Способ и устройство для травления металлов - RU2375506C2
Код документа: RU2375506C2
Чертежи
Описание
Изобретение относится к способу и устройству для электролитического травления металлического плоского проката, в частности лент инструментальной стали и/или С-стали. Под металлическим плоским прокатом понимают прежде всего металлические ленты и листы. Изобретение может также применяться на металлических длинномерных продуктах (например, проволоки, профили, трубы) или вообще на металлических поверхностях.
Для достижения хорошей степени чистоты холоднокатаных коррозионностойких и кислотоупорных лент их поверхность должна в ходе последующей обработки освобождаться от пристающих оксидных слоев, от окалины, образовавшейся в процессе предшествовавшей термообработки. Удаление окалины производится еще на предварительном этапе производства механически с помощью пескомета или пескоструйного аппарата. Остающаяся остаточная окалина, такая как образующаяся на последующих этапах производственного процесса в результате промежуточного или чистового отжига окалина отжига, растворяется или удаляется с помощью химического процесса, такого как травление, во время пропускания лент, покрытых окалиной, через несколько кислотных ванн. В качестве средств травления (=травильный раствор=жидкий электролит=электролит) для инструментальной стали служит, как правило, нагретая смесь кислот (меланж) из разбавленной водой азотной кислоты и плавиковой кислоты. За счет температурного воздействия в травильных ваннах во время процесса травления происходят очень неприятные и вредные для окружающей среды реакции NО3- анионов с образованием NOX.
Известно травление холоднокатаных лент инструментальной стали посредством так называемого способа «нейтрального электролита». При этом на ленту косвенным образом прикладывается напряжение. Это означает, что между соответствующими токоведущими роликами и лентой не имеется мест контакта. Еще одним признаком этого способа является то, что анод и катод полностью покрыты электролитом и размещены горизонтально, то есть речь идет о горизонтально заполненных ячейках.
Документ АТ 406385 В описывает способ электролитического травления, причем в качестве варианта способа описана лента с вертикальной подачей. Здесь речь идет о вертикальном размещений электродов. При этом напряжение косвенным образом прикладывается к ленте. Жидкий электролит (Na2SO4) подается в зазор между анодом и лентой. Преимуществом этого электролитического способа является то, что не происходит образования NOX, потому что не используется азотная кислота. Недостаток этого способа обусловлен узкой областью использования. Этот способ с соответствующим устройством используется исключительно при травлении холоднокатаной инструментальной стали.
Известны способы, описанные в книге «Beizen von Metallen», Dr.Rafael Rituper (Eugen G. Leuze Verlag), которые касаются исключительно электролитического травления металлических поверхностей. В принципе, вновь указывается на генерирование кислорода непосредственно на аноде, что обеспечивает возможность травления.
В документе DE 3937438 A1 описана возможность травления металлических поверхностей с использованием комбинации солей Fe+3 и/или газообразных или жидких носителей кислорода, например Н2O2, воздуха и дополнительного кислорода, который получают из анодного окисления. При этом для электролиза используется плотность тока от 0,5 до 1 А/дм2.
Кроме того, из документа АТ 373922 В известен способ электролитической гальванизации ленты. При этом речь идет о вертикальном расположении электродов. Жидкий электролит вводится в зазор между анодом и лентой. Напряжение прикладывается непосредственно к ленте - катоды выполнены в виде токоведущих роликов.
Кроме того, из патента US 4363709 известно травление ленты инструментальной стали при высоких плотностях тока. Упоминаются плотности тока от 40 до 60 А/дм2, однако не раскрывается оборудование, посредством которого они могут быть реализованы в крупномасштабной технической установке в разумном диапазоне напряжений (<40 вольт).
В документе GB 2140036 описывается устройство для электролитического травления с вертикальной подачей ленты, косвенным подводом тока и принудительным потоком электролита под действием силы тяжести в зазоре между лентой и электродами. Здесь ток в полосе должен проходить большие расстояния, причем существует опасность того, что он будет отведен на одном из направляющих роликов и не сможет далее использоваться в процессе травления.
Задача настоящего изобретения заключается в том, чтобы существующие способы и соответственно устройства электролитического травления усовершенствовать в значительной степени с тем, чтобы можно было снизить время травления.
