Устройство для уплотнения продуктов и высокоскоростного изготовления пакетов - RU2597860C1
Код документа: RU2597860C1
Чертежи




Описание
Предпосылки создания изобретения
Перекрестная ссылка на родственные заявки
Настоящая заявка является частичным продолжением находящейся одновременно на рассмотрении заявки US 12/604748, поданной 23 октября 2009 г., содержание которой во всей полноте в порядке ссылки включено в настоящую заявку.
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для уплотнения множества порций продукта и их упаковывания с высокой скоростью.
Описание уровня техники
После упаковывания продукт часто оседает, из-за чего упаковка выглядит не до конца наполненной. Соответственно, часто упаковка выглядит полной после изготовления, но после оседания продукта выглядит не до конца наполненной. Одним из примеров является традиционный гибкий пакет с закусочными продуктами, такими как картофельные чипсы. Такие гибкие пакеты традиционно изготавливают и наполняют в вертикальном формочно-фасовочно-укупорочном автомате. На фиг. 1 показана часть традиционного формочно-фасовочно-укупорочного автомата. Сначала продукт взвешивают и дозируют на весовом дозаторе 101. В весовых дозаторах 101 накапливается заданная порция продукта для расфасовывания. В каждой порции содержится количество продукта, занимающее один пакет. После весового дозатора 101 обычно находится воронка 102 или ряд воронок, которые направляют продукт. Используемые термины "после" и "до" означает относительные точки или положения процесса или устройства. Так, событие, происходящее после, имеет место позже и следует за событиями, которые произошли до него. После воронки 102 находится подающий продукт цилиндр 103. Используемый в вертикальном формочно-фасовочно-укупорочном автомате подающий продукт цилиндр 103 часто называют формирователем. Обертывают упаковочную пленку для изготовления готовой упаковки вокруг подающего продукт цилиндра 103, чтобы сформировать рукав. После укупоривания нижнего конца рукава подают продукт через подающий продукт цилиндр 103 в укупоренный рукав. После этого укупоривают верхний конец рукава, отрезают и отделяют от находящейся до него пленки, в результате чего формируют упаковку. Это устройство является высокоэффективным формирователем пакетов со скоростью до 100 пакетов в минуту.
Во время доставки и перемещения продукт внутри упаковки начинает оседать, увеличивая незаполненное продуктом пространство вверху упаковки. Упаковка на полке магазина после ее доставки и перемещения часто выглядит менее заполненной, чем упаковка непосредственно после выхода из формирователя пакетов. Это создает разнообразные затруднения. Во-первых, упаковка, которая выглядит и ощущается менее заполненной, является менее привлекательной для покупателя по сравнению с более заполненной упаковкой. Во-вторых, многим покупателям неприятно обнаруживать после вскрытия упаковки, что она почти наполовину пуста. В-третьих, из-за увеличенного объема незаполненного продуктом пространства после оседания продукта, известная упаковка имеет больший размер, чем требуется с учетом ее содержимого. Такая упаковка неоправданно занимает ценное пространство на полках магазинов, в грузовых автомобилях, на складах и в шкафах покупателей. Кроме того, при формировании такой упаковки непроизводительно расходуются материалы для ее изготовления, такие как пленки из пластмассы.
По указанным причинам предпринимались попытки уменьшить незаполненное продуктом пространство в упаковке. Одна такая попытка описана в публикации заявки US 2006/0165859 на находящееся в совместной собственности изобретение, в котором сказано, что продукты произвольной формы имеют тенденцию меньше оседать с течением времени, чем продукты одинаковой формы, и, соответственно, описано изготовление продуктов произвольной формы. Тем не менее, одним из недостатков этого способа является то, что изготовление продуктов произвольной формы не всегда желательно.
Другим известным способом является частичное заполнение упаковки продуктом и сообщение вибрации упаковке, что вызвать оседание продукта внутри упаковки. После этого добавляют продукт в упаковку и повторяют процесс. К сожалению, этот способ является очень медленным и не может осуществляться с высокой скоростью на традиционном вертикальном формочно-фасовочно-укупорочном автомате.
Соответственно, одной из задач настоящего изобретения является создание устройства и способа для обеспечения более высокой плотности продукта внутри упаковки. Кроме того, поскольку многие упаковки изготавливаются на вертикальном формочно-фасовочно-укупорочном автомате, желательно, чтобы устройство и способ легко приспосабливались к применению на таком автомате предпочтительно лишь с небольшой модификацией и без значительного снижения скорости изготовления пакетов.
Краткое описание чертежей
В прилагаемой формуле изобретения изложены предполагаемые элементы новизны, характеризующие изобретение. Тем не менее, само изобретение, а также предпочтительный способ его применения, его дополнительные задачи и преимущества будут лучше всего поняты из следующего далее подробного описания наглядных вариантов осуществления со ссылкой на сопровождающие чертежи, на которых:
на фиг. 1 показан вид в перспективе известного фасовочного устройства,
на фиг. 2 показан вид в перспективе фасовочного устройства согласно одному из вариантов осуществления изобретения с камерой осаждения,
на фиг. 3 показана горизонтальная боковая проекция поворотного устройства осаждения с множеством камер осаждения в положениях их разгрузки и загрузки,
на фиг. 4 показан вид в перспективе поворотного устройства осаждения, с множеством камер осаждения в наполовину повернутом положении,
на фиг. 5 показан вид в перспективе фасовочного устройства согласно одному из вариантов осуществления изобретения с камерой осаждения и формирователем множества пакетов, и
на фиг. 6 показана горизонтальная боковая проекция поворотного устройства осаждения с множеством камер осаждения в положениях их разгрузки и загрузки.
Подробное описание
Далее со ссылкой на чертежи описано несколько вариантов осуществления изобретения. Если не указано иное, сходные элементы на всех чертежах обозначены одинаковыми позициями.
