Способ получения композиционных покрытий на основе золота - RU2191227C2
Код документа: RU2191227C2
Чертежи
Описание
Область техники
Изобретение относится к гальванотехнике и более
точно к способам получения композиционных электрохимических покрытий (КЭП) на основе золота.
В радиоэлектронике золото применяется для покрытия различного рода контактов с целью обеспечения стабильного переходного сопротивления в самых жестких условиях эксплуатации. Покрытия на основе золота очень широко используются для декоративных целей в ювелирной и часовой промышленности.
Композиционные покрытия представляют собой металлическую матрицу, в данном случае, из золота, содержащую дисперсную фазу, в частности, твердые и сверхтвердые частицы. Такие покрытия, как правило, обладают повышенными физико-механическими характеристиками и износостойкостью. В ряде случаев уменьшается пористость и увеличиваются антикоррозионные свойства. Наиболее широкое распространение получили покрытия, в которых эти характеристики определяет, в основном, дисперсная фаза, а металл только связывает дисперсные частицы между собой и поверхностью изделия.
Предшествующий уровень техники
По современным данным немецкой фирмы "Gramm Technik" дисперсионное упрочнение и усиление коррозионной стойкости (никеля, олова, свинца, хрома, золота,
серебра и рутения) за счет использования мелкодисперсных частиц твердых материалов-наполнителей (SiC, B4C, Si3N4 или алмазы (природные или статического синтеза))
определяется количеством и размерами вводимых твердых частиц. Между обоими факторами существует определенная взаимосвязь:
1) чем меньше размер частиц, тем покрытие тверже;
2) при
слишком крупном размере частиц снижается процент их содержания в матрице, а это означает снижение вышеописанных параметров.
При этом оптимальным считается процент содержания твердых частиц 10-25% в матрице при их размере 1-5 мкм.
По данным российских источников [Е.М.Соколовская, Физико-химия композиционных материалов, изд. МГУ, 1976 г., с. 230] физико-химические, механические и антикоррозионные свойства различных композиционных покрытий достигают максимальных значений при содержании дисперсной фазы 5-10% (об.) и при уменьшении этой фазы до 0,5 мкм.
Принято считать, что дальнейшее уменьшение размеров частиц ведет к уменьшению их содержания в покрытии и, как следствие, к ухудшению качества покрытий.
Как правило, композиционные покрытия с диспергированными в них частицами получают методом осаждения из электролитов, содержащих соль осаждаемого металла и дисперсную фазу. Состав электролита и свойства дисперсной фазы, в том числе размер, природа, устойчивость частиц к седиментации и коагуляции, определяют качество получаемого покрытия.
Известно значительное число различных электролитов золочения. Наиболее распространены цианистые электролиты для золочения: щелочные и кислые [справочник "Гальванические покрытия в машиностроении", Москва, изд. "Машиностроение", 1985 г. , т. 1., стр. 220-227]. И те, и другие содержат дицианоаурат калия.
В щелочных электролитах, как правило, используют небольшую плотность тока (0,3-0,5 А/дм2), при этом обеспечивается высокая рассеивающая способность и мелкокристаллическая структура катодных осадков.
Кислые цианистые электролиты позволяют вести процесс при значительно больших плотностях тока (до 1, 5 А/дм2). Однако рассеивающая способность их падает, по сравнению с щелочными, в 2-2,5 раза. К недостаткам их относят также низкий выход по току (40-50%), повышение внутренних напряжений.
Разработаны также: железистосинеродистые электролиты, где золото вводят в виде хлорида золота; сульфатноэтилендиаминовые (на основе комплекса Na3Au(SO3 )3, Na2SO4 и эгилендиамина или трилона Б). Все они по качеству получаемых осадков и другим показателям уступают цианистым кислым электролитам [справочник "Гальванические покрытия в машиностроении", Москва, изд. "Машиностроение", 1985 г., т. 1., стр. 220-227].
К аминосодержащим электролитам золочения относятся электролиты, содержащие KAu(CN)2, соли фосфорной кислоты с гексаметилентетрамином [Авт. св. СССР 1788096, C 25 D 3/48, публ. 13.06.91], KAu(CN)2, лимонную кислоту, этилендиаминтетрауксусной кислоты [Авт. св. СССР 1663054, C 25 D 5/18, публ. 06.03.89] , растворимую соль золота и аминосоединение [заявка Японии 4 - 19136, публ. 92.03.30].
Разработаны электролиты золочения, содержащие добавки различных элементов: солей талия [заявка Японии 5 - 53879, публ. 93.08.11], мышьяка [пат. США 5318687, публ. 94.06.07], индия [заявка Германии 4204087, C 25 D 3/48, публ. 19.08.93], соли алкилсульфоновых или оксиалкилсульфоновых кислот [пат. Швейцарии 680370, C 25 D 3/56, публ. 92.08.14].
Всем покрытиям, полученным из указанных выше электролитов, свойственна низкая износостойкость.
Наиболее близким к предлагаемому изобретению является способ нанесения покрытий на основе золота из этилендиаминового электролита, содержащего (г/л): золота (металл) - 4-8, сульфат натрия - 200, фторид натрия - 20, этилендиамин - 14, корунд - 50-100; температура 35-40oС; катодная плотность тока 0,2-0,5 А/дм2 [М. А. Беленький, А.Ф. Иванов, Электроосаждение металлических покрытий, М., Металлургия, 1985, с. 195-196].
КЭП "золото - корунд" содержит частицы корунда 4-5 мас.% и характеризуются повышенной износостойкостью (в 4-5 раз больше, чем у осадков из чистого золота).
Недостатками прототипа являются:
1) недостаточно высокая износостойкость КЭП "золото - корунд";
2) повышение переходного
сопротивления из-за значительного количества непроводящего корунда в КЭП, что особенно существенно при нанесении покрытий на высокоточные электрические контакты;
3)
высокая концентрация
инертной добавки (корунда) в электролите, что усложняет процесс нанесения КЭП;
4) повышенный износ контртела при использовании данных КЭП.
Задачей настоящего изобретения является получение технического результата, который выражается в повышении механических свойств композиционного покрытия на основе золота - износостойкости и твердости при сохранении высоких электрофизических характеристик.
Раскрытие изобретения
В основу данного изобретения положена задача создать такой способ получения композиционного покрытия
на основе золота,
который позволил бы получать покрытия с повышенной износостойкостью при малом расходе не растворимых в электролите ультрадисперсных частиц по простой технологии.
