Устройство для прессования - RU2701597C1
Код документа: RU2701597C1
Чертежи




Описание
Изобретение относится к устройству для прессования, имеющему бесконечный транспортер с множеством элементов, которые соединены между собой в одну бесконечно вращающуюся линию, а соседствующие между собой транспортирующие элементы связаны между собой с возможностью поворота соответственно вокруг стержня, образующего ось вращения, а также имеющему, по меньшей мере, один прессующий вал, предусмотренный для оказания давления на поступающий по бесконечному транспортеру прессуемый материал, находящийся в зоне прессования между прессующим валом и бесконечным транспортером, причем соседствующие транспортирующие элементы бесконечного транспортера имеют сцепляющиеся лапки (8, 9), в которые входит стержень, соединяющий эти транспортирующие элементы, и причем транспортирующие элементы в зоне прессования занимают такое поворотное положение друг относительно друга, что внешняя сторона бесконечного транспортера в этой области образует ровную закрытую поверхность без выступов и уступов внутрь.
Из патента FR 538 228 A уже известно устройство для прессования упомянутого типа, выполненное в виде пресса для отжатия виноградного сока. Известное устройство для прессования имеет бесконечный транспортер с множеством транспортирующих элементов, соединенных между собой в одну бесконечно вращающуюся линию. При этом соседствующие транспортирующие элементы, соединенные друг с другом стержнем, образующим поворотную ось, имеют сцепляющиеся лапки, в которые входит стержень, соединяющий эти транспортирующие элементы. Известное устройство для прессования имеет два прессующих вала, которые следуют друг за другом и предназначены для оказания давления на прессуемый материал, проходящий на бесконечном транспортере между прессующим валом и бесконечным транспортером. В то время как больший, в направлении транспортировки передний, прессующий вал, который давит на верхний прямой участок бесконечного транспортера примерно в центре, определяет первую зону прессования, меньший прессующий вал, находящийся в направлении транспортировки позади и образующий вторую зону прессования, давит в области одного из направляющих роликов на бесконечный транспортер. При этом меньший прессующий вал, предусмотренный во второй зоне прессования, вращается с большей скоростью, чем прессующий вал, расположенный в первой зоне прессования (стр. 2, строки 27-30 патента FR 538 228 A). Чтобы из красного винограда также получить только светлый сок и не выжать находящееся в чашах красное красящее вещество (стр. 1, строки 29-33 патента FR 538 228 A), оба прессующих вала оказывают на бесконечный транспортер сравнительно незначительное давление, причем прессующий вал, расположенный во второй зоне прессования, имеет к тому же упругую поверхность из каучука или т.п.(стр. 1, строки 62 до стр. 2, строки 4 патента FR 538 228 A). Так как прессующие валы оказывают сравнительно малое давление на бесконечный транспортер и на находящийся на нем прессуемый материал, то при использовании известного устройства для прессования не возникает опасность, что прессуемый материал вдавится в транспортирующие элементы бесконечного транспортера, более того, этот прессуемый материал спадет на участке поворота между верхней и нижней ветвями бесконечного транспортера.
Более ранняя публикация FR 26 637 Е того же заявителя относится лишь к формированию транспортирующих элементов бесконечного транспортера, применяемого в известном устройстве для прессования.
Из патента JP H02 138093 U уже известно устройство для прессования, имеющее бесконечный транспортер, проходящий по двум направляющим роликам. Этот бесконечный транспортер, верхняя ветвь которого испытывает давление примерно в центре между направляющими роликами прессующего вала, выполнен в виде цепи транспортирующих элементов, имеющей - если смотреть сбоку - почти вогнутый контур. Патент JP H02 138093 U не решает проблему, какими средствами можно обеспечить бесперебойную работу бесконечного транспортера даже спустя длительный срок службы.
Из описания полезной модели DE 20 2011 102 965 U1 уж известно устройство для прессования, которое имеет бесконечный транспортер, по которому прессуемый материал поступает в зону прессования. Бесконечный транспортер известного устройства для прессования выполнен в виде череды площадок, которые в качестве транспортирующих элементов соединены между собой в одну бесконечно вращающуюся линию. При этом соседствующие между собой площадки соединены между собой с возможностью поворота соответственно вокруг стержня, образующего ось вращения. В зоне прессования известного устройства для прессования находится прессующий вал, который предусмотрен для оказания давления на поступающий по бесконечному транспортеру прессуемый материал, находящийся в зоне прессования между прессующим валом и бесконечным транспортером.
Устройство, известное из DE 20 2011 102 965 U1, предназначено для механической сушки щепы с целью снижения содержащейся в ней влаги перед сжиганием этой щепы. Подобного рода устройства для прессования могут найти также различное применение для спрессовывания материала или удаления влаги из прессуемого материала, подлежащего дальнейшему использованию, и/или для получения жидкости, содержащейся в прессуемом материале, для ее дальнейшего использования.
В описании полезной модели DE 20 2011 102 965 U1 не сказано, как там должна быть сформирована череда площадок, образующая бесконечный транспортер, которая могла бы выдерживать высокую нагрузку давлением для обеспечения наивысшей производительности устройства для прессования.
Поэтому задача заключается, в частности, в создании устройства для прессования указанного типа, отличающегося способностью выдерживать большую нагрузку и высокой производительностью.
Решение этой задачи согласно изобретению заключается в устройстве для прессования указанного типа, в частности, в том, что за зоной прессования в направлении хода бесконечного транспортера следует зона обрыва, в которой бесконечный транспортер изменяет свое направление так, что его внешняя сторона становится вогнутой.
