Способ и устройство для получения мягкой упаковки без зажима, содержащей вязкий продукт - RU2728318C2
Код документа: RU2728318C2
Чертежи












Описание
[0001] В течение нескольких десятилетий оборудование для заполнения и запаивания форм использовалось для упаковки текучих продуктов, в том числе жидкостей, а также полужидких и пастообразных продуктов. Оборудование для заполнения и запаивания форм включает в себя оборудование для вертикального заполнения и запаивания форм (ВЗЗФ) и соответствующие способы, а также оборудование для горизонтального заполнения и запаивания форм и соответствующие способы.
[0002] При упаковке посредством заполнения и запаивания форм используют материал в виде рулона плоской гибкой пленки, а не предварительно сформированные мешки или оболочки. Это экономит затраты на обработку и позволяет одной и той же машине производить разнообразные упаковки различного размера. Направление движения материала в виде рулона пленки и продукта, который предназначен для упаковки, перемещаются в основном в одном и том же направлении, то есть горизонтально в процессе горизонтального заполнения и запаивания форм, или вниз вертикально в процессе вертикального заполнении и запаивания форм. В каждом процессе, указанная плоская пленка направляется вокруг формирующей втулки, сразу после которой продольные края плоской пленки запечатываются вместе с реберным уплотнением или уплотнением внахлест, что приводит к образованию трубы, продольно сваренной термическим способом.
[0003] При вертикальной компоновке заполнения и запаивания форм, гибкий упаковочный материал подается из рулона материала в устройство, формирующее трубу, где указанная труба из листового материала подается в вертикально ориентированную, открытую сверху трубу, имеющую перекрывающиеся продольные края. Эти перекрывающиеся кромки впоследствии герметизируются вместе в продольном направлении (для формирования сварного шва, соединяющего края, или сварного шва внахлест) с помощью хорошо известных в технике средств. После этого нижний по направлению движения упаковки конец продольно сваренной трубы герметизируется вместе с образованием поперечного шва, чтобы закрыть нижний по направлению движения упаковки конец трубы.
[0004] Затем сваренная труба заполняется отмеренным количеством продукта, подлежащего упаковке. Вторая операция термосварки с образованием поперечного шва, которую обычно выполняют, когда заполненная труба была продвинута вниз, завершает упаковку указанного продукта. Одновременно с указанной второй операцией термосварки с образованием поперечного шва или вскоре после этого трубу разрезают поперек с помощью режущих средств в месте между вертикально нанесенной парой поперечных швов термосварки, и единичная упаковка перемещается вниз по направлению движения упаковки отдельно от остальной части пленки. После этого труба может продвигаться вниз, и цикл последовательно повторяется с формированием множества индивидуально упакованных продуктов.
[0005] Многие, если не большинство механизмов вертикального заполнения и запаивания форм имеют поперечный термосваривающий механизм, который одновременно образует два поперечных шва термосварки поперек продольно сваренной трубы. Два поперечных шва термосварки могут быть разнесены на относительно короткое расстояние для целей режущего механизма, предназначенного для поперечного разрезания трубы из пленки на небольшом расстоянии между двумя поперечными швами термосварки. В качестве альтернативы, сваривающее устройство может делать один относительно широкий поперечный шов термосварки, а режущий механизм может делать поперечный разрез указанного широкого уплотнения, оставляя герметичное уплотнение на каждом из двух новых сваренных концов трубы, полученных в результате поперечного разрезания указанного широкого уплотнения.
[0006] Продукты, которые легко текут под действием силы тяжести, например жидкости, имеющие вязкость от 0,1 до 50 000 сантипуаз, легко текут вниз для получения пакетов одинакового веса в процессе вертикального заполнения и запаивания форм. Однако продукты, которые не текут легко под действием силы тяжести, например, продукты, имеющие вязкость по мере 100 000 сантипуаз, такие как мясной фарш, должны принудительно закачиваться в трубу. При подаче в трубу со стороны нижнего по потоку конца насосного трубопровода такие продукты не заполняют всю продольно сваренную трубу, а оставляют воздушные карманы в указанном продукте, потому что указанный продукт не течет, чтобы заполнить весь объем внутри трубы. В результате было обнаружено, что в процессах заполнения и запаивания форм вязкие продукты, которые не обладают текучестью под действием силы тяжести, не образуют упаковки одинакового веса. Это является проблемой, поскольку существует необходимость маркировать каждую упаковку с одинаковым весом. Также не желательно иметь воздушные карманы внутри закрытой упаковки.
Краткое описание
[0007] Были изобретены модифицированное устройство заполнения и запаивания форм и способ получения упаковок, имеющих одинаковый вес продукта, при этом указанный продукт, имеющий вязкость по меньшей мере 100,000 сантипуаз, не обладает текучестью для вытеснения воздуха из указанной трубы. Указанное устройство может быть использовано для получения потока упаковок с одинаковым весом продукта.
[0008] Первый аспект относится к циклическому способу упаковки вязкого продукта в упаковку без зажима, включающему: (А) подачу плоской пленки из рулона материала, где указанная плоская пленка имеет первый боковой край и второй боковой край; (В) пропускание указанной плоской пленки через формирующую втулку для придания указанной пленке формы трубы; (С) термосварку друг с другом первой и второй частей указанной плоской пленки с помощью аппарата продольной термосварки для формирования продольно сваренной трубы, где указанные первая и вторая части расположены вдоль указанных первого и второго боковых краев, соответственно, и где указанная формирующая втулка содержит первый канал, проходящий сквозь нее; (D) подачу указанной продольно сваренной трубы к аппарату поперечной термосварки и аппарату поперечного разрезания; (Е) поперечную термосварку продольно сваренной трубы из пленки с помощью аппарата поперечной термосварки, для получения дна упаковки поперек шва термосварки;
(F) накачивание указанного вязкого продукта через трубопровод подачи, проходящий через указанный первый канал, где указанный трубопровод подачи имеет нижний конец, расположенный внутри указанной продольно термосваренной трубы из пленки, при этом указанный вязкий продукт подается из нижнего конца указанного трубопровода подачи в указанную трубу, где указанный вязкий продукт имеет вязкость ≥100,000 сантипуаз при стандартных условиях; (G) заполнение части указанной продольно сваренной трубы из пленки указанным вязким продуктом посредством накачивания указанного вязкого продукта в указанную продольно сваренную трубу из пленки, где указанный вязкий продукт заполняет трубу выше указанного дна упаковки поперек шва термосварки до точки, расположенной выше нижнего конца указанного трубопровода подачи, так что нижний конец указанного трубопровода подачи погружен в указанный вязкий продукт для минимизации объема воздуха внутри указанного вязкого продукта внутри указанной трубы из пленки; (Н) ограничение движения наверх указанного вязкого продукта в точке, расположенной выше нижнего конца указанного трубопровода подачи, но ниже продольного аппарата для термосварки, где указанное ограничение осуществляют посредством средства для ограничения потока наверх вязкого продукта, где указанное средство для ограничения способствует (i) минимизации образования воздушных карманов внутри части трубы, заполненной указанным вязким продуктом, и (ii) минимизации вариации веса среди множества упакованных продуктов, изготовленных с использованием указанной трубы; (I) сжатие порции трубы, заполненной мясом, с помощью пары отжимных валиков, где указанные отжимные валики двигаются по направлению к трубе, заполненной указанным вязким продуктом, и от нее, при этом указанные отжимные валики контактируют с указанной трубой, заполненной вязким продуктом, между нижним концом указанного трубопровода подачи и указанным аппаратом поперечной термосварки, при этом указанные отжимные валики двигаются по направлению к части трубы, заполненной мясом, и контактируют с внешней поверхностью трубы и сжимают указанную трубу, заполненную вязким продуктом, в плоскую конфигурацию, не содержащую вязкий продукт между плоскими частями указанной трубы, при этом указанные отжимные валики прижимаются друг к другу, разделяя указанный вязкий продукт на упакованную часть вязкого продукта ниже указанных отжимных валиков и подаваемую часть вязкого продукта выше указанных отжимных валиков; (J) подачу указанной трубы, в то время как отжимные валики являются плотно прижатыми к указанной трубе, находящейся в плоской конфигурации между указанными отжимными валиками, для получения части трубы в плоской конфигурации между указанными отжимными валиками, но выше упаковываемой порции вязкого продукта, находящейся в контакте с указанным первым поперечным швом термосварки; (K) изготовление второго поперечного шва термосварки и третьего поперечного шва термосварки в части указанной трубы в плоской конфигурации между указанными отжимными валиками, но выше упаковываемой порции вязкого продукта в части указанной трубы ниже указанных отжимных валиков; (L) выполнение поперечного разреза указанной трубы между указанным вторым поперечным швом термосварки и указанным третьим поперечным швом термосварки, отделяя таким образом первую упаковку, наполненную вязким продуктом, от остальной трубы; (М) отведение указанных отжимных валиков от указанной трубы из пленки с подачей порции вязкого продукта по направлению к указанному третьему шву вплоть до контакта с ним, где подача указанной подаваемой порции указанного вязкого продукта осуществляется посредством накачки дополнительного вязкого продукта через указанный трубопровод подачи; и (N) циклическое повторение стадий с (F) по (М) с получением второй упаковки и изготовлением третьей упаковки.
