Способ изготовления, наполнения продуктом и запечатывания пакетов из упаковочного материала на двух поточных линиях и машина для его осуществления - SU1628849A3
Код документа: SU1628849A3
Чертежи

Описание
Изобретение относится к способу изготовления, наполнения продуктом и запечатывания пакетов (контейнеров) на двух поточных линиях, на каждой из которых упаковочные контейнеры продвигаются прерывисто при помощи одного транспортера между различными обрабатывающими станциями. Изобретение также относится к упаковочной машине для осуществления этого способа .
Цель изобретения - снижение эне. гозатрат и повышение надежности в работе устройства.
Способ изготовления, наполнения продуктом и запечатывания пакетов из упаковочного материала на двух поточных линиях заключается в том, что вдоль устройств для изготовления, наполнения продуктом и запечатывания каждой поточной линии пакеты перемещают посредством индивидуального транспортера, причем перемещение пакетов посредством одного транспортера (транспортера одной линии) осуществляют асинхронно с перемещением пакетов посредством другого транспортера (транспортера другой линии).
О ЬЭ
оо
00
СМ
Предлагаемый способ осуществляется при помощи упаковочной машины.
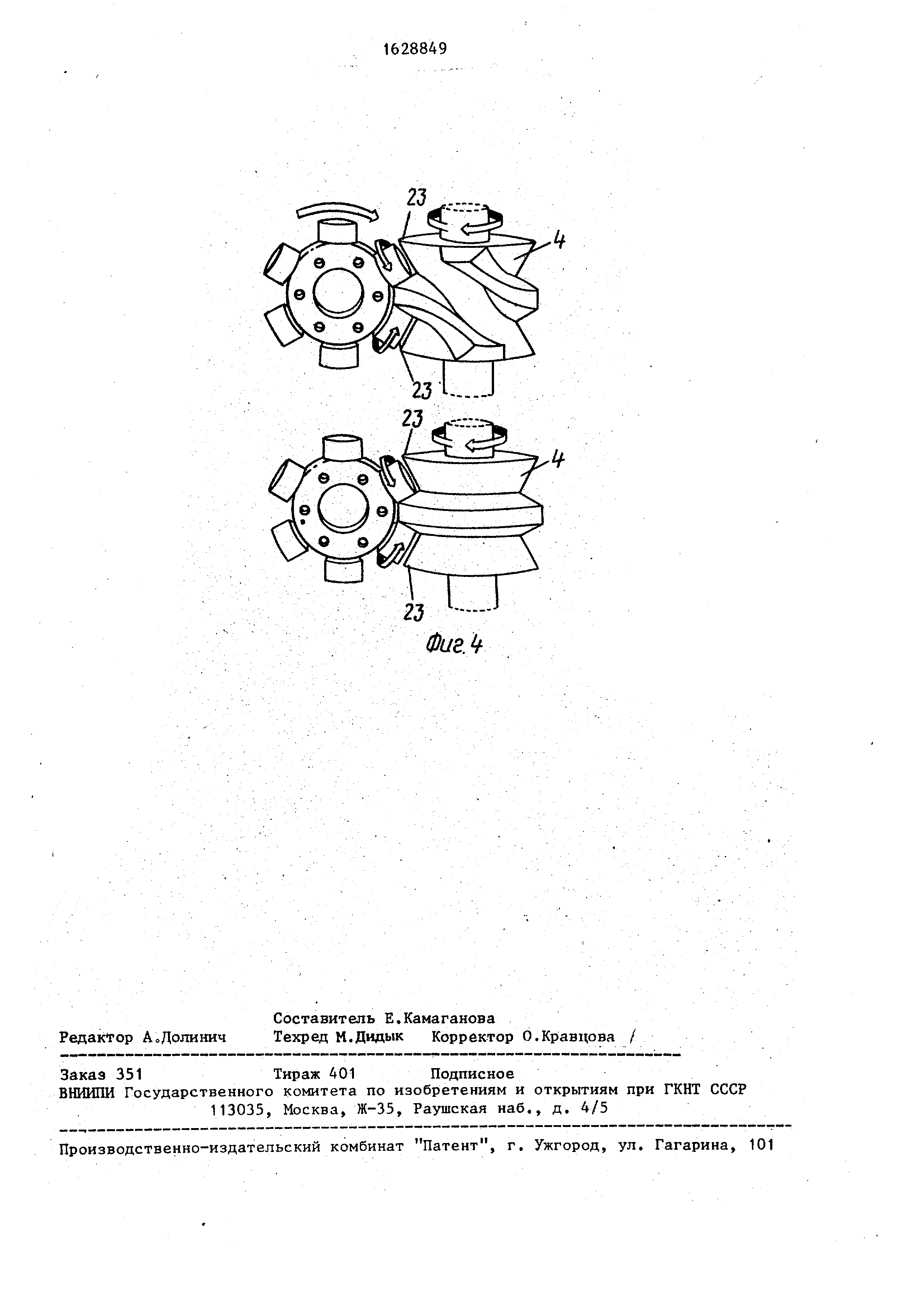
На фиг. 1 изображена машина, вид сбоку; на фиг. 2 - то же, вид сверху; 5 на фиг. 3 - процесс упаковывания-, осуществляемый на предложенной машине; на фиг. А - зубчатое колесо,схема.