Заявленное устройство для прессования имеет бесконечный транспортер, в котором соседствующие между собой элементы имеют сцепляющиеся лапки, в которые внедряется стержень, соединяющий эти транспортирующие элементы. В зоне прессования транспортирующие элементы занимают друг относительно друг такое поворотное положение, что внешняя сторона бесконечного транспортера в этой области образует ровную закрытую поверхность без выступов и уступов внутрь, которая может выдерживать высокое давление, и нет опасений, что большее количество прессуемого материала продавится сквозь бесконечный транспортер вплоть до его внутренней стороны. Так как соседствующие между собой транспортирующие элементы бесконечного транспортера имеют сцепляющиеся лапки, в которые внедряется стержень, соединяющий транспортирующие элементы, стержень соседствующих между собой транспортирующих элементов также укрыт, причем сцепляющиеся лапки и в этой области обеспечивают создание закрытой ровной поверхности на внешней стороне бесконечного транспортера. Также и небольшое количество материала, прессуемого в зоне прессования на бесконечном транспортере, после зоны прессования удаляются с бесконечного транспортера, так как за зоной прессования следует зона обрыва в направлении хода бесконечного транспортера, в которой бесконечный транспортер поворачивает таким образом, что его внешняя сторона становится вогнутой. Заявленное устройство для прессования отличается бесконечным транспортером, который способен выдерживать большую нагрузку и на котором на прессуемый материал можно давить так, что жидкость, содержащаяся в прессуемом материале, может особенно хорошо отделяться от сухой массы прессуемого материала. Заявленное устройство для прессования отличается также высокой производительностью.
Можно выполнить, по меньшей мере, только один цельный транспортирующий элемент и, по меньшей мере, одну выступающую лапку в его внешней краевой области, обращенной к соседнему транспортирующему элементу. Такие цельно выполненные транспортирующие элементы можно предложить при наиболее высоких нагрузках, однако изготовление таких цельных транспортирующих элементов связано со значительными расходами.
Заявленная форма выполнения, требующая более скромных затрат на изготовление и, тем не менее, способная выдерживать высокие нагрузки, предусматривает согласно изобретению, что, по меньшей мере, один транспортирующий элемент состоит, по меньшей мере, из двух плоско прилегающих друг к другу площадок транспортирующего элемента, которые соединены между собой со смещением таким образом, что выступающая, по меньшей мере, над первой площадкой часть области, по меньшей мере, второй площадки выполнена в виде лапки. При такой форме выполнения, по меньшей мере, один транспортирующий элемент образует комплект, состоящий, по меньшей мере, из двух плоско прилегающих друг к другу площадок транспортирующего элемента. Такие площадки транспортирующих элементов можно изготовить с незначительными затратами, причем выступающие лапки, по меньшей мере, одного транспортирующего элемента образованы за счет расположения площадок транспортирующего элемента со смещением.
При этом особенно простая форма выполнения, способная выдерживать большие нагрузки и требующая скромных затрат на изготовление, согласно изобретению предусматривает, что, по меньшей мере, один транспортирующий элемент выполнен в виде комплекта площадок, сформированного либо, по меньшей мере, из одной первой и двух вторых площадок транспортирующего элемента, либо, наоборот, по меньшей мере, из двух первых площадок транспортирующего элемента и одной второй площадки транспортирующего элемента.
Так как применяемый согласно изобретению бесконечный транспортер в зоне прессования образует на своей внешней стороне ровную поверхность без выступов и уступов внутрь, и так как заявленное устройство для прессования отличается высокой производительностью и тем самым возможностью отжатия большого количества жидкости, то предпочтительная форма выполнения согласно изобретению предусматривает, что бесконечный транспортер имеет на своей внутренней стороне выемки, проходящие в поперечном направлении к направлению транспортировки.
При этом предпочтительная форма выполнения согласно изобретению предусматривает, что выемки выполнены в виде канавок или желобов, проходящих под прямым углом к направлению транспортировки.
Чтобы способствовать непрерывному и равномерному круговому движению бесконечного транспортера выгодно, чтобы выемки равномерно распределялись по внутреннему диаметру бесконечного транспортера.
Чтобы можно было удалять в зоне обрыва рыхлые фракции прессуемого материала из щелей бесконечного транспортера, выгодно, чтобы между зоной обрыва и зоной прессования в направлении хода бесконечного транспортера была зона очистки, в которой бесконечный транспортер меняет направление хода таким образом, что его внешняя сторона выгибается.
Предпочтительный усовершенствованный вариант согласно изобретению предусматривает, что бесконечный транспортер в зоне прессования проходит по направляющему ролику или валу, и что направляющий ролик или вал, а также прессующий вал или ролик разнесены между собой на очень незначительном расстоянии в точке или области, расположенной на линии или плоскости, проходящей через ось вращения этих роликов или валов.
Для возможности удаления в зоне очистки фракций прессуемого материала, взрыхленных до этого в зоне обрыва, предпочтительной является форма выполнения, в которой предусмотренный в зоне прессования направляющий ролик имеет больший диаметр, чем диаметр направляющего ролика, находящегося в зоне обрыва и/или в зоне очистки.
Чтобы способствовать повороту соединения соседствующих между собой транспортирующих элементов, с одной стороны, и стержней, входящих в лапки, с другой стороны, выгодно, чтобы каждая лапка транспортирующих элементов имела отверстие, в которое входит стержень, соединяющий транспортирующие элементы.
Для того чтобы зону вращения между стержнем, с одной стороны, и транспортирующими элементами, соединенными с помощью стержня, с другой стороны, не приходилось смазывать таким образом, чтобы масло в последствии оказалось в выжатой жидкости, выгодно, чтобы стержни и/или отверстия, предусмотренные на лапках транспортирующих элементов, имели уменьшающее трение покрытие, и в частности тефлоновое покрытие.
Для того чтобы жидкость, содержащаяся в прессуемом материале и выжатая из него в зоне прессования, легко проходила сквозь транспортирующие элементы бесконечного транспортера и могла быстро стекать по внутренней стороне бесконечного транспортера, выгодно, чтобы на лапках транспортирующих элементов был предусмотрен, по меньшей мере, с одной стороны сформированный на плоскости элемент, открытый в направлении внутренней стороны.
При этом предпочтительная форма выполнения согласно изобретению предусматривает, что лапки в направлении внешней стороны бесконечного транспортера имеют большую толщину, чем та их часть, которая ограничивает отверстие соответствующей лапки.
