Упаковочная емкость и заготовка для ее изготовления - RU2128136C1
Код документа: RU2128136C1
Чертежи





Описание
Изобретение относится к упаковочной емкости, образуемой сгибанием и герметизацией упаковочного материала и содержащей определенное количество граничащих друг с другом панелей боковых стенок и две торцовые зоны, по меньшей мере одна из которых включает в себя две основные торцевые панели, каждая из которых с помощью линий сгиба образована из смежной с ней первой панели боковой стенки, определенное количество вспомогательных торцевых панелей, которые взаимосвязывают основные торцевые панели с другими панелями боковых стенок, и уплотняющее ребро, причем упаковочная емкость имеет определенное количество панелей боковых стенок, большее тех четырех, которые граничат с упомянутой торцевой зоной, при этом панель первой боковой стенки граничит с основной торцевой панелью, в то время как каждая по меньшей мере из двух других панелей боковых стенок, расположенных с примыканием друг к другу, граничит с вспомогательной торцевой панелью.
Настоящее изобретение также относится к заготовке, предназначенной для изготовления упомянутой упаковочной емкости, при этом заготовки посредством определенного количества линий сгиба делятся на три поперечные зоны, а именно центральную, которая имеет определенное количество панелей боковых стенок и продольную уплотняющую панель, и две торцевые зоны, расположенные с каждой стороны этой центральной зоны, при этом каждая из них содержит определенное количество торцевых панелей и поперечную уплотняющую панель, причем торцевая зона включает по меньшей мере одну основную торцевую панель и вспомогательные торцевые панели, расположенные с каждой ее стороны.
Упаковочные емкости для молока, соков и других напитков изготавливаются с потребительскими размерами из слоистого бумагопластикового материала, который сгибается и герметизируется для получения упаковочной емкости желаемой формы. Наиболее обычная упаковочная емкость изготавливается из гибкой ленты упаковочного материала, которая снабжена линиями сгиба и постепенно преобразуется в тубу с обеспечением продольного влагонепроницаемого уплотнения. Туба заполняется желаемым содержимым, после чего через определенные промежутки она сжимается по плоскости и уплотняется в поперечном направлении для формирования заполненных содержимым упаковочных емкостей фактически в форме диванных подушек. После этого емкости отделяются от тубы и преобразуются, между прочим сжатием по плоскости и сгибом в нижнем направлении треугольных угловых клапанов, в упаковочную емкость известной параллелепипедной формы. Приведенный выше принцип изготовления вместе с механизмом для изготовления указанного выше типа емкости весьма подробно описан в патенте США N 3325961 и в европейском патенте N 25235, на которые здесь делается ссылка.
Раскрытая выше упаковочная емкость, как было ранее упомянуто, имеет характерную базовую форму в виде параллелепипеда с плоско сжатыми по существу треугольными угловыми клапанами, загнутыми вниз так, чтобы они примыкали к наружной стороне емкости. Оказалось, что эта форма весьма эффективна в отношении использования пространства и пригодна для транспортировки большого числа компактно упакованных емкостей. Поскольку в весьма значительной степени упаковочная емкость используется для паковки потребительского молока, она /в определенных областях/ тесно связана с содержимым этого типа с точки зрения общественных отношений и отличительных особенностей, поэтому ее можно считать менее приемлемой для других видов содержимого. Это, в частности, справедливо тогда, когда изобретение используется для упаковки более дорогих и менее доступных продуктов, например ароматизированных, рафинированных молочных продуктов, вина, кофе или чая.
Обычная упаковка в форме параллелепипеда, которая описана выше, имеет относительно большие панели боковых стенок, которые покупатель захватывает, когда необходимо вскрыть упаковочную емкость и вылить содержимое. Для того, чтобы в процессе выполнения этой операции избежать опасности прижатия панелей боковых стенок друг к другу больше того, которое необходимо, упаковочная емкость должна быть изготовлена из относительно толстой упаковочной слоистой структуры. И наоборот, упаковочная емкость может быть сконструирована так, чтобы размер панелей боковых стенок был уменьшен, что, однако, трудно осуществить, если имеющаяся параллелепипедная упаковочная форма предназначена для больших объемов.
Вышеупомянутая известная упаковочная емкость в форме параллелепипеда изготавливается в асептическом варианте для упаковки заранее стерилизованного содержимого, срок хранения которого в упакованном состоянии значительно продлевается. Механизмы и материал для изготовления подобных асептических упаковок хорошо проверены на практике и подтвердили весьма высокую надежность и экономичность.