Эта задача решается тем, что предлагается такой способ получения композиционных покрытий на основе золота путем электрохимического осаждения из электролита золочения, содержащего взвесь твердых нерастворимых частиц, в котором, согласно изобретению, в качестве твердых нерастворимых частиц используют коллоидные кластерные частицы алмаза с размерами частиц 0,001-0,120 мкм (размер определен по уширению рентгеновских линий на рентгенометре фирмы Rigaku, Япония) в количестве 0,1-35 г/л.
Лучший вариант осуществления изобретения
В качестве электролитов золочения
используют любые электролиты
золочения, в первую очередь, цианистые кислые (цитратные), цианистые щелочные и железистосинеродистые электролиты.
Предложенный способ позволяет получать плотные мелкокристаллические светлые полублестящие золотые покрытия, содержащие 0,01-1,0 мас.% алмаза, обладающие высокой износостойкостью, характерной для КЭП, упрочненных дисперсными добавками и одновременно повышенными электрофизическими и технологическими свойствами - на уровне чисто золотых покрытий.
Примененные по данному способу кластерные алмазы представляют собой частицы, по форме близкие к сферическим или овальным, не имеющие острых кромок (неабразивные). Такие алмазы образуют седиментационно и коагуляционно устойчивые системы в электролитах как при рабочей концентрации компонентов, так и при повышенной (в концентратах электролитов).
В настоящее время синтез УДА (ультрадисперсные алмазы) производится чаще всего путем подрыва специально подготовленных зарядов из смесевых составов тротил-гексоген во взрывных камерах, наполненных неокислительной средой. [Сакович Г.В., Петров Е.А., Брыляков П.М. и др. Доклады АН СССР, 1990, 314, 4, с. 1201]. Получаемая при этом алмазная шихта (смесь алмазов с неалмазными формами углерода) подвергается химической очистке, самой совершенной из которых является обработка алмазной шихты в среде азотной кислоты при высоких температурах и давлении с последующей промывкой [Патент России 2109683, кл. С 01 В 31/06, публ. 5.03.96 г. Способ выделения синтетических ультрадисперсных алмазов. В. Ю. Долматов, В.Г. Сущев, В.А.Марчуков, Патент России 2046094, С 01 В 31/04, публ. 20.10.95 г. Синтетический алмазосодержащий материал. В.Ю. Долматов, В.А. Марчуков, В.Г. Сущев].
УДА имеют классическую кубическую (алмазную) кристаллическую решетку с большими поверхностными дефектами, что обусловливает значительную поверхностную энергию таких кристаллов. Избыточная энергия поверхности частиц УДА компенсируется путем образования многочисленных поверхностных групп, образуя на поверхности оболочку ("бахрому") из химически связанных с кристаллом гидроксильных, карбонильных, карбоксильных, нитрильных, хиноидных и прочих групп, представляющих собой различные устойчивые сочетания углерода с другими элементами используемых взрывчатых веществ - кислородом, азотом и водородом [Долматов В.Ю. и др., ЖПХ, 1993, т. 66. 8, с. 1882]. Существовать без такой оболочки в обычных условиях микрокристаллиты УДА не могут - это неотъемлемая часть кластерных нано-алмазов, в значительной мере определяющая их свойства.
Т. о. , УДА сочетают в себе парадоксальное начало - сочетания одного из самых инертных и твердых веществ в природе - алмаза (ядро) с достаточно химически активной оболочкой в виде различных функциональных групп, способных участвовать в различных химических реакциях.
С точки зрения морфологии УДА представляют собой порошок с удельной поверхностью 150-450 м2/г и объемом пор 0,3-1,5 см3/г (в сухом состоянии). В суспензии агрегаты УДА могут иметь размер до 50 нм (0,05 мкм) при условии специальной обработки. Средний размер индивидуальных кристалликов алмаза 4-6 нм (0,004-0,006 мкм), обычно их размер укладывается в диапазон от 1 до 120 нм (0,001-0,120 мкм) [V.Yu. Dolmalov, Journal of Supеrhard Materials, vol. 20, N4, pp. 70-73, 1998].
Введеные в электролит УДА характеризуются мощными адсорбционными свойствами, связывая золотосодержащие кислотные или основные остатки, что повышает катодную поляризацию и, соответственно, способствует образованию мелкокристаллических осадков и позволяет избежать контактного выделения золота.
Адсорбционная емкость УДА составляет от 1 до 10 мкг•экв/м2. Это позволяет частицам алмаза адсорбировать от 30 до 870 мг золота на 1 г введенных алмазов и участвовать в транспорте золотосодержащих ионов к поверхности катода.
Положительный эффект, выражающийся в получении золотоалмазных КЭП с повышенными механическими характеристиками при сохранении высоких электрофизических характеристик достигается по заявленному способу при концентрации УДА в электролите золочения от 0,1 до 35 г/л. В этом интервале концентраций реализуется равновесие адсорбционно-связанных и растворимых комплексов золота, благоприятное для соосаждения металла и частиц дисперсной фазы. Уменьшение концентрации УДА ниже 0,1 г/л приводит к снижению катодной поляризации и образованию крупнокристаллических осадков, которые имеют низкие показатели износостойкости. Повышение концентрации УДА более 35 г/л приводит к включению в покрытие рыхлых агрегатированных частиц, нарушению однородности осадка и ухудшению его механических и электрофизических характеристик.
Частицы УДА в процессе электроосаждения золота внедряются в осадок и оказывают существенное влияние на структуру и свойства последнего. Процесс упрочнения происходит вследствие помех, создаваемых частицами, перемещения дислокаций в плоскости их скольжения. Известно также, что поры и частицы в материале препятствуют росту зерен. При уменьшении размеров частиц и неизменной их объемной концентрации расстояние между частицами уменьшается, что приводит к образованию тонких пленок металла, которые обладают большей прочностью, чем компактный материал.
Частицы УДА, в силу их очень малого размера и химической активности поверхности, включаясь в осадок золота, не ухудшают его электрофизических свойств, как это имеет место для КЭП "золото-корунд" согласно прототипу. Малый размер частиц УДА способствует их равномерному распределению и рассеиванию в объеме металлической матрицы, т.к. движение таких частиц в жидкости является броуновским. Сорбционно активная поверхность УДА служит местом концентрирования примесных атомов, что позволяет повышать чистоту собственно золота и, следовательно, электропроводность получаемого КЭП.
Износостойкость полученных золотоалмазных покрытий возрастает в 1,7-3,2 раза по методу Bosch-Weitmann и в десятки раз по методу ЛТИ им. Ленсовета. С ростом содержания УДА в осадке (от 0,01 до 1,0 мас.%) наблюдается повышение износостойкости КЭП.
Измельчение зерна осадка при электроосаждении из электролита-суспензии происходит из-за внедрения частиц УДА в матрицу, а также в результате механического воздействия этих частиц на поверхность матрицы в процессе осаждения.
