Способ обработки поверхностей и устройство для его осуществления - RU2077611C1
Код документа: RU2077611C1
Чертежи
Описание
Изобретение относится к металлургической промышленности и может быть использовано для очистки металлических поверхностей от загрязнений и/или нанесения на них покрытий различного рода, в том числе и защитных.
Известен способ очистки металлических поверхностей от загрязнений в виде окалины, ржавчины и т.д. предусматривающий термическое воздействие на объект посредством кислородно-ацетиленовых горелок, отделение и последующее удаление загрязняющего материала от изделия (см.Справочник машиностроителя. М. Машиз, т.2, 1952, с.547).
Недостатком известного решения является низкое качество очистки и экологичность технологии, связанная с наличием продуктов горения.
Известен также способ очистки поверхностей путем их обработки дисперсным материалом, подаваемым на обрабатываемый участок потоком сжатого воздуха (там же, с.385-387). В качестве дисперсного материала используют обычно дробь или песок.
Недостатком данных решений является значительная загрязненность рабочих мест, шум, запыленность.
Известно также нанесение защитных и иных покрытий на поверхность металлических изделий после ее очистки гальваническим методом (там же, с.996-1100). Для реализации данной технологии используют гальванические ванны с электролитом и источники постоянного электрического тока.
Недостатком известного решения является наличие вредных испарений, значительный расход дефицитных материалов, а также неудовлетворительное качество наносимых покрытий, связанное с недостаточным сроком службы покрытия.
Наиболее близкими к заявленному способу обработки поверхности являются способы и устройства, описанные в монографии "Основы теории и практики электрохимической обработки металлов и сплавов". М.В.Щербак и др. М. Машиностроение, 1981 на страницах 161-162, 212-213, 224-225, сущность которых заключается в обработке поверхностей с целью получения их заданной формы, чистоты поверхности и т.д. предусматривающие перемещение катод-инструмента и неподвижность анода.
Однако указанные способы и устройства не решают технологической задачи реализации способа обработки поверхности, совмещающего во времени и месте процессов очистки поверхности от загрязнений, окалины, ржавчины, оксидных пленок и на нанесение покрытий, то есть соединения очистки и покрытия в единый технологический акт.
Предлагаемое изобретение направлено на устранение этих недостатков.
Это достигается тем, что в способе обработки поверхностей, предусматривающем размещение объекта в электропроводящей среде на некотором расстоянии от электрода, подключенного к положительному полюсу источника тока, и дальнейшее воздействие на его поверхность посредством электрического разряда, создают на поверхности объекта слой электроразрядной плазмы, для чего анод устанавливают эквидистантно обрабатываемой поверхности, в нем могут быть выполнены равномерно расположенные каналы для принудительной подачи электропроводящего агента, в качестве материала анода может быть использован химически инертный материал, например, углерод, или материал обрабатываемого объекта, а между анодом и обрабатываемым объектом дополнительно может быть размещен элемент для равномерного распределения потока электропроводящего агента. Для обработки внутренней поверхности объекта внутри него размещают анод, а обработку значительных по площади плоских объектов могут вести с двух сторон одновременно, для чего этот объект размещают между двумя параллельно установленными анодами, при этом он может быть расположен на различном удалении от каждого из них.
В части устройства указанный технический результат достигается тем, что в устройстве для обработки поверхностей, содержащем анод, его располагают эквидистантно обрабатываемой поверхности, а устройство дополнительно снабжено элементами для принудительной подачи электропроводящего агента в зону обработки и систему его сбора и очистки от механических примесей: при этом в аноде могут быть выполнены каналы, соединенные с подающей напорной магистралью.
Предложение соответствует критериям патентоспособности "новизна" и "изобретательский уровень", поскольку в прием размещения электрода (анода) эквидистантно обрабатываемой поверхности (т.е. равноудаленно от обрабатываемой поверхности по всей ее площади) для создания устойчивого (в течение длительного времени и равномерного по всей площади) слоя плазмы на поверхности обрабатываемого объекта является новым и неизвестным. Этот прием обеспечивает формирование равномерного по толщине и составу защитного слоя на обрабатываемой поверхности и предварительную очистку последней от загрязнений. Сформированный слой характеризуется высокопрочным соединением с материалом обрабатываемого объекта, что обеспечивает его долговечность.