Одной из целей настоящего изобретения является разработка упаковочной емкости, которая, несмотря на применение в основном вышеупомянутых известных технологий, не имеет недостатков, отмеченных выше применительно к известной упаковочной емкости в форме параллелепипеда.
Другой целью настоящего изобретения является разработка упаковочной емкости, имеющей отличительный контур, который характерен и легко узнаваем, и которая сама по себе отлична от уже известных влагонепроницаемых емкостей, изготовленных из сгибаемой бумагопластиковой слоистой структуры.
Еще одной целью настоящего изобретения является разработка упаковочной емкости, которая удобна в обращении с ней как при транспортировке в групповых контейнерах, так и для отдельных покупателей.
Еще одной целью настоящего изобретения является разработка упаковочной емкости описанного выше типа, которая легко захватывается и имеет панели боковых стенок ограниченного размера, тем самым сводится к минимуму риск нежелательного сжатия и обеспечивается возможность уменьшения толщины слоистой упаковки.
Упомянутые выше и другие цели настоящего изобретения достигаются тем, что упаковочной емкости такого типа, который раскрыт во вводной части, придан отличительный признак, заключающийся в том, что уплотняющее ребро в двух слоях материала, связанных друг с другом с обеспечением влагонепроницаемости, взаимосвязывает кромочные зоны обоих основных торцевых панелей и вспомогательных торцевых панелей друг с другом по всей плосколежащей ширине упаковочной емкости.
Предпочтительные варианты осуществления упаковочной емкости согласно настоящему изобретению обладают дополнительными отличительными признаками, которые указаны в зависимых пунктах 2-13 формулы изобретения.
Кроме того, целью настоящего изобретения является разработка заготовки для емкости, которая предназначается для изготовления описанной выше упаковочной емкости.
Еще одной целью настоящего изобретения является разработка заготовки для упаковочной емкости, которая посредством линий сгиба делится на панели, сформированные таким образом, что преобразование плоской заготовки в готовую упаковочную емкость облегчается в максимальной степени.
Приведенные выше и другие цели согласно настоящему изобретению достигнуты тем, что заготовке упаковочной емкости такого типа, который упомянут во введении, придан отличительный признак, заключающийся в том, что основная торцевая панель формирует удлинение панели первой боковой стенки, а определенное количество вспомогательных торцевых панелей образует продолжение по меньшей мере двух вторых боковых стеночных панелей, расположенных в центральной зоне.
Предпочтительные варианты осуществления заготовки упаковочной емкости согласно настоящему изобретению снабжены дополнительными отличительными признаками, которые указаны в приложенных зависимых пунктах 15 и 16 формулы изобретения.
Посредством разработки упаковочной емкости и заготовки для нее в соответствии с настоящим изобретением можно получить упаковочную емкость, имеющую характерную призматическую форму, которая даже в том случае, если принцип изготовления в основном совпадает с принципом, который применим к описанной выше известной упаковочной емкости в форме параллелепипеда, значительно отличается от нее по внешнему виду. Таким образом, влагопроницаемая упаковочная емкость, которая имеет новый внешний вид и пригодна для напитков или другого содержимого, может быть изготовлена с помощью в значительной степени испытанных и проверенных способов, которые подтвердили свою надежность и эффективность. Призматическая, предпочтительно шестиугольная или восьмиугольная конфигурация упаковочной емкости /с добавлением двух торцевых стенок/ также придает устойчивость, которая при заданном объеме позволяет без риска нежелательного сжатия уменьшить толщину слоистой упаковки относительно вышеупомянутой упаковочной емкости в форме параллелепипеда.
Предпочтительные варианты осуществления упаковочной емкости и заготовки для нее в соответствии с настоящим изобретением ниже будут описаны более подробно с конкретной ссылкой на прилагаемые чертежи, на которых представлены только те детали, которые необходимы для понимания сущности изобретения.
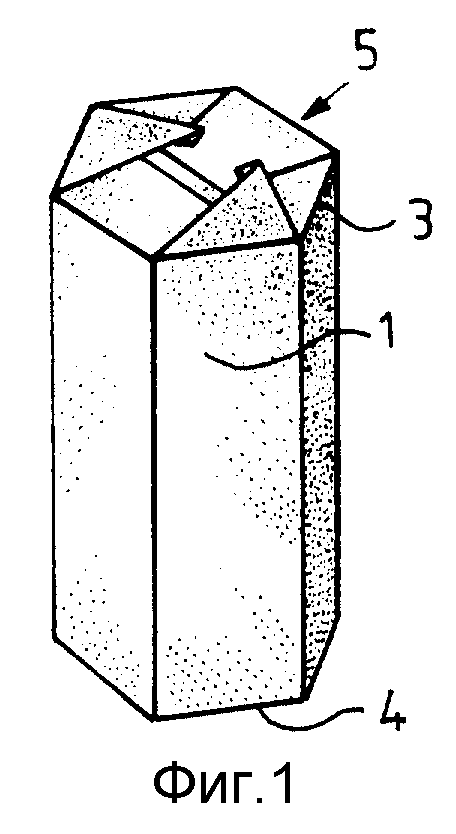
На фиг. 1 представлен вид в перспективе первого /шестиугольного/ варианта осуществления упаковочной емкости согласно настоящему изобретению.
