Способ асептического наполнения пакетов - RU2681879C1
Код документа: RU2681879C1
Чертежи






Описание
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[1] ОТСУТСТВУЕТ
УРОВЕНЬ ТЕХНИКИ
[2] 1. Область изобретения
[3] Изобретение относится в целом к асептическому наполнению, и более конкретно, к способу асептического наполнения пакетов.
[4] 2. Уровень техники
[5] Известно наполнение гибких упаковок и пакетов. Как правило, такое наполнение происходит в условиях, в которых пакет обрабатывается, открывается, заполняется и повторно закрывается. По мере ужесточения требований, перспектива асептического наполнения текучим материалом, а именно пищевыми продуктами, стала значительно более важной.
[6] Асептическое наполнение - это наполнение продуктом, например, пищевыми продуктами, стерильного контейнера. При условии стерильности самого продукта, пищевые продукты могут храниться в течение длительного периода времени без использования консервантов и/или охлаждения. Как правило, такие продукты содержатся в мягких пакетах (как часть пакетной упаковки в коробках) или в жестких упаковочных контейнерах, таких как выдувные пластиковые бутылки или коробки, изготовленные из листов картона.
[7] Использование же вертикальных стоячих пакетов со штуцерами в процессе асептического наполнения связано с рядом трудностей. В частности, пакеты бывает трудно стерилизовать, а применение резьбовых затворов для таких упаковок является дорогостоящим. Действительно, поиск экономически эффективного решения вопроса асептического наполнения стоячих пакетов со штуцерами является проблемой.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[8] Изобретение относится к способу наполнения асептического пакета, включающему в себя следующие этапы: (а) обеспечение наличия пакета, содержащего корпус со множеством панелей, объединенных между собой с целью формирования полости, и штуцер, обеспечивающий доступ к полости, с пробкой, образующей герметичный контакт со штуцером для предотвращения доступа к полости; (б) очистку наружных поверхностей пакета с помощью чистящего средства; (в) направление штуцера и пробки в асептическую зону, заполненную стерилизованным газом при положительном потоке; (г) удаление пробки; (д) наполнение пакета текучим материалом; (е) повторную установку пробки на штуцере для герметизации полости; (ж) удаление штуцера и пробки из асептической зоны; и (з) фиксацию пробки в колпачке и колпачка в штуцере, в результате чего при удалении колпачка удаляется пробка и обеспечивается доступ к полости.
[9] В некоторых конфигурациях этап очистки включает в себя этап: (а) позиционирования пакета на направляющей, имеющей первый конец и второй конец; (б) перемещение пакета по направляющей от первого конца ко второму концу; и (в) направленную подачу чистящего средства на пакет между первым концом и вторым концом.
[10] В некоторых вариантах осуществления способ дополнительно включает следующие этапы: (а) размещение пакета в ротационном наполнителе, имеющем участок для удаления пробки после этапа очистки внешних поверхностей и этапа перемещения пакета ко второму концу, участок наполнения и участок повторной установки пробки, причем все участки размещены под углом по ходу ротационного наполнителя; (б) ротация пакета внутри ротационного наполнителя после этапа удаления с участка удаления пробки к участоку наполнения; и (c) ротация пакета внутри ротационного наполнителя после этапа наполнения с участка наполнения к участку повторной установки пробки.
[11] В некоторых конфигурациях способ дополнительно включает следующий этап: ротация пакета внутри ротационного наполнителя после этапа повторной установки пробки до этапа удаления.
[12] В некоторых таких конфигурациях этап удаления пробки дополнительно включает этап размещения пробки рядом с пакетом и таким образом, пробка ротируется вместе с пакетом на ротационном наполнителе.
[13] В некоторых таких конфигурациях этап удаления пробки дополнительно включает извлечение пробки из штуцера, в котором указанная пробка фиксируется за счет плотной посадки, что обеспечивает герметичное уплотнение.
[14] В некоторых таких конфигурациях этап ротации пакета внутри ротационного наполнителя дополнительно включает ротацию пакета, удерживаемого за счет штуцера.
[15] В некоторых таких конфигурациях этап фиксации дополнительно включает в себя этапы: (а) приема пакета на ротационной укупорочной машине с укупорочной головкой; (б) ротации пакета к укупорочной головке до этапа фиксации; (в) ротации пакета от укупорочной головки после этапа фиксации; и (г) выгрузки пакета из ротационной укупорочной машины.
[16] В некоторых таких конфигурациях этап фиксации дополнительно включает этап фиксации колпачка со штуцером с возможностью вращения и этап жесткой фиксации пробки в колпачке.
