Способ производства кремния для использования в солнечных элементах - RU2154606C2
Код документа: RU2154606C2
Чертежи










Описание
Настоящее изобретение относится к способу производства кремния, который пригоден для использования при изготовлении солнечных элементов. Технология дает возможность производить высокоочищенный кремний для использования в солнечных элементах.
Для использования кремния в солнечных элементах необходимо контролировать в нем примеси таких элементов, как P, B, C, Fe, Al, Ti и O. Чтобы обеспечить желаемый коэффициент преобразования энергии, содержание примесей P, B, Fe, Al и Ti должно быть менее около 0,1 частей на миллион /ч.н.м/ и примесей C и O - около 5-10 ч.н.м. Кроме того, для широкого использования кремния в солнечных элементах необходимо иметь недорогой очищенный кремний в больших количествах.
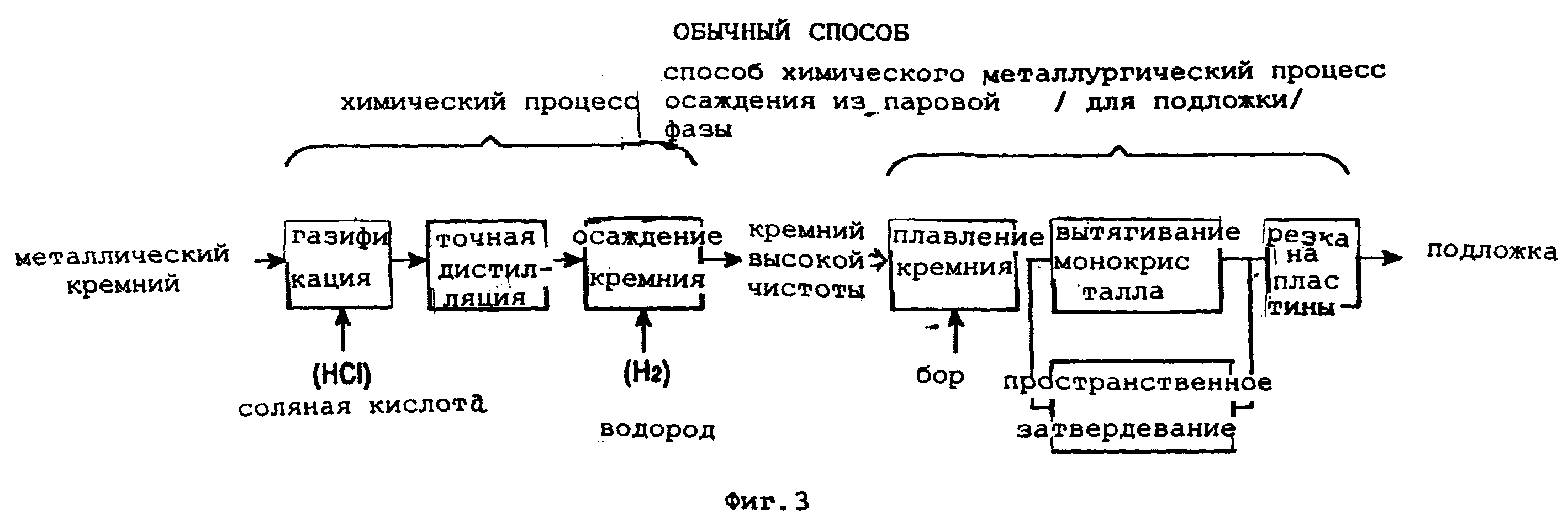
Обычно кремний для использования в солнечных элементах производят, в основном, почти такими же способами, как и кремний, предназначенный для использования в полупроводниках, т.е. газофазными способами, показанными, например, на фиг.3 сопровождающих чертежей. Этот способ содержит восстановление высокоочищенного оксида кремния /SiO2/ углеродом высокой чистоты для получения жидкости из так называемого неочищенного кремния металлургического сорта, который имеет низкую чистоту; превращение кремния металлургического сорта в силановое соединение; высокую очистку силановых соединений дистилляцей; и образование подложки затвердеванием после очистки кремния осаждением. Для применения в массовом производстве этот газофазный способ имеет не только высокие производственные затраты, но и низкий выход. Он дает такую высокую чистоту, что в дальнейшем необходимо даже вводить примеси других элементов, например B.
При другом обычном способе очистки кремния, который является отличным для использования в солнечных элементах, применяют кремний металлургического сорта в качестве исходного сырья, а очистку можно осуществлять, используя следующий металлургический процесс.
Как показано, например, на фиг. 4A чертежей, часть примесей металлических элементов /например, Al, Ti, Fe и т.п./ удаляют направленным затвердеванием после удаления P рафинированием в вакууме, расплавлением кремния вновь для удаления B и C окислительным рафинированием и применением окончательной очистки затвердеванием, которая служит как для удаления металлических примесей после раскисления, так и для получения слитка. Другими словами, примеси таких металлов, как Al, Fe, Ti и т.п., в кремнии металлургического сорта удаляют двумя направленными затвердеваниями, пользуясь небольшим коэффициентом распределения твердое-жидкость у примесей. С выделяют на поверхности во время стадии затвердевания или удаляют в виде газообразной CO, когда C присутствует в виде твердого раствора; P удаляют в вакууме, пользуясь его высокой упругостью пара, а B удаляют окислительной очисткой, вводя H2O, CO2 или O2. Этот металлургический процесс делает возможным массовое производство на крупномасштабном оборудовании.