Движущиеся коллоидные частицы УДА оказывают депассивирующее действие на анодные процессы, что позволяет интенсифицировать процесс осаждения за счет использования более высоких плотностей тока (см. пример II). При осаждении покрытий из УДА-содержащего электролита наблюдается сглаживающее действие частиц алмаза, которые предупреждают образование дендритов, получающихся, как правило, при золочении из чистого электролита.
Электролиты золочения, содержащие УДА в указанных количествах, обладают высокой стабильностью, обусловленной малыми размерами частиц алмаза, их химической стойкостью и гидрофильными свойствами поверхности наноалмазов.
В отличие от других КЭП полученное золотоалмазное покрытие имеет склонность к пайке такую же, как и для чистого золота, причем она практически не изменяется при длительном хранении.
Содержание УДА в электролитах золочения составляет 0,1-35 г/л. Повышение содержания УДА выше 35 г/л приводит к сильному загущению и структурированию электролитов, что затрудняет конвекцию электролита и протекание тока. При уменьшении содержания УДА в электролите ниже 0,1 г/л значительно снижается качество покрытия.
Температуру электролита и его состав поддерживают в принятых для конкретного гальванического процесса пределах, добавка УДА не меняет эти параметры. Катодную плотность тока подбирают в принятом рабочем диапазоне этого параметра в зависимости от состава электролита.
Комплекс свойств покрытий, получаемых по предлагаемому способу, и простота процесса делают способ конкурентоспособным с любым из известных методов нанесения композиционных золотых покрытий.
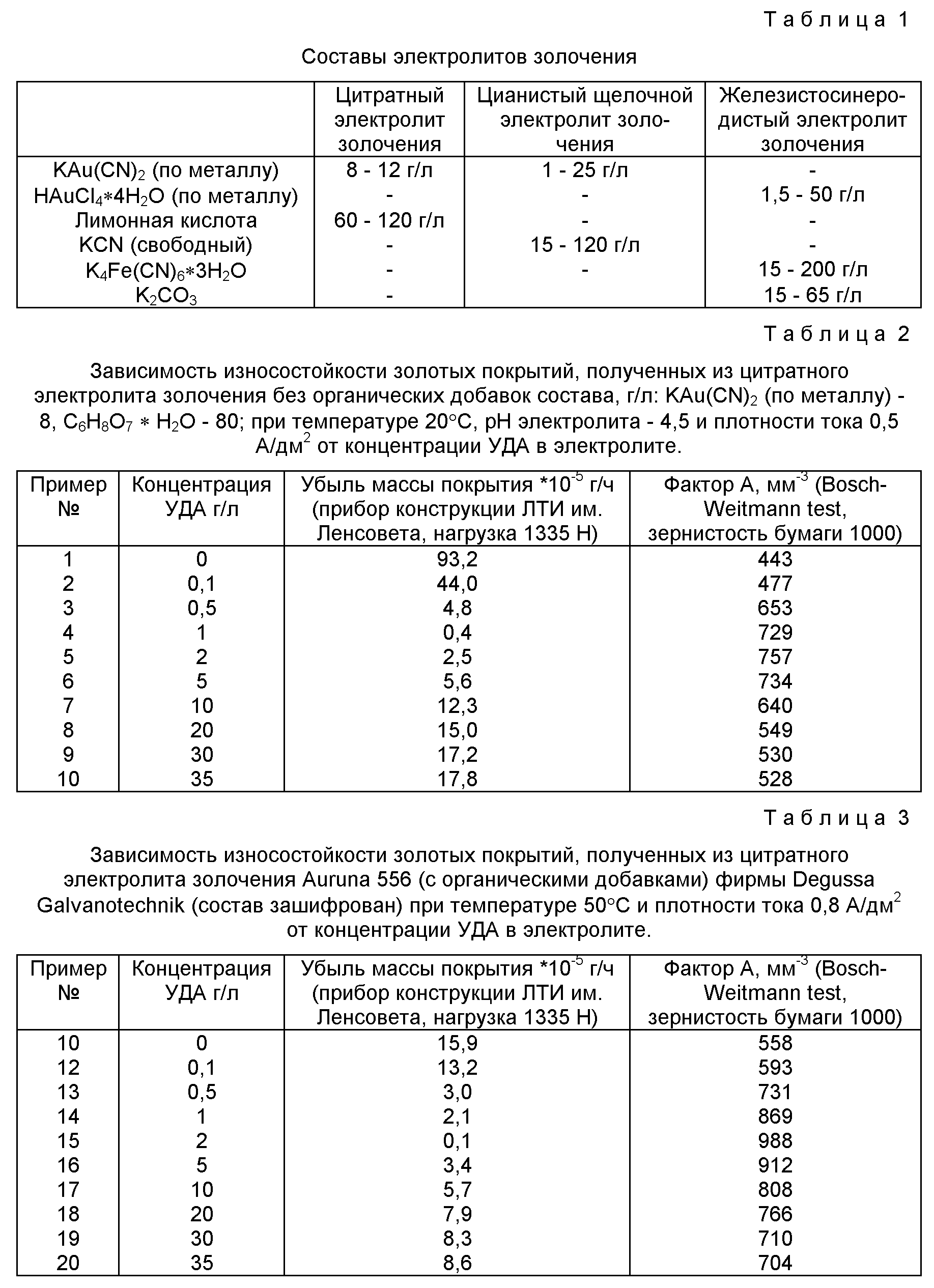
Основные исследования велись на 3-х различных (по классам) электролитах в пределах указанных диапазонов, приведенных в таблице 1. Также исследовали цитратный электролит с добавками Auruna 556 фирмы Degussa Galvanotechnik, состав которого зашифрован. (Работы проводились в Научно-исследовательском институте благородных металлов и металлохимии, г. Швабиш-Гмюнд, ФРГ).
Испытания износостойкости проводили на приборе, разработанном в ЛТИ им. Ленсовета [П. М.Вячеславов, И.М.Шмелева. Методы испытаний электролитических покрытий, Ленинград, изд. "Машиностроение", 1977 г., стр. 68-70]. Конструкция этого прибора обеспечивает возвратно-поступательное движение образца с исследуемым покрытием по неподвижным плоскопараллельным стальным пластинам, предварительно покрытым хромом из электролита твердого хромирования. Латунные образцы (Л62) в форме диска площадью 0,34 дм2 предварительно покрывали из исследуемых электролитов золотом, толщиной 2-3 мкм при различных плотностях тока. Съемные гири различного веса, помещаемые на штифт привода образца, обеспечивают варьирование нагрузки на образец во время истирания. Испытания проводились при нагрузке на диск с золотым покрытием 1335 Н, 1640 Н и 1815 Н. По истечении каждого часа с пластин и дисков протиркой этиловым спиртом удаляли продукты истирания и производили взвешивание образцов. Износостойкость покрытий определяли по убыли масс образцов с покрытиями за время испытаний, которое ограничивали либо истиранием 30% массы покрытия, либо 45 часами.