Настоящее изобретение относится в целом к способу и устройству для уплотнения порции продукта и обеспечения более высокой плотности продукта внутри упаковки. Уплотнение означает плотность продукта внутри упаковки. Одной из задач является формирование и уплотнение промежуточной порции продукта, которую затем разгружают в упаковочное устройство и далее в упаковку. Одной из дополнительных задач в одном из вариантов осуществления является обеспечение сохранения более высокой плотности на протяжении операции упаковывания. Заявителем обнаружено, что за счет формирования и уплотнения промежуточной порции продукта, а затем ее разгрузки с целью упаковывания повышается плотность продукта. Порцией продукта является накопленное количество продукта.
За счет обеспечиваемой более высокой плотности продукта в формирователе пакетов уменьшается его оседание во время последующей транспортировки, перемещения и демонстрации упаковки. Таким образом, за счет устройства и способа согласно настоящему изобретению упаковка на полке магазина больше походит на упаковку в формирователе пакетов. Используемым термином "формирователь пакетов" обозначается любое упаковочное устройство. Способ и устройство могут применяться в разнообразных формирователях пакетов, включая без ограничения вертикальный формочно-фасовочно-укупорочный автомат и горизонтальные формочно-фасовочно-укупорочные автоматы, формирователь коробок с вкладышем в форме пакета, а также машины для упаковывания в коробки. Аналогичным образом, также может использоваться упаковочное устройство, называемое фасовочно-укупорочным устройством для наполнения и укупоривания предварительно изготовленных пакетов. Описанные в изобретении готовые упаковки могут представлять собой традиционные гибкие упаковки для закусочных продуктов, вертикальную упаковку, коробку, коробку с вкладышем в форме пакета и другие изделия для упаковывания подверженного оседанию продукта.
Устройство и способ могут применяться для обеспечения более высокой плотности разнообразных продуктов, включая пищевые продукты, такие как чипсы, претцели, печенье, лапша, орехи, злаки и зерна. Аналогичным образом, настоящее изобретение применимо в индивидуально упакованных продуктах, таких как индивидуально упакованная мятная леденцовая карамель или другие конфеты, которые подвержены оседанию. Устройство и способ также применимы к другим сухим продуктам, включая корм для собак, корм для кошек и т.д.
На фиг. 2 показан вид в перспективе фасовочного устройства согласно одному из вариантов осуществления изобретения с камерой осаждения. Как показано на фиг. 2, между весовым дозатором 101 и подающим продукт цилиндром 103 вертикального формочно-фасовочно-укупорочного автомата расположено устройство 207 осаждения. Весовой дозатор 101 может представлять собой практически любой известный из техники весовой дозатор. В одном из вариантов осуществления весовым дозатором 101 является статический весовой дозатор. Как показано, после весового дозатора 101 расположена загрузочная воронка 102. Продукт поступает в загрузочную воронку 102 или ряд воронок, которые направляют его в расположенный после них формирователь пакетов. Используемы термином "загрузочная воронка" 102 обозначается любое устройство, расположенное после весового дозатора, но до устройства осаждения, для сбора и направления продукта. Загрузочная воронка 102 может быть прикреплена к весовому дозатору 101 и может иметь вертикальные или наклонные стенки. В одном из вариантов осуществления между весовым дозатором 101 и загрузочной воронкой 102 предусмотрен детектор металла для обнаружения инородных частиц. Специалисты в данной области техники учтут, что загрузочная воронка 102 не является обязательной во всех вариантах осуществления. После загрузочной воронки 102 и весового дозатора 101 расположено устройство 207 осаждения.
Как показано, устройство 207 осаждения содержит одну камеру 204 осаждения, вибратор 208 и затвор 206. Используемым термином "устройство осаждения" обозначается устройство для загрузки и захвата определенного количества продукта с целью формирования промежуточной порции уплотненного продукта. Камерой осаждения 204 является отдельная камера для загрузки и удерживания продукта. В одном из вариантов осуществления камера 204 осаждения имеет четыре вертикальные стенки и открытые верх и низ.
Заявителем обнаружено, что за счет сбора выходящего из весового дозатора 101 продукта и его выдерживания в течение определенного времени в камере 204 осаждения облегчается оседание продукта и повышается его плотность. В результате увеличенного оседания продукта во время упаковывания он меньше оседает впоследствии. Камере 204 осаждения может сообщать качение или вибрацию вибратор 208 с целью ускорения оседания продукта. Необходимое время и количество внешней энергии, такой как вибрация, требуемой для обеспечения оседания, зависит от множества факторов, включая без ограничения геометрию продукта, размер и геометрию камеры осаждения, размер порции и желаемую степень уплотнения. Специалисты в данной области техники способны определить количество времени и энергии, требуемой для достижения желаемой степени уплотнения. С целью обеспечения оседания и достижения более высокой плотности продукта камере осаждения может сообщаться иное движение, такое как по вертикали, по горизонтали, вращательное, вибрационное и их сочетания. Вибратор 208, который является необязательным, может представлять собой любое устройство, сообщающее вибрацию камере 204 осаждения. Вибратор 208 может находиться в различных положениях на протяжении устройства 207 осаждения.
Заявителем обнаружено, что геометрия камеры 204 осаждения влияет на форму упакованной порции, а также форму готовой упаковки, в особенности, если готовой упаковкой является традиционный гибкий пакет. В одном из вариантов осуществления форма поперечного сечения камеры 204 осаждения преимущественно аналогична желаемой форме порции. Например, в одном из вариантов осуществления камера 204 осаждения имеет преимущественно овальное поперечное сечение, имитирующее преимущественно овальное поперечное сечение традиционного гибкого пакета. Могут использоваться поперечные сечения других форм, включая без ограничения круглое и квадратное поперечное сечение.
Высота камеры 204 осаждения может варьировать в зависимости от желаемых размера и формы промежуточной порции, которая в конечном итоге диктует размер и форму готового продукта. В одном из вариантов осуществления размер камеры 204 осаждения приблизительно в 0,5-2,5 раза превышает высоту готовой упаковки, а в одном из вариантов осуществления приблизительно в 1,25 раза превышает высоту готовой упаковки. Размер камеры зависит от разнообразных факторов, включая требуемую степень оседания. В одном из вариантов осуществления высоту камеры 204 осаждения выбирают таким образом, чтобы она помещалась между весовым дозатором и фасовочным устройство и не приподнимала весовой дозатор.