Выполнение анода из химически инертного материала, например, углерода или материала обрабатываемого объекта, позволит использовать изобретение как в части "способа", так и в части "устройства" исключительно для очистки поверхности обрабатываемого объекта от различного рода загрязнений (хемосорбированные оксиды, ржавчина, окалина, жировые загрязнения, нефтепродукты, песок и т.д.), подготавливая тем самым объект к последующему нанесению различного рода нестойких к температурному воздействию покрытий (лаки, краски и т.д.). Использование в качестве анода электрода из металла позволит одновременно с очисткой поверхности сформировать слой защитного, декоративного или иного материала.
Наличие в аноде системы отверстий для пропуска по ним электропроводящей среды (электролита) позволит обеспечить равномерность и постоянство состава этой среды непосредственно в зоне обработки. С этой же целью между объектом и анодом располагают спрейер, служащий для равномерного рассеивания, распределения потока в упомянутой зоне.
Расположение значительного по размерам и площади объекта между двумя параллельно установленными анодами позволяет вести процесс его обработки одновременно с обеих сторон, экономя не только время, но и обеспечивая компактность установки, уменьшение расхода электроэнергии и потери электролита.
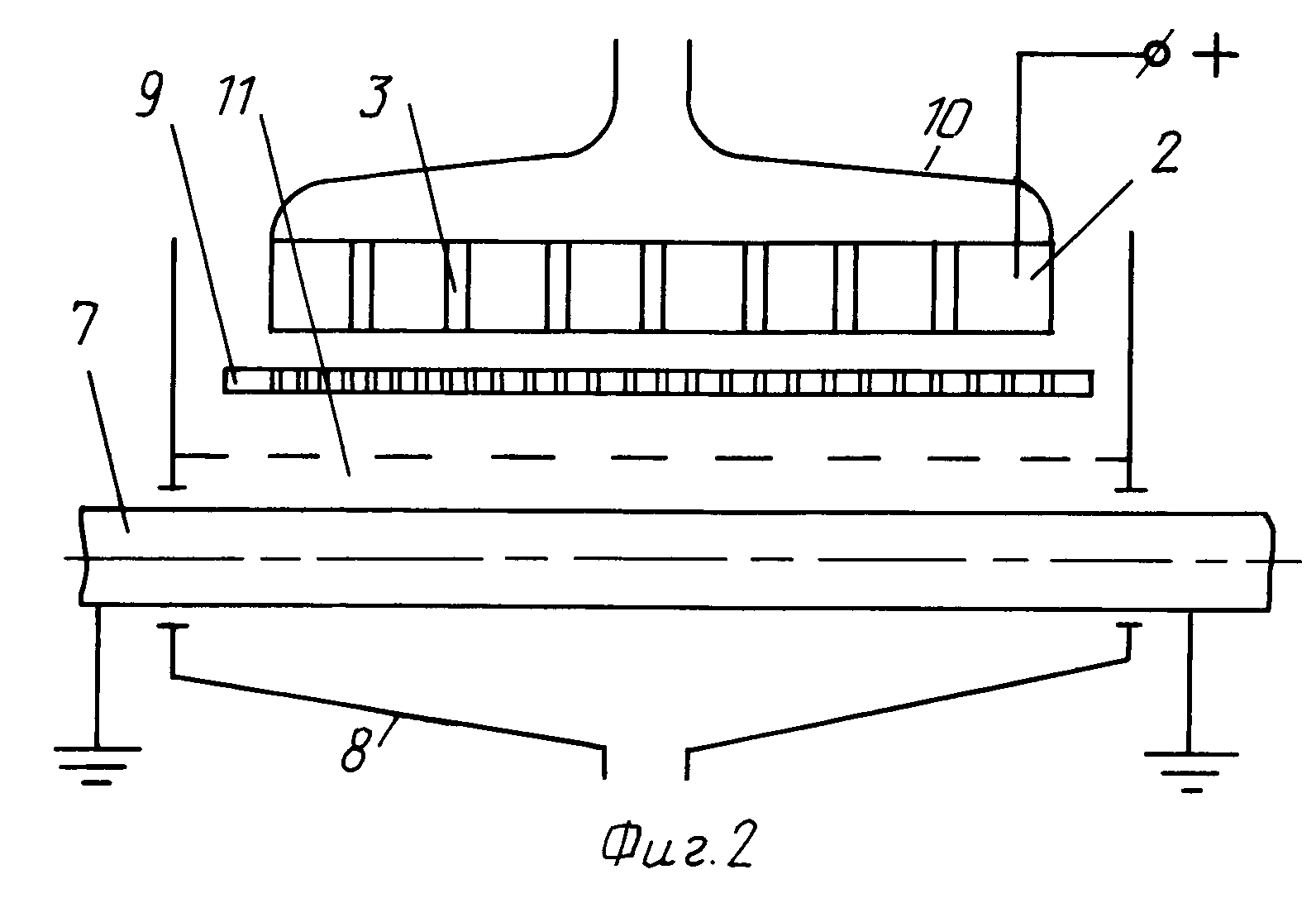
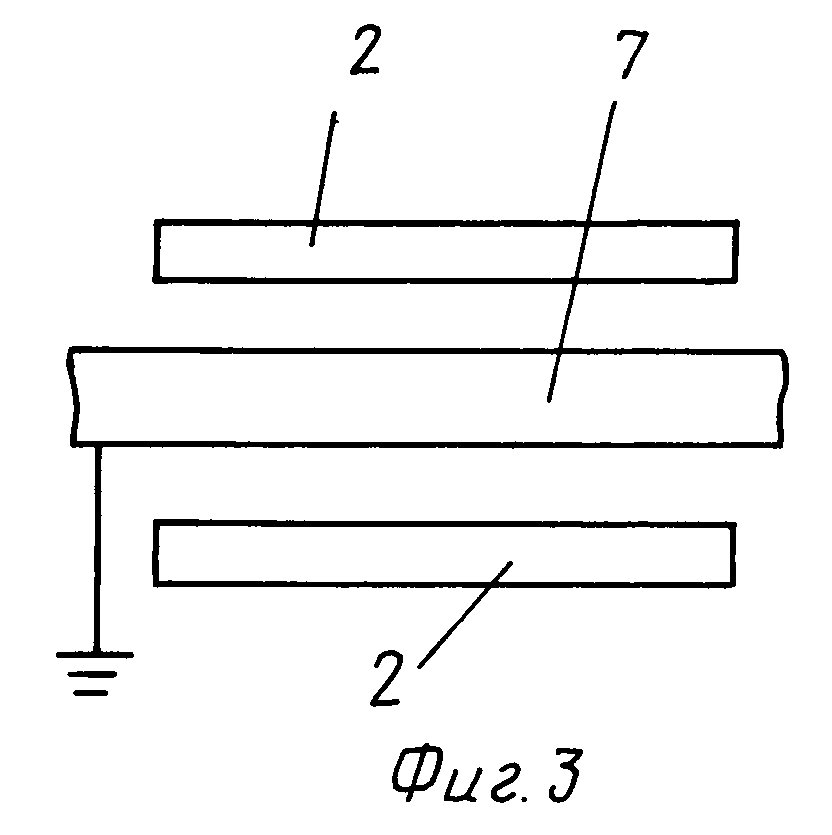
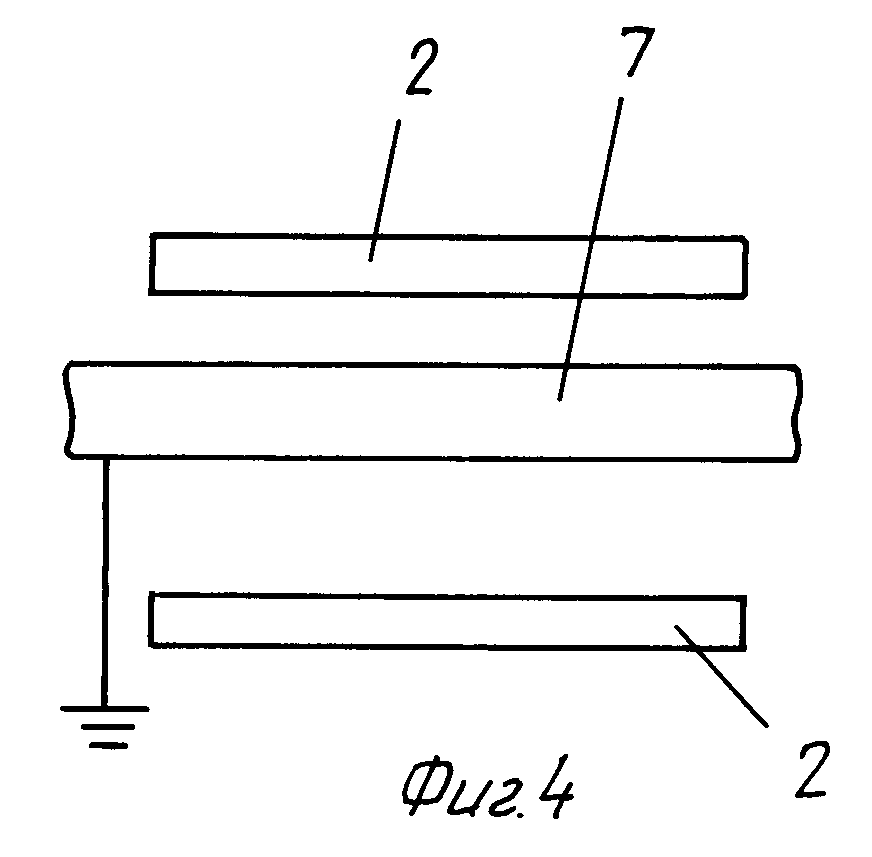
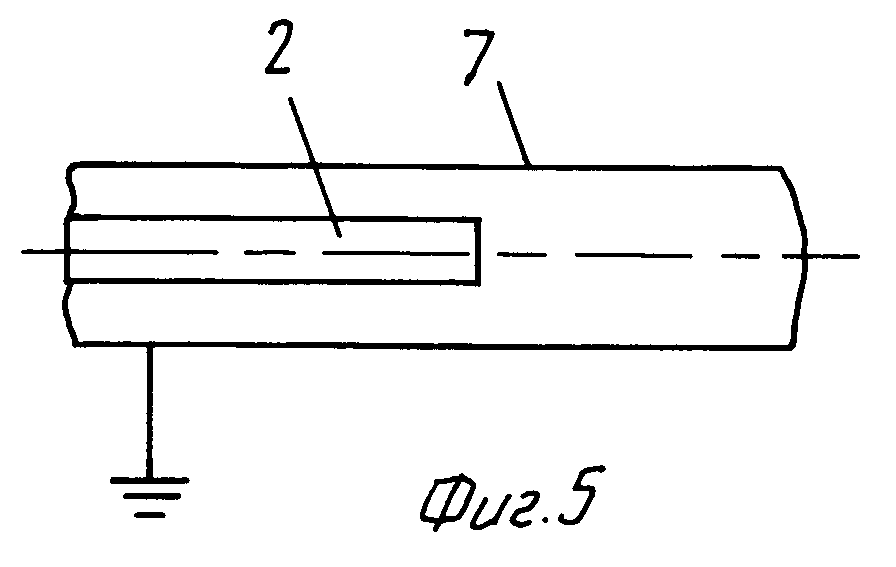
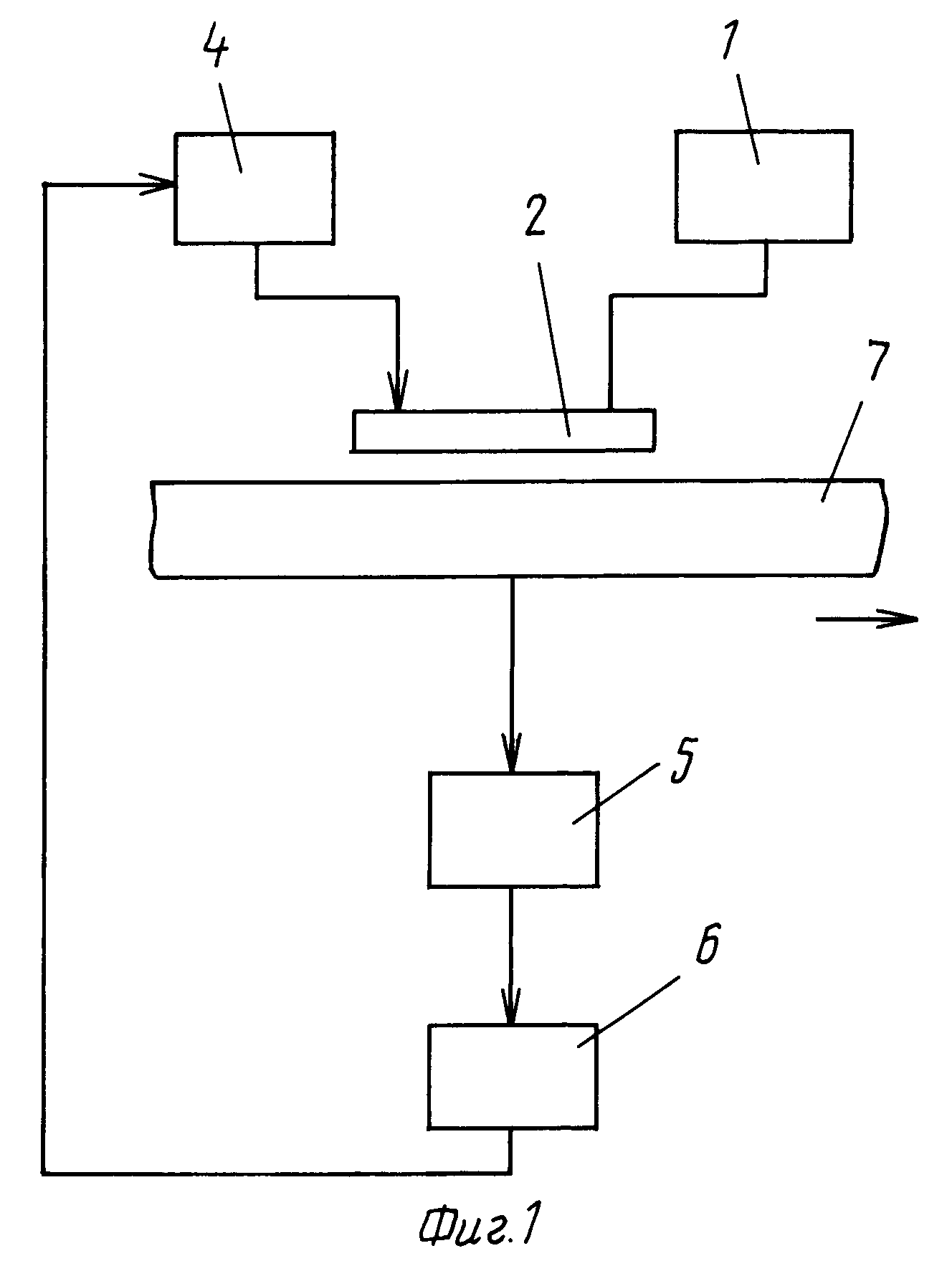
На фиг. 1 представлена принципиальная схема реализации способа; на фиг. 2 установка для односторонней обработки объектов с плоской поверхностью; на фиг. 3 схема взаимного расположения обрабатываемого объекта