Система и способ упаковки порошков - RU2723042C1
Код документа: RU2723042C1
Чертежи































Описание
ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к области упаковки порошков. В частности, настоящее изобретение относится к системе для упаковки порошков. Также настоящее изобретение относится к способу упаковки таких порошков.
УРОВЕНЬ ТЕХНИКИ
[002] Упаковки, содержащие порошкообразные материалы, такие как, например, мука, присутствуют на рынке в огромных количествах. В промышленных масштабах для подачи порошкообразного материала внутрь упаковки, в которой он будет заключен, используют винтовые конвейеры. Оптимизация процесса наполнения таких упаковок является сложной задачей, так как порошкообразный материал содержит определенное количество воздуха внутри, который таким образом увеличивает их объем и усложняет их точное взвешивание.
[003] Во многих случаях в системах подачи важно удалить воздух из продукта, подлежащего дозированию. Удаление воздуха может действительно обеспечивать возможность уменьшения объема продукта, подлежащего перемещению (для одинаковой массы). Кроме того, удаление воздуха из продукта, подлежащего дозированию, позволяет дольше сохранять органолептические свойства продукта и, следовательно, позволяет продлевать срок годности продукта посредством предотвращения, например, процессов окисления. Следовательно, с этой целью, в пищевой промышленности часто используют горизонтальные и вертикальные деаэраторы. Процесс деаэрации обеспечивает возможность удаления воздуха, включенного в порошок, и, следовательно, обеспечивает возможность создания более тяжелых упаковок при одинаковом объеме. Принцип действия основан на непрерывном извлечении воздуха, находящегося между частицами продукта при обычных условиях, посредством создания вакуума внутри трубки для подачи порошков внутрь машины. Таким образом, посредством этой технологии решена задача упаковки даже очень легких и очень летучих порошков. Однако такое решение не решает задачу точного дозирования. Расход порошков внутри подающей трубки существенно изменяется вследствие того, что порошки не являются однородными даже в прессованном состоянии, а скорее составляют не сплошные или неоднородные блоки.
[004] Следовательно, ввиду изложенного выше, настоящее изобретение решает задачу обеспечения возможности упаковки порошков с высокой точностью дозирования продукта.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[005] Настоящее изобретение основано на идее образования вакуумной области внутри трубки, в которой перемещают порошок, и внутри загрузочной воронки. Учитывая то, что вакуумная область проходит внутрь загрузочной воронки, обеспечивается эффективное нагнетание потока порошка, эффективное прессование порошка и поддержание постоянного расхода, таким образом обеспечивая возможность управления дозированием продукта с высокой точностью. Если не указано обратное, в настоящем изобретении термины «выше», «ниже», «нижний» и «верхний» относятся к состоянию различных элементов при рассмотрении на виде в разрезе готовой конструкции упаковочной системы, в которой упаковка занимает крайний нижний уровень. Термины «далее по потоку» и «ранее по потоку» относятся к направлению потока порошкообразного материала по направлению к упаковке, в которую его упаковывают.
[006] В соответствии с вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, содержащая загрузочную воронку, выполненную с возможностью приема порошков, и первую трубку, содержащую впускное отверстие, соединенное с загрузочной воронкой, при этом первая трубка внутри содержит винтовой конвейер, выполненный с возможностью вращения вокруг оси внутри первой трубки таким образом, чтобы подавать порошки по направлению к выпускному отверстию первой трубки, при этом первая трубка изготовлена из фильтрующего материала и расположена внутри второй трубки таким образом, чтобы образовывать зазор между первой трубкой и второй трубкой, при этом зазор выполнен с возможностью уплотнения и при этом вторая трубка содержит первое отверстие, выполненное с возможностью всасывания воздуха из зазора и из загрузочной воронки. Упаковочная система в соответствии с этим вариантом реализации обеспечивает возможность всасывания воздуха, содержащегося внутри загрузочной воронки и первой трубки через ее наружную поверхность. Посредством такого всасывания, порошок нагнетают непосредственно из загрузочной воронки, поддерживая таким образом постоянный расход. Кроме того, обеспечивается равномерное прессование порошка, всасываемого внутрь первой трубки, а винтовой конвейер выполнен с возможностью подачи прессованного порошка по направлению к выпускному отверстию таким образом. Таким образом, обеспечивается возможность очень точного управления дозированием продукта на выходе системы в соответствии с этим вариантом реализации изобретения.
[007] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой первое отверстие второй трубки расположено рядом с впускным отверстием первой трубки, например, на первом расстоянии от впускного отверстия первой трубки, которое меньше половины общей длины первой трубки. Этот вариант реализации обеспечивает возможность удаления воздуха из первой трубки рядом с впускным отверстием трубки, соединенной с загрузочной воронкой. Таким образом, обеспечивается улучшенное и более эффективное всасывание воздуха из загрузочной воронки. В соответствии с другими вариантами реализации расстояние первого отверстия от впускного отверстия первой трубки составляет 1/3 общей длины первой трубки, более предпочтительно менее 1/4, 1/5, 1/6, 1/7, 1/8, 1/9 или 1/10 общей длины первой трубки.
[008] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой первое отверстие соединено с вакуумным насосом. Это позволяет удалять большое количество воздуха из зазора таким образом, чтобы обеспечивать возможность создания большой вакуумной области. Например, давление при всасывании вакуумного насоса может составлять десятые доли бар, например, оно может находиться в диапазоне от 0,2 бар до 0,6 бар.
[009] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, дополнительно содержащая датчик давления, расположенный внутри загрузочной воронки таким образом, чтобы обеспечивать возможность регулирования вакуумного насоса на основании произведенного измерения. Это решение является преимущественным, так как посредством управления датчиком давления, который может являться, например, датчиком низкого давления, оно обеспечивает возможность постоянного расхода внутри винтового конвейера.
[0010] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой датчик давления, расположенный внутри загрузочной воронки, соединен с контроллером для управления давлением. Это решение является особенно преимущественным, так как оно обеспечивает возможность автоматического регулирования уровня давления внутри загрузочной воронки на основании сигнала, обнаруженного датчиком давления, и регулирования таким образом давления в соответствии с заранее заданным значением низкого давления для того, чтобы обеспечивать постоянный расход порошков. Например, такой датчик давления может предпочтительно являться датчиком низкого давления, выполненным с возможностью определения разности давлений с окружающей средой.
[0011] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой датчик низкого давления расположен на расстоянии в вертикальном направлении от верхнего конца первой трубки, составляющем больше чем половина высоты загрузочной воронки, более предпочтительно больше чем 3/4 высоты загрузочной воронки. Это решение является особенно преимущественным, так как оно обеспечивает возможность обнаружения низкого давления в положении, в котором может быть измерено, действительно ли происходит «всасывание» порошков внутрь первой трубки, и, следовательно, является ли расход постоянным.
[0012] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой вторая трубка содержит второе отверстие для обеспечения возможности нагнетания воздуха внутрь указанного зазора. Нагнетаемый воздух обеспечивает возможность частичной компенсации воздуха, всасываемого через первое отверстие, таким образом, чтобы обеспечивать возможность управления степенью прессования порошков внутри первой трубки. Таким образом, обеспечивается возможность сохранения постоянной степени прессования, равной заранее заданной степени прессования. Действительно, было обнаружено, что в случае чрезмерного прессования порошков посредством всасывания из первого отверстия, продвижение порошков в системе может быть заблокировано. Благодаря наличию второго отверстия обеспечивается возможность частичной компенсации всасывающего эффекта от первого отверстия и точного управления степенью прессования порошков. Нагнетаемый воздух может, например, являться воздухом под атмосферным давлением. Это второе отверстие предпочтительно соединено с клапаном, который может находиться в непосредственном сообщении с атмосферой или с камерой с регулируемой средой. В первом случае обеспечивается преимущество более низких затрат, а во втором случае обеспечивается возможность активного управления типом газа, вводимого внутрь зазора. Однако в обоих случаях давление будет предпочтительно равняться атмосферному давлению или быть меньше него таким образом, чтобы исключать необходимость наличия компрессора. Действительно, благодаря низкому давлению, создаваемому внутри зазора вследствие всасывания воздуха, будет обеспечено нагнетание воздуха при атмосферном давлении (в случае открытия клапана) внутрь зазора, таким образом регулируя степень прессования порошков.
[0013] В соответствии с особенно преимущественными вариантами реализации настоящего изобретения воздух, вводимый через второе отверстие, может быть заменен регулируемой газовой средой, предпочтительно инертными газами, еще более предпочтительно одним инертным газом, например азотом. Это решение является особенно преимущественным, так как оно обеспечивает возможность эффективного контроля количества кислорода, находящегося внутри системы. Действительно, во многих случаях максимально возможное уменьшение количества кислорода, содержащегося внутри упаковок, для сохранения органолептических свойств продукта является предпочтительным. Наличие отверстия, из которого удаляют воздух, содержащийся в порошках, и отверстие, через которое может быть введена регулируемая газовая среда, фактически обеспечивает возможность удаления большей части кислорода, содержащегося в порошках, всасывающих большое количество воздуха. Кроме того, обеспечивается возможность частичной компенсации такого удаления воздуха путем введения инертного газа, который, например, обеспечивает возможность однородного вращения винтового конвейера C, которое в противном случае было бы заблокировано чрезмерной степенью прессования порошков.
[0014] В соответствии с другим вариантом реализации изобретения воздух, нагнетаемый через второе отверстие, является холодным воздухом, например, с температурой в диапазоне между 15°C и 30°C. Температура внутри первой трубки имеет тенденцию к повышению вследствие трения, которое может возникать, например, между винтовым конвейером и прессованными порошками или также между первой трубкой (выполненной из фильтрующего материала и, следовательно, шероховатой) и прессованными порошками. Таким образом, холодный нагнетаемый воздух обеспечивает возможность уменьшения температуры внутри первой трубки. Таким образом, обеспечивается возможность предотвращения перегревания системы (которое может возникать при температуре механических деталей, превышающей 50-60°C), но, кроме того, обеспечивается возможность защиты качества порошкообразного материала от возможного ухудшения вследствие высоких температур.
[0015] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, дополнительно содержащая датчик давления, расположенный внутри зазора и выполненный с возможностью регулирования количества воздуха, нагнетаемого через второе отверстие, на основании измеренного значения давления. Это решение является особенно преимущественным, так как оно обеспечивает возможность предотвращения чрезмерного прессования порошков. Предпочтительно, такое управление на основании давления, измеренного датчиком давления (который может быть, например, датчиком низкого давления), может сочетаться с управлением на основании измеренной температуры таким образом, чтобы обеспечивать один контроллер, выполненный с возможностью регулирования количества нагнетаемого воздуха на основании измеренного низкого давления и измеренной температуры.
[0016] В соответствии с другим вариантом реализации изобретения воздух, нагнетаемый через второе отверстие, является сухим воздухом, например, он может иметь относительную влажность в диапазоне от 30% до 50%. Сухой воздух предотвращает впитывание влаги продуктом, избегая его затвердевания.
[0017] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой второе отверстие расположено рядом с выпускным отверстием первой трубки, например, на расстоянии от впускного отверстия первой трубки, которое больше половины общей длины первой трубки. Это решение обеспечивает возможность нагнетания холодного воздуха в зазор в непосредственной близости к выпускному отверстию трубки таким образом, чтобы обеспечивать возможность охлаждения наружной поверхности первой трубки вдоль большей части ее длины. В соответствии с другими вариантами реализации настоящего изобретения расстояние второго отверстия от впускного отверстия первой трубки предпочтительно больше чем 2/3 общей длины первой трубки, еще более предпочтительно больше чем 3/4 общей длины первой трубки, еще более предпочтительно больше чем 4/5 длины первой трубки и еще более предпочтительно больше чем 5/6 длины первой трубки.
[0018] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой второе отверстие соединено с регулятором. Это обеспечивает возможность точного регулирования количества воздуха, нагнетаемого внутрь полости в соответствии с желаемой степенью прессования порошков, удерживая ее постоянной. Следовательно, путем регулирования количества воздуха, нагнетаемого через такой регулятор, обеспечивается возможность получения постоянного расхода вне зависимости от требуемой степени прессования.
[0019] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой спираль, выполненная с возможностью передачи воздуха от второго отверстия к первому отверстию, расположена внутри второй трубки. Определение пути воздуха внутри второй трубки обеспечивает возможность эффективной подачи воздуха, нагнетаемого внутрь зазора, на большую часть наружной поверхности первой трубки.
[0020] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, дополнительно содержащая один или более датчиков температуры для измерения температуры одного или более компонентов системы. Система может быть преимущественно сконфигурирована для регулирования одного или более из этих физических параметров воздуха или газа, вводимого через второе отверстие, на основании измеренной температуры. Например, температура вводимого воздуха может быть отрегулирована на основании измеренной температуры. Кроме того, например, давление или относительная влажность вводимого воздуха может также быть отрегулирована на основании измеренной температуры.