[0009] В одном из вариантов осуществления, средство ограничения потока наверх вязкого продукта содержит первый ограничительный валик, плотно прижатый ко второму ограничительному валику, плоской трубой между ними, при этом по меньшей мере один из ограничительных валиков имеет секцию уменьшенного диаметра для пропуска указанного трубопровода подачи между указанными ограничительными валиками, когда указанные ограничительные валики находятся в прижатом друг к другу положении. В одном из вариантов осуществления, указанные первой и второй ограничительные валики имеют один и тот же диаметр и при этом каждый имеет секцию уменьшенного диаметра для пропуска трубопровода подачи между ними.
[0010] В одном из вариантов осуществления, по меньшей мере один из ограничительных валиков может двигаться по направлению к плоской трубе и от нее так, что если какой-либо вязкий продукт выдавливается вверх по отношению к указанным ограничительным валикам, указанные ограничительные валики могут быть отодвинуты от указанной плоской пленки, что позволит указанному вязкому продукту сверху от указанных ограничительных валиков продвинуться при движении указанной трубы из пленки.
[0011] В одном из вариантов осуществления, средство ограничения потока наверх вязкого продукта содержит внутреннее устройство, блокирующее подачу продукта, расположенное вдоль указанного трубопровода подачи, при этом указанное устройство, блокирующее подачу продукта, имеет форму, имитирующую форму указанной трубы из пленки. В одном из вариантов осуществления, указанное устройство, блокирующее подачу продукта, имеет фиксированное расположение. В одном из вариантов осуществления, указанное устройство, блокирующее подачу продукта, может свободно перемещаться вдоль несущей конструкции. В одном из вариантов осуществления, указанной несущей конструкцией является указанный трубопровод подачи. В одном из вариантов осуществления, указанной несущей конструкцией является трубка, через которую проходит указанный трубопровод подачи. В одном из вариантов осуществления, указанное устройство, блокирующее подачу продукта, может свободно перемещаться вдоль указанной несущей конструкции между нижним и верхним ограничительными уровнями. В одном из вариантов осуществления, указанное устройство, блокирующее подачу продукта, имеет внешний периметр, примерно вдвое больший ширины указанной трубы в плоской конфигурации.
[0012] В одном из вариантов осуществления, указанным средством ограничения потока наверх вязкого продукта является устройство для набивки продукта, которое движет указанный продукт по направлению к дну указанной трубы. В одном из вариантов осуществления, указанное устройство для набивки продукта содержит плунжер. В одном из вариантов осуществления, указанный плунжер активируется устройством, выбранным из группы, состоящей из воздушного цилиндра, пружины, гидравлического поршня и электромеханического устройства.
[0013] В одном из вариантов осуществления, указанная труба из пленки перемещается вертикально вниз от указанной формирующей втулки в процессе упаковки указанного вязкого продукта.
[0014] В одном из вариантов осуществления, указанная труба из пленки перемещается горизонтально от указанной формирующей втулки в процессе упаковки указанного вязкого продукта.
[0015] В одном из вариантов осуществления указанная пленка имеет стандартную ширину.
[0016] В одном из вариантов осуществления указанный вязкий продукт накачивают в процессе осуществления способа с перерывами. В одном из вариантов осуществления накачку осуществляют только в промежутки времени, когда указанная пленка может продвигаться вперед.
[0017] В одном из вариантов осуществления указанный вязкий продукт накачивают в процессе осуществления способа постоянно.
[0018] В одном из вариантов осуществления указанный нижний конец указанного трубопровода подачи остается погруженным в указанный вязкий продукт в течение всего повторяющего цикла стадий от (F) до (М) в процессе изготовления и отрезания указанной второй упаковки и изготовления указанной третьей упаковки.
[0019] В одном из вариантов осуществления вращение по меньшей мере одного из указанных отжимных валиков осуществляют принудительно.
[0020] Второй аспект относится к устройству упаковки вязкого продукта в упаковку без зажима. Указанное устройство содержит: (А) формирующую втулку для придания плоской пленке конфигурации трубы, при этом формирующая втулка обеспечивает первой канал внутри нее; (В) продольный аппарат для термосварки для получения продольно сваренной указанной плоской пленки пока указанная плоская пленка находится в конфигурации трубы для формирования продольно сваренной трубы; (С) первую и вторую пары приводимых в движение колес, прижимающихся друг к другу, для подачи указанной сваренной труб со вторым каналом между указанными первой и второй парами приводимых в движение колес; (D) верхний аппарат поперечной термосварки для получения поперечно сваренного дна упаковки, и нижний аппарат поперечной термосварки для получения поперечно сваренной верхней части упаковки; (Е) аппарат поперечного разрезания между указанными верхним аппаратом поперечной термосварки и нижним аппаратом поперечной термосварки; (F) средство для ограничения потока наверх вязкого продукта, накачиваемого в указанную трубу, где указанное средство ограничения потока наверх указанного вязкого продукта расположено между указанными приводимыми в движение валиками и указанным верхним аппаратом поперечной термосварки, при этом указанное средство ограничения потока наверх указанного вязкого продукта обеспечивает третий канал внутри него, (G) трубопровод подачи для накачки вязкого продукта внутрь указанной сваренной трубы, при этом указанный трубопровод подачи проходит через указанный первый канал, указанный второй канал и указанный третий канал, при этом указанный трубопровод подачи имеет открытый нижний конец, расположенный ниже средства ограничения потока указанного вязкого продукта; (Н) пару отжимных валиков поперек указанной сваренной трубы, при этом указанные отжимные валики валики двигаются по направлению к указанной трубе и от нее, при этом указанные отжимные валики расположены ниже указанного нижнего конца указанного трубопровода подачи и выше верхнего аппарата поперечной термосварки, при этом указанные отжимные валики двигаются, прижимаясь друг к другу, с указанной продольно сваренной трубой, расположенной между ними.
[0021] В одном из вариантов осуществления, указанное средство ограничения потока наверх вязкого продукта содержит первой ограничительный валик, плотно прижатый ко второму ограничительному валику, при этом по меньшей мере один из указанных ограничительных валиков имеет секцию уменьшенного диаметра для обеспечения третьего канала, когда указанные ограничительные валики прижимаются друг к другу. В одном из вариантов осуществления, указанные первый и второй ограничительные валики имеют один и тот же диаметр, а указанный третий канал обеспечивается первой секцией уменьшенного диаметра в указанном первом ограничительном валике в комбинации со второй секцией уменьшенного диаметра во втором ограничительном валике. В одном из вариантов осуществления, по меньшей мере один из указанных ограничительных валиков может двигаться по направлению к плоской трубе и от нее таким образом, что если какой-либо вязкий продукт выдавливается наверх позади указанных ограничительных валиков, указанные прижатые друг к другу ограничительные валики могут быть отведены друг от друга, чтобы указанный вязкий продукт поверх указанных ограничительных валиков мог продвинуться вперед при движении вперед указанной сваренной трубы.
