 11А-11И показан вид в поперечном разрезе третьего варианта осуществления блока отбора газа и соответствующего средства перемещения согласно настоящему изобретению, и проиллюстрированы различные стадии процесса отбора газа согласно третьему варианту осуществления. Движение упаковки через упаковочное устройство происходит в направлении справа налево на фиг. 1, 2, 6 и 7. На фиг. 11А отделения 351 и 352 имеют первую конфигурацию, в результате чего герметизированная упаковка 24' может перемещаться через отделения 351 и 352 в положение, в котором оконечный участок упаковки 24' находится между отделениями 351 и 352, но продукт находится вне области, занятой отделениями 351 и 352. На фиг. 11Б проиллюстрирована дополнительная стадия регулировки средства 30 перемещения. В некоторых вариантах осуществления средство 30 перемещения является регулируемым с целью способствовать эффективному перемещению упаковки через упаковочное устройство и при этом облегчить позиционирование упаковок относительно отделений 351 и 352. Показано, что участку средства перемещения может быть придана транспортировочная конфигурация, при которой упаковки могут перемещаться через блок 35, и газоотборная конфигурация, при которой упаковки занимают такое положение относительно отделений 351 и 352, чтобы способствовать отбору газа из них. На фиг. 11В отделениям 351 и 352 придана вторая конфигурация, и, как показано на фиг. 11Г, приведено в действие средство 357 резки, чтобы отрезать избыток пленочного материала от оконечного участка упаковки и тем самым снова открыть упаковку. Преимущественно одновременно с тем, как упаковка открывается (незадолго до или вскоре после), вакуумируют камеру 353, в результате чего создается разность давлений между внутренним пространством камеры 353 и внешней средой. На фиг. 11Д можно увидеть, что избыток пленочного материала упал в резервуар (или иным образом удален), и изнутри упаковки 24' отбирается газ (что проиллюстрировано как уменьшение количества остаточного газа между пленкой и продуктом 20). По мере отбора газа пленка, образующая упаковку 24', приближается к продукту 20. На фиг. 11Е показаны конечные стадии отбора газа, на которых пленка плотно прижата к продукту 20, и из упаковки 24' преимущественно отобран газ. Затем вакуумирование камеры 353 прекращается, и упаковку 24' снова герметизируют средствами 358 и 358' герметизации. На фиг. 11Ж средства 358 и 358' герметизации разъединяются, а на фиг. 11З отделениям 351 и 352 придается первая конфигурация (т.е. камера 353 открывается), в результате чего упаковка 24' высвобождается. Участок средства 30 перемещения необязательно регулируется с целью перемещения упаковки 24' вперед и/или для приема следующей упаковки. На фиг. 11И показано, как следующая упаковка перемещается между отделениями 351 и 352 при их первой конфигурации и, соответственно, через открытую камеру 353 с целью ее позиционирования, как описано выше. Затем процесс начинается снова со следующей упаковкой 24', как описано выше.
На фиг. 12 показан изометрический вид третьего варианта осуществления упаковочного устройства согласно настоящему изобретению с использованием блока 35' отбора газа, имеющего две параллельно расположенные камеры 353' вакуумирования. Блок 35' отбора газа упаковочного устройства 1' содержит две камеры 353' вакуумирования, расположенные с каждой стороны загрузочного конвейера 30i. Как показано на фиг. 12, продукты 20 могут подаваться в блок 35' отбора газа в направлении 30а посредством загрузочного конвейера, например, в упаковках типа подушки (т.е. в упаковках 24', которые предпочтительно продуты инертным газом и герметизированы с обоих концов, но из которых еще не отобран газ; смотри также описание фиг. 6 и 7 выше). Блок 50 управления сконфигурирован на управление средним поперечным конвейером 30m с целью приема упаковок 24' посредством загрузочного конвейера 30i в направлении 30а и избирательного перемещения упаковок 24' по левой траектории 30а-l или правой траектории 30а-r, соответственно, на дополнительные поперечные конвейеры 30l или 30r. С каждой стороны среднего поперечного конвейера 30 т находится соответствующая камера 353' вакуумирования.