В одном из вариантов осуществления в дне камеры 204 осаждения имеется отверстие большего диаметра, чем ее верх. За счет выходного отверстия большего диаметра сводится к минимуму слипание некоторых продуктов, подверженных слипанию. Это помогает продукту сохранять свою желаемую компактную форму и обеспечивает более быструю и эффективную разгрузку продукта.
На дне камеры 204 осаждения находится затвор 206. Затвор 206 может представлять собой затворы множеств типов, включая задвижки и створчатые затворы. В одном из вариантов осуществления затвором 206 является задвижка, которая позволяет быстро и эффективно разгружать продукт из камеры 204 осаждения.
После затвор 206 расположен подающий продукт цилиндр 103. В некоторых вариантах осуществления предусмотрена промежуточная воронка 209, которая направляет продукт, выпущенный через затвор 206, в подающий продукт цилиндр 103. Промежуточная воронка 209 может представлять собой одну или несколько воронок, которые могут иметь прямые или наклонные стенки. Кроме того, промежуточная воронка 209 может иметь разнообразные формы. В одном из вариантов осуществления промежуточная воронка 209 имеет форму, сходную с формой камеры 204 осаждения.
В некоторых вариантах осуществления каждый последующий переходный участок на пути от загрузочной воронки 102 до подающего продукт цилиндра 103 имеет больший диаметр, чем предыдущий переходный участок. Соответственно, в таком варианте осуществления промежуточная воронка 209 имеет больший диаметр, чем камера 204 осаждения, но меньший диаметр, чем подающий продукт цилиндр 103. За счет такой конструкции сводится к минимуму слипание и какое-либо иное разрушении сформированной порции.
Соответственно, способ уплотнения порции продукта начинается с взвешивания определенного количества продукта в весовом дозаторе. Затем направляют продукт в устройство осаждения. После того, как продукт поступает в устройство осаждения, его уплотняют с целью формирования порции продукта. Как было описано, это может делаться путем хранения продукта в течение определенного времени или путем раскачивания, вращения и/или вибрации устройства осаждения. После уплотнения продукта его разгружают в подающий продукт цилиндр. Следует отметить, что продукт может разгружаться непосредственно в подающий продукт цилиндр или в промежуточную воронку или лоток до загрузки в подающий продукт цилиндр. После этого, разгружают порцию из подающего продукт цилиндра в упаковку. Как описано выше, устройство осаждения расположено после весового дозатора и до подающего продукт цилиндра. Кроме того, устройство осаждения может содержать лишь одну камеру осаждения или несколько камер осаждения.
В одном из вариантов осуществления устройство 207 осаждения содержит лишь одну камеру 204 осаждения. Тем не менее, в других вариантах осуществления устройство 207 осаждения содержит несколько камер осаждения 204. В одном из вариантов осуществления параллельно действуют две или более камер осаждения 204, каждая из которых разгружает свою порцию продукта в находящийся далее подающий продукт цилиндр 103. В других вариантах осуществления последовательно действуют по меньшей мере две камеры 204, при этом первая камера расположена ниже второй камеры, и продукт частично оседает в первой камере до загрузки во вторую камеру для дальнейшего оседания. В одном из вариантов осуществления одна или несколько камер осаждения 204 установлены на поворотном устройстве осаждения. В одном из вариантов осуществления каждая последующая камера обеспечивает все большее оседание.
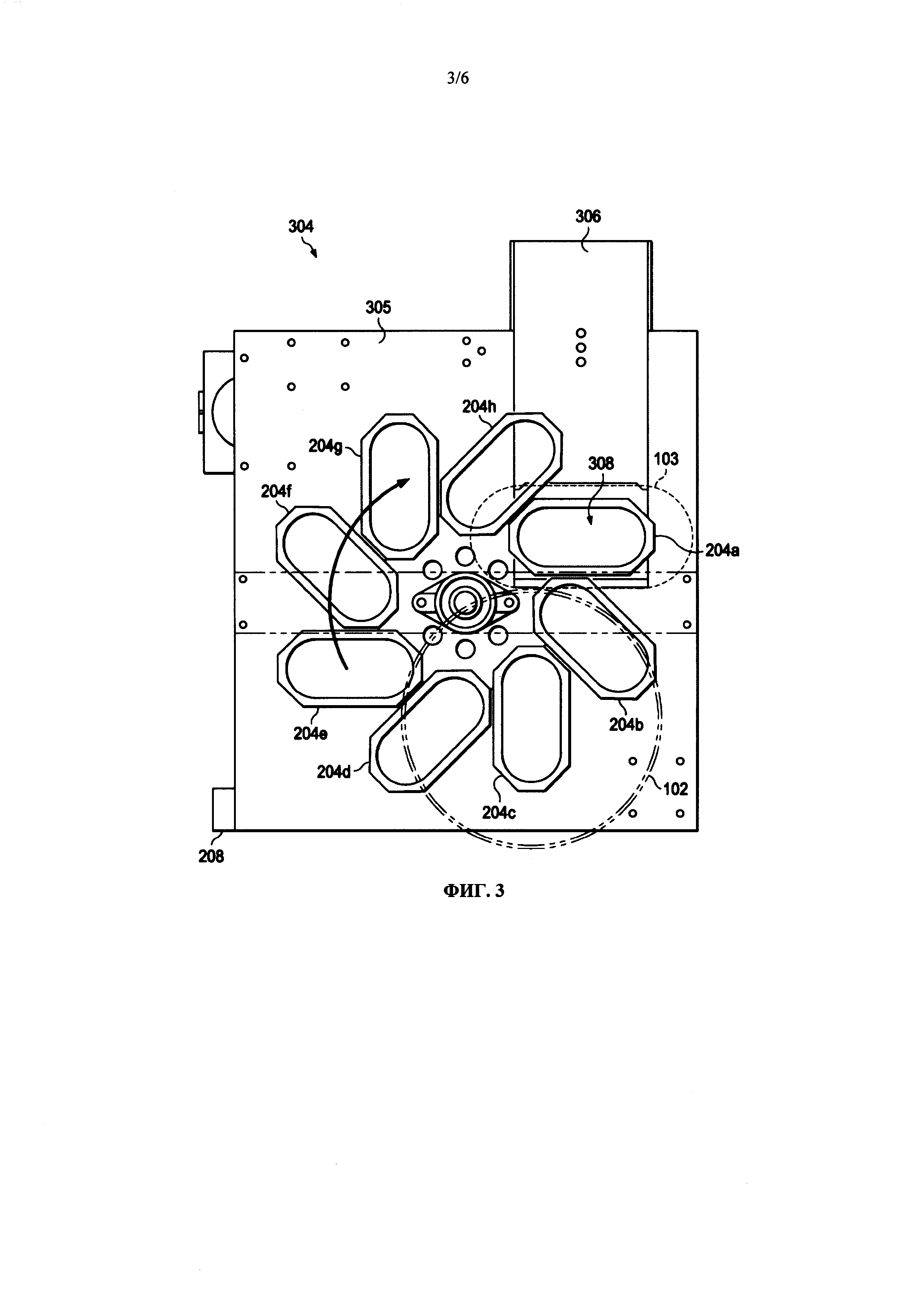
На фиг. 3 показана горизонтальная боковая проекция поворотного устройства осаждения с множеством камер осаждения в положениях их разгрузки и загрузки. Поворотным устройством 304 осаждения является устройство, содержащее несколько камер осаждения, способных поворачиваться вокруг оси внутри устройства осаждения. На фиг. 3 показано поворотное устройство 304 осаждения, содержащее восемь камер осаждения 204a-h, расположенных над стационарным поворотным столом 305, затвор 306 и вибратор 208. Хотя показано восемь камер осаждения 204a-h, также может использоваться другое число камер осаждения. Специалисты в данной области техники поймут, что число требуемых камер осаждения зависит от разнообразных факторов, включая без ограничения геометрию продукта, желаемые размер и вес каждой порции, желаемую пропускную способность в пакетах в минуту, требуемое время оседания и т.д.