[0022] В одном из вариантов осуществления, указанное средство ограничения потока наверх вязкого продукта содержит внутреннее устройство, блокирующее подачу продукта, расположенное вокруг указанного трубопровода подачи, с поверхностью, обеспечивающей указанный третий канал, при этом указанное устройство, блокирующее подачу продукта, имеет размер и форму, соответствующие форме поперечного сечения указанной продольно сваренной трубы из пленки, когда указанная труба заполнена мясным продуктом. В одном из вариантов осуществления, указанное устройство, блокирующее подачу продукта, расположено на элементе несущей конструкции. В одном из вариантов осуществления, указанным элементом несущей конструкции является указанный трубопровод подачи. В одном из вариантов осуществления, указанным элементом несущей конструкции является трубка несущей конструкции устройства, блокирующего подачу продукта, а третьим каналом является канал, проходящий через трубку несущей конструкции указанного устройства, блокирующего подачу продукта. В одном из вариантов осуществления, указанное устройство, блокирующее подачу продукта, может свободно перемещаться по отношению к трубопроводу подачи, между нижним и верхним ограничительными уровнями. В одном из вариантов осуществления, указанное устройство, блокирующее подачу продукта, имеет фиксированное расположение выше указанного нижнего конца указанного трубопровода подачи. В одном из вариантов осуществления, указанное устройство, блокирующее подачу продукта, имеет внешний периметр примерно вдвое больший ширины трубы в плоской конфигурации.
[0023] В одном из вариантов осуществления, средством ограничения потока наверх вязкого продукта является устройство для набивки продукта, которое продвигает указанный продукт по направлению к дну указанной продольно сваренной трубы.
В одном из вариантов осуществления, указанное устройство для набивки продукта содержит плунжер. В одном из вариантов осуществления, указанный плунжер содержит привод плунжера, включающий элемент, выбранный из группы, состоящей из пневматического привода, гидравлического привода, электромеханического привода и пружины.
[0024] В одном из вариантов осуществления, указанное устройство сконструировано для направленного вниз вертикального перемещения указанной пленки, которая получена путем продольной термосварки, заполнена вязким продуктом, и термосварена поперек.
[0025] В одном из вариантов осуществления, указанное устройство сконструировано для горизонтального перемещения указанной пленки, которая получена путем продольной термосварки, заполнена вязким продуктом, и термосварена поперек.
[0026] В одном из вариантов осуществления, указанная труба из пленки перемещается горизонтально от формирующей втулки в процессе упаковки указанного вязкого продукта.
[0027] В одном из вариантов осуществления, указанное устройство дополнительно содержит насос для накачки указанного вязкого продукта через указанный трубопровод подачи.
[0028] В одном из вариантов осуществления, вращение по меньшей мере одного из указанных отжимных валиков осуществляют принудительно.
Краткое описание рисунков
[0029] На Фиг. 1 приведен вертикальный вид сбоку схематического изображения первого рабочего варианта осуществления устройства ВЗЗФ на стадии циклического способа формирования упаковки, заполнения и запечатывания.
[0030] На Фиг. 2 приведен вид спереди схематического изображения указанного устройства ВЗЗФ на стадии способа, проиллюстрированного на Фиг. 1.
[0031] На Фиг. 3А приведен увеличенный вид в перспективе набора роликов, ограничивающих обратный поток продукта, в монтажной раме, использованной в указанном устройстве, изображенном на Фиг. 1 и 2.
[0032] На Фиг. 3В приведен увеличенный вид в перспективе единичного ролика, ограничивающего обратный поток продукта, изображенного на Фиг. 3А.
[0033] На Фиг. 4 приведен вертикальный вид сбоку схематического изображения второго рабочего варианта осуществления устройства ВЗЗФ на стадии циклического способа формирования упаковки, заполнения и запечатывания.
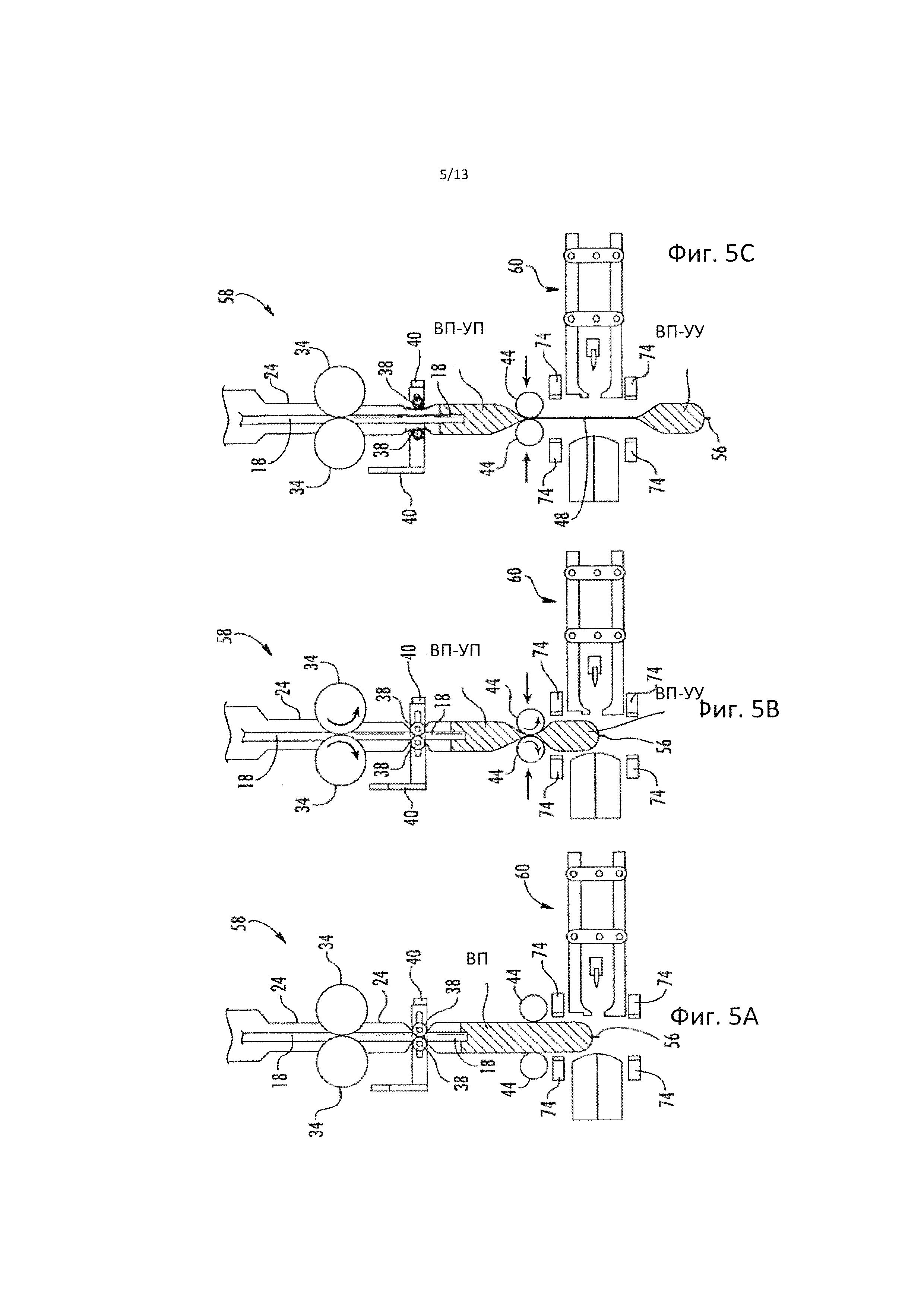
[0034] На Фигурах с 5А по 5I приведены вертикальные виды сбоку схематических изображений указанного второго рабочего варианта осуществления, изображенного на Фиг. 4, в последовательных состояниях способа формирования упаковки, заполнения и запечатывания, со стадиями полного цикла способа.
[0035] На Фиг. 6 приведен вертикальный вид сбоку схематического изображения варианта осуществления устройства ВЗЗФ из предшествующего уровня техники на стадии способа формирования упаковки, заполнения и запечатывания.
[0036] На Фиг. 7 приведен вид спереди схематического изображения варианта осуществления устройства ВЗЗФ из предшествующего уровня техники и стадия способа, проиллюстрированного на Фиг. 6.
[0037] На Фиг. 8 приведен вид спереди схематического изображения третьего рабочего варианта осуществления устройства ВЗЗФ, использующего первую альтернативу средства ограничения обратного потока вязкого продукта.
[0038] На Фиг. 9 приведен вертикальный вид сбоку схематического изображения четвертого рабочего варианта осуществления устройства ВЗЗФ, использующего вторую альтернативу средства ограничения обратного потока вязкого продукта.
[0039] На Фиг. 10 приведен вид в перспективе плунжера упаковки продукта в сборке, присутствующего в устройстве ВЗЗФ, проиллюстрированном на Фиг. 9.
[0040] На Фиг. 11 приведен вертикальный вид сбоку схематического изображения четвертого рабочего варианта осуществления устройства ВЗЗФ, использующего альтернативный набор отжимных валиков.