Камера 353' вакуумирования конструктивно и функционально соответствует описанным выше камерам 353 вакуумирования. Так, камеры 353' вакуумирования могут иметь отделения 351' и 352' и могут быть сконфигурированы на то, чтобы открываться и закрываться (для ясности не показано на фиг. 12), как подробно описано выше. Дополнительные компоненты, например исполнительные механизмы, сконфигурированные на перемещение отделения 351' и/или 352', для ясности не показаны на фиг. 12. Упаковки 24' могут перемещаться по траекториям 30а-l и 30а-r, таким образом, чтобы их находящийся выше по потоку конец сбоку вводился в открытые камеры 353' вакуумирования. Затем камеры вакуумирования могут закрываться, и может осуществляться вакуумирование, как описано выше. Этим способом можно попеременно (или преимущественно параллельно и/или независимо друг от друга) использовать две камеры вакуумирования, и во время каждого цикла работы соответствующей камеры 353' вакуумирования (например, открывания, введения находящегося выше по потоку конца одной или нескольких упаковок, закрывания, вакуумирования, повторного открывания) может осуществляться вакуумирование одной или нескольких упаковок 24' с использованием соответствующей (например, левой или правой) камеры 353' вакуумирования. Подразумевается, что камеры 353' вакуумирования могут действовать преимущественно независимо друг от друга, например, с целью учета различного времени вакуумирования, различных размеров упаковок 24' и т.д.
Преимущественно после введения (например, одновременно или незадолго до/вскоре после) находящегося выше по потоку конца упаковки 24' в отверстие (смотри состояние 20 с на фиг. 12) пленочный материал на находящемся выше по потоку конце может быть перфорирован или проколот с целью способствовать последующему отбору газа. Перфорирование может осуществляться с использованием перфорационных валиков 360 (смотри фиг. 12А и 12Б). По мере введения находящихся выше по потоку концов упаковок в камеру 353' вакуумирования изнутри упаковки может удаляться газ или воздух после закрывания камеры 353' вакуумирования, как описано выше. После завершения отбора газа осуществляется герметизация и резка, как описано выше, чтобы высвободить уже вакуумированные упаковки 24' (смотри состояние 20d на фиг. 12) из камеры 353' вакуумирования.
На фиг. 12А и 12Б показаны подробные виды блока отбора газа, проиллюстрированного на фиг. 12. Блок 50 управления оперативно связан со средним поперечным конвейером 30m, левым поперечным конвейером 301 и правым поперечным конвейером 30r. Средний поперечный конвейер служит для приема упаковок и их перемещения вбок в любом направлении в сторону соответствующих поперечных конвейеров (например, 301 или 30r) и на них. Боковые поперечные конвейеры служат для приема соответствующих упаковок их перемещения вверх по потоку в соответствующий блок 360 прокалывания и через него и далее в соответствующую открытую камеру 353' вакуумирования, как описано выше. Блок 360 прокалывания перфорирует соответствующую упаковку, в которой создается вакуум, когда ее находящийся выше по потоку перфорированный конец оказывается внутри камеры 353' вакуумирования, при этом пленка входит в камеру 353' вакуумирования через отверстие. После отбора газа соответствующая камера 353' вакуумирования открывается, и упаковки 24' перемещаются далее по траекториям 30а-l и 30а-r, соответственно и обратно в сторону среднего поперечного конвейера 30m и разгрузочного конвейера 30о для размещения в выпускной области упаковочного устройства 1'.
Блок 360 прокалывания может содержать прокалывающие валики с выступами 360' на внешней поверхности, сконфигурированные в сочетании с углублениями 360ʺ на противоположной поверхности на перфорирование пленки 21, подаваемой в блок 360 прокалывания. Показано, что блок 360 прокалывания может быть выполнен в виде набора расположенных напротив друг друга валиков, например, с выступами 360' и углублениями 360ʺ (в качестве альтернативы, также в виде любого сочетания выступов и/или углублений, сконфигурированных на создание одного или нескольких проходов; смотри также выше). Следует отметить, что могут использоваться другие средства перфорирования пленки 21 (например, упомянутые выше нагревательные проволочные элементы или ножевые валики, сконфигурированные на резку находящегося выше по потоку края упаковки) при условии, что обеспечивается нарушение уплотнения, образованного пленкой 21 находящегося выше по потоку конца упаковки 24', чтобы способствовать отбору газа, как подробно описано выше.