Камеры 204a-h осаждения могут находиться в разнообразных положениях в поворотном устройстве 304 осаждения. В одном из вариантов осуществления центры каждой камеры осаждения равномерно разнесены по поворотному столу 305. В одном из вариантов осуществления камеры равномерно разнесены и ориентированы подобно спицам колеса. Показано, что камеры 204 осаждения расположены под углом к поворотному столу 305, чтобы довести до максимума число камер, помещающихся на поворотном столе 305.
Поскольку в проиллюстрированном варианте осуществления камеры 204 осаждения имеют открытые верх и низ, продукт удерживается внутри камер осаждения 204 за счет стационарного поворотного стола 305. В таком варианте осуществления камеры 204 осаждения плавно движутся по поворотному столу 305 и поворачиваются. В поворотном столе 305 имеется отверстие 308, расположенное над затвором 306. В одном из вариантов осуществления форма отверстии соответствует форме камеры 204 осаждения. Камера, находящаяся в положении над затвором 306 и совмещенная с отверстием 308, называется камерой 204а разгрузки. Продукт в камере 204а разгрузки удерживается затвором 306. Соответственно, когда затвор 306 открывается путем скользящего перемещения или иным способом, продукт падает через отверстие 308 на поворотный стол 305 и проходит через открытый затвор 306. Специалисты в данной области техники поймут, что существуют другие способы удерживания продукта внутри каждой камеры осаждения, например, с помощью отдельного затвора для каждой камеры осаждения.
В одном из вариантов осуществления после и ниже затвора 306 расположен подающий продукт цилиндр 103. В таком варианте осуществления уплотненная порция продукта разгружается из камеры разгрузки в подающий продукт цилиндр 103, в котором она затем упаковывается в формирователе пакетов.
Камеры 204 осаждения могут заполняться в разнообразных местоположениях. В одном из вариантов осуществления камера 204а разгрузки также является камерой осаждения, в которую поступает продукт, и называется загрузочной камерой. В таком варианте осуществления после разгрузки продукта из камеры 204а разгрузки затвор 306 затвор закрывается. После этого в камеру 204а разгрузки поступает продукт. Все камеры 204 осаждения поочередно перемещаются на одно положение вперед, и в это время продукт в камере осаждения оседает и становится более плотным. Таким образом, в некоторых вариантах осуществления загрузка и разгрузка продукта не происходят одновременно.
Тем не менее, на фиг. 3 и 4 проиллюстрирован вариант осуществления, в котором загрузка и разгрузка продукта не происходят в одной и той же камере. Как показано на фиг. 3, продукт разгружается из камеры 204а разгрузки, при этом продукт поступает из загрузочной воронки 102 в другую камеру, а именно, загрузочную камеру 204c. В одном из вариантов осуществления загрузка и разгрузка продукта происходят одновременно. Так, после разгрузки продукта камера 204а разгрузки поворачивается на два положения и становится загрузочной камерой 204c, в которую поступает продукт. В одних вариантах осуществления камера 204а разгрузки поворачивается лишь на одно положение, чтобы стать загрузочной камерой, а в других вариантах осуществления камера разгрузки поворачивается на множество положений, чтобы стать загрузочной камерой. Местонахождение положений загрузки и разгрузки зависит от разнообразных факторов, включая без ограничения местонахождение загрузочной воронки 102 и подающего продукт цилиндра 103, а также требуемую степень оседания.
После загрузки продукта в загрузочную камеру 204c она поворачивается по часовой стрелке на столько положений, чтобы снова стать камерой 204а разгрузки. Хотя в примере описан поворот по часовой стрелке, не следует считать это ограничением, поскольку устройство также может поворачиваться против часовой стрелки.