Испытания износостойкости также проводили по методике Bocsh-Wietmann test с использованием истирательной машины тип 317 фирмы Erichsen. Конструкция этого прибора обеспечивает истирание исследуемого покрытия абразивной бумагой, которая закреплена на вращающемся барабане. Барабан может вращаться только в одном направлении, поэтому для каждого нового цикла истирания "туда - обратно" (фреттинг - шага) поверхность абразивной бумаги автоматически обновляется. При проведении испытаний использовали абразивную бумагу с зернистостью 1000, 2400 и 4000. Золотые покрытия толщиной 3-4 мкм наносили на бронзовые образцы (CuSn6) прямоугольной формы площадью 0,2 дм2 из исследуемых электролитов при различных плотностях тока и устанавливали в штатное место на приборе. Положение образца и нагрузки на него фиксируются поджимной платформой. Истирание проводили на четырех участках образца по 100 фреттинг-шагов на каждом. Уменьшение толщины покрытия в каждом случае не превышало 10%, что требовалось согласно используемой методики для исключения влияния подложки, па которую проводилось осаждение образцов покрытий.
Износостойкость покрытий определяли измерением убыли масс образцов с покрытиями в течение испытаний. Согласно
используемой методике количественной характеристикой износостойкости служил фактор А,
показывающий количество фреттинг-шагов, требуемых для истирания 1 мм3 покрытия, и вычисляемый по
формуле:
где d - плотность покрытия, г/см3;
N - количество фреттинг-шагов;
m0 - масса образца до испытания, г;
m - масса образца после испытания, г.
Увеличение фактора А соответствует повышению износостойкости покрытий.
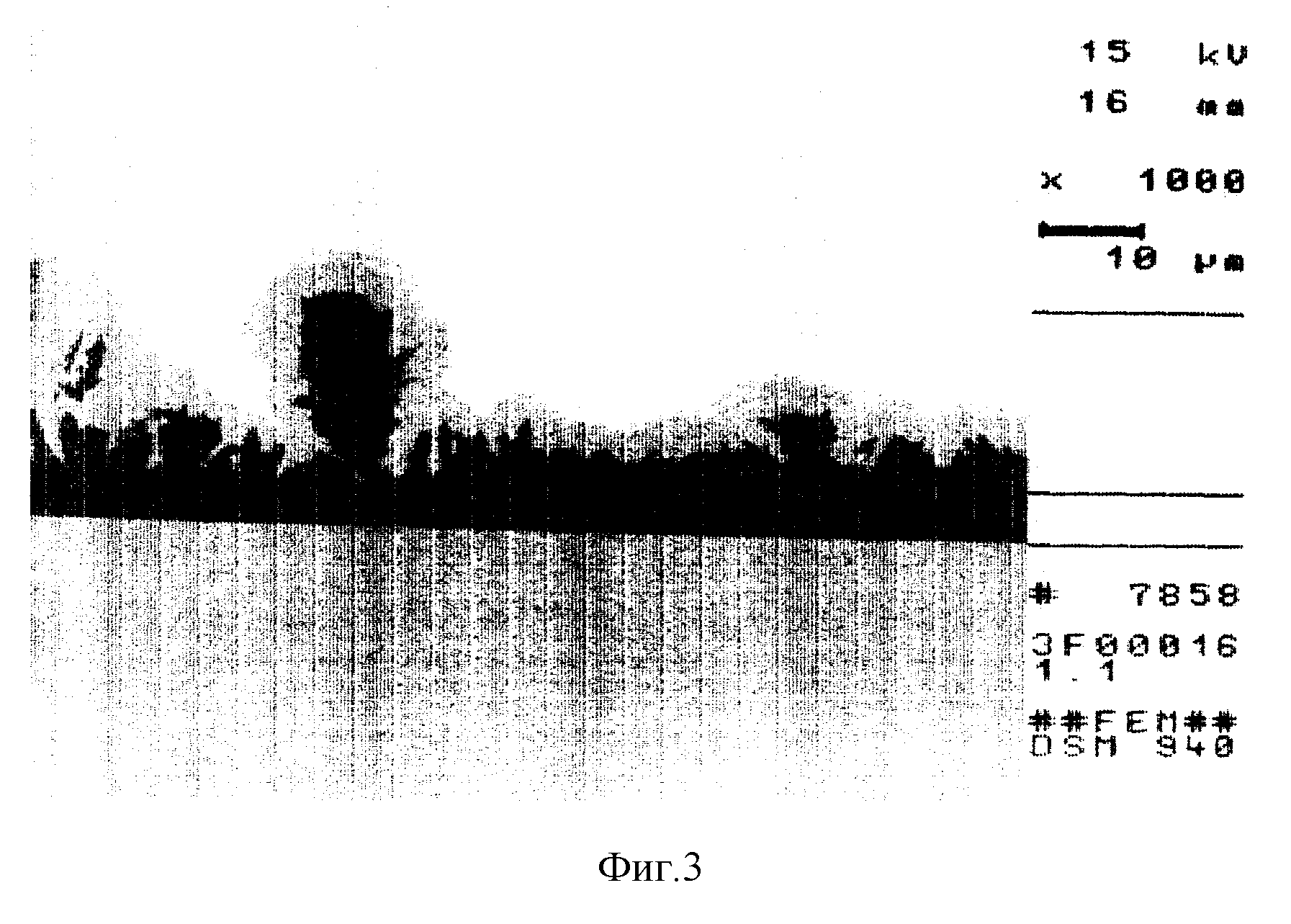
Для изучения строения осадка использовали метод поперечных шлифов. Покрытия из исследуемых электролитов осаждали на бронзовые образцы (CuSn6). Толщина покрытий составила приблизительно 10 мкм. Поперечные шлифы изготавливали по известной методике и изучали на оптической системе Polyvar-Met 6526-04 фирмы Retchert/Jung (Lеica) и на электронном микроскопе DSM 940 фирмы ZEISS.
Способ получения композиционных покрытий на основе золота прост в технологическом исполнении и осуществляется следующим образом.
В подготовленный известными методами электролит золочения вводят) 3-10%-ный коллоид УДА. Содержание УДА в электролите составляет 0,1-35 г/л. Обрабатываемое изделие, которое служит катодом, погружают в ванну с электролитом. Используют нерастворимые аноды (например, платинированный титан или нержавеющая сталь) или растворимые золотые аноды. Ванну изготавливают из материала, стойкого к действию электролита. Перед началом работы электролит перемешивают механически или продувкой газом. В дальнейшем устанавливают гидродинамический режим, соответствующий условиям электролиза. Так, в некоторых случаях, перемешивания в процессе электролиза не проводят, а устойчивость суспензии УДА в электролите обеспечивается их свойствами, а также за счет тепловой конвекции электролита.