В некоторых вариантах осуществления несколько последовательно обработанных упаковок попеременно направляют в камеры 353' вакуумирования, в результате чего в каждую камеру 353' вакуумирования поступает, например, каждая вторая упаковка из серии упаковок (в качестве альтернативы, в одну из камеры 353' вакуумирования может направляться любое число упаковок 24' подряд, например, 3 упаковки с целью их вакуумирования). Размер и конфигурация каждой камеры 353' вакуумирования могут выбираться таким образом, чтобы иметь возможность одновременно обрабатывать несколько упаковок, например, от 2 до 5 упаковок, предпочтительно, по меньшей мере. 3 упаковки, как показано на фиг. 12. Блок вакуумирования упаковочного устройства 1' имеет модульную конструкцию, что позволяет одновременно использовать две или более камер 353' вакуумирования. Эта модульная конструкция может предотвращать или облегчать ситуацию, в которой упаковочное устройство 1' может действовать лишь со скоростью своего наименее быстрого блока.
Упаковочное устройство 1 может представлять собой горизонтальный формовочно-фасовочно-укупорочный автомат (HFFS). HFFS может содержать ленточный конвейер 30 для размещения и транспортировки упаковок 22 в горизонтальном направлении. Продукт 20 может размещаться на поверхности. Поверхность может проходить преимущественно в горизонтальном направлении. Поверхность может представлять собой верхнюю поверхность ленточного конвейера 30. Ленточным конвейером 30 может являться непрерывный ленточный конвейер 30. Например, ленточный конвейер 30 может быть подвешен, по меньшей мере, между двумя роликами. Ленточный конвейер 30 может транспортировать продукт 20 в горизонтальном направлении.
Продукт 20 может находиться в лотке. Лоток служит опорой для продукта 20. Лоток может иметь стенки, которые преимущественно вертикально отходят от основания лотка и достигают высоты, превышающей вертикальный размер продукта 20. В качестве альтернативы, высота стенок лотка может быть меньшей, чем высота продукта 20, или равной ей. Лоток окружен упаковкой. Лоток может быть изготовлен из материала, выбранного из группы, включающей полистирол, алюминий или другой термопластичный материал, такой как ПЭТ или картон. Лоток может являться жестким, сплошным или пористым и иметь любой цвет и размер.
Упаковка может представлять собой многослойную пленку 21. Пленка 21 может представлять собой полиолефин. Пленкой 21 может являться целиком соэкструдированная усадочная пленка 21. Упаковка служит барьером для прохождения газа между пространством внутри упаковки и пространством снаружи упаковки. Соответственно, среда внутри упаковки изолирована от среды снаружи упаковки. Это помогает сохранять пищевые продукты 20 и предотвращать их загрязнение. Это может являться выгодным с точки зрения пищевой гигиены. Упаковка может служить барьером для запахов или газов. Это может являться в особенности полезным, когда продуктом 20 является пищевой продукт 20. Упаковка может являться устойчивой к неправильному обращению.
Упаковка может являться прозрачной или просвечивающей. Это позволяет потребителю видеть продукт 20 через упаковку. Например, упаковка может содержать прозрачную пленку 21. Пленочная упаковка может обладать противовуалирующими свойствами. Это обеспечивает ее высокую привлекательность для потребителя. Упаковка пленка может являться пригодной для печатания. Это позволяет наносить маркировку непосредственно на упаковку.
Упаковка может формироваться из рулонной пленки 21. Из рулонной пленки 21 может формироваться рукавная пленка 21. Упаковочное устройство 1 может содержать устройство для формирования рукава из рулонной пленки 21. Оно может формировать рукав путем выполнения продольного уплотнения вдоль продольного края рулонной пленки 21. Рукав может формироваться из двух полотен пленки 21. В этом случае формируются два продольных уплотнения вдоль противоположных краев двух рулонных пленок 21.
Упаковочное устройство 1 может содержать продувочное устройство 34. Продувочное устройство 34 сконфигурировано на продувку газом рукавной пленки 21, которая образует упаковку. Продувка газом предотвращает сплющивание рукава. Продувка газом помогает поддерживать определенное расстояние между продуктом 20 в лотке и пленкой 21. Это помогает улучшать гигиенические свойства пленки 21, поскольку пленка 21 не лишается блеска из-за контакта с продуктом 20. Продувочное устройство 34 продувает рукав газом в продольном направлении. Газ, используемый для продувки, может содержать около 70% кислорода и около 30% двуокиси углерода или другую соответствующим образом модифицированную среду.