Подробное описание
[0041] Использующиеся в настоящем описании термины валики и колеса являются взаимозаменяемыми. И те, и другие могут вращаться. В одном из вариантов осуществления, валик может иметь длину оси по меньшей мере равную его диаметру. В одном из вариантов осуществления, колесо может иметь длину оси от 1% до 50% его диаметра.
[0042] Использующаяся в настоящем описании фраза "прижатый друг к другу" относиться к колесам и валикам, которые либо контактируют друг с другом непосредственно в точке контакте, либо находятся в непрямом контакте друг с другом, как колеса и валики, находящие в непосредственном контакте, но с неким материалом (таким как пленка или труба из пленки) между ними, или с набором материалов, контактирующих друг с другом, между ними, так что указанный материал(ы) перемещаются при совместном вращении указанных валиков или колес, прижатых друг к другу. Вращение валиков и колес, прижимающихся друг к другу, используется для продвижения материала(ов) между указанными валиками или колесами. Привод энергии может быть быть обеспечен на один из валиков или колес, прижатых друг к другу, или на оба.
[0043] Использующийся в настоящем описании термин "без зажима" относится к упаковке, выполненной из трубы с концевыми термосваренными швами, которая не содержит металлических зажимов. В течение нескольких десятилетий металлические зажимы использовали для получения герметических перемычек на каждом из концов заполненного пакета, изготовленного из трубы из пленки, например, упаковки продукта из мясного фарша (например, колбасы) в пакете. Желательно удалить металлические зажимы из упаковки, в частности упаковки, содержащей пищевой продукт, поскольку существует вероятность попадания указанного металлического зажима в пищевой продукт при открывании упаковки.
[0044] Хотя известно, что все материалы демонстрируют некоторую степень текучести с течением времени, использующийся в настоящем описании термин "вязкий" применяют к продуктам, которые не текут легко под действием гравитации в условиях, при которых указанный продукт запаковывается. Такие продукты имеют вязкость ≥100,000 сантипуаз при стандартных условиях (22°С, давление 1 атм, 50% относительная влажность). Например, водя является легко текучей и имеет вязкость около 1 сантипуаз при стандартных условиях, в то время как мясной фарш (такой как мясной фарш для гамбургеров) имеет вязкость ≥100,000 сантипуаз при стандартных условиях.
[0045] Использующаяся в настоящем описании фраза "рулон материала плоской пленки" относится к гибкой пленке, свернутой в рулон. Указанная плоская пленка может быть отмотана из рулона с получением полосы, которая может быть переконфигурирована и модифицирована для формирования упаковки. В одном из вариантов осуществления, указанная плоская пленка имеет стандартную ширину.
[0046] В настоящем описании "средством для ограничения потока наверх указанного вязкого продукта" являются средства для ограничения количества потока наверх указанного вязкого продукта в указанной продольно термосваренной трубе из пленки, когда указанный вязкий продукт выходит из выпускного конца указанного трубопровода подачи. Фраза "поток наверх" относится к этому концу трубопровода подачи, через который подается указанный вязкий продукт в указанную продольно сваренную трубу.
[0047] На Фиг. 1 и 2 изображены виды сбоку и спереди, соответственно, схематического изображения работающего устройства и способ использования нового упаковочного механизма вертикального заполнения и запаивания форм 10, в действии, то есть на промежуточной стадии циклического процесса формирования упаковки и заполнения упаковки. На Фиг. 1 и 2, в механизм упаковки 10 подают плоскую пленку 12, которая входит сверху формирующей втулки 14, проходит вокруг и через ней, и после этого направляют вниз вокруг формирующей трубки 16. Трубопровод подачи 18 проходит через формирующую трубку 16. Как формирующая трубка 16, так и трубопровод подачи 18 проходят через первый канал через формирующую втулка 14. После пропускания вокруг формирующей втулки 14 и через первый канал, который проходит через формирующую втулку 14, плоская пленка 12 принимает конфигурацию трубы вокруг формирующей трубки 16 с перекрывающимися участками краев. Аппарат для термосварки 20 используют для получения продольного термосваренного шва 22 на краевых участках, сваренных друг с другом, (таким как сварной шов внахлест или сварной шов, соединяющий края) с получением продольно сваренной трубы 24, направленной вниз через нижний край 26 формирующей трубки 16.
[0048] Затем продольно сваренную трубу 24 продвигают по направлению вертикально вниз и ниже нижнего края 26 формирующей трубки 16, при этом сваренной трубе 24 придают более плоскую конфигурацию с помощью расправляющей планки 28 (но все еще содержащей трубопровод подачи 18 внутри, как показано на Фиг. 1 и 2) с формированием участка первого плоского края 30 и участка второго плоского края 32. Участок первого плоского края 30 проходит между первой парой приводных колес 34, прижатых друг к другу (см. Фиг. 1). Участок второго плоского края 32 проходит между второй парой приводных колес 36, также прижатых друг к другу. Пары приводных колес 34 и 36 приводятся в движение с помощью двигателя и протягивают плоскую пленку 14 вокруг формирующей втулки 14, поверх нее и через нее, и также протягивают сваренную трубу 24 по направлению вниз от сваривающего аппарата 20, и направляют сваренную трубу 24 для выполнения последующих операций, в которых продольно сваренную трубу 24 термически сваривают в поперечном направлении и заполняют продуктом. Дополнительные средства подачи пленки (не показаны), известные специалистам в данной области техники, необязательно могут быть использованы, чтобы способствовать подаче плоской пленки 12 сверху формирующей втулки 14.
[0049] Трубопровод подачи 18 проходит вдоль сваренной трубы 24 через второй канал между первой парой приводных колес 34 и второй парой приводных колес 36, при этом пары приводных колес 34 и 34 контактируют только с участками края трубы 30 и 32, соответственно. Затем продольно сваренная труба 24 проходит через зазор между соответствующими парами приводных колес 34 и 36, при этом указанная продольно сваренная труба 24 продолжает двигаться по направлению вниз через зазор между валиками 38, блокирующими обратный поток продукта, смонтированными на раме 40.
[0050] Как показано на Фиг. 3А и 3В, валики 38, блокирующие обратный поток, находятся на стадии циклического способа, на которой они прижимаются друг к другу. Валики 38, блокирующие обратный поток, имеют секцию 42 с уменьшенным диаметром, которая обеспечивает третий канал, через который проходит трубопровод подачи 18. Валики 38, блокирующие обратный поток, смонтированы на раме 40, которая является шлицованной для обеспечения поперечного перемещения указанных валиков 38, блокирующих обратный поток 38, то есть так, чтобы валики 38 могли быть отведены друг от друга, то есть выведены из плотно прижатого состояния друг с другом на одной или нескольких стадиях указанного циклического процесса. В случае, если какая-либо часть указанного вязкого продукта ВП выдавливается поверх валиков 38, блокирующих обратный поток, возможно выведение из плотно прижатого состояния валиков 38, блокирующих обратный поток, позволяющее перемещение выдавленного вязкого продукта ВП вниз с подачей указанной продольно сваренной трубы 24 так, что осуществление указанного способа продолжается. Одно или несколько различных средств для поперечного перемещения валиков 38, блокирующих обратный поток, для получения плотно прижатого состояния и обратно, не изображены и не описаны (и нет необходимости в таком изображении или описании), поскольку они могут быть выполнены с использованием стандартных навыков из уровня техники с использованием таких компонентов, как пружины перемещения, вращающиеся кулачки, соленоидные клапаны, пневматически активируемые поршни и т.п.
[0051] На стадии цикла формирования упаковки и упаковки продукта, изображенного на Фиг. 1 и 2, вязкий продукт ВП накачивается через трубопровод подачи 18 и в трубу 24. Пара принудительно вращаемых ведущих отжимных валиков 44 были перемещены поперечно, то есть горизонтально, из начального положения рядом с указанной трубой (но не контактируя с ней), заполненной продуктом, в конечное положение, показанное на Фиг. 1 и 2, то есть в плотно прижатое состояние друг с другом. Указанное поперечное перемещение отжимных валиков 44 с образованием контакта с продольно сваренной трубой 24, наполненной вязким продуктом ВП, вытесняет указанный вязкий продукт ВП из этой части указанной сваренной трубы 24, переконфигурированной в плоскую конфигурацию посредством указанных отжимных валиков 44, переведенных в плотно прижатое состояние друг с другом. То есть, вязкий продукт ВП перемещается как вверх, так и вниз внутри указанной трубы посредством принудительно приводимых в поперечное перемещение отжимных валиков 44, которые приводят указанную трубу в плоскую конфигурацию в месте контакта 46 между отжимными валиками 44. Переведение в плотно прижатое состояние друг с другом отжимных валиков 44 разделяет указанный вязкий продукт на две части: вязкого продукта в участке подачи ВП-УП выше отжимных валиков 44, и вязкого продукта в участке упаковки ВП-УУ ниже отжимные валики 44.