Однако, сохраняются важные проблемы. Для удаления каждой примеси требуется другая обработка. Требуются две сложные стадии очистки затвердеванием, при этом процесс имеет низкий выход ввиду отрезания верхней части кремниевого слитка. Существуют также большие затраты электроэнергии.
При стадии затвердевания на фиг. 4A металлические примеси проявляют тенденцию концентрироваться в одном месте в расплавленном кремнии металлургического сорта, когда стадия затвердевания приближается к ее концу. После затвердевания можно отрезать и выбросить часть слитка, которая содержит сконцентрировавшуюся часть примесей.
Так как отрезанная часть составляет около 20% затвердевшего слитка, то удаление этой части понижает выход кремния. Если можно было бы возвратить на повторную переработку эту часть кремния, то значительно повысилась бы производительность процесса, показанного на фиг. 4A, а кремний для использования в солнечных элементах можно было бы производить при меньших затратах.
Следовательно, важной целью настоящего изобретения является создание способа производства высокоочищенного кремния для использования в солнечных батареях посредством одностадийной очистки затвердеванием на стадиях окончательной очистки.
Другой целью является создание способа для повторного использования нестандартного кремния, при котором сравнительно загрязненные продукты можно возвращать на повторную переработку и вновь использовать в качестве исходных материалов для производства кремния, который пригоден для применения в солнечных элементах.
Согласно одному отличительному признаку настоящего изобретения, расплавленный кремний металлургического сорта, как установлено нами, после восстановления углеродом может быть непосредственно залит в форму, имеющую особый размерный коэффициент. Этот коэффициент, выраженный в виде высота/(среднее поперечное сечение формы /π)1/2, равен около 0,4 или более. Форму предпочтительно подогревают. Затем расплавленный кремний может медленно охлаждаться от около 700 - 1100oC до окончательного затвердения, при этом нагревают или теплоизолируют поверхность жидкости. Скорость затвердевания предпочтительно регулируют до около 10 мм/мин или менее. Способ отличается тем, что затвердевший кремний очищают, исключая вышеупомянутую ступень предварительной очистки затвердеванием на стадиях окончательного рафинирования.
Во время затвердевания измеряют толщину слоя жидкости в форме, например, ультразвуковым глубиномером. Когда измеряемая величина достигает желаемого значения, сливают жидкость вместе с содержащимися в ней примесями.
На стадиях окончательного рафинирования обычный двухстадийный процесс очистки затвердеванием можно заменить одностадийным процессом, предварительно обрабатывая исходный материал из кремния металлургического сорта с целью уменьшения содержания примесей из металлических элементов, например, Fe и Al, до менее около 1000 ч.н.м. При одностадийном процессе очистки затвердеванием жидкий кремний, в котором сконцентрированы примеси, можно сливать перед полным затвердеванием жидкости. Кроме того, упрощается стадия очистки с подогревом и сокращается время очистки, благодаря чему улучшается выход кремния во всем процессе. Следовательно, можно лучше и намного дешевле, чем раньше, производить высокоочищенный кремний подходящего качества для использования в солнечных элементах.
Согласно другому отличительному признаку настоящего изобретения, кремний металлургического сорта может быть очищен удалением P плавкой кремния в вакууме, удалением B и C введением кислого газа, смешенного с инертным газом, без затвердевания расплавленного кремния, последующим удалением O раскислением при высокой температуре, затвердеванием в форме для получения прутка из затвердевшего кремния и зонной плавкой прутка для удаления Fe, Al, Ti и Ca. В дальнейшем здесь будут описаны другие стадии.
Получаемый в результате пруток из затвердевшего кремния может быть обработан для удаления B и C. Это осуществляют в атмосфере инертного газа или в вакууме после расплавления кремния металлургического сорта. За этим может последовать удаление P при пониженном давлении перед затвердеванием жидкости.
Для эффективного формования прутка из затвердевшего кремния полезно непрерывно вытягивать пруток из формы методом непрерывного литья, используя электромагнитную форму или же применяя обработку с зонной плавкой наряду с вытягиванием методом непрерывного литья. Электромагнитная форма позволяет перемешивать расплавленный кремний в форме, а также образовывать зазор между формой и расплавленным кремнием, благодаря чему становится возможным бесконтактное затвердевание.
Способ зонной плавки легко осуществим с помощью индукторов для нагрева током высокой частоты, расположенных вокруг прутка из затвердевшего кремния. Индукторы легко регулируются для проведения последовательного, повторного, частичного расплавления, охлаждения и затвердевания кремния. Улучшенная очистка может быть достигнута повторением процесса, если степень очистки вначале окажется неудовлетворительной. Более того, возможно применение нескольких повторяющих ступеней очистки с использованием множества раздельно регулируемых индукторов для нагрева током высокой частоты. Это сокращает время обработки по сравнению с тем временем, которое требуется при лишь одноступенчатой зонной плавке. Следовательно, сочетание способа зонной плавки с непрерывным литьем позволяет достигать высокоэффективной очистки при низких производственных расходах.
Одностадийная очистка оказалась возможной при описанном процессе рафинирования с затвердеванием. Однако, ранее отрезали и выбрасывали в отходы часть слитка, содержащую сконцентрированные примеси. Эта выбрасываемая в отходы часть составляла часто около 20% верхней части слитка.
При микроскопическом исследовании отрезанной части нами установлено, что примеси из металлических элементов, например, соединения (Fe, Al) - Si, имеют склонность концентрироваться по границам кристаллических зерен с шириной около 20 мкм. Как установлено, диаметр каждого кристалла составляет около 0,5-2 мм. При дроблении отрезанной части она растрескивается по границам кристаллических зерен, тем самым преимущественно обнажая границы зерен на поверхности.
