Система для паковки изделий - RU2515139C2
Код документа: RU2515139C2
Чертежи





Описание
Область техники
Изобретение относится к системе для паковки объектов, таких как различные пакеты или мешки, в контейнеры, такие как поддоны или картонные коробки, в том числе стандартизированные контейнеры (RSC-cases). Подобные системы широко применяются в пищевой промышленности для паковки упаковок шоколада, молочных продуктов, чипсов или других аналогичных продуктов; однако, они пригодны для паковки продуктов любого вида.
Уровень техники
Паковочные системы существуют во многих различных вариантах, причем каждый изготовитель промотирует определенную концепцию такой системы. Заявитель настоящего изобретения в течение ряда лет производил и поставлял паковочные машины серии ТР4500, в которых объекты, подлежащие паковке и поступающие от подающей станции, укладываются своей плоскостью на транспортерную ленту. Затем объекты поступают в узел поперечной подачи, который, по существу, представляет собой ленту, сбрасывающую пакеты на стол после их перемещения в направлении, поперечном главному направлению транспортировки. По завершении цикла на указанном столе будут лежать расположенные в ряд продукты. Затем этот ряд продуктов перемещают в приемный контейнер посредством механического толкателя, причем описанный цикл повторяется до заполнения контейнера.
Подобные известные паковочные системы демонстрировали свою надежность в течение десятков лет. К сожалению, им свойственны определенные недостатки, обусловленные, в основном, жестко заданным временным режимом, задающим цикл в узле поперечной подачи, частоту срабатывания механического толкателя и т.д., так что система в целом оказывается жестко синхронизированной. По этой причине все объекты должны иметь строго идентичные формы и размеры, причем они должны подаваться на транспортерную ленту точно в требуемое время, т.е. с постоянными интервалами. Это ограничивает скорость, достижимую в такой системе, и затрудняет переналадку системы на другие размеры пакетов (для обеспечения синхронизма необходимо перенастроить большое количество компонентов). Кроме того, как следствие, требования равных интервалов между пакетами), система может обслуживать только одну подающую станцию и неспособна работать с контейнерами, имеющими укрепленные (упрочненные) углы, т.е. выполненными, как восьмигранники (поскольку такие контейнеры требуют различного количества пакетов в каждом ряду). В настоящее время паковочная система становится "узким местом", ограничивающим производительность, поскольку современные подающие станции способны обеспечить подачу объектов с такой производительностью, которой не может соответствовать паковочная система.
Раскрытие изобретения
Таким образом, существует потребность в гибко настраиваемой паковочной системе, имеющей повышенную производительность.
Соответственно изобретение направлено на создание паковочной системы, которая по меньшей мере частично удовлетворяет названную потребность.
Эта цель достигнута созданием раскрытой в п.1 прилагаемой формулы изобретения системы для вертикальной паковки в контейнер заданного количества объектов, поштучно поступающих в систему. Более конкретно система по изобретению содержит:
группирующий узел, в котором для формирования группы объектов они устанавливаются относительно друг друга в положения, определяемые заданным паттерном, с взаимным наложением между каждым последующим и каждым предыдущим объектом;
транспортный узел, подающий сформированную группу объектов в систему заполнения контейнера путем перемещения указанной группы в боковом направлении;
систему заполнения контейнера, помещающую в контролируемом режиме группу объектов в контейнер;
узел операций с контейнером, содержащий средства для приема и удерживания пустого контейнера в вертикальном положении, средство для наклона на 90° пустого контейнера в системе заполнения контейнера и обратного наклона заполненного контейнера в вертикальное положение и для установки заполненного контейнера на выходной транспортер, и
управляющий блок, обеспечивающий управление функционированием группирующего узла, транспортного узла, системы заполнения контейнера и узла операций с контейнером. При этом операционная скорость каждого узла задается пропорциональной потоку объектов через каждый из указанных узлов и указанную систему.
Краткое описание чертежей
На фиг.1 представлен общий вид системы по изобретению.
На фиг.2 представлены компоненты группирующего и транспортного узлов, входящих в состав данной системы.