По мере поворота камер осаждения 204 продукт становится более плотным. В одном из вариантов осуществления вибратор 208 сообщает вибрацию продукту внутри камер осаждения 204, чтобы способствовать его оседанию. Вибратор 208 может быть размещен в различных местах, включая без ограничения стационарный поворотный стол 305, может быть прикреплен к камере 204 или к поворотному устройству 304 осаждения или другой опорной конструкции.
Как показано на фиг. 3 и 4, поверх поворотного устройства 304 осаждения расположена загрузочная воронка 102. Загрузочная воронка 102 направляет продукт в загрузочную камеру. Как отмечено выше, загрузочная воронка 102 может быть расположена непосредственно под весовым дозатором 101 или под другой воронкой или рядом воронок.
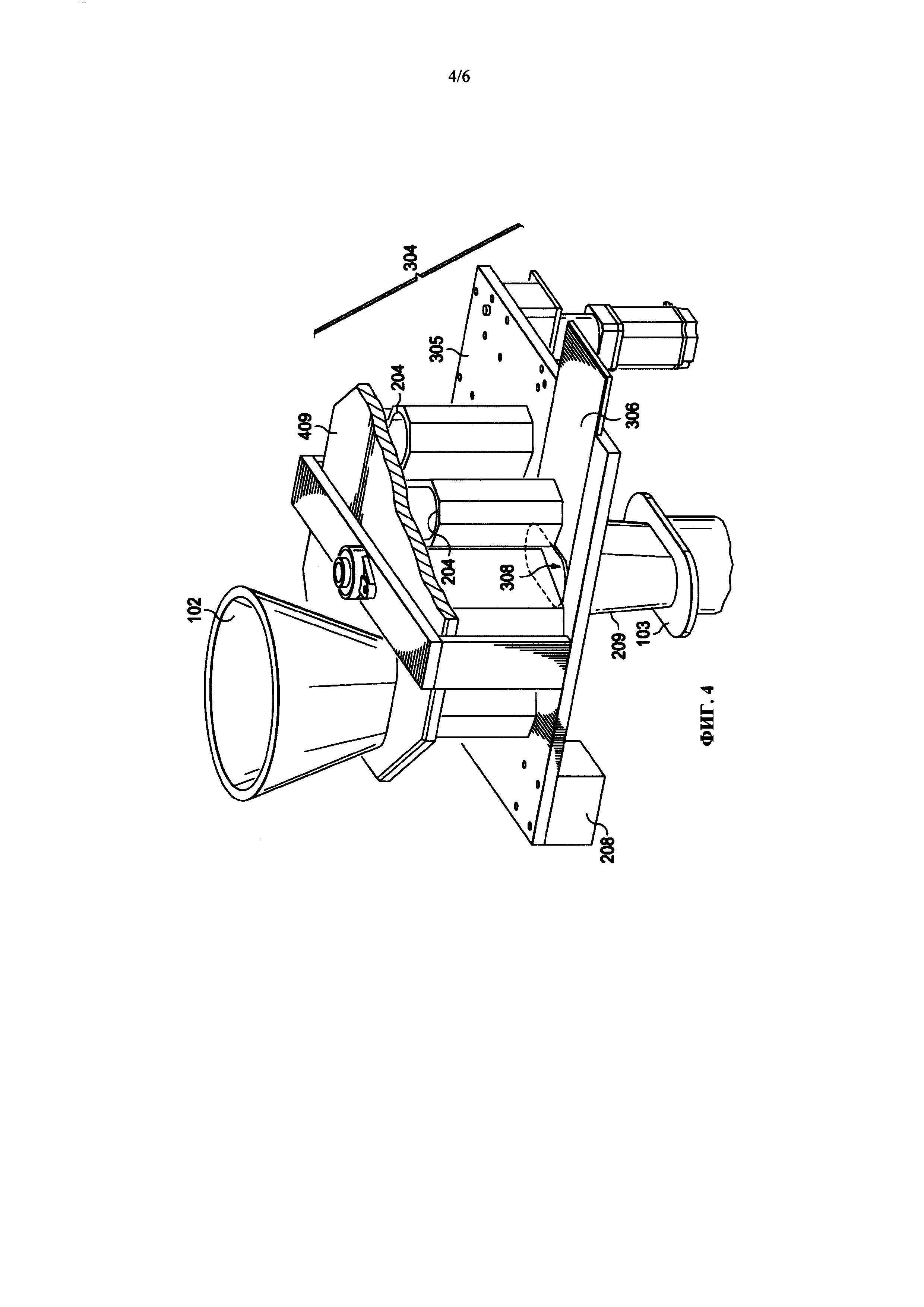
На фиг. 4 показан вид в перспективе поворотного устройства осаждения с множеством камер осаждения в наполовину повернутом положении. На фиг. 4 также проиллюстрировано отверстие 308 в стационарном столе 305. Поскольку камеры повернуты наполовину, продукт не загружается в камеры и не разгружается из камер. Тем не менее, в других вариантах осуществления во время поворота продукт загружается в камеры и/или разгружается из них. Тем не менее, в некоторых вариантах осуществления желательно, чтобы плотная порция оставалась в таком состоянии после того, как она сформирована.
На фиг. 4 показан стационарный верх 409. Верх 409 не позволяет продукту внутри камер осаждения 204 не выходил из них. Кроме того, верх 409 не позволяет посторонним предметам попадать в устройство осаждения и затем в упаковку. Верх 409 необязателен во всех вариантах осуществления, и специалисты в данной области техники поймут, что в каких условиях обработки требуется такой верх.
Как показано, промежуточная воронка 209 и подающий продукт цилиндр 103 расположены после отверстия 308. На фиг. 4 показано, что подающий продукт цилиндр 103 является частью формирователя пакетов в вертикальном формочно-фасовочно-укупорочном автомате. В одном из вариантов осуществления подающий продукт цилиндр 103 непосредственно соединен с поворотным устройством 304. В других вариантах осуществления подающий продукт цилиндр 103 не соединен непосредственно с поворотным устройством 304. Подающий продукт цилиндр 103 может быть отделен от поворотного устройства 304 зазором или может быть соединен с ним посредством другого оборудования, такого как промежуточная воронка 209.