Указанная задача решается способом согласно способу по пункту 1 или устройством по пункту 13 формулы изобретения. При этом применяется, по меньшей мере, один алмазный электрод и/или, по меньшей мере, один свинцово-оловянный электрод, например электрод из сплава свинец 93/олово 7. Особенным свойством алмазных электродов или свинцово-оловянных электродов является форма разложения воды. В то время как в процессе электролиза вода обычно разлагается на водород и кислород, алмазный электрод и/или свинцово-оловянный электрод создает рабочую область, в которой вместо кислорода создается либо озон, либо высокореакционно-способные гидроксильные радикалы. Важным результатом этого изобретения является то, что время травления по сравнению с обычными химическими удалителями окалины, а также по сравнению с обычным электролитическим травлением заметно сокращается. Этот результат объясняется образованием высокоэффективного ОН-радикала, кислорода в состоянии выделения (statu nascendi) и одновременным химическим удалением или растворением оксида на поверхности металла. За счет использования изготовленных синтезом алмазных электродов и/или свинцово-оловянных электродов при электролизе травильного раствора вместо кислорода здесь образуются чрезвычайно эффективные ОН-радикалы. Они окисляют все растворенные компоненты в среде травильного раствора. Алмазный электрод и/или свинцово-оловянный электрод обладает, кроме того, высокой стойкостью по отношению к агрессивным травильным растворам.
Возможный вариант осуществления изобретения предусматривает, что подвод тока осуществляется, с одной стороны, непосредственно на плоский прокат (например, через токоведущие ролики или токоведущие щетки) и, с другой стороны, на пару электродов. При этом может быть, например, предусмотрено, что плоский прокат и один электрод включены в качестве анода, а другой электрод - в качестве катода. За счет непосредственной подачи электрического тока на анод (на плоский прокат), с одной стороны, генерируется кислород в состоянии выделения, и одновременно, за счет использования алмазного электрода и/или свинцово-оловянного электрода в качестве анода, образуются ОН-радикалы, которые обеспечивают возможность травления металлических поверхностей.
Формирование кислорода на аноде (стальной ленте или стальном листе) и/или образование ОН-радикалов на аноде (электроде) заменяет, таким образом, азотную кислоту HNО3, причем травильный раствор образует комплексные соединения металла, и тем самым поверхность инструментальной стали и/или С-стали может быть освобождена от окалины. Травильный раствор (минеральные кислоты, такие как HF, H2SO4, Н3РO4, НСl, меланж или Na2SO4) служит здесь в качестве транспортной среды электрического постоянного тока и одновременно как травильный раствор для химической очистки от окалины поверхности стали. За счет непосредственного подвода тока к аноду, которым может быть металлическая лента, вырабатывается кислород в состоянии выделения за счет анодного окисления. Анод может также состоять из изготовленного синтезом алмазного электрода и/или свинцово-оловянного электрода, при этом алмаз наносится на соответствующий несущий материал и за счет легирования примесями подходящих элементов делается проводящим.
Способы изготовления алмазных электродов известны специалисту в данной области техники. В качестве примера можно назвать следующие способы изготовления:
1) путем непосредственного изготовления легированных бором алмазных слоев на материале подложки (например, ниобии), в частности, с помощью процесса химического осаждения из паровой фазы (CVD),
2) путем внедрения порошка из легированных примесями изготовленных синтезом алмазов в поверхность металла или металлического сплава таким образом, что возникает электропроводное соединение между металлом или металлическим сплавом и частицами алмаза (см. WO 2004005585 A1),
3) путем внедрения порошка из легированных примесями изготовленных синтезом алмазов в электропроводный пластик.
Предпочтительный вариант осуществления изобретения характеризуется тем, что постоянный ток предпочтительным образом непосредственно в импульсном режиме прикладывается к плоскому прокату (ленте), подвергаемому травлению, и алмазному электроду или свинцово-оловянному электроду. Но также может быть предусмотрено, что постоянный ток прикладывается в непрерывном режиме, то есть постоянно.
Предпочтительное дальнейшее развитие данного изобретения характеризуется тем, что постоянный ток попеременно прикладывается к плоскому прокату (ленте), подвергаемому травлению, и к электроду(ам), что означает, что электроды могут попеременно нагружаться постоянным током как катод, затем как анод и затем вновь как катод.
В качестве электролита могут применяться минеральные кислоты, меланж и/или щелочные электролиты, такие как Na2SO4.
Для химического удаления и/или растворения окалины на поверхности металлического плоского проката (например, ленты) может применяться смесь из минеральных кислот и воды в концентрации минеральной кислоты от 10 г/л до 250 г/л, причем концентрация минеральных кислот составляет, в частности, от 50 до 200 г/л, предпочтительно 150 г/л. В частности, жидкий электролит может представлять собой смесь из воды и Na2SO4 (сульфат натрия), причем состав электролита целенаправленно устанавливается в соответствии с плоским прокатом, подвергаемым травлению, причем концентрация Na2SO4 составляет от 100 до 300 г/л, предпочтительно 150 г/л Na2SO4.
Но также может быть предусмотрено, что жидкий электролит применяет меланж (смесь из HF и HNO3), и состав меланжа целенаправленно устанавливается в соответствии с плоским прокатом, подвергаемым травлению, причем концентрация меланжа составляет от 100 до 300 г/л HF и от 50 до 300 г/л HNO3, предпочтительно 50 г/л HF и 150 г/л HNO3. Даже при применении меланжа имеет место лишь минимальное, если оно вообще происходит, образование NOX, так как генерируемый кислород или ОН-радикалы вновь приводят к окислению продуктов NOX до HNO3.