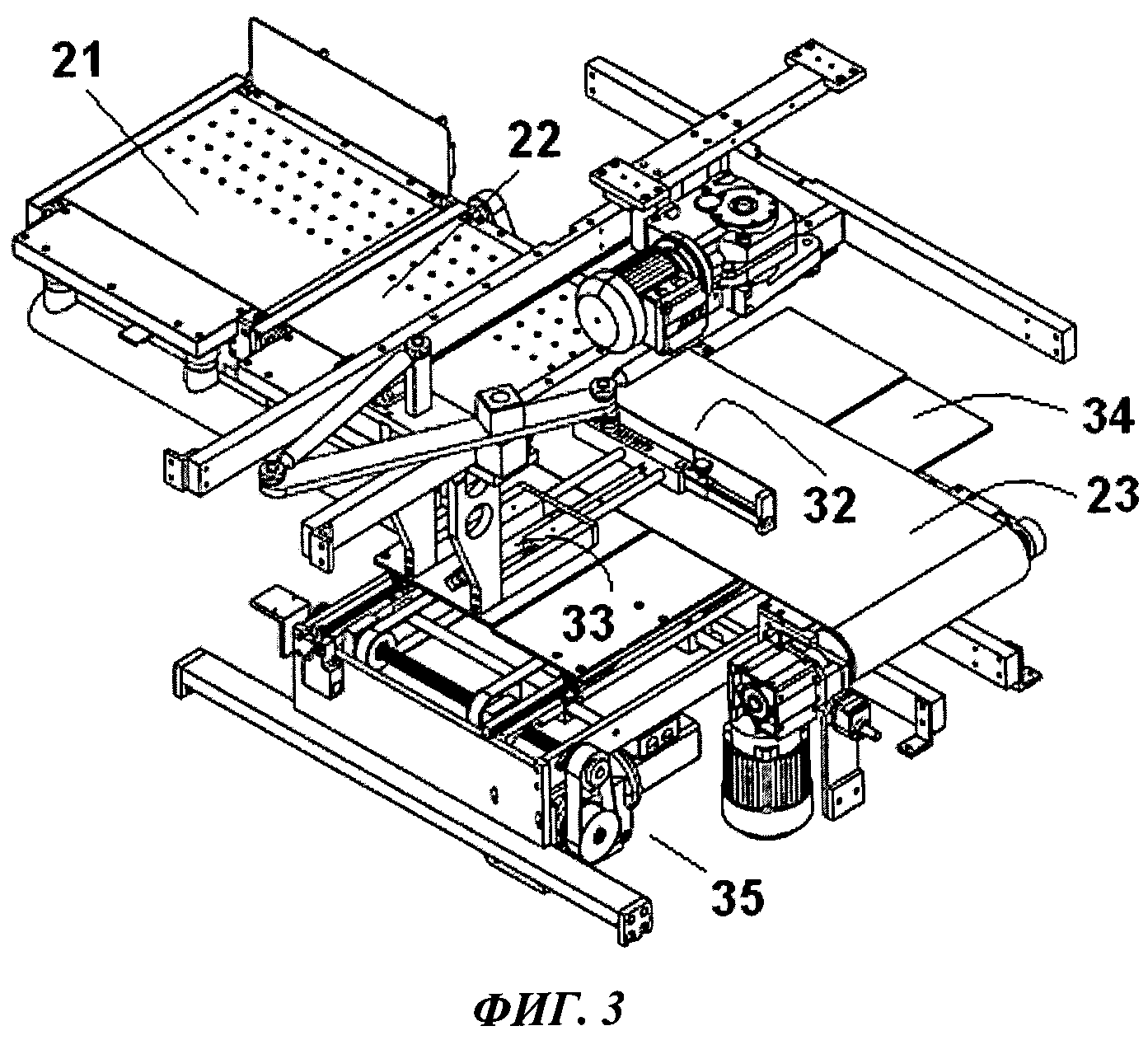
На фиг.3 представлена система заполнения контейнера.
На фиг.4 представлен узел операций с контейнером.
На фиг.5 представлена упрощенная блок-схема системы.
На фиг.6 представлен объединяющий узел, который может быть включен в систему по изобретению.