На фиг. 2 представлена упаковочная емкость согласно фиг.1, если смотреть на нее сбоку.
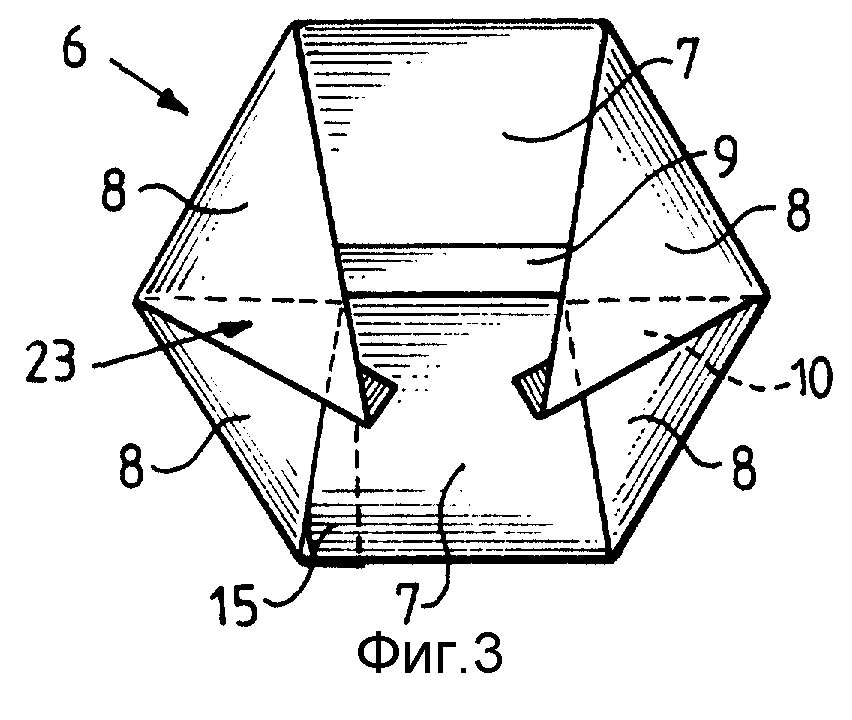
На фиг. 3 представлена упаковочная емкость согласно фиг.1, если смотреть на нее снизу.
На фиг. 4 представлена упаковочная емкость согласно фиг.1, если смотреть на нее сверху.
На фиг. 5 представлена заготовка упаковочной емкости, предназначенная для изготовления первого варианта осуществления упаковочной емкости согласно настоящему изобретению.
На фиг. 6 представлен верхний торец упаковочной емкости согласно настоящему изобретению, выполненный с первым типом торцевого участка.
На фиг. 7 представлена верхняя часть упаковочной емкости согласно настоящему изобретению, выполненная со вторым типом торцевого участка.
На фиг. 8 представлена верхняя часть упаковочной емкости согласно настоящему изобретению, выполненная с третьим типом торцевого участка.
На фиг. 9 представлена верхняя часть упаковочной емкости согласно настоящему изобретению, выполненная с четвертым типом торцевого участка.
На фиг. 10 представлена верхняя часть упаковочной емкости согласно настоящему изобретению, выполненная с пятым типом торцевого участка.
На фиг. 11 представлена заготовка упаковочной емкости, предназначенная для изготовления второго /восьмиугольного/ варианта осуществления упаковочной емкости согласно настоящему изобретению.
На фиг. 12 представлен торцевой вид упаковочной емкости согласно настоящему изобретению, изготовленной из заготовки согласно фиг. 11.
Предпочтительные варианты осуществления упаковочной емкости согласно изобретению, которые показаны на чертежах, изготавливаются из слоистого упаковочного материала, который имеет сердцевинный слой из бумаги, покрытый с каждой стороны тонкими слоями термопластичного материала, например полиэтилена. Кроме того, слоистый упаковочный материал может включать в себя дополнительные слои защитного материла, например алюминиевой фольги. Этот тип слоистого упаковочного материала уже известен и применяется для изготовления различных типов упаковочных емкостей, например упаковочной емкости в форма параллелепипеда, которая поступает на рынок с товарным знаком Tetra brik и которая описана, например, в патенте США N 3325961 и в европейском патенте N 25235, на которые делается ссылка для получения дополнительной информации как в отношении упаковочной емкости и ее конструкции, так и в отношении принципа изготовления и механизма для изготовления.
