Изобретение относится к устройст-
БУ для электролитического осаждения
алюминия из апротонных, бескислородных и безводных алюминийорганичес- ких электролитов.
Цель изобретения - повьшение производительности и упрощение конструкции устройства.
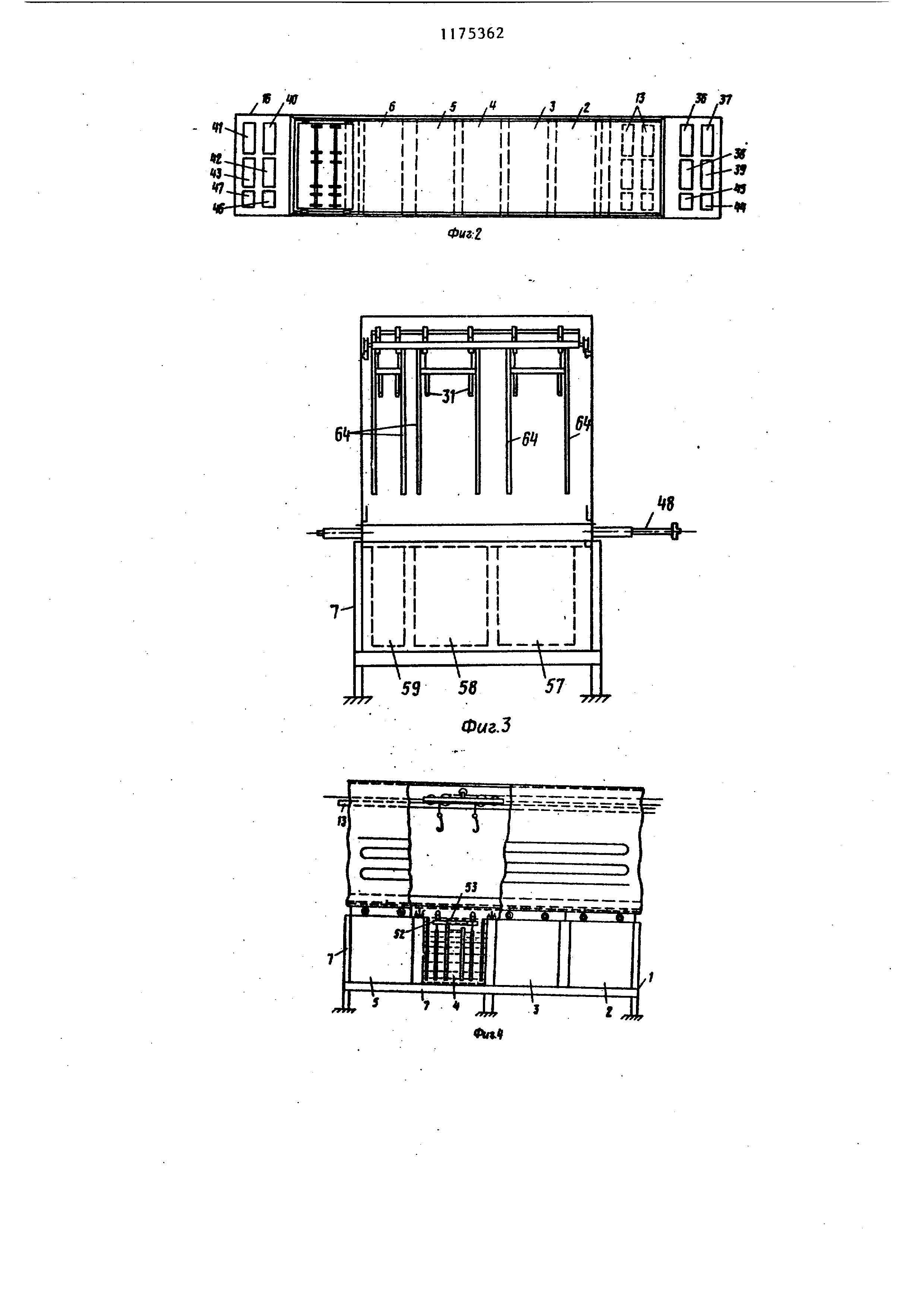
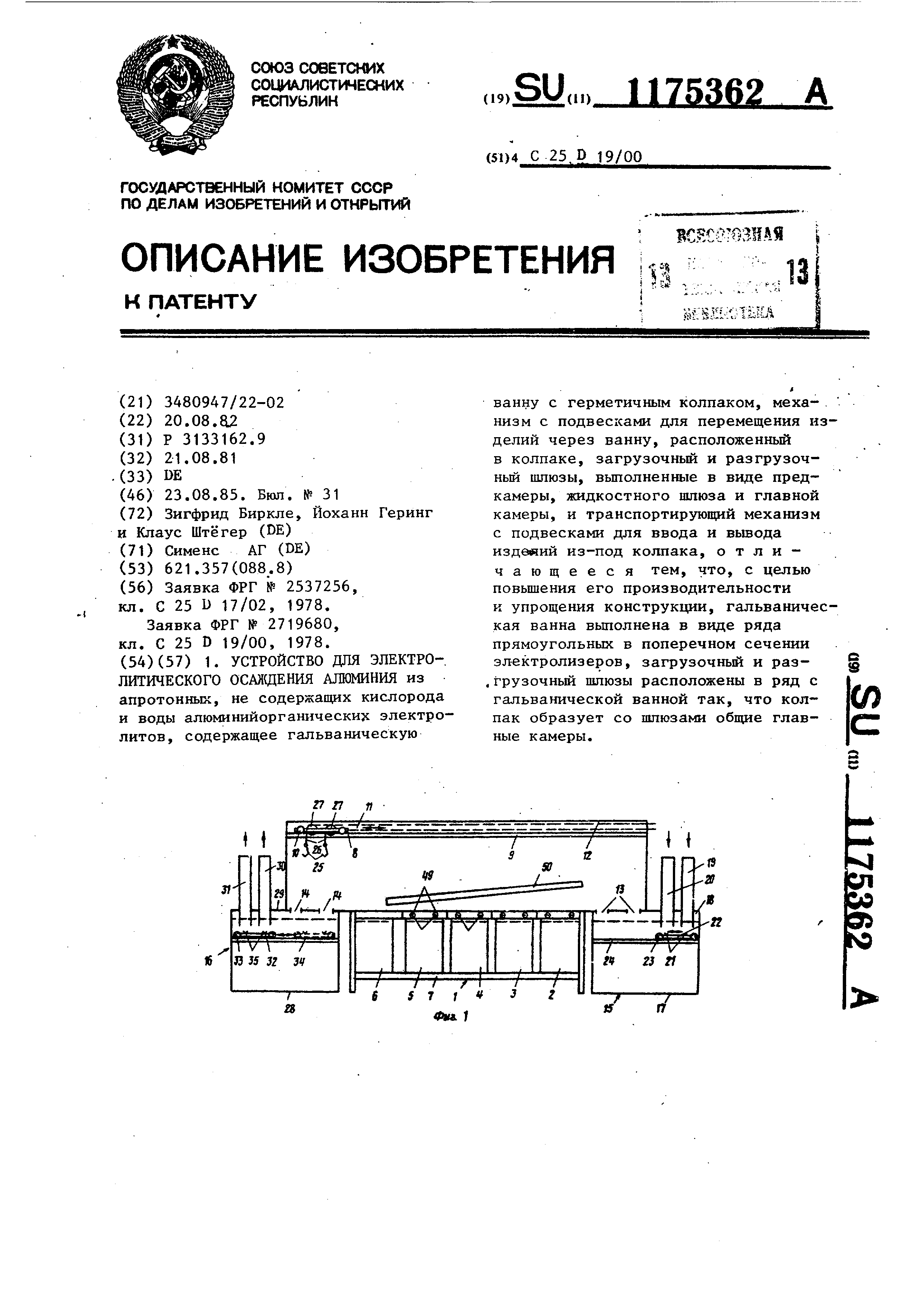
На фиг. 1 изображено устройство, общий ВИД иа фиг. 2 - то же, вид
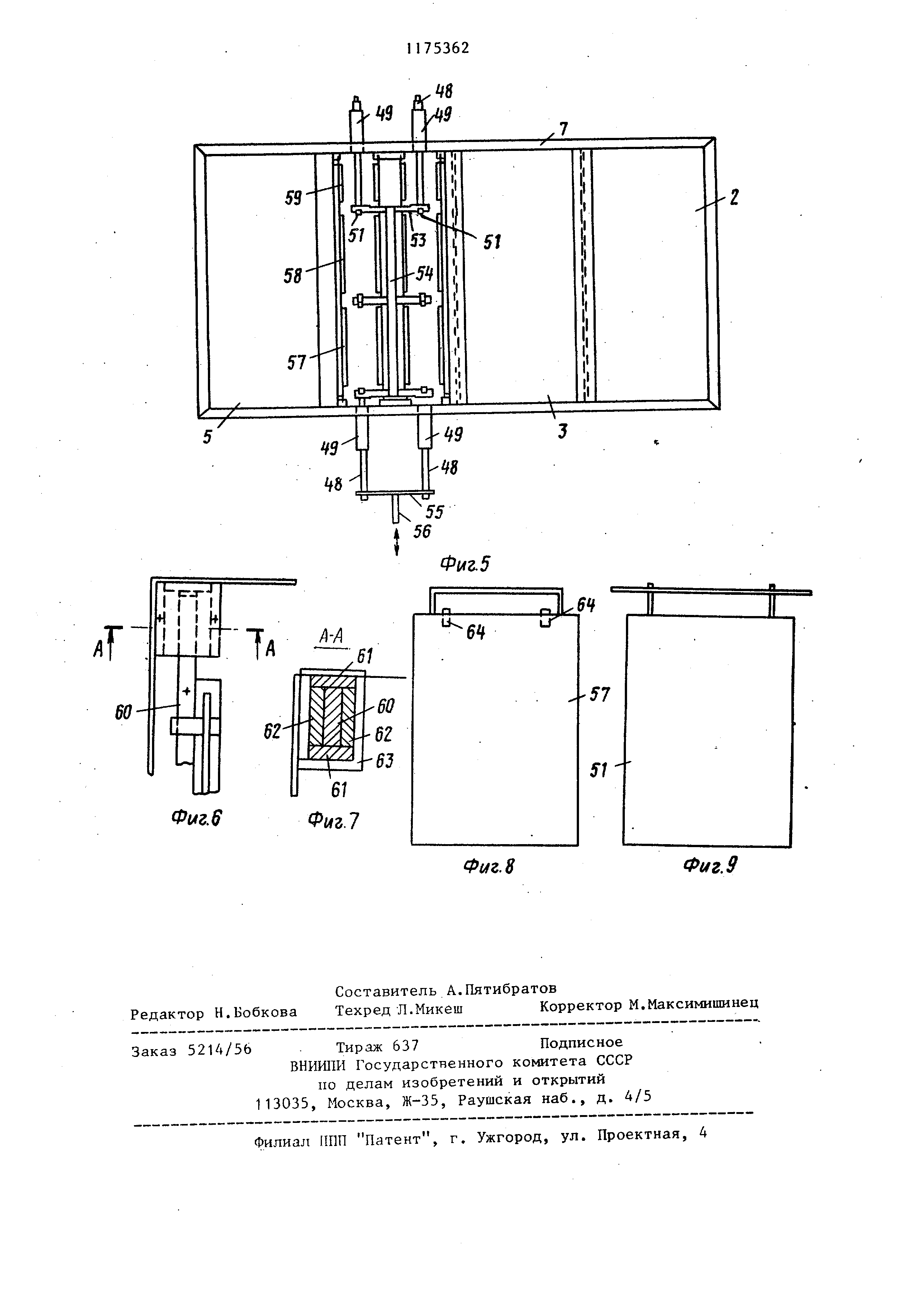
сверху, на фиг. 3-5 - гальваническаяванна , разные проекции; на фиг. 6 часть
подвески анодных пластин на фиг.7 - разрез А-А на фиг. 6J на фиг. 8 - анодная пластина на фиг.9
подвеска с изделием.
Устройство состоит из гальванической ванны 1, вьшолненной в виде прямоугольных электролизеров 2-5.