В одном из вариантов осуществления продуктом упаковке является продукт только из одной камеры осаждения. В таком варианте осуществления количество продукта, поступающего в загрузочную камеру, равно количеству продукта в готовой упаковке.
В других вариантах осуществления готовая упаковка содержит две порции продукта. В одном из вариантов осуществления упаковка содержит продукт по меньшей мере из двух камер осаждения. В других вариантах осуществления упаковка содержит две порции продукта из одной и той же камеры. В таком варианте осуществления сначала в камере формируется и разгружается из нее первая порция, а затем в той же камере формируется и разгружается из нее вторая порция.
Заявителем обнаружено, что некоторые продукты дополнительно уплотняются в случае уплотнения по отдельности двух или более порций меньшего размера, а затем их помещения в одну упаковку. Например, если готовый продукт должен содержать две порции, помещают в одну упаковку порции, сформированные в двух различных камерах. Как показано на фиг. 3, в таком варианте осуществления одна упаковка содержит как продукт из камеры 204а разгрузки, так и продукт из камеры 204h, расположенной на одно положение сзади камеры 204а разгрузки. Соответственно, продукт из обеих камер 204a/204h поступает в вертикальный формочно-фасовочно-укупорочный автомат для упаковывания в одну упаковку.
В одном из вариантов осуществления высота каждой камеры выбрана с возможностью переоснащения существующего оборудования устройством для уплотнения, например, не приподнимая весовой дозатор. Например, в одном из вариантов осуществления за счет наличия множества камер осаждения их высота может быть уменьшена, поскольку она распределена среди множества камер, в результате чего не требуется перемещать весовой дозатор. Тем самым достигается снижение капитальных затрат на переоснащение существующего оборудования.
Заявителем обнаружено, что после инициирования оседания порция продукта сохраняет свою форму и плотность при упаковывании. За счет этого уменьшается оседание после упаковывания, и покупатель приобретает более наполненную упаковку, которая больше походит на наполненную упаковку в формирователе пакетов. Как описано ранее, за счет большего оседания при упаковывании уменьшается оседание после упаковывании, чтоб обеспечивает несколько выгод. Одной такой выгодой является возможность использования сравнительно меньшей упаковки для продукта такого веса. За счет этого снижаются производственные расходы, поскольку для изготовления упаковки требуется меньше материала. Кроме того, за счет этого снижаются затраты на транспортировку, поскольку в заданном объеме может быть размещено больше упаковок. Помимо этого, на полке магазина можно разместить больше упаковок, поскольку меньшие упаковки занимают меньше места. Аналогичным образом, покупатель может хранить такое же количество продукта в меньших упаковках на меньшем пространстве, что высвобождает ценное пространство кладовой.
Как описано, устройство и способ согласно изобретению позволяют упаковывать такое количество продукта в сравнительно меньшую упаковку. Меньшая упаковка может иметь уменьшенную высоту, ширину или их сочетание по сравнению с известной упаковкой. В одном из вариантов осуществления изменена не ширина, а только высота упаковки. В таком варианте осуществления сведены к минимуму требуемые модификации формирователя пакетов.
Эффективность одного из вариантов осуществления настоящего изобретения продемонстрирована в следующих примерах, приведенных лишь в целях иллюстрации. Соответственно, следующие примеры не следует считать ограничивающими изобретение.
Контрольное испытание
Было проведено испытание продукта в виде использованием чипсов весом 21,5 унций. Пшеничные чипсы представляли собой тонкие ребристые пластинки. При испытании использовали устройство осаждения. Пакеты имели ширину 12 дюймов, общую высоту 18,75 дюймов и полезную высоту 17,75 дюймов за вычетом одного дюйма на верхнее и нижнее уплотнения. Измерили незаполненное продуктом пространство в каждой упаковке и вычислили степень заполнения каждого пакета. Незаполненное продуктом пространство измеряли путем определения среднего уровня продукта в упаковке. Упаковки, извлеченные из формирователя пакетов, которым являлся вертикальный формочно-фасовочно-укупорочный автомат, были заполнены в среднем на 86% до уровня в среднем 15,25 дюйма. Чтобы определить состояние упаковок после нахождения на полке магазина, имитировали процесс реализации упаковок, включая транспортировку, перемещение и время хранения. После этого измерили незаполненное продуктом пространство и вычислили, что заполнение каждого пакета продуктом составляло в среднем приблизительно 78% до уровня 13,85 дюйма. Соответственно, после имитации хранения степень заполнения упаковок в среднем снизилась примерно на 8%, и уровень продукта снизился в среднем на 1,4 дюйма.
Однократная загрузка
Использовал неповоротное устройство осаждения с одной камерой осаждения, сходное в эксплуатации с устройством, показанным на фиг. 2, в следующем испытании методом однократной загрузки, когда каждая упаковка, содержит одну порцию продукта. Устройства осаждения имело камеры осаждения преимущественно с овальным поперечным сечением и шириной 12 дюймов. С учетом оседания продукта использовали пакет меньшего размера. Этот пакет имел ширину 12 дюймов, высоту 16,75 дюйма и полезную высоту около 15,75 дюйма. Заполнение упаковок продуктом в формирователе пакетов составляло приблизительно 86% до уровня около 13,55 дюйма. Соответственно, за счет устройства осаждения уровень продукта снизился с 15,25 дюйма до 13,55 дюйма в формирователе пакетов при таком же количестве продукта в пакете такой же ширины. После имитации хранения упаковки были заполнены продуктом приблизительно на 82% до уровня 12,85 дюйма. Соответственно, заполнение упаковки уменьшилось всего на около 4%, и пакет был заполнен больше, чем при контрольном испытании. Снижение уровня продукта составило всего около 0,7 дюйма или около половины снижения уровня при контрольном испытании.