В зоне обрыва бесконечный транспортер изменяет направление своего хода таким образом, что внешняя сторона бесконечного транспортера имеет вогнутый контур. В результате такого вогнутого состояния бесконечного транспортера в зоне обрыва поперечные и продольные щели бесконечного транспортера раскрываются очень широко, и возможно вдавленные в бесконечный транспортер фракции прессованного материала размягчаются. При этом благоприятное воздействие на раскрытие поперечных и продольных щелей бесконечного транспортера оказывается еще и тогда, когда радиус на внешней стороне поперечной щели транспортирующего элемента преимущественно больше, чем радиус на внутренней стороне поперечной щели соответствующего соседнего транспортирующего элемента, в частности так, что эти транспортирующие элементы образуют в зоне прессования закрытую внешнюю сторону бесконечного транспортера, а в зоне обрыва происходит раскрытие поперечной щели между этими транспортирующими элементами. Вогнутое состояние в зоне обрыва - в сочетании с упомянутой геометрией - способствует дальнейшему раскрытию щелей и тем самым размягчению попавшего прессованного материала. При этом раскрытие поперечных щелей положительно сказывается, если радиус на внешней стороне поперечной щели больше, чем радиус на внутренней стороне поперечной щели.
Для создания заявленного устройства для прессования с наибольшей возможностью нагружения и для возможности переноса без потерь давления прессования на прессуемый материал выгодно, чтобы транспортирующие элементы на своей нижней стороне, образующей внутреннюю сторону бесконечного транспортера, имели радиус, примерно соответствующий радиусу направляющего ролика, расположенного в зоне прессования.
Для образования наиболее зарытой поверхности бесконечного транспортера на его внешней окружности выгодно, чтобы транспортирующие элементы на своей внешней стороне, образующей верхнюю сторону бесконечного транспортера, имели в соответствии с высотой конструкции бесконечного транспортера больший радиус, чем радиус, предусмотренный на нижней стороне транспортирующих элементов.
Чтобы жидкость, выделяющаяся из прессуемого материала и проходящая сквозь бесконечный транспортер, могла стекать и удаляться из области, находящейся между бесконечным транспортером и направляющими роликами, выгодно, чтобы, по меньшей мере, один из транспортирующих элементов бесконечного транспортера имел на своей нижней стороне выемки.
Чтобы можно было использовать также поперечные щели между транспортирующими элементами бесконечного транспортера для отвода выделенной из прессуемого материала жидкости, выгодно, чтобы выемки, предусмотренные на нижней стороне, по меньшей мере, одного транспортирующего элемента были направлены так, чтобы они соединяли поперечные щели, размещенные со смещением по ширине бесконечного транспортера.
Для того чтобы во время эксплуатации заявленного устройства для прессования заставить бесконечный транспортер вращаться и чтобы для этого можно было воздействовать на бесконечный транспортер силой привода вращения, выгодно, чтобы направляющий ролик или вал имел по всей окружности захваты, которые можно привести в соединение с приемно-захватными элементами на бесконечном транспортере.
При этом предпочтительная форма выполнения согласно изобретению предусматривает, что выемки выполнены в виде приемно-захватных элементов.
Чтобы транспортирующие элементы бесконечного транспортера при необходимости можно было очень просто отремонтировать, выгодно, чтобы площадки, образующие транспортирующий элемент, были соединены между собой болтами. Такое соединение на болтах можно легко освободить, например, если упомянутый транспортирующий элемент имеет повреждения в области, по меньшей мере, одной из своих площадок.
Чтобы прессуемый материал, уплотненный в зоне прессования заявленного устройства для прессования, не мог смещаться в обе стороны устройства для прессования, выгодно, чтобы по обе стороны бесконечного транспортера были предусмотрены направляющие барьеры для прессуемого материала, расположенные, по меньшей мере, в области зоны прессования и ориентированные в направлении транспортировки. Эти направляющие барьеры выполняют также функцию направления бесконечного транспортера с боков.
Чтобы приводное усилие могло хорошо передаваться бесконечному транспортеру и чтобы избежать неравномерности нагрузок на бесконечный транспортер, может быть выгодно, чтобы с бесконечным транспортером было соединено натяжное устройство, которое препятствует прогибу бесконечного транспортера, по меньшей мере, в отдельных областях.
При этом предпочтительная форма выполнения согласно изобретению предусматривает, что, по меньшей мере, один из направляющих роликов выполнен с возможностью перемещения в устройстве для прессования таким образом, что, по меньшей мере, один направляющий ролик служит в качестве натяжного устройства для бесконечного транспортера.
Изготовление заявленного устройства для прессования и его бесконечного транспортера существенно упрощается, если площадки, по меньшей мере, одного транспортирующего элемента имеют одинаковый внешний контур и преимущественно одинаковую ширину, и если площадки, по меньшей мере, одного транспортирующего элемента отличаются преимущественно только высверленным отверстием, предусмотренным для болтов.
Чтобы прессуемый материал можно было подавать в зону прессования по возможности наиболее надежно и в полной мере и чтобы воспрепятствовать забиванию устройства для прессования в направлении хода бесконечного транспортера перед зоной прессования, выгодно, чтобы прессуемый материал в области загрузки устройства для прессования подавался сверху, и чтобы была предусмотрена преимущественно направляющая для прессуемого материала, выполненная в виде сопровождающей транспортерной ленты.
Заявленное устройство для прессования выгодным образом применяют везде, где из прессуемого материала нужно удалить влагу и/или спрессовать его. Заявленное устройство для прессования можно также применять и там, где из прессуемого материала нужно получить жидкость. Предпочтительно устройство для прессования применяют для удаления влаги из прессуемого материала, в частности для удаления влаги из щепы.
Другие формы выполнения изобретения представлены в пунктах формулы в связи с фигурами, а также описанием. Далее изобретение описывается более подробно на основе предпочтительных примеров выполнения.