Толщину наносимых покрытий устанавливают в зависимости от назначения изделия.
В период работы ванны с УДА осуществляют анализ и необходимую корректировку ее состава. Подготовку изделий к нанесению покрытий, а именно, механическую обработку, обезжиривание, травление, удаление окисных пленок, также выполняют известными методами.
Для лучшего понимания настоящего изобретения приводятся конкретные примеры. Приведенные составы электролитов в таблице 1 не исключают возможность введения в них различных добавок. Следует учитывать, что такие добавки могут взаимодействовать с УДА и вызывать образование фрактальных кластеров, коагуляцию и седиментацию алмазов, что может снизить эффективность процесса и качество покрытия.
Пример I.
В дистиллированной воде, предварительно нагретой до 60oС, растворяют 5,9 г KАu(CN)2. В другой порции дистиллированной воды растворяют 40 г лимонной кислоты и с помощью 20% раствора КОП доводят рН раствора до 4,5. В него при непрерывном перемешивании добавляют раствор КАu(СN)2 . Затем вводят 96 мл 9,6%-ной водной суспензии УДА. Количество УДА в электролите составляет 2,0 г/л (образец 5, табл. 2). Полученный раствор доводят до объема 0,5 л и заливают в ванну. Завешивают в ванну аноды из платинированного титана. Обрабатываемое изделие служит катодом.
Изделие предварительно тщательно очищают, обезжиривают в известных химических и (или) электрохимических ваннах, промывают и присоединяют к электрической шине катода.
Используют стандартные источники постоянного тока с регулируемыми напряжением и током.
Изделие помещают в электролит, задают плотность тока 0,5 А/дм2. Скорость осаждения покрытия составляет 0,13 мкм/мин.
Для всех других образцов в электролите меняли содержание УДА, все операции по приготовлению растворов были выполнены аналогично описанному выше.
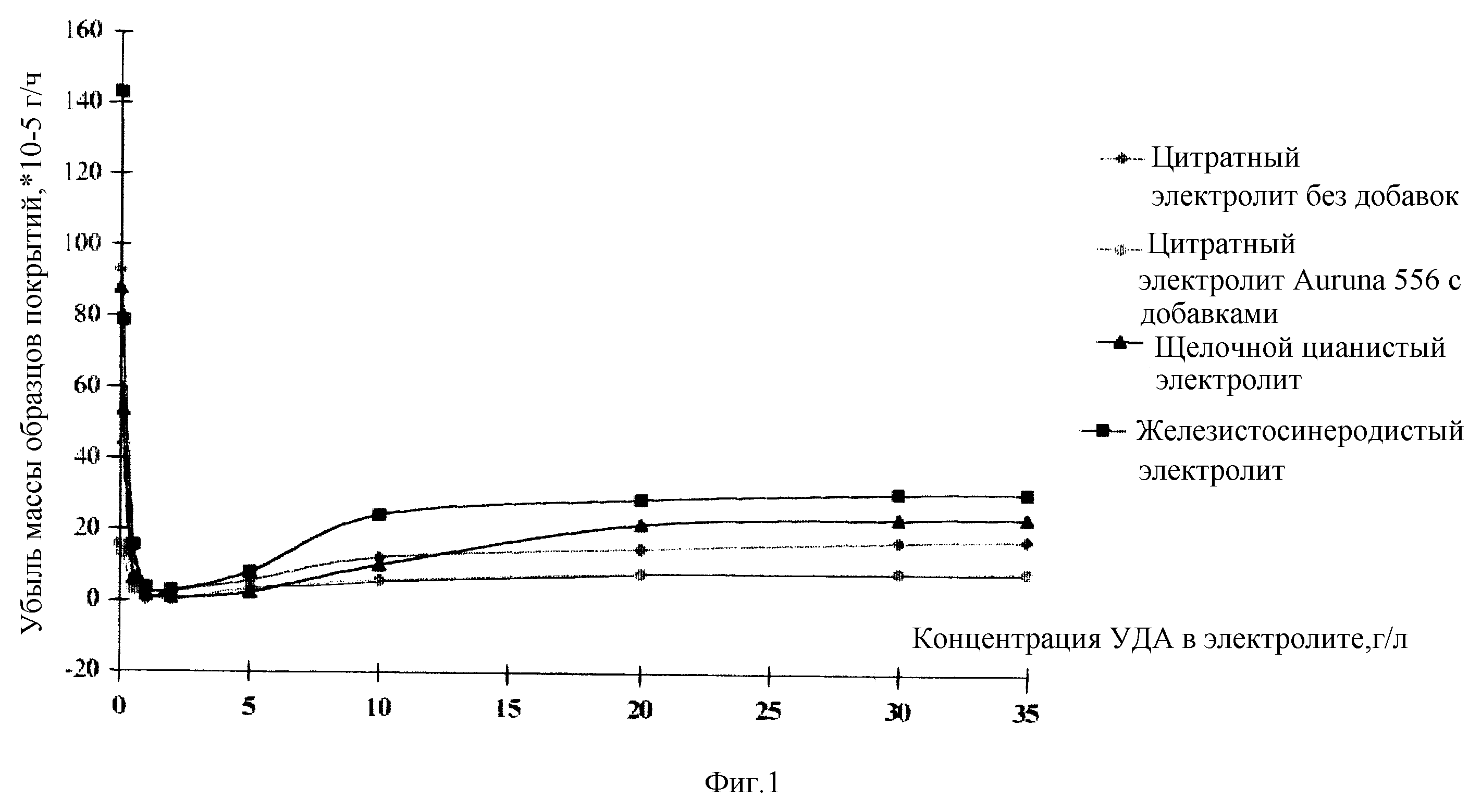
При истирании на приборе конструкции ЛТИ им. Ленсовета (табл. 2 и фиг.1) убыль массы образцов, полученных из электролитов в присутствии УДА, по сравнению с образцами, полученными из электролитов без УДА, снижается. В области оптимальных концентраций УДА в электролите эта убыль в 40-230 раз меньше, чем у образцов без УДА. Согласно полученным данным, можно констатировать рост износостойкости получаемых золотых покрытий при введении УДА в электролит.