Теперь нами обнаружено средство для удаления примесей из частей, где они сконцентрированы, что является другим отличительным признаком настоящего изобретения. Это достигается дроблением части отливки со сконцентрированными примесями и выщелачиванием примесных элементов из раздробленных кусков, используя кислый раствор. Расплавленный кремний металлургического сорта непосредственно затвердевает, а элементарные примеси удаляют из вышеупомянутой части со сконцентрированными примесями так, как обсуждалось выше. Это осуществляют отрезанием части слитка со сконцентрированными примесями для направления ее на повторную переработку в качестве исходного материала.
Что касается направления на повторную переработку кремния металлургического сорта, то в одном варианте осуществления изобретения часть слитка, содержащую сконцентрированные примеси, отрезают и дробят в зерна с максимальным диаметром около 5 мм. В другом варианте осуществления изобретения примеси выщелачивают из дробленных зерен под действием смешенного кислого раствора, содержащего фтористоводородную кислоту и/или азотную кислоту.
Так как элементарные примеси можно экстрагировать кислым раствором и путем дробления, то большинство элементарных примесей может быть удалено переносом зерен в кислый раствор. Следовательно, достигается рециркуляция кремния металлургического сорта, благодаря чему значительно улучшается выход кремния.
Обычный кремний металлургического сорта получают затвердеванием жидкого кремния, залитого в мелкий сосуд с большим поперечным сечением /в так называемый поддон/ после восстановления окиси кремния углеродом в дуговой электропечи. Однако, поскольку кремний металлургического сорта, получаемый вышеописанным способом, содержит 1000 - 2000 ч.н.м. металлических элементарных примесей, как например, Fe и Al, то при способе, показанном, например, на фиг. 4A, стадия очистки затвердеванием должна быть повторена дважды.