[0021] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой на выпускном отверстии первой трубки расположена заслонка. Заслонка обеспечивает возможность управления дозированием продукта с высокой точностью. Например, если вследствие высокой степени прессования и/или низкого давления внутри первой трубки часть порошков, выходящих из первой трубки, все еще соединена с ней и не отделяется под действием силы тяжести, посредством заслонки обеспечивается возможность высокоточного отделения количества прессованного порошка, подлежащего введению в упаковку, расположенную на выпускном отверстии первой трубки. В качестве примера, такая заслонка может быть образована из пар пластин, которые обеспечивают возможность эффективного отделения количества порошка, а также обеспечивают закрытие трубки. Следовательно, предотвращается потеря продукта при переходе от одной упаковки, подлежащей наполнению, к следующей.
[0022] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой заслонка образована парой противоположных пластин. Такое решение является особенно преимущественным, так как такой тип закрытия является более быстрым по сравнению с заслонкой, изготовленной из одной пластины. Это обусловлено тем, что при наличии пары пластин, расстояние, преодолеваемое каждой пластиной, уменьшается вдвое. Кроме того, второе преимущество связано с тем, что наличие пары пластин предотвращает проблему подачи остальной части в выпускном отверстии. Действительно, в случае наличия одной пластины, без обратного сопротивления, остальная часть в выпускном отверстии будет подана в направлении закрытия пластины. С другой стороны, при наличии пары пластин продукт, отклоненный в боковом направлении одной пластиной, сталкивается с продуктом, отклоненным другой пластиной, который поступает в противоположном направлении. Следовательно, таким образом создается обратное сопротивление, которое обеспечивает возможность отклонения продукта, подаваемого каждой из указанных двух пластин, по направлению к центру, и возможность падения отделенного продукта к центру контейнера. Следовательно, такая система заслонок, образованная парой противоположных пластин, обеспечивает оба преимущества, описанные выше.
[0023] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой на выпускном отверстии первой трубки расположен вращающийся терминал; который содержит средства отделения, выполненные с возможностью отделения прессованных порошков, выходящих из первой трубки при вращении вращающегося терминала.
[0024] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой на выпускном отверстии первой трубки расположен конусообразный терминал. Благодаря конусообразной форме, обеспечивается возможность эффективной подачи прессованных порошков внутрь упаковки, расположенной на выпускном отверстии первой трубки.
[0025] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой конусообразный терминал содержит множество канавок на своей наружной стороне. Посредством конвекции, это обеспечивает возможность эффективного охлаждения прессованного порошка, находящегося в первой трубке на конусообразном терминале.
[0026] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой первая трубка выполнена из спеченного пористого металла, например, стали, медного сплава или никелевого сплав, с высокой однородностью пор. PORAL®, производимый компанией Sintertech, является примером такого материала. Металлический материал, такой как, например, сталь или бронза, обеспечивает достаточную жесткость. Эта характеристика является преимущественной, учитывая, что первая трубка внутри содержит осуществляющий перемещение элемент, такой как винтовой конвейер, подающий прессованные порошки.
[0027] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой первая трубка, выполненная из фильтрующего материала, имеет тонкость фильтрации, установленную на минимальный размер частиц порошка, подлежащего упаковке. Это обеспечивает широкий диапазон используемых порошков. Например, тонкость фильтрации может быть приспособлена для фильтрации до 99,9% порошков, диаметр которых больше или равняется 35,0 мкм, 26,0 мкм, 20,0 мкм, 14,0 мкм, 12,0 мкм, 13,0 мкм, 8,6 мкм, 7,5 мкм, 6,0 мкм, 5,0 мкм, 3,6 мкм, 3,0 мкм, 2,3 мкм, 1,2 мкм, 1,0 мкм или 0,5 мкм.
[0028] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой вторая трубка содержит третье отверстие таким образом, чтобы обеспечивать возможность подачи сжатого воздуха в зазор. Это обеспечивает возможность предотвращения длительных периодов остановки системы, обусловленных возможным закупориванием, например, закупориванием первой трубки. Закупоренное состояние системы может быть эффективно устранено путем подачи сжатого воздуха на третье отверстие.
[0029] В соответствии с другим вариантом реализации изобретения обеспечена система для упаковки порошков, в которой размеры системы и ее компонентов могут быть пропорционально увеличены и уменьшены. Это решение является особенно преимущественным, так как оно обеспечивает возможность использовать как малое так и большое количество материала, подлежащего введению в каждую упаковку.
[0030] В соответствии с вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой первая трубка соединена с удлинительной трубкой, расположенной далее по потоку от первой трубки; при этом винтовой конвейер проходит в продольном направлении в удлинительной трубке.
[0031] В соответствии с вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой система содержит вращающийся терминал рядом с выпускным отверстием удлинительной трубки; вращающийся терминал внутри содержит средства отделения, выполненные с возможностью отделения прессованных порошков, выходящих из удлинительной трубки, во время вращения вращающегося терминала. Это решение является особенно преимущественным, так как оно обеспечивает возможность отделения порошков, выходящих из удлинительной трубки, и более точного дозирования продукта, выходящего из винтового конвейера. Это обусловлено тем, что, вследствие высокой степени прессования и/или низкого давления внутри первой трубки, часть порошков, выходящих из первой трубки, все еще соединена с ней и не отделяется под действием силы тяжести. Следовательно, посредством средств отделения обеспечивается возможность высокоточного отделения количества прессованного порошка, подлежащего введению в упаковку, расположенную на выпускном отверстии первой трубки. Кроме того, благодаря тому, что отделение порошков обеспечивается посредством вращения вращающегося терминала, это решение исключает необходимость использования средств отделения, расположенных снаружи и, следовательно, занимающих намного больше пространства.
[0032] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой удлинительная трубка расположена внутри вращающейся трубки; при этом вращающаяся трубка выполнена с возможностью вращения вокруг удлинительной трубки; при этом вращающийся терминал соединен с вращающейся трубкой таким образом, чтобы вращаться с ней. Это обеспечивает возможность управления вращением вращающегося терминала и, следовательно, средств отделения, содержащихся внутри него, посредством вращения второй трубки. Это решение является особенно преимущественным, так как оно обеспечивает возможность регулирования вращения средств отделения на любой точке вращающейся трубки. Следовательно, таким образом обеспечивается возможность регулирования вращения в положении, также находящемся на расстоянии от средств отделения, и, таким образом, без задействования средств отделения. Кроме того, вторая трубка может быть заменена любой другой конструкцией, выполненной с возможностью соединения вращающегося терминала с верхним фланцем, такой как, например, решетка. Другая альтернатива представлена системой стержней, выполненной с возможностью механического соединения вращающегося терминала с верхним фланцем.
[0033] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой удлинительная трубка и вращающаяся трубка выполнены концентричными. Это решение является особенно преимущественным, так как оно обеспечивает возможность наличия особенно компактной системы вследствие того, что, как указано, она образована двумя концентричными трубками.
[0034] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой средства отделения представляют собой множество проволок, расположенных в форме вентилятора. Это решение является особенно преимущественным, так как оно обеспечивает возможность отделения прессованных порошков путем осуществления вращения вращающегося терминала и при этом отсутствует необходимость возвращения вращающегося терминала в исходное положение после осуществления указанного отделения.
[0035] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой центр вентилятора совпадает с осью удлинительной трубки. Это решение является особенно преимущественным, так как оно обеспечивает возможность симметричного отделения и, следовательно, наличия средств отделения, занимающих количество пространства, которое может быть уменьшено настолько, что их диаметр равняется диаметру удлинительной трубки.
[0036] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, дополнительно содержащая вертикальную упаковочную машину, содержащую формующую трубку, выполненную с возможностью приема пленки, поступающей с катушки; формующая трубка внутри содержит удлинительную трубку. Это решение является особенно преимущественным, так как оно обеспечивает возможность получения системы для упаковки порошков, характеризующуюся высокой скоростью упаковки благодаря вертикальной упаковочной машине и высокой точностью дозирования порошков, выходящих из первой трубки, благодаря средствам отделения.
[0037] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой удлинительная трубка и формующая трубка выполнены концентричными. Это решение является особенно преимущественным, так как оно обеспечивает возможность получения системы для упаковки прессованных порошков, содержащей три концентричные трубки и, следовательно, симметричные и в особенной степени компактные. Такая система обеспечивает возможность эффективного отделения порошков и подачи указанных выше порошков внутрь упаковок, изготовленных посредством такой вертикальной упаковочной машины.
[0038] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой формующая трубка содержит по меньшей мере одно отверстие, выполненное с возможностью нагнетания газа внутрь формующей трубки. Такое решение имеет два особенных преимущества: первое связано с возможностью компенсации низкого давления внутри упаковки, предотвращая ее возможное повреждение, а второе преимущество связано с возможностью охлаждения трубок путем введения особенно холодного газа.
[0039] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой рядом с верхним краем формующей трубки расположено отверстие. Эта особенность является особенно преимущественной, так как она позволяет исключить препятствование разматыванию катушки на наружной поверхности формующей трубки.
[0040] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой формующая трубка внутри содержит вращающуюся трубку.
[0041] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой вращающийся терминал содержит внутреннее отверстие, концентричное удлинительной трубке, таким образом, чтобы подавать порошки через отверстие; при этом средства отделения расположены внутри отверстия. Это решение обеспечивает возможность получения средств отделения, вокруг которых подают прессованные порошки. Таким образом, это обеспечивает возможность получения средств отделения, находящихся в непосредственном контакте с прессованными порошками и, следовательно, обеспечивает возможность эффективного отделения указанных порошков. Кроме того, это решение также исключает необходимость использования средств отделения, расположенных снаружи и, следовательно, занимающих больше пространства.
[0042] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой максимальный диаметр внутреннего отверстия вращающегося терминала равняется внутреннему диаметру указанной первой трубки.
[0043] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой внутреннее отверстие вращающегося терминала имеет цилиндрическую форму, причем ось цилиндра совпадает с осью винтового конвейера. Это решение имеет преимущество наличия постоянного сечения, через которое подают прессованные порошки, таким образом исключая проблемы затруднения прохода.
[0044] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, в которой внутреннее отверстие вращающегося терминала имеет форму усеченного конуса; причем ось конуса совпадает с осью винтового конвейера. Это решение обеспечивает возможность уменьшения сечения, через которое проходят прессованные порошки и, таким образом, направления их к центру конуса.
[0045] В соответствии с другим вариантом реализации настоящего изобретения обеспечена система для упаковки порошков, содержащая по меньшей мере одно отверстие в питающей трубке загрузочной воронки таким образом, чтобы обеспечивать возможность нагнетания газа в продукт, подаваемый внутрь загрузочной воронки. Такое решение является особенно преимущественным в случае, если нагнетание инертного газа, такого как, например, азот, является желательным. Это происходит вследствие того, что сочетание такого введения газа с удалением воздуха из первого отверстия обеспечивает возможность получения прессованных порошков, содержащих малое количество воздуха внутри. Такой воздух будет содержать очень низкое количество кислорода, так как воздух, содержащийся внутри загрузочной воронки, был «насыщен» азотом. Следовательно, такая особенность является особенно преимущественной в случае работы с порошками, которые требовали очень низкого количества кислорода внутри них для предотвращения окисления, такими как кофейные порошки. Альтернативно или дополнительно, отверстие может быть образовано в самой загрузочной воронке.
[0046] В соответствии с другим вариантом реализации изобретения обеспечен способ упаковки порошков в контейнеры посредством системы, подающей порошки через загрузочную воронку и первую трубку, соединенную с загрузочной воронкой, по направлению к контейнерам, причем способ включает следующий этап:
a) всасывание воздуха из внутренней области загрузочной воронки и первой трубки таким образом, чтобы обеспечивать прессование порошков.
[0047] Учитывая, что из первой трубки и из загрузочной воронки удаляют воздух, обеспечивается эффективное нагнетание порошка из загрузочной воронки и его однородное прессование. Таким образом, обеспечивается возможность сохранения постоянного расхода системы. Таким образом, обеспечивается возможность управления дозированием продукта, выходящего по направлению к контейнерам, с высокой точностью.
[0048] В соответствии с другим вариантом реализации изобретения обеспечен способ упаковки порошков, дополнительно включающий этап отделения таких прессованных порошков, выходящих из первой трубки, таким образом, чтобы дозировать количество порошков, подлежащего введению в контейнеры. Это обеспечивает возможность дополнительной оптимизации точности дозирования продукта, выходящего по направлению к контейнерам.
[0049] В соответствии с другим вариантом реализации изобретения обеспечен способ упаковки порошков, дополнительно включающий этап отделения таких прессованных порошков, выходящих из первой трубки, например, посредством закрытия заслонки, таким образом, чтобы дозировать количество порошков, подлежащих введению в контейнеры. Отделение обеспечивает возможность управления дозированием продукта с высокой точностью. Например, если вследствие высокой степени прессования и/или низкого давления внутри первой трубки часть порошков, выходящих из первой трубки, все еще соединена с ней и не отделяется под действием силы тяжести, посредством заслонки обеспечивается возможность высокоточного отделения количества прессованного порошка, подлежащего введению в упаковку, расположенную на выпускном отверстии первой трубки.