Последовательно с ними установлена промывочная ванна 6. Электролизеры
и ванна установлены в станине 7. Между ванной 6 и электролизером 5
имеется пространство для добавочной секции. Электролизеры 2-5 и ванн
6 расположены в ряд, так что загрузку можно осуществлять с помощью
одного транспортного средства, вьтолненного в виде транспортной тележки
;8, передвигающейся по рельсам 9 на роликах 10с помощью цепного транспортера
11. Свободный конец последнего выведен наружу через герметическое
уплотнение в окружающем гальва ическую ванну 1 колпаке 12, который
служит одновременно для установки рельсов 9 для транспортной тележки
8 и простирается за закрывающиеся впускные и выпускные отверстия 13
или 14 загрузочного 15 и разгрузочнсгго 16 шлюзов, расположенных в ряд
с электролизерами 2-5 и ванной 6. Загрузочньй шлюз содержит емкость 17,
в которой находится совместимая с
электролитом жидкость, например
толуол. В крышке 18 емкости 17 предусмотрены загрузочные шахты 19 и
20, вьшолняющие функх ию предкамеры. Нижняя часть этих шахт погружена в
жидкость, а верхняя часть герметич31
но закрыта. Загрузочные шахты 19 и 20 заполнены инертным газом, например
азотом и через них вводят попарно подвески для изделий (на фиг. 1 и 2 не изображено), которые
помещают на соответствующие приемные элементы 21 транспортной тележки 22,
перемещаницейся на роликах 23, по рельсам 24, установленным на обеих сторонах емкости 17 загрузочного
шлюза. Движение транспортной тележки .22 осуществляется преимущественно
посредством ходового винта, приводимого в действие сжатым воздухом.
Транспортная тележка 8 имеет соответствующие элементам 21 крючья
25, расстояние между которыми соответствует расстоянию между элементами
21, а также усредненному расстоянию между загрузочными шахтами 19 и 20. Крючья 25 (фиг. 1) закреплены
на тросах 26, направленных через ролики 27 транспортной тележки
8, при этом тросы 26 параллельны цепному транспортеру 11 и выходят из
колпака 12, не нарушая его герметичность .
Разгрузочный шлюз 16 содержит емкость 28, газонепроницаемо соединенную
через крьпику 29 с колпаком 12. В крышке 29 выполнены две-разгрузочные
шахты 30 и 31, которые выполняют функцию предкамер подобно загрузочным
шахтам 19 и 20. Шахты погружены своей нижней частью в заполнен .ную толуолом емкость 28 и образуют
вместе с ним жидкостный шлюз. Уро- вень жидкости устанавливают так, что
ни5кние концы вьтускных шахт 30 и 31 всегда остаются погруженными в
жидкость. В емкость 28, как и в емкости 17, установлена транспортная
тележка 32, передвигающаяся с помощью роликов 33 по рельсам ЗА, расположенным
на обеих сторонах емкости 28. Транспортная тележка 32 снабжена приемными элементами 35.
Устройство работает следующим образом.
Погруженные в жидкость загрузочные шахты 19 и 20 образуют жидкостньй шлюз для подвесок с изделиями,
которые вводят в направлении стрелки через шахты 19 и 20 и передают на приемные элементы 21.
Для забора подвесок с изделиями из загрузочного шлюза транспортную
тележку 8 устанавливают над вы53624
пускными отверстиями 13 и, опустив
крючья 25, забирают подвески с изделиями, после чего крючья 25 поднимают до тех пор, пока они не зай5
мут соответствующее положение
(фиг. 1). После этого транспортную
тележку 8 передвигают в направлении стрелки.
После того как держатели изделий
0 с помощью тележки 8 подняты из соот- ветствующих секций 2-5, погружены
в промывочную ванну и затем из нее извлечены, тележка перемещается в соответствующее положение (фиг. 1
5 и 2). Б этом положении транспортной тележки 8 подвешенные на крючьях
25 подвески с изделиями опускают через закрывающиеся отверстия 14 в емкость
28, где они передаются на приемные элементы изображенной штрихлинией
транспортной тележки 32. После этого последняя передвигается в положение, изображенное сплошными
линиями. В этом положении подвески
;5 поднимают с приемных элементов 35
и через разгрузочные шахты 30 и 31 выводят в направлении стрелок. В
каждом электролизере 2-5 могут быть расположены одна или несколько пар
,Q подвесок для изделий, при этом каждая пара подвесок для изделия расположены
одна над другой в направлении движения.
В гальваническую ванну можно одновременно вводить две пары подвесок
для изделий. Для их ввода предназначены шахты 36 и 37 или 38 и 39, а
для вывода служат вьтускные шахты 40 и 41 или 42 и 43. Соответственно
парам подвесок для изделий транспорт- . ная тележка 8 имеет соответствующее
число роликов. По обе стороны подвесок для изделий находятся анодные
пластины, которые вьтолнены так, что их ширина практически соответствует
ширине держателей изделий, чтобы можно было вводить их с помощью тех
же транспортных средств и тем же самым способом, как и держатели изделий
, через загрузочный шлюз и помещать их в предусмотренных для этого
местах, а после расхода .извлекать . эти пластины из электролизеров и выводить
наружу через загрузочный
ШЛ.ЮЗ .