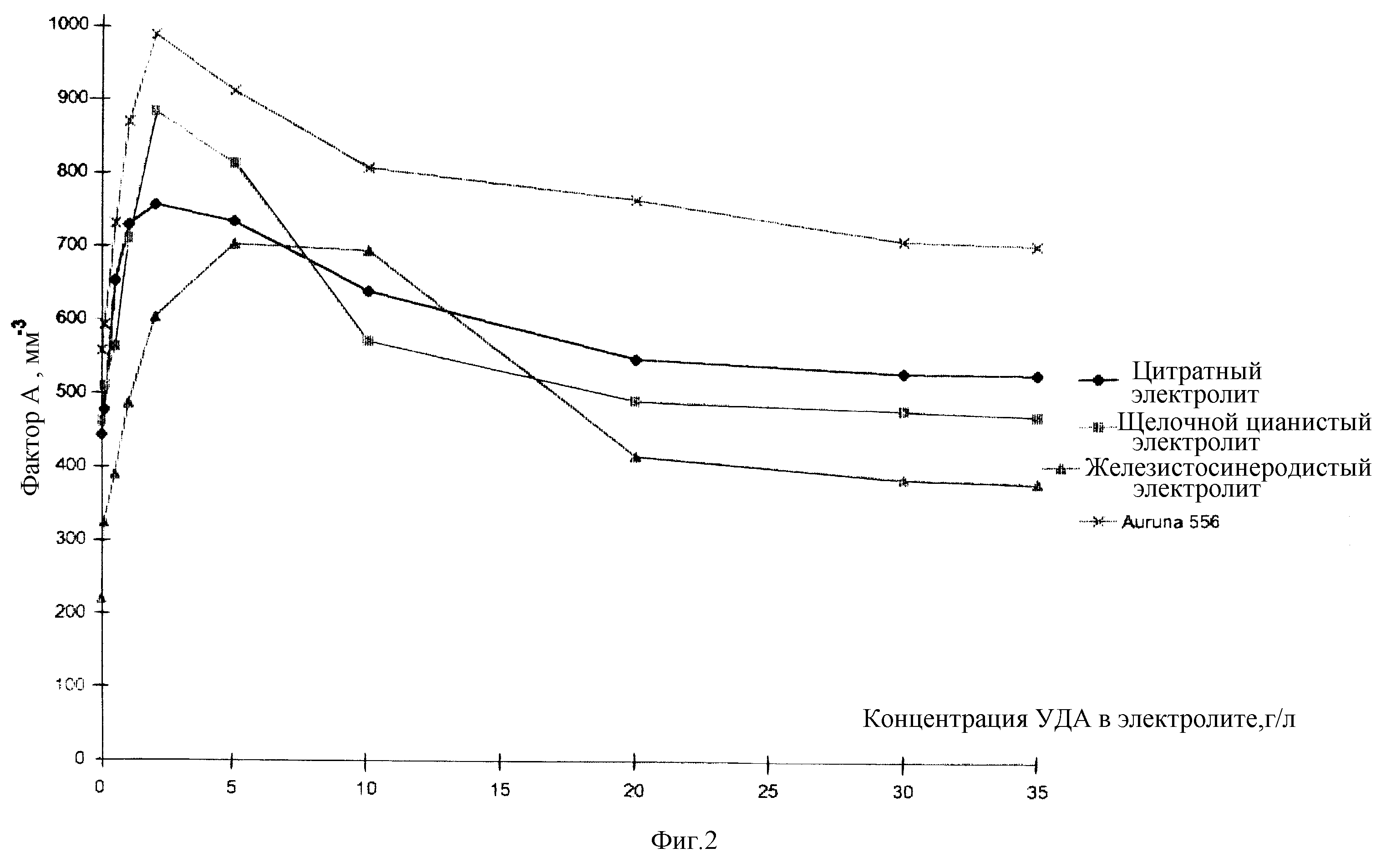
При проведении испытаний по методике Bosch-Weitmann test (табл. 2 и фиг. 2) вычисляемый фактор А, характеризующий износостойкость покрытий, увеличивается для образцов, полученных из электролитов в присутствии УДА по сравнению с образцами, полученными из электролитов без УДА, и в области оптимальных концентраций УДА в электролите его значение в ~1,7 выше, чем для образцов без УДА.
Таким образом, рост износостойкости золотых покрытий при введении УДА в цитратный электролит золочения без органических добавок подтверждается двумя независимыми способами, причем полученные с их помощью зависимости износостойкости от концентрации УДА в электролите носят симбатный характер.
Изучение строения покрытий методом поперечных шлифов при помощи электронного микроскопа DSM 940 фирмы ZEISS (работы проводились в Научно-исследовательском институте благородных металлов и металлохимии г. Швабнш-Гмюнд, ФРГ) показало, что введение в электролит 2,0 г/л УДА улучшает распределение осаждаемого металла по поверхности подложки и способствует формированию более равномерных осадков, что в свою очередь определяет их функциональные свойства (фиг.3 и 4).
Пример II.
В 0.5 л готового электролита Auruna 556 вводят 24 мл 9,6%-ной водной суспензии УДА. Количество УДА в электролите составляет 0,5 г/л (образец 13, табл. 3). Полученный раствор заливаюn в ванну. Все последующие операции выполняют согласно примеру 1. Задают плотность тока 0,8 А/дм2. Скорость осаждения покрытия составляет 0,43 мкм/мин.
Для всех других образцов в электролите меняли содержание УДА, все операции по приготовлению растворов были выполнены аналогично описанному выше.
При истирании на приборе конструкции ЛТИ им. Ленсовета (табл. 3 и фиг.1) убыль массы образцов, полученных из электролитов в присутствии УДА, по сравнению с образцами, полученными из электролитов без УДА, снижается. В области оптимальных концентраций УДА в электролите эта убыль в 8-160 раз меньше, чем у образцов без УДА. Согласно полученным данным можно констатировать рост износостойкости получаемых золотых покрытий при введении УДА в электролит.
При проведении испытаний по методике Bosch-Weitmann test (табл. 3 и фиг. 2) вычисляемый фактор А, характеризующий износостойкость покрытий, увеличивается для образцов, полученных из электролитов в присутствии УДА по сравнению с образцами, полученными из электролитов без УДА, и в области оптимальных концентраций УДА в электролите его значение в ~ 1,8 раз выше, чем для образцов без УДА.
Таким образом, рост износостойкости золотых покрытий при введении УДА в нитратный электролит золочения Auruna 556 (с органическими добавками) подтверждается двумя независимыми способами, причем полученные с их помощью зависимости износостойкости от концентрации УДА в электролите носят симбатный характер.