Фиг. 1 схематичный вид сбоку представленного устройства для
прессования, имеющего бесконечный транспортер, а также прессующий вал, предусмотренный для оказания давления на прессуемый материал, перемещающийся на бесконечном транспортере в зоне прессования между прессующим валом и бесконечным транспортером,
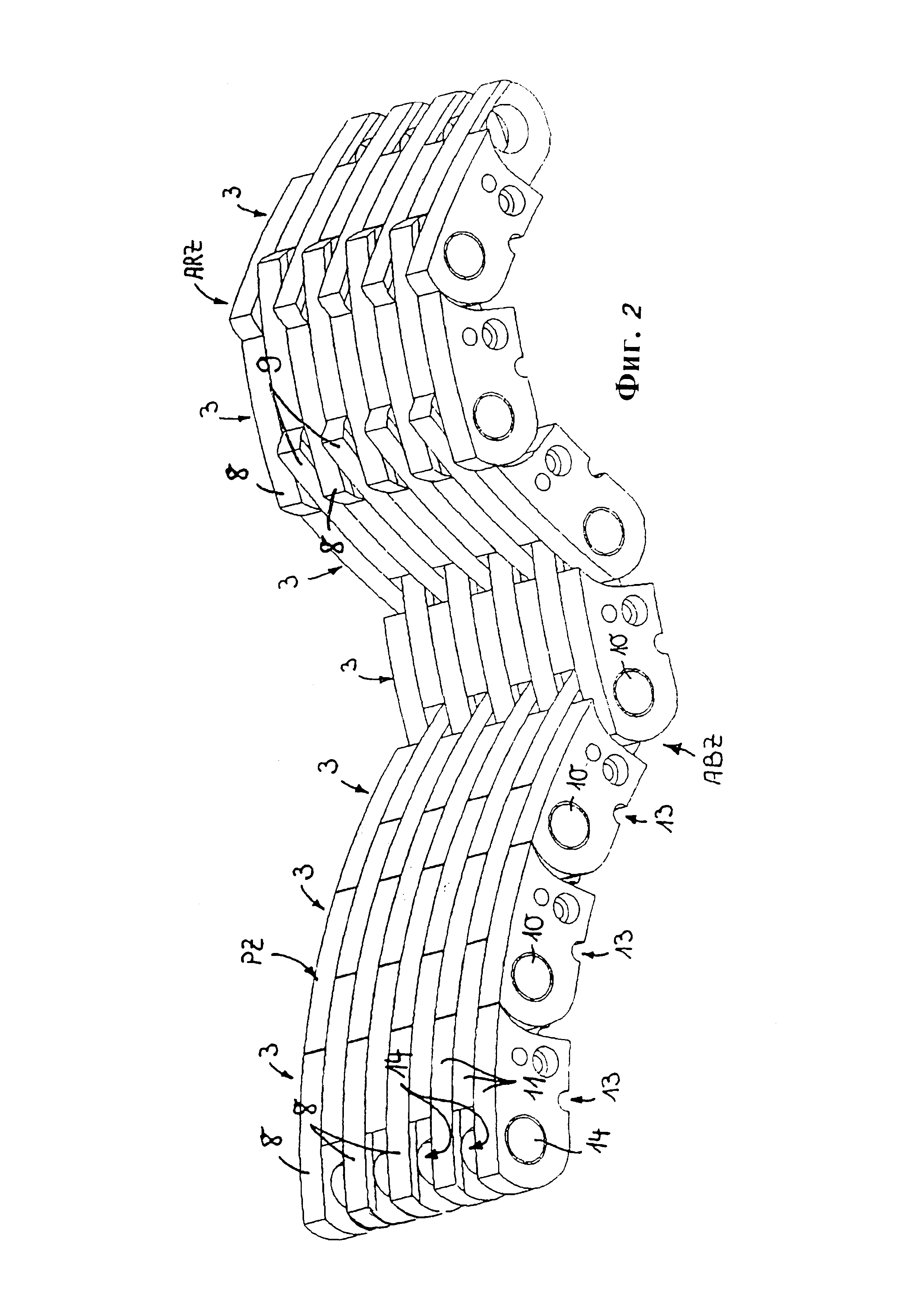
Фиг. 2 участок бесконечного транспортера в перспективе, причем
транспортирующие элементы бесконечного транспортера представлены в разных поворотных положениях друг относительно друга,
Фиг. 3 вид сбоку представленного на Фиг .2 участка бесконечного
транспортера,
Фиг. 4 площадка транспортирующего элемента, состоящего из комплекта
площадок, бесконечного транспортера, представленного на Фиг. 1-3,
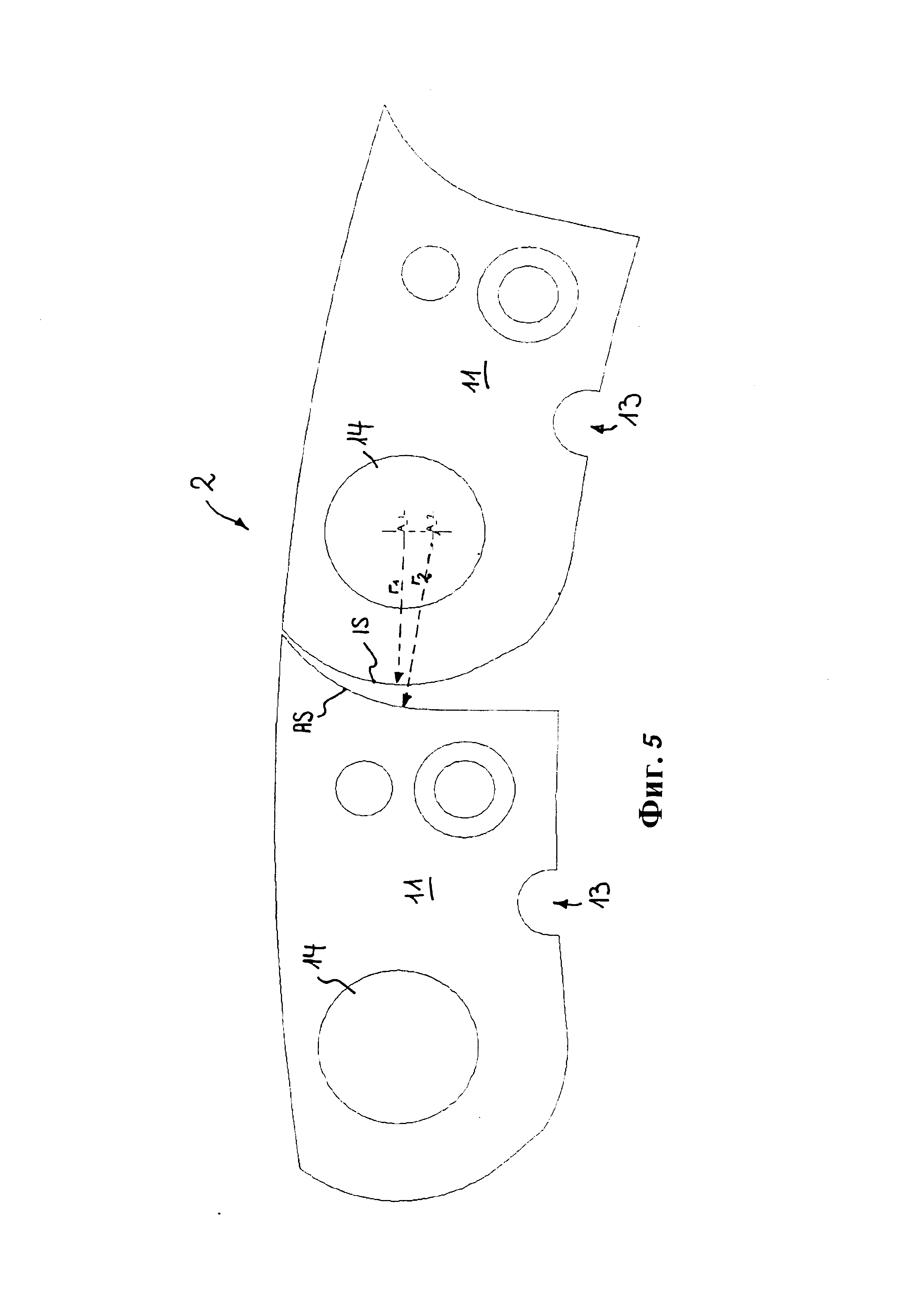
Фиг. 5 две площадки соседствующих между собой транспортирующих
элементов бесконечного транспортера, представленного на Фиг. 1-3 (вид сбоку),
Фиг. 6 перспективный вид сбоку устройства для прессования,
представленного на Фиг. 1-5, причем с обеих сторон бесконечного транспортера предусмотрены направляющие барьеры, предотвращающие выход прессуемого материала из области зоны прессования.
На Фиг. 1 и 6 схематично представлено устройство для прессования 1. Устройство для прессования 1 имеет бесконечный транспортер 2 с множеством транспортирующих элементов 3, соединенных между собой в одну бесконечно обращающуюся линию, многократно изменяющую свое направление движение за счет направляющих роликов 4, 5, 6 или направляющих валов. Участок бесконечного транспортера 2 представлен на Фиг. 2 и 3, а транспортирующие элементы 3 бесконечного транспортера 2 представлены более подробно на Фиг. 2-5.
На Фиг. 2 и 3 видно, что соседствующие между собой транспортирующие элементы 3 бесконечного транспортера 2 в каждом случае соединены между собой с возможностью поворота с помощью стержня 10, образующего поворотную ось.
Устройство для прессования 1 имеет также, по меньшей мере, один прессующий вал 7, предусмотренный для оказания давления на прессуемый материал, находящийся в зоне прессования PZ между прессующим валом 7 и бесконечным транспортером 2.