[0050] В соответствии с другим вариантом реализации изобретения обеспечен способ упаковки порошков, в котором отделение порошков, выходящих из первой трубки, осуществляют посредством вращения вращающегося терминала, содержащего средства отделения внутри и расположенного рядом с выпускным отверстием удлинительной трубки, расположенной под первой трубкой; при этом удлинительная трубка соединена с первой трубкой. Этот способ является особенно преимущественным, так как он обеспечивает возможность отделения порошков, выходящих из первой трубки, и более точного дозирования продукта, выходящего из винтового конвейера. Это обусловлено тем, что, вследствие высокой степени прессования и/или низкого давления внутри первой трубки, часть порошков, выходящих из первой трубки, все еще соединена с ней и не отделяется под действием силы тяжести. Следовательно, через средства отделения обеспечивается возможность высокоточного отделения количества прессованного порошка, подлежащего введению в упаковку, расположенную на выпускном отверстии первой трубки.
[0051] В соответствии с другим вариантом реализации изобретения обеспечен способ упаковки порошков, в котором отделение порошков, выходящих из первой трубки, осуществляют посредством вращения вращающегося терминала, содержащего средства отделения внутри.
[0052] В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, в котором вращение вращающегося терминала обеспечено вращением вращающейся трубки вокруг своей оси, причем удлинительная трубка размещена внутри вращающейся трубки; причем вращающийся терминал соединен с вращающейся трубкой. Это обеспечивает возможность управления вращением вращающегося терминала и, следовательно, средств отделения, содержащихся внутри него, посредством вращения вращающейся трубки. Это решение является особенно преимущественным, так как оно обеспечивает возможность регулирования вращения средств отделения на любой точке вращающейся трубки. Следовательно, таким образом обеспечивается возможность регулирования вращения в положении, находящимся на расстоянии от средств отделения, и таким образом без задействования средств отделения.
[0053] В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, в котором вращение вращающегося терминала обеспечено вращением вращающейся трубки вокруг своей оси.
[0054] В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, в котором вращающийся терминал вращают на величину угла, превышающую угловое расстояние между двумя средствами отделения или равную ему.
[0055] В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, дополнительно включающий этап образования трубчатых элементов посредством вертикальной упаковочной машины так, чтобы подавать прессованные порошки внутрь трубчатых элементов; причем вертикальная упаковочная машина содержит формующую трубку, вокруг которой принимают пленку, поступающую с катушки. Это решение является особенно преимущественным, так как оно обеспечивает возможность получения способа упаковки порошков, характеризующегося высокой скоростью упаковки благодаря вертикальной упаковочной машине и высокой точностью дозирования порошков, выходящих из первой трубки, благодаря средствам отделения.
[0056] В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, дополнительно включающий этап введения газа в зазор, образованный между формующей трубкой и вращающейся трубкой, через отверстие формующей трубки таким образом, чтобы компенсировать низкое давление внутри трубчатых элементов. Такое решение имеет два особенных преимущества: первое связано с возможностью компенсации низкого давления внутри упаковки, предотвращая ее возможное повреждение, а второе преимущество связано с возможностью охлаждения трубок путем введения особенно холодного газа. В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, дополнительно включающий этап введения газа в формующую трубку таким образом, чтобы компенсировать низкое давление внутри трубчатых элементов.
[0057] В соответствии с другим вариантом реализации изобретения обеспечен способ упаковки порошков, дополнительно включающий этап введения воздуха внутрь зазора таким образом, чтобы регулировать уровень прессования порошков внутри первой трубки. Нагнетаемый воздух обеспечивает возможность частичной компенсации воздуха, всасываемого через первое отверстие, таким образом, чтобы обеспечивать возможность управления степенью прессования порошков внутри первой трубки. Действительно, было обнаружено, что в случае чрезмерного прессования порошков посредством всасывания из первого отверстия, продвижение порошков в системе может быть затруднено. Благодаря наличию второго отверстия обеспечивается возможность компенсации всасывающего эффекта от первого отверстия и точного контроля степени прессования порошков. Следовательно, воздух, нагнетаемый во второе отверстие, обеспечивает возможность получения постоянного расхода с определенной требуемой степенью прессования. Например, нагнетаемый воздух может являться воздухом под атмосферным давлением или регулируемой средой. Такой этап введения воздуха внутрь зазора предпочтительно осуществляют одновременно с этапом всасывания воздуха из внутренней области загрузочной воронки первой трубки таким образом, чтобы обеспечивать непрерывный контроль степени прессования порошков. Кроме того, также обеспечена возможность принятия решения об изменении количества воздуха, нагнетаемого во время работы системы, в зависимости от условий эксплуатации.
[0058] В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, в котором газ, введенный внутрь зазора для регулирования степени прессования порошков, является инертным газом, предпочтительно азотом. Такое решение является особенно преимущественным, так как сочетание такого введения газа и удаления воздуха из первого отверстия обеспечивает возможность получения сжатого газа, содержащего малое количество воздуха, и такой воздух будет содержать очень малое количество кислорода. Это происходит потому, что воздух, содержащийся внутри системы, был «насыщен» азотом. Следовательно, такая особенность является особенно преимущественной в случае работы с порошками, которые требуют очень низкого количества кислорода для предотвращения окисления, такими как кофе.
[0059] В соответствии с другим вариантом реализации изобретения обеспечен способ упаковки порошков, в котором количество воздуха, нагнетаемого через второе отверстие, регулируют на основании сигнала датчика давления, расположенного внутри зазора таким образом, чтобы выявлять степень прессования порошков. Это решение является особенно преимущественным, так как оно обеспечивает возможность предотвращения чрезмерного прессования порошков. Предпочтительно, такое управление на основании давления, измеренного датчиком давления (который может быть, например, датчиком низкого давления), может сочетаться с управлением на основании измеренной температуры так, чтобы обеспечивать один контроллер, выполненный с возможностью регулирования количества нагнетаемого воздуха на основании измеренных давления и температуры.
[0060] В соответствии с другим вариантом реализации изобретения обеспечен способ, дополнительно включающий этап измерения температуры одного или более компонентов системы и этап введения воздуха внутрь первой трубки, причем один или более параметров вводимого воздуха из температуры, давления или относительной влажности регулируют на основании измеренной температуры.
[0061] В соответствии с другим вариантом реализации изобретения обеспечен способ, в котором всасывание воздуха из внутренней области загрузочной воронки и первой трубки таким образом, чтобы обеспечивать прессование порошков, осуществляют через вакуумный насос, в котором вакуумный насос регулируют на основании измерения давления, осуществляемого посредством датчика давления, расположенного внутри загрузочной воронки. Это решение является преимущественным, так как посредством сигнала датчика давления оно обеспечивает возможность влияния на расход порошков внутри винтового конвейера и возможность сделать его постоянным путем нагнетания порошков внутрь загрузочной воронки посредством образованного в ней низкого давления.
[0062] В соответствии с другим вариантом реализации изобретения обеспечен способ, в котором всасывание воздуха из внутренней области загрузочной воронки и первой трубки таким образом, чтобы обеспечивать прессование порошков, осуществляют на основании сигнала, выявленного датчиком давления, расположенным внутри загрузочной воронки и соединенным с контроллером для управления вакуумным насосом, причем такое обнаружение предпочтительно осуществляют на расстоянии в вертикальном направлении от первой трубки, которое равняется по меньшей мере половине высоты загрузочной воронки. Это решение является особенно преимущественным, так как оно обеспечивает возможность автоматического регулирования вакуумного насоса на основании сигнала, выявленного датчиком давления, так, чтобы получать постоянный расход внутри загрузочной воронки. Кроме того, благодаря тому, что датчик давления (который может, например, являться датчиком низкого давления) расположен в верхней части загрузочной воронки, фактически обеспечивается возможность регулирования низкого давления внутри загрузочной воронки для нагнетания порошков внутрь загрузочной воронки посредством низкого давления, образованного в нем.
[0063] В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, дополнительно включающий этап введения газа внутрь загрузочной воронки. Это решение является особенно преимущественным, так как оно обеспечивает возможность создания регулируемой среды внутри загрузочной воронки, такой как, например, среды с низким содержанием кислорода. Таким образом, это обеспечивает возможность эффективного уменьшения количества кислорода, содержащегося внутри первой трубки.
[0064] В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, в котором газ, вводимый в загрузочную воронку, является инертным газом, предпочтительно азотом.
[0065] В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, в котором порошки являются молотым кофе, а наполняемые контейнеры являются кофейными капсулами.
[0066] В соответствии с другим вариантом реализации настоящего изобретения обеспечен способ упаковки порошков, в котором этап наполнения упаковки осуществляют одновременно с этапом отделения упаковки, наполненной до этого.
[0067] В соответствии с другим вариантом реализации изобретения обеспечен способ упаковки порошков, дополнительно включающий этап введения воздуха на наружную поверхность указанной первой трубки таким образом, чтобы охлаждать указанную первую трубку. Температура нагнетаемого воздуха, например, может находиться в диапазоне от 15°C до 30°C. Температура системы может повышаться вследствие трения между деталями системы и прессованным порошком. Таким образом, нагнетаемый холодный воздух обеспечивает возможность понижения температуры внутри первой трубки. Таким образом, обеспечивается возможность предотвращения перегревания системы (которое возникает, например, при температуре механических деталей, превышающей 50-60°C), но, кроме того, обеспечивается возможность защиты качества порошкообразного материала от возможного ухудшения вследствие высоких температур.
[0068] В соответствии с другим вариантом реализации изобретения обеспечен способ упаковки порошков, дополнительно включающий этап введения сухого воздуха внутрь первой трубки, например, с относительной влажностью, составляющей от 30% до 50%. Сухой воздух позволяет предотвратить впитывание влаги продуктом, избегая его затвердевания.
[0069] В соответствии с вариантом реализации изобретения обеспечен способ упаковки порошков посредством упаковочной системы, содержащей загрузочную воронку, принимающую порошки, и первую трубку, которая содержит впускное отверстие, соединенное с загрузочной воронкой, при этом первая трубка внутри содержит винтовой конвейер, выполненный с возможностью вращения вокруг оси внутри первой трубки таким образом, чтобы подавать порошки по направлению к выпускному отверстию первой трубки; при этом первая трубка выполнена из фильтрующего материала и расположена внутри второй трубки таким образом, чтобы образовывать зазор между первой трубкой и второй трубкой, при этом зазор выполнен с возможностью его уплотнения; при этом вторая трубка содержит первое отверстие, через которое осуществляют этап всасывания воздуха из зазора и из загрузочной воронки на основании настоящего способа. Посредством такого всасывания порошок нагнетают непосредственно и эффективно из загрузочной воронки, таким образом поддерживая постоянный расход на впускном отверстии первой трубки. Кроме того, таким образом обеспечивается прессование порошка, всасываемого внутрь первой трубки, а винтовой конвейер выполнен с возможностью подачи прессованного порошка по направлению к выпускному отверстию. Таким образом, обеспечивается возможность очень точного управления дозированием продукта на выходе из системы в соответствии с этим вариантом реализации изобретения.
[0070] В соответствии с другим вариантом реализации изобретения обеспечен способ упаковки порошков, дополнительно включающий этап введения воздуха внутрь зазора через второе отверстие второй трубки. Нагнетаемый воздух обеспечивает возможность частичной компенсации воздуха, всасываемого через первое отверстие, таким образом, чтобы обеспечивать возможность контроля степени прессования порошков внутри первой трубки. Таким образом, обеспечивается возможность сохранения постоянной степени прессования, равной заранее заданной степени прессования. Действительно, было обнаружено, что в случае чрезмерного прессования порошков посредством всасывания из первого отверстия, продвижение порошков в системе может быть затруднено. Благодаря наличию второго отверстия обеспечивается возможность компенсации всасывающего эффекта от первого отверстия и точного контроля степени прессования порошков. Нагнетаемый воздух может, например, являться воздухом под атмосферным давлением.
[0071] В соответствии с другим вариантом реализации изобретения воздух, нагнетаемый через второе отверстие, является холодным воздухом, например, с температурой в диапазоне между 15°C и 30°C. Температура внутри первой трубки имеет тенденцию к повышению вследствие трения, которое может возникать, например, между винтовым конвейером и прессованными порошками или также между первой трубкой (выполненной из фильтрующего материала и, следовательно, шероховатой) и прессованными порошками. Таким образом, нагнетаемый холодный воздух обеспечивает возможность понижения температуры внутри первой трубки. Таким образом, обеспечивается возможность предотвращения перегревания системы (которое может возникать при температуре механических деталей, превышающей 50-60°C), но, кроме того, обеспечивается возможность защиты качества порошкообразного материала от возможного ухудшения вследствие высоких температур.
[0072] В соответствии с другим вариантом реализации изобретения воздух, нагнетаемый через второе отверстие, является сухим воздухом, например, он может иметь относительную влажность в диапазоне от 30% до 50%. Сухой воздух позволяет предотвратить впитывание влаги продуктом, избегая его затвердевания.
[0073] В соответствии с вариантом реализации изобретения обеспечен способ упаковки порошков, в котором воздух, нагнетаемый внутрь второго отверстия, регулируют посредством регулятора. Это обеспечивает возможность точного регулирования количества воздуха, нагнетаемого внутрь полости, в соответствии с желаемой степенью прессования порошков.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0074] Настоящее изобретение будет описано со ссылкой на прилагаемые чертежи, на которых одинаковые цифровые обозначения и/или символы относятся к одинаковым деталям и/или подобным, и/или соответствующим деталям системы.