Осуществление изобретения
На фиг.1, на общем виде, иллюстрируется вариант паковочной системы по изобретению, принимающей подлежащие паковке объекты по двум каналам, от двух соответствующих подающих станций (эта часть автоматической линии на фиг.1 не изображена). Объекты могут помещаться в различные упаковки, например в пакеты с плоским дном (pillow bags), и подаваться в систему в горизонтальном положении (лежащими на плоской стороне). Потоки объектов поступают по верхним и нижним транспортерам объединяющего узла 13. За объединяющим узлом расположены группирующий узел 14 для группирования различных количеств объектов с различными (вычисляемыми) степенями взаимного смещения, транспортный узел 15 для перемещения "выстроенного" ряда объектов в поперечном направлении, система 16 заполнения контейнера для заполнения контейнера путем подачи в него заданного количества рядов (сформированных групп объектов), ряд за рядом, узел 17 операций с контейнером для подачи контейнеров, подлежащих заполнению объектами, и выходной транспортер 18, на который помещаются заполненные контейнеры. Функционирование паковочной системы контролируется управляющим блоком 19.
Система функционирует следующим образом.
- Объекты подаются в систему в горизонтальном положении, поштучно, в один ряд или в несколько рядов. Система по изобретению способна работать с единственным входным потоком, с двумя входными потоками или с большим количеством потоков, которое определяется производительностями подающих станций и паковочной системы.
- Ряды объектов объединяются в единственный поток объектов объединяющим узлом 13, который помещает один объект из ряда (потока) 2 между двумя объектами из ряда (потока) 1.
- Формируется группа объектов путем "выстраивания" нескольких объектов. Для этого каждый из них переносится в поперечном направлении на расчетное расстояние ("расстояние группирования").
- После того как будет сгруппировано нужное количество объектов, эта группа переносится в систему заполнения контейнера.
- Система заполнения контейнера подает группу объектов в контейнер, используя толкающую и трамбующую пластину для обеспечения воспроизводимой и управляемой степени заполнения.
- Когда в контейнер помещено требуемое количество групп объектов, контейнер наклоняют на 90° и подают на выходной транспортер 18.
- С подающей ленты 20 в систему заполнения контейнера поступает новый контейнер, наклоняемый на 90°.
Далее будет более подробно описан каждый компонент системы по изобретению.
Объединяющий узел
Объединяющий узел (см. фиг.6) объединяет два независимых потока объектов в единственный поток с темпом подачи, удвоенным по сравнению с индивидуальными потоками. Данный узел представляет собой непрерывно работающую систему, регулирующую два потока объектов, чтобы обеспечить требуемое расстояние между ними, зависящее от размеров объектов и темпа их подачи (измеряемой в штуках в минуту). Объединяющий узел содержит верхние транспортерные ленты 61, 62, подающие объекты от первой подающей станции на верхнюю площадку, и нижнюю транспортерную ленту 63, подающую объекты от второй подающей станции на нижнюю площадку. У каждой ленты имеется свой асинхронный привод 64, 65, 66, скорость каждого из которых контролируется управляющим блоком 19. На входе каждой площадки имеется детекторный блок, детектирующий момент прибытия объекта от каждой подающей станции в объединяющий узел. Объединяющий узел согласовывает скорость каждой ленты таким образом, чтобы объекты из одного потока попадали в промежутки между объектами из другого потока, тем самым объединяя оба потока в общий поток.
Детекторы включены в контур обратной связи, чтобы обеспечить равномерный выходной поток объектов. Многие паковочные системы содержат контролирующие станции, осуществляющие проверку объектов, поступивших от подающих станций. Нестандартные объекты, такие как пустые упаковки объектов, текущие или переполненные упаковки, удаляются, образуя пробел в потоке. Поэтому потоки от каждой подающей станции будут не такими равномерными, как это представляется желательным. Однако подобные пробелы будут обнаруживаться, после чего скорость транспортера в другом потоке будет соответственно замедлена. Другими словами, процесс совмещения контролируется путем детектирования реального присутствия (и положения) объектов. В отличие от такого подхода, системы с жестким управлением по времени не могли бы работать с подобными неравномерными потоками объектов.