На Фиг. 2 можно видеть, что соседствующие между собой транспортирующие элементы 3 бесконечного транспортера 2 имеют сцепляющиеся лапки 8, 9, в которые внедряется стержень 10, соединяющий эти транспортирующие элементы 3. С помощью транспортирующих элементов 3, изображенных на Фиг. 2 и 3 слева, которые здесь изображены в поворотном положении, соответствующем зоне прессования PZ, видно, что эти транспортирующие элементы 3 в зоне прессования PZ занимают друг относительно друга такое поворотное положение, что внешняя сторона бесконечного транспортера 2 в этой области образует ровную закрытую поверхность без выступов и уступов внутрь, которая может выдерживать большую нагрузку давлением, чтобы большее количество прессуемого материала продавливалось сквозь бесконечный транспортер 2 вплоть до его внутренней стороны. Так как соседствующие между собой транспортирующие элементы 3 бесконечного транспортера 2 имеют сцепляющиеся лапки 8, 9, в которые внедрен стержень 10, соединяющие транспортирующие элементы 3, то и стержень 10 соседствующих между собой транспортирующих элементов 3 укрыт, причем сцепляющиеся лапки 8, 9 также и в этой области обеспечивают наличие закрытой ровной поверхности на внешне стороне бесконечного транспортера 2. Также и незначительное количество материала, прессуемого в зоне прессования PZ на бесконечном транспортере 2, после зоны прессования PZ удаляют с бесконечного транспортера 2, так как за зоной прессования PZ следует зона обрыва ABZ в направлении хода бесконечного транспортера 2, в которой бесконечный транспортер 2 поворачивает таким образом, что его внешняя сторона становится вогнутой. Показанное здесь устройство для прессования 1 отличается наличием бесконечного транспортера 2, который способен выдерживать высокие нагрузки и на котором на прессуемый материал можно давить с такой силой, чтобы содержащаяся в прессуемом материале жидкость могла особенно хорошо отделяться от сухой массы прессуемого материала. Кроме того, представленное здесь устройство для прессования 1 отличается высокой производительностью.