В качестве жидкого электролита также можно применять смесь кислот, в которой концентрация и состав соответствуют тому, что обычно используется при традиционном химическом травлении.
За счет соответствующего изобретению применения постоянного тока, который заменяет HNO3, не требуется применять никаких мер для снижения неизбежно возникающего NOX. Не требуется использование мочевины или перекиси водорода.
В любом случае могут быть предусмотрены устройства, которые гарантируют возможность точного поддержания концентрации в травильной ванне. За счет этого возможно повышение качества поверхности плоского проката, например стальной ленты.
Плотности тока (в амперах на единицу площади) могут устанавливаться целенаправленным образом в соответствии с плоским прокатом, подвергаемым травлению, причем плотности тока на электродах составляют от 0,5 до 150 А/дм2.
Температура электролита может устанавливаться целенаправленно, в соответствии с лентой, подвергаемой травлению, причем температура электролита составляет от 20 до 90°С, предпочтительно 75°С.
Предпочтительный вариант осуществления изобретения характеризуется тем, что электрическое напряжение может устанавливаться переменным, тем самым металлическая поверхность ленты при необходимости может также полироваться.
Предпочтительный вариант осуществления изобретения характеризуется тем, что количество подачи электролита (количество травильного раствора) в зазор между парой алмазных электродов и/или парой свинцово-оловянных электродов и лентой может быть регулируемым. За счет этого лента гидравлически или механически может позиционироваться точно в середине между парой электродов. Поэтому расстояние между алмазными электродами и/или свинцово-оловянными электродами и лентой может сокращаться до минимума.
Предпочтительный вариант осуществления изобретения характеризуется тем, что зазор между алмазными электродами и/или свинцово-оловянными электродами может изменяться. За счет этого лента может простым способом согласовываться с параметром волнистости ленты.
Предпочтительное дальнейшее развитие данного изобретения характеризуется тем, что определяется волнистость ленты и алмазные электроды и/или свинцово-оловянные электроды сдвигаются от ленты, чтобы можно было избежать касания между лентой и алмазными электродами и/или свинцово-оловянными электродами и лентой, которое вынужденным образом привело бы к коротким замыканиям.
Кроме того, может быть предусмотрено устройство для установки или регулировки расстояния между лентой и алмазными электродами и/или свинцово-оловянными электродами. Регулируемое расстояние между лентой и алмазными электродами и/или свинцово-оловянными электродами обеспечивает возможность соответствующей адаптации электрического тока и, как следствие, снижение затрат на потребление тока.
В возможном варианте осуществления соответствующее изобретению устройство представляет собой травильную ячейку, где электрический постоянный ток прикладывается к электропроводному контакту между лентой и электродом (катодом и/или анодом). При этом могут быть предусмотрены направляющие приспособления, с помощью которых лента может подаваться под углом к горизонтали, электроды размещены под одинаковым углом, и предусмотрены приспособления, с помощью которых жидкий электролит может вводиться между лентой и электродами. В частности, лента может подаваться наклонно под острым углом, в частности под углом от 30 до 45°, сверху вниз и затем после, по меньшей мере, одного направляющего ролика направляться снизу вверх наклонно под углом, в частности под углом от 30 до 45°, так что лента простым и эффективным способом может погружаться в травильную ячейку. Ячейка за счет такого наклонного размещения обеспечивает экономию пространства, требуемого для размещения. Потребность в пространстве для размещения составляет значительно меньше, чем в случае обычных химических травильных установок. Кроме того, обеспечивается очень хорошее направление ленты за счет того, что лента не испытывает никакого провисания.
Кроме того, может быть предусмотрено, что позиция, по меньшей мере, одного электрода пары электродов и направляющего ролика регулируется по нормали к направлению перемещения плоского проката. Тем самым электроды и направляющий ролик во время введения ленты могут гидравлически и/или механически приподниматься.
Такая травильная ячейка со скосами может использоваться как в травлении проталкиванием, так и в так называемом непрерывном травлении, так как введение ленты посредством откидывания алмазных электродов и/или свинцово-оловянных электродов и одновременного приподнимания направляющего ролика существенно упрощается.
Предпочтительный вариант изобретения характеризуется тем, что предусмотрено регулирующее устройство для количества подаваемого жидкого электролита (травильного раствора), причем на каждый ввод жидкости между лентой и алмазными электродами и/или свинцово-оловянными электродами предусмотрено собственное регулирующее устройство, тем самым поток может согласовываться с шириной ленты, а также оптимально устанавливаться для лент различной ширины. За счет образуемых гидравлических или механических направляющих ленты позиция ленты может целенаправленно устанавливаться между парой алмазных электродов и/или парой свинцово-оловянных электродов.