Упаковочная емкость согласно настоящему изобретению по существу имеет форму прямой правильной призмы, которая является обычно шестиугольной или восьмиугольной, или в любом случае имеет определенное количество сторон, число которых больше четырех, в дополнение к боковым поверхностям имеются две по существу плоские торцевые зоны или торцевые стенки и выражения "шестиугольные" и "восьмиугольные" используются ниже для того, чтобы указать количество панелей боковых стенок, граничащих с торцевыми зонами. Боковые поверхности призмы или упаковочной емкости совпадают с панелями боковых стенок, которые по существу являются плоскими /и предпочтительно прямоугольными/, но могут, в свою очередь, также быть разделены /при помощи соответствующей формы линий сгиба/ на определенное количество частичных панелей. Опорные поверхности призмы соответствуют торцевым зонам упаковочной емкости, которые предпочтительно имеют форму правильного многоугольника.
Боковые поверхности или панели боковых стенок, как упомянуто, также могут быть разделены на определенное количество частичных панелей посредством линий сгиба желаемой формы, чтобы получить большое количество вариантов формы основания упаковочной емкости в отношении внешнего вида. Даже если отдельные панели боковых стенок в представленных предпочтительных вариантах предпочтительно имеют прямоугольную конфигурацию, панелям боковых стенок на большой части расстояния между двумя торцевыми зонами может придаваться по существу любая произвольная форма в виде треугольных, овальных или наклонных панелей. Основной фактор просто заключается в том, чтобы части панелей боковых стенок, граничащие с боковыми зонами /т.е. те части панелей боковых стенок, которые отделены от смежных торцевых панелей посредством по существу прямой, общей линии сгиба/, по количеству превышали четыре. Например, можно также разработать упаковочную емкость с верхней и нижней частями, имеющими различную форму, например с шестиугольным верхом и восьмиугольным или четырехугольным дном. Безусловно, одна из торцевых зон также может быть сконструирована совершенно иным образом, например путем обеспечения ее предварительно изготовленным пластиковым верхом, пластиковой торцевой деталью, изготовленной формовкой под давлением и т.п. Нет необходимости в том, чтобы вышеупомянутые типы торцевых стенок, а также шестиугольные или восьмиугольные торцевые стенки, образованные посредством сгиба упаковочного материала, были симметричными. Таким образом, в целом можно придать торцевым зонам асимметричную форму, например пятиугольную, с тем, чтобы обеспечить улучшенное пространство для конструкции отверстия или чтобы улучшить возможности разлива продукта из упаковки.
Упаковочная емкость согласно настоящему изобретению в предпочтительных вариантах содержит определенное количество, предпочтительно шесть или восемь, граничащих друг с другом фактически плоских панелей 1 боковых стенок, которые отделены друг от друга посредством вертикальных линий 2 сгиба. Верхняя и нижняя образующие линии панелей 1 боковых стенок состоят из верхней горизонтальной линии 3 сгиба и соответствующей нижней горизонтальной линии 4 сгиба. Каждая горизонтальная линия сгиба 3 и 4 определяет их торцевые зоны 5, 6, которые, как упомянуто ранее, имеют форму правильного многоугольника с шестью или восемью кромочными линиями равной длины.
Каждая торцевая зона 5, 6 имеет две основные торцевые панели 7, которые при помощи частей линий сгиба 3, 4 образуются из смежной первой панели 1a боковой стенки. Каждая торцевая зона 5, 6, кроме того, включает в себя несколько вспомогательных торцевых панелей 8, которые соединяют основные торцевые панели 7 со вторыми панелями 1b боковых стенок, и уплотняющее ребро 9, которое с обеспечением влагонепроницаемости соединяет свободные кромочные зоны обеих основных торцевых панелей 7 и вспомогательных торцевых панелей 8 друг с другом. Таким образом уплотняющее ребро проходит вдоль всей ширины упаковочной емкости, что является предварительным условием для надежной реализации полностью влагонепроницаемой торцевой конструкции. Как видно из чертежей, торцевые панели 7, 8 обеих торцевых зон 5, 6 сгибаются вниз и соединяются с наружной стороной упаковочной емкости для того, чтобы получить по существу плоские торцевые области. Это можно выполнить посредством формы линии сгиба торцевых зон 5, 6, которая делит торцевые зоны 5, 6 упаковочной емкости не только на ранее упомянутые основные торцевые панели 7 и вспомогательные торцевые панели 8, но также на повторно согнутые панели 10, которые образуют часть вспомогательных торцевых панелей 8 и обеспечивают возможность двойного изгиба /180o/ для того, чтобы подучить плоские торцевые поверхности. Этот отличительный признак ниже будет описан более подробно с конкретной ссылкой на фиг. 5 и 11.