[17] В некоторых конфигурациях этап обеспечения наличия пакета дополнительно включает этап предварительной стерилизации полости. В некоторых таких конфигурациях этап предварительной стерилизации включает этап предварительной стерилизации полости, используя по меньшей мере однин из следующих видов излучения: гамма-излучение, рентгеновское излучение и электронно-лучевое излучение.
[18] В другом аспекте изобретения, изобретение относится к способу наполнения множества асептических пакетов, что включает следующие этапы: (а) обеспечение наличия множества пакетов, причем каждый пакет включает корпус со множеством панелей, объединенных между собой с целью формирования полости, и штуцер, обеспечивающий доступ к полости, с пробкой, образующей герметичный контакт со штуцером для предотвращения доступа к полости; (б) очистка внешних поверхностей множества пакетов с помощью чистящего средства; (в) последовательное направление штуцера и пробки каждого из множества пакетов в асептическую зону, заполненную стерилизованным газом при положительном потоке; (г) направление множества пакетов в ротационный наполнитель, имеющий множество участков удаления пробок, множество участков наполнения и множество участков повторной установки пробок; (д) во-первых, направление с возможностью вращения множества пакетов на один из множества участков удаления пробок; (е) по существу одновременное удаление пробок на участках удаления пробок; (ж) во-вторых, направление множества пакетов с возможностью вращения с участков удаления пробок на множество участков наполнения; (з) по существу одновременное наполнение каждого из множества пакетов текучим материалом на участках наполнения; (и) в-третьих, направление с возможностью вращения множества пакетов с множества участков наполнения на множество участков повторной установки пробок; (к) повторная установка пробок в штуцер каждого из множества пакетов для, по существу, одновременной герметизации каждой полости на участках повторной установки пробок; (л) удаление множества пакетов из асептической зоны; (1) в-четвертых, направление множества пакетов с возможностью вращения в ротационную укупорочную машину, имеющую множество укупорочных головок; и (м) по существу одновременная фиксация пробки с колпачком и штуцером посредством разъемного соединения в ротационной укупорочной машине, в результате чего при удалении колпачка удаляется пробка и обеспечивается доступ к полости.
[19] В некоторых конфигурациях множество участков удаления пробок, множество участков наполнения и множество участков повторной установки пробок содержат одинаковое их количество. В некоторых таких конфигурациях одинаковое количество составляет четыре.
[20] В некоторых конфигурациях множество укупорочных головок составляет четыре укупорочные головки.
[21] В некоторых конфигурациях этап удаления пробок дополнительно включает следующий этап: размещение каждой из множества пробок рядом с соответствующим пакетом из множества пакетов, из которого эта пробка была удалена.
[22] В некоторых конфигурациях этапы направления с возможностью вращения во-вторых и в-третьих дополнительно включают этапы направления с возможностью вращения во-первых и во-вторых в отношении пробок каждого пакета из множества пакетов.
[23] В некоторых таких конфигурациях этап фиксации пробки дополнительно включает этап фиксации пробки, которая была удалена из каждого пакета из множества пакетов, в том же пакете, из которого эта пробка была удалена.
[24] В некоторых конфигурациях корпус пакета остается вне асептической зоны, в то время, как штуцер и пробка находятся в асептической зоне.
[25] В некоторых конфигурациях этап обеспечения наличия дополнительно […] включает этап предварительной стерилизации полости, которая может, но не должна осуществляться посредством использования гамма-, рентгеновского и/или электронно-лучевого излучения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[26] Дальнейшее раскрытие изобретения осуществляется с помощью ссылок на чертежи.
[27] На Рисунке 1 показан вид в перспективе асептического наполнителя пакетов для использования в сочетании с методом асептического наполнения пакетов согласно настоящему изобретению.