Машина состоит из рамы 1, которая Q содержит горизонтальную плиту 2. Под плитой 2 расположен приводной блок машины, ее электрическая система, система смазки и другие обычные
Оv
части, необходимые для работы. Привод-5 ной блок, кроме двигателя 3, содержит зубчатое колесо 4, которое, кроме
преобразования непрерывного вращения двигателя 3, передает движение подвижным частям машины. Таким образом 20 зубчатое колесо 4 соединено с приводным валом 5, расположенным по центру машины, который в свою очередь приводит в движение два транспортера 6, проходящих параллельно и расположен- 25 ных над плитой 2 рамы 1. На приводном валу 5 закреплен ряд кулачковых дисков 7, от которых посредством системы рычагов и тяг (не показана) движение передается ряду обрабатывающих стан- 30 ций, расположенных вдоль каждого транспортера 6. От зубчатого колеса 4 также отходит вертикальный элемент передачи (не показан), который приводит в действие несколько колес 8,-ус- 35 тановленных так, что они могут вращаться на раме ,1 машины. Приводной блок, который в большей части является обычным, также содержит дополнительные валы отбора мощности для 40 смазка масляных насосов, насосов сжатого воздуха и т.д.
Приводной блок в целом расположен под плитой 2 рамы 1„
Над плитой 2 рамы 1 расположены д5 транспортирующие элементы для заготовок пакетов (упаковочных контейнеров) и ряд различных устройств для придания формы, наполнения или другой обработки индивидуальных упаковочных 5о контейнеров.
Упаковочные контейнеры например, так называемого типа конька крыши,
включают несущий слой из бумаги, который покрыт с обеих сторон герметичными и завариваемыми нагревом термопластическими слоями. Заготовки разделены линиями сгиба на различные панели для корпуса контейнера,
верхней и нижней частей и разложены плоскими.
Машина содержит два магазина 9, расположенных снаружи рамы 1 и предназначенных для приема партиями нескольких заготовок 10 упаковочных контейнеров (фиг. 3), которые вручную или автоматически устанавливаются в магазин 9, откуда они последовательно перемещаются к поднимающему блоку 11. Поднимающий блок 11 поднимает индивидуальные заготовки 10 упаковочных контейнеров, лежащие плоскими, так что они становятся трубчатой формы и приобретают в основном квадратное поперечное сечение. При помощи подающих механизмов 12 трубчатые заготовки 10 упаковочных контейнеров затем переносятся на оправки 13, расположенные в данный момент в линию с подающими механизмами 12, причем оправки 13 закреплены на колесах 8, предназначенных для ступенчатого вращения. Каждое колесо 8 с оправками 13 обычно сдвоено и взаимодействует также со сдвоенными подающими механизмами 12. Все последующие обрабатывающие устройства (для наполнения пакетов продуктом , запечатывания пакетов) также сдвоенные. Когда заготовка 10 упаковочного контейнера размещена в заданном положении на оправке 13, колесо 8 поворачивается на один шаг, в результате чего выступающий конец заготовки 10 размещается как раз напротив вентилятора 14 горячего воздуха, который нагревает термопластический слой упаковочного материала до температуры размягчения. После этого колесо 8 с оправками 13 поворачивается еще на один шаг, и нагретые выступы основания заготовки 10 складываются вместе и сжимаются с одновременным охлаждением так что получается герметичное основание контейнера. При дальнейшем .повороте колеса 8 с оправками 13 упаковочные контейнеры размещаются вертикально на верхнюю часть одного или другого из двух транспортеров 6 и этим завершается обработка заготовки 10 для упаковочного контейнера в первой части машины.