[0052] На стадии цикла способа, изображенного на Фиг. 1 и 2, продольно сваренная труба 24 была перемещена, затем отжимные валики 44 привели в плотно прижатое состояние друг с другом. Указанное перемещение сваренной трубы 24 вызывает: (i) перемещение вязкого продукта в участке упаковки ВП-УУ вниз (под действием силы тяжести), в то время как вращаются отжимные валики 44 (в направлении, указанном на Фиг. 1), оставаясь плотно прижатыми друг к другу, сохраняя секцию 48 продольно сваренной трубы 24 в плоской конфигурации, в которой по существу отсутствует вязкий продукт ВП.
[0053] Пока секция 48 сваренной трубы 24 находится в плоской конфигурации, она также находится в конфигурации, пригодной для поперечной термосварки и поперечного разрезания, когда уплощенные части трубы находятся в непосредственной близости друг к другу, а указанный вязкий продукт отсутствует, чтобы помешать термосварке указанной трубы или разрезанию указанной трубы. Хотя тонкая пленка жира может присутствовать на внутренней поверхности секции 48 сваренной трубы 24 в случае упаковки продукта мясного фарша, указанная термосварка может быть легко произведена через такой тонкий слой загрязнения.
[0054] Блоки 50 являются схематическим изображением поперечно перемещаемого аппарата для термосварки для получения двух поперечных швов термосварки или одной широкой полосы термосварки поперек трубы 24 в плоской конфигурации. Такая термосварка образует верхний поперечный термосваренный шов, запечатывая упаковку, расположенную ниже, а также образует термосваренное дно упаковки, расположенной выше. Различные аппараты для термосварки известны специалистам в данной области техники для получения двух или более расположенных рядом термосваренных швов на трубе 24, пока она находится в плоской конфигурации, показанной на Фиг. 1 и 2.
[0055] Затем пара термосваренных швов (или одиночную широкую термосваренную полосу), сделанная с помощью аппарата для термосварки, представленного блоками 50 на стадии способа, проиллюстрированной на Фиг. 1 и 2, образующего термосваренный шов (термосваренные швы), может быть перемещена вниз в место посередине между блоками 52 на следующей стадии цикла способа. Блоки 52 являются схематическим изображением поперечно перемещаемого средства для разрезания 52, которое может поперечно перемещаться до контакта с трубой 24 и разрезать ее поперек на всем протяжении термосваренного шва в плоской конфигурации, так что нижний термосваренный шов (или нижняя часть термосваренного шва) образует верхний запечатанный край упаковки, содержащей вязкий продукт в участке упаковки ВП-УУ, а верхний термосваренный шов (или верхняя часть термосваренного шва) образует нижний запечатанный край следующей упаковки, приготовленной для заполнения порцией указанного вязкого продукта в участке подачи.
[0056] Как показано на Фиг. 1 и 2, указанный упакованный продукт, который будет содержать указанный вязкий продукт в участке упаковки, уже имеет нижний термосваренный шов 56, полученный в результате предыдущего цикла способа. Когда указанная труба разрезана посредством устройства для разрезания 52, образующийся упакованный продукт отделяется от ленты трубы 24 и перемещается дальше, например, для размещения в коробке и транспортировке. Поскольку указанный упакованный продукт представляет собой плоскую трубу от конца до конца, указанный упакованный продукт может быть сжат в более плоскую конфигурацию указанного продукта, перемещаемую наружу по направлению от нижнего термосваренного шва 56 и верхнего термосваренного шва (не показан на Фиг. 1 и 2).
[0057] На Фиг. 4 изображен вид сбоку альтернативного варианта осуществления устройства 58 вертикального заполнения и запаивания форм такого же общего дизайна и выполнения, как и вариант осуществления на Фиг.1 и 2, за исключением того, что на месте разделенных сваривающего аппарата 50 и разрезающего устройства 52, указанное на Фиг. 4 устройство имеет совмещенный агрегат 60, включающий сваривающий аппарат и разрезающее устройство, в котором не требуется перемещение продольно сваренной трубы 24 между стадиями получения поперечного термосваренного шва (термосваренных швов) и отрезания упаковки от ленты продольно сваренной трубы 24.
[0058] Комбинированный агрегат 60 сваривающего аппарата и разрезающего устройства расположен между верхней и нижней парами элементов 74 конструкции, удерживающих пленку. Комбинированный агрегат 60 сваривающего аппарата и разрезающего устройства содержит горизонтальную планку 62 нагревателя для горизонтальной термосварки поперек незаполненного, плоского участка 24 продольно сваренной трубы, образованного посредством продвижения сваренной трубы 24, пока отжимные валики 44 прижимаются друг к другу, горизонтальную планку 64 охлаждения для охлаждения участка, термосваренного посредством планки 62 нагревателя, лезвие 66 разрезающего устройства, расположенное между планкой 62 нагревателя и планкой 64 охлаждения, для разрезания поперек указанного термосваренного участка, опорный блок 72, расположенный с противоположной стороны от планки 62 нагревателя, планки 64 охлаждения и лезвия 66 разрезающего устройства. Опорный блок 72 может перемещаться горизонтально и перпендикулярно вертикальному направлению, в котором указанная пленка 24 в виде трубы перемещается по направлению вниз.
[0059] Планка 62 нагревателя содержит нагревательный элемент (не показан), закрепленный на ее дальнем конце, обращенном к пленке 24 в форме трубы, и перемещающийся под углом на несущей конструкции из верхних концов двух параллельных соединительных звеньев 68, которые смонтированы в зафиксированном положении на соответствующих вращающихся штоках 70. Планка 64 охлаждения перемещается под углом на несущей конструкции из нижних концов двух параллельных соединительных звеньев 68. Соответствующие удаленные концы планки 62 нагревателя и планки 64 охлаждения расположены вертикально по отношению друг к другу на расстоянии, достаточном для того, чтобы лезвие 66 разрезающего устройства проходило между ними, когда компоненты комбинированного агрегата 60 сваривающего аппарата и разрезающего устройства расположены как показано на Фиг. 4.
[0060] По меньшей мере один из штоков 70 соединен с источником привода (не показан) так, что благодаря этому штоки 70 могут вращаться. Когда штоки 70 вращаются против часовой стрелки под действием источника привода с опорным блоком 72, расположенным по направлению к продольно сваренной трубе из пленки 24, планка 64 охлаждения отдаляется от указанной пленки 24 в форме трубы, а планка 62 нагревателя перемещается по направлению к пленке 24 в форме трубы до тех пор, пока планка 62 нагревателя и опорный блок 72 не прижмутся к трубе из пленки 24. В противоположность этому, когда штоки 70 вращаются по часовой стрелке под действием указанного источника привода, планка 62 нагревателя отдаляется от трубы из пленки 24, а планка 64 охлаждения перемещается по направлению к труба из пленки 24 до тех пор, пока планка 64 охлаждения и опорный блок 72 не прижмутся к трубе из пленки 24.
[0061] Указанным источником привода для вращающихся штоков 70 может быть любой механизм, который может реверсивно вращать указанные штоки 70 на любой желаемый угол. Например, указанным источником привода может быть шаговый двигатель или реечно-шестереночный механизм, содержащий шестеренку, закрепленную на одном из указанных штоков 70 и рейку, двигающуюся вперед и назад посредством цилиндра и находящуюся в зацеплении с указанной шестеренкой.
[0062] Лезвие 66 разрезающего устройства размещено вертикально между планкой 62 нагревателя и планкой 64 охлаждения для перемещения с помощью цилиндра в горизонтальном направлении, перпендикулярном вертикальному направлению, в котором указанная труба из пленки 24 перемещается по направлению вниз.