Группирующий узел
Группирующий узел (фиг.2), иногда именуемый формирователем паттерна, - это узел, который смещает каждый объект, подаваемый в составе ряда, в поперечном направлении (перпендикулярно направлению подачи) на заданное расстояние, чтобы обеспечить требуемое группирование ("выстраивание") объектов. Данный узел, по существу, представляет собой транспортерную ленту 21, повернутую на 90° относительно поступающего потока объектов, подаваемого транспортерной лентой (расположенной в левой части фиг.2). Группирующий узел, вместе с подающим узлом, приводится в действие тремя асинхронными двигателями, связанными с преобразователями частоты и кодовыми датчиками. Темп работы группирующего узла рассчитывается на основе темпа поступления объектов в машину (определяемого управляющим блоком 19). При использовании высокофрикционного транспортера, такого как вакуумный транспортер, количество объектов в ряду может варьироваться. Вакуумные транспортеры содержат вакуумную камеру, расположенную под лентой, которая в этом случае является перфорированной. Это означает, что группирующий узел может формировать группы с переменным количеством объектов. Например, если используются контейнеры с упрочненными углами (что соответствует восьмиугольному внутреннему контуру), группирующий узел должен формировать группы объектов с уменьшенным количеством объектов в первом и последнем рядах, например, последовательность групп из 5, 6, 6, 6, 6 и 5 объектов.
Группирующий узел также содержит детекторы, например оптический детектор на входе, детектирующие прибытие объектов. Функционирование группирующего узла контролируется управляющим блоком 19.
Транспортный узел
Транспортный узел (фиг.2) содержит две транспортерные ленты 22, 23, переносящие "выстроенные в ряды" объекты в систему заполнения контейнера (фиг.3). Скорость транспортирования, которая вычисляется на основе сформированного паттерна и размеров объектов, контролируется управляющим блоком 19.
Система заполнения
Система заполнения контейнера, представленная на фиг.3, переносит объекты, ряд за рядом, с транспортного узла в контейнер. Эта система содержит толкающую пластину 32 и переносящую пластину 34. Толкающая пластина 32 может быть установлена на линейный двигатель 33 или на другой подходящий приводной механизм. Переносящая пластина 34 приводится в действие приводным механизмом 35, перемещающим платформу, на которой установлены толкающая пластина 32 и ее приводной механизм. Такая конструкция обеспечивает толкающей пластине возможность функционировать независимо от переносящей пластины. Точный и надежный процесс заполнения контейнера обеспечивается использованием последовательности операций, включающей сталкивание ряда объектов на переносящую пластину, индексирование контейнера и отведение переносящей пластины. Под индексированием контейнера понимается шаговое вертикальное перемещение контейнера посредством оборудования, показанного на фиг.4. Эта операция обеспечивает компактирование стопы объектов, находящихся в контейнере. Переносящая пластина 34 выполнена из двух частей, что позволяет легко регулировать ее ширину.
На фиг.4 показан узел операций с контейнером, содержащий два вертикальных рельса 41, 42, расположенных позади системы заполнения. На рельсах установлен захватный механизм, удерживающий контейнер посредством двух вакуумных присосов 43, 44. Захватный механизм содержит также поворотный механизм 45, позволяющий поворачивать пустые контейнеры, принимаемые в вертикальном положении, на 90°, т.е. набок, с открытой стороной, обращенной к толкающей пластине 32. Когда контейнер будет заполнен, поворотный механизм 45 поворачивает контейнер обратно в вертикальное положение, после чего контейнер опускается на выходной транспортер и освобождается от вакуумных присосов 43, 44. Захватный механизм перемещается по рельсам посредством приводного механизма 46, обеспечивающего возможность индексирования захватного механизма, т.е. его установки точно в заданные положения относительно рельсов 43, 44.
Специалисту будет понятно, что несколько транспортерных лент, используемых в системе по изобретению, могут быть заменены другими средствами со схожими свойствами, такими как ролики.