Преимуществом изобретения является то, что отработанный травитель, то есть отработанный травильный раствор не содержит нитратов и тем самым может регенерироваться с меньшими затратами и более простым способом. Затраты энергии при гидропиролизе отработанных растворов существенно ниже, чем при традиционных методах.
Отпадает необходимость во всяких приспособлениях для дозирования, контроля, резервуарах для хранения и насосах для НNО3 и мочевины, за счет чего обеспечивается существенная экономия затрат.
За счет расположенных в направлении подачи ленты проставок гарантируется то, что лента в максимально возможной степени может приближаться к электродам, но без касания лентой электродов. Тем самым обеспечивается то, что лента с электродами не создает электрического короткого замыкания.
Предпочтительный вариант осуществления изобретения характеризуется тем, что за счет регулирования электрического тока поверхность ленты может протравливаться быстро, эффективно и в соответствии с конкретным качеством, не оказывая неблагоприятного воздействия на окружающую среду за счет вредных газов, таких как NOX, или солей нитратов в отработанном травителе.
Изобретение поясняется ниже со ссылками на чертежи, на которых представлено следующее:
фиг.1 - схема традиционной травильной установки с химическим травлением с помощью смеси кислот,
фиг.2 - установка согласно способу «нейтрального электролита»,
фиг.3 - травильная ванна, соответствующая способу согласно изобретению,
фиг.4 - установка согласно способу, соответствующему изобретению.