[0063] Опорный блок 72 содержит два элемента, вертикально разделенных друг от друга вдоль указанного горизонтального направления, в котором перемещается указанное лезвие 66 разрезающего устройства, при этом два указанных элемента вертикально перемещаются по направлению друг к другу и друг от друга. Когда указанные элементы опорного блока 72 отделяются друг от друга вертикально, между ними образуется щель для вхождения указанного лезвия 66 разрезающего устройства. Лезвие 66 разрезающего устройства перемещается через трубу из пленки 24 в указанную щель между двумя вертикально разведенными элементами опорного блока 72, разрезая пленку 24 в форме трубы.
[0064] Функционирование указанного механизма вертикального наполнения и упаковки 58 будет описано ниже, начиная с момента указанного циклического процесса, показанного на Фиг. 5А, в котором отжимные валики 44 и элементы конструкции 74, несущей пленку, находятся в "открытой" позиции и агрегат 60 сваривающего аппарата / разрезающего устройства находится в отведенном положении, труба из пленки 24 наполнена вязким продуктом ВП, а нижний конец трубы из пленки 24 был предварительно запечатан посредством термосваренного шва 56, а агрегат 60 сваривающего аппарата / разрезающего устройства уже отрезал упаковку (не показана), которая была перемещена вниз. Насос (не изображен) накачивает вязкий продукт ВП через трубопровод подачи 18 в трубу из пленки 24. Валики 38, блокирующие обратный поток продукта, находятся в сомкнутом положении, то есть, прижимаются друг к другу, для предотвращения обратного потока вязкого продукта ВП вверх по трубе из пленки 24.
[0065] Затем, как показано на Фиг. 5В, отжимные валики 44 смыкаются, разделяя указанный вязкий продукт на отделенный вязкий продукт в участке подачи ВП-УП и вязкого продукта в участке упаковки ВП-УУ. В этот время, указанный насос может продолжать накачку вязкого продукта ВП через трубопровод подачи 18 в трубу из пленки 24, а валики 38, блокирующие обратный поток, остаются в сомкнутом положении. Однако, небольшая часть вязкого продукта может выдавливаться через валики 38, блокирующие обратный поток, и очень быстро оказываться поверх этих валиков 38, блокирующих обратный поток, пока указанные валики 38, блокирующие обратный поток, находятся в сомкнутом положении.
[0066] Затем, как показано на Фиг. 5С, пары приводных колес 34 и 36, и вращающиеся отжимные валики 44 вращаются в направлениях, указанных стрелками. В результате этого вращения труба из пленки 24 продвигается по направлению вниз, будучи сжатой отжимными валиками 44, с образованием таким образом участка 48 сваренной трубы 24 в плоской конфигурации. В это же время, валики 38, блокирующие обратный поток, находятся в разомкнутом положении на небольшом расстоянии, так что любой вязкий продукт ВП, которой выдавился поверх блокирующих валиков, опускается вниз через только что разведенные валики 38, блокирующие обратный поток, вместе с направленным вниз движением трубы из пленки 24.
[0067] Затем, как показано на Фиг. 5D, нижний конец участка 48 сваренной трубы 24 в плоской конфигурации вступает во взаимодействие с нижней парой элементов конструкции 74, несущей пленку, парой приводных колес 34 и 36, и вращающиеся отжимные валики 44 дезактивируются для остановки направленного вниз движения сваренной трубы 24, сразу после того как указанные элементы конструкции 74, несущей пленку, смыкаются, то есть удерживают сваренную трубу 24, как показано на Фиг. 5D. В этот момент времени в цикле способа участок 48 сваренной трубы 24 в плоской конфигурации удерживается парой элементов несущей конструкции 74, а именно в обоих местах как выше, так и ниже агрегата 60 сваривающего аппарата / разрезающего устройства. Более того, валики 38, блокирующие обратный поток, снова смыкаются (прижимаются друг к другу) так, что блокируется движение вязкого продукта ВП, накачанного через трубопровод подачи 18, вверх поверх валиков 38, блокирующих обратный поток.
[0068] Затем, как показано на Фиг. 5Е, после смыкания указанных валиков 38, блокирующих обратный поток, на участке 48 сваренной трубы 24 в плоской конфигурации, удерживаемой элементами конструкции 74, несущей пленку, опорный блок 72 перемещается в контакт с участком 48 сваренной трубы 24, а штоки 70 вращаются против часовой стрелки. Затем планку 62 нагревателя приводят в контакт с участком 48 сваренной трубы 24, и часть участка 48 сваренной трубы 24, удерживаемый между опорным блоком 72 и планкой 62 нагревателя, обжимают и нагревают до образования одного или более поперечных швов термосварки. Незаполненной участок 48 сваренной трубы 24 обжимается планкой 62 нагревателя и в то же время удерживается элементами несущей конструкции 74.
[0069] Затем, как показано на на Фиг. 5F, сразу после образования одного или более поперечных швов термосварки и пока сваренная труба 24 удерживается посредством элементами несущей конструкции 74, штоки 70 вращаются по часовой стрелке, отдаляя таким образом планку 62 нагревателя от сваренной трубы 24, одновременно придвигая планку 64 охлаждения в контакт со сваренной трубой 24. Тепло от указанного поперечного шва термосварки на трубе из пленки 24 передается на планку 64 охлаждения, вызывая охлаждение термосваренного участка трубы из пленки 24. Для ускорения охлаждения трубы из пленки 24 посредством планки 64 охлаждения, указанная планка 64 охлаждения необязательно может быть снабжена внутренним каналом для протекания охлаждающей жидкости внутри нее для целей усиления теплообмена от нагретой заваренной части труба из пленки 24 к планке 64 охлаждения.
[0070] Затем, как показано на Фиг. 5G, как только термосваренная часть пленки 24 достаточно охладится, штоки 70 вращаются против часовой стрелки до тех пор, пока планка 162 нагревательного элемента и планка 64 охлаждения не вернутся в начальное положение.
[0071] Затем, как показано на Фиг. 5Н, опорный блок 72 раскрывается, то есть его элементы отодвигаются друг от друга, и лезвие 66 разрезающего устройства перемещается к трубе из пленки 24 и через нее в зазор 76 опорного блока 72, разрезая таким образом трубу из пленки между двумя термосваренными швами или по одному широкому термосваренному шву, так что у трубы из пленки 24 образуется поперечный шов термосварки на каждой стороне участка, в котором труба была разрезана поперек.
[0072] Затем, как показано на на Фиг. 51, после того, как труба из пленки 24 разрезана в участке между указанными двумя термосваренными швами или через широкую термосваренную полосу, опорный блок 72 закрывается, и опорный блок 72 и лезвие 66 разрезающего устройства возвращаются в их соответствующие неактивные положения, а элементы конструкции 74, несущей пленку, раскрываются, то есть возвращаются в их неактивные положения. Отвод опорного блока 74 высвобождает только что упакованный продукт 78, позволяя ему двигаться вниз отдельно от трубы из пленки 24.
[0073] Цикл способа, проиллюстрированного на Фиг. с 5А по 51, завершается посредством раскрытия отжимных валиков 44, как показано на на Фиг. 5А, позволяя вязкому продукту в участке подачи ВП-УП (Фиг. 51) двигаться по направлению вниз внутри трубы из пленки 24 при закачивании новой порции вязкого продукта ВП в трубу из пленки 24, с образованием конфигурации указанного устройства и способа, проиллюстрированного на Фиг. 5А. Единичный цикл способа и устройства, проиллюстрированный на Фиг. с 5А по 51, описанный выше, после этого последовательно успешно повторяется для производства каждого отдельного упакованного продукта 78.
[0074] Как описано выше, пока участок 48 сваренной трубы 24 удерживается в положениях выше и ниже термосваренного участка с помощью элементов конструкции 74, несущей пленку, следующий участок 48 сваренной трубы 24 термически сваривается и отрезается, термосваренный участок трубы из пленки 24 не заполняется и не нагружается порцией заполняющего материала пока указанный шов остается горячим с трубой 24 в ослабленном состоянии. Таким образом участок 48 сваренной трубы 24 не растягивается по направлению вниз под весом вязкого продукта в участке упаковки ВП-УУ до того момента, пока термосваренный участок достаточно не охладится чтобы восстановить прочность. Однослойная пленка или тонкая многослойная пленка полиэтилена может быть использована для получения трубы из пленки 24.