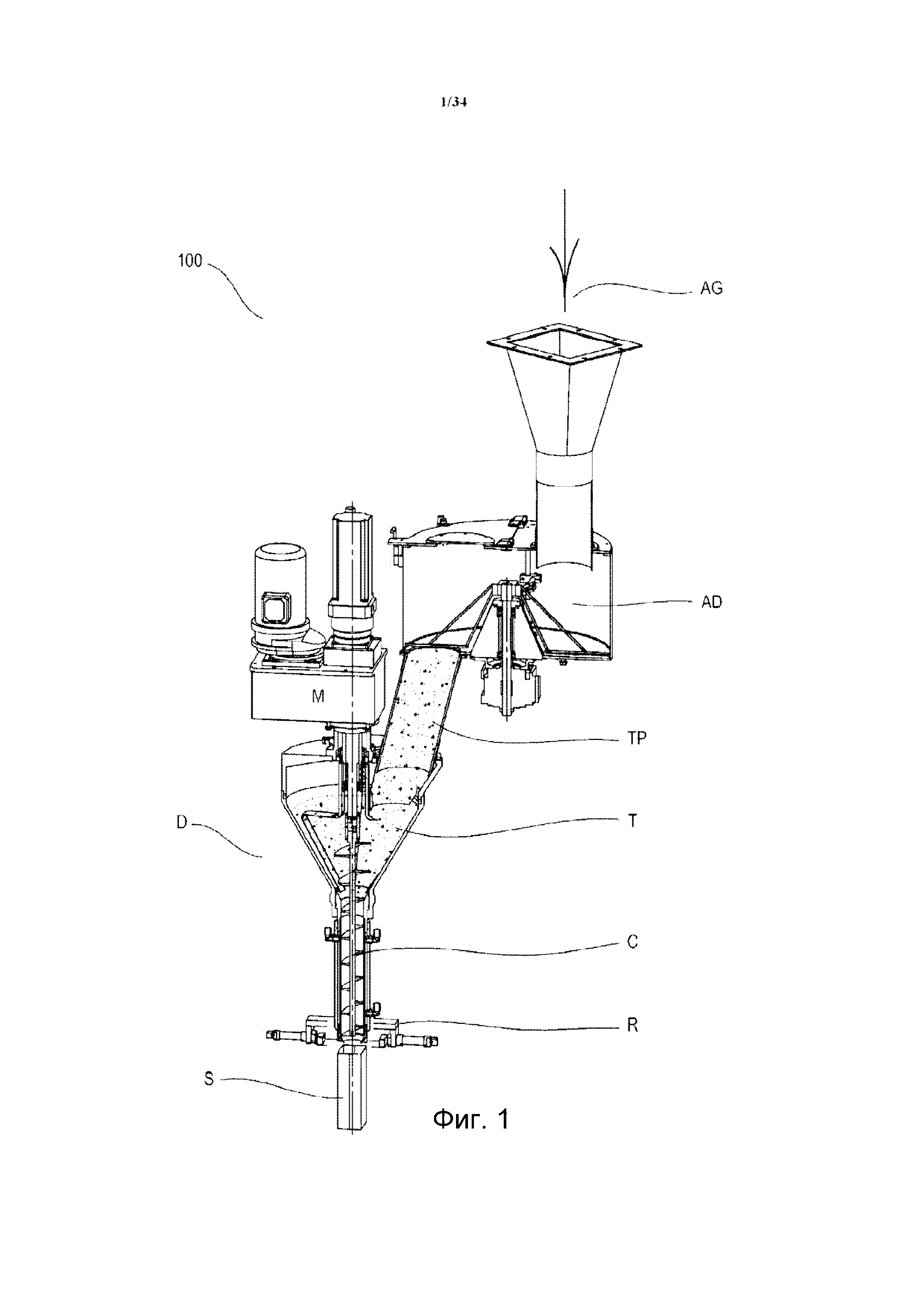
[0075] На ФИГ. 1 схематически изображена система для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0076] На ФИГ. 2a схематически показан трехмерный вид системы для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0077] На ФИГ. 2b схематически показан трехмерный вид системы для упаковки порошков с отверстием в питающей трубке в соответствии с вариантом реализации настоящего изобретения;
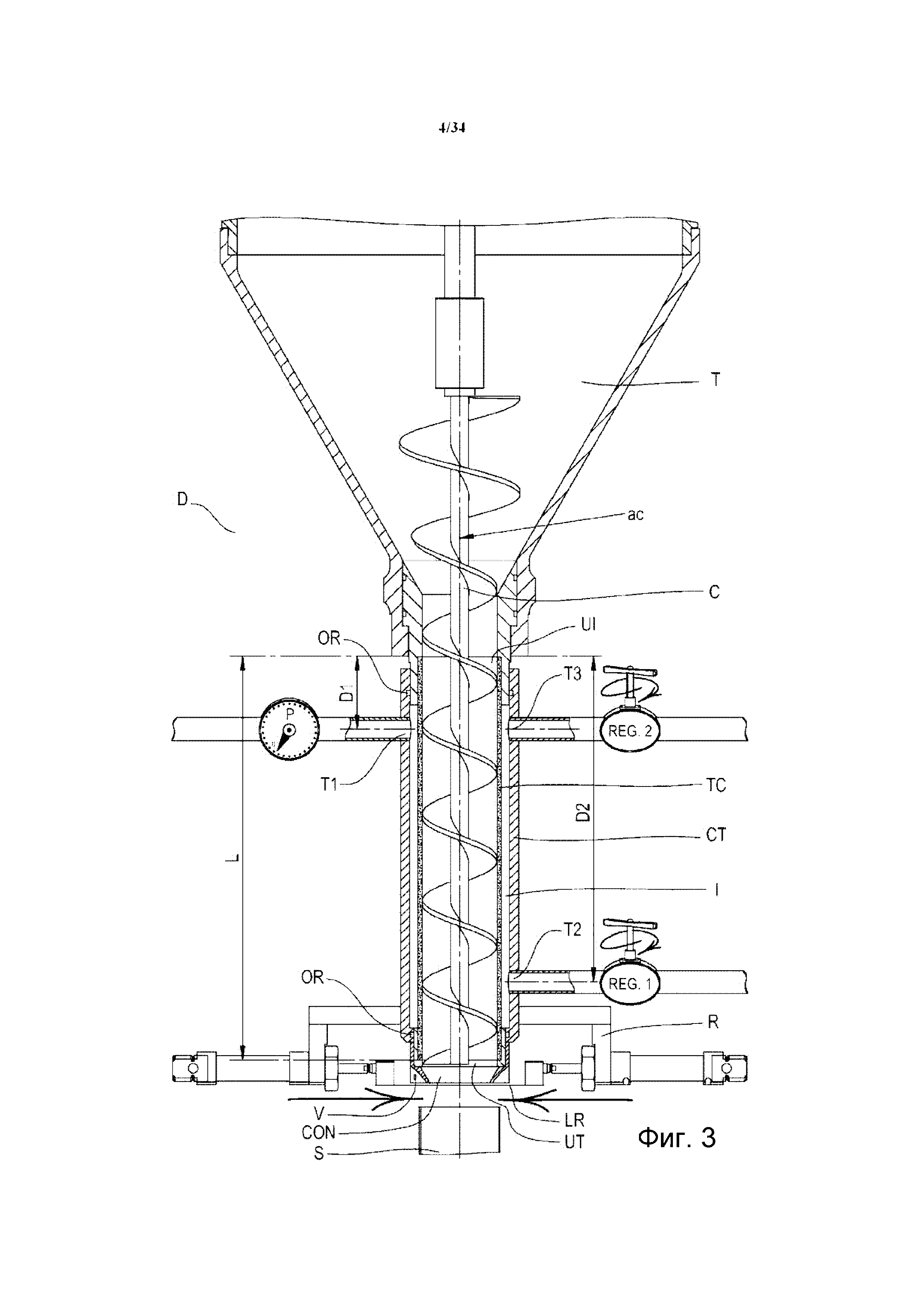
[0078] На ФИГ. 3 схематически показан вид в поперечном разрезе системы для упаковки порошков в области, проходящей от дозатора к упаковке, подлежащей наполнению, в состоянии остановки системы в соответствии с вариантом реализации настоящего изобретения;
[0079] На ФИГ. 4 схематически изображен первый этап наполнения загрузочной воронки системы для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0080] На ФИГ. 5 схематически изображен этап образования вакуума в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0081] На ФИГ. 6 схематически изображено наполнение трубки посредством вращения винтового конвейера в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0082] На ФИГ. 7 схематически изображен первый этап наполнения упаковки в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0083] На ФИГ. 8 схематически изображен этап остановки винтового конвейера с упаковкой, наполненной наполовину, в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0084] На ФИГ. 9 схематически изображено закрытие заслонки с отделением остальной части исходного продукта в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0085] На ФИГ. 10a схематически изображен первый этап наполнения второй упаковки в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0086] На ФИГ. 10b схематически изображен первый этап наполнения капсулы в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0087] На ФИГ. 11 схематически изображена операция очистки первой трубки в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0088] На ФИГ. 12 схематически изображена операция очистки первой трубки в системе для упаковки порошков в соответствии с другим вариантом реализации настоящего изобретения.
[0089] На ФИГ. 13 схематически изображена система для упаковки порошков, содержащая вертикальную упаковочную машину, в соответствии с вариантом реализации настоящего изобретения;
[0090] На ФИГ. 14 схематически показан трехмерный вид в частичном разрезе системы для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0091] На ФИГ. 15 схематически показан вид спереди в частичном разрезе системы для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
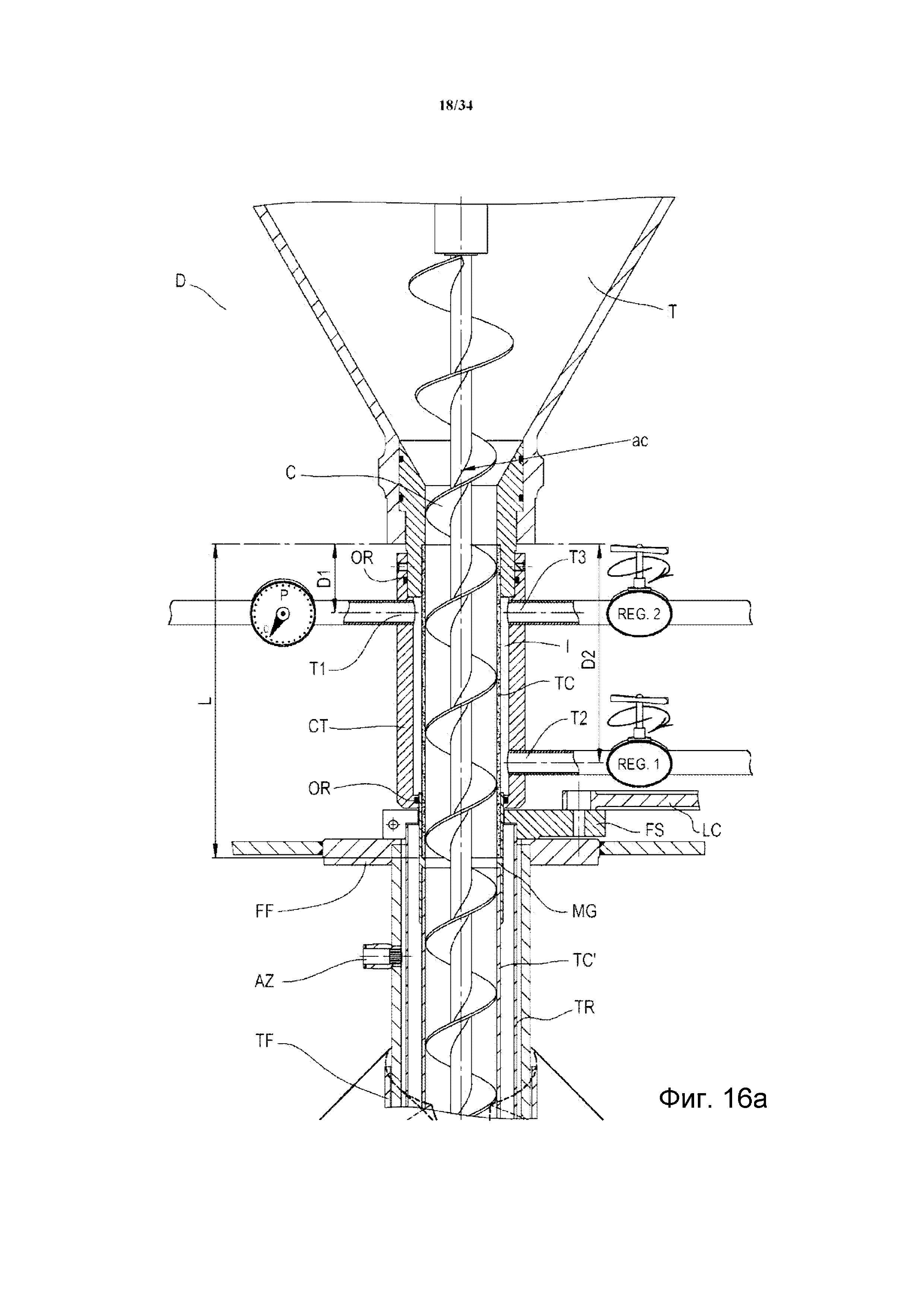
[0092] На ФИГ. 16a и 16b схематически показан вид в разрезе верхней части и нижней части системы для упаковки порошков, соответственно, в соответствии с вариантом реализации настоящего изобретения;
[0093] На ФИГ. 17 схематически изображен первый этап наполнения загрузочной воронки системы для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0094] На ФИГ. 18 схематически изображен этап образования вакуума в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0095] На ФИГ. 19 схематически изображено наполнение трубки посредством вращения винтового конвейера в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0096] На ФИГ. 20 схематически показан полный вид наполнения трубки посредством вращения винтового конвейера в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0097] На ФИГ. 21 схематически изображена нижняя часть системы для упаковки порошков в состоянии, в котором трубка была наполнена в соответствии с вариантом реализации настоящего изобретения;
[0098] На ФИГ. 22 схематически изображен спуск прессованных порошков внутри трубчатого элемента в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[0099] На ФИГ. 23 схематически изображен этап остановки винтового конвейера с упаковкой, наполненной наполовину, в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[00100] На ФИГ. 24a схематически показан трехмерный вид этапа остановки винтового конвейера с упаковкой, наполненной наполовину, в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[00101] На ФИГ. 24b схематически показан трехмерный вид этапа остановки винтового конвейера с упаковкой, наполненной наполовину, при осуществлении введения газа в отверстие формующей трубки в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[00102] На ФИГ. 25 подробно изображен этап остановки винтового конвейера с упаковкой, наполненной наполовину, в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[00103] На ФИГ. 26 изображено вращение трубки, вращающейся в системе для упаковки порошков, в соответствии с вариантом реализации настоящего изобретения;
[00104] На ФИГ. 27 изображено завершение формирования пакета отрезанием и сваркой в системе для упаковки порошков в соответствии с вариантом реализации настоящего изобретения;
[00105] На ФИГ. 28 a, b, c, d и e схематически изображены разновидности вращающегося терминала в соответствии с разными вариантами реализации настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[00106] Здесь и далее в настоящем документе настоящее изобретение описано со ссылкой на конкретные варианты реализации, как изображено в прилагаемых таблицах и чертежах. Однако настоящее изобретение не ограничено конкретными вариантами реализации, описанными в следующем подробном описании и представленными на фигурах, вместо этого описанные варианты реализации просто иллюстрируют различные аспекты настоящего изобретения, назначение которых определено формулой изобретения. Специалистам в данной области техники будут очевидны дополнительные модификации и изменения настоящего изобретения.