На Фиг. 2 и 3 показано, что транспортирующие элементы 3 состоят, по меньшей мере, из двух плоско прилегающих друг к другу площадок 11, которые соединены между собой со смещением таким образом, что их внешние узкие стороны принадлежат внешней стороне бесконечного транспортера и что часть, по меньшей мере, одной второй площадки 11, выступающая, по меньшей мере, над одной площадкой 11, выполнена в виде лапок 8, 9. При этом в сцепляющиеся лапки 8, 9 соседствующих между собой транспортирующих элементов 3 внедрен стержень 10, соединяющий эти транспортирующие элементы 3. Так как соседствующие между собой транспортирующие элементы 3 бесконечного транспортера 2 имеют сцепляющиеся лапки 8, 9, в которые проходит стержень 10, соединяющий эти транспортирующие элементы 3, то и стержень 10 соседствующих между собой транспортирующих элементов 3 укрыт, причем сцепляющиеся лапки 8, 9 также и в этой области обеспечивают создание ровной закрытой поверхности на внешней стороне бесконечного транспортера 2. В частности, лапки 8 транспортирующего элемента 3, по меньшей мере, в области стержня 10 на внешней стороне бесконечного транспортера 2 могут максимально заполнять промежутки между лапками 9 соседствующих между собой транспортирующих элементов 3, в частности вплоть до оставшейся между ними щели, и наоборот.
Транспортирующие элементы 3 представленного здесь бесконечного транспортера 2 выполнены в виде комплекта площадок, состоящего, по меньшей мере, из одной первой и, по меньшей мере, двух вторых площадок 11. На Фиг. 2-5 можно видеть, что бесконечный транспортер 2 на своей внутренней стороне имеет выемки 13, расположенные поперек направлению транспортировки и облегчающие стекание жидкости, полученной в процессе прессования с помощью заявленного устройства прессования 1, в области между бесконечным транспортером 2 и направляющими роликами, в частности направляющим роликом 4. При этом, выемки 13 выполнены в виде канавок или желобов, расположенных под прямым углом к направлению транспортировки.
Из сравнения выемок 13, представленных на Фиг. 1-3, с одной стороны, а также изображенного там направляющего ролика 4, с другой стороны, становится ясно, что выемки 13 распределены по внутренней окружности бесконечного транспортера 2 на равном удалении друг от друга.
На Фиг. 1 можно видеть, что между зоной обрыва ABZ и зоной прессования PZ в направлении хода бесконечного транспортера находится зона очистки ARZ, в которой бесконечный транспортер 2 меняет свое направление хода таким образом, что его внешняя сторона выгибается. На Фиг. 1 можно видеть, что направляющие ролики или валы 4, а также прессующий вал или ролик 7 находятся на незначительном расстоянии друг от друга в точке или области зоны прессования PZ, которая находится на линии, проходящей через оси вращения этих роликов 4, 7 или валов. При этом направляющий ролик 4, предусмотренный в зоне прессования PZ, в отличие от направляющих роликов 5, 6, расположенных в зоне обрыва ABZn в зоне очистки ARZ, имеет больший диаметр.
На Фиг. 2-5 показано, что каждая лапка 8, 9 транспортирующих элементов 2 имеет отверстие 14, в которое входит стержень 10, соединяющий соседствующие транспортирующие элементы 2. Это способствует особенно хорошей поворотной способности соседствующих между собой транспортирующих элементов 2 вокруг стержня 10, образующего поворотную ось, если отверстия 14, предусмотренные на лапках 8, 9 транспортирующих элементов 2, или предпочтительно стержни 10 имеют покрытие, защищающее от трения или уменьшающее трение, в частности тефлоновое покрытие.
На Фиг. 4 (вид сбоку) показана одна из площадок транспортирующего элемента 11, которые образуют транспортирующий элемент 2; на лапках 8, 9 транспортирующих элементов 2, по меньшей мере, с одной стороны и предпочтительно, как здесь, с обеих сторон можно предусмотреть на плоскости сформированный элемент 15, открытый в направлении внутренней стороны бесконечного транспортера 2. При этом, лапки 8, 9 для образования своей наиболее закрытой внешней стороны в направлении внешней стороны бесконечного транспортера 2 имеют в отличие от области лапки, ограничивающей отверстие 14 соответствующей лапки 8, 9, большую толщину.
Вид сбоку на Фиг. 5 показывает, что центры отверстий 14, предусмотренных в лапках 8, 9, располагаются по прямой линии. При этом, центр A2 радиусов, которые предусмотрены на внешней стороне AS поперечной щели и которые больше, чем радиусы на внутренней стороне IS поперечной щели, находится глубже, причем бесконечный транспортер 2 в зоне прессования PZ образует почти закрытую ровную внешнюю сторону. В результате происходит раскрытие щели в направлении внутренней стороны, тогда как в зоне обрыва ABZ раскрывается поперечная щель. В зоне очистки ARZ происходит сталкивание спрессованного материала к внутренней стороне бесконечного транспортера или продавливание на его внешней стороне. Можно понять, что транспортирующие элементы на своей нижней стороне, образующей внутреннюю сторону бесконечного транспортера 2, имеют радиус, который почти соответствует радиусу направляющего ролика 4 в зоне прессования. Верхняя сторона транспортирующих элементов 3, образующая внешнюю сторону бесконечного транспортера 2, имеет больший радиус, чем высота конструкции бесконечного транспортера 2.
Представленное здесь устройство прессования 1 предусмотрено, в частности, для удаления влаги из щепы. Устройство прессования 1 делает возможным рабочий процесс прессования непрерывным. Цель такого процесса прессования заключается в выделении жидких или вязких компонентов из прессуемого материала. При этом, бесконечный транспортер 2 устройства прессования 1 образует самоочищающуюся механическую разделительную систему, которая отделяет друг от друга жидкие или вязкие компоненты уже в зоне прессования и тем самым препятствует новому попаданию этих компонентов в прессуемый материал или новому смешиванию с прессуемым материалом после ухода из зоны прессования PZ.
Здесь в дальнейшем не представлено, что прессующий вал 7, с одной стороны, и направляющий ролик 4, опирающийся на бесконечный транспортер 2, с другой стороны, прижимаются друг к другу с помощью гидравлической системы. Прессующий вал 7 и направляющий ролик 4 расположены с возможностью вращения на двух горизонтальных опорах. Эти опоры прижимаются с помощью упомянутой гидравлической системы. При этом, бесконечный транспортер 2 проходит между роликами или валами 4, 7. Прессуемый материал, находящийся на бесконечном транспортере 2, поступает с помощью бесконечного транспортера 2 в зону прессования PZ. При этом направляющий ролик 4, а также прессующий вал 7 приводятся во вращение с помощью привода роликов или вала, причем выполненный в виде цепи бесконечный транспортер 2 захватывается ими благодаря силовому замыканию в зоне прессования PZ.