При обычном процессе затвердевания необходимо отрезать и удалять около 20% затвердевшей части, в которой сконцентрированы элементарные примеси. Таким образом, необходимость в двойном применении процесса очистки затвердеванием на стадиях окончательного рафинирования в значительной степени влияет на производственные расходы. Если требуются последующие стадии обработки затвердевшего кремния, то твердое вещество необходимо будет вновь расплавлять, что создает возможность улучшения производственного процесса в отношении энергопотребления.
При обычном процессе кремний, предназначенный для использования в солнечных элементах, производят окислительным рафинированием кремния металлургического сорта, образованного восстановлением окиси кремния углеродом, предварительной очисткой затвердеванием, рафинированием в вакууме и окончательной очисткой затвердеванием.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - иллюстрация в вертикальном разрезе предварительной обработки кремния металлургического сорта, согласно изобретению.
Фиг. 2 - перспективный вид, показывающий форму поддонного типа, используемую для затвердения жидкости /обычная/.
Фиг.3 - технологическая схема обычного способа очистки кремния.
Фиг.4A и 4B - технологические схемы, иллюстрирующие способы производства кремния для использования в солнечных элементах; Фиг.4A - обычная технологическая схема; Фиг. 4B - вариант осуществления способа, согласно изобретению.
Фиг.5A, 5B и 5C - схематические виды сбоку, которые показывают различные стадии способа, согласно изобретению; Фиг. 5A показывает предварительный нагрев. Фиг. 5B - затвердевание и Фиг.5C - слив оставшейся жидкости.
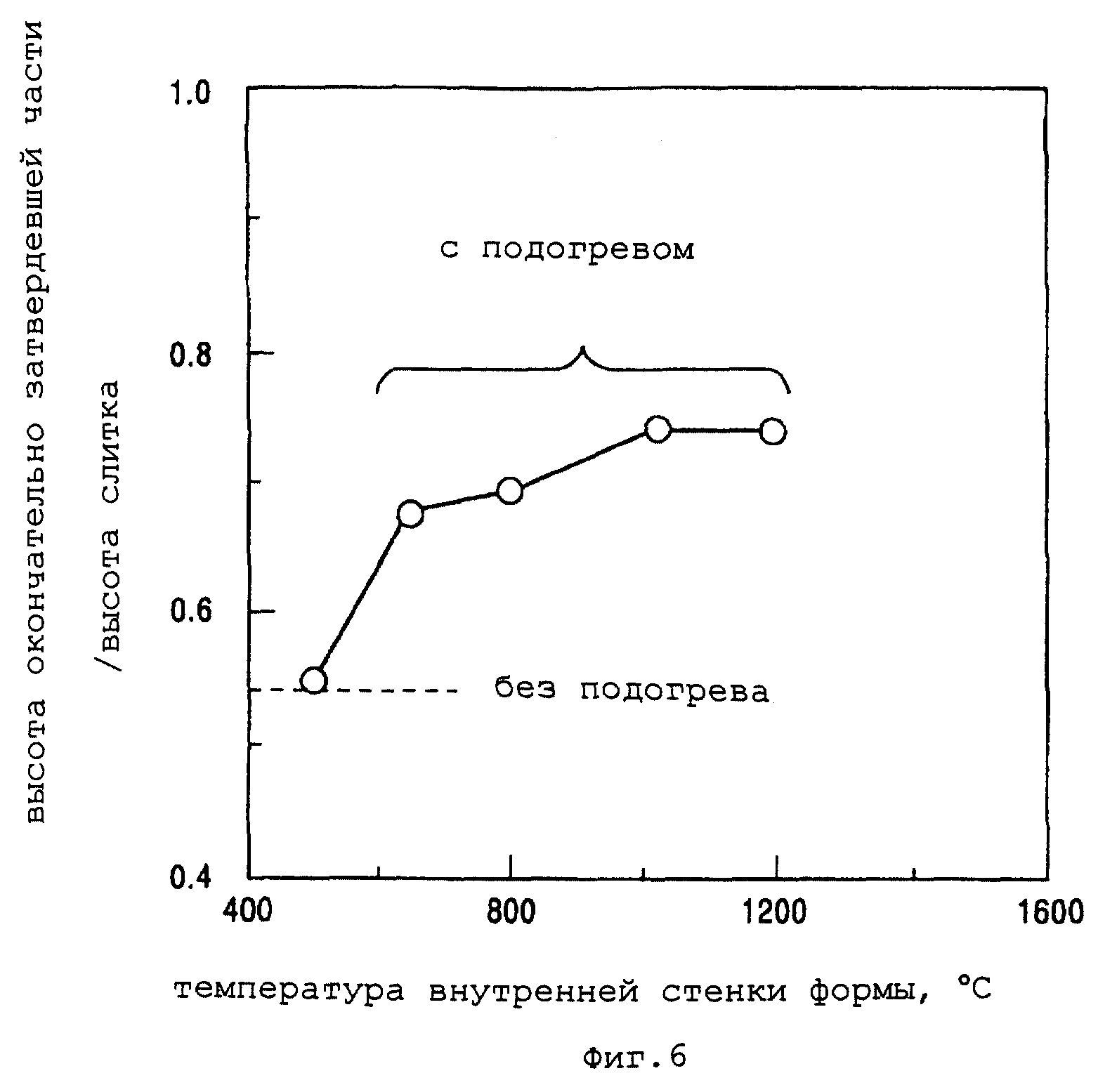
Фиг. 6 - график, показывающий зависимость между температурой внутренней стенки формы и высотой.
Фиг. 7A - перспективный вид формы. Фиг.7B перспективный вид прутка и нагревательного индуктора.
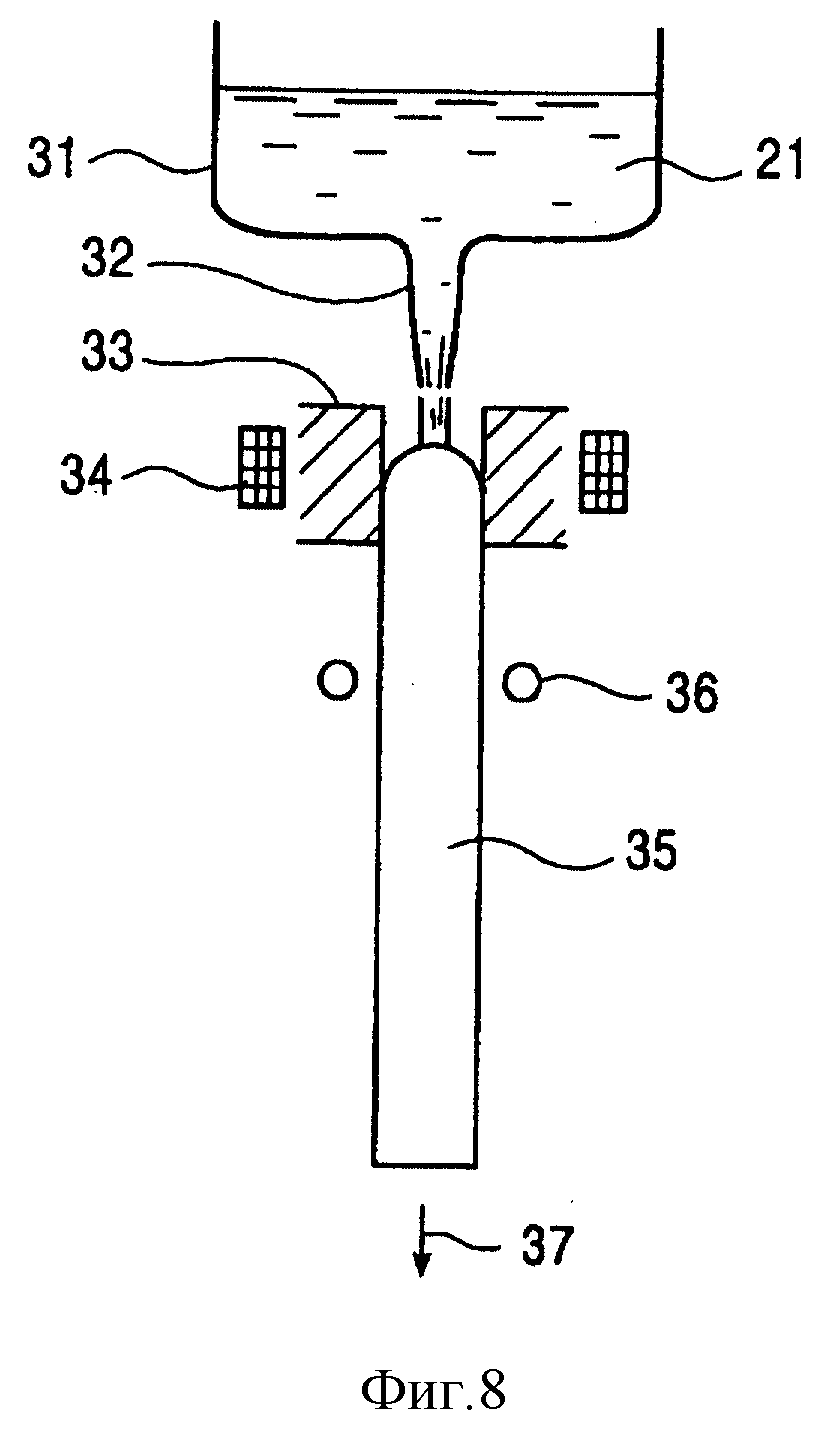
Фиг.8 - иллюстрация непрерывного формования, согласно этому изобретению.