[00107] На ФИГ. 1 схематически изображена система 100 для упаковки порошков в соответствии с вариантом реализации настоящего изобретения. Система 100 для упаковки порошков содержит дозирующую группу D, которая обеспечивает возможность дозирования желаемого количества порошка внутрь упаковок S. Упаковки могут быть расположены на выпускном отверстии дозирующей группы D, например, посредством конвейерной системы карусельного типа или подобной системы.
[00108] Система 100 для упаковки порошков дополнительно содержит впуск порошков через централизованную общую питающую систему AG. Питающая система соединена с буферным контейнером AD, выполненным с возможностью сбора порошков во впускном отверстии и их подачи через питающую трубку TP к дозирующей группе D.
[00109] Как подробно показано на ФИГ. 2a, дозирующая группа D содержит загрузочную воронку T, соединенную с первой трубкой TC, изготовленной из фильтрующего материала.
[00110] Первая трубка TC внутри содержит винтовой конвейер C, выполненный с возможностью вращения внутри первой трубки TC вокруг своей оси ac. Винтовой конвейер C может быть приведен в действие группой M электропривода, которая не позволяет ему вращаться вращение. Таким образом, может обеспечиваться контроль объемного расхода на выходе из винтового конвейера C посредством регулирования скорости вращения винтового конвейера C вокруг его оси ac.
[00111] Первую трубку TC вводят внутрь второй трубки CT, например, трубки, выполненной с возможностью ее уплотнения. Таким образом, между наружной областью первой трубки TC и внутренней областью второй трубки CT образуется зазор I. Зазор выполнен с возможностью его уплотнения. Например, как показано на ФИГ. 3, верхний и нижний концы зазора I уплотнены посредством уплотнительных колец OR, расположенных на указанных двух концах зазора, соответственно. Кроме того, вторая трубка CT содержит первое отверстие T1. Первое отверстие T1 выполнено с возможностью всасывания воздуха из зазора I и из загрузочной воронки T. Путем забора воздуха из первого отверстия T1 внутри зазора I образуется область низкого давления. Благодаря тому, что первая трубка выполнена из фильтрующего материала, область низкого давления также проходит в область винтового конвейера и вверх до внутренней части загрузочной воронки T.
[00112] Первое отверстие T1 расположено рядом с впускным отверстием первой трубки TC. Это обеспечивает возможность удаления воздуха из первой трубки рядом с впускным отверстием для порошков внутри первой трубки и, следовательно, способствования всасыванию воздуха до внутренней части загрузочной воронки.
[00113] На ФИГ. 3 изображено, что первое отверстие T1 расположено на расстоянии D1 от впускного отверстия первой трубки T1. Расстояние D1 в соответствии с вариантом реализации настоящего изобретения составляет меньше половины общей длины L первой трубки TC. Кроме того, расстояние D1 может предпочтительно быть менее 1/3 длины L первой трубки, а еще более предпочтительно менее 1/4 длины L.
[00114] Как показано на ФИГ. 3, первое отверстие T1 может быть соединено с вакуумным насосом P. Это обеспечивает возможность удаления больших количеств воздуха из первой трубки таким образом, чтобы обеспечивать возможность образования большой вакуумной области внутри зазора I, первой трубки TC и загрузочной воронки T.
[00115] Вторая трубка CT имеет второе отверстие T2, выполненное с возможностью нагнетания воздуха, например, холодного и/или сухого воздуха, внутрь зазора. Нагнетаемый воздух обеспечивает возможность частичной компенсации воздуха, всасываемого через первое отверстие T1, таким образом, чтобы обеспечивать возможность управления степенью прессования порошков внутри первой трубки TC. Таким образом, обеспечивается возможность сохранения постоянной степени прессования, равной заранее заданной степени прессования. Кроме того, очевидно, что вместо воздуха, второе отверстие T2 может быть выполнено с возможностью нагнетания газа любого типа в более широком смысле, например, инертного газа, такого как азот.
[00116] Кроме того, температура внутри первой трубки может повышаться вследствие трения. Такое трение возникает, например, между винтовым конвейером и прессованными порошками или между первой трубкой, выполненной из фильтрующего материала и, следовательно, шероховатой, и прессованными порошками. Путем нагнетания холодного воздуха обеспечивается возможность предотвращения перегревания системы, но, кроме того, обеспечивается возможность защиты качества порошкообразного материала от возможного ухудшения вследствие высоких температур.
[00117] Кроме того, нагнетаемый воздух обеспечивает возможность частичной компенсации воздуха, всасываемого через первое отверстие, таким образом, чтобы обеспечивать возможность контроля степени прессования порошков внутри первой трубки TC. Это обеспечивает возможность уменьшения вероятности блокирования продвижения порошков в системе вследствие чрезмерного прессования порошков.
[00118] Второе отверстие T2 расположено рядом с выпускным отверстием первой трубки TC. Это обеспечивает возможность нагнетания холодного воздуха в полость I рядом с выпускным отверстием UT первой трубки TC таким образом, чтобы эффективно охлаждать наружную поверхность первой трубки TC вдоль большей части ее длины L.
[00119] На фигуре изображено, что второе отверстие T2 расположено на расстоянии D2 от впускного отверстия UI первой трубки TC. Расстояние D2 в соответствии с вариантом реализации настоящего изобретения больше половины длины L первой трубки. Второе расстояние D2 может предпочтительно быть больше чем 2/3 длины L первой трубки TC, еще более предпочтительно больше чем 3/4 длины L, еще более предпочтительно больше чем 4/5 длины L и еще более предпочтительно больше чем 5/6 длины L.
[00120] Второе отверстие T2 соединено с регулятором REG1, выполненным с возможностью регулирования количества воздуха, нагнетаемого внутрь полости I в зависимости от желаемой степени прессования порошков. Следовательно, в зависимости от типа порошков, подлежащих упаковке, могут быть осуществлены разные степени прессования порошков. Для порошков некоторых типов, чрезмерное прессование действительно может затруднять вращение винтового конвейера C. Следовательно, наличие контроля степени прессования является особенно преимущественным для обеспечения возможности использования системы 100 для упаковки порошков для упаковки самых различных порошков.
[00121] Регулятор REG1, который может быть представлен, например, простым регулировочным клапаном, может находиться в непосредственном сообщении с атмосферой или непосредственно соединен с камерой с регулируемой средой. В первом случае, обеспечивается преимущество более низких затрат, а во втором случае обеспечивается возможность активного управления типом газа, вводимого внутрь зазора. Однако в обоих случаях давление вводимого газа может равняться атмосферному давлению. Действительно, благодаря низкому давлению, создаваемому внутри зазора I вследствие всасывания воздуха, воздух при атмосферном давлении (в случае, если регулятор REG1 также частично открыт) будет нагнетен внутрь зазора, таким образом регулируя степень прессования порошков.
[00122] На выпускном отверстии UT первой трубки TC расположен конусообразный терминал CON, продолжающий первую трубку TC в продольном направлении с уменьшением ее поперечного сечения. Благодаря конусообразной форме и, следовательно, уменьшению поперечного сечения, обеспечивается возможность эффективной подачи порошков, выходящих из винтового конвейера C, внутрь упаковки S. Для оптимизации охлаждения порошков внутри конусообразного терминала CON, на его наружной поверхности образованы канавки, увеличивающие наружную поверхность конусообразного терминала CON и, следовательно, его коэффициент теплоотдачи.
[00123] Как показано на ФИГ. 1, выпускное отверстие UT первой трубки TC, которое в соответствии с описанным выше вариантом реализации в свою очередь соединено с конусообразным терминалом CON, совпадает с выпускным отверстием для прессованных порошков, подлежащих введению внутрь контейнера S. Далее по потоку от этого выпускного отверстия расположена заслонка R, прикрепленная непосредственно ко второй трубке CT. Вследствие высокой степени прессования и/или низкого давления внутри первой трубки TC, небольшая часть порошков, выходящих из первой трубки TC, может оставаться соединенной с ней. Заслонка R выполнена с возможностью высокоточного отделения количества прессованного порошка, подлежащего введению внутрь упаковки S. Также, в закрытом состоянии заслонка R обеспечивает закрытие первой трубки TC с нижней стороны, таким образом поддерживая прессованных порошков, содержащихся в первой трубке TC. Кроме того, закрытие первой трубки TC является особенно преимущественным с точки зрения образования вакуума, так как оно обеспечивает возможность обеспечения закрытого пространства и, следовательно, в котором легче образовать вакуум. Такая заслонка R может, например, быть изготовлена из пары противоположных пластин LR. Закрытие посредством пары пластин происходит быстрее, чем в случае выполнения заслонки из одной пластины. Действительно, в случае наличия двух пластин LR, расстояние, преодолеваемое каждой пластиной LR, уменьшено вдвое. Кроме того, второе преимущество относится к тому, что пара пластин LR предотвращает проблему перемещения прессованных порошков, выходящих из первой трубки TC, которые остались соединенными с ней. В действительности, в случае наличия одной пластины, без обратного сопротивления, порошки в выпускном отверстии будут перемещены вдоль направления закрытия пластины. Таким образом, наличие двух пластин LR обеспечивает возможность обратного сопротивления и, следовательно, предотвращения такого перемещения. Таким образом, при наличии пары пластин LR продукт, отклоненный пластиной в боковом направлении, сталкивается с продуктом, отклоненным другой пластиной, который поступает в противоположном направлении. Следовательно, таким образом создается обратное сопротивление, которое обеспечивает возможность отклонения продукта, перемещаемого каждой из указанных двух пластин LR, по направлению к центру и обеспечивает возможность падения отделенного продукта к центру контейнера S.
[00124] Как описано ранее, первая трубка TC выполнена из фильтрующего материала. В соответствии с вариантом реализации настоящего изобретения первая трубка TC выполнена из спеченного пористого металла. Следовательно, вследствие того, что она выполнена из металлического материала, первая трубка TC имеет высокую жесткость. Это обеспечивает ее высокую устойчивость даже во время работы винтового конвейера C, находящегося в непосредственном контакте с внутренней стороной первой трубки TC. Примером спеченного пористого материала, который может быть использован с этой целью, является «PORAL». Тонкость фильтрации в соответствии с вариантом реализации настоящего изобретения установлена на минимальный размер частиц порошка, подлежащего упаковке.
[00125] На ФИГ. 3 изображено, что вторая трубка CT содержит третье отверстие T3, выполненное с возможностью подачи сжатого воздуха в зазор I. Сжатый воздух, введенный в зазор I, обеспечивает возможность освобождения системы от возможного закупоривания, например, от закупоривания фильтрующего материала, из которого выполнена первая трубка TC. Это предотвращает длительные периоды остановки системы, обусловленные закупориванием. Преимущественно третье отверстие T3 расположено рядом с первым отверстием T1 таким образом, чтобы обеспечивать прохождение воздуха, введенного через третье отверстие, в противоположном направлении относительно направления, образованного совместным действием всасывания через отверстие T1 и введения воздуха из отверстия T2.