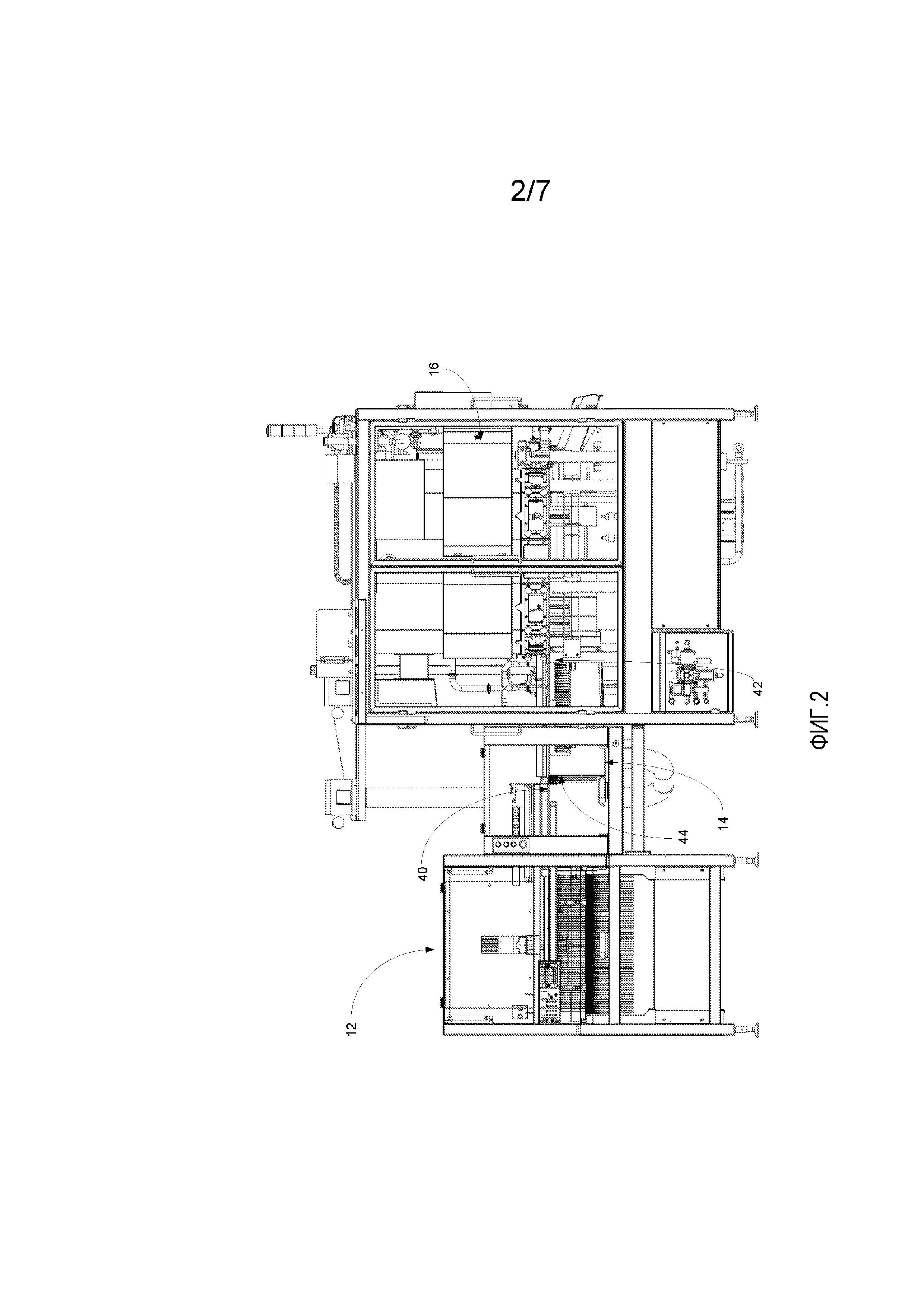
[28] На Рисунке 2 показан вид сбоку асептического наполнителя пакетов для использования в сочетании со способом асептического наполнения пакетов согласно настоящему изобретению.
[29] На Рисунке 3 показан вид в перспективе типа пакета, наполняемого асептическим наполнителем для пакетов согласно Рис. 1.
[30] На Рисунке 4 показан вид в перспективе множества пакетов для использования в асептическом наполнителе для пакетов согласно Рис. 1, объединенных внутри картриджа.
[31] На Рисунке 5 показано частичное поперечное сечение асептического наполнителя для пакетов согласно Рис. 1, на котором, в частности, показан блок очистки и блок наполнения пакетов.
[32] На Рисунке 6 показано частичное поперечное сечение асептического наполнителя для пакетов согласно Рис. 1, на котором, в частности, показан блок очистки и блок наполнения пакетов, и более конкретно, механизм перемещения блока наполнения пакетов с герметичным захватом штуцеров пакетов для обеспечения нахождения штуцера в асептической зоне, в то время, как корпус находится вне асептической зоны.
[33] На Рисунке 7 показан вид сверху асептического наполнителя согласно Рис. 1, на котором, в частности, показан блок наполнения картриджей, блок очистки пакетов, блок наполнения пакетов и блок укупорки пакетов.
[34] На Рисунке 8 показано частичное поперечное сечение участка механизма перемещения блока наполнения пакетов, на котором, в частности, показано внутреннее сохранение пакетов в асептической зоне блока наполнения пакетов.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[35] Хотя возможны различные варианты осуществления настоящего изобретения, приведенное ниже подробное описание и рисунки касаются конкретного варианта осуществления с пониманием того, что настоящее раскрытие следует рассматривать в качестве примера, и оно не должно ограничиваться вариантом осуществления, показаным на рисунке.