На фиг. 5 представлен один предпочтительный вариант осуществления заготовки для изготовления упаковочной емкости, обеспеченной шестью панелями боковых стенок согласно фиг.1-4, а соответствующая заготовка для изготовления упаковочной емкости с восьмью панелями боковых стенок представлена на фиг. 11. Заготовка упаковочной емкости составляет часть ленты упаковочного материала, лишь условно приведенной на чертежах, там, где она объединена с большим числом одинаковых заготовок, но для ясности здесь показана только одна отдельная заготовка развернутая в плоском состоянии. Заготовка упаковочной емкости с помощью ранее упомянутых верхней и нижней горизонтальных линий сгиба 3 и 4 соответственно делится на три зоны, а именно центральную зону 11, которая с противоположных сторон граничит с верхней торцевой зоной 12 и нижней торцевой зоной 13. Естественно, термины "верхний" и "нижний" соответственно относятся к ориентации готовой упаковочной емкости. Центральная зона 11 включает в себя обычно шесть /или в другом варианте восемь/ прямоугольных панелей боковых стенок, образуемых с помощью вертикальных линий 2 сгиба, и уплотняющую панель 14, которая проходит вдоль одного продольного края заготовки упаковочного материала /или соответственно ленты упаковочного материала/ и которая также проходит по соответствующим кромочным зонам обеих торцевых зон 12, 13. Верхняя и нижняя торцевые зоны соответственно в основном идентичны, за исключением возможных конструкций отверстия в верхней торцевой зоне 12, что будет описано ниже более подробно. Таким образом, верхняя и нижняя торцевые зоны 12 и 13 включают в себя ранее упомянутые фактически трапецеидальные /фиг.5/ или шестиугольные /фиг.11/ основные торцевые панели 7, которые составляют удлинение двух первичных панелей 1a боковых стенок. На этом чертеже одна из двух первых панелей 1a боковых стенок, аналогично взаимосвязанным с ней основным торцевым панелям 7, делится на две части, а это связано с тем, что развернутая заготовка упаковочной емкости по существу преобразуется в форму рукава или трубы, причем продольная уплотняющая панель 14 затем используется для герметизации обеих продольных кромок ленты в продольном соединении внахлест или уплотнении 15 /зона перекрытия обозначена пунктирными линиями/. На самом деле обе первые панели 1a боковых стенок взаимосвязанными с ними основными торцевыми панелями будут иметь идентичную конфигурацию.
Как было упомянуто ранее, между двумя первыми панелями 1а боковых стенок располагается определенное количество, /предпочтительно две группы/ вторых панелей 1b боковых стенок /две в каждой соответствующей группе в шестиугольном варианте и три в каждой соответствующей группе в восьмиугольном варианте/, причем эти панели сливаются соответственно в верхней и нижней торцовых зонах 12, 13 с определенным количеством основных торцевых панелей 8. В шестиугольной упаковочной емкости вспомогательные торцевые панели по существу имеют треугольную форму и располагаются симметрично относительно вертикальной линии сгиба 2, которая в каждой группе образует две взаимосвязанные, граничащие друг с другом вторые панели 1b боковых сторон. Наиболее близким к этому являются две по существу равнобедренные и прямоугольные вспомогательные торцевые панели 8b, которые граничат с двумя подобными треугольными вспомогательными торцевыми панелями 8c, которые, в свою очередь, граничат со смежными основными торцевыми панелями 7. Каждая из вспомогательных торцевых панелей 8b, 8c, граничащих с одной основной торцевой панелью 7 заготовки упаковочной емкости /соответственно налагается на противоположный край заготовки/, к тому же разделяется посредством линии сгиба 24, проходящей между горизонтальными линиями сгиба 3, 4 и смежными поперечными уплотняющими панелями 16, 17 на основную часть и треугольную перегибаемую панель 10, которая при изменении формы заготовки сгибается под смежные неразделенные вспомогательные торцевые панели так, что обеспечивается возможность реализации по существу плоских торцевых зон 5, 6 /т.е. торцевых зон без выступающих частей, которые мешают упаковочной емкости оставаться в устойчивом состоянии/. Вспомогательные торцевые панели 8c граничат с верхней и нижней поперечными уплотняющими панелями 16, 17 заготовки упаковочной емкости, причем эти панели используются для раскрытого выше влагонепроницаемого уплотнения свободных торцевых зон упаковочных емкостей в поперечных уплотняющих ребрах 9. Продолжения вертикальных линий сгиба 2, проходящие по обеим торцевым зонам 12, 13, также проходят по двум поперечным уплотняющим панелям 16, 17 для того, чтобы облегчить их сгибание при формировании упаковочной емкости.