[00126] В соответствии с альтернативными вариантами реализации настоящего изобретения сжатый воздух, используемый для предотвращения возможного закупоривания системы, может быть введен из первого отверстия T1. В этих случаях образование третьего отверстия T3 в системе не требуется. Кроме того, вместо третьего отверстия T3, как показано на фигуре, также возможно образование множества отверстий таким образом, чтобы обеспечивать более однородное достижение воздухом, вводимым снаружи, наружной поверхности первой трубки TC и более эффективно преодолевать закупоривание.
[00127] На ФИГ. 2b показано, что питающая трубка TP содержит одно или более отверстий ATP, выполненных с возможностью нагнетания газа внутрь питающей трубки TP и, следовательно, также в загрузочную воронку T. Такие отверстия ATP могут быть обнаружены в любом из вариантов реализации настоящего изобретения.
[00128] Система 101 для упаковки порошков, представленная на ФИГ. 13, дополнительно содержит вертикальную упаковочную машину. Что касается системы 100 для упаковки порошков, в этом случае также система содержит впускное отверстие для порошков, проходящее через централизованную общую питающую систему AG. Питающая система соединена с буферным контейнером AD, выполненным с возможностью сбора порошков во впускном отверстии и их подачи через питающую трубку TP к дозирующей группе D. Дозирующая группа D обеспечивает возможность дозирования желаемого количества порошка внутри трубчатого элемента TS, из которого затем формируют упаковки.
[00129] На ФИГ. 14 и 15 показан трехмерный вид и вид в разрезе системы 101 для упаковки порошков, соответственно. Система 101 для упаковки порошков содержит первую трубку TC, вторую трубку CT, зазор I, первое отверстие T1, второе отверстие T2 и третье отверстие T3, имеющие такие же характеристики, что они имеют в системе 100 для упаковки порошков, описанной выше.
[00130] Как показано на ФИГ. 16a, b, первая трубка TC, которая содержит винтовой конвейер C внутри, соединена с удлинительной трубкой TC' через соединительный рукав MG. Удлинительная трубка TC' выполнена, например, из нержавеющей стали. Следовательно, таким образом, будет обеспечена трубка, образованная из первой трубки TC, выполненной из фильтрующего материала, и из удлинительной трубки TC', имеющей цельную структуру. Удлинительная трубка TC' в любом случае может быть выполнена с любым фильтрующим и нефильтрующим материалом. Как показано на фигуре, указанные две трубки TC, TC' имеют одинаковый внутренний диаметр. Рядом с выпускным отверстием UT' удлинительной трубки TC' находится вращающийся терминал TI, который внутри содержит средства F отделения
[00131] Вращающийся терминал TI, имеющий цилиндрическую форму, содержит внутреннее отверстие AP, концентричное удлинительной трубке TC' таким образом, чтобы подавать порошки через него. Кроме того, средства F отделения расположены внутри такого отверстия AP.
[00132] Удлинительная трубка TC' введена внутрь вращающейся трубки TR. Таким образом, между наружной областью удлинительной трубки TC' и внутренней областью вращающейся трубки TR образован зазор. Вращающаяся трубка TR выполнена с возможностью вращения вокруг удлинительной трубки TC'. Такое вращение обеспечено, как показано на фигурах, рычагом LC, соединенным с верхним фланцем FS, расположенным в верхней части вращающейся трубки TR. Вращающаяся трубка TR соединена с вращающимся терминалом TI таким образом, чтобы передавать вращение на терминал TI. Такое соединение обеспечено, например, механическим ограничением.
[00133] Оси удлинительной трубки TC' и вращающейся трубки TR совпадают. Между удлинительной трубкой TC' и вращающейся трубкой TR расположено центрирующее кольцо AO, обеспечивающее постоянное центрирование вращающейся трубки TR относительно удлинительной трубки TC'. Такой элемент может быть выполнен, например, из пластика, меди или бронзы таким образом, чтобы способствовать скольжению между трубками вследствие уменьшенного коэффициента трения таких материалов.
[00134] Средства F отделения, изображенные на ФИГ. 24a, представлены двумя проволоками, расположенными перпендикулярно друг другу в конфигурации вентилятора таким образом, чтобы образовывать угол 90° между собой. Таким образом, путем вращения таких средств F отделения на 90° обеспечивается идентичная исходная конфигурация, так как проволока займет место, которое было занято другой проволокой до вращения. Кроме того, количество проволок, их сечение и размеры выбирают в зависимости от типа порошка, подлежащего дозированию, и степени прессования такого порошка. Например, средства F отделения могут также быть образованы из 5, 6 или большего количества проволок. В случае наличия четырех проволок, образованный в результате угол между одной проволокой и другой будет составлять 45°. Такие проволоки могут быть заменены, например, лопастями или ножами, установленными аналогичным проволокам образом. Проволоки выполнены из прочного материала, подходящего для контакта с пищевыми продуктами, такого как, например, нержавеющая сталь. Кроме того, также возможно использование пищевого пластика, такого как леска, который обеспечивает возможность очень низкой плотности и, несмотря на это, высокой механической прочности.
[00135] Средства F отделения могут быть также образованы из решетки, имеющей множество отверстий. Таким образом, обеспечивается возможность получения средств F отделения, содержащих множество проволок, переплетенных друг с другом и образующих множество отверстий любой формы и размера.
[00136] В этапе варианта реализации средства F отделения могут также быть образованы путем удаления материала с нижнего терминала TI, который изначально не содержит полостей. В этом случае путем механической обработки обеспечивается возможность удаления материала таким образом, чтобы образовывать проволоки, в этом случае имеющие квадратное сечение.
[00137] Центр вентилятора из проволок совпадает с осью удлинительной трубки TC' и, следовательно, с осью винтового конвейера ac. Таким образом, полученная система, как описано, характеризующаяся центральной симметрией, имеет средства отделения, расположенные по центру удлинительной трубки TC'.
[00138] Отверстие AP вращающегося терминала TI, как показано на ФИГ. 28a, имеет цилиндрическую форму, таким образом, имея постоянное сечение вдоль вертикальной оси. Такое постоянное сечение имеет диаметр, равняющийся внутреннему диаметру удлинительной трубки TC'. В соответствии с решением, представленным на фигурах, длина удлинительной трубки TC' меньше длины вращающейся трубки TR. Между концевой частью вращающейся трубки TR и концевой частью удлинительной трубки TC' установлен вращающийся терминал, прикрепленный к вращающейся трубке TR. Альтернативно, как представлено на ФИГ. 28c, длина указанных двух трубок может быть одинаковой, а вращающийся терминал TI' может быть установлен под нижним краем указанных двух трубок. Альтернативно, отверстие AP вращающегося терминала TIC, как показано на ФИГ. 28b, имеет форму усеченного конуса и таким образом имеет сужающийся участок вдоль вертикальной оси: верхняя часть рядом с выпускным отверстием удлинительной трубки TC' имеет диаметр, равняющийся внутреннему диаметру удлинительной трубки TC', причем нижняя часть имеет меньший диаметр, чем верхняя часть. Угол α раскрытия конуса может быть отрегулирован в зависимости от степени прессования и типа материала, подлежащего подаче. В соответствии с решением, представленным на фигурах, длина удлинительной трубки TC' меньше длины вращающейся трубки TR. Между концевой частью вращающейся трубки TR и концевой частью удлинительной трубки TC' установлен вращающийся терминал TI, прикрепленный к вращающейся трубке TR. Альтернативно, как представлено на ФИГ. 28d, длина указанных двух трубок может быть одинаковой, а вращающийся терминал TI'C может быть установлен под нижним краем указанных двух трубок. Форма усеченного конуса отверстия AP вращающегося терминала TIC является преимущественной, так как она обеспечивает возможность дополнительного прессования порошка, подлежащего дозированию, даже в горизонтальном направлении, в частности, способствуя устранению возможной центральной полости в объеме порошка, спрессованного с помощью центральной области винтового конвейера. Кроме того, форма усеченного конуса обеспечивает возможность выравнивания продукта и упаковки, подлежащей наполнению.
[00139] Другой вариант, изображенный на ФИГ. 28e, обеспечивает возможность сочетания описанных выше преимуществ наличия цилиндрического отверстия и наличия конусообразного отверстия. Как показано на фигурах, в этом случае удлинительная трубка TC' заменена удлинительной трубкой TC'', имеющей форму усеченного конуса на своем нижнем конце. Следовательно, благодаря такому участку в форме усеченного конуса, обеспечивается возможность дополнительного прессования порошков, как описано выше. Далее по потоку от указанного конусообразного участка расположен вращающийся терминал TI, имеющий отверстие AP, которое имеет цилиндрическую форму. В этом случае вращающийся терминал TI встроен непосредственно в центрирующее кольцо AO таким образом, чтобы образовывать один элемент.
[00140] Как показано на ФИГ. 13, упаковочная система 101 дополнительно содержит вертикальную упаковочную машину, содержащую формующую трубку TF для обеспечения возможности приема пленки, поступающей от катушки B. Подобно всем вертикальным упаковочным машинам, в этом случае также присутствует вертикальное устройство для сварки (не представленное на фигурах), обеспечивающее возможность вертикальной сварки упаковок, и элементы (не показаны на фигурах), выполненные с возможностью скольжения пленки по направлению к нижней части формующей трубки TF. Формующая трубка TF содержит вращающуюся трубку TR и, следовательно, также удлинительную трубку TC' внутри. Следовательно, таким образом, между вращающейся трубкой TR и формующей трубкой TF образован зазор. Кроме того, ось формующей трубки TF совпадает с осью удлинительной трубки TC'.
[00141] Как показано на ФИГ. 16a, в верхней части формующей трубки TF образовано по меньшей мере одно отверстие AZ, из которого газ может быть введен внутрь зазора, образованного между формующей трубкой TF и вращающейся трубкой TR. Такой зазор, как показано на ФИГ. 16b, имеет увеличенную ширину начиная от верхней части по направлению к нижней части таким образом, чтобы обеспечивать возможность эффективной подачи газа, поступающего из отверстия AZ, по направлению к трубчатому элементу TS. Дополнительно или альтернативно отверстие (не представленное на фигурах) может быть также образовано на наружной верхней поверхности вращающейся трубки TR, например, над верхним фланцем FS. Специалистам в данной области техники будет понятно, что отверстие AZ может быть заменено множеством отверстий таким образом, чтобы обеспечивать возможность нагнетания газа вдоль всей длины окружности и таким образом получать лучшее распределение.
[00142] Кроме того, вращающаяся трубка TR может быть заменена любой другой конструкцией, выполненной с возможностью соединения вращающегося терминала TI с верхним фланцем FS, такой как, например, решетка. В этом случае указанные два указанные выше зазора будут находиться в сообщении. Альтернатива представлена системой стержней, выполненной с возможностью механического соединения вращающегося терминала TI с верхним фланцем TS, или трубкой, выполненной внутри нее.
[00143] Кроме того, что касается систем 100, 101, упомянутых выше, они могут быть использованы для мини и макро-доз. Система была действительно испытана на возможность упаковки прессованных порошков в малых и больших количествах. Единственное отличие заключалось в размерах различных компонентов. Например, в случае необходимости упаковки пакетов муки в 1 кг, внутренний диаметр первой трубки TC будет равен приблизительно 50 мм. Аналогично, в случае, например, наполнения капсул S3 (как показано на ФИГ. 10b) для приготовления напитков, например кофе, где содержимое прессованных порошков в каждой капсуле S3 приблизительно составляет 5-10 грамм, будет обеспечена меньшая система, например, внутренний диаметр первой трубки которой составляет приблизительно 30-40 мм. Однако в любом случае все из вышеуказанных характеристик (отверстия, насос, и т.д.) будут использованы в обоих случаях. Следовательно, размеры указанной системы и ее компонентов могут быть пропорционально увеличены и уменьшены.
[00144] На ФИГ. 10b изображено наполнение капсулы для приготовления напитков S3. Эта изображенная система может быть расположена в сочетании с множеством систем, идентичных или подобных ей таким образом, чтобы образовывать многодорожечную систему, т.е. систему, обеспечивающую возможность параллельного и одновременного питания множества капсул S3 или в любом случае контейнеров S.
[00145] Кроме того, возможно обеспечение системы (не показанной на фигурах), в которой одна загрузочная воронка T соединена и питает множество первых трубок T1, выполненных из фильтрующего материала и расположенных в сочетании таким образом, чтобы образовывать многодорожечную систему, выполненную с возможностью параллельного и одновременного наполнения множества капсул S3 или в любом случае контейнеров S. В этом случае зазор I может быть образован из одной второй трубки TC, содержащей множество первых трубок T1. Такая система обеспечивает возможность уменьшения затрат вследствие обеспечения возможности изготовления одной питающей системы, соединенной с множеством первых трубок TC.
[00146] Здесь и далее в настоящем документе со ссылкой на ФИГ. 4 - 10 описаны функциональные этапы системы 100, изображенной на ФИГ. 3, и, следовательно, описан способ упаковки порошков, основанный на конкретном варианте реализации настоящего изобретения.
[00147] На ФИГ. 4 изображен первый этап подачи порошков, поступающих от централизованной системы AG, на загрузочную воронку T. Во время этого первого этапа наполнения первой трубки TC вакуумный насос P отключают, а регуляторы REG1 и REG2 закрывают. Таким образом, обеспечивается падение порошков под действием силы тяжести и проникновение внутрь первой трубки TC, расположенной ниже. Заслонку R закрывают. Следовательно, благодаря закрытию заслонки R обеспечивается закрытие под первой трубкой TC, таким образом поддерживающее прессованные порошки, содержащиеся в первой трубке TC. Как описано выше, закрытие первой трубки TC является особенно преимущественным с точки зрения образования вакуума, так как оно обеспечивает возможность обеспечения закрытого пространства и, следовательно, в котором легче образовать вакуум.