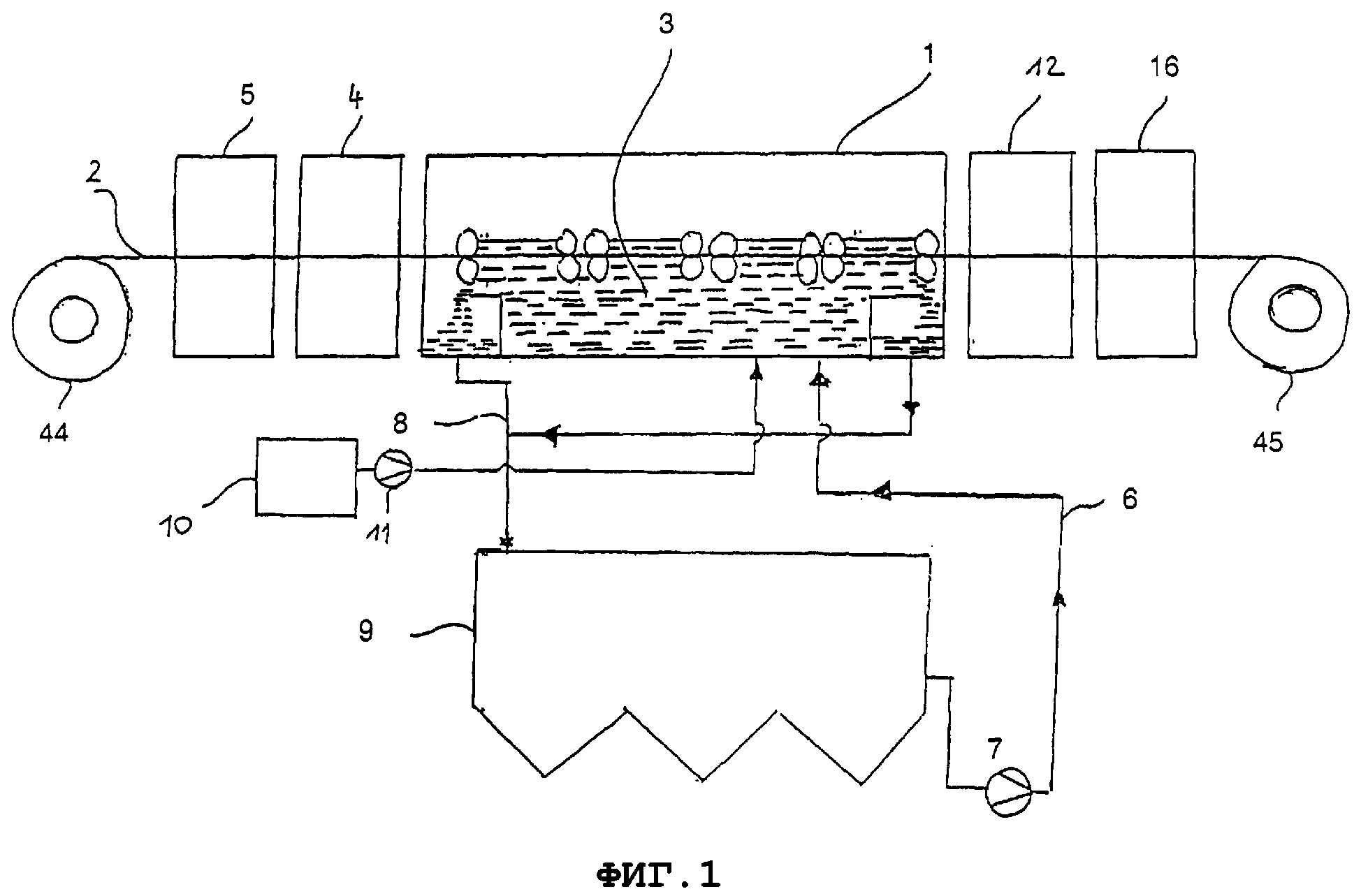
На фиг.1 показана травильная ванна 1 согласно уровню техники. Металлическая лента 2 направляется над разматывателем 44 через ванну 5 для обезжиривания, затем очищается деионизированной водой в мойке 4, чтобы затем начать в травильной ванне 1 со смесью кислот 3 (HF/НNО3) химическое удаление окалины. Смесь кислот 3 подается насосом 7 по трубопроводу 6 в травильную ванну 1 и отводится по трубопроводу 8, например, в промежуточный резервуар 9, где смесь кислот 3 вновь рециркулируется. Дозированная подача раствора мочевины 10 осуществляется посредством насоса 11 непосредственно в травильную ванну 1 и выполняется по причинам воздействия на окружающую среду, за счет чего доля NOX сокращается. Металлическая лента 2 после травильной ванны 1 очищается деионизированной водой в мойке 12 от остающейся смеси кислот, затем посредством вентилятора в сушке 16 освобождается от воды и наматывается на намоточный барабан 45.
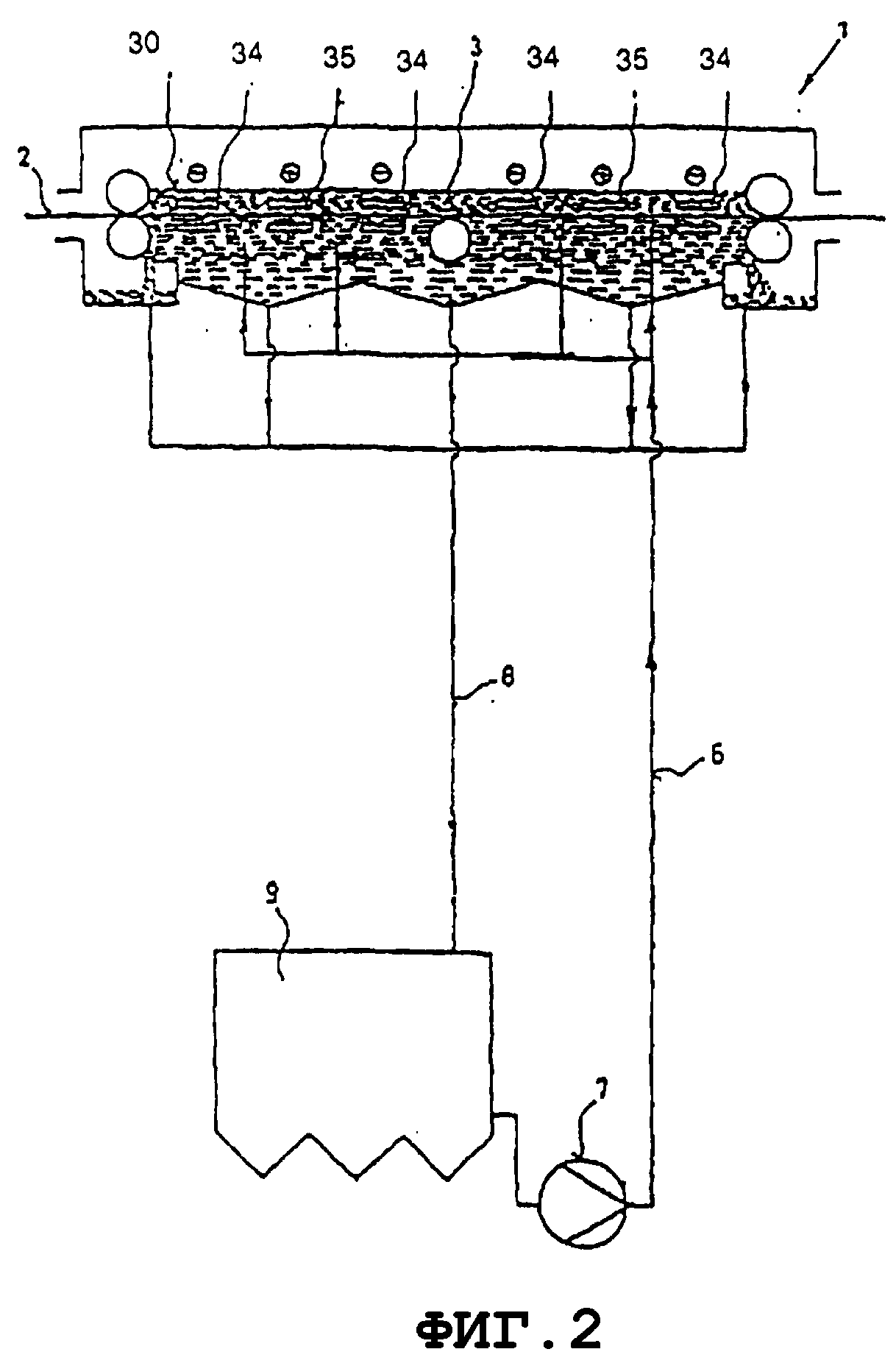
На фиг.2 показана травильная ванна 1 согласно уровню техники. Металлическая лента 2 направляется через электролит 3, например Na2SO4, между катодом 34 и анодом 35. Расстояние между электродами и лентой составляет обычно от 70 до 150 мм, причем металлическая лента 2 имеет некоторое провисание, которое может быть уменьшено за счет применения опорных роликов, например, в середине установки. Электролит 3 отводится по трубопроводу 8, например, в промежуточный резервуар 9 и насосом 7 по трубопроводу 6 возвращается в травильную ванну 1, откуда электролит 3 рециркулируется.