Два цепных транспортера 6, каждый из которых служит для связи всех соответствующих устройств одной поточной линии, проходят в продольном направлении машины параллельно один другому и приводному валу 5 о Каждый
транспортер 6 содержит две бесконечные транспортерные цепи, снабженные несущими устройствами, между которыми имеются полости или отделения, размеры которых соответствуют размерам упаковочных контейнеров. Число колес 8 с оправками 13 может изменяться как функция размеров машины, но каждый транспортер 6 связан с одним (двойным) колесом 8 с оправками 13 и проходит своим одним концом прямо под осью вращения (параллельно ей) колеса 8 с оправками 13. С каждого колеса 8 с оправками 13 упаковочные кон-1 тейнеры теперь передаются на нижележащий транспортер 6 перемещением вертикально вниз в свободное отделение транспортера. Непосредственно после размещения упаковочных контейнеров в правильном положении на транспортере 6 начинается прерывистое продвижение их по поточным линиям,и транспортеры 6 перемещают упаковочные контейнеры шаг за шагом к устройствам (обрабатывающим станциям), которые расположены вдоль каждого транспортера 6. После перемещения на определенное расстояние на транспортере 6 текущий упаковочный контейнер, открытый в верхней части, приближается к первой обрабатывающей станции, которой является устройство 15 предварительного сгибания верхней части, назначение которого заключается в предварительном сгибании верхних панелей упаковочного контейнера в направлении конечного герметичного положения, так что материал на линиях сгиба, расположенный между панелями, размягчается и облегчается последующее завершение верхней части. После предварительного сгибания верхней панели упаковочные контейнеры находятся в слегка сложенном положении, но упаковочные контейнеры остаются еще открытыми, когда они приближаются к следующей станции, которая содержит наполнитель 16 и бак 17 с продуктом. Наполнители, как и колеса 8 с оправками 13, могут быть сведенными и содержать два блока наполнения, каждый с дозирующим насосом 18 и наполняющей трубой 19. Подлежащий наполнению упаковочный контейнер поднимается вверх при помощи приспособления, которое не показано , когда он расположен прямо под наполняющей трубой 19, пока нижний конец наполняющей трубы 19 не будет
0
5
0
5
0
5
0
5
0
внутри упаковочного контейнера и не приблизится к его дну. Затем включается дозирующий насос 18 и требуемый объем продукта подается в контейнер одновременно с его вертикальным перемещением снова вниз в его предыдущее положение на транспортере-6. В результате этого предотвращается образование пены у содержимого. После наполнения упаковочный контейнер перемещается дальше при помощи транспортера 6 на следующую станцию, которая включает нагреватель 20 верхней части, который посредством горячего воздуха нагревает термопластический материал выступов верхней части упаковочного контейнера для их сварки. После нагрева до температуры размягчения термопластического слоя упаковочный контейнер сдвигается далее на следующую станцию, которая включает приспособление 21 для гер- метизации верхней части, которое складывает вместе и сжимает нагретые выступы верхней части, так что получается герметичное уплотнение. После завершения герметизации упаковочный контейнер переносится при помощи транспортера 6 на датирующее устройство 22, которое штампует на верхней части упаковочного контейнера требуемую дату и другие маркировки. После этого упаковочный контейнер готов и может быть выгружен с транспортера 6 упаковочной машины при помощи приспособлений для доставки, которые передают упаковочные контейнеры на ленту транспортера, которая не показана.
Привод машины осуществляется при помощи приводного блока, двигатель 3 которого через зубчатое колесо 4 приводит во вращение центральный приводной вал 5, который, в свою очередь, приводит в действие транспортеры 6 и различные обрабатывающие станции. Для того чтобы решить проблемы (неравномерная кривая изменения крутящего момента, работа рывками, толчки, удары и шум), которые отрицательно влияют в большей или меньшей степени на упаковочные машины этого типа с несколькими поточными линиями, различные устройства упаковочной машины в соответствии с изобретением приводятся в действие асинхронно. Таким образом , прерывистое продвижение двух транспортеров 6 происходит не одновременно , а в соответствии со смещенным типом движения, который по существу означает, что первый транспортер 6 находится в состоянии покоя, когда второй транспортер 6 движется. Это асинхронное приведение в действие транспортирующих элементов 6 вызывается автоматически тем, что обрабатывающие станции 15,16,20,21 и 22 одной поточной линии приводятся в действие попеременно с обрабатывающими станциями 15, 16, 20, 21 и 22 второй поточной линии и в цикле с прерывистым движением соответствующих транспорте- ров 6. Это попеременное приведение в действие различных обрабатывающих станций означает значительную экономию мощности и энергии, так как в принципе на каждую пару обрабатываю- щих станций (расположенных одна напротив другой на соответствующих транспортерах можно непрерывно подавать энергию, так как энергия подается попеременно на каждую станцию из этой пары. В известных упаковочных машинах в каждый момент времени требовалась очень большая энергия, так как все станции на обоих (всех) транспортерах приводятся в действие одновременно. Одновременно можно значительно снизить размеры источника энергии или приводной силы, так как станции попеременно используют общий источник энергии привода. Это преиму- щество особенно заметно в отношении нагревателей 20 верхней части, которые ранее требовали в каждый момент большого количества горячего воздуха, который вследствие инерции системы вырабатывается также между интервалами использования, и это означает чистую потерю энергии. В машине горячий воздух может распределяться попеременно между двумя нагревателями верхней части, так что практически можно полностью исключить потери энергии вследствие неактивных нагревателей верхней части. Аналогичным образом МОЖНО УПРОСТИТЬ ПОДаЧу СОДерЖИ-
мого в наполнители 16 попеременным их приведением в действие, так что подающая труба 19 может быть использована более эффективно и аналогично насосы, клапаны и другие детали имеют меньшие размеры.