Восьмиугольный вариант упаковочной емкости в соответствии с настоящим изобретением отличается от раскрытого выше шестиугольного варианта помимо прочего и тем, что он имеет две дополнительные панели 1b боковых стенок /по одной в каждой группе/, которые соответственно у верхней и нижней горизонтальных линий сгиба 3, 4 соединяются со вспомогательными торцевыми панелями 8d, которые находятся между ранее упомянутыми вспомогательными панелями 8b, 8c, и вспомогательной панелью 8e, которые по причинам геометрии сгиба располагаются между верхними вспомогательными торцевыми панелями и поперечными уплотняющими панелями 16, 17. Вышеупомянутые треугольные вспомогательные торцевые панели 8b, 8c имеют по существу ту же самую конфигурацию, что и в случае шестиугольной упаковочной емкости, но несколько удлинены, так что их вершины, обращенные к уплотняющим панелям 16, 17, частично направлены друг к другу. Кроме того, в этом варианте осуществления вспомогательные панели 8b, 8c разделены на основную и треугольную перегибаемую панель 10, причем последняя сгибается под угловые клапаны 23, образованные панелями 8d 8e, что ниже будет описано более подробно.
При производстве упаковочной емкости согласно настоящему изобретению с использованием ленты упаковочного материала, которая разделяется посредством описанной формы линии сгиба на заготовки упаковочных емкостей согласно фиг. 5 или фиг. 11, лента упаковочного материала в начале преобразуется посредством продольного сгиба в форму рукава или тубы, причем ее две продольные кромки слегка перекрывают друг друга. Путем нагрева зон, продольных кромок слоистого упаковочного материала до температуры, при которой внешние слои этого материала, содержащие термопластичный материал, становятся плавкими, и их последующего сжатия между собой продольная уплотняющая панель 14 слипается с противоположной продольной кромкой трубы из упаковочного материала так, что получается влагонепроницаемое надежное продольное уплотнение 15. В представленном варианте осуществления шестиугольной упаковочной емкости согласно настоящему изобретению продольное уплотнение 15 проходит вдоль одной из вертикальных линий сгиба 2, однако само собой разумеется, что расположение продольного уплотнения 15 может меняться, например уплотнение 15 может быть размещено в центре одной из панелей 1 боковых стенок /как показано на восьмиугольной упаковочной емкости/ согласно фиг. 11 и 12. Естественно, можно придумать несколько продольных уплотнений.
Как только упаковочный материал преобразуется во влагонепроницаемую тубу, она заполняется до желательного уровня жидким содержимым. После этого туба из упаковочного материала плоско сжимается в поперечных зонах герметизации, которые предпочтительно располагаются ниже уровня вышеупомянутого содержимого, если изобретение предназначено для производства полностью заполненных упаковочных емкостей, т.е. емкостей без незаполненных пространств. В плоскостных зонах поперечные уплотнения /соответствующие уплотняющим панелям 16, 17/ получаются с помощью уплотняющих зажимов, которые включают в себя средство для нагрева внутренних, примыкающих друг к другу слоев термопластичного материала, так, что они свариваются друг с другом с обеспечением влагонепроницаемости. Таким образом будут созданы сжатые по плоскости зоны, которые своевременно образуют уплотняющие ребра, которые без какого-либо изменения толщины /не считая места пересечения с продольным соединением или швом/ проходят по всей плосколежащей ширине получаемой упаковочной емкости и которые делят трубу упаковочного материала на ряд непрерывных, по существу имеющих форму диванных подушек емкостей, целиком заполненных содержимым. Поскольку уплотняющие ребра образуются посредством /по существу прямолинейного/ надреза каждой спрессованной по плоскости уплотняющей зоны, то не происходит бесполезного расхода материала, что важно, так как при непрерывном производстве емкостей из ленты или тубы трудно проследить за отдельными кусками или отрезками материала, идущего в отход. Затем емкости в форме данных подушек отделяются друг от друга с помощью надрезов в поперечных уплотненных зонах, после чего дополнительная формообразующая работа выполняется с целью преобразования упаковочной емкости, имеющей форму диванной подушки, в желаемую призматическую конфигурацию. Процесс превращения ленты упаковочного материала в подушкообразные, заполненные и герметизированные упаковочные емкости по существу идентичен способу изготовления, который раскрыт и описан в ранее упомянутых патентах.