и анодов при нанесении одинаковых по толщине слоев на его стороны; на фиг. 4 то же, при различной толщине наносимых слоев; на фиг. 5 схема обработки внутренней поверхности объекта.
Устройство состоит из источника постоянного тока 1, положительный полюс которого соединен с электродом 2 (анодом), в котором могут быть выполнены каналы 3 для подачи в рабочую зону электропроводящего агента, например, электролита из питателя 4. Для отделения шлама от электролита устройство снабжено блоком 5 с фильтрами грубой и тонкой очистки, а для обеспечения циркуляции электролита насосами 6.
Устройство может быть выполнено с системой циркуляции электролита, однако не исключены варианты подачи его в других производствах.
Обрабатываемый объект 7 соединен с отрицательным полюсом источника постоянного тока 1 или заземлен. Для сбора электролита анод 2 и обрабатываемый объект 7 помещены в рабочую камеру 8, имеющую выходной канал, направляющий поток использованного электролита в блок 5 очистки.
Между обрабатываемым объектом 7 и анодом 2 может быть расположен спрейер 9, позволяющий рассеивать потоки электролита, направляемые через отверстия 3 в аноде 2 на обрабатываемую поверхность объекта 7.
Над анодом 2 может быть установлен распределительный коллектор 10, обеспечивающий подачу электролита от питателя 4 и напорного трубопровода в каналы 3 анода 2.
Рабочая камера 8 выполнена из условия обеспечения продольного сквозного перемещения обрабатываемого объекта 7 с целью обработки всей его поверхности.
Анод 2 установлен в рабочей камере 8 эквидистантно на некотором расстоянии от обрабатываемого объекта 7, определяемом из условия формирования на поверхности последнего устойчивого во времени слоя 11 электроразрядной плазмы.