[36] Понятно, что упомянутые в данном описании аналогичные или подобные элементы и/или компоненты могут обозначаться на всех чертежах одинаковыми символами. Кроме того, понятно, что чертежи являются упрощенными схематическими представлениями изобретения, и что некоторые компоненты могут быть изображены с нарушением фактического масштаба в целях обеспечения графической ясности.
[37] Обращаясь к чертежам и, в частности, к Рис. 1, асептическое устройство для наполнения пакета, предназначенное для наполнения асептического пакета, обычно обозначено позицией (10). Устройство для наполнения асептических пакетов включает блок (12) для наполнения картриджей, блок (14) для очистки пакета, блок (16) для наполнения пакетов и блок (18) для укупорки пакетов. Асептический пакет последовательно проходит через каждый из вышеперечисленных блоков для очистки и наполнения. Блок для очистки пакетов направляет очищенный пакет в блок наполнения пакетов, который находится в асептической зоне. Понятно, что асептическая зона - это зона, через которую проходит положительный поток стерилизованного газа (обычно стерилизованного воздуха), и которая была очищена в соответствии с асептическими стандартами, как например, стандарты, указанные в Разделе 21 Кодекса федеральных правил, относящихся к термически обработанным низкокислотным пищевым продуктам, упакованным в герметично закрытые контейнеры, которые контролируются Управлением по контролю за продуктами питания и лекарственными средствами США (U.S. FDA), а также стандартами компаний 3-A Sanitary Standards, Inc. и European Hygienic Engineering and Design Group (EHEDG).
[38] Типичный пакет, с которым связана система, показан на Рисунке 3 и обычно обозначается позицией (200). Следует понимать, что пакет (в укупоренной конфигурации) предварительно стерилизуется перед подачей в наполнительное оборудование (10) посредством, например, гамма-, рентгеновского, электронно-лучевого излучения или другого процесса стерилизации, так что внутренняя полость пакета не содержит патогенов и представляет собой стерильную среду. Пакет (200) состоит из корпуса (201) и штуцера (210). Корпус (201) включает первую боковую панель (203), вторую боковую панель (204) и нижнюю вставку (206). Первая боковая панель, вторая боковая панель и нижняя вставка соединены спаями (208) с образованием полости (205), выполненной с возможностью удерживания текучего материала, например, пищевого продукта или ему подобного. Во многих конфигурациях вставка (206) образует поверхность основания, на котором пакет может стоять. Разумеется, что в других конфигурациях пакет может быть сформирован из более, чем двух панелей или из одной панели со множеством складок, в которых панели взаимодействуют, образуя складки у нижнего конца пакета. Кроме того, также предусматриваются дополнительные конструкции или вставки (например, боковые складки или безскладочные конструкции). Как правило, полость имеет размер от 60 до 500 мл. Более предпочтительно, чтобы размер полости составлял примерно от 60 мл до 180 мл, и еще более предпочтительно, чтобы размер полости составлял от 90 мл до 120 мл. Разумеется, существуют различные вариации, и вышеприведенные объемы полостей являются только примерами и не налагают никаких ограничений. Перед введением в блок наполнения картриджей пакеты стерилизуют гамма-излучением или аналогичным способом. Таким образом, полости не содержат патогенов и представляют собой стерильную среду. На пробке имеется герметичное уплотнение, что исключает прохождение материала в штуцер (или из штуцера). Как правило, такие пакеты имеют многослойную полимерную структуру, которая может включать металлические или металлизированные слои, которые могут быть совместно экструдированы и/или ламинированы.
[39] Как показано на рисунке, штуцер (210) состоит из крепежного фланца (212), выпускной трубки (214) и фланцев для захвата (216). Крепежный фланец (часто именуемый «sealboat») обычно зажат между первой и второй боковыми панелями и спаян с ними. Выпускная трубка (214) обеспечивает соединение с полостью (205) и обеспечивает возможность введения или удаления текучего материала в полость и из нее. В показанной на рисунке конфигурации выпускная трубка (214) закрывается пробкой (220), которая может выходить за пределы наружной поверхности выпускной трубки (214) или находиться в ее пределах, чтобы исключить доступ к полости (205). Понятно, что между пробкой и выпускной трубкой образуется герметичное уплотнение за счет плотного контакта. Фланцы для захвата (216) расположены с наружной стороны выпускной трубки. На фланцах для захвата имеются прорези и каналы, с помощью которых пакет может захватываться, удерживаться, перемещаться и/или фиксироваться различными компонентами оборудования для наполнения.