При сохранении основных принципов описанного выше процесса изготовления можно также во время этого процесса создавать заполняемые заготовки упаковочных емкостей. Они создаются в форме открытых с одного торца упаковочных емкостей, которые могут быть заполнены желаемым количеством содержимого на обычной упаковочной и заполняющей машине такого типа, которая посредством транспортера с ячейками ступенчато продвигает готовые заготовки упаковочных емкостей между рабочими постами, например, для заполнения и герметизации сверху. Этот принцип изготовления обычно менее производителен, но может быть удобен для изготовления ограниченных партий не полностью заполненных упаковочных емкостей.
Преобразование влагонепроницаемых, герметизированных подушкообразных упаковочных емкостей в желаемую законченную призматическую форму происходит ступенчато с использованием ранее описанных линий сгиба, облегчающих формирование сгиба. Точнее, сначала происходит преобразование центральной зоны 11 упаковочной емкости, состоящее в том, что обе группы вторых панелей 1b боковых стенок с помощью формовочных приспособлений /на чертеже не приведены/ принудительно приближаются друг к другу с допущением надлежащего угла между ними, соответственно составляющего 120o и 135o. Это преобразование готовой упаковочной емкости предполагает, что две противоположные первые панели 1a боковых стенок находятся на расстоянии друг от друга, в то время как основные торцевые панели 7 из-за увеличения расстояния между обеими первыми панелями боковых стенок постепенно и принудительно занимают положение нахождения впритык друг к другу. Угловые клапаны 23 формируются за счет того, что вспомогательные панели плоско прижимаются друг к другу и в результате поворота вспомогательных торцевых панелей 8 вокруг взаимосвязанных с ними частей соответственно верхней и нижней горизонтальных линий сгиба 3 и 4 начинается сгибание вниз угловых клапанов, а это также предполагает и перегнутые панели 10, так что вспомогательные торцевые панели 8, снабженные загнутыми панелями 10, частично размещаются под упомянутыми загнутыми вниз вспомогательными торцевыми панелями. Затем угловые клапаны 23 уплотняются с торцевыми зонами 5, 6 упаковочной емкости за счет того, что наружные кончики угловых клапанов, снабженные обеими концевыми частями уплотняющего ребра 9, герметизируются посредством тепла или сплавляются с нижележащими основными торцевыми панелями 7. После выполнения этой операции обе торцевые зоны упаковочной емкости будут иметь по существу плоскую конфигурацию, причем это достигается тем, что обе основные торцевые панели 7 слегка вжимаются вовнутрь упаковочной емкости при выполнении операции преобразования, так что сгибаемые вниз и герметизируемые угловые клапаны не выступают наружу профиля, очерченного линиями сгиба 3, 4 упаковочной емкости, что очевидно из фиг.2. Преобразование обеих торцевых участков упаковочной емкости может выполняться по отдельности или одновременно в зависимости от типа используемого механического оборудования. Следовательно преобразование торцевых участков выполняется по существу одним и тем же способом как для шестиугольного, так и восьмиугольного варианта упаковочной емкости согласно настоящему изобретению. Однако в результате отличий формы линий сгиба согнутые вниз угловые клапаны 23 в восьмиугольном варианте будут лежать с точным совпадением друг с другом, поскольку загнутые панели 10 располагаются симметрично с любой стороны каждой вспомогательной торцевой панели 8d.
После преобразования обеих торцевых зон упаковочной емкости эта емкость в основном готова. Однако в большинстве случаев желательно обеспечить упаковочную емкость некоторой формой отверстия, которое может представлять собой отверстие известного типа, например с вытянутым ушком, навинченной крышкой или тому подобным. На фиг.6 - 10 представлено несколько примеров конструкции выпускного отверстия, которые могут быть использованы в упаковочной емкости согласно изобретению. После преобразования в конфигурацию, изображенную на фиг. 1, упаковочная емкость может быть снабжена наружным верхом 18 /шестиугольным или восьмиугольным/ из пластмассового материала, покрывающего основные торцевые панели и угловые клапаны, причем верх может быть уплотнен с наружной стороной упаковочной емкости. Верх может быть выполнен с конструкцией отверстия 19 в форме отрывной полоски, которая обеспечивает доступ к предварительно пробитой зоне нижележащей основной торцевой панели 7, расположенной под верхом.