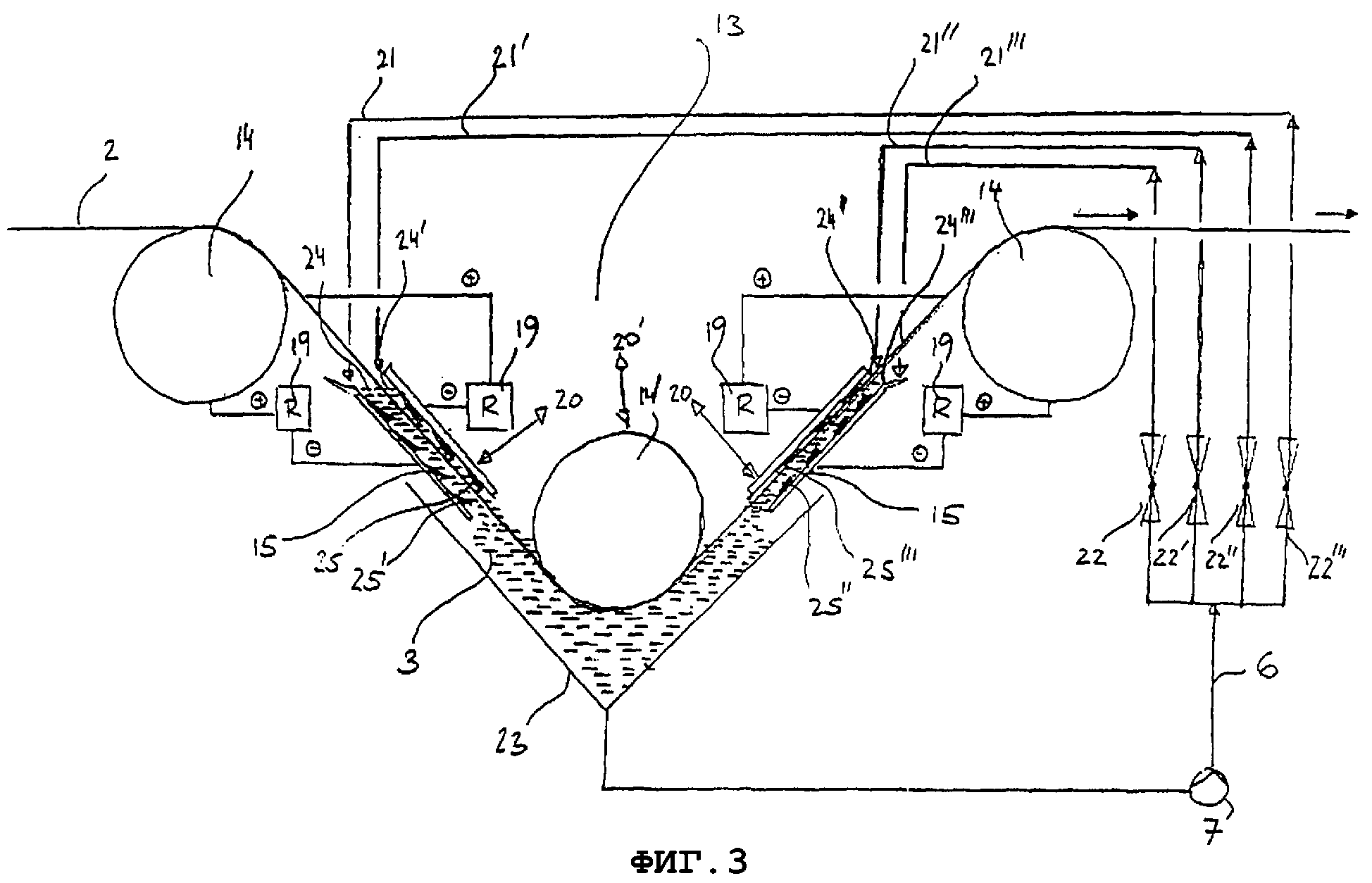
На фиг.3 показана травильная ячейка 13, которая выполняет функцию травильной ванны 1 соответственно изобретению. Металлическая лента 2, например лента из инструментальной стали или С-стали, направляется в зазор между электродами 15 пары электродов. Соответственно электрод пары электродов 15 и токоведущий ролик 14 (или металлическая лента 2) соединен с выпрямителем 19.