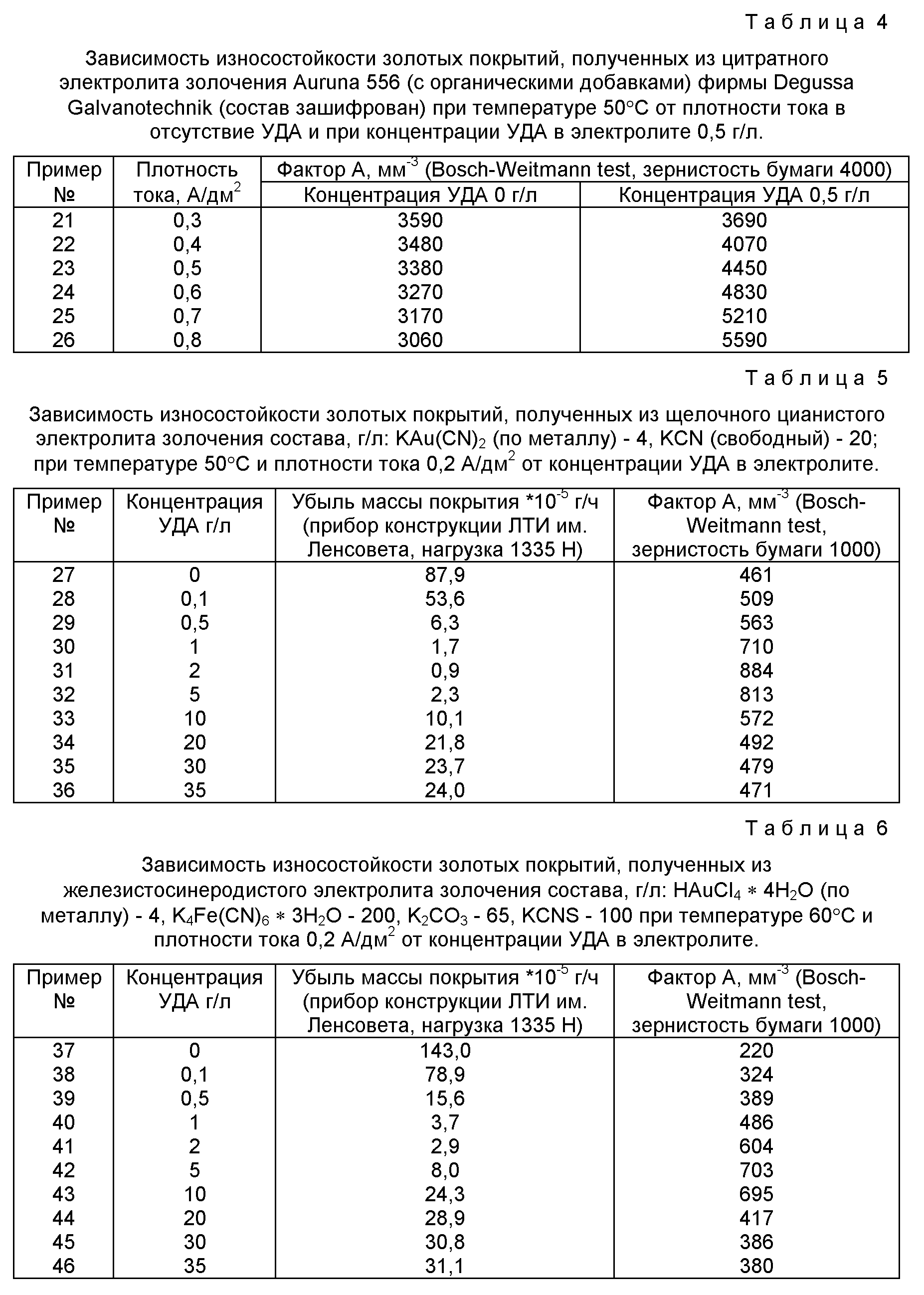
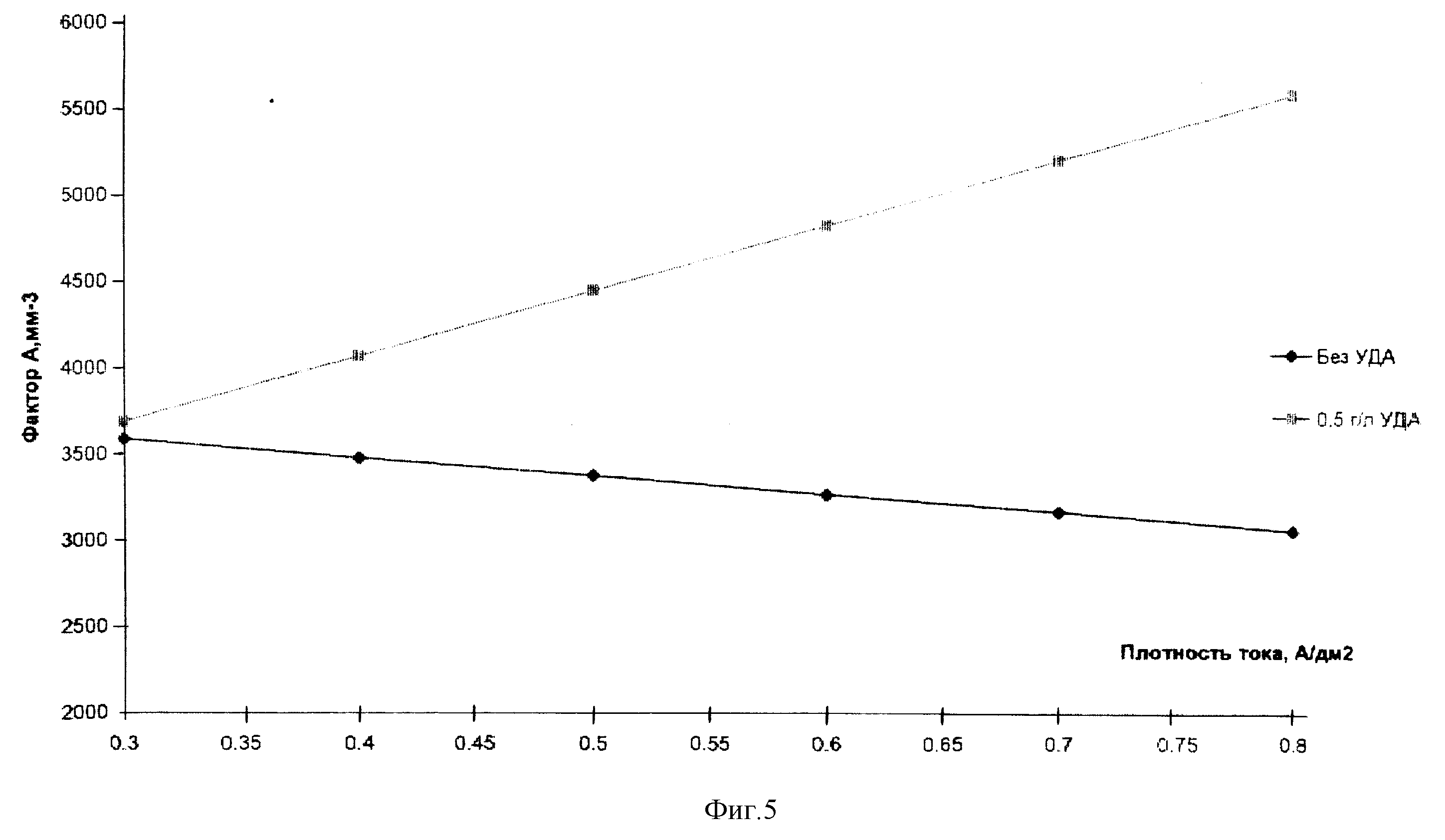
Износостойкость покрытий, полученных из электролита Auruna 556, также определяли при различных плотностях тока и постоянной концентрации УДА (табл. 4 и фиг. 5). Согласно полученным данным, введение УДА в электролит меняет характер зависимости износостойкости от плотности тока. Если в случае электролита без УДА рост плотности тока снижает износостойкость покрытий, то в случае электролита с УДА износостойкость при этом повышается. Так, при максимальной рекомендуемой для данного электролита плотности тока, фактор А, вычисляемый по методике Bosch-Weitmann test, для покрытия с УДА больше в 1,8 раза, чем для покрытия без УДА. Согласно полученным данным, введение УДА и электролит позволяет получать золотые покрытия с повышенной износостойкостью при высоких плотностях тока, что должно благоприятно отражаться на производительности ванны золочения.