[0075] Поскольку продольно сваренная труба из пленки 24 является термосваренной, охлажденной и разрезанной без осуществления перемещения, посредством последовательного перемещения указанной планки 62 нагревателя, указанной планки 64 охлаждения, опорного блока 72 и лезвия 66 разрезающего устройства, труба из пленки 24 может быть разрезана в том же участке, в котором она поперечно сварена. Более того, указанное перемещение продольно сваренной трубы из пленки 24, пока отжимные валики 44 находятся в сомкнутом положении, приводит к образованию участка 48 плоской трубы, по существу нее содержащей вязкий продукт ВП, так что может производится сваривание без необходимости сваривать через существенную массу "загрязнения" в области сваривания. Это служит для предотвращения протекания через указанные термосваренные швы и потенциальной порчи пищевого продукта в областях термосваренных швов.
[0076] Планку 62 нагревателя снабжают встроенным нагревательным элементом (не изображен). Однако, в указанном механизму наполнения и упаковки может использоваться импульсный сваривающий аппарат(ы), включающий одну или более планку нагревательного элемента с одной или более лентой нагревательного элемента(ов), такой как нихромовая лента, прикрепленная к прижимной поверхности, при этом на указанную ленту нагревательного элемента(ов) подается энергия для получения термосваренного шва(ов) поперек трубы из пленки 24.
[0077] Устройство термосваривания / разрезания 60 и его применение в устройствах вертикального заполнения и запаивания форм описан в патенте США №5,463,851, на имя Nagai, который включен в настоящее описание во всей его полноте посредством ссылки.
[0078] В одном из вариантов осуществления, устройство 10 снабжено ребристой термосваривающей планкой с матовой поверхностью (на опорном блоке 72, или на альтернативном агрегате механизма термосваривания / разрезания 60), имеющей один или более слоев нелипкой пленки (например, пленки "TEFLON") приклеенной к поверхности. В одном из вариантов осуществления, устройство 10 не содержит охлаждающую планку. В одном из вариантов осуществления, указанное устройство снабжено средством для увеличения скорости охлаждения термосваренного шва посредством обдувания воздухом только что образованного термосваренного шва. Охлаждение посредством обдува воздухом может быть осуществлено как это описано в патенте США №4,719,741, на имя Mabry, который включен в настоящее описание во всей его полноте посредством ссылки.
[0079] Хотя указанные пары приводных колес приводятся во вращение для целей подачи указанной плоской пленки и указанной трубы из пленки, и могут быть первичным приводным механизмом пленки в указанном устройстве, в одном из вариантов осуществления один или более дополнительных наборов валиков может приводиться во вращение для помощи в подаче указанной трубы из пленки. Указанные отжимные валики могут приводится в движение, по меньшей мере в течение части времени, в течение которого они находятся в контакте с указанной продольно термосваренной трубой из пленки. Указанные ограничительные валики обратного потока также могут приводится в движение в течение той части цикла, в которой указанная труба из пленки продвигается вперед.
[0080] Хотя указанный выше способ описан для для устройства и способа вертикального заполнения и запаивания форм, могут применяться альтернативные устройства и способы горизонтального заполнения и запаивания форм, с указанной сваренной трубой, содержащей вязкий продукт внутри ней, содержащие несущую конструкцию ниже по потоку от ограничительных валиков обратного потока (такую как конвейер, содержащий валики или бесконечную ленту) и приемлемую систему приводных валиков для того, чтобы указанная часть труба из пленки, наполненная продуктом, могла продвигаться вперед как это описано выше.
[0081] На Фиг. 6 и 7 изображены виды сбоку и спереди, соответственно, схематического изображения в действии устройства 80 вертикального заполнения и запаивания форм из предшествующего уровня техники, то есть, на промежуточной стадии указанного циклического способа формирования и наполнения упаковки, соответствующей стадии способа, проиллюстрированной на Фиг. 1 и 2. На Фиг. 6 и 7 в устройство упаковки 80 подают плоскую пленку 12, которая проходит через формирующую втулку 14 и после этого перемещается вниз вокруг формирующей трубки 16. Трубопровод подачи 18 проходит через формирующую трубку 16, а формирующая трубка 16 и трубопровод подачи 18 проходят через формирующую втулку 14. Плоскую пленку 12 переводят в конфигурацию трубы вокруг формирующей трубки 16, и аппарат для термосварки 20 используют для получения продольного термосваренного шва 22 из краевых участков, сваренных друг с другом, с получением продольно сваренной трубы 24, подаваемой по направлению вниз, которую неким образом переводят в плоское состояние с помощью расправляющей планки 28, после чего указанную плоскую трубу из пленки 24 направляют через первую и вторую пары приводных колес 34 и 36, соответственно, где каждая из пар приводных колес 34 и 36 находится в плотно прижатом состоянии. Трубопровод подачи 18 проходит в продольно сваренную трубу 24 и через второй канал между первой парой приводных колес 34 и второй парой приводных колес 36, где пары приводных колес 34 и 36 находятся в контакте только с краевыми участками трубы 30 и 32, соответственно. Затем продольно сваренная труба 24 проходит через место плотного сжатия между соответствующими парами приводных колес 34 и 36, затем продольно сваренную трубу 24 направляют вниз и проводят через место плотного сжатия между отжимным валиками 44. Насос накачивает невязкий продукт НВП через трубопровод подачи 18, выпускной конец которого расположен выше отжимных валиков 44, которые являются плотно прижатыми к сваренной трубе 24 в плоской конфигурации между ними, удерживающих невязкий продукт в участке подачи НВП-УП от пропускания его дальше по направлению вниз в трубе 24, пока расположенное далее устройство термосварки 50 не сделает два поперечных шва термосварки (или одну широкую полосу термосварки), после чего сваренную трубу 24 направляют к устройству разрезания 52, которое разрезает поперек указанную трубу 24 между указанными поперечными швами, полученными с помощью устройства термосварки 50, или посередине широкой полосы термосварки, полученной с помощью устройства термосварки 50, после чего отжимные валики 44 открываются достаточно для того, чтобы порция упаковки невязкого продукта продвинулась вниз до указанного поперечного шва термосварки, выполненного поперек трубы 24. Затем отжимные валики 24 закрываются и следующую порцию невязкого продукта НВП подают в трубу 24 с помощью трубопровода подачи 18, когда сваренную трубу 24 подают далее и снова выполняют поперечную термосварку с помощью устройства термосварки 50, затем направляют к устройству разрезания 52, при этом полностью термосваренную упаковку 82, содержащую порцию невязкого продукта в участке упаковки НВП-УУ, отрезают от полосы трубы из пленки 24.
[0082] Указанное устройство и способ по Фиг. 6 и 7 отличаются от указанного устройства и способа по Фиг. 1 и 2 тем, что в указанном устройстве и способе по Фиг. 6 и 7 упаковывают продукт, который легко перетекает, то есть продукт, который не имеет вязкость по меньшей мере 100,000 сантипуаз при стандартных условиях (то есть 22°С, 1 атм, 50% относительной влажности). Продукты, имеющие вязкость по меньшей мере 100,000 сантипуаз при стандартных условиях, не текут легко и без адекватных манипуляций при накачке в трубу из пленки образуются значительные объемы воздушных карманов.
[0083] Мясной фарш (говядина, свинина, курятина и др.) является таким продуктом, то есть мясной фарш имеет вязкость ≥100,000 сантипуаз при стандартных условиях. Когда мясной фарш накачивают в указанную трубу с помощью указанного устройства по Фиг. 6 и 7 с использованием способа, описанного для формирования и заполнения упаковок в соответствии с Фиг. 6 и 7, даже если такая же длина трубы используется для каждой из упаковок, результатом является получение упаковок, имеющих относительно большие вариации веса продукта. Более того, указанный продукт внутри указанной упаковки содержит воздушные карманы, которые нежелательны не только эстетически, но и подвергают указанный продукт воздействию большего количества кислорода, чем в случае, когда воздушные карманы исключены из указанной упаковки.
[0084] Указанное устройство, изображенное на Фиг. 1 и 4, может быть использовано для упаковки продуктов, имеющих вязкость ≥100,000 сантипуаз, и получения продукта с намного более равномерным распределением веса, чем указанное устройство, изображенное на Фиг. 6 и 7. Валики, блокирующие обратный поток указанного продукта, в указанном устройстве, изображенном на Фиг. 1 и 2, ограничивают указанный продукт от выдавливания в сваренную трубу, и воздух выходит в участок между указанными отжимным валиками и указанными валиками, блокирующим обратный поток, поскольку указанный насос накачивает больше мясного фарша в указанный участок пленки между указанными отжимными валиками и указанными валиками, блокирующими обратный поток. Результатом является то, что при упаковке продукта, который обладает сопротивлением течению и имеет вязкость ≥100,000 сантипуаз в условиях упаковки, количество воздуха в упаковке существенно снижается ввиду присутствия указанных валиков, блокирующих обратный поток, и вес продукта в указанной упаковке является более стабильным ввиду присутствия указанных валиков, блокирующих обратный поток.