На Фиг. 2-5 можно видеть выемки 13. Эти выемки 13 предусмотрены на нижней стороне транспортирующих элементов 3 и имеют такую направленность, что соединяют поперечные щели, смещенные по ширине бесконечного транспортера 2. На Фиг. 1 показано, что направляющий ролик 4 имеет на окружности захваты, которые можно привести в соединение с приемно-захватными элементами бесконечного транспортера 2. При этом, здесь предпочтительной является та форма выполнения, в которой выемки 13 образуют приемно-захватные элементы, предусмотренные на бесконечном транспортере 2.
Площадки 11, образующие транспортирующий элемент 3 и имеющие почти одинаковый внешний контур и преимущественно одинаковую ширину и отличающиеся преимущественно только высверленными для болтов отверстиями, соединены между собой с помощью резьбового соединения. Для этого предусмотрены болты, которые проходят сквозь транспортирующий элемент 3 в сквозное резьбовое отверстие. Головка болта утоплена в площадку транспортирующего элемента 11 со стороны края. Площадка транспортирующего элемента, предусмотренная на противоположной стороне бесконечного транспортера, имеет, наоборот, внутреннюю резьбу, в которую входит соответствующий болт. У находящихся между ними площадок транспортирующего элемента сквозные отверстия не имеют резьбы, так что болты могут проходить насквозь в принадлежащие им сквозные отверстия этих площадок транспортирующего элемента. Бесконечный транспортер 2 на своей внешней стороне не имеет по бокам выступов. На Фиг. 5 хорошо видно, что меньшие высверленные отверстия, расположенные на чертеже друг над другом, предназначены для скрепления болтами площадок транспортирующего элемента.
Прессуемый материал помещается в направлении транспортировки перед зоной прессования PZ на внешнюю сторону бесконечного транспортера 2. При этом, прессуемый материал может попадать на бесконечный транспортер 2 прежде, чем уже находящийся на бесконечном транспортере 2 прессуемый материал поступит в зону прессования PZ устройства для прессования 1. Из сравнения Фиг. 1 и Фиг. 6 видно, что с обеих сторон бесконечного транспортера 2 предусмотрены направляющие барьеры 16, 17, расположенные, по меньшей мере, в области зоны прессования PZ и ориентированные в направлении транспортировки и удерживающие прессуемый материал на бесконечном транспортере 2 и препятствующие оттеснению его в стороны. Также направляющие барьеры 16, 17 направляют бесконечный транспортер 2.
Прессующий вал 7 движется в зоне прессования PZ по прессуемому материалу, находящемуся с наружной стороны на бесконечном транспортере 2. При этом, прессующий вал 7 давит на прессуемый материал. Прессуемый материал, вследствие оказываемого на него давления пресса в зоне прессования PZ, выделяет находящуюся в нем жидкость. Часть прессуемого материала, все еще находящуюся на бесконечном транспортере 2 после прохождения зоны прессования PZ, снимают с бесконечного транспортера 2 скребком, преимущественно неподвижно установленным на внешней стороне бесконечного транспортера 2, прежде, чем соответствующий участок бесконечного транспортера 2 будет использован для нового процесса прессования. Жидкость, выжатая из прессуемого материала в зоне прессования PZ, отводится через щель, оставшуюся в бесконечном транспортере 2 между транспортирующими элементами 3 бесконечного транспортера 2 и площадками транспортирующих элементов 11 или лапками 8, 9, в обе стороны.
Так как эта щель раскрывается в направлении внутренней стороны настолько, что и там получаются определенные пустые пространства, и так как эти пустые пространства в сравнении с выжатым количеством жидкости имеют такие размеры, что значительное количество жидкости в бесконечном транспортере 2, отдельно от сухого прессуемого материала, можно временно хранить, пока оно потом не покинет зону прессования PZ, то это способствует стеканию выжатой жидкости, и растет производительность устройства для прессования. Так как выемки 13 соединяют между собой пустые пространства, возникшие благодаря щели, стекание выжатой жидкости дополнительно улучшается. Жидкость, стекающая с бесконечного транспортера 2, таким образом, отделяется от спрессованного материала и больше не может впитываться теперь уже сухим прессованным материалом. Отделенная от прессованного материала жидкость не участвует в дальнейшем процессе прессования. В области загрузки устройства для прессования 1, которая ведет к зоне прессования и в которой бесконечный транспортер 2 образует неискривленную линию, щели, находящиеся между транспортирующими элементами 3, закрыты настолько, что прессуемый материал не может в них попасть. Прессуемый материал подается сверху в область загрузки устройства для прессования 1. На Фиг. 1 и 6 можно видеть, что устройство для прессования имеет направляющую для прессуемого материала, которая выполнена в виде захватываемой транспортерной ленты 19, направленной по прессующему валу 7, а также по направляющему ролику 18. Транспортерная лента 19 выполнена здесь в виде стальной ленты, которая также может выдержать сильное надавливание.