[40] Как показано на Рис. 1, блок для наполнения картриджей (12) содержит каркас (20) и питатель (22). Каркас состоит из первой боковой направляющей (24), второй боковой направляющей (26), первого конца (28), второго конца (30) и системы для перемещения картриджей (32). Каркас выполнен с возможностью удержания множества картриджей, например, таких как картридж (100) (Рис. 4). Как показано на Рис. 4, такой картридж (100) содержит удлиненный корпус (102), имеющий противоположные концы (104), (105) (понятно, что для ограничения или предотвращения удаления пакетов во время транспортировки и/или поставки могут использоваться упоры или прочие структурные элементы). Противолежащие направляющие рейки (106) проходят вдоль устройства между первым концом и вторым концом, и образуют центральный паз (107). Понятно, что картриджи удерживаются с помощью штуцера таким образом, что фланцы штуцера захватываются противоположными рейками с тем, чтобы пакет мог перемещаться вдоль противолежащих направляющих от первого конца ко второму концу. В частности, рейки, как правило, проходят между соседними фланцами для захвата, расположенными на штуцере (210), и поддерживаются между ними. Картриджи по существу представляют собой манипуляционный механизм для транспортировки и вставки пакетов в оборудование для наполнения. Разумеется, также рассматриваются другие методы и оборудование для последовательной или групповой установки пакетов в оборудование для наполнения.
[41] Со ссылкой на оба Рисунка 1 и 7, в показанной конфигурации противолежащие первая и вторая боковые направляющие (24, 26) поочередно принимают картриджи в поперечном направлении. То есть первый конец картриджа соединен с первой боковой направляющей, а второй конец картриджа соединен со второй боковой направляющей картриджа. Картридж первоначально находится либо на первом конце (28) каркаса, либо между первым и вторым концами каркаса. Затем он перемещается ко второму концу (30) каркаса до тех пор, пока не достигнет загрузчика (22). Понятно, что предполагается несколько различных конфигураций каркаса. То есть, каркас может быть спроектирован с возможностью удержания различного количества картриджей, например, при последовательной или параллельной ориентации. В показанной на рисунке конфигурации, на одной или обеих боковых направляющих (24, 26) предусмотрен механизм для перемещения картриджей (в показанной поперечной ориентации) ко второму концу и, в частности, к загрузчику (22).
[42] Загрузчик (22) содержит поперечный питатель (34). Загрузчик сконфигурирован таким образом, чтобы перемещать пакеты поочередно вдоль направляющей картриджа в блок очистки пакетов (14). Загрузчик (22) предпочтительно находится вне асептической зоны, но поочередно направляет пакеты в блок очистки пакетов, где происходит очистка их наружных поверхностей перед подачей в асептическую зону. Понятно, что в соответствии с показанной конфигурацией, когда пакет направляется в асептическую зону, штуцер поддерживается внутри асептической зоны (по меньшей мере, ее части), в то время как сам пакет находится вне асептической зоны.
[43] Блок очистки пакетов (14) показан на Рис. 2, 5 и 6, и включает вход (40), выход (42) и камеру обработки (44) пакетов. Пакеты принимаются от загрузчика (22) на входе (40) и направляются к выходу (42) для пакетов. Пакеты перемещаются вдоль другой системы направляющих, которые захватывают различные фланцы для захвата (216) (Рис. 3) штуцера пакета. В показанной конфигурации пакеты по существу направлены вниз, так как каждый пакет поддерживается и направляется в камеру обработки (44) посредством связи и соединения со штуцером.
[44] Внутри камеры обработки пакеты подвергаются химической обработке, например, очищающим препаратом (в виде пара, жидкости, газа или их комбинации). В приведенной конфигурации предполагается, что пары перекиси водорода передаются через камеру обработки при повышенной температуре направленным образом для очистки поверхностей пакета. В других конфигурациях для осуществления очистки могут использоваться различные жидкости и механизмы. То есть могут использоваться газы или другие комбинации газов, паров, жидкостей и т.п.
[45] Со ссылкой на Рис. 1, 2 и 5-8, после того, как пакет очищен, его можно переместить в блок наполнения пакетов (16). Блок (16) для наполнения пакетов включает асептическую зону (50), вход (52), выход (54), блок перемещения (56), участки удаления пробок (58), участки наполнения (60) и участки повторной установки пробок (62). Блок наполнения пакетов (56) находится в пределах асептической зоны и включает асептическую зону (50), которая его окружает. В этой зоне поддерживается положительный поток стерилизованного воздуха и перед наполнением проводится стерилизация поверхностей. В описанной конструкции наполнителя перемещение между входом (52) и выходом (54) определяет пределы асептической зоны.
[46] Блок наполнения пакетов и, в частности, блок перемещения (56) содержит вращающуюся насадку, в которой пакеты движутся вдоль окружности от входа поочередно к участку удаления пробок, участку наполнения и участку повторной установки пробок, после чего они перемещаются к выходу. В показанной конфигурации блок перемещения (56) захватывает и контролирует перемещение пакетов через ротационный наполнитель.