Многократная загрузка
Использовали такое же устройство в следующем испытании методом многократной загрузки, когда готовая упаковка содержит две порции продукта. Соответственно, в варианте осуществления формировали порцию продукта в камере осаждения и разгружали из нее, а затем формировали в той же камере осаждения вторую порцию продукта и разгружали ее в ту же самую упаковку, что и первую порцию. В испытании методом многократной загрузки также использовали пакет такого же размера, как и при однократной загрузке. Заполнение упаковок продуктом в формирователе пакетов составляло приблизительно 87% до уровня около 13,65 дюйма. После имитации хранения упаковки были заполнены продуктом приблизительно на 83% до уровня около 13,15 дюйма. Соответственно, по сравнению с методом однократной загрузки метод многократной загрузки обеспечивает большее заполнение упаковок как в формирователе пакетов, так и после имитации хранения.
При испытаниях как методом однократной загрузки, так и методом многократной загрузки использовали упаковку меньшего размера, которая содержала такое же количество продукта, как и контрольная упаковка большего размера, но для изготовления которой требовалось меньше материала. Соответственно, уплотнение продукта обеспечивает снижение производственных затраты и затрат на транспортировку, увеличение числа упаковок, размещаемых в заданном пространстве, уменьшение требуемого пространства для хранения упаковки, и получение упаковки, которая выглядит более наполненной для покупателя.
В одном из вариантов осуществления уплотнение продукта сочетается с применением формирователя множества пакетов с целью значительного повышения скорости и эффективности упаковывания. Может использовать любой известный формирователь множества пакетов, при этом изобретение описано применительно к дуплексному вертикальному формочно-фасовочно-укупорочному автомату. Специалисты в данной области техники поймут, что необходимые модификации весового дозатора и устройства для уплотнения продукта диктуются числом пакетов, изготавливаемых формирователем множества пакетов за один раз.
На фиг. 5 показан вид в перспективе устройства, в котором формирователь множества пакетов содержит устройство для уплотнения продукта согласно одному из вариантов осуществления изобретения. Как показано на фиг. 5, используется дуплексный вертикальный формочно-фасовочно-укупорочный автомат с подающими цилиндрами 103 и 113. Весовой дозатор 101 разделен на два участка, на каждом из которых отмеряется половина веса порции продукта и разгружается в соответствующую ей половину загрузочной воронки 102, которая направляет продукт в устройство 207 осаждения. Как показано, устройство 207 осаждения содержит две камеры 204, 214 осаждения каждая для одной порции продукта, вибратор 208 и затвор gate 206. Продукт разгружают из камер 204, 214 осаждения через затвор 206 в подающие продукт цилиндры 103, 113, соответственно. Хотя в примере описано применение дуплексного вертикального формочно-фасовочно-укупорочного автомата, это не следует считать ограничением, поскольку устройство может быть приспособлено к любому числу формирователей пакетов.
Способ одновременного уплотнения и упаковывания множества порций продукта преимущественно аналогичен способу, описанному выше применительно к одной порции продукта. Взвешивают множество порций продукта в разделенном на участки весовом дозаторе. Число участков, на которые разделен весовой дозатор, определяется числом подающих продукт цилиндров формирователя множества пакетов. Так, в случае дуплексного формирователя пакетов весовой дозатор разделен на два участка, на три участка в случае триплексного формирователя пакетов и так далее. Затем направляют порции продукта из весового дозатора в устройство осаждения. После того, как порции продукта поступают в устройство осаждения, они уплотняются с целью формирования уплотненных порций продукта. После уплотнения разгружают порции в несколько подающий продукт цилиндров. Затем расфасовывают порции из подающих продукт цилиндров с соответствующее число упаковок.
В одном из вариантов осуществления устройство 207 осаждения содержит только камеры 204, 214 осаждения для каждой упаковываемой порции продукта. В других вариантах осуществления устройство 207 осаждения содержит множество камер 204, 214 осаждения, который действуют параллельно, при этом порция продукта из каждой из них разгружается в расположенные далее подающие продукт цилиндры 103, 113. На фиг. 6 показана горизонтальная боковая проекция поворотного устройства осаждения с множеством камер осаждения в положениях их разгрузки и загрузки. Показанное на фиг. 6 поворотное устройство 304 осаждения содержит двенадцать камер 204a-f, 214a-f осаждения, расположенных над стационарным поворотным столом 305, затвор 306, и вибратор 208. Специалисты в данной области техники поймут, что число камер осаждения в каком-либо одном положении зависит от числа подающий продукт цилиндров формирователя множества пакетов, при этом камеры осаждения, сгруппированные в каком-либо положении, поворачиваются вместе, в результате чего продукт загружается в них и разгружается из них одновременно. Так, если бы использовался триплексный формирователь пакетов, в каждом положении a-f была бы предусмотрена третья камера осаждения (не показанная). Многокамерное поворотное устройство осаждения действует, как описано выше применительно к уплотнению и упаковыванию одной порции продукта.
Хотя изобретение конкретно рассмотрено и описано со ссылкой на предпочтительный вариант осуществления, специалисты в данной области техники поймут, что в него могут быть внесены различные изменения по форме и подробному содержанию, не выходящие за пределы существа и объема изобретения.
Дополнительное описание
Следующие далее пункты приведены в качестве дополнительного описания раскрытого изобретения.
1. Устройство для одновременного уплотнения и упаковывания множества порций продукта, содержащее:
формирователь множества пакетов, имеющий несколько подающих продукт цилиндров,
весовой дозатор и
устройство осаждения,
при этом устройство осаждения расположено между весовым дозатором и подающим продуктом цилиндром.
2. Устройство по любому предшествующему пункту, в котором весовой дозатор поделен на несколько участков по числу подающий продукт цилиндров.
3. Устройство по любому предшествующему пункту, в котором формирователь множества пакетов представляет собой дуплексный вертикальный формочно-фасовочно-укупорочный автомат.
4. Устройство по любому предшествующему пункту, в котором устройство осаждения содержит по меньшей мере две камеры осаждения.