Пример III.
В дистиллированной воде, предварительно нагретой до 60oС, растворяют 3 г KAu(CN)2. В другой порции дистиллированной воды растворяют 20 г KCN и с помощью 20% раствора КОН доводят рН раствора до 12. В него при перемешивании добавляют раствор KAu(CN)2. Затем вводят 48 мл 9,6%-ной водной суспензии УДА. Количество УДА в электролите составляет 1,0 г/л (образец 30, табл. 5). Полученный раствор доводят до объема 0,5 л и заливают в ванну. Завешивали золотые аноды. Все последующие операции выполняют согласно примеру 1. Задают катодную плотность тока 0, 2 А/дм2. Скорость осаждения покрытия составляет 0,09 мкм/мин.
Для всех других образцов в электролите меняли содержание УДА, все операции по приготовлению растворов были выполнены аналогично описанному выше.
При истирании на приборе конструкции ЛТИ им. Ленсовета (табл. 5 и фиг.1) убыль массы образцов, полученных из электролитов в присутствии УДА, по сравнению с образцами, полученными из электролитов без УДА, снижается. В области оптимальных концентраций УДА в электролите эта убыль в 50-100 раз меньше, чем у образцов без УДА. Согласно полученным данным можно констатировать рост износостойкости получаемых золотых покрытий при введении УДА в электролит.
При проведении испытаний по методике Bosch-Weitmann test (табл. 3 и фиг. 2) вычисляемый фактор А, характеризующий износостойкость покрытий, увеличивается для образцов, полученных из электролитов в присутcтвии УДА, по сравнению с образцами, полученными из электролитов без УДА, и в области оптимальных концентраций УДА в элекролите его значение в ~1,9 раз выше, чем для образцов без УДА.
Таким образом, рост износостойкости получаемых золотых покрытий при введении УДА в щелочной цианистый электролит золочения подтверждается двумя независимыми способами, причем полученные с их помощью зависимости износостойкости от концентрации УДА в электролите носят симбатный характер.
Пример IV.
В отдельных порциях дистиллированной воды растворяли 8,4 г НАuСl4 •4Н2О, 100 г К4Fе(СN)6 •3H2О и 30 г К2СО3. Растворы железистосинеродистого и углекислого калия сливали вместе, нагревали до кипения и вводили горячий раствор хлорного золота, предварительно нейтрализованного раствором К2СО3 до прекращения выделения пузырьков. Полученный раствор кипятили 5 ч, фильтровали и перемешивали. Затем вводили 240 мл 9,6%-ной водной суспензии УДА. Количество УДА в электролите составляет 5,0 г/л (образец 42, табл. 6). Полученный раствор доводят до объема 0,5 л и заливают ванну. Завешивали аноды из платинированного титана. Все последующие операции выполняют согласно примеру I. Задавали катодную плотность тока 0,2 А/дм2. Скорость осаждения покрытия составила 0,09 мкм/мин.
Для всех других образцов в электролите меняли содержание УДА, все операции по приготовлению растворов были выполнены аналогично описанному выше.
При истирании на приборе конструкции ЛТИ им. Ленсовета (табл. 6 и фиг.1) убыль массы образцов, полученных из электролитов в присутствии УДА, по сравнению с образцами, полученными из электролитов без УДА, снижается. В области оптимальных концентраций УДА в электролите эта убыль в 40-50 раз меньше, чем у образцов без УДА. Согласно полученным данным можно констатировать рост износостойкости получаемых золотых покрытий при введении УДА в электролит.
При проведении испытаний по методике Bosch-Weitmann test (табл. 6 и фиг. 2) вычисляемый фактор А, характеризующий износостойкость покрытий, увеличивается для образцов, полученных из электролитов в присутствии УДА, по сравнению с образцами, полученными из электролитов без УДА, и в облает оптимальных концентраций УДА в электролите его значение в ~3,2 раз выше, чем для образцов без УДА.
Таким образом, рост износостойкости получаемых золотых покрытий при введении УДА в железистосинеродистый электролит золочения подтверждается двумя независимыми способами, причем полученные с их помощью зависимости износостойкости от концентрации УДА в электролите носят симбатный характер.
Промышленная применимость
Предлагаемый способ
получения композиционных покрытий на основе золота может применяться в различных областях техники, в частности, в ювелирной технике, где
толщина золотого покрытия чрезвычайно мала (0,01-0,1 мкм), в
электронной и радиотехнической промышленности, где важна высокая износостойкость изделия при неизменности остальных электрофизических
характеристиках.
Реферат
Изобретение относится к гальванотехнике, в частности к способам получения композиционных электрохимических покрытий на основе золота. Предложен способ получения композиционных покрытий на основе золота путем электрохимического осаждения из электролита золочения, содержащего взвесь инертных твердых частиц. В качестве инертных твердых частиц используют коллоидные кластерные частицы алмаза размером 0,001-0,120 мкм в количестве 0,1-35 г/л. Техническим результатом изобретения является получение покрытий с повышенной износостойкостью при малом расходе не растворимых в электролите ультрадисперсных частиц по простой технологии. 6 табл., 5 ил.
Комментарии