[00148] На ФИГ. 5 изображен этап всасывания воздуха из внутренней области загрузочной воронки T и первой трубки TC таким образом, чтобы обеспечивать прессование подаваемых порошков и эффективного нагнетания порошков изнутри загрузочной воронки T по направлению к первой трубке TC. Вакуумный насос P приводят в действие таким образом, чтобы всасывать воздух через первое отверстие T1. Кроме того, винтовой конвейер C приводят в действие таким образом, чтобы толкать прессованный порошок по направлению к выпускному отверстию UT первой трубки TC. Таким образом, продукт начинает падать внутрь первой трубки TC и подвергаться прессованию. В примере, изображенном на фигурах, винтовой конвейер C вращается в направлении SRC по часовой стрелке. Направление, в котором установлен винтовой конвейер C, задает направление вращения SRC. В случае установки винтового конвейера C в противоположном направлении, направление вращения будет против часовой стрелки.
[00149] На ФИГ. 5 также показано, что регулятор REG1 открывают для введения воздуха, например, холодного и/или сухого воздуха из отверстия T2. Холодный воздух, вводимый из отверстия T2, обеспечивает возможность охлаждения системы, например, первой трубки TC.
[00150] На основании настоящего изобретения обеспечивается возможность постоянного измерения температуры одного или более различных компонентов системы.
[00151] Например, обеспечивается возможность применения общего датчика V (например, pt100) температуры на наружной поверхности конусообразного терминала CON для регулирования его температуры, например, так, чтобы температура составляла 20°C - 40°C.
[00152] Система может быть оснащена управляющим устройством с обратной связью, которое на основании температуры, измеряемой датчиком температуры, регулирует температуру холодного воздуха, вводимого через второе отверстие T2. Например, холодный воздух может быть взят из бака. В этом случае управляющее устройство с обратной связью может охлаждать воздух в баке до желаемой температуры. Альтернативно, холодный воздух может быть взят из других баков с разными значениями температуры. В этом случае управляющее устройство с обратной связью может контролировать, с какого бака брать воздух.
[00153] Кроме того, воздух, нагнетаемый из отверстия T2, обеспечивает возможность частичной компенсации воздуха, всасываемого через первое отверстие T1, таким образом, чтобы обеспечивать возможность управления степенью прессования порошков внутри первой трубки. Действительно, было обнаружено, что в случае чрезмерного прессования порошков посредством всасывания из первого отверстия, продвижение порошков в системе может быть затруднено. Следовательно, обеспечивается возможность частичной компенсации всасывающего эффекта из первого отверстия путем управления потоком воздуха, вводимого из отверстия T2, обеспечивая точный контроль степени прессования порошков и, следовательно, уменьшая вероятность блокирования продвижения порошков в системе. Введение воздуха через второе отверстие T2 обеспечивает изменение рабочих условий вакуумного насоса P. Воздух, нагнетаемый из отверстия T2, может быть заменен инертным газом, таким как, например, азот. Это решение является особенно преимущественным, так как, учитывая всасывание большей части воздуха, изначально содержащегося внутри порошков, первым отверстием T1, обеспечивается возможность насыщения атмосферы внутри первой трубки TC инертным газом и, таким образом, образования атмосферы с низким содержанием кислорода. Следовательно, в случае, когда используемые порошки являются, например, кофе, возможно получение упаковок, содержащих прессованные порошки, но не находящиеся в условиях вакуума и содержащие очень малое количество кислорода. Таким образом, обеспечивается возможность предотвращения окисления кофе. Например, возможно предоставить готовую упаковку кофе, которая выглядит обычной, но содержит очень малое количество кислорода, несмотря на то, что она не находится в условиях вакуума. Действительно, в случае, например, в котором пользователь решает нагнетать большое количество инертного газа через второе отверстие T2, обеспечивается возможность частичного или даже полного удаления эффекта вакуума и использования описанной выше системы для существенного уменьшения количества кислорода в готовой упаковке.
[00154] Во время периода работы вакуумного насоса P, давление при всасывании может, например, достигать значения, составляющие десятые доли бар, например, оно может находиться в диапазоне 0,2 бар - 0,6 бар в случае нахождения первого регулятора Reg1 в закрытом состоянии. В случае открытия такого регулятора для регулирования степени прессования порошков, давление при всасывании вакуумного насоса может быть увеличено на 10 - 30%, например, в зависимости от требуемой степени прессования и, следовательно, от того, сколько воздуха нагнетают внутрь второго отверстия.
[00155] Кроме того, управление расходом всасывания вакуумного насоса P может осуществляться в зависимости от датчика давления или низкого давления (не показанного), расположенного внутри загрузочной воронки T. В действительности, для достижения постоянного расхода внутри винтового конвейера C важно осуществлять нагнетание порошков непосредственно изнутри загрузочной воронки T посредством низкого давления, образованного в нем. Например, в случае, в котором давление внутри загрузочной воронки T является слишком высоким, вследствие неоднородной степени прессования порошков могут происходить колебания расхода внутри винтового конвейера C, что может приводить к ошибкам в измерении количества продукта, подлежащего введению в упаковку.
[00156] Следовательно, в зависимости от давления, измеренного датчиком давления, расположенным внутри загрузочной воронки T, обеспечивается возможность последующего регулирования расхода вакуумного насоса P.
[00157] Очевидно, что низкое давление внутри загрузочной воронки T во время периода работы вакуумного насоса P не будет равномерным в каждой точке загрузочной воронки T. Следовательно, регулирование будет в большой степени зависеть от точки, в которой измеряют низкое давление. В действительности, чем ближе такой датчик расположен к первой трубке TC, тем ниже значение измеренного давления. Изобретателем было обнаружено, что особенно преимущественным является расположение, например, датчика низкого давления на расстоянии от впускного отверстия первой трубки TC, равняющемся по меньшей мере половине высоты загрузочной воронки, более предпочтительно по меньшей мере 3/4 высоты загрузочной воронки T, чтобы обеспечивать возможность эффективного обнаружения воздействия вакуумного насоса P на порошки, проникающие во впускное отверстие загрузочной воронки T.
[00158] В частности, изобретателем было обнаружено, что для предотвращения колебаний расхода во время периода работы вакуумного насоса P особенно преимущественным является непосредственное соединение входящего сигнала, поступающего от датчика давления в загрузочной воронке T, с регулятором (не показанным), который управляет расходом вакуумного насоса P. Фактически, при обнаружении датчиком давления повышения давления в загрузочной воронке T, регулятор может направлять сигнал на вакуумный насос P, таким образом увеличивая расход всасывания насоса P.
[00159] Однако альтернативно также возможно обеспечить возможность подачи сигнала изменения на вакуумный насос P только после изменения давления внутри загрузочной воронки T на диапазон, превышающий заранее заданный диапазон, для предотвращения чрезмерного изменения рабочих параметров вакуумного насоса P.
[00160] Кроме того, также возможно введение датчика давления (не показанного) внутрь зазора I для измерения низкого давления внутри зазора I и, следовательно, обеспечения возможности обнаружения степени прессования порошков.
[00161] Кроме того, такой датчик давления может быть соединен с регулятором REG1 второго отверстия T2 таким образом, чтобы регулировать степень открытия регулятора REG1 в зависимости от измеренного низкого давления и, следовательно, степени прессования порошков. Такой датчик давления предпочтительно расположен на расстоянии от первого отверстия T1, превышающем половину длины L первой трубки TC, более предпочтительно на расстоянии от первого отверстия T1, превышающем 3/4 длины L первой трубки TC.
[00162] На ФИГ. 6 показано, что первая трубка TC полностью наполнена прессованными порошками, которые достигают уровня закрытой заслонки R. Заслонка фактически блокирует прохождение порошков.
[00163] Здесь и далее в данном документе, как показано на ФИГ. 7, обеспечивается открытие заслонки R и начало падения прессованного продукта в упаковку S.
[00164] Учитывая то, что благодаря системе настоящего изобретения расход на выпускном отверстии винтового конвейера C является постоянным, а скорость вращения винтового конвейера является контролируемым параметром, обеспечивается возможность точного контроля количества продукта, выходящего из заслонки R путем регулирования времени вращения винтового конвейера, вращающегося с контролируемой скоростью.
[00165] После подачи желаемого количества продукта к наружной стороне заслонки R, вращение винтового конвейера C останавливают (ФИГ. 8).
[00166] Как показано на ФИГ. 8, после прессования порошков, иногда не весь прессованный продукт падает внутрь упаковки S. В действительности, возможен остаток RI прессованных порошков, выходящих от заслонки R, который может оставаться связанным с порошками, содержащимися внутри первой трубки TC вследствие высокой степени прессования и/или низкого давления внутри первой трубки TC.
[00167] Эти количества могут также достигать значений 8-10 г или даже больше в зависимости от типа материала и степени прессования.
[00168] На ФИГ. 9 показано, что затем заслонку R снова закрывают. Путем закрытия заслонки R, таким образом обеспечивается отделение остатка RI прессованных порошков, выходящих от заслонки R, и его добавление к количеству порошков, уже находящихся в упаковке S.
[00169] Таким образом, может быть обеспечена высокая точность дозирования. Такая точность зависит от количества прессованных порошков, подлежащих введению в контейнер S. В качестве примера для контейнера S, содержащего 1 кг прессованных порошков, это количество может составлять 1 г.
[00170] Пластины LR заслонки R дополнительно обеспечивают закрытие трубки и, следовательно, предотвращают потери продукта при переходе от одной упаковки S к другой. Следовательно, при достижении второй упаковкой S2 выпускного отверстия заслонки R, как показано на ФИГ. 10, обеспечивается повторное открытие пластин LR заслонки и, таким образом, может быть наполнена новая упаковка S2. Кроме того, благодаря тому, что они выполнены с возможностью закрытия нижнего отверстия первой трубки TC, пластины LR заслонки R обеспечивают возможность увеличения степени вакуума внутри системы, таким образом обеспечивая более высокую степень прессования.
[00171] На основании настоящего изобретения также описан способ операции очистки первой трубки в системе 100 для упаковки порошков. На ФИГ. 11 изображен способ осуществления очистки первой трубки TC, выполненной из пористого материала. Во время очистки вакуумный насос P отключают, а регулятор REG 1 закрывают. Затем, второй регулятор REG2 открывают и сжатый воздух проходит внутрь зазора I. Внутри зазора может быть достигнуто максимальное давление, составляющее 5-6 бар, таким образом, чтобы обеспечивать эффективное открытие закупоренных пор.
[00172] На ФИГ. 12 схематически изображена система 100 для упаковки порошков в соответствии с другим вариантом реализации настоящего изобретения. Как показано на ФИГ. 12, внутри второй трубки CT находится спираль IE, выполненная с возможностью подачи воздуха от второго отверстия T2 к первому отверстию T1. Определение пути воздуха обеспечивает возможность эффективной подачи воздуха, нагнетаемого внутрь полости I по всему периметру наружной поверхности первой трубки TC.
[00173] Например, спираль может быть выполнена путем образования резьбы F на внутренней стенке второй трубки CT. Первая трубка TC контактирует с резьбой F. Путь для воздуха выполнен между витками резьбы.
[00174] На ФИГ. 12, в частности, изображен этап очистки. В этом случае, операцию очистки осуществляют для упаковочной системы 100, содержащей спираль IE внутри второй трубки CT. Такая операция включает этапы, идентичные описанным со ссылкой на ФИГ. 11. Сжатый воздух проходит по пути, определенному спиралью IE.
[00175] Здесь и далее в настоящем документе со ссылкой на ФИГ. 17-27 описаны функциональные этапы системы 101, изображенной на ФИГ. 16a, b, и, следовательно, описан способ упаковки порошков, основанный на конкретном варианте реализации настоящего изобретения.
[00176] Этапы прессования порошков системы 101 аналогичны этапам системы 100, описанной выше. Отличие фактически заключается в отделении порошков и в типе упаковки. Следовательно, исходя из изложенного, способ упаковки порошков посредством системы 101 отличается от способа упаковки порошков посредством системы 100 тем, что он происходит под выпускным отверстием первой трубки TC. Следовательно, процесс, описанный на ФИГ. 17-20, соответствует процессу, описанному выше на ФИГ. 4-6.
[00177] На ФИГ. 21 изображен первый этап подачи прессованных порошков на удлинительную трубку TC'. Вертикальная упаковочная машина обеспечивает скользящее перемещение пленки, поступающей от катушки B, по направлению вниз, спаянную в продольном направлении и расположенную на наружной поверхности формующей трубки TF. Такая пленка скользит к выпускному отверстию формующей трубки TF таким образом, чтобы образовывать трубчатый элемент TS, который на втором этапе, после наполнения сварного шва до закрытия, образует упаковку. Как показано на фигурах, трубчатый элемент TS сваривают в нижней части, а этот процесс будет описан ниже в настоящем документе.