Соответствующие верхние электроды 15 могут перемещаться в направлении 20, а направляющий ролик 14' может смещаться в направлении 20', так что расстояние между металлической лентой 2 и электродами 15 может регулироваться. Это обеспечивает возможность оптимального использования тока. Подача электролита или травильного раствора 3 осуществляется вновь посредством насоса 7 по трубопроводу 6, причем предусмотрены трубопроводы 21, 21', 21'',21''', которые подают электролит 3 в зазор 24, 24', 24'',24''' между металлической лентой 2 и электродами 15. Подача электролита или травильного раствора может адаптироваться посредством регулировочного вентиля 22, 22', 22'', 22''' к требуемым условиям. После прохождения между металлической лентой 2 и электродами 15 электролит 3 собирается в нижней части 23 электролитической травильной ячейки 13 и вновь подается к насосу 7. Проставки 25, 25', 25'', 25''' размещены в направлении перемещения ленты.
Нижний электрод связан соответственно с отрицательным выводом выпрямителя 19, положительный вывод выпрямителя 19 связан с токоведущим роликом 14. Верхний электрод 15 соединен соответственно с отрицательным выходом выпрямителя 19, металлическая лента 2 связана с положительным выводом выпрямителя 19. Для того чтобы электроды 15, которые выполнены как алмазные электроды или свинцово-оловянные электроды, могли использоваться в качестве анода, постоянный ток должен был бы прикладываться попеременно.
Благоприятный вариант выполнения изобретения (которое не ограничивается конкретным примером) состоит в том, что нижний электрод стороны ввода соединен с положительным выводом выпрямителя, так что он служит в качестве анода. К металлической ленте приложен положительный потенциал. Верхний электрод соединен с отрицательным выводом выпрямителя и служит в качестве катода. На стороне вывода электроды включены обратно: нижний электрод служит там в качестве катода, а верхний - в качестве анода. Таким образом, как верхняя сторона, так и нижняя сторона ленты входит в область ОН-радикалов, образуемых на аноде. В этом варианте осуществления как для стороны ввода, так и для стороны вывода могло бы предусматриваться только по одному выпрямителю 19.
В качестве альтернативы последней возможности выполнения (которая не ограничивается конкретным вариантом) металлическая лента может быть включена без приложения тока, то есть соответственно током нагружается только пара электродов в качестве катода и анода.
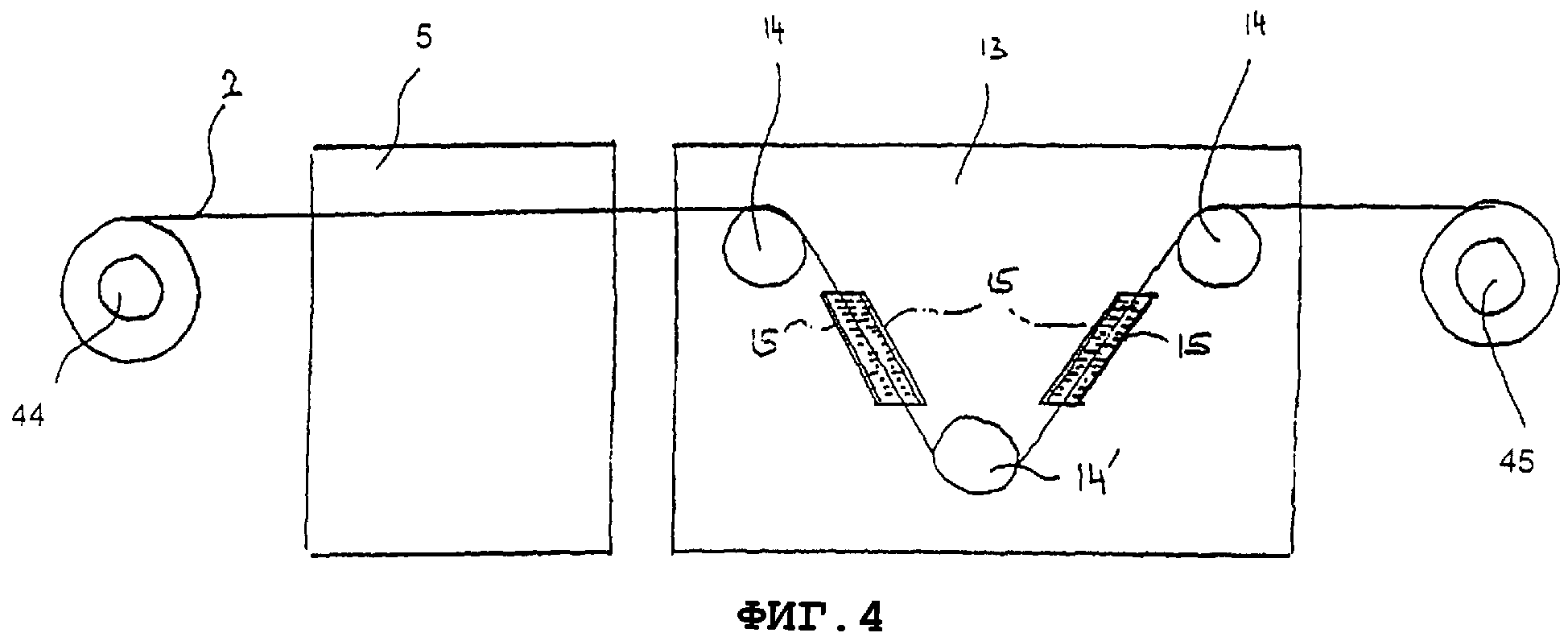
На фиг.4 показана установка с разматывателем 44 и наматывающим барабаном 45, которые обеспечивают возможность того, что металлическая лента 2 протягивается с соответствующей скоростью через участок обработки. Участок обработки состоит из установки 5 химического и/или электролитического обезжиривания, чтобы обеспечить очистку замасленной ленты, и электролитической травильной ячейки 13. Травильная ячейка 13 связана с выпрямителями 4. Конфигурация пары 15 электродов выбрана таким образом, что только пара 15 электродов соединена с токоведущим роликом 14 и выпрямителем. За счет настройки выпрямителя к электродам могут прикладываться переменные электрические напряжения в импульсном режиме, попеременно и/или непрерывно, которые при необходимости полируют поверхность металлической ленты 2. Металлическая лента 2 направляется через токоведущие ролики 14 и направляющий ролик 14'.