[47] В показанной конфигурации вход (52) расположен таким образом, чтобы поочередно принимать пакеты из блока очистки пакетов, и устанавлен рядом с выходом блока для очистки пакетов. Далее, участки удаления пробок расположены с угловым разнесением в направлении перемещения пакетов внутри блока перемещения. В приведенной конфигурации в такой ориентации размещаются в общей сложности четыре участка удаления пробок. Как будет объяснено ниже, процесс завершается последовательным расположением четырех пакетов, то есть по одному пакету на каждом из четырех участков удаления пробок.
[48] На каждом из участков удаления пробок устройство удаления пробок сконфигурировано таким образом, чтобы удалить пробку (220) из штуцера каждого контейнера и поместить пробку рядом с пакетом и в пределах блока перемещения, чтобы пробка перемещалась с возможностью вращения вместе с пакетом внутри ротационного наполнителя.
[49] Участки наполнения (60) расположены с угловым разнесением в направлении перемещения пакетов через ротационный наполнитель. Как и в случае устройства удаления пробок, на рисунке показаны четыре отстоящих друг от друга участка наполнения (60). Предпочтительно, чтобы расстояние между ними было таким же, как и между устройствами удаления пробок, как так в этом случае, когда первая группа из четырех пакетов с удаленными крышками направляется на участок наполнения, следующая группа из четырех пакетов может быть подана на участки удаления пробок. Конфигурация участков наполнения позволяет одновременно наполнять четыре пакета текучим материалом.
[50] Участки повторной установки пробок (62) расположены с угловым разнесением в направлении перемещения пакетов через ротационный наполнитель. Как и в случае участков наполнения, на рисунке показаны четыре отстоящих друг от друга участка повторной установки пробок. Предпочтительно, чтобы расстояние между ними было таким же, как и между участками наполнения, как так в этом случае, когда первая группа из четырех пакетов направляется с участков наполнения на участки повторной установки пробок, следующие четыре пакета направляются от участков удаления пробок на участки наполнения, а четыре новых пакета направляются от блока очистки пакетов на участки удаления пробок. На каждом из участков повторной установки пробок (62) происходит захват соответствующей пробки, которая двигалась с соответствующим пакетом, и перенос этой пробки на пакет с целью его укупорки.
[51] Как показано на Рис. 1, 7 и 8, блок укупорки пакетов (18) состоит из ротационного укупорочного устройства, расположенного по касательной к ротационному наполнителю таким образом, чтобы принимающая зона (70) блока укупорки пакетов соответствовала выходу (54) блока наполнения пакетов. Таким образом, после наполнения и укупорки пакеты ротируются к выходу (54) и попадают в контакт с принимающей зоной (70) блока укупорки пакетов. В это же время они захватываются блоком укупорки пакетов. Блок укупорки пакетов также включает блок перемещения (74), который перемещает пакеты с возможностью вращения через блок укупорки пакетов. Устройство укупорки пакетов находится за пределами асептической зоны, и передача на выходе из блока наполнения пакетов образует выход из асептической зоны и переход в неасептическую зону. Понятно, что, когда пакет выходит из ротационного укупорочного устройства, на пакет этим устройством уже был надет колпачок.
[52] Аналогично отличительным особенностям блока наполнения пакетов, вдоль блока перемещения установлены в общей сложности четыре укупорочные головки, расположенные в направлении движения пакетов через конфигурацию ротационной укупорки. Пакеты направляются к укупорочным головкам укупорочного участка, на котором колпачки предпочтительно устанавливаются с возможностью вращения на пакет (хотя предполагается, что они могут устанавливаться в положение запрессовкой, но имеют резьбу, так что расцепление происходит посредством резьбового соединения). В такой конфигурации колпачки соединены со штуцером пакета, и также соединены с пробкой. Понятно, что колпачок, как правило, практически постоянно соединен с пробкой, а со штуцером - с возможностью удаления. То есть, когда колпачок удаляется со штуцера, пробка удаляется вместе с колпачком. Например, колпачок может быть запрессован практически несъемным способом на пробку одновременно с установкой колпачка на штуцер в процессе укупорки на укупорочном участке. После соединения (часто с защелкиванием или т.п.) оба элемента остаются в указанной конфигурации, а их разъединение обычно достигается за счет нарушения и/или разрушения пробки, колпачка или того и другого.