[0085] Указанный плохо текучий продукт с высокой вязкостью, используемый в настоящем способе, может иметь вязкость при стандартных условиях ≥100,000 сантипуаз, или ≥150,000 сантипуаз, или ≥200,000 сантипуаз, или ≥300,000 сантипуаз, или ≥400,000 сантипуаз, или ≥500,000 сантипуаз, или ≥600,000 сантипуаз, или ≥800,000 сантипуаз, или ≥1,000,000 сантипуаз; в качестве альтернативы, указанный продукт может иметь вязкость от 100,000 до 5,000,000 сантипуаз, или от 125,000 до 2,000,000 сантипуаз, или от 150,000 до 1,500,000 сантипуаз, или от 200,000 до 1,400,000 сантипуаз, или от 250,000 до 1,200,000 сантипуаз, или от 30,000 до 1,000,000 сантипуаз, или от 400,000 до 800,000 сантипуаз.
[0086] Указанный продукт, предназначенный для упаковки, может быть выбран из группы, состоящей из мясного фарша (говяжий фарш, свиной фарш, куриный фарш), теста для выпекания, начинки, взбитого жидкого теста, пасты для бутербродов (например, сыр с красным перцем), и соуса (например, соус из шпината), и т.п.
[0087] В одном из вариантов осуществления, указанный способ заполнения и запаивания форм осуществляют таким образом, что количество указанного вязкого продукта в указанной трубе поддерживается на таком уровне, что выпускной конец указанного трубопровода подачи остается покрытым указанным продуктом (то есть погруженным в указанный продукт) в ходе всего цикла указанного способа упаковки. В этом случае, указанный вязкий продукт, накачанный из конца указанного трубопровода подачи, имеет меньше возможностей для образования воздушных карманов в указанной трубе, помогая таким образом в предотвращении или снижении количества воздушных карманов в указанном упакованном продукте и помогая в получении однородного веса продукта в упаковке, полученной указанным способом.
[0088] В описанном выше устройстве 10, изображенном на Фиг. 1 и 2, также как и в описанном выше устройстве 58, изображенном на Фиг. 4, содержатся и используются валики 36, блокирующие обратный поток продукта. Валики, блокирующие обратный поток продукта, являются только одним из примеров более широкого набора средств, в общем предназначенных для ограничения потока наверх вязкого продукта.
[0089] На Фиг. 8 изображено устройство 82 вертикального заполнения и запаивания форм, содержащее первое альтернативное средство для ограничения потока наверх вязкого продукта в указанной трубе. Ссылочные цифры на Фиг. 8, совпадающие с цифрами на Фиг. 1 и 2, обозначают такие же признаки, какие приведены в описании Фиг. 1 и 2. Следует отметить, что устройство ВЗЗФ 82 на Фиг. 8 не содержит валики 36, блокирующие обратный поток продукта. Далее, устройство ВЗЗФ 82 на Фиг. 8 содержит первое альтернативное средство для ограничения потока наверх указанного вязкого продукта, в виде устройства 84, блокирующего подачу продукта, вокруг трубопровода подачи 18. Устройство 84, блокирующее подачу продукта, расположено внутри сваренной трубы 24 и окружает трубопровод подачи 18.
[0090] Как показано на Фиг. 8, устройство 84, блокирующее подачу продукта, снабжено буртиком для удерживания устройства, блокирующего подачу продукта, на трубопроводе подачи 18. Устройство 84, блокирующее подачу продукта, имеет форму шайбы, то есть имеет внешний периметр, подогнанный по размеру к размеру трубы из пленки 24, то есть внешний периметр подогнан по размеру к расстоянию, равному двойной ширине указанной плоской трубы из пленки. Устройство 84, блокирующее подачу продукта, снабжено каналом, размер которого подобран для пропуска трубопровода подачи 18 внутри него, но вплотную к трубопроводу подачи 18 для предотвращения сжатия вязкого продукта между устройством 84, блокирующим подачу продукта, и трубопроводом подачи 18.
[0091] Устройство, блокирующее подачу продукта, может быть расположено в зафиксированном положении на трубопроводе подачи 18, или может "плавать" вдоль трубопровода подачи 18 между положениями верхнего и нижнего ограничительного средства, расположенного либо на трубопроводе подачи 18, или в любом другом подходящем месте. Устройство 84, блокирующее подачу продукта, может быть выполнено из тонкого металла или другого материала, так что иметь вес, достаточный для создания необходимого давления на указанный вязкий продукт для того, чтобы минимизировать образование воздушных карманов внутри указанного вязкого продукта.
[0092] На Фиг. 9 изображено устройство 82 вертикального заполнения и запаивания форм, содержащее второе альтернативное средство для ограничения потока наверх вязкого продукта в продольно сваренной трубе 24. Ссылочные цифры на Фиг. 9, совпадающие со ссылочными цифрами на Фиг. 4, обозначают те же самые признаки, которые приведены в описании Фиг. 4. Следует отметить, что устройство ВЗЗФ 86 на Фиг. 9 также не содержит валики 36, блокирующие обратный поток продукта.
[0093] Далее, на месте валиков 36, блокирующих обратный поток, устройство ВЗЗФ 86 на Фиг. 9 содержит второе альтернативное средство для ограничения потока наверх указанного вязкого продукта: агрегат плунжера 88, который содержит комбинацию головки 90 плунжера, присоединенной к трубопроводу 92 плунжера, который в свою очередь присоединен к приводу 94 плунжера. Привод плунжера 94 может выдвигать и втягивать трубопровод 92 плунжера и головку 90 плунжера так, чтобы перемещать указанный вязкий продукт по направлению к дну трубы 24, то есть, по направлению к отжимным валикам 44. Приводом 94 плунжера может быть пневматическое устройство (например, воздушный цилиндр), пружины, гидравлическое устройство (например, гидравлический поршень), электромагнитное устройство (например, соленоидный клапан), и т.д. В ходе функционирования, привод 94 перемещает трубопровод 92 плунжера так, что головка 90 плунжера набивает указанный вязкий продукт в указанную трубу и, таким образом, снижает возможность образования воздушных карманов в указанном вязком продукте, получая более однородный вес продукта в каждой из получающихся упаковок. В варианте осуществления, изображенном на Фиг. 9, и как показано на Фиг. 10, трубопровод подачи 18 проходит внутри трубопровода 92 плунжера, с возможностью скольжения внутри него.
[0094] На Фиг. 11 изображен следующий вариант осуществления настоящего изобретения, использующий блок 98 отжимных валиков 100, которые вращаются в ходе цикла способа, где самый нижний сдавливающий валик 102 находится в плотно прижатом состоянии. Хотя они изображены в виде устройства, блокирующего подачу продукта, как средства ограничения обратного потока, указанный блок отжимных валиков может быть использован с любым средством ограничения обратного потока.
[0095] Несмотря на то, что определенные предпочтительные варианты осуществления настоящего изобретения показаны и подробно описаны, следует понимать, что могут быть произведены различные изменения и модификации, которые не выходят за рамки приложенной формулы изобретения.
Реферат
Группа изобретений относится к пищевой промышленности, в частности к оборудованию для упаковки вязких продуктов. Заполняют часть продольно сваренной трубы из пленки вязким продуктом. Сжимают трубу, заполненную вязким продуктом, с помощью пары отжимных валиков. Выполняют подачу трубы, в то время как отжимные валики являются плотно прижатыми к трубе. Изготавливают второй и третий поперечные швы термосварки. Выполняют поперечный разрез трубы между и третьим поперечными швами термосварки. Отводят отжимные валики от трубы из пленки с подачей порции вязкого продукта по направлению к третьему шву вплоть до контакта с ним. Средство ограничения потока наверх вязкого продукта содержит первый ограничительный валик, плотно прижатый ко второму ограничительному валику, плоскую трубу между ними. Один из ограничительных валиков имеет секцию уменьшенного диаметра для пропуска трубопровода подачи между ограничительными валиками в то время, когда ограничительные валики прижимаются друг к другу. Уменьшаются воздушные карманы внутри части трубы из пленки. 2 н. и 7 з.п. ф-лы, 11 ил.
Комментарии