Так как бесконечный транспортер делит почти пополам угол раствора входной части, предусмотренный между прессующим валом 7, с одной стороны и направляющим роликом 4, с другой стороны, то улучшается втягивание прессуемого материала в зону прессования PZ. В зоне прессования PZ бесконечный транспортер 2, выполненный в виде цепи, находится между прижимающимися друг к другу валами 4, 7. В зоне прессования PZ, в которой бесконечный транспортер 2 находится на направляющем ролике 4, предусмотренные в бесконечном транспортере 2 щели почти полностью закрыты в направлении внешней стороны, тогда как в направлении внутренней стороны они открыты. Это открытое положение на внутренней стороне возникает в результате раскрытия щелей в направлении внутренней стороны. Так как бесконечный транспортер 2 в зоне прессования PZ выполнен почти без выступов и уступов внутрь и не имеет углов или кромок, сила вращательного движения, оказываемая прессующим валом 7 и направляющим роликом 4, хорошо переносится на бесконечный транспортер 2. За счет изменения направления хода бесконечного транспортера 2, предусмотренного в зоне обрыва ABZ, раскрываются поперечные и продольные щели бесконечного транспортера 2, находящиеся между транспортирующими элементами 3. При этом, фракции прессуемого материала, вдавленные в бесконечный транспортер 2, в результате движения противоположных друг другу площадей щелей друг относительно друга могут размягчаться и выдавливаться сквозь раскрытую щель. В результате изменения направления хода, которое предусмотрено в зоне очистки ARZ и при котором внешняя сторона бесконечного транспортера 2 выгибается, площади щелей снова перемещаются друг относительно друга. Задержавшиеся в щелях спрессованные остатки материала сдвигаются к нижней стороне бесконечного транспортера или выдавливаются из щели наружу. После зоны очистки ARZ щели, находящиеся между транспортирующими элементами 3, снова освобождаются, а бесконечный транспортер 2 можно снова использовать для процесса наполнения и прессования. В непрерывном процессе прессования транспортирующие элементы 3 бесконечного транспортера 2 открываются и закрываются, так что из прессуемого материала можно выжимать преимущественно жидкие или вязкие компоненты и отделять их через щели в бесконечном транспортере 2 от сухого прессованного материала.
Бесконечный транспортер 2 в зоне прессования PZ почти полностью закрыт со своей внешней стороны, тогда как внутренняя сторона бесконечного транспортера 2 полностью открыта. Это достигается за счет того, что радиус r1 до внутренней стороны IS поперечных щелей ориентирован на центр A1 стержней 10, тогда как центр A2 радиуса r2 внешней стороны AS расположен под ним на таком расстоянии, что оба радиуса на верхней стороне цепи почти сходятся, а на нижней стороне достаточно удалены друг от друга. Выполнение внутренней стороны бесконечного транспортера 2 открытой при одновременно закрытой внешней стороне улучшается, кроме того, за счет сформированного элемента 15, а также выемок 13. К тому же радиус r2 на внешней стороне AS поперечных щелей больше, чем радиус r1 на внутренней стороне IS этих поперечных щелей между транспортирующими элементами 3. Каждый транспортирующий элемент 3 имеет две оси вращения, каждая из которых расположена для соседних транспортирующих элементов. Продольные щели между прилегающими друг к другу площадками транспортирующих элементов 11 почти закрыты на внешней стороне бесконечного транспортера 2. Так как бесконечный транспортер 2 имеет в своей средней и нижней области сформированный элемент 15, то между площадками транспортирующих элементов 11 предусмотрено свободное пространство, облегчающее стекание выжатой жидкости. Легкому стеканию выжатой жидкости благоприятствует еще и то, что на внутренней стороне бесконечного транспортера 2 находятся выемки 13. Нижняя сторона транспортирующих элементов 3, образующая внутреннюю сторону бесконечного транспортера 2, имеет радиус, почти соответствующий радиусу направляющих роликов или валов и, в частности, направляющего ролика 4. Радиус на верхней стороне транспортирующих элементов 3, образующей внешнюю сторону бесконечного транспортера 2, в соответствии с высотой конструкции бесконечного транспортера 2 больше, так что внешняя сторона бесконечного транспортера 2 при обхватывании направляющего ролика или вала 4, 5, 6 образовывала бы круг или цилиндр. Размеры отверстий бесконечного транспортера 2 подобраны так, что эти отверстия при прилегании бесконечного транспортера 2 к направляющему ролику 4 в области зоны прессования PZ закрываются. В зоне прессования PZ эти отверстия в бесконечном транспортере 2 закрыты настолько, что сквозь отверстия в бесконечном транспортере 2 могут стекать преимущественно жидкие или вязкие компоненты прессуемого материала.
Благодаря геометрии поперечных щелей, предусмотренных между соседствующими транспортирующими элементами 3, бесконечный транспортер 2 может изгибаться. В результате движения площадей щелей друг относительно друга прессуемый материал размягчается. В зоне обрыва ARZ материал, вдавленный в бесконечный транспортер 2, удаляется. При этом, бесконечный транспортер выгибается подобно спине кошки. Выступающая часть транспортирующих элементов 3 на внешней стороне выходит за радиус внутренней стороны, благодаря чему вдавленный материал отталкивается к внутренней стороне бесконечного транспортера 2 или продавливается к внешней стороне бесконечного транспортера 2. Отдельные транспортирующие элементы 3 либо имеют достаточную длину, либо соединены между собой таким образом, что поперечные щели удалены друг от друга на такое расстояние, что бесконечный транспортер 2 можно направлять вокруг меньшего радиуса, чем радиус прессующего вала, не боясь при этом столкновения друг с другом отдельных элементов бесконечного транспортера 2.
Реферат
Изобретение относится к оборудованию для прессования с обезвоживанием. Устройство содержит бесконечный транспортер с множеством транспортирующих элементов. Для оказания давления на прессуемый материал при его перемещении на транспортере предусмотрен прессующий вал. Соседние транспортирующие элементы имеют сцепляющиеся лапки, в которые входит стержень, соединяющий указанные элементы. Транспортирующие элементы в зоне прессования занимают такое поворотное положение относительно друг друга, что внешняя сторона транспортера в этой области образует ровную закрытую поверхность. За зоной прессования в направлении хода транспортера расположена зона обрыва, в которой транспортер изменяет направление хода. При этом его внешняя сторона имеет вогнутый контур. В зоне прессования транспортер проходит по направляющему ролику или валу. Направляющий ролик или вал расположен на расстоянии от прессующего вала, минимальном в точке или области, которая находится на линии или в плоскости, проходящей через оси вращения прессующего вала и направляющего ролика или вала. В результате обеспечивается повышение нагрузочной способности и производительности. 25 з.п. ф-лы, 6 ил.
Комментарии