[53] Блок укупорки пакетов (18) включает участок удаления, на котором укупоренный пакет может быть удален с укупорочного участка. После удаления с укупорочного участка пакет является полностью наполненным и укупоренным съемным колпачком, который можно снять, чтобы получить доступ к полости пакета. Важно то, что колпачок и его конфигурация, а также их декоративный вид могут меняться. Такие изменения могут потребовать изменения укупорочных участков, однако в таких конфигурациях может использоваться такой же вид пробок. Таким образом, блок очистки и блок наполнения пакетов (который находится в асептической зоне) могут оставаться неизменными и, следовательно, не требуют модификации. Понятно, что любые изменения или другие дополнения к процессу могут негативно повлиять на асептическую зону и не могут гарантировать, что пакеты будут надлежащим образом очищены и наполнены.
[54] Процесс и способ использования оборудования и способа асептического наполнения будут описаны ниже, понимая, что возможны изменения в вариантах их осуществления.
[55] Как правило, картриджи содержат множество пакетов, расположенных вдоль противолежащих направляющих удлиненного корпуса. Например, такие катриджи могут вмещать от двадцати до восьмидесяти, а в предпочтительном случае, от двадцати пяти до пятидесяти пакетов. Картриджи устанавливаются последовательно в блоке установки картриджей. Часто бывает, что блок наполнения картриджей непрерывно и последовательно пополняется одним картриджем за другим. Каждый картридж перемещается по противолежащим направляющим к загрузчику. Кроме того, понятно, что пакеты (полностью укупоренные колпачком (220)) стерилизуются посредством гамма-, рентгеновского, электронно-лучевого излучения или другого процесса стерилизации перед введением в наполнитель, так что их внутренняя полость является стерильной и свободной от патогенов.
[56] На загрузчике поперечный питатель направляет пакеты вдоль противолежащих направляющих картриджа в блок очистки пакетов. Внутри блока очистки пакетов последние могут находиться в стационарном состоянии, непрерывно перемещаться или последовательно перемещаться с остановками. Блок очистки пакетов направляет жидкость (как правило, пар, жидкость, газ или их комбинацию) на разные участки пакета. Особого внимания требуют не только плоские поверхности, но и различные труднодоступные места штуцеров. В показанной на рисунке конфигурации штуцер находится внутри блока очистки пакетов. Сами пакеты, то есть их корпус, предпочтительно находятся вне блока очистки пакета.
[57] Когда пакет перемещается в блок наполнения пакетов, контакт со штуцером сохраняется, а его расположение таково, что часть его корпуса находится в асептической зоне, тогда как сам корпус пакета находится ниже блока перемещения, и следовательно, за пределами асептической зоны. Чем меньше поверхность пакета, которая попадает в асептическую зону, тем меньше вероятность попадания возможных загрязнителей в асептическую зону.
[58] Когда пакеты выходят из блока очистки пакетов, они направляются в наполнительный блок. Здесь опять-таки пакеты удерживаются за штуцер, а штуцер находится в асептической зоне. Блок наполнения пакетов (и блок укупорки пакетов) сконфигурированы таким образом, чтобы одновременно обрабатывать четыре пакета на каждом участке. Таким образом, при запуске системы, первые четыре штуцера направляются из блока очистки пакетов в блок наполнения пакетов, и последовательно направляются на каждый из четырех участков удаления пробок внутри блока наполнения пакетов.
[59] Как объяснялось выше, на участках удаления пробок происходит извлечение пробок из каждого из четырех пакетов, и эти пробки размещаются на подставке или ином временном удерживающем устройстве, которое расположено рядом с пакетом и перемещается вместе с ним. Та же пробка, что была удалена, предпочтительно устанавливается обратно в тот же пакет после наполнения. Преимущество этого заключается в отсутствии необходимости поддержания отдельного запаса пробок, и при этом также отсутствуют специальные требования к обращению с пакетами. После удаления пробок из каждого пакета и их расположения рядом с пакетами (внутри асептической зоны), четыре пакета ротируются вместе с блоком перемещения (и соответствующими штуцерами) от участки удаления пробок на участки наполнения. Наполнительные головки участков наполнения взаимодействуют со штуцерами и подают соответствующее количество текучего материала в пакеты.
[60] В то время, когда первые четыре пакета ротируются с участка удаления пробок на участок наполнения, четыре пакета второй группы покидают блок очистки пакетов и направляются на участки удаления пробок. Таким образом, в то время как происходит наполнение первых четырех пакетов, на участке удаления пробок происходит удаление пробок из пакетов второй группы и их размещение рядом с каждым пакетом, из которого они были удалены.
[61] По окончании наполнения первых четырех пакетов и по окончании удаления пробок из пакетов второй группы, пакеты снова ротируются в пределах асептической зоны таким образом, что первые четыре пакета располагаются на четырех участках повторной установки пробок, пакеты второй группы находятся на участках наполнения, а пакеты третьей группы направляются из блока очистки пакетов на участок удаления пробок блока заполнителя. В это время на каждом из четырех участков удаления пробок, наполнения и повторной установки пробок имеется соответствующий пакет, связанный с этим участком.