Кроме того, продувка газом позволяет упаковывать продукт 20 в модифицированную среду. Газ может помогать сохранять продукт 20, продлевая его срок хранения. Желательное количество газа внутри каждой герметизированной упаковки зависит от типа продукта 20 и необходимого срока хранения.
Упаковочное устройство 1 может содержать усадочное устройство для обеспечения усадки пленки 21. Усадочным устройством может являться водяная или воздушная термоусадочная камера, например воздушная термоусадочная камера 33. Герметизированную упаковку 24 подвергают усадке в усадочном устройстве. Процесс усадки может предусматривать нагрев герметизированной упаковки. Упаковка 24 может нагреваться до температуры в пределах от около 130°C до около 150°C.
До усадки герметизированной упаковки 24 в ней наряду с продуктом 20 может оставаться захваченный нежелательный газ. Кроме того, герметизированная упаковка 24 может иметь нежелательные "перегибы", т.е. участки упаковки, которые не прилегают к продукту 20 (например, из-за того, что форма продукт 20 не представляет собой правильный прямоугольный параллелепипед). После усадки, перегибы и содержание газа уменьшаются. Это придает герметизированной упаковке 24 более эстетичный внешний вид. Что касается сыра, он может поглощать любой остаточный газ в герметизированной упаковке 24 после ее усадки.
Продуктом 20 может являться пищевой продукт 20. Например, продукт 20 может представлять собой мясо, сыр, пиццу, готовые блюда, птицу и рыбу. Продукт 20 может являться преимущественно сухим, как в случае сыра. Для некоторых продуктов, таких как сыр, не требуется лоток в качестве опоры для сыра. В качестве альтернативы, продукт 20 может являться влажным. В этом случае в особенности желательно, чтобы продукт 20 находился в лотке.
Способ упаковывания согласно изобретению может применяться для упаковывания пищевых продуктов 20, срок хранения которых должен составлять, например, от около 6 до около 14 суток.
Упаковочное устройство 1 желательно представляет собой горизонтальный формовочно-фасовочно-укупорочный автомат. Тем не менее, упаковочное устройство 1 может представлять собой формовочно-фасовочно-укупорочные автомат других типов, такой как вертикальный формовочно-фасовочно-укупорочный автомат (VFFS). В вертикальном формовочно-фасовочно-укупорочном автомате упаковки 22 в процессе упаковывания перемещаются через упаковочное устройство 1 в вертикальном направлении.
В VFFS упаковка может герметизироваться один раз с целью формирования нижнего конца герметизированной упаковки. Затем продукт 20 подают в упаковку с открытым концом. Далее герметизируют верхний конец упаковки 22, чтобы сформировать герметизированную упаковку 24'.
Хотя изобретение описано на примере того, что на данный момент считается наиболее практичными и предпочтительными вариантами осуществления, подразумевается, что оно не ограничено раскрытыми вариантами осуществления, и, напротив, включает различные модификации и эквивалентные конфигурации, входящие в пределы существа и объема прилагаемой формулы изобретения.
Реферат
В способе используют частично герметизированную упаковку (23), имеющую уплотнение на первом конце и открытый второй конец и содержащую упаковываемый продукт (20), при этом используют камеру вакуумирования, в которой регулируют расстояние между первым (351) и вторым (352) отделениями камеры для открывания камеры и ее закрывания, в результате чего оконечный участок второго конца упаковки (23) размещается внутри камеры, неоконечный участок второго конца размещается снаружи камеры и промежуточный участок второго конца проходит через отверстие регулирования расстояния для обеспечения преимущественно герметичного контакта между первым (351) и вторым (352) отделениями, за исключением отверстия. Причем промежуточный участок входит в отверстие создания в камере внутреннего вакуумметрического давления для создания потока газа через отверстие, при котором противоположные слои пленки на втором конце сохраняют преимущественно разнесенную конфигурацию, и отсасывания газа как изнутри упаковки (23), так и из окружающей атмосферы через отверстие. Также изобретением является другой вариант выполнения способа и варианты выполнения устройства для отбора газа, содержащего вышеописанную камеру вакуумирования, и упаковочное устройство, содержащее устройство для отбора газа. Группа избретений обеспечивает повышение качества, расширение ассортимента и упрощение. 5 н. и 17 з.п. ф-лы, 22 ил., 2 табл.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для вакуумной упаковки в пленку
Комментарии