Для повьш1ения эффективности осаждения алюминия путем увеличения
плотности тока, необходимо относительное движение между держателями изделий
и анодными пластинами, держатели изделий выполнены подвижными относительно анодных пластин. Поэто
му длина отдельных электролизеров 2-5, а также ванны 6 не равна двойной ширине держателей изделий или
ширине расположенных по обе стороны анодных пластин, а длиннее на величину
, равную ходу движения держателей . Так как держатели изделий должны быть окружены анодами по
всей длине их движения, то в ряд с анодными пластинами, соответствую щими держателями изделий, применяют
дополнительные анодные пластины. Эти дополнительные анодные пластины
вводят через отдельные загрузочные шахты 44 и 45 и после их расхода удаляют через разгрузочные шахты
46 и 47. Транспортные тележки выпол нены тогда таким образом, что они
могут одновременно принимать все расположенные в одной плоскости анодные пластины и помещать их на
предназначенное для них место. Контактно-удерживающие устройст ва (фиг. 3-5) для держателей изделий
выполнены с возможностью передвижения так, что подвески могут
периодически совершать возвратнопоступательные движения параллельн анодным пластинам. Для перемещения
контактно-удерживающего устройства для держателей изделий служат прив
ные элементы 48, установленные через трубчатые направляющие элемент 49, причем привод осуществляется
снаружи. Привод контактно-удержива пщх устройств для отдельных секций
может быть общим и независимым от других секций. Сравнительно большие габариты
колпака 12 имеют то преимущество, чго его можно использовать в качес ве зоны конденсации. Если колпак
12 снабдить дополнительно нагревательным или охлаждающим устройство
то тогда можно регулировать темпер туру отдельных ванн путем испарени
толуола. Конденсат можно направлят в ванну 6 для промывочного толуола
по конденсационным лоткам 50, которые предусмотрены на обеих продольных сторонах колпака 12. При
этом ванна 6 может быть соединена посредством трубопровода для регул рования уровня с электролизерами 2-5. В каждьй электролизер (на фиг. 3
и 5) 2-5 помещают четьфе рамообразных поДвески для изделий 51, которые
с помощью транспортной штанги 52 можно навешивать в приемных элементах,
закрепленных на поперечинах 53, соединенных в свою очередь между собой
штангой 54. Расположенные на обоих концах последней поперечины 53
жестко связаны с приводныш элементами 48, которые пропущены через трубчатые направляющие элементы 49.
Приводные элементы 48 связаны между собой перемычкой 55 и посредством
элемента 56 линейного привода совершают периодическое возвратно-поступательное
движение, В качестве линейного привода применяют преимущественно
пневматический привод. Как только включен этот привод, четыре подвески
для изделий 51 начинают перемещаться параллельно расположенным по обеим
сторонам анодным пластинам 57-59. Анодные пластины 57 и 58 имеют ту же
ширину, как и пластинообразные подвески для изделий 51, а ширина анодных
пластин 59 соответствует величине хода контактно-удерживаклцего
устройства. Эти элементы являются токопроводными и соединены с катодом источника
тока.Штанга 54 также электрически соединена с ними закрепленныминаней обрабатываемыми изделиями.
Шина 60 (фиг. 6 и 7) закреплена на углу стенки одного электролизера
с помощью изоляторов 61 и 62, которые закреплены в углу посредством
уголкового опорного профиля 63. Анодная пластина 57 соединена через две
скобы 64 с проходящей насквозь шиной 60. Когда ее опускают сверху с
помощью транспортной тележки 8 на соответствующее место, то скобы, вьтолненные
в виде крючьев, охватывают шину 60. Поскольку подвески для изделий 51 и соответственно анодные
пластины 57, подвешенные на крючья 25, могут раскачиваться при торможении
транспортной тележки В, занимающей предназначенное ей положение, то
для предотвращения этого она снабжена рамными направляющими, которые
выполнены таким образом, что они надежно .предотвращают раскачивание
держателей изделий 51 или анодных пластин 57.
/V
J ,s
tlD
li
11Ill.
I I I II I II
a
3 л
л
DD
|i mf
I I
-sr - UIJ
era-;;
- n n
I I
III LJ LJ
Фаг. 5
J
HI I 1+
II I
ТА
II I
Фиг.6
Ф(г.8
Фиг.9
Комментарии