Способ реализуют следующим образом.
В зависимости от поставленных задач (очистка поверхности объекта 7 или нанесение на нее защитного или иного слоя металла) в рабочей камере 8 устанавливают анод 2 соответственно из химически инертного материала или материала наносимого покрытия, после чего обрабатываемый объект 7 располагают в рабочей камере 8 эквидистантно аноду 2, заземляют или подключают его к отрицательному полюсу источника постоянного тока 1 и подают электропроводящий агент, например, электролит, в зону обработки поверхности объекта 7. Для этого по периметру анода 2 устанавливают соединенные с напорным трубопроводом форсунки или в его теле выполняют каналы 3, равномерно расположенные по площади анода 2.
Расстояние между анодом 2 и обрабатываемым объектом 7 определяют из условия формирования устойчивого слоя 11 плазмы на поверхности объекта, которое зависит от целого ряда факторов.
Слой 11 плазмы удаляет загрязнения с обрабатываемой поверхности (ржавчина, окалина, нефтепродукты и т.д.), продукты разложения и разрушения которых выносятся потоком электролита, а затем, после сбора последнего, отделяются в блоке 5 при помощи различных фильтров.
Очищенный электролит насосами 6 подают в питатель 4, а затем повторно используют в процессе обработки. Из питателя 4 электролит может подаваться принудительно, с использованием насосных установок или самотеком.
Подаваемый через каналы 3 анода 2 электролит могут дополнительно рассеивать за счет спрейера 9, который устанавливают в непосредственной близости от анода 2. Это позволяет повысить качество обработки за счет повышения однородности потока электролита.
В случае, если анод 2 выполнен из определенного материала, металла (медь, никель и др.) или сплава, процесс очистки поверхности объекта 7 совмещается с нанесением покрытия из материала этого анода. В этом случае имеет место проникновение материала покрытия в обрабатываемую поверхность объекта 7.
Если размеры обрабатываемого объекта 7 превышают размеры анода 2, процесс ведут, перемещая этот объект периодически, по мере достижения требуемого результата, или постоянно.
Данная технология позволяет осуществлять одновременно обработку противоположных поверхностей объекта 7, для чего его располагают между двумя параллельно установленными анодами 2, при этом в случае равенства расстояний до обоих анодов 2 на поверхностях формируют равные по толщине покрытия, а сместив его относительно равноудаленного положения, получают разные по толщине покрытия.
Для обработки внутренних поверхностей различных объектов 7, например, тел вращения (трубы и т.п.) аноды 2 располагают внутри этих объектов, для чего предпочтительно пользоваться анодом 2 стержневой формы. Обработку труб также можно проводить одновременно снаружи и изнутри, однако в этом случае формы используемых анодов 2 совпадать между собой не будут.
Использование изобретения позволит значительно сократить расход материалов на формирование покрытий различного назначения за счет высокой прочности их соединения с материалом объекта 7 и большей долговечности, а также возможности уменьшения толщины этих покрытий. Кроме того,имеется возможность значительно уменьшить вредные испарения в процессе обработки, автоматизировать процесс, улучшив тем самым условия труда. Это позволяет отнести данное предложение к числу природоохранных и ресурсосберегающих, обеспечивающих высокую экологическую безопасность.
Реферат
Изобретение относится к металлургической промышленности, может быть использовано для очистки поверхностей от загрязнений и/или нанесения на них покрытий и позволяет повысить качество и долговечность покрытий, обеспечить равномерность их толщины, а также упростить используемое оборудование и технологический процесс. Устройство содержит элементы для принудительной подачи электролита в зону обработки, систему сбора и очистки его от загрязнений и предполагает эквидистантную установку анода относительно обрабатываемой поверхности, при этом в аноде могут быть выполнены каналы для подачи электролита. Способ предусматривает формирование на обрабатываемой поверхности слоя электроразрядной плазмы за счет эквидистантно расположенного анода. Для очистки поверхностей предполагается использование анода из химически инертного материала, например углерода. Возможны одновременное нанесение покрытий на противоположных поверхностях одинаковой и разной толщины, для чего объект располагают соответственно на равном или отличающихся друг от друга расстояниях от двух параллельно установленных анодов, а также на внутренней поверхности объектов, для чего анод располагают во внутренней их полости. 2 с. и 8 з.п.ф-лы 5 ил.
Комментарии