Управляющий блок
Как уже упоминалось, каждый компонент(узел) системы может функционировать с варьируемой скоростью. Такая возможность обеспечивается применением асинхронных двигателей переменного тока, которые связаны с регулируемыми преобразователями частоты, находящимися в управляющем блоке 19. Управляющий блок 19 содержит несколько таких преобразователей, по одному на каждый привод, причем эти преобразователи управляются главным контроллером. Как это хорошо известно специалистам, для создания приводов с варьируемой скоростью, вместо описанных двигателей переменного тока и преобразователей частоты, могут быть использованы и другие решения. Каждый узел/компонент системы содержит по меньшей мере один датчик, чтобы отслеживать движение объектов через соответствующий узел. Главный контроллер, получая сигналы обратной связи от различных датчиков, управляет скоростями лент для обеспечения равномерного поступления объектов в контейнеры, т.е. операционная скорость каждого узла задается пропорционально потоку объектов через каждый узел, чтобы избежать затора в любом из узлов. Управляющий блок содержит также исполнительные элементы, управляющие сервоприводами и пневмоцилиндрами в системе заполнения контейнера, например служащими для удерживания и поворота контейнеров, а также управляет возвратно-поступательными перемещениями механизма сбрасывания и переносящей пластины, операцией индексирования и другими операциями, при этом с варьируемым темпом. Управляющий блок 19 - это важная часть системы по изобретению, поскольку он обеспечивает адаптируемость системы к положению и размеру объектов. Управляющий блок имеет интерфейс, работающий в режиме меню и позволяющий быстро перепрограммировать систему на работу с объектами или контейнерами других размеров.
На фиг.5 представлена упрощенная блок-схема, на которой показан управляющий блок 19 и некоторые из подключенных к нему компонентов, в том числе детектор 50 поступления объекта в систему, детектор 51 поступления объекта в первый канал объединяющего узла, детектор 52 поступления объекта во второй канал этого узла, первый, второй, третий и четвертый транспортеры 54, 55, 56 и 57 объединяющего узла, транспортер 53 группирующего узла, первая и вторая транспортерные ленты 58, 59 транспортного узла, толкающая и переносящая пластины 510, 511 системы заполнения контейнера и индексирующий стол 512 этой системы.
Паковочная система по изобретению имеет высокую эффективность и высокую надежность применительно к широкому кругу объектов. По существу, она пригодна для объектов любого типа, которые могут подаваться в горизонтальном положении и выстраиваться в группы с различным количеством объектов, с взаимным смещением или без него и паковаться в контейнер в вертикальном направлении.
Реферат
Система для вертикальной паковки в контейнер заданного количества объектов, поштучно поступающих в систему. Система содержит группирующий узел для формирования группы объектов, устанавливаемых относительно друг друга в положения, определяемые заданным паттерном, с взаимным наложением между каждым последующим и каждым предыдущим объектом, транспортный узел для подачи группы объектов в систему заполнения контейнера путем перемещения её в боковом направлении, систему заполнения контейнера, помещающую в контролируемом режиме группу объектов в контейнер. Система содержит также узел операций с контейнером, содержащий средства для приема и удерживания пустого контейнера в вертикальном положении, средство для наклона на 90° пустого контейнера в системе заполнения контейнера и обратного наклона заполненного контейнера в вертикальное положение и для установки заполненного контейнера на выходной транспортер и управляющий блок для управления функционированием узлов группирующего, транспортного, системы заполнения контейнера и операций с контейнером. При этом скорость каждого узла задается пропорциональной потоку объектов через каждый из узлов и систему заполнения контейнера. Изобретение обеспечивает упрощение переналадки и повышение производительности. 9 з.п.ф-лы, 6 ил.
Формула
- группирующий узел (14), в котором для формирования группы объектов они устанавливаются относительно друг друга в положения, определяемые заданным паттерном, с взаимным наложением между каждым последующим и каждым предыдущим объектом;
- транспортный узел (15), подающий сформированную группу объектов в систему (16) заполнения контейнера путем перемещения указанной группы в боковом направлении;
- систему (16) заполнения контейнера, помещающую в контролируемом режиме группу объектов в контейнер;
- узел операций с контейнером, содержащий средства для приема и удерживания пустого контейнера в вертикальном положении, средство (45) для наклона на 90° пустого контейнера в системе заполнения контейнера и обратного наклона заполненного контейнера в вертикальное положение и для установки заполненного контейнера на выходной транспортер, и
- управляющий блок (19), обеспечивающий управление функционированием группирующего узла (14), транспортного узла (15), системы заполнения контейнера и узла операций с контейнером,
при этом операционная скорость каждого узла задается пропорциональной потоку объектов через каждый из указанных узлов и систему заполнения.
Комментарии