Фиг. 9 - иллюстрация ванны для выдержки в кислом растворе, используемой для рециркуляции кремния металлургического сорта, согласно этому изобретению.
Фиг. 10 - перспективный вид, показывающий слиток, полученный при способе очистки затвердеванием, согласно этому изобретению.
Фиг. 11 - график, показывающий зависимость между размером раздробленных кусков кремния и концентрацией Fe до и после выщелачивания.
Мы открыли способ предварительной обработки кремния металлургического сорта путем регулирования стадии затвердевания жидкого кремния из электропечи, при котором содержание Fe и Al можно уменьшить до величины менее около 1000 ч.н.м.
На фиг. 1 показан один пример предварительной очистки при упрощенном способе очистки затвердеванием. Жидкий кремний 5 заливают непосредственно в глубокую форму 1, в которой он может затвердевать при постепенном охлаждении. Поверхность залитой жидкости нагревают нагревательным средством 3, например горелкой, или закрывают теплоизолятором 4, чтобы обеспечить движение затвердевшей поверхности 7 вверх от дна формы 1. Следовательно, утечка тепла наверх формы меньше, чем утечка тепла вниз формы. Это замедляет скорость затвердевания и вызывает скопление металлических примесных элементов в верхней части затвердевшего кремния 6. Направленное затвердение этого типа не всегда происходит отличным образом. В любом случае, можно в конце концов отрезать часть отливки со сконцентрированными примесями и использовать ее в качестве исходного материала для производства кремния, применяемого в солнечных элементах.
Внутренняя стенка формы 1 может быть подогрета перед заливкой расплава жидкости, как это показано на фиг.5A. Влияние этого подогрева показано на фиг. 6. Подогрев позволяет увеличить высоту затвердевания кремния и тем самым улучшить его выход. В этом случае, требуется меньшая утечка тепла наверх формы, чем вниз ее, поэтому жидкость нагревают с верха формы.
Не всегда реализуется вышеописанный способ с отрезанием и удалением верхней части слитка. Нет необходимости в полном затвердевании жидкости. Вместо этого сокращение времени затвердевания может быть достигнуто сливом верхней части жидкого кремния 9 /фиг. 5B и 5C/, где концентрируются примеси во время затвердевания, и рециркуляцией слитой части жидкости в электропечь. Стадию затвердевания прекращают с учетом высоты объема жидкости, где концентрируются примеси. Другими словами, для определения этого объема измеряют сверху затвердевшей части 8 объем или толщину внутреннего слоя оставшейся жидкости, используя ультразвуковой глубиномер. Время окончания затвердевания определяют путем сравнения измеренной величины с заданной величиной. Эта заданная величина может быть определена из зависимости между степенью концентрации примесей и толщиной слоя оставшейся жидкости 9 в предшествующих циклах проведения процесса. Для измерения глубины жидкости могут быть использованы другие способы.
В обычной цилиндрической форме рабочее отношение высоты к соответствующему диаметру формы 1 составляет около 0,2. Когда это отношение меньше, чем около 0,2, то тогда невозможно хорошее концентрирование примесей. Предпочтительная конфигурация формы 1 - это, например, цилиндрическая, квадратная или в виде перевернутого конуса. При желании дно формы 1 можно охлаждать, используя охлаждающую рубашку 2.
Содержания Fe и Al контролируют на уровне ниже около 1000 ч.н.м., так как кремний металлургического сорта с более высокой концентрацией примесей невозможно одностадийным затвердением очистить, так чтобы он имел меньшее содержание вышеописанных примесей, необходимое для получения кремния, используемого в солнечных элементах.
Предпочтительный интервал температур для подогрева формы составляет от около 700oC до около 1100oC. При температуре ниже около 700oC подогрев оказывает незначительное действие. При температуре выше около 1100oC это действие достигает плато и начинается потеря тепла.
Кремний металлургического сорта, из которого удалена часть со сконцентрированными примесями в верхней части предварительно рафинированного слитка, дробят и очищают так, как будет подробнее описано ниже. Образуется кремний, который пригоден для использования в солнечных элементах или в качестве подложки. Предварительно очищенный гранулированный кремний металлургического сорта расплавляют при пониженном давлении около 10-4 мм рт.ст. или менее для удаления P. B и C удаляют окислением в окислительной атмосфере при атмосферном давлении или давлении несколько ниже атмосферного с последующим раскислением в инертном газе (например, Ar) при атмосферном давлении или давлении ниже атмосферного. Например, для удаления B и C на расплавленный кремний вдувают горячую плазму, содержащую инертный газ (например, Ar, N2) в смеси с около 10% H2O или CO2, а затем раскисляют при температуре от около 1400oC до около 1500oC. В дальнейшем кремний металлургического сорта подвергают окончательному направленному затвердеванию, которое уменьшает содержание металлических примесей до заданного уровня, в результате чего получают кремний для использования в солнечных элементах. Порядок проведения стадии рафинирования в вакууме и окисления-раскисления может быть обратным.