5. Устройство по п. 4, в котором камеры осаждения имеют форму поперечного сечения, преимущественно сходную с желаемой формой порции продукта.
6. Устройство по любому предшествующему пункту, в котором камеры осаждения имеют преимущественно овальное поперечное сечение.
7. Устройство по любому предшествующему пункту, в котором камеры осаждения имеют верхний конец и нижний конец, при этом в нижнем конце имеется отверстие большего диаметра, чем верхний конец.
8. Устройство по любому предшествующему пункту, в котором устройство осаждения дополнительно содержит затвор.
9. Устройство по любому предшествующему пункту, в котором устройства осаждения содержат по меньшей мере четыре камеры осаждения и по меньшей мере один затвор, при этом камеры осаждения способны поворачиваться вокруг оси внутри устройства осаждения, а число камер осаждения равно числу подающих продукт цилиндров, сгруппированных в каком-либо одном положении.
10. Устройство по любому предшествующему пункту, дополнительно содержащее стационарный поворотный стол, который расположен ниже камеры осаждения.
11. Устройство по любому предшествующему пункту, в котором стационарный поворотный стол имеет отверстие, расположенное над затвором.
12. Устройство по любому предшествующему пункту, дополнительно содержащее стационарный стол, расположенный по меньшей мере над четырьмя поворотными камерами осаждения.
13. Устройство по любому предшествующему пункту, дополнительно содержащее по меньшей мере одну воронку, расположенную по меньшей мере над двумя поворотными камерами осаждения.
14. Устройство по любому предшествующему пункту, в котором устройство осаждения дополнительно содержит вибратор.
15. Способ уплотнения и упаковывания множества порций продукта в устройстве, содержащем формирователь множества пакетов с множеством подающих продукт цилиндров, включающий:
а) взвешивание множества порций продукта в весовом дозаторе, который поделен на несколько участков по числу подающий продукт цилиндров,
б) загрузку множества порций продукта в устройство осаждения,
в) уплотнение множества порций продукта в устройстве осаждения с целью формирования уплотненных порций продукта,
г) разгрузку уплотненных порций продукта в несколько подающий продукт цилиндров, при этом каждую уплотненную порцию продукта разгружают в отдельный подающий продукт цилиндр, и
д) расфасовку порций продукта из подающих продукт цилиндров в упаковки,
при этом устройство осаждения расположено после весового дозатора и до подающего продукт цилиндра.
16. Способ по любому предшествующему пункту, в котором стадия загрузки включает загрузку по меньшей мере в четыре камеры осаждения, при этом число камер осаждения равно числу сгруппированных подающих продукт цилиндров.
17. Способ по любому предшествующему пункту, в котором стадия уплотнения включает сообщение вращения продукту в четырех камерах осаждения, при этом камеры осаждения способны поворачиваться вокруг оси внутри устройства осаждения.
18. Способ по любому предшествующему пункту, в котором стадия уплотнения включает сообщение вибрации устройству осаждения.
19. Способ по любому предшествующему пункту, в котором стадия расфасовки включает расфасовку порций продукта в дуплексный вертикальный формочно-фасовочно-укупорочный автомат.
20. Способ по любому предшествующему пункту, в котором стадия загрузки и стадия разгрузки происходят одновременно.
21. Способ по любому предшествующему пункту, в котором стадия загрузки включает загрузку продукта по меньшей мере в одну камеру осаждения, а стадия расфасовки включает расфасовку по меньшей мере двух порций продукта по меньшей мере из одной камеры осаждения в упаковку.
Реферат
Устройство предназначено для уплотнения и упаковывания множества порций продукта одновременно и содержит формирователь пакетов, имеющий множество подающих продукт цилиндров, весовой дозатор, поделенный на участки, каждый из которых отмеряет и разгружает порцию продукта в соответствующую загрузочную воронку, направляющую продукт в устройство осаждения, содержащее по меньшей мере две камеры, затвор и вибратор. При этом устройство осаждения расположено между весовым дозатором и подающими цилиндрами. Способ уплотнения и упаковывания множества порций продукта осуществляют в устройстве, содержащем формирователь множества пакетов с множеством подающих продукт цилиндров. Способ содержит взвешивание множества порций продукта в весовом дозаторе, который поделен на несколько участков по числу подающих продукт цилиндров, загрузку порций продукта в устройство осаждения, уплотнение порций продукта в устройстве осаждения для формирования уплотненных порций, их разгрузку в подающие цилиндры, причем каждую порцию разгружают в отдельный цилиндр, а затем расфасовывают порции из цилиндров в упаковки. При этом устройство осаждения расположено после дозатора и до подающего цилиндра, а стадии загрузки и разгрузки осуществляют одновременно. Группа изобретений обеспечивает повышение плотности упаковываемых продуктов. 2 н. и 14 з.п. ф-лы, 6 ил.
Формула
формирователь множества пакетов, имеющий несколько подающих продукт цилиндров,
весовой дозатор, поделенный на участки, каждый участок отмеряет и разгружает порцию продукта в соответствующую загрузочную воронку, которая направляет продукт в устройство осаждения, содержащее по меньшей мере две камеры осаждения, затвор и вибратор, и
при этом устройство осаждения расположено между весовым дозатором и указанными подающими продукт цилиндрами.
а) взвешивания множества порций продукта в весовом дозаторе, который поделен на несколько участков по числу подающих продукт цилиндров,
б) загрузки множества порций продукта в устройство осаждения,
в) уплотнения множества порций продукта в устройстве осаждения для формирования уплотненных порций продукта,
г) разгрузки уплотненных порций продукта в несколько подающих продукт цилиндров, при этом каждую уплотненную порцию продукта разгружают в отдельный подающий продукт цилиндр, и
д) расфасовки порций продукта из подающих продукт цилиндров в упаковки,
при этом устройство осаждения расположено после весового дозатора и до подающего продукт цилиндра, а стадия загрузки и стадия разгрузки осуществляются одновременно.
Комментарии