Перечень ссылочных позиций
1 травильная ванна
2 металлическая лента
3 электролит
4 мойка
5 ванна для обезжиривания
6 трубопровод от насоса 7 к травильной ванне 1 или травильной ячейке 13
7 насос
8 трубопровод от травильной ванны 1 к промежуточному резервуару 9
9 промежуточный резервуар
10 раствор мочевины
11 насос для раствора мочевины 10
12 мойка
13 электролитическая травильная ячейка
14 токоведущий ролик
14' направляющий ролик
15 электроды
16 сушка
19 выпрямитель
20 направление перемещения электродов 15
20' направление перемещения направляющего ролика 14'
21, 21', 21'', 21''' трубопроводы к подаче электролита
22, 22', 22'', 22''' регулировочные вентили к подаче электролита
23 нижняя часть травильной ячейки 13
24, 24', 24'', 24''' зазор между металлической лентой 2 и электродом 15
25, 25', 25'', 25''' проставки
30 уровень жидкости
34 катод
35 анод
44 разматыватель
45 намоточный барабан
Реферат
Изобретение относится к области электролитического травления металлов и может быть использовано для обработки плоского проката, в частности лент инструментальной стали и/или С-стали. Способ включает использование, по меньшей мере, одной пары противолежащих электродов с, по меньшей мере, одним алмазным электродом и/или, по меньшей мере, одним свинцово-оловянным электродом, например, из сплава свинец 93/олово 7, при этом подвод тока осуществляют, с одной стороны, непосредственно на плоский прокат и, с другой стороны, на пару электродов, причем алмазный электрод и/или свинцово-оловянный электрод пары электродов и в соответствующем случае плоский прокат включают в качестве анода, а другой электрод - в качестве катода, и плоский прокат направляют между электродами пары электродов. Устройство включает, по меньшей мере, одну пару противолежащих электродов, между которыми может направляться плоский прокат, причем пара электродов включает в себя, по меньшей мере, один алмазный электрод и/или, по меньшей мере, один свинцово-оловянный электрод, например, электрод из сплава свинец 93/олово 7, при этом предусмотрено устройство для приложения тока, с одной стороны, непосредственно к плоскому прокату и, с другой стороны, к электродам, так что один электрод пары электродов включен в качестве катода, а другой электрод, который включает в себя, по меньшей мере, один алмазный электрод и/или, по меньшей мере, один свинцово-оловянный электрод, в качестве анода, и плоский прокат в соответствующем случае включен в качестве анода. Технический результат: сокращение длительности травления. 2 н. и 18 з.п. ф-лы, 4 ил.
Комментарии