[00178] В следующем этапе, изображенном на ФИГ. 22, происходит объемное дозирование винтового конвейера C. Путем вращения вокруг своей оси ac, обеспечивается достижение трубчатого элемента требуемым объемным количеством прессованных порошков. Так как порошки прессованы однородно, следовательно, также известно количество прессованных порошков по массе, поступающих на трубчатый элемент. На этом этапе, как описано выше и как представлено на фигурах, обеспечивается только перемещение винтового конвейера C вдоль своей оси ac в направлении SRC, представленном на фигурах, причем все остальные подвижные элементы являются неподвижными.
[00179] На следующем этапе, представленном на ФИГ. 23, после достижения требуемым расходом прессованных порошков трубчатого элемента TS, происходит остановка винтового конвейера C. Однако вследствие высокой степени прессования и/или вследствие вакуума, находящегося внутри удлинительной трубки TC', часть RI прессованных порошков остается соединенной с ней и не отделяется под действием силы тяжести. Вакуум, находящийся внутри удлинительной трубки TC', обусловлен тем, что для прессования порошков извлекают воздух, содержащийся внутри порошков, образуя большую область низкого давления таким образом. Такой остаток RI может составлять существенную погрешность взвешивания при наполнении. Такая погрешность является еще более значимой для меньших упаковок.
[00180] Для этого, становится необходимым отделение остатка RI прессованных порошков, все еще соединенного с выпускным отверстием. Следовательно, как показано на ФИГ. 24a, посредством перемещения рычага LC вдоль направления SRLC обеспечивается возможность перемещения верхнего фланца FS второй трубки TR для обеспечения возможности вращения вращающейся трубки TR вокруг своей оси. Градусы вращения вращающейся трубки TR зависят от количества проволок или лопастей используемых средств F отделения. В действительности, для эффективного отделения остатка RI требуется вращения отделяющих элементов F на угол, превышающий или равный угловому расстоянию между двумя проволоками. Например, в случае наличия одной проволоки, вращение будет равняться 180°, в случае двух проволок, вращение будет равняться 90°, в случае четырех проволок, оно будет равняться 45°, и т.п. Как описано выше, количество проволок зависит от типа порошков и от степени прессования, и может быть изменено в зависимости от используемых материалов. Специалистам в данной области техники понятно, что в представленной выше системе 100 может быть использована отделяющая система посредством вращающегося терминала TI путем замены, например, заслонка R на вращающийся терминал TI, содержащий средства F отделения. В этом случае вращение вращающегося терминала TI может быть обеспечено вращением второй трубки CT.
[00181] В изображенном варианте реализации, рычаг LC обеспечивает возможность вращения фланца FS в обоих направлениях: по часовой стрелке и против часовой стрелки. Следовательно, в изображенном случае возможно возвращение в исходное положение после осуществления отделения. Специалистам в данной области техники будет очевидно, что в случае, в котором избегание этапа возвращения в исходное положение является желательным, рычаг LC может быть заменен на систему, обеспечивающую возможность вращения верхнего фланца FS на 360°, такую как, например, зубчатая передача, зубчатая рейка или подобные системы.
[00182] На ФИГ. 25 показан подробный вид остатка RI, все еще соединенного с выпускным отверстием первой трубки. После вращения вращающейся трубки TR (представленной на ФИГ. 26) на 90° и, таким образом, вращения вращающегося терминала TI, содержащего выполненные из двух проволок средства F отделения, остаток перемещают внутрь трубчатого элемента TS таким образом, чтобы обеспечивать подачу требуемого количества прессованных порошков внутрь трубчатого элемента TS.
[00183] В описанном выше случае, после отделения, вращающуюся трубку TR возвращают в положение, в котором она находилась перед описанным выше вращением. Альтернативно, также возможно продолжить вращение в первом направлении, затем осуществить этап дозирования через вращение винтового конвейера C, и затем вернуть вращающийся терминал TI в его исходное положение путем осуществления второго вращения в противоположном направлении относительно первого. Таким образом, отделение будет осуществлено на этапе возвращения вращающегося терминала TI. Следовательно, в этом случае вращающийся терминал TI будет оснащен лопастями, направленными таким образом, чтобы обеспечивать возможность отделения на этапе возвращения, в случае выбора лопастей в качестве средств F отделения. С другой стороны, если средства TI отделения представлены проволоками, в этом случае проблема направления отделения отсутствует, так как они могут быть использованы одинаково в обоих направлениях отделения.
[00184] В этот момент трубчатый элемент TS готов к закрытию. Следовательно, на следующем этапе, изображенном на ФИГ. 27, закрытие верхней части трубчатого элемента TS осуществляют посредством сваривания и, следовательно, таким образом образуют упаковку S. При осуществлении сварки, обеспечивается одновременное закрытие нижней части нового трубчатого элемента TS и верхней части предыдущего трубчатого элемента TS с образованием упаковки S таким образом. После осуществления сварки, изготовленная упаковка может быть отделена от трубчатого элемента TS посредством отрезания. После процесса сварки и перед осуществлением процесса отрезания, обеспечивается возможность наполнения следующего трубчатого элемента TS, так как, как указано, сварку нижнего закрытия обеспечивает подготовку нового трубчатого элемента TS. В частности, указанные процессы могут быть также осуществлены одновременно.
[00185] Как показано на ФИГ. 24b, для обеспечения возможности компенсации низкого давления, содержащегося внутри трубчатого элемента TS, возможно введение инертного газа внутрь зазора, образованного между вращающейся трубкой TR и формующей трубкой TF. Таким образом, обеспечивается возможность компенсации воздуха, нагнетаемого изнутри трубчатого элемента TS через различные трубки. Компенсация является особенно важной для образования трубчатого элемента TS, так как при расширении в наружном направлении он нагнетает воздух внутрь себя через трубки, с которыми он находится в сообщении. Следовательно, при отсутствии такой компенсации, упаковка S может быть испорчена.
[00186] Кроме того, в случае, когда предотвращение контакта прессованных порошков (из которых таким образом предварительно было удалено большее количество воздуха, содержащегося в них) с атмосферой с высоким содержанием кислорода является желательным, возможно введение инертного газа, такого как, например, азот, внутрь отверстия AZ формующей трубки. Например, в случае работы с кофе это решение является особенно преимущественным, так как, как известно, контакт кофе с атмосферой с высоким содержанием кислорода может быть нежелательным, вследствие возможного окисления кофе.
[00187] Количество газа, вводимого внутрь отверстия AZ, регулируют в соответствии с низким давлением, образованным внутри трубчатого элемента TS во время этапа разматывания. Такое низкое давление может в действительности отличаться в зависимости от формата упаковки, подлежащей изготовлению, и от типа используемой пленки. Такое регулирование может быть осуществлено, например, посредством крана.
[00188] Как показано на ФИГ. 2b, газ может быть введен внутрь отверстия ATP питающей трубки TP. Такой газ предпочтительно является инертным газом, таким как азот. Это решение является особенно преимущественным, так как оно обеспечивает возможность обогащения атмосферы внутри загрузочной воронки T инертным газом и, следовательно, уменьшения количества содержащегося кислорода на определенный процент. Таким образом, посредством сочетания введения азота и всасывания из отверстия T1 обеспечивается возможность получения атмосферы с низким содержанием кислорода. Такое отверстие ATP может также быть представлено множеством отверстий таким образом, чтобы обеспечивать возможность увеличения количества вводимого газа. В соответствии с альтернативными вариантами реализации настоящего изобретения, отверстия (не показанные) могут быть выполнены на наружной поверхности загрузочной воронки T, вместо отверстия ATP питающей трубки или в дополнение к ней.
[00189] Следовательно, посредством сочетания введения азота в отверстие ATP питающей трубки TP и в отверстие AZ формующей трубки TF обеспечивается возможность получения упаковки C, содержащей прессованные порошки, которая не находится в условиях вакуума и содержит очень низкое количество кислорода вследствие того, что атмосфера внутри упаковочной системы была насыщена инертным газом, таким как азот.
[00190] Было продемонстрировано, что настоящее изобретение обеспечивает возможность существенного прессования порошков, подлежащих упаковке. Это обеспечивает возможность экономии существенного объема готовой упаковки для такой же массы. Например, в случае упаковок муки в 1 кг наблюдалось уменьшение высоты упаковок приблизительно на 25-30 мм по сравнению с упаковками, полученными при помощи систем и способов, известных на уровне техники. Кроме того, путем уменьшения воздуха внутри прессованных порошков и, следовательно, упаковок, в значительной степени было уменьшено наличие газов, например, кислорода, которые могут портить упакованные порошки. Таким образом, настоящее изобретение обеспечивает преимущества с точки зрения продолжительности сохранения упаковочных свойств, например, органолептических свойств. Кроме того, также обеспечиваются преимущества с экономической точки зрения вследствие экономии материала, требуемого для образования упаковок. Кроме того, также обеспечены преимущества с точки зрения логистики: так как упаковки содержат меньше воздуха, уменьшается масса нетто продукта, объем, подлежащий перемещению. Таким образом, эти преимущества обеспечивают возможность оптимизации производства. Кроме того, благодаря установке вертикальной упаковочной машины обеспечивается возможность достижения очень высокой скорости упаковки.
[00191] Несмотря на то, что настоящее изобретение было описано со ссылкой на описанные выше варианты реализации, специалистам в данной области техники будет понятно, что в настоящем изобретении возможны различные модификации, изменения и улучшения в свете идей, описанных выше и в прилагаемой формуле изобретения, без отклонения от сущности и объема защиты изобретения.
[00192] Например, несмотря на то, что была описана система с вертикальной протяженностью, система, основанная на настоящем изобретении, может быть также реализована с горизонтальной протяженностью. Кроме того, несмотря на то, что было описано наличие вакуумного насоса, также может быть использован любой тип системы для всасывания воздуха. Кроме того, несмотря на то, что было показано, что настоящее изобретение имеет первое отверстие, выполненное с возможностью удаления воздуха, и второе, выполненное с возможностью нагнетания воздуха, настоящее изобретение может быть реализовано с множеством впускных отверстий для воздуха и выпускных отверстий для воздуха.
[00193] Способ и система для упаковки порошков, описанные в настоящем изобретении, обеспечивают возможность упаковки любого типа порошкообразного материала в любой области техники. Примером порошкообразного материала, который может быть упакован, является мука, а, в более общем смысле, порошкообразный материал любого типа в пищевой промышленности. Другой пример представлен порошками, используемыми в строительной отрасли, например, известь. Другой пример представлен порошками, используемыми для получения напитков, например, молотый кофе. Первая трубка может быть, например, заменяемой таким образом, чтобы обеспечивать возможность ее замены для изменения тонкости фильтрации в случае больших изменений размеров частиц порошка, подлежащего упаковке.
[00194] Также, несмотря на то, что было показано наличие цилиндрических трубок, специалистам в данной области техники будет понятно, что такие трубки могут быть заменены трубками любого типа, например, имеющими сечения любой формы, такие как, например, квадратное или многоугольное сечение. Специалистам в данной области техники будет понятно, что термин трубка использован в наиболее широком смысле для обозначения любого типа корпуса, имеющего внутреннюю полость.
[00195] Кроме того, форма вращающегося терминала, а также форма трубок не обязательно должна быть круглой. Кроме того, этап отделения упаковки не ограничен осуществлением посредством механического отрезания, так как он может быть, например, осуществлен посредством лазерного резания. Кроме того, несмотря на то, что было показано одно отверстие загрузочной воронки и формующей трубки, выполненное с возможностью нагнетания газа, настоящее изобретение может быть реализовано с множеством отверстий для обеспечения максимально однородного распределения воздуха.
[00196] В заключение, области применения, известные специалистам в данной области техники, не были описаны во избежание чрезмерного загромождения описанного изобретения без необходимости.
[00197] Следовательно, изобретение не ограничено вариантами реализации, описанными выше и ограничено только объемом защиты прилагаемой формулы изобретения.
Реферат
Изобретение раскрывает способ упаковки порошков в контейнеры через загрузочную воронку и первую трубку, соединенную с загрузочной воронкой. Способ включает следующие этапы: a) всасывание воздуха из внутренней области указанной загрузочной воронки и указанной первой трубки таким образом, чтобы обеспечивать прессование подаваемых порошков; б) введение газа для регулирования степени прессования порошков внутри указанной первой трубки. Система для упаковки порошков содержит загрузочную воронку, выполненную с возможностью приема порошков, и первую трубку, содержащую впускное отверстие, соединенное с загрузочной воронкой. Первая трубка внутри содержит винтовой конвейер для подачи порошков по направлению к выпускному отверстию первой трубки. Первая трубка выполнена из фильтрующего материала и расположена внутри второй трубки с образованием зазора между указанной первой трубкой и указанной второй трубкой, причем зазор выполнен с возможностью его уплотнения. Вторая трубка содержит первое отверстие, выполненное с возможностью всасывания воздуха из указанного зазора и из загрузочной воронки, и второе отверстие, выполненное с возможностью нагнетания газа внутрь указанного зазора. Система содержит датчик давления, расположенный внутри указанного зазора, и выполнена с возможностью регулирования количества газа, нагнетаемого через второе отверстие на основании давления, измеренного датчиком давления, для регулирования степени прессования порошков внутри указанной первой трубки. Техническим результатом является обеспечение возможности управления дозированием продукта, выходящего из системы, с высокой точностью. 2 н. и 8 з.п. ф-лы, 34 ил.
Комментарии