Прерывистое приведение в действие двух транспортирующих элементов осуществляется при помощи зубчатого колеса 4, которое имеет два выреза 23, тип движения которых аналогичен, но взаимно смещен на 180°. Это обеспечивает большую точность при попеременном движении двух транспортеров 6. Два блока кулачков 7 получают через приводной вал 5 тип движения, смещенный соответствующим образом, которое посредством привода через приводной вал 5 полностью синхронизировано с прерывистым движением соответствующего транспортера 6. Прерывистое крутящее движение двух колес 8 с оправками 13 тоже синхронизировано с движением соответствующего транспортера 6 так, что без затруднения происходит перенос заготовок 10 для упаковочных контейнеров с оправок 13 на транспортеры 6.
Так как два транспортера и элементы , связанные с ними, постоянно соединены с общим источником энергии привода в неактивном, а также активном положении, выравнивается нагрузка на приводной двигатель 3, так что значительно уменьшаются, видимые пики, которые имеют место на эпюре момен- тов в машинах с синхронно приводимыми транспортерами.Аналогично снижается общее потребление энергии, так как замедление одного транспортера будет способствовать одновременному ускорению другого транспортера, в результате чего можно использовать меньший приводной блок с последующим снижением потребляемой мощности, шума и т.д. В машинах с двумя транспортерами последние подсоединены к источнику энергии привода со смещением на 180 , тогда как в случае нескольких транспортеров они могут быть распределены другим образом.
Формула изобретения 1. Способ изготовления, наполнения продуктом и запечатывания пакетов из упаковочного материала на двух поточных линиях, предусматривающий перемещение пакетов вдоль устройства для их изготовления, наполнения продуктом и запечатывания каждой линии посредством индивидуального транспортера , отличающийся тем, что, с целью снижения энергозатрат, перемещение пакетов посредством одного транспортера осуществляют асинхронно с перемещением пакетов посредством другого транспортера.
2. Машина для изготовления, наполнения продуктом и запечатывания пакетов из упаковочного материала, содержащая две поточные линии, каждая из которых включает устройства для изготовления, наполнения продуктом и запечатывания пакетов, связанные между собой с транспортером, и привод , включающий электродвигатель и
8849
10
приводной вал, отличающая- с я тем, что, с пелью снижения энергоемкости и повышения надежности в 5 работе, привод снабжен зубчатым колесом , имеющим пару вырезов, смещенных один относительно другого на 180 , и связанным с транспортерами обеих линий через приводной вал.

Реферат
Изобретение относится к способам изготовления, наполнения продуктом и запечатывания пакетов из упаковочного материала на двух поточных линиях и к машинам для осуществления способов. Целью изобретения является снижение энергозатрат, а также повышение надежности в работе. Заготовки для пакетов (упаковочных контейнеров) продвигаются прерывисто во время обработки и наполнения между различными устройствами (станциями), входящими в поточную линию. Когда машина содержит две лоточные линии, каждая из которых включает транспортер, соединяющий все устройства, приводной блок машины нагружается неравномерно. Для предотвращения этого предлагается асинхронно приводить в действие транспортеры обеих поточных линий. В то время, когда один транспортер находится в состоянии покоя, второй транспортер (транспортер второй поточной линии) двигается между устройствами. В результате приводной блок имеет значительно более равномерную кривую изменения крутящего момента, вследствие чего можно предотвратить неравномерную работу машины, ее износ и шум.. 2 с.п. А-лы. 4 ил. (Л
Формула
Комментарии