Соответственно упаковочная емкость, которая не имеет выступающего верха 18, может быть обеспечена конструкцией отверстия 20 в форме открываемой части, полученной формовкой под давлением, причем эта часть располагается во время процесса вскрытия /или при отдельной операции/, таким образом, чтобы оторвать нижнюю часть основной торцевой панели 7, с тем, чтобы содержимое упаковочной емкости можно было разливать.
Естественно, часть верха 18 может быть разработана в форме такой конструкции с отверстием, что, например, верх может включать в себя открываемую часть 21, которая образуется из остающейся поверхности верха посредством указаний места излома или разрыва. Для того, чтобы облегчить вскрытие, верх или часть, расположенная под верхом, может иметь выступающую кромку или полоску 22, которая служит в качестве сродства захвата, когда нужно вскрыть упаковочную тару.
На фиг. 9 показано, как полоска 22 может быть размещена на упаковочной емкости без наружного пластмассового верха 18 и закрывать подготовленное отверстие для разлива.
И, наконец, на фиг.10 показано, как простой вариант упаковочной емкости согласно изобретению может быть очень легко выполнен с конструкцией отверстия в форме отрывной части одного из угловых клапанов 23, который после разгиба служит в качестве желобка для разлива.
Как очевидно из приведенного описания, упаковочная емкость согласно настоящему изобретению отличается от уже известных емкостей в форме параллелепипеда, изготовленных аналогичным способом, главным образом тем, что две противоположные первые панели 1a боковых стенок имеют между собой /видно в периферическом направлении упаковочной емкости по меньшей мере две вторые панели 1b боковых стенок, расположенные с примыканием друг к другу. Таким образом, упаковочная емкость может иметь призматическую форму по меньшей мере с пятью боковыми поверхностями, а также с двумя поверхностями основания, расположенными под прямыми углами к ним. Общая ширина боковых поверхностей может изменяться и подобным же образом, например, центральная часть упаковочной емкости может быть изготовлена более или менее круглой за счет того, что вертикальные линии сгиба 2 прерываются или имеют менее резко выраженную центральную зону. Ввиду того, что граничащие между собой вторые панели 1b боковых стенок в верхней и нижней торцевых зонах 5 и 6 упаковочной емкости граничат со вспомогательными панелями /из которых определенные, в свою очередь, разделены на повторно согнутые панели/, возможен изгиб вниз всех вспомогательных торцевых панелей 8, расположенных с каждого соответствующего торца упаковочной емкости, так, что могут быть получены по существу плоские торцевые зоны, которые по геометрическим причинам до настоящего времени были возможны только у емкостей в форме параллелепипеда, у которых каждый сжатый по плоскости угловой клапан полностью может быть согнут вниз и прикреплен к наружной стороне упаковочной тары без каких-либо затруднений в процессе формирования. Хотя призматические, например шестиугольные и восьмиугольные, упаковки известны в этой области техники, влагонепроницаемость таких упаковок не подтверждена в основном из-за того, что невозможно получить, реализовать влагонепроницаемое уплотняющее ребро, проходящее по всей ширине упаковки. Ранее не изготавливались призматические упаковочные емкости с торцевыми зонами, которые имели бы плоскую форму, т.е. не выступали бы за пределы контура упаковочной емкости и не препятствовали бы возможности ее вертикальной установки на плоской поверхности. Таким образом, настоящее изобретение позволяет получить упаковочную емкость, которая несмотря на ее изготовление с использованием фактически известной и проверенной технологии и известных способов изготовления, имеет совершенно новую конфигурацию, которая обеспечивает лучшую устойчивость и которая открывает возможности для улучшенного профилирования определенных видов товаров. Между прочим, благодаря конструкции поперечных уплотняющих ребер только из двух влагонепроницаемых слоев уплотненного материала, которые без перехода толщины /например от четырех до двух и обратно к четырем слоям, как в случае известных в этой отрасли так называемых упаковок или картонных коробок с коньковым верхом/, проходят по всей лежащей в плоскости ширине упаковочной емкости, упаковочная емкость будет, кроме того, обладать такой непроницаемостью, которая даже с точки зрения асептики сравнима с подобными упаковочными емкостями в форме параллелепипеда, что делает ее пригодной и для упаковки заранее стерилизованного содержимого.
Реферат
Изобретение относится к упаковке для напитков, например молока или сока. Упаковочная емкость создается из бумагопластиковой слоистой структуры, которой путем сгиба и уплотнения придается желательная конфигурация. Специально разработанная форма линии сгиба делит материал, например, на шесть боковых панелей и связанные с ними основные и вспомогательные торцевые панели. Известными способами создают призматические, предпочтительно шестиугольные, емкости. Изобретение позволяет повысить удобство пользования емкостью. 2 с. и 14 з.п.ф-лы, 12 ил.
Комментарии