[62] Первые пакеты, расположенные внутри участка повторной установки пробок, укупориваются пробками. Пробки обеспечивают герметичное уплотнение над выпускной трубкой. В показанной на рисунке конфигурации пробки, удаленные из одного соответствующего пакета, расположенные в непосредственной близости от него, возвращаются после наполнения в тот же пакет, из которого они были удалены. В то время, пока вторая группа пакетов наполняется на участке наполнения, на участке удаления пробок происходит удаление пробок из пакетов третьей группы.
[63] После наполнения первых четырех пакетов и установки пробки в штуцер, первые четыре пакета перемещаются из блока перемещения, находящегося в блоке наполнения пакетов, в блок перемещения, находящийся в блоке укупорки пакетов. По мере перемещения в блок укупорки пакетов, пакет покидает асептическую зону. Вторая группа пакетов, наполненных на участках наполнения, направляется на участки повторной установки пробок для их установки. Третья группа пакетов перемещается с участка удаления пробок на участок наполнения для наполнения. Четвертая группа пакетов направляется из блока очистки пакетов в блок наполнения пакетов и к находящимся в этом блоке участкам удаления пробок.
[64] Этот цикл продолжается в блоке очистки пакетов и в блоке наполнения пакетов по мере того, как группы из четырех пакетов поочередно направляются из блока очистки пакетов в блок наполнения пакетов.
[65] Первые четыре пакета, находящиеся в укупорочном блоке, направляются на укупорочный участок, на котором четыре пакета укупориваются колпачками, соединенными с пакетом с возможностью вращения и неподвижно - с пробкой. Как указано выше, соединение с пробкой предназначено для соединения, которое обычно не снимается. Таким образом, когда колпачок удаляется с пакета для обеспечения доступа в полость, пробка остается соединенной с колпачком и удаляется одновременно с ним.
[66] После установки колпачка на штуцер и соединения с пробкой, блок перемещения пакетов продолжает вращаться, тем самым направляет укупоренные пакеты из блока укупорки на выход. В то же время вторая группа пакетов входит в блок укупорки, и процесс повторяется.
[67] Понятно, что процесс был проиллюстрирован на примере, в котором четыре пакета были одновременно расположены на каждом конкретном участке. То есть, каждый из участков включает четыре позиции или порта для приема пакетов. Понятно, что настоящее изобретение не ограничивается одновременной обработкой четырех пакетов на каждом участке. На любом участке может быть предусмотрено большее или меньшее количество позиций. Кроме того, понятно, что участки могут иметь ориентацию, отличную от конфигурации ротационного наполнителя (например, наполнителя периодического действия или линейного наполнителя). Преимущество ротационного наполнения и ротационной укупорки заклюяается в возможности последовательного прохождения множеством пакетов процесса наполнения и укупорки.
[68] Кроме того, такая конфигурация позволяет менять корпус пакета (то есть его форму и размер), а также вид используемого колпачка, не требуя внесения изменений в асептическую зону. В результате этот способ является значительно более универсальным и сводит к минимуму вероятность необходимых изменений асептической зоны, что, в свою очередь, потребовало бы нарушения асептической зоны. Часто такие изменения могут быть фактором, способствующим нарушению условий стерильности или изменениям, влекущим за собой утрату асептических условий.
[69] Вышеизложенное описание объясняет и иллюстрирует изобретение на простых примерах, однако, изобретение не ограничивается этими примерами, за исключением случаев, когда эти ограничения указаны в пунктах формулы изобретения, поскольку специалисты в данной области, имеющие доступ к настоящему описанию, смогут вносить изменения, не нарушая состава изобретения.
Реферат
В способе наполняют пакет, содержащий корпус со множеством панелей, объединенных между собой с образованием полости, и штуцер, обеспечивающий доступ к полости, с пробкой, образующей герметичный контакт со штуцером для предотвращения доступа к полости. Способ содержит очистку наружных поверхностей пакета с помощью чистящего средства, направление штуцера и пробки в асептическую зону, заполненную стерилизованным газом, удаление пробки, наполнение пакета текучим материалом, повторную установку пробки на штуцере для герметизации полости, удаление штуцера и пробки из асептической зоны и фиксацию пробки в колпачке и колпачка в штуцере. При удалении колпачка удаляется пробка и обеспечивается доступ к полости. Изобретением также является вариант выполнения способа для стерилизации множества пакетов одновременно. Группа изобретений обеспечивает повышение качества и производительности. 2 н. и 18 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для наполнения фармацевтических емкостей (варианты)
Комментарии