Когда очищают предварительно очищенный кремний металлургического сорта, то требуется лишь одна стадия очистки затвердеванием, как это показано, например, на фиг. 4B чертежей. Это предотвращает потерю энергии и материала. Кроме того, может быть исключена одна из стадий, при которой от слитка отрезают часть с сконцентрированными примесями. Это улучшает выход кремния и упрощает производственный процесс.
ПРИМЕРЫ
Пример 1 и сравнительный пример
Восстанавливали углеродом окись кремния, после чего заливали жидкость непосредственно в форму. Полезный эффект изобретения оценивали путем сравнения со способом, показанным на фиг.1, при котором
в качестве исходного материала использовали товарный кремний, который не подвергался предварительной очистке.
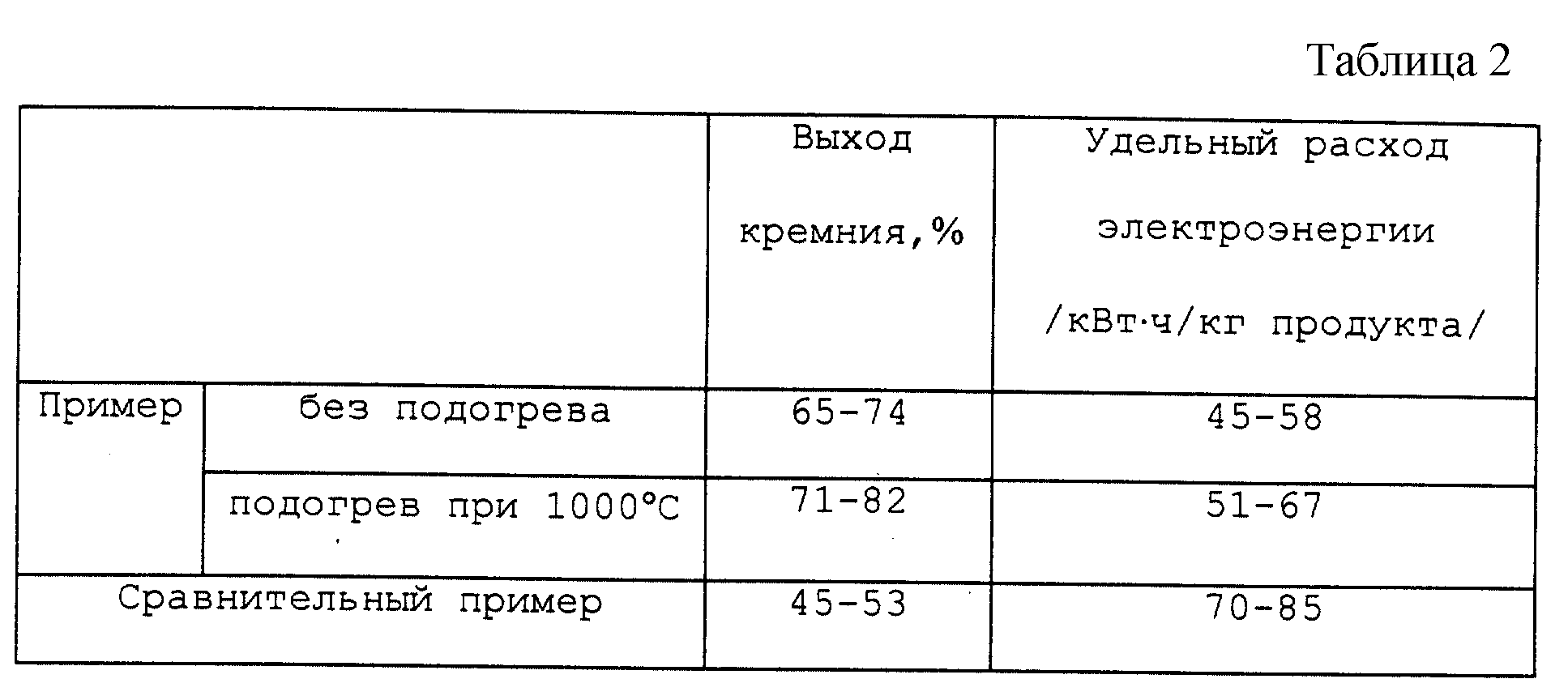
В таблице 1 показан химический состав кремния металлургического сорта до и после предварительной очистки. В таблице 2 приведены данные о выходе кремния и удельном расходе электроэнергии.
Кремний для использования в солнечных элементах производили по способу, показанному на фиг. 4B, с применением кремния металлургического сорта в качестве исходного материала. Процентное количество кремния, который отрезали на стадии предварительной очистки, составляло 3-15%.
Как показано в таблице 2, способ производства кремния для использования в солнечных элементах превосходит способ очистки с двухкратным затвердеванием. Химический состав кремния для использования в солнечных элементах, полученного способом очистки с двухкратным затвердеванием в примере 1 и сравнительном примере: P - менее 0,1 ч.н.м., B - 0,1-0,3 ч.н.м., Fe - менее 0,1 ч.н.м., Al - менее 0,1 ч.н.м., Ti - менее 0,1 ч.н.м., Ca - менее 0,1 ч.н.м., O - менее 5 ч.н.м. и C - менее 5 ч.н.м.
B случае очистки с направленным затвердеванием степень очистки /выход/ определяется первоначальной концентрацией примесей и скоростью затвердевания. Так как существуют некоторые ограничения, которые проистекают из первоначальной концентрации примесей, принимая во внимание зависимость между формой слитка и производительностью, то следует использовать кремний металлургического сорта, в котором концентрация примесей уменьшена до уровня ниже ее верхнего предела. Однако, настоящее изобретение смягчает такие ограничения. Согласно настоящему изобретению, слитки с желаемой примесью можно производить, устраняя B, C и O после удаления P. С другой стороны, P можно устранить после удаления B и C с проведением затем зонной плавки для удаления других металлических примесей. Это можно делать независимо от концентрации примесей в исходном кремниевом материале.
Пример 2
Как показано на фиг.7A, пруток 23 затвердевшего кремния был отлит путем охлаждения расплавленного кремния 21 в длинной, узкой форме 22. Это делали без использования
специальной формы или применения процедуры нагрева и охлаждения к расплавленному кремнию после его обработки для удаления P и B. Кроме того, как показано на фиг. 7B, вокруг прутка 23 затвердевшего
кремния помещали три витка индуктора 24 для нагрева током высокой частоты. Индуктор 24 для нагрева током высокой частоты заставляли перемещаться в продольном направлении 25 /ффиг. 7B/ вдоль
кремниевого прутка, тем самым последовательно повторяя частичное плавление, охлаждение и затвердевание последовательных частей кремния. Примеси перемещались в жидкофазную часть кремния в зависимости
от их соответствующих коэффициентов распределения, когда жидкий кремний охлаждался и затвердевал. Это уменьшало концентрацию примесей в твердой фазе. Благодаря последовательно повторяющимся частичному
плавлению и затвердеванию кремниевого прутка происходили постепенное уменьшение содержания примесей в прутке и, таким образом, очистка кремния.
В другом варианте осуществления настоящего изобретения, показанном, например, на фиг.8, непрерывно отливали и вытягивали кремниевый пруток. В этом варианте осуществления изобретения расплавленный кремний 21, из которого удалили P и B в поворотной ванне 31, через сливной носик 32 непрерывно сливали в форму 33 непрерывной разливки. Расплавленный кремний перемешивали и давали ему затвердеть без соприкосновения со стенкой 33 благодаря действию электромагнитной катушки 34. Кремниевой пруток /слиток 35/, изготавливаемый непрерывным литьем, перемещался в направлении 37 вытяжки, проходя через группу индукторов 36 для нагрева током высокой частоты. Таким образом, кремниевый пруток очищали одновременным применением непрерывного литья и зонной плавки. Эту непрерывную операцию проводили, регулируя скорость непрерывного литья до 1-3 мм/мин.
После удаления P, B, C и O проводили непрерывное литье кремния с помощью устройства, показанного на фиг. 8, после чего осуществляли зонную плавку стержнеобразного слитка
35. Результаты опыта были следующие:
Объем производства: 40 кг
Размеры формы: 150 мм х 150 мм
Скорость литья: 2 мм/мин
Индуктор для нагрева током высокой
частоты:
5 кГц х 3 ступени
Расход электроэнергии: 800 кВт-ч
Примеси в кремний после удаления P и B:
Fe: 1010 ч.н.м.; Al: 1055 ч.н.м.
Примеси в
кремнии после окончательной очистки:
Fe: < 0,1 ч.н.м.; Al: < 0,1 ч.н.м.
На фиг. 10 показан иллюстративный чертеж слитка 47, полученного при очистке затвердеванием. Примеси сконцентрированы в части, которая составляет около 20% от верха слитка 47 /часть, заштрихованная наклонными линиями на фигуре/. Часть 48 выбрасывают в отходы ввиду невозможности ее использования в последующем процессе или в качестве конечного продукта.
Согласно настоящему изобретению, часть 48, которую обычно выбрасывают в отходы, теперь может быть направлена на повторную переработку в качестве материала, пригодного для рафинирования в вакууме, окислительного рафинирования или предварительной очистки затвердеванием. Хотя эта часть 48 могла быть раздроблена и направлена на повторную переработку, это было бы возвратом ранее удаленных примесей в тот же самый производственный процесс. Поэтому примеси удаляют перед направлением части 48 на повторную переработку.
Часть 48 дробят, предпочтительно до максимального размера зерен около 5 мм. Способ дробления не имеет решающего значения, но следует обратить внимание на то, чтобы раздробленный кремний не становился загрязненным другими примесями. Предпочтительным является максимальный размер зерен в вышеуказанном интервале, так как кристаллы кремния в отрезанной части 48 слитка имеют диаметр 0,5-2 мм. Следовательно, при дроблении слиток предпочтительно растрескивается по границам зерен. Другими словами, в результате дробления обнажаются больше границ зерен. Понятно, что это повышает скорость выщелачивания или степень удаления примесных элементов кислым раствором 42 /фиг. 9/.
Раздробленные куски подавали в сосуд 41 /фиг. 9/ для выщелачивания, где они контактировали с кислым раствором 42, подаваемым отдельно. Хотя на фиг. 9 показан способ непрерывной обработки с использованием множества сосудов для выщелачивания, возможно применение единственного сосуда для выщелачивания.
Кислый раствор 42 представлял собой водный раствор, содержащий, главным образом, фтористоводородную кислоту /используемую для промывки полупроводников/, к которой соответствующим образом примешивали азотную кислоту, серную кислоту или хлористоводородную кислоту. Количество кислого раствора 42 выбирали в зависимости от концентрации примесей в кремнии, подвергавшемся выщелачиванию, или масштабов выщелачивания. Соответствующую температуру выщелачивания, способ перемешивания и степень перемешивания также выбирали с учетом степени выщелачивания.
Остаток, образующийся после выщелачивания элементарных примесей в кислом растворе 42, окончательно промывали и высушивали и направляли на рециркуляцию в процесс вакуумного рафинирования для извлечения кремния в качестве исходного материала.
Пример 3
Часть 48 со сконцентрированными примесями дробили на зерна с максимальным диаметром 2
мм, которые направляли в сосуд 41 /фиг.9/ для выщелачивания. Концентрации Fe и Al в кремнии металлургического сорта, подвергавшемся предварительной очистке затвердеванием, составляли соответственно
1050 ч.н.м. и 780 ч.н.м. Раздробленный кремний подавали в количестве 5 кг/час. Кислым раствором 42, использовавшимся для выщелачивания, был водный раствор HF + HNO3 или HF + HNO3
+ HCl с содержанием 10 об.%. Расход составлял 10 литров на 1 кг дробленного кремния. Операцию выщелачивания проводили при вдувании аргона в кислый раствор 42 при 55oC в течение 3 часов при
перемешивании.
Результаты выщелачивания оценивали по уменьшению элементарных примесей. Они показаны в таблице 3. Данные в таблице 3 свидетельствуют о том, что сравнительно загрязнений кремний, произведенный на стадии очистки затвердеванием, может быть направлен на рециркуляцию, согласно изобретению, с целью получения хорошего кремния для использования в солнечных элементах. Концентрации Fe и Al в сравнительно загрязненном кремнии снижали до уровней, которые соответствовали или были меньше концентраций, обнаруженных в кремнии металлургического сорта, обычно поступающего в процесс очистки затвердеванием.
Пример 4
Дробили содержащую сконцентрированные примеси часть 48 в слитке, полученном на стадии очистки затвердеванием. Дробленные куски
разделяли на фракции, используя сито с размером ячеек 1 мм, 2,8 мм, 5,2 мм и 9,7 мм. Каждую фракцию экстрагировали кислым
раствором в сосуде 41 для непрерывного выщелачивания кислотой, как и в
примере 3. Скорость подачи раздробленных зерен составляла 10 кг/час. Для выщелачивания использовали водный раствор HF + HNO3. Выщелачивание проводили в течение 4 часов при 75oC,
вдувая газообразный азот в кислый раствор 42 при перемешивании.
На фиг. 11 показано удаление примесей посредством выщелачивания кислотой в соответствии с зависимостью между концентрацией Fe перед выщелачиванием кислым раствором и диаметром раздробленных зерен. Данные, показанные на фиг. 11, свидетельствуют о том, что чем меньше диаметр зерен, тем лучше удаление Fe из раздробленных зерен. Отметим, что когда раздробленные зерна, разделенные на фракции с помощью сита с размером ячеек 5,2 мм, подвергали выщелачиванию кислым раствором, концентрация примесей уменьшалось до 1/10 их концентрации перед выщелачиванием. Как установлено, раздробленные зерна с максимальным диаметром в 1 мм проявляли тенденцию к закупориванию циркуляционного насоса. Кроме того, существует возможность неумышленного выброса этих зерен в отходы вместе с кислым раствором, так как зерна тонко диспергированы в кислом растворе. Таким образом, может быть извлечено лишь небольшое количество этих раздробленных зерен.
Пример 5
Часть 48 со сконцентрированными примесями дробили на зерна с максимальным диаметром 3 мм, и зерна подавали в сосуд для непрерывного
выщелачивания со скоростью 8 кг/час. Зерна подвергали выщелачиванию кислым раствором. Этот кислый раствор приготавливали, регулируя кислые растворы, указанные в таблицах 4 и 5, до концентрации кислоты
в 25:5 по объему. Для нахождения соответствующего состава раствора для выщелачивания этот состав изменяли в широких пределах. Количество каждого использовавшегося кислого раствора составляло 13 литров
на 1 кг раздробленных зерен. Операцию по выщелачиванию проводили, вдувая аргон в течение 7 часов при перемешивании. Во всех случаях температура кислого раствора была 80oC.
Результаты выщелачивания, которые оценивали по изменениям концентрации Fe и Al, показаны в таблицах 4 и 5. В отношении удаления Fe и Al таблицы 4 и 5 свидетельствуют о том, что предпочтительно использование кислых растворов, содержащих фтористододородную кислоту и азотную кислоту.
Способ, согласно настоящему изобретению, позволяет по упрощенному процессу производить кремний для использования в солнечных элементах при лучшем выходе кремния, благодаря чему уменьшаются расходы на производство кремния для использования в солнечных элементах.
Реферат
Использование: производство кремния, пригодного для изготовления солнечных элементов. Расплавленную окись кремния восстанавливают углеродом, получают кремний металлургического сорта в виде расплава. Его заливают в форму и постепенно охлаждают до твердого состояния. Отношение высота - площадь в форме определяется уравнением H/(S/π)1/2 ≥ 0,4, где Н - высота поверхности жидкости, S - средняя площадь поперечного сечения формы. При охлаждении кремния поверхность жидкости нагревают или теплоизолируют для замедления затвердевания. Происходит предварительная очистка кремния металлургического сорта. Полученный кремний вновь расплавляют и рафинируют. Фосфор удаляют расплавлением при давлении ниже атмосферного. Бор и кремний удаляют контактированием с газовой смесью кислого и инертного газов. Кислород удаляют раскислением. Рафинированный кремний отливают в пруток. Пруток очищают зонной плавкой от Fe, Аl, Тi и Са. Результат способа: повышение степени очистки, возможность использования нестандартного кремния. 9 з.п. ф-лы, 5 табл., 11 ил.

Формула
24.03.97 по п.1;
14.11.97 по пп.2 - 6;
27.03.97 по п.7;
25.03.97 по пп